WO2020090741A1 - Metallic-tone thermoplastic resin pellet - Google Patents
Metallic-tone thermoplastic resin pellet Download PDFInfo
- Publication number
- WO2020090741A1 WO2020090741A1 PCT/JP2019/042178 JP2019042178W WO2020090741A1 WO 2020090741 A1 WO2020090741 A1 WO 2020090741A1 JP 2019042178 W JP2019042178 W JP 2019042178W WO 2020090741 A1 WO2020090741 A1 WO 2020090741A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- metallic
- thermoplastic resin
- pellet
- parts
- polyamide
- Prior art date
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
- C08J3/201—Pre-melted polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/12—Powdering or granulating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/24—Acids; Salts thereof
- C08K3/26—Carbonates; Bicarbonates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/346—Clay
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/36—Silica
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
- C08L77/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
- C08J2323/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2369/00—Characterised by the use of polycarbonates; Derivatives of polycarbonates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2377/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/24—Acids; Salts thereof
- C08K3/26—Carbonates; Bicarbonates
- C08K2003/265—Calcium, strontium or barium carbonate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/002—Physical properties
- C08K2201/005—Additives being defined by their particle size in general
Definitions
- the present invention relates to a pellet made of a metallic thermoplastic resin composition, and particularly to a thermoplastic resin pellet for producing a metallic molded product.
- thermoplastic resin are generally used for interior and exterior covers of automobile instrument panels, lamp parts, engine covers, home appliances, etc.
- the appearance of such a resin molding may require a metallic color tone such as steel or aluminum alloy.
- the demand for the appearance of the resin molded body has increased, and the appearance of the resin molded body is required to have not only a metallic color tone but also a glossy feeling while suppressing a high brilliance. ..
- various metallic tones are required, from silver gray to slightly whitish gray.
- metallic coating has been conventionally used to coat the surface of the resin molded body with a paint containing metal powder such as aluminum.
- this metallic coating has a problem in terms of working environment because it uses an organic solvent, and also has a problem of poor productivity and high cost.
- thermoplastic resin such as polyamide, a metal powder such as aluminum, mica, wollastonite, a resin composition obtained by filling the surface of a glass or the like with glossy particles coated with a metal Is proposed to be used.
- Patent Document 1 discloses a polyamide resin composition obtained by mixing particles in which a layered silicate is uniformly dispersed at a molecular level with particles exhibiting a metallic color.
- Patent Document 2 discloses a polyamide resin composition containing a polyamide resin and metal flakes.
- Patent Document 3 discloses a resin composition using an aliphatic polyamide resin and an amorphous polyamide resin as the polyamide resin.
- Patent Document 4 discloses a polyamide resin composition containing metallic particles having different particle sizes.
- the molded product obtained from the thermoplastic resin composition described in the prior art document has insufficient metallic color development, insufficient surface smoothness, and / or insufficient flow mark suppressing property. It was As a result, the metallic appearance was insufficient as compared with painting and plating. In particular, the flow mark was more prominent as the injection speed was higher when the molded body was manufactured by injection molding.
- An object of the present invention is to provide a thermoplastic resin pellet which is excellent in metallic color developability, surface smoothness, and flow mark suppressing properties, and which can provide a molded product having a sufficient metallic appearance.
- the present invention is excellent in metallic color developability, surface smoothness and flow mark suppression properties, while having a sufficient metallic appearance, it is possible to obtain a molded article having excellent heat resistance and mechanical properties, a thermoplastic resin pellet.
- the purpose is to provide.
- the present inventors have arrived at the present invention as a result of intensive research to solve such problems.
- the gist of the present invention is as follows. ⁇ 1> Metallic heat control containing 100 parts by weight of a thermoplastic resin (A), 0.5 to 10 parts by weight of metallic particles (B), and 0 to 10 parts by weight of a plate-like, fibrous and / or granular filler (C).
- a plastic resin pellet The pellet has a columnar shape with a circular or elliptical cross section perpendicular to the long axis direction,
- a metallic thermoplastic thermoplastic resin pellet wherein the pellet has a length of 0.5 to 2.8 mm and a cross-sectional major axis of 0.5 to 2.8 mm.
- the metallic thermoplastic resin pellet according to ⁇ 1> wherein the product of the length (mm) of the pellet and the major axis (mm) of the cross section is 0.5 to 8.
- the metallic particles (B) include aluminum as a metal, iron, nickel, chromium, tin, zinc, indium, titanium, and copper; an alloy of two or more kinds of the metals; and the metals and the alloys.
- the metallized thermoplastic resin pellet according to any one of ⁇ 1> to ⁇ 3> which is particles of one or more inorganic materials selected from the group consisting of oxides, nitrides, sulfides, and carbides of.
- the filler (C) is at least one kind of inorganic filler selected from the group consisting of swellable layered silicate, talc, kaolin, wollastonite, calcium carbonate, silica, and mica, ⁇ 1> to The metallic thermoplastic resin pellet according to any one of ⁇ 6>.
- thermoplastic resin (A) is polyamide, The metallic thermoplastic resin pellet according to any one of ⁇ 1> to ⁇ 9>, wherein the product of the length (mm) of the pellet and the major axis (mm) of the cross section is 0.5 to 5.5.
- thermoplastic resin (A) is polyamide, The product of the length (mm) of the pellet and the major axis (mm) of the cross section is 0.5 to 2;
- ⁇ 12> A molded product obtained by injection molding or extrusion molding using the metallic thermoplastic resin pellet according to any one of ⁇ 1> to ⁇ 11>.
- the metallic thermoplastic resin pellets of the present invention When the metallic thermoplastic resin pellets of the present invention are used, it is possible to obtain a molded product that is excellent in metallic color development, surface smoothness, and flow mark suppression properties and has a sufficient metallic appearance. Specifically, according to the present invention, it is possible to obtain a molded product in which metallic coloration is good and uniform, there is no color unevenness, and which has good gloss.
- the metallic thermoplastic resin pellets of the present invention contain a thermoplastic resin (A) and metallic particles (B), and exhibit metallic color developability, surface smoothness, and flow mark suppression properties. From the viewpoint of further improving the metallic appearance, heat resistance and mechanical properties, it is preferable that the filler (C) is further included.
- the thermoplastic resin (A) is not particularly limited and is a polymer that can be injection-molded or extruded.
- Specific examples of the thermoplastic resin (A) include, for example, polyolefin (eg polyethylene, polypropylene), ABS resin (acrylonitrile-butadiene-styrene resin), polystyrene, polymethyl methacrylate, polyamide, polyacetal, polyethylene terephthalate, polybutylene terephthalate, Examples thereof include polycarbonate, polyphenylene ether, polyarylate and the like.
- the thermoplastic resin (A) is a polyolefin (especially polypropylene), an ABS resin, or a polyamide from the viewpoint of further improving metallic color developability, surface smoothness, flow mark suppressing properties, heat resistance and mechanical properties, and economic efficiency.
- polycarbonate is preferable, polyamide, polyolefin (particularly polypropylene) or polycarbonate is more preferable, and polyamide is more preferable.
- the metallic color developability is a characteristic that a metallic color is developed on the surface of the molded body. More specifically, the higher the flip-flop value, the better the metallic coloring.
- the surface smoothness is a characteristic relating to the gloss of the surface of the molded product. Specifically, the higher the surface glossiness, the better the surface smoothness.
- the flow mark suppression property is a property of suppressing the generation of flow marks that cause color unevenness of metallic color on the surface of the molded body.
- the flow mark is a stripe-shaped flow mark generated due to the melt flowing while solidifying in the mold during molding, and often occurs near the gate during injection molding, for example.
- the metallic appearance is a characteristic in which the visual appearance of the obtained molded body is similar to that of a real metal.
- the metallic appearance is one of the comprehensive characteristics regarding color development, gloss and color unevenness.
- the metallic appearance is a characteristic that is obtained for the first time due to its excellent metallic color development, surface smoothness, and flow mark suppression characteristics.
- Heat resistance is the property of a molded body to withstand deformation due to heat.
- Mechanical physical properties are characteristics relating to mechanical strength (for example, bending strength) of a molded product.
- the polyamide is not particularly limited, but an aliphatic polyamide or an aromatic polyamide can be used, and they can be mixed and used.
- the polyamide is preferably an aliphatic polyamide from the viewpoint of further improving metallic color developability, surface smoothness, flow mark suppressing properties and metallic appearance.
- Examples of the aliphatic polyamide include polycaproamide (polyamide 6), polytetramethylene adipamide (polyamide 46), polyhexamethylene adipamide (polyamide 66), polycaproamide / polyhexamethylene adipamide copolymer (polyamide). 6/66), polyundecamide (polyamide 11), polycaproamide / polyundecamide copolymer (polyamide 6/11), polydecamide (polyamide 12), polycaproamide / polydodecamide copolymer (polyamide 6/12) , Polyhexamethylene sebacamide (polyamide 610), polyhexamethylene dodecamide (polyamide 612), and the like.
- Polyamide is a polyamide 6, a polyamide 66, a polyamide 11, a polyamide 12, a polyamide 6/11, a polyamide 6/12, or a mixture thereof, from the viewpoint of further improving metallic color developability, surface smoothness, flow mark suppressing properties and metallic appearance. Is preferred.
- polyhexamethylene terephthalamide nylon 6T
- polyhexamethylene terephthal / isophthalamide nylon 6T / 6I
- polybis (4-aminocyclohexyl) methandodecamide nylon PACM12
- polybis (3-methyl) -4-Aminocyclohexyl) methandodecamide nylon dimethyl PACM12
- polymethaxylylene adipamide nylon MXD6
- polynonamethylene terephthalamide nylon 9T
- polydecamethylene terephthalamide nylon 10T
- polyundecamethylene Crystalline polyamides such as terephthalamide (nylon 11T) and polyundecamethylene hexahydroterephthalamide (nylon 11T (H)
- the aromatic polyamide is preferably an amorphous polyamide in terms of the effects of improving the light resistance and surface appearance of the resulting molded article, and is a polycondensate of isophthalic acid / terephthalic acid / 1,6-hexanediamine.
- a polycondensate of isophthalic acid / terephthalic acid / 1,6-hexanediamine / bis (3-methyl-4-aminocyclohexyl) methane or a mixture thereof can be more preferably used.
- an aliphatic polyamide is preferably used from the viewpoint of further improving the metallic color developability, the surface smoothness, the flow mark suppressing property, and the metallic appearance, but an aromatic polyamide can also be mixed and used.
- an aromatic polyamide can also be mixed and used.
- it is preferable that aliphatic polyamide / aromatic polyamide 50/50 to 100/0 (mass ratio).
- the relative viscosity which is an index of the molecular weight of polyamide, is not particularly limited, but the relative viscosity measured with 96% by mass concentrated sulfuric acid as a solvent at a temperature of 25 ° C. and a concentration of 1 g / dl is metallic coloration, surface smoothness, From the viewpoint of further improving the flow mark suppressing properties, metallic appearance, heat resistance and mechanical properties, it is preferably 1.5 to 3.5, more preferably 1.7 to 3.1. More preferably, it is 9 to 2.8.
- the MFR which is an index of the molecular weight of a polyolefin (for example, polypropylene), is not particularly limited, but the MFR measured at a temperature of 230 ° C. and a load of 2.16 kgf according to the method specified in JIS K7210 is metallic color developability, surface smoothness, From the viewpoint of further improving the flow mark suppressing property and metallic appearance, it is preferably 1 to 60 g / 10 minutes, more preferably 5 to 50 g / 10 minutes, and further preferably 10 to 50 g / 10 minutes. ..
- the intrinsic viscosity which is an index of the molecular weight of the polycarbonate resin, is not particularly limited, but the intrinsic viscosity (dl / g) at 20 ° C. in a methylene chloride solvent is preferably 0.4 to 1.5, and 0.45 to 1 It is more preferably 0.0, still more preferably 0.45 to 0.8.
- the metallic particles (B) are not particularly limited as long as they are additives capable of exhibiting a metallic color in the molded product.
- metallic particles (B) for example, aluminum as a metal, iron, nickel, chromium, tin, zinc, indium, titanium and copper; an alloy of two or more kinds of the above metals; and the above metals and the above Particles (especially powders) of one or more inorganic materials selected from the group consisting of oxides, nitrides, sulfides and carbides of alloys.
- aluminum is preferable from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property, and metallic appearance.
- the metallic particles (B) (particularly aluminum particles) preferably have a plate shape or a granular shape, and preferably have a plate shape from the viewpoint of further improving the metallic color developability, the surface smoothness, the flow mark suppressing property and the metallic appearance. ..
- the plate shape means a flake shape or a flat plate shape.
- the metallic particles (B) are preferably powders having an average particle diameter of 1 to 100 ⁇ m, particularly 5 to 100 ⁇ m, from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance.
- the powder is preferably 10 to 80 ⁇ m.
- the average particle diameter of the metallic particles (B) is the average value of the maximum diameters (or maximum lengths) in the granular form, and is the average value of the maximum lengths in the maximum plane in the plate-like form. When two or more types of metallic particles having different average particle diameters are used as described later, it is preferable that the average particle diameter of each metallic particle (B) is within the above range.
- the average particle size of the metallic particles (B) can be measured by a laser diffraction / scattering type particle size distribution measuring device, for example, Microtrac 2 (manufactured by Nikkiso Co., Ltd.).
- the metallic particles (B) two or more kinds (particularly two kinds) of metallic particles (B) having different average particle diameters are used from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance.
- the metallic particles (B) having an average particle diameter of 1 to 20 ⁇ m (particularly plate-shaped aluminum powder) and the metallic particles (B) having an average particle diameter of 40 to 60 ⁇ m (particularly plate-shaped aluminum powder) may be used in combination. preferable.
- the content of the metallic particles (B) is required to be 0.5 to 10 parts by mass with respect to 100 parts by mass of the thermoplastic resin (A), and the metallic color developability, surface smoothness, flow mark suppressing property and From the viewpoint of further improving the metallic appearance, the amount is preferably 0.5 to 9 parts by mass, more preferably 1 to 5 parts by mass, and further preferably 1.5 to 4.5 parts by mass.
- the total content thereof should be within the above range. If the content of the metallic particles (B) is less than this range, the metallic color developability deteriorates, and a good metallic appearance cannot be obtained. If the content exceeds this range, the surface smoothness and the flow mark suppressing property deteriorate, and a sufficient metallic appearance cannot be obtained.
- the pellet of the present invention contains a plate-like, fibrous and / or granular filler (C) from the viewpoint of further improving metallic color developability, surface smoothness, flow mark suppressing properties, metallic appearance, heat resistance and mechanical properties.
- C a filler
- the metallic appearance of the obtained molded product is further improved. As a result, the visual appearance of the obtained molded body is much closer to that of a genuine metallic product.
- a plate-like filler may be used as the filler (C), a fibrous filler may be used, or a granular filler may be used. Means that two or more kinds of these fillers may be used in combination.
- the plate shape means a flake shape or a flat plate shape.
- the fibrous shape means an elongated shape as a whole and includes a rod shape.
- the term "granular" as long as it has a particle-like shape as a whole for example, a substantially spherical shape, a substantially elliptical spherical shape, a substantially cubic shape, a substantially rectangular parallelepiped shape, or a composite shape thereof. Good.
- the filler (C) preferably has a plate shape from the viewpoint of further improving metallic color developability, surface smoothness, flow mark suppressing properties, metallic appearance, heat resistance, and mechanical properties.
- Examples of the filler (C) include at least one kind of inorganic filler selected from the group consisting of swelling layered silicate, talc, kaolin, wollastonite, calcium carbonate, silica, and mica. From the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance, one kind selected from the group consisting of swellable layered silicate, kaolin, and wollastonite among the above fillers (C). The above is preferable, and the swelling layered silicate is more preferable. The most preferred embodiment from the viewpoint of metallic color developability is a case where the swellable layered silicate is used alone among the filler (C).
- thermoplastic resin (A) is an aliphatic polyamide and contains a swellable layered silicate as a filler (C)
- a metallic appearance is remarkably increased in each part of the three-dimensional part of the resulting molded article.
- the metallic three-dimensional effect is a state in which the flip-flop value is high.
- the swellable layered silicate has a structure in which a plurality of layers are stacked, and has a plate shape as a whole.
- Talc, kaolin, calcium carbonate, silica and mica have a granular form.
- Wollastonite has a fibrous shape.
- the swelling layered silicate may be a naturally occurring one or an artificially synthesized or modified one.
- smectite group (montmorillonite, beidellite, hectorite, sauconite, etc.), vermiculite group (vermiculite, etc.), mica group ( Fluorine micas, muscovite, paragonite, phlogopite, lepidrite, etc.), brittle mica group (margarite, clintnite, anandite, etc.), chlorite group (donbasite, sudoite, kukkeite, clinochlore, chamonite, nimite, etc.) Be done.
- swellable fluoromica and montmorillonite are particularly preferably used. Two or more swelling layered silicates may be used in combination.
- the swellable fluoromica preferably used in the present invention generally has a structural formula represented by the following formula.
- M a (Mg X Li b ) Si 4 O Y F Z (In the formula, M represents an ion-exchangeable cation, and specific examples thereof include sodium and lithium.
- a, b, X, Y, and Z each represent a coefficient, and 0 ⁇ a ⁇ 0.5. , 0 ⁇ b ⁇ 0.5, 2.5 ⁇ X ⁇ 3, 10 ⁇ Y ⁇ 11, 1.0 ⁇ Z ⁇ 2.0.)
- swellable fluoromica for example, silicon oxide, magnesium oxide and various fluorides are mixed, and the mixture is completely melted in a temperature range of 1400 to 1500 ° C. in an electric furnace or a gas furnace.
- a melting method in which crystals of swellable fluoromica are grown in the reaction vessel during the cooling process.
- talc Mg 3 Si 4 O 10 (OH) 2
- alkali metal ions are intercalated into the starting material to impart swelling property to obtain swelling fluoromica
- swelling fluoromica can be obtained by heat-treating talc and alkali silicofluoride mixed in a predetermined mixing ratio in a magnetic crucible at a temperature of 700 to 1200 ° C. for a short time.
- the amount of alkali silicofluoride mixed with talc is preferably in the range of 10 to 35 mass% of the entire mixture.
- the montmorillonite is represented by the following formula, and can be obtained by purifying naturally occurring ones using hydration treatment or the like.
- M a Si (Al 2 -aMg) O 10 (OH) 2 ⁇ nH 2 O
- M represents a cation such as sodium, and 0.25 ⁇ a ⁇ 0.6. Further, the number of water molecules bound to the ion-exchange cations between the layers depends on the cation species and humidity.
- montmorillonite Since it can be changed variously depending on the type, it is represented by nH 2 O in the formula.) It is known that montmorillonite has the same type of ion-substituted compounds such as magnesian montmorillonite, iron montmorillonite, iron magnesian montmorillonite, and these may be used.
- the filler (C) is one or more known compounds selected from the group consisting of an organic compound having an amide group, an amino group, a carboxyl group, a mercapto group, a glycidyl group and / or an acid anhydride group and derivatives thereof.
- the surface treatment may be performed by the surface treatment agent (coupling agent). Among the above, it is preferable that the surface treatment is performed with an organic compound having an amino group, an acid anhydride group, or a glycidyl group.
- the amount of the surface treatment agent used is preferably 0.1 to 2 parts by mass with respect to 100 parts by mass of the inorganic filler.
- the average particle diameter of the filler (C) is 0.01 to 10 ⁇ m, preferably 0.05 to 10 ⁇ m, and more preferably 0.1 to 7 ⁇ m.
- the average particle diameter of the filler (C) is the average value of the maximum diameter (or maximum length) when it is granular, the average value of the fiber diameter when it is fibrous, and the maximum value on the maximum surface when it is plate-like. It is the average value of the length.
- the average particle diameter is a number average value of at least 100 particles observed by an electron microscope.
- the average fiber length thereof is preferably 0.1 to 100 ⁇ m, from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance.
- the thickness is more preferably 0.5 to 50 ⁇ m, further preferably 1 to 25 ⁇ m.
- the average thickness and average fiber length of the filler (C) can be calculated by a simple average of 50 arbitrary measurements with an electron microscope.
- the filler (C) can be mixed in an amount of 0 to 10 parts by mass with respect to 100 parts by mass of the thermoplastic resin (A).
- the content of the filler (C) is preferably 2 to 10 parts by mass, more preferably from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property, metallic appearance, heat resistance, and mechanical properties. Is 2 to 8 parts by mass, more preferably 2 to 6 parts by mass.
- the metallic color developability, surface smoothness, and metallic appearance are further improved.
- the polymerization reaction of the monomer component constituting the thermoplastic resin (A) (particularly polyamide) may be carried out in the presence of the swelling layered silicate.
- the swellable layered silicate can be uniformly dispersed in the thermoplastic resin (A), the surface glossiness of the resulting molded article can be further increased, and as a result, the metallic appearance can be further improved.
- thermoplastic resin (A) is a polyamide
- an aminocarboxylic acid or a lactam thereof can be used as the monomer used in the polymerization reaction. Therefore, the lactam is used as an aminocarboxylic acid as a raw material for the polymerization reaction. May be.
- an initiator such as water is used and the temperature is 240 to 300 ° C., the pressure is 0.2 to 3 MPa, and the range is 1 to 15 hours.
- a method of performing a melt polycondensation reaction can be mentioned.
- ⁇ -caprolactam When ⁇ -caprolactam is used, it is preferable to carry out the polymerization at a temperature of 250 to 280 ° C. and a pressure of 0.5 to 2 MPa for 1 to 5 hours (particularly 3 to 5 hours).
- a temperature of 250 to 280 ° C. and a pressure of 0.5 to 2 MPa for 1 to 5 hours (particularly 3 to 5 hours).
- the polyamide resin pellets In order to remove the aminocarboxylic acid (lactam) remaining in the polyamide resin after polymerization, it is preferable to subject the polyamide resin pellets to scouring with hot water. Treatment in water for 8 hours or more can be mentioned.
- the thermoplastic resin pellet according to the present invention has a columnar shape whose cross section perpendicular to the major axis direction is circular or elliptical.
- the major axis direction is the height direction of a cylindrical shape.
- the length (L) of the pellet is 0.5 to 2.8 mm, and preferably 0.5 to 2.5 mm from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance.
- the thickness is more preferably 0.8 to 2.3 mm, further preferably 0.8 to 1.8 mm, and most preferably 0.8 to 1.2 mm.
- the major axis (D) of the pellet is 0.5 to 2.8 mm, and preferably 0.5 to 2.5 mm, more preferably 0.5 to 2.5 mm from the viewpoint of further improving metallic color developability, surface smoothness, flow mark suppressing properties and metallic appearance. It is preferably 0.8 to 2.3 mm, more preferably 0.8 to 1.8 mm, and most preferably 0.8 to 1.2 mm. If the length (L) of the pellets is less than 0.5 mm, the pellets are often chipped when cut with a pelletizer, dust is increased, and molding stability may be impaired. On the other hand, if the length (L) of the pellets exceeds 2.8 mm, color unevenness due to flow marks is likely to occur, and as a result, the metallic appearance deteriorates.
- the major axis (D) of the pellet cross section is less than 0.5 mm, the discharge amount in the step of melt kneading may not be increased or the strand may be easily broken, resulting in poor processing efficiency, which is not preferable.
- the major axis (D) of the pellet cross section exceeds 2.8 mm, color unevenness due to flow marks is likely to occur or the metallic color developability is deteriorated.
- the length of the pellet (L) is the maximum length in the major axis direction of each pellet.
- the major axis (D) of the pellet is the maximum major axis of the cross section perpendicular to the major axis direction of each pellet.
- the vertical cross section of the pellet in the direction of the major axis is circular, there is no distinction between the major axis and the minor axis, and the major axis (D) is the diameter of the circle.
- the length (L) and the long diameter (D) of the pellet an average value of 20 pellets arbitrarily selected is used.
- each of the pellets of the present invention does not have to have a cylindrical shape in the strict sense, and slight distortion or deformation is allowed.
- each pellet may have a portion whose length in the major axis direction is 0.8 ⁇ L to 1 ⁇ L with respect to the maximum length L in the major axis direction of the pellet.
- each pellet may have a portion having a major axis of 0.8 ⁇ D to 1 ⁇ D with respect to the maximum major axis D of the pellet.
- each pellet may have a portion whose minor axis is 0.8 ⁇ M to 1 ⁇ M with respect to the maximum minor axis M of the pellet.
- the product (L ⁇ D) of the length (L) (mm) of the pellet and the major axis (D) (mm) of the cross section is from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance. , Preferably 0.5 to 8, more preferably 0.5 to 5.5, still more preferably 0.5 to 2.
- the minor axis (M) of the pellet may be within the same range as the major axis (D), as long as it is generally shorter than the major axis (D).
- the ratio of the major axis to the minor axis (major axis / minor axis) in the vertical cross section of the pellet with respect to the major axis direction is preferably 1 to 2, and more preferably 1 to 1.7 from the viewpoint of weighing stability during molding. preferable.
- the length (L) of pellets can be adjusted from the speed of the take-up roller of the pelletizer and the rotation speed of the cutter blade during melt-kneading.
- the major axis (D) of the pellet can be adjusted by the hole size of the die, the take-up roller speed of the pelletizer and the strand cooling timing.
- the hole size (diameter) of the die is not particularly limited, but it is preferably 2 to 5 mm, more preferably 2.5 to 4 mm.
- the number of holes in the die is set by the discharge rate, but the discharge rate per hole is preferably 10 to 40 kg / h, more preferably 15 to 35 kg / h. If the hole size of the die is more than 5 mm or if the discharge amount per hole is less than 10 kg, the strands may be easily broken and the processing stability may be insufficient, which is not preferable. On the other hand, when the size of the die is less than 2 mm or when the discharge amount per hole exceeds 40 kg, the resin pressure in the die is high, which may cause vent up or lack stability of the strand, which is not preferable. ..
- the horizontal distance between the strands leaving the die and the first immersion in water is 100 to 300 mm.
- the water immersion distance of the strand is not particularly limited, but is preferably 0.1 to 5 m.
- the pellet temperature immediately after cutting with a pelletizer is 140 ° C. or lower, preferably 120 ° C. or lower.
- the water immersion distance is the distance from the time when the strand is immersed in water to the time when the strand comes out of the water.
- thermoplastic resin pellets of the present invention are pigments, plasticizers, viscosity reducers, lubricants, release agents, dispersants, impact-resistant materials, antistatic agents, heat-resistant agents, and antioxidants, as long as the characteristics are not significantly impaired. Additives such as agents, weathering agents, antibacterial agents, flame retardants and the like can be contained.
- the pellets of the present invention contain a black pigment or a black dye as a pigment because the metallic color developability, surface smoothness and metallic appearance are further improved.
- the black pigment is not particularly limited, and examples thereof include carbon black, acetylene black, lamp black, bone black, graphite, iron black, aniline black, cyanine black and titanium black. Among them, carbon black is particularly preferable because the effects of the present invention can be easily expressed.
- the black dye is not particularly limited, and examples thereof include an azine dye containing nigrosine and a polycyclic condensation dye containing anthraquinone.
- azine dyes are preferable because they are easy to handle, and examples thereof include NYB27620B (manufactured by Sanyo Kako Co., Ltd.), Orient Spirit Black SB (manufactured by Orient Chemical Industry Co., Ltd.), and Spirit Black No.
- Commercially available products such as 850 (manufactured by Sumitomo Chemical Co., Ltd.) and Nigrosine Base LK (manufactured by BASF) can be used.
- the above black pigment or black dye may be used alone or in combination.
- nigrosine is particularly preferable. As nigrosine, C. in COLOR INDEX. I. SOLVENT BLACK 5 and C.I. I.
- Such nigrosine can be synthesized, for example, by subjecting aniline, aniline hydrochloride and nitrobenzene to oxidation and dehydration condensation at a reaction temperature of 160 to 180 ° C. in the presence of iron chloride.
- the purified nigrosine obtained by purifying the thus obtained nigrosine and containing less than 0.1% of aniline and diphenylamine is more preferable.
- NUBIAN BLACK series manufactured by Orient Chemical Industry Co., Ltd. is commercially available.
- thermoplastic resin pellets of the present invention The method for producing the thermoplastic resin pellets of the present invention will be described.
- a known melt-kneading extruder can be used, although not limited thereto.
- the screw can be used either uniaxially or polyaxially, but it is preferable to use biaxially in order to suppress crushing or breakage due to kneading of the metallic particles as much as possible, and further improve the metallic color developability and surface smoothness of the molded body. preferable.
- a mixture of the thermoplastic resin (A), the metallic particles (B) and the filler (C) is collectively charged from the upstream main hopper.
- the kneaded product is usually extruded in a strand form from a die, then cooled and pelletized to obtain pellets having a cylindrical shape with a predetermined size. Cooling is usually accomplished by dipping the strands in a water bath.
- the vertical cross-sectional shape of the pellet with respect to the long axis direction usually reflects the opening shape of the die.
- the length (L) of the pellet can be adjusted by the speed of the take-up roller and the rotational speed of the cutter blade in the pelletizer for pelletizing.
- the major axis (D) of the pellet can be adjusted by the hole size of the die, the take-up roller speed of the pelletizer, and the cooling timing of the strand, as described above.
- the molding method using the thermoplastic resin pellets includes injection molding method, blow molding method, extrusion molding method, inflation molding method, and vacuum molding method after sheet processing, pressure molding method, vacuum pressure molding method, etc. Is mentioned. Among them, it is preferable to use the injection molding method, and besides the general injection molding method, the gas injection molding method, the injection press molding method, etc. can be adopted.
- the temperature conditions for injection molding are the same as the general temperature conditions for each thermoplastic resin.
- the cylinder temperature are, for example, 150 to 240 ° C. for polypropylene, 220 to 290 ° C. for polyamide 6, 260 to 300 ° C. for polyamide 66, 180 to 250 ° C. for ABS resin, and polycarbonate.
- the temperature is 260 to 350 ° C.
- the mold temperature may be selected in the range of 40 to 150 ° C. according to the characteristics of each thermoplastic resin.
- the relatively high injection speed is used. Even at (for example, 50 mm / sec), it is possible to obtain a molded product that does not have sufficient flow marks and has metallic color development and surface smoothness.
- the mold used in injection molding has a cavity surface polished to a surface roughness (Ra) of 0. It is preferably 1 ⁇ m or less.
- the surface roughness is measured according to JIS B0601 (2001).
- a diamond file, a grindstone, a ceramic grindstone, a ruby grindstone, a GC grindstone, or the like is used as the file, and the surface roughness of the inner surface of the mold is 0.1 ⁇ m by polishing with an ultrasonic grinder or by hand.
- the abrasive grain size is preferably # 1000 or more, more preferably # 5000 or more, and further preferably # 8000 or more.
- the steel material of the mold is preferably a quenched and tempered steel having a hardness of 40 HRC or more, and more preferably a hardness of 50 HRC or more.
- a mold having the surface of the cavity plated with chromium may be used instead of polishing the mold cavity. It is also possible to use a die that has been polished as described above and then plated with chromium.
- Examples of molded articles using the thermoplastic resin pellets of the present invention include various automobile parts, electric and electronic parts. Since the molded product of the present invention is excellent in metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance, it can be used as an automobile part in a speedometer in an instrument panel, a tachometer, a fuel gauge, a water temperature meter, and a distance meter. Etc., such as various instruments, car stereos, navigation systems, various switches around air conditioners, buttons, shift levers in the center console, side brake grips, door trims, armrests, door levers, etc. Can be used as a replacement material for metal or conventional resin parts.
- Thermoplastic resin (A) -A-1 Polyamide 6 "A1030BRL” manufactured by Unitika Ltd. Relative viscosity 2.5 ⁇
- A-2 polypropylene "J106” manufactured by Prime Polymer MFR 15g / 10 minutes ⁇
- A-3 polycarbonate "S-3000” manufactured by Mitsubishi Engineering Plastics Co., Ltd. viscosity 0.475dl / g
- A-4 Production Example 1 Layered silicate-blended polyamide 6 To 100 parts by mass of ⁇ -caprolactam (manufactured by Ube Industries, Ltd.), 0.4 parts by mass of phosphorous acid, 4 parts by mass of a swelling layered silicate (C-1) described later, and 5 parts by mass of water were charged into an autoclave, After stirring at 80 ° C. for 1 hour, the mixture was stirred at 260 ° C. and 0.7 Ma for 1 hour, and then at 260 ° C. and normal pressure for 1 hour to carry out polymerization. The resin was discharged from the autoclave in the form of strands and cut into pellets.
- ⁇ -caprolactam manufactured by Ube Industries, Ltd.
- C-1 swelling layered silicate
- the obtained pellets were washed in water at 95 ° C for 12 hours to remove unreacted monomer components, and dried in a vacuum dryer at 100 ° C for 24 hours to obtain layered silicate-containing polyamide 6.
- This layered silicate-blended polyamide 6 contains 4.2 parts by weight of layered silicate per 100 parts by weight of polyamide 6 component.
- Polyamide 6 had a relative viscosity of 2.5.
- C-1 swellable fluoromica, “ME-100” manufactured by Coop Chemical Co., average particle size 4.6 ⁇ m, cation exchange capacity 110 meq / 100 g
- plate-shaped C-2 talc, manufactured by Nippon Talc Co.
- Talc K-1 average particle size 8 ⁇ m
- granular C-3 wollastonite
- NYAD1250 manufactured by Imerys, average particle size (average fiber diameter) 3 ⁇ m, average length 9 ⁇ m, fibrous
- the plate type test piece is a plate-shaped molded body having a length of 90 mm, a width of 50 mm and a thickness of 2 mm.
- one side gate width 10 mm, thickness 2 mm
- the surface of the die is mirror-finished by polishing with 8000 mesh.
- thermoplastic resin pellets an injection molding machine (SE-180EV manufactured by Sumitomo Heavy Industries, Ltd., cylinder diameter 32 mm) was used under two conditions of injection speeds of 5 mm / s and 50 mm / s.
- the cooling time was 30 seconds.
- the holding pressure switching position was set at a position where 95% of the cavity volume was filled with the primary pressure, and the holding pressure was 40 MPa.
- the cavity capacity refers to the capacity including the test piece and the sprue runner.
- the temperature conditions were set as follows depending on the type of resin used.
- A-1 Cylinder temperature 260 ° C, mold temperature 100 ° C
- A-2 Cylinder temperature 200 ° C, mold temperature 60 ° C
- A-3 Cylinder temperature 290 ° C, mold temperature 120 ° C
- A-4 Cylinder temperature 260 ° C, mold temperature 100 ° C
- ⁇ : ⁇ L * was 0 or more and 0.2 or less (best); ⁇ : ⁇ L * was more than 0.2 and 0.5 or less (good); ⁇ : ⁇ L * was more than 0.5 and 1 or less (no problem in practical use); X: ⁇ L * was more than 1 (problem in practical use).
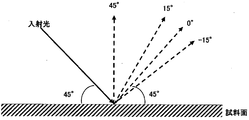
- FF 0.908 x L15-0.069 x L25-0.412 x L45 ⁇ : FF was 90 or more (best); ⁇ : FF was 74 or more and less than 90 (good); ⁇ : FF was 70 or more and less than 74 (no problem in practical use); X: FF was less than 70 (there is a problem in practical use).
- thermoplastic resin pellets using an injection molding machine (SE-180EV manufactured by Sumitomo Heavy Industries, Ltd., barrel diameter 32 mm), the same temperature conditions as when the plate type test piece was prepared (that is, holding pressure 40 MPa, injection speed 50 mm) / S and cooling time 30 seconds), injection molding was performed to obtain an ISO multipurpose test piece (A type). The obtained test piece was used to measure the heat distortion temperature T under a load of 1.8 MPa according to ISO75. ⁇ : T was 130 ° C.
- T was 60 ° C or higher and lower than 130 ° C (good); ⁇ : T was 40 ° C or higher and lower than 60 ° C (no problem in practical use); X: T was less than 40 ° C (there is a problem in practical use).
- Example 1 As a thermoplastic resin, 100 parts by mass of polyamide 6 (A-1), 2.0 parts by mass of metallic particles (B-1) and 1.0 part by mass of metallic particles (B-2) were mixed at once, and a twin-screw extruder ( It was charged from a main hopper of TEM26SS manufactured by Toshiba Machine Co., Ltd. and melt-kneaded. The kneaded product was extruded in a strand form from a die, cooled in a water tank and pelletized to obtain a polyamide resin composition pellet having a columnar shape. In cooling in the water tank, the horizontal distance from the die to submersion in water was 150 mm, and the water immersion distance was 2 m.
- Example 2 As a thermoplastic resin, 100 parts by mass of polypropylene (A-2), 2.0 parts by mass of metallic particles (B-1) and 1.0 part by mass of metallic particles (B-2) were mixed at once, and a twin-screw extruder (Toshiba It was charged from the main hopper of TEM26SS manufactured by Kikai Co., Ltd. and melt-kneaded. The kneaded product was extruded into a strand form from a die, cooled in a water tank and pelletized to obtain a polypropylene resin composition pellet having a cylindrical shape. In cooling in the water tank, the horizontal distance from the die to submersion in water was 100 mm, and the water immersion distance was 2.5 m.
- Example 3 As a thermoplastic resin, 100 parts by mass of polycarbonate (A-3), 0.5 parts by mass of metallic particles (B-1) and 0.5 parts by mass of metallic particles (B-2) were mixed at once, and a twin-screw extruder (Toshiba It was charged from the main hopper of TEM26SS manufactured by Kikai Co., Ltd. and melt-kneaded. The kneaded product was extruded into a strand form from a die, cooled in a water tank and pelletized to obtain a polycarbonate resin composition pellet having a cylindrical shape. In cooling in the water tank, the horizontal distance from the die to submersion in water was 200 mm, and the water immersion distance was 2 m.
- Example 4 Pellets were obtained in the same manner as in Example 1 except that the respective components were blended in the blending amounts shown in Table 1, and injection molding was further performed. Various evaluations were performed using the obtained test pieces. The results are shown in Table 1.
- Example 5 Pellets were obtained in the same manner as in Example 2 except that the components were blended in the blending amounts shown in Table 1, and injection molding was performed. Various evaluations were performed using the obtained test pieces. The results are shown in Table 1.
- Example 6 Pellets were obtained in the same manner as in Example 3 except that the components were blended in the blending amounts shown in Table 1, and injection molding was performed. Various evaluations were performed using the obtained test pieces. The results are shown in Table 1.
- the molded products produced from the pellets obtained in Examples 1 to 13 were excellent in metallic color developability, surface smoothness and flow mark suppressing properties, and as a result, a sufficient metallic appearance was obtained. Further, the molded body was also excellent in heat resistance and mechanical properties. The metallic appearance of Example 9 was remarkably good.
- the molded body produced from the pellets obtained in Comparative Example 1 had a large amount of metallic particles, so that the surface smoothness was lowered, and as a result, a metallic appearance was not sufficiently obtained.
- the molded product produced from the pellets obtained in Comparative Example 2 had an excessive filler content, so that the metallic color developability, the surface smoothness and the flow mark suppressing property were deteriorated, and as a result, a metallic appearance was sufficiently obtained. There wasn't.
- the pellets did not have a predetermined size, so the flow mark suppressing property was deteriorated, and as a result, the metallic appearance was not sufficiently obtained.
- the molded product produced from the pellets obtained in Comparative Example 6 had an excessively small amount of metallic particles, so that the metallic coloring property was deteriorated, and as a result, the metallic appearance was not sufficiently obtained.
- the metallic thermoplastic resin pellet of the present invention can be suitably used for applications such as automobile interior parts and electric / electronic parts.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
The present invention provides a thermoplastic resin pellet for obtaining a molded body which has excellent metallic color development, surface smoothness, flow mark-suppressing properties and has a sufficient metallic appearance. The present invention pertains to a metallic-tone thermoplastic resin pellet containing 100 parts by weight of a thermoplastic resin (A), 0.5-10 parts by mass of metallic particles (B), and 0-10 parts by mass of a plate-like, fibrous, and/or granular filler (C), wherein the pellet has a columnar shape in which a cross section perpendicular to the major axis direction is circular or elliptical, the length of the pellet is 0.5-2.8 mm, and the major axis of the cross section is 0.5-2.8 mm.
Description
本発明は、メタリック調の熱可塑性樹脂組成物からなるペレット、特にメタリック調成形体を製造するための熱可塑性樹脂ペレットに関するものである。
The present invention relates to a pellet made of a metallic thermoplastic resin composition, and particularly to a thermoplastic resin pellet for producing a metallic molded product.
自動車のインストルメントパネル、ランプ部品、エンジンカバー、家電製品等の内外装カバー類には熱可塑性樹脂にて成形された成形体が一般的に用いられている。このような樹脂成形体の外観には、鋼やアルミニウム合金のようなメタリックな色調が要求される場合がある。特に近年では、樹脂成形体の美観に対する要求が高まり、樹脂成形体の外観には、単にメタリックな色調を有するだけでなく、光沢感を有したうえで高輝感を抑えたものが要求されている。また、メタリックな色調も、銀灰色のものから、やや白みがかった灰白色のものまで、様々な種類が要求されている。
Molded bodies made of thermoplastic resin are generally used for interior and exterior covers of automobile instrument panels, lamp parts, engine covers, home appliances, etc. The appearance of such a resin molding may require a metallic color tone such as steel or aluminum alloy. Particularly in recent years, the demand for the appearance of the resin molded body has increased, and the appearance of the resin molded body is required to have not only a metallic color tone but also a glossy feeling while suppressing a high brilliance. .. Also, various metallic tones are required, from silver gray to slightly whitish gray.
このような要求を満たすために、従来、樹脂成形体の表面に、アルミニウム等の金属粉を含有する塗料を塗装する方法、いわゆるメタリック塗装が行われている。しかし、このメタリック塗装は、有機溶剤を用いるために、作業環境面で問題があり、また、生産性に劣り、コストが高くなるという問題があった。
To meet such demands, so-called metallic coating has been conventionally used to coat the surface of the resin molded body with a paint containing metal powder such as aluminum. However, this metallic coating has a problem in terms of working environment because it uses an organic solvent, and also has a problem of poor productivity and high cost.
上記問題を解消する方法として、ポリアミド等の熱可塑性樹脂に、アルミニウム等の金属粉や、マイカ、ワラストナイト、ガラス等の表面を金属で被覆した光沢性粒子を充填して得られる樹脂組成物を用いることが提案されている。
As a method for solving the above problems, a thermoplastic resin such as polyamide, a metal powder such as aluminum, mica, wollastonite, a resin composition obtained by filling the surface of a glass or the like with glossy particles coated with a metal Is proposed to be used.
例えば、特許文献1には、層状珪酸塩が分子レベルで均一に分散されたポリアミドに対し、メタリック色を発現する粒子を配合してなるポリアミド樹脂組成物が開示されている。また例えば、特許文献2には、ポリアミド樹脂、金属フレークを含有するポリアミド樹脂組成物が開示されている。また例えば、特許文献3にはポリアミド樹脂として脂肪族ポリアミド樹脂と非晶性ポリアミド樹脂を用いる樹脂組成物が開示されている。また例えば、特許文献4には粒子径の異なるメタリック含有するポリアミド樹脂組成物が開示されている。
For example, Patent Document 1 discloses a polyamide resin composition obtained by mixing particles in which a layered silicate is uniformly dispersed at a molecular level with particles exhibiting a metallic color. Further, for example, Patent Document 2 discloses a polyamide resin composition containing a polyamide resin and metal flakes. Further, for example, Patent Document 3 discloses a resin composition using an aliphatic polyamide resin and an amorphous polyamide resin as the polyamide resin. Further, for example, Patent Document 4 discloses a polyamide resin composition containing metallic particles having different particle sizes.
しかしながら、先行技術文献に記載された熱可塑性樹脂組成物から得られる成形体は、メタリック発色性が十分ではなかったり、表面平滑性が十分ではなかったり、かつ/またはフローマーク抑制特性が十分ではなかったりした。その結果、塗装やメッキ等に比べ、そのメタリック外観は不十分であった。特にフローマークは、成形体を射出成形により製造するとき、射出速度が大きいほど、顕著に発生した。
However, the molded product obtained from the thermoplastic resin composition described in the prior art document has insufficient metallic color development, insufficient surface smoothness, and / or insufficient flow mark suppressing property. It was As a result, the metallic appearance was insufficient as compared with painting and plating. In particular, the flow mark was more prominent as the injection speed was higher when the molded body was manufactured by injection molding.
本発明は、メタリック発色性、表面平滑性およびフローマーク抑制特性に優れ、メタリック外観を十分に有する成形体を得ることができる、熱可塑性樹脂ペレットを提供することを目的とする。
An object of the present invention is to provide a thermoplastic resin pellet which is excellent in metallic color developability, surface smoothness, and flow mark suppressing properties, and which can provide a molded product having a sufficient metallic appearance.
本発明は、メタリック発色性、表面平滑性およびフローマーク抑制特性に優れ、メタリック外観を十分に有するとともに、耐熱性および機械的物性にも優れた成形体を得ることができる、熱可塑性樹脂ペレットを提供することを目的とする。
The present invention is excellent in metallic color developability, surface smoothness and flow mark suppression properties, while having a sufficient metallic appearance, it is possible to obtain a molded article having excellent heat resistance and mechanical properties, a thermoplastic resin pellet. The purpose is to provide.
本発明者らは、このような課題を解決するために、鋭意研究を重ねた結果、本発明に到達した。
The present inventors have arrived at the present invention as a result of intensive research to solve such problems.
すなわち本発明の要旨は下記の通りである。
<1> 熱可塑性樹脂(A)100重量部、メタリック粒子(B)0.5~10質量部、ならびに板状、繊維状および/または粒状フィラー(C)0~10質量部を含むメタリック調熱可塑性樹脂ペレットであって、
前記ペレットは長軸方向に対して垂直断面が円形または楕円形の円柱形状を有し、
前記ペレットの長さが0.5~2.8mmであり、かつ断面の長径が0.5~2.8mmである、メタリック調熱可塑性樹脂ペレット。
<2> 前記ペレットの長さ(mm)と前記断面の長径(mm)との積が0.5~8である、<1>に記載のメタリック調熱可塑性樹脂ペレット。
<3> 前記熱可塑性樹脂(A)がポリアミド、ポリオレフィンまたはポリカーボネートである、<1>または<2>に記載のメタリック調熱可塑性樹脂ペレット。
<4> 前記メタリック粒子(B)が、金属としてのアルミニウム、鉄、ニッケル、クロム、スズ、亜鉛、インジウム、チタンおよび銅;前記金属のうち2種以上の金属の合金;ならびに前記金属および前記合金の酸化物、窒化物、硫化物および炭化物からなる群から選択される1種以上の無機材料の粒子である、<1>~<3>のいずれかに記載のメタリック調熱可塑性樹脂ペレット。
<5> 前記メタリック粒子(B)の平均粒子径が1~100μmである、<1>~<4>のいずれかに記載のメタリック調熱可塑性樹脂ペレット。
<6> 前記メタリック粒子(B)の含有量が1~5質量部である、<1>~<5>のいずれかに記載のメタリック調熱可塑性樹脂ペレット。
<7> 前記フィラー(C)が膨潤性層状珪酸塩、タルク、カオリン、ワラストナイト、炭酸カルシウム、シリカ、およびマイカからなる群より選ばれる少なくとも1種類以上の無機フィラーである、<1>~<6>のいずれかに記載のメタリック調熱可塑性樹脂ペレット。
<8> 前記フィラー(C)の平均粒子径が0.01~10μmである、<1>~<7>のいずれかに記載のメタリック調熱可塑性樹脂ペレット。
<9> 前記フィラー(C)の含有量が2~10質量部である、<1>~<8>のいずれかに記載のメタリック調熱可塑性樹脂ペレット。
<10> 前記熱可塑性樹脂(A)がポリアミドであり、
前記ペレットの長さ(mm)と前記断面の長径(mm)との積が0.5~5.5である、<1>~<9>のいずれかに記載のメタリック調熱可塑性樹脂ペレット。
<11> 前記熱可塑性樹脂(A)がポリアミドであり、
前記ペレットの長さ(mm)と前記断面の長径(mm)との積が0.5~2であり、
前記フィラー(C)の含有量が2~10質量部である、<1>~<10>のいずれかに記載のメタリック調熱可塑性樹脂ペレット。
<12> <1>~<11>のいずれかに記載のメタリック調熱可塑性樹脂ペレットを用いて、射出成形または押出成形して得られる成形体。 That is, the gist of the present invention is as follows.
<1> Metallic heat control containing 100 parts by weight of a thermoplastic resin (A), 0.5 to 10 parts by weight of metallic particles (B), and 0 to 10 parts by weight of a plate-like, fibrous and / or granular filler (C). A plastic resin pellet,
The pellet has a columnar shape with a circular or elliptical cross section perpendicular to the long axis direction,
A metallic thermoplastic thermoplastic resin pellet, wherein the pellet has a length of 0.5 to 2.8 mm and a cross-sectional major axis of 0.5 to 2.8 mm.
<2> The metallic thermoplastic resin pellet according to <1>, wherein the product of the length (mm) of the pellet and the major axis (mm) of the cross section is 0.5 to 8.
<3> The metallic thermoplastic resin pellet according to <1> or <2>, wherein the thermoplastic resin (A) is polyamide, polyolefin, or polycarbonate.
<4> The metallic particles (B) include aluminum as a metal, iron, nickel, chromium, tin, zinc, indium, titanium, and copper; an alloy of two or more kinds of the metals; and the metals and the alloys. The metallized thermoplastic resin pellet according to any one of <1> to <3>, which is particles of one or more inorganic materials selected from the group consisting of oxides, nitrides, sulfides, and carbides of.
<5> The metallic thermoplastic resin pellet according to any one of <1> to <4>, wherein the metallic particles (B) have an average particle diameter of 1 to 100 μm.
<6> The metallic thermoplastic resin pellet according to any one of <1> to <5>, in which the content of the metallic particles (B) is 1 to 5 parts by mass.
<7> The filler (C) is at least one kind of inorganic filler selected from the group consisting of swellable layered silicate, talc, kaolin, wollastonite, calcium carbonate, silica, and mica, <1> to The metallic thermoplastic resin pellet according to any one of <6>.
<8> The metallic thermoplastic resin pellet according to any one of <1> to <7>, wherein the filler (C) has an average particle diameter of 0.01 to 10 μm.
<9> The metallic thermoplastic resin pellet according to any one of <1> to <8>, wherein the content of the filler (C) is 2 to 10 parts by mass.
<10> The thermoplastic resin (A) is polyamide,
The metallic thermoplastic resin pellet according to any one of <1> to <9>, wherein the product of the length (mm) of the pellet and the major axis (mm) of the cross section is 0.5 to 5.5.
<11> The thermoplastic resin (A) is polyamide,
The product of the length (mm) of the pellet and the major axis (mm) of the cross section is 0.5 to 2;
The metallic thermoplastic resin pellet according to any one of <1> to <10>, wherein the content of the filler (C) is 2 to 10 parts by mass.
<12> A molded product obtained by injection molding or extrusion molding using the metallic thermoplastic resin pellet according to any one of <1> to <11>.
<1> 熱可塑性樹脂(A)100重量部、メタリック粒子(B)0.5~10質量部、ならびに板状、繊維状および/または粒状フィラー(C)0~10質量部を含むメタリック調熱可塑性樹脂ペレットであって、
前記ペレットは長軸方向に対して垂直断面が円形または楕円形の円柱形状を有し、
前記ペレットの長さが0.5~2.8mmであり、かつ断面の長径が0.5~2.8mmである、メタリック調熱可塑性樹脂ペレット。
<2> 前記ペレットの長さ(mm)と前記断面の長径(mm)との積が0.5~8である、<1>に記載のメタリック調熱可塑性樹脂ペレット。
<3> 前記熱可塑性樹脂(A)がポリアミド、ポリオレフィンまたはポリカーボネートである、<1>または<2>に記載のメタリック調熱可塑性樹脂ペレット。
<4> 前記メタリック粒子(B)が、金属としてのアルミニウム、鉄、ニッケル、クロム、スズ、亜鉛、インジウム、チタンおよび銅;前記金属のうち2種以上の金属の合金;ならびに前記金属および前記合金の酸化物、窒化物、硫化物および炭化物からなる群から選択される1種以上の無機材料の粒子である、<1>~<3>のいずれかに記載のメタリック調熱可塑性樹脂ペレット。
<5> 前記メタリック粒子(B)の平均粒子径が1~100μmである、<1>~<4>のいずれかに記載のメタリック調熱可塑性樹脂ペレット。
<6> 前記メタリック粒子(B)の含有量が1~5質量部である、<1>~<5>のいずれかに記載のメタリック調熱可塑性樹脂ペレット。
<7> 前記フィラー(C)が膨潤性層状珪酸塩、タルク、カオリン、ワラストナイト、炭酸カルシウム、シリカ、およびマイカからなる群より選ばれる少なくとも1種類以上の無機フィラーである、<1>~<6>のいずれかに記載のメタリック調熱可塑性樹脂ペレット。
<8> 前記フィラー(C)の平均粒子径が0.01~10μmである、<1>~<7>のいずれかに記載のメタリック調熱可塑性樹脂ペレット。
<9> 前記フィラー(C)の含有量が2~10質量部である、<1>~<8>のいずれかに記載のメタリック調熱可塑性樹脂ペレット。
<10> 前記熱可塑性樹脂(A)がポリアミドであり、
前記ペレットの長さ(mm)と前記断面の長径(mm)との積が0.5~5.5である、<1>~<9>のいずれかに記載のメタリック調熱可塑性樹脂ペレット。
<11> 前記熱可塑性樹脂(A)がポリアミドであり、
前記ペレットの長さ(mm)と前記断面の長径(mm)との積が0.5~2であり、
前記フィラー(C)の含有量が2~10質量部である、<1>~<10>のいずれかに記載のメタリック調熱可塑性樹脂ペレット。
<12> <1>~<11>のいずれかに記載のメタリック調熱可塑性樹脂ペレットを用いて、射出成形または押出成形して得られる成形体。 That is, the gist of the present invention is as follows.
<1> Metallic heat control containing 100 parts by weight of a thermoplastic resin (A), 0.5 to 10 parts by weight of metallic particles (B), and 0 to 10 parts by weight of a plate-like, fibrous and / or granular filler (C). A plastic resin pellet,
The pellet has a columnar shape with a circular or elliptical cross section perpendicular to the long axis direction,
A metallic thermoplastic thermoplastic resin pellet, wherein the pellet has a length of 0.5 to 2.8 mm and a cross-sectional major axis of 0.5 to 2.8 mm.
<2> The metallic thermoplastic resin pellet according to <1>, wherein the product of the length (mm) of the pellet and the major axis (mm) of the cross section is 0.5 to 8.
<3> The metallic thermoplastic resin pellet according to <1> or <2>, wherein the thermoplastic resin (A) is polyamide, polyolefin, or polycarbonate.
<4> The metallic particles (B) include aluminum as a metal, iron, nickel, chromium, tin, zinc, indium, titanium, and copper; an alloy of two or more kinds of the metals; and the metals and the alloys. The metallized thermoplastic resin pellet according to any one of <1> to <3>, which is particles of one or more inorganic materials selected from the group consisting of oxides, nitrides, sulfides, and carbides of.
<5> The metallic thermoplastic resin pellet according to any one of <1> to <4>, wherein the metallic particles (B) have an average particle diameter of 1 to 100 μm.
<6> The metallic thermoplastic resin pellet according to any one of <1> to <5>, in which the content of the metallic particles (B) is 1 to 5 parts by mass.
<7> The filler (C) is at least one kind of inorganic filler selected from the group consisting of swellable layered silicate, talc, kaolin, wollastonite, calcium carbonate, silica, and mica, <1> to The metallic thermoplastic resin pellet according to any one of <6>.
<8> The metallic thermoplastic resin pellet according to any one of <1> to <7>, wherein the filler (C) has an average particle diameter of 0.01 to 10 μm.
<9> The metallic thermoplastic resin pellet according to any one of <1> to <8>, wherein the content of the filler (C) is 2 to 10 parts by mass.
<10> The thermoplastic resin (A) is polyamide,
The metallic thermoplastic resin pellet according to any one of <1> to <9>, wherein the product of the length (mm) of the pellet and the major axis (mm) of the cross section is 0.5 to 5.5.
<11> The thermoplastic resin (A) is polyamide,
The product of the length (mm) of the pellet and the major axis (mm) of the cross section is 0.5 to 2;
The metallic thermoplastic resin pellet according to any one of <1> to <10>, wherein the content of the filler (C) is 2 to 10 parts by mass.
<12> A molded product obtained by injection molding or extrusion molding using the metallic thermoplastic resin pellet according to any one of <1> to <11>.
本発明のメタリック調熱可塑性樹脂ペレットを用いると、メタリック発色性、表面平滑性およびフローマーク抑制特性に優れ、メタリック外観を十分に有する成形体を得ることができる。詳しくは、本発明によれば、メタリックの発色が良好かつ均一で、色ムラがなく、かつ良好な光沢を有する成形体が得られる。
When the metallic thermoplastic resin pellets of the present invention are used, it is possible to obtain a molded product that is excellent in metallic color development, surface smoothness, and flow mark suppression properties and has a sufficient metallic appearance. Specifically, according to the present invention, it is possible to obtain a molded product in which metallic coloration is good and uniform, there is no color unevenness, and which has good gloss.
[メタリック調熱可塑性樹脂ペレットの構成成分]
本発明のメタリック調熱可塑性樹脂ペレット(以下、単に「ペレット」ということがある)は、熱可塑性樹脂(A)およびメタリック粒子(B)を含み、メタリック発色性、表面平滑性、フローマーク抑制特性、メタリック外観、耐熱性および機械的物性のさらなる向上の観点からフィラー(C)をさらに含むことが好ましい。 [Metallic Thermoplastic Resin Pellet Constituents]
The metallic thermoplastic resin pellets of the present invention (hereinafter sometimes simply referred to as “pellets”) contain a thermoplastic resin (A) and metallic particles (B), and exhibit metallic color developability, surface smoothness, and flow mark suppression properties. From the viewpoint of further improving the metallic appearance, heat resistance and mechanical properties, it is preferable that the filler (C) is further included.
本発明のメタリック調熱可塑性樹脂ペレット(以下、単に「ペレット」ということがある)は、熱可塑性樹脂(A)およびメタリック粒子(B)を含み、メタリック発色性、表面平滑性、フローマーク抑制特性、メタリック外観、耐熱性および機械的物性のさらなる向上の観点からフィラー(C)をさらに含むことが好ましい。 [Metallic Thermoplastic Resin Pellet Constituents]
The metallic thermoplastic resin pellets of the present invention (hereinafter sometimes simply referred to as “pellets”) contain a thermoplastic resin (A) and metallic particles (B), and exhibit metallic color developability, surface smoothness, and flow mark suppression properties. From the viewpoint of further improving the metallic appearance, heat resistance and mechanical properties, it is preferable that the filler (C) is further included.
熱可塑性樹脂(A)は特に限定はされず、射出成形または押出成形が可能なポリマーである。熱可塑性樹脂(A)の具体例として、例えば、ポリオレフィン(例えばポリエチレン、ポリプロピレン)、ABS樹脂(アクリロニトリル-ブタジエン-スチレン樹脂)、ポリスチレン、ポリメタクリル酸メチル、ポリアミド、ポリアセタール、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリカーボネート、ポリフェニレンエーテル、ポリアリレートなどがあげられる。熱可塑性樹脂(A)は、メタリック発色性、表面平滑性、フローマーク抑制特性、耐熱性および機械的物性のさらなる向上、ならびに経済性の向上の観点から、ポリオレフィン(特にポリプロピレン)、ABS樹脂、ポリアミド、またはポリカーボネートが好ましく、より好ましくはポリアミド、ポリオレフィン(特にポリプロピレン)またはポリカーボートであり、さらに好ましくはポリアミドである。
The thermoplastic resin (A) is not particularly limited and is a polymer that can be injection-molded or extruded. Specific examples of the thermoplastic resin (A) include, for example, polyolefin (eg polyethylene, polypropylene), ABS resin (acrylonitrile-butadiene-styrene resin), polystyrene, polymethyl methacrylate, polyamide, polyacetal, polyethylene terephthalate, polybutylene terephthalate, Examples thereof include polycarbonate, polyphenylene ether, polyarylate and the like. The thermoplastic resin (A) is a polyolefin (especially polypropylene), an ABS resin, or a polyamide from the viewpoint of further improving metallic color developability, surface smoothness, flow mark suppressing properties, heat resistance and mechanical properties, and economic efficiency. , Or polycarbonate is preferable, polyamide, polyolefin (particularly polypropylene) or polycarbonate is more preferable, and polyamide is more preferable.
本明細書中、メタリック発色性とは、成形体の表面にメタリック色が発現する特性である。詳しくはフリップフロップ値が高いほど、メタリック発色性が優れている。
表面平滑性とは、成形体の表面の光沢に関する特性である。詳しくは、表面光沢度が高いほど、表面平滑性が優れている。
フローマーク抑制特性は、成形体の表面において、メタリック色の色ムラの原因となるフローマークの発生を抑える特性のことである。フローマークは、成形時において溶融物が金型内で固化しながら流動することに起因して発生するスジ状の流動痕であり、例えば、射出成形時においてゲートの近傍によく発生する。
メタリック外観は、得られる成形体の目視による外観が本物の金属の外観と近似している特性のことである。詳しくは、メタリック外観は、発色、光沢および色ムラに関する総合的な特性のひとつである。メタリック外観は、メタリック発色性、表面平滑性およびフローマーク抑制特性が優れることにより、はじめて得られる特性である。
耐熱性は、成形体が熱による変形に耐え得る特性のことである。
機械的物性は、成形体の機械的強度(例えば曲げ強度)に関する特性のことである。 In the present specification, the metallic color developability is a characteristic that a metallic color is developed on the surface of the molded body. More specifically, the higher the flip-flop value, the better the metallic coloring.
The surface smoothness is a characteristic relating to the gloss of the surface of the molded product. Specifically, the higher the surface glossiness, the better the surface smoothness.
The flow mark suppression property is a property of suppressing the generation of flow marks that cause color unevenness of metallic color on the surface of the molded body. The flow mark is a stripe-shaped flow mark generated due to the melt flowing while solidifying in the mold during molding, and often occurs near the gate during injection molding, for example.
The metallic appearance is a characteristic in which the visual appearance of the obtained molded body is similar to that of a real metal. In detail, the metallic appearance is one of the comprehensive characteristics regarding color development, gloss and color unevenness. The metallic appearance is a characteristic that is obtained for the first time due to its excellent metallic color development, surface smoothness, and flow mark suppression characteristics.
Heat resistance is the property of a molded body to withstand deformation due to heat.
Mechanical physical properties are characteristics relating to mechanical strength (for example, bending strength) of a molded product.
表面平滑性とは、成形体の表面の光沢に関する特性である。詳しくは、表面光沢度が高いほど、表面平滑性が優れている。
フローマーク抑制特性は、成形体の表面において、メタリック色の色ムラの原因となるフローマークの発生を抑える特性のことである。フローマークは、成形時において溶融物が金型内で固化しながら流動することに起因して発生するスジ状の流動痕であり、例えば、射出成形時においてゲートの近傍によく発生する。
メタリック外観は、得られる成形体の目視による外観が本物の金属の外観と近似している特性のことである。詳しくは、メタリック外観は、発色、光沢および色ムラに関する総合的な特性のひとつである。メタリック外観は、メタリック発色性、表面平滑性およびフローマーク抑制特性が優れることにより、はじめて得られる特性である。
耐熱性は、成形体が熱による変形に耐え得る特性のことである。
機械的物性は、成形体の機械的強度(例えば曲げ強度)に関する特性のことである。 In the present specification, the metallic color developability is a characteristic that a metallic color is developed on the surface of the molded body. More specifically, the higher the flip-flop value, the better the metallic coloring.
The surface smoothness is a characteristic relating to the gloss of the surface of the molded product. Specifically, the higher the surface glossiness, the better the surface smoothness.
The flow mark suppression property is a property of suppressing the generation of flow marks that cause color unevenness of metallic color on the surface of the molded body. The flow mark is a stripe-shaped flow mark generated due to the melt flowing while solidifying in the mold during molding, and often occurs near the gate during injection molding, for example.
The metallic appearance is a characteristic in which the visual appearance of the obtained molded body is similar to that of a real metal. In detail, the metallic appearance is one of the comprehensive characteristics regarding color development, gloss and color unevenness. The metallic appearance is a characteristic that is obtained for the first time due to its excellent metallic color development, surface smoothness, and flow mark suppression characteristics.
Heat resistance is the property of a molded body to withstand deformation due to heat.
Mechanical physical properties are characteristics relating to mechanical strength (for example, bending strength) of a molded product.
ポリアミドとしては、特に限定はされないが、脂肪族ポリアミドまたは芳香族ポリアミドがあげられ、混合して用いることもできる。ポリアミドは、メタリック発色性、表面平滑性、フローマーク抑制特性およびメタリック外観のさらなる向上の観点から、脂肪族ポリアミドが好ましい。
The polyamide is not particularly limited, but an aliphatic polyamide or an aromatic polyamide can be used, and they can be mixed and used. The polyamide is preferably an aliphatic polyamide from the viewpoint of further improving metallic color developability, surface smoothness, flow mark suppressing properties and metallic appearance.
脂肪族ポリアミドとして、例えば、ポリカプロアミド(ポリアミド6)、ポリテトラメチレンアジパミド(ポリアミド46)、ポリヘキサメチレンアジパミド(ポリアミド66)、ポリカプロアミド/ポリヘキサメチレンアジパミドコポリマー(ポリアミド6/66)、ポリウンデカアミド(ポリアミド11)、ポリカプロアミド/ポリウンデカミドコポリマー(ポリアミド6/11)、ポリデカミド(ポリアミド12)、ポリカプロアミド/ポリドデカミドコポリマー(ポリアミド6/12)、ポリヘキサメチレンセバカミド(ポリアミド610)、ポリヘキサメチレンドデカミド(ポリアミド612)等が挙げられる。ポリアミドは、メタリック発色性、表面平滑性、フローマーク抑制特性およびメタリック外観のさらなる向上の観点から、ポリアミド6、ポリアミド66、ポリアミド11、ポリアミド12、ポリアミド6/11、ポリアミド6/12またはこれらの混合物が好ましい。
Examples of the aliphatic polyamide include polycaproamide (polyamide 6), polytetramethylene adipamide (polyamide 46), polyhexamethylene adipamide (polyamide 66), polycaproamide / polyhexamethylene adipamide copolymer (polyamide). 6/66), polyundecamide (polyamide 11), polycaproamide / polyundecamide copolymer (polyamide 6/11), polydecamide (polyamide 12), polycaproamide / polydodecamide copolymer (polyamide 6/12) , Polyhexamethylene sebacamide (polyamide 610), polyhexamethylene dodecamide (polyamide 612), and the like. Polyamide is a polyamide 6, a polyamide 66, a polyamide 11, a polyamide 12, a polyamide 6/11, a polyamide 6/12, or a mixture thereof, from the viewpoint of further improving metallic color developability, surface smoothness, flow mark suppressing properties and metallic appearance. Is preferred.
芳香族ポリアミドとしては、ポリヘキサメチレンテレフタルアミド(ナイロン6T)、ポリヘキサメチレンテレフタル/イソフタルアミド(ナイロン6T/6I)、ポリビス(4-アミノシクロヘキシル)メタンドデカミド(ナイロンPACM12)、ポリビス(3-メチル-4-アミノシクロヘキシル)メタンドデカミド(ナイロンジメチルPACM12)、ポリメタキシリレンアジパミド(ナイロンMXD6)、ポリノナメチレンテレフタルアミド(ナイロン9T)、ポリデカメチレンテレフタルアミド(ナイロン10T)、ポリウンデカメチレンテレフタルアミド(ナイロン11T)、ポリウンデカメチレンヘキサヒドロテレフタルアミド(ナイロン11T(H))等の結晶性ポリアミド、イソフタル酸/テレフタル酸/1,6-ヘキサンジアミン/ビス(3-メチル-4-アミノシクロヘキシル)メタンの重縮合体、テレフタル酸/2,2,4-トリメチル-1,6-ヘキサンジアミン/2,4,4-トリメチル-1,6-ヘキサンジアミンの重縮合体、イソフタル酸/ビス(3-メチル-4-アミノシクロヘキシル)メタン/ω-ラウロラクタムの重縮合体、イソフタル酸/テレフタル酸/1,6-ヘキサンジアミンの重縮合体、イソフタル酸/2,2,4-トリメチル-1,6-ヘキサンジアミン/2,4,4-トリメチル-1,6-ヘキサンジアミンの重縮合体、イソフタル酸/テレフタル酸/2,2,4-トリメチル-1,6-ヘキサンジアミン/2,4,4-トリメチル-1,6-ヘキサンジアミンの重縮合体、イソフタル酸/ビス(3-メチル-4-アミノシクロヘキシル)メタン/ω-ラウロラクタムの重縮合体、イソフタル酸/テレフタル酸/その他ジアミン成分の重縮合体等の非晶性ポリアミドが挙げられる。芳香族ポリアミドは、得られる成形体の耐光性向上、表面外観の向上効果が高い点で、非晶性ポリアミドであることが好ましく、イソフタル酸/テレフタル酸/1,6-ヘキサンジアミンの重縮合体、イソフタル酸/テレフタル酸/1,6-ヘキサンジアミン/ビス(3-メチル-4-アミノシクロヘキシル)メタンの重縮合体またはそれらの混合物をより好ましく用いることができる。
As aromatic polyamides, polyhexamethylene terephthalamide (nylon 6T), polyhexamethylene terephthal / isophthalamide (nylon 6T / 6I), polybis (4-aminocyclohexyl) methandodecamide (nylon PACM12), polybis (3-methyl) -4-Aminocyclohexyl) methandodecamide (nylon dimethyl PACM12), polymethaxylylene adipamide (nylon MXD6), polynonamethylene terephthalamide (nylon 9T), polydecamethylene terephthalamide (nylon 10T), polyundecamethylene Crystalline polyamides such as terephthalamide (nylon 11T) and polyundecamethylene hexahydroterephthalamide (nylon 11T (H)), isophthalic acid / terephthalic acid / 1,6-f Polycondensate of sundiamine / bis (3-methyl-4-aminocyclohexyl) methane, terephthalic acid / 2,2,4-trimethyl-1,6-hexanediamine / 2,4,4-trimethyl-1,6- Hexanediamine polycondensate, isophthalic acid / bis (3-methyl-4-aminocyclohexyl) methane / ω-laurolactam polycondensate, isophthalic acid / terephthalic acid / 1,6-hexanediamine polycondensate, isophthalic acid Acid / 2,2,4-trimethyl-1,6-hexanediamine / 2,4,4-trimethyl-1,6-hexanediamine polycondensate, isophthalic acid / terephthalic acid / 2,2,4-trimethyl 1,6-hexanediamine / 2,4,4-trimethyl-1,6-hexanediamine polycondensate, isophthalic acid / bis (3-methyl-4-aminosine) Examples thereof include amorphous polyamides such as polycondensates of chlorhexyl) methane / ω-laurolactam and polycondensates of isophthalic acid / terephthalic acid / other diamine components. The aromatic polyamide is preferably an amorphous polyamide in terms of the effects of improving the light resistance and surface appearance of the resulting molded article, and is a polycondensate of isophthalic acid / terephthalic acid / 1,6-hexanediamine. A polycondensate of isophthalic acid / terephthalic acid / 1,6-hexanediamine / bis (3-methyl-4-aminocyclohexyl) methane or a mixture thereof can be more preferably used.
本発明において、メタリック発色性、表面平滑性、フローマーク抑制特性およびメタリック外観のさらなる向上の観点から、脂肪族ポリアミドが好適に用いられるが、芳香族ポリアミドを混合して用いることもできる。混合して用いる場合、脂肪族ポリアミド/芳香族ポリアミド=50/50~100/0(質量比)であることが好ましい。
In the present invention, an aliphatic polyamide is preferably used from the viewpoint of further improving the metallic color developability, the surface smoothness, the flow mark suppressing property, and the metallic appearance, but an aromatic polyamide can also be mixed and used. When mixed and used, it is preferable that aliphatic polyamide / aromatic polyamide = 50/50 to 100/0 (mass ratio).
ポリアミドの分子量の指標である相対粘度は、特に制限されないが、96質量%濃硫酸を溶媒とし、温度25℃、濃度1g/dlの条件で測定した相対粘度は、メタリック発色性、表面平滑性、フローマーク抑制特性、メタリック外観、耐熱性および機械的物性のさらなる向上の観点から、1.5~3.5であることが好ましく、1.7~3.1であることがより好ましく、1.9~2.8であることがさらに好ましい。
The relative viscosity, which is an index of the molecular weight of polyamide, is not particularly limited, but the relative viscosity measured with 96% by mass concentrated sulfuric acid as a solvent at a temperature of 25 ° C. and a concentration of 1 g / dl is metallic coloration, surface smoothness, From the viewpoint of further improving the flow mark suppressing properties, metallic appearance, heat resistance and mechanical properties, it is preferably 1.5 to 3.5, more preferably 1.7 to 3.1. More preferably, it is 9 to 2.8.
ポリオレフィン(例えばポリプロピレン)の分子量の指標であるMFRは、特に限定されないが、JIS K7210に規定された方法に従って温度230℃で、荷重2.16kgfで測定したMFRは、メタリック発色性、表面平滑性、フローマーク抑制特性およびメタリック外観のさらなる向上の観点から1~60g/10分であることが好ましく、5~50g/10分であることがより好ましく、10~50g/10分であることがさらに好ましい。
The MFR, which is an index of the molecular weight of a polyolefin (for example, polypropylene), is not particularly limited, but the MFR measured at a temperature of 230 ° C. and a load of 2.16 kgf according to the method specified in JIS K7210 is metallic color developability, surface smoothness, From the viewpoint of further improving the flow mark suppressing property and metallic appearance, it is preferably 1 to 60 g / 10 minutes, more preferably 5 to 50 g / 10 minutes, and further preferably 10 to 50 g / 10 minutes. ..
ポリカーボネート樹脂の分子量の指標である極限粘度は、特に限定されないが、塩化メチレン溶媒中20℃における極限粘度(dl/g)は0.4~1.5であることが好ましく、0.45~1.0であることがより好ましく、0.45~0.8であることがさらに好ましい。
The intrinsic viscosity, which is an index of the molecular weight of the polycarbonate resin, is not particularly limited, but the intrinsic viscosity (dl / g) at 20 ° C. in a methylene chloride solvent is preferably 0.4 to 1.5, and 0.45 to 1 It is more preferably 0.0, still more preferably 0.45 to 0.8.
メタリック粒子(B)は、成形体にメタリック色を発現させ得る添加剤であれば、特に限定されるものではない。そのようなメタリック粒子(B)として、例えば、金属としてのアルミニウム、鉄、ニッケル、クロム、スズ、亜鉛、インジウム、チタンおよび銅;前記金属のうち2種以上の金属の合金;ならびに前記金属および前記合金の酸化物、窒化物、硫化物および炭化物からなる群から選択される1種以上の無機材料の粒子(特に粉体)が挙げられる。中でも、メタリック発色性、表面平滑性、フローマーク抑制特性およびメタリック外観のさらなる向上の観点から、アルミニウムが好ましい。
The metallic particles (B) are not particularly limited as long as they are additives capable of exhibiting a metallic color in the molded product. As such metallic particles (B), for example, aluminum as a metal, iron, nickel, chromium, tin, zinc, indium, titanium and copper; an alloy of two or more kinds of the above metals; and the above metals and the above Particles (especially powders) of one or more inorganic materials selected from the group consisting of oxides, nitrides, sulfides and carbides of alloys. Of these, aluminum is preferable from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property, and metallic appearance.
メタリック粒子(B)(特にアルミニウム粒子)は板状または粒状を有することが好ましく、メタリック発色性、表面平滑性、フローマーク抑制特性およびメタリック外観のさらなる向上の観点から、板状を有することが好ましい。メタリック粒子(B)において、板状とはフレーク状または平板状のことである。メタリック粒子(B)において、粒状とは全体として粒のような形状を有していればよく、例えば、略球状、略楕円球形状、略立方体形状、略直方体形状またはそれらの複合形状であってもよい。
The metallic particles (B) (particularly aluminum particles) preferably have a plate shape or a granular shape, and preferably have a plate shape from the viewpoint of further improving the metallic color developability, the surface smoothness, the flow mark suppressing property and the metallic appearance. .. In the metallic particles (B), the plate shape means a flake shape or a flat plate shape. In the metallic particles (B), the term “granular” as long as it has a particle-like shape as a whole, for example, is a substantially spherical shape, a substantially elliptical spherical shape, a substantially cubic shape, a substantially rectangular parallelepiped shape, or a composite shape thereof. Good.
メタリック粒子(B)は、メタリック発色性、表面平滑性、フローマーク抑制特性およびメタリック外観のさらなる向上の観点から、平均粒子径が1~100μm、特に5~100μmの粉末であることが好ましく、さらに好ましくは10~80μmの粉末である。メタリック粒子(B)の平均粒子径は、粒状のとき、最大径(または最大長)の平均値のことであり、板状のとき、最大面における最大長の平均値のことである。後述のように平均粒子径が異なる2種類以上のメタリック粒子を用いる場合、それぞれのメタリック粒子(B)の平均粒子径が上記範囲内であることが好ましい。
The metallic particles (B) are preferably powders having an average particle diameter of 1 to 100 μm, particularly 5 to 100 μm, from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance. The powder is preferably 10 to 80 μm. The average particle diameter of the metallic particles (B) is the average value of the maximum diameters (or maximum lengths) in the granular form, and is the average value of the maximum lengths in the maximum plane in the plate-like form. When two or more types of metallic particles having different average particle diameters are used as described later, it is preferable that the average particle diameter of each metallic particle (B) is within the above range.
メタリック粒子(B)の平均粒子径は、レーザ回折・散乱式粒度分布測定装置、例えば、マイクロトラック2(日機装社製)により測定が可能である。
The average particle size of the metallic particles (B) can be measured by a laser diffraction / scattering type particle size distribution measuring device, for example, Microtrac 2 (manufactured by Nikkiso Co., Ltd.).
メタリック粒子(B)は、メタリック発色性、表面平滑性、フローマーク抑制特性およびメタリック外観のさらなる向上の観点から、平均粒子径の異なる2種類以上(特に2種類)のメタリック粒子(B)を用いることが好ましい。例えば、平均粒子径が1~20μmのメタリック粒子(B)(特に板状アルミニウム粉末)と平均粒子径が40~60μmのメタリック粒子(B)(特に板状アルミニウム粉末)とを組み合わせて用いることが好ましい。
As the metallic particles (B), two or more kinds (particularly two kinds) of metallic particles (B) having different average particle diameters are used from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance. Preferably. For example, the metallic particles (B) having an average particle diameter of 1 to 20 μm (particularly plate-shaped aluminum powder) and the metallic particles (B) having an average particle diameter of 40 to 60 μm (particularly plate-shaped aluminum powder) may be used in combination. preferable.
メタリック粒子(B)の含有量は熱可塑性樹脂(A)100質量部に対して、0.5~10質量部であることが必要であり、メタリック発色性、表面平滑性、フローマーク抑制特性およびメタリック外観のさらなる向上の観点から、0.5~9質量部であることが好ましく、1~5質量部であることがより好ましく、1.5~4.5質量部であることがさらに好ましい。2種以上のメタリック粒子(B)を用いる場合、それらの合計含有量が上記範囲内であればよい。メタリック粒子(B)の含有量がこの範囲を下回ると、メタリック発色性が低下し、良好なメタリック外観が得られない。当該含有量がこの範囲を上回ると、表面平滑性およびフローマーク抑制特性が低下し、十分なメタリック外観が得られない。
The content of the metallic particles (B) is required to be 0.5 to 10 parts by mass with respect to 100 parts by mass of the thermoplastic resin (A), and the metallic color developability, surface smoothness, flow mark suppressing property and From the viewpoint of further improving the metallic appearance, the amount is preferably 0.5 to 9 parts by mass, more preferably 1 to 5 parts by mass, and further preferably 1.5 to 4.5 parts by mass. When using two or more kinds of metallic particles (B), the total content thereof should be within the above range. If the content of the metallic particles (B) is less than this range, the metallic color developability deteriorates, and a good metallic appearance cannot be obtained. If the content exceeds this range, the surface smoothness and the flow mark suppressing property deteriorate, and a sufficient metallic appearance cannot be obtained.
本発明のペレットは、メタリック発色性、表面平滑性、フローマーク抑制特性、メタリック外観、耐熱性および機械的物性のさらなる向上の観点から、板状、繊維状および/または粒状フィラー(C)を含むことが好ましい。本発明のペレットがこのようなフィラー(C)を含むことにより、得られる成形体のメタリック外観がより一層、向上する。その結果、得られる成形体の目視による外観が本物のメタリックの外観とより一層、近似する。
The pellet of the present invention contains a plate-like, fibrous and / or granular filler (C) from the viewpoint of further improving metallic color developability, surface smoothness, flow mark suppressing properties, metallic appearance, heat resistance and mechanical properties. Preferably. When the pellet of the present invention contains such a filler (C), the metallic appearance of the obtained molded product is further improved. As a result, the visual appearance of the obtained molded body is much closer to that of a genuine metallic product.
板状、繊維状および/または粒状フィラー(C)とは、フィラー(C)として、板状のフィラーを用いてもよいし、繊維状のフィラーを用いてもよいし、粒状のフィラーを用いてもよいし、またはそれらの2種以上のフィラーを組み合わせて用いてもよいという意味である。フィラー(C)において、板状とはフレーク状または平板状のことである。フィラー(C)において、繊維状とは全体として細長い形状のことであり、棒形状を包含する。フィラー(C)において、粒状とは全体として粒のような形状を有していればよく、例えば、略球状、略楕円球形状、略立方体形状、略直方体形状またはそれらの複合形状であってもよい。
With the plate-like, fibrous and / or granular filler (C), a plate-like filler may be used as the filler (C), a fibrous filler may be used, or a granular filler may be used. Means that two or more kinds of these fillers may be used in combination. In the filler (C), the plate shape means a flake shape or a flat plate shape. In the filler (C), the fibrous shape means an elongated shape as a whole and includes a rod shape. In the filler (C), the term "granular" as long as it has a particle-like shape as a whole, for example, a substantially spherical shape, a substantially elliptical spherical shape, a substantially cubic shape, a substantially rectangular parallelepiped shape, or a composite shape thereof. Good.
フィラー(C)は、メタリック発色性、表面平滑性、フローマーク抑制特性、メタリック外観、耐熱性、機械的物性のさらなる向上の観点から、板状を有することが好ましい。
The filler (C) preferably has a plate shape from the viewpoint of further improving metallic color developability, surface smoothness, flow mark suppressing properties, metallic appearance, heat resistance, and mechanical properties.
フィラー(C)としては、例えば、膨潤性層状珪酸塩、タルク、カオリン、ワラストナイト、炭酸カルシウム、シリカ、およびマイカからなる群より選ばれる少なくとも1種類以上の無機フィラーが挙げられる。メタリック発色性、表面平滑性、フローマーク抑制特性およびメタリック外観のさらなる向上の観点から、上記フィラー(C)の中でも、膨潤性層状珪酸塩、カオリン、およびワラストナイトからなる群より選ばれる1種類以上が好ましく、膨潤性層状珪酸塩がさらに好ましい。メタリック発色性の観点から最も好ましい実施態様においては、上記フィラー(C)の中でも、膨潤性層状珪酸塩を単独で用いる場合である。熱可塑性樹脂(A)が脂肪族ポリアミドであって、フィラー(C)として膨潤性層状珪酸塩を含有させた場合、得られる成形体の立体部の各部において、より顕著にメタリック外観が増した状態で観察される効果がある。すなわち、よりメタリックな立体感が備わった成形体とすることができる。メタリックな立体感とは、フリップフロップ値が高い状態のことである。
Examples of the filler (C) include at least one kind of inorganic filler selected from the group consisting of swelling layered silicate, talc, kaolin, wollastonite, calcium carbonate, silica, and mica. From the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance, one kind selected from the group consisting of swellable layered silicate, kaolin, and wollastonite among the above fillers (C). The above is preferable, and the swelling layered silicate is more preferable. The most preferred embodiment from the viewpoint of metallic color developability is a case where the swellable layered silicate is used alone among the filler (C). When the thermoplastic resin (A) is an aliphatic polyamide and contains a swellable layered silicate as a filler (C), a metallic appearance is remarkably increased in each part of the three-dimensional part of the resulting molded article. There is an effect observed in. That is, it is possible to obtain a molded body having a more metallic three-dimensional effect. The metallic three-dimensional effect is a state in which the flip-flop value is high.
膨潤性層状珪酸塩は複数の層が重なってなる構造を有し、全体として板状を有する。
タルク、カオリン、炭酸カルシウム、シリカおよびマイカは粒状を有する。
ワラストナイトは繊維状を有する。 The swellable layered silicate has a structure in which a plurality of layers are stacked, and has a plate shape as a whole.
Talc, kaolin, calcium carbonate, silica and mica have a granular form.
Wollastonite has a fibrous shape.
タルク、カオリン、炭酸カルシウム、シリカおよびマイカは粒状を有する。
ワラストナイトは繊維状を有する。 The swellable layered silicate has a structure in which a plurality of layers are stacked, and has a plate shape as a whole.
Talc, kaolin, calcium carbonate, silica and mica have a granular form.
Wollastonite has a fibrous shape.
膨潤性層状珪酸塩は、天然に産出するものでも人工的に合成あるいは変成されたものでもよく、例えばスメクタイト族(モンモリロナイト、バイデライト、ヘクトライト、ソーコナイト等)、バーミキュライト族(バーミキュライト等)、雲母族(フッ素雲母、白雲母、パラゴナイト、金雲母、レピドライト等)、脆雲母族(マーガライト、クリントナイト、アナンダイト等)、緑泥石族(ドンバサイト、スドーアイト、クッケアイト、クリノクロア、シャモナイト、ニマイト等)が挙げられる。本発明においては膨潤性フッ素雲母やモンモリロナイトが特に好適に用いられる。膨潤性層状珪酸塩は2種以上を併用してもよい。
The swelling layered silicate may be a naturally occurring one or an artificially synthesized or modified one. For example, smectite group (montmorillonite, beidellite, hectorite, sauconite, etc.), vermiculite group (vermiculite, etc.), mica group ( Fluorine micas, muscovite, paragonite, phlogopite, lepidrite, etc.), brittle mica group (margarite, clintnite, anandite, etc.), chlorite group (donbasite, sudoite, kukkeite, clinochlore, chamonite, nimite, etc.) Be done. In the present invention, swellable fluoromica and montmorillonite are particularly preferably used. Two or more swelling layered silicates may be used in combination.
本発明において好適に用いられる膨潤性フッ素雲母は一般的に次式で示される構造式を有するものである。
Ma(MgXLib)Si4OYFZ
(式中で、Mはイオン交換性のカチオンを表し、具体的にはナトリウムやリチウムが挙げられる。また、a、b、X、YおよびZはそれぞれ係数を表し、0≦a≦0.5、0≦b≦0.5、2.5≦X≦3、10≦Y≦11、1.0≦Z≦2.0である。) The swellable fluoromica preferably used in the present invention generally has a structural formula represented by the following formula.
M a (Mg X Li b ) Si 4 O Y F Z
(In the formula, M represents an ion-exchangeable cation, and specific examples thereof include sodium and lithium. Further, a, b, X, Y, and Z each represent a coefficient, and 0 ≦ a ≦ 0.5. , 0 ≦ b ≦ 0.5, 2.5 ≦ X ≦ 3, 10 ≦ Y ≦ 11, 1.0 ≦ Z ≦ 2.0.)
Ma(MgXLib)Si4OYFZ
(式中で、Mはイオン交換性のカチオンを表し、具体的にはナトリウムやリチウムが挙げられる。また、a、b、X、YおよびZはそれぞれ係数を表し、0≦a≦0.5、0≦b≦0.5、2.5≦X≦3、10≦Y≦11、1.0≦Z≦2.0である。) The swellable fluoromica preferably used in the present invention generally has a structural formula represented by the following formula.
M a (Mg X Li b ) Si 4 O Y F Z
(In the formula, M represents an ion-exchangeable cation, and specific examples thereof include sodium and lithium. Further, a, b, X, Y, and Z each represent a coefficient, and 0 ≦ a ≦ 0.5. , 0 ≦ b ≦ 0.5, 2.5 ≦ X ≦ 3, 10 ≦ Y ≦ 11, 1.0 ≦ Z ≦ 2.0.)
このような膨潤性フッ素雲母の製造法としては、例えば、酸化珪素、酸化マグネシウムおよび各種フッ化物を混合し、その混合物を電気炉あるいはガス炉中で1400~1500℃の温度範囲で完全に溶融し、その冷却過程で反応容器内に膨潤性フッ素雲母の結晶成長させる溶融法が挙げられる。
As a method for producing such swellable fluoromica, for example, silicon oxide, magnesium oxide and various fluorides are mixed, and the mixture is completely melted in a temperature range of 1400 to 1500 ° C. in an electric furnace or a gas furnace. A melting method in which crystals of swellable fluoromica are grown in the reaction vessel during the cooling process.
タルク〔Mg3Si4O10(OH)2〕を出発物質として用い、これにアルカリ金属イオンをインターカレーションして膨潤性を付与し、膨潤性フッ素雲母を得る方法もある(特開平2-149415号公報)。この方法では、所定の配合比で混合したタルクと珪フッ化アルカリを、磁性ルツボ内で700~1200℃の温度下に短時間加熱処理することによって、膨潤性フッ素雲母を得ることができる。この際、タルクと混合する珪フッ化アルカリの量は、混合物全体の10~35質量%の範囲とすることが好ましい。
There is also a method in which talc [Mg 3 Si 4 O 10 (OH) 2 ] is used as a starting material, and alkali metal ions are intercalated into the starting material to impart swelling property to obtain swelling fluoromica (JP-A-2- 149415). In this method, swelling fluoromica can be obtained by heat-treating talc and alkali silicofluoride mixed in a predetermined mixing ratio in a magnetic crucible at a temperature of 700 to 1200 ° C. for a short time. At this time, the amount of alkali silicofluoride mixed with talc is preferably in the range of 10 to 35 mass% of the entire mixture.
モンモリロナイトは次式で表されるもので、天然に産出するものを水ひ処理等を用いて精製することにより得ることができる。
MaSi(Al2-aMg)O10(OH)2・nH2O
(式中で、Mはナトリウム等のカチオンを表し、0.25≦a≦0.6である。また層間のイオン交換性カチオンと結合している水分子の数はカチオン種や湿度等の条件によって様々に変わりうるので、式中ではnH2Oで表した。)
モンモリロナイトにはマグネシアンモンモリロナイト、鉄モンモリロナイト、鉄マグネシアンモンモリロナイト等の同型イオン置換体の存在が知られており、これらを用いてもよい。 The montmorillonite is represented by the following formula, and can be obtained by purifying naturally occurring ones using hydration treatment or the like.
M a Si (Al 2 -aMg) O 10 (OH) 2 · nH 2 O
(In the formula, M represents a cation such as sodium, and 0.25 ≦ a ≦ 0.6. Further, the number of water molecules bound to the ion-exchange cations between the layers depends on the cation species and humidity. Since it can be changed variously depending on the type, it is represented by nH 2 O in the formula.)
It is known that montmorillonite has the same type of ion-substituted compounds such as magnesian montmorillonite, iron montmorillonite, iron magnesian montmorillonite, and these may be used.
MaSi(Al2-aMg)O10(OH)2・nH2O
(式中で、Mはナトリウム等のカチオンを表し、0.25≦a≦0.6である。また層間のイオン交換性カチオンと結合している水分子の数はカチオン種や湿度等の条件によって様々に変わりうるので、式中ではnH2Oで表した。)
モンモリロナイトにはマグネシアンモンモリロナイト、鉄モンモリロナイト、鉄マグネシアンモンモリロナイト等の同型イオン置換体の存在が知られており、これらを用いてもよい。 The montmorillonite is represented by the following formula, and can be obtained by purifying naturally occurring ones using hydration treatment or the like.
M a Si (Al 2 -aMg) O 10 (OH) 2 · nH 2 O
(In the formula, M represents a cation such as sodium, and 0.25 ≦ a ≦ 0.6. Further, the number of water molecules bound to the ion-exchange cations between the layers depends on the cation species and humidity. Since it can be changed variously depending on the type, it is represented by nH 2 O in the formula.)
It is known that montmorillonite has the same type of ion-substituted compounds such as magnesian montmorillonite, iron montmorillonite, iron magnesian montmorillonite, and these may be used.
フィラー(C)は、アミド基、アミノ基、カルボキシル基、メルカプト基、グリシジル基および/または酸無水物基を有する有機化合物及びこれらの誘導体等からなる群から選ばれる1種又は2種以上の公知の表面処理剤(カップリング剤)により表面処理を施されていてもよい。上記の中でも、アミノ基や酸無水物基やグリシジル基を有する有機化合物により表面処理が施されていることが好ましい。表面処理剤の使用量としては、無機フィラー100質量部に対して0.1~2質量部であることが好ましい。
The filler (C) is one or more known compounds selected from the group consisting of an organic compound having an amide group, an amino group, a carboxyl group, a mercapto group, a glycidyl group and / or an acid anhydride group and derivatives thereof. The surface treatment may be performed by the surface treatment agent (coupling agent). Among the above, it is preferable that the surface treatment is performed with an organic compound having an amino group, an acid anhydride group, or a glycidyl group. The amount of the surface treatment agent used is preferably 0.1 to 2 parts by mass with respect to 100 parts by mass of the inorganic filler.
フィラー(C)の平均粒子径は、0.01~10μmであり、0.05~10μmであることが好ましく、より好ましくは0.1~7μmである。フィラー(C)の平均粒子径は、粒状のとき最大径(または最大長)の平均値のことであり、繊維状のとき繊維径の平均値のことであり、板状のとき最大面における最大長の平均値のことである。平均粒子径は、電子顕微鏡により観測した少なくとも100個以上の粒子についての数平均値である。
The average particle diameter of the filler (C) is 0.01 to 10 μm, preferably 0.05 to 10 μm, and more preferably 0.1 to 7 μm. The average particle diameter of the filler (C) is the average value of the maximum diameter (or maximum length) when it is granular, the average value of the fiber diameter when it is fibrous, and the maximum value on the maximum surface when it is plate-like. It is the average value of the length. The average particle diameter is a number average value of at least 100 particles observed by an electron microscope.
フィラー(C)が繊維状を有する場合、その平均繊維長は、メタリック発色性、表面平滑性、フローマーク抑制特性およびメタリック外観のさらなる向上の観点から、0.1~100μmであることが好ましく、0.5~50μmであることがより好ましく、1~25μmであることがさらに好ましい。
When the filler (C) has a fibrous shape, the average fiber length thereof is preferably 0.1 to 100 μm, from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance. The thickness is more preferably 0.5 to 50 μm, further preferably 1 to 25 μm.
フィラー(C)の平均厚みおよび平均繊維長は、電子顕微鏡による任意の50個測定の単純平均により算出することができる。
The average thickness and average fiber length of the filler (C) can be calculated by a simple average of 50 arbitrary measurements with an electron microscope.
フィラー(C)は、熱可塑性樹脂(A)100質量部に対し、0~10質量部配合させることができる。フィラー(C)の含有量が10質量部を超えると、得られる成形体のメタリック発色性、表面平滑性、フローマーク抑制特性が低下する。フィラー(C)の含有量は、メタリック発色性、表面平滑性、フローマーク抑制特性、メタリック外観、耐熱性、機械的物性のさらなる向上の観点から、好ましくは2~10質量部であり、より好ましくは2~8質量部であり、さらに好ましくは2~6質量部である。
The filler (C) can be mixed in an amount of 0 to 10 parts by mass with respect to 100 parts by mass of the thermoplastic resin (A). When the content of the filler (C) is more than 10 parts by mass, the metallic coloring property, surface smoothness, and flow mark suppressing property of the obtained molded product deteriorate. The content of the filler (C) is preferably 2 to 10 parts by mass, more preferably from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property, metallic appearance, heat resistance, and mechanical properties. Is 2 to 8 parts by mass, more preferably 2 to 6 parts by mass.
フィラー(C)(特に膨潤性層状珪酸塩)は、熱可塑性樹脂(A)中に予め分散させておくことにより、メタリック発色性、表面平滑性、およびメタリック外観さらに向上する。例えば、膨潤性層状珪酸塩の存在下に、熱可塑性樹脂(A)(特にポリアミド)を構成するモノマー成分の重合反応を行えばよい。これにより、膨潤性層状珪酸塩を熱可塑性樹脂(A)に均一に分散することができ、得られる成形体が有する表面光沢度を一層高めることができ、結果としてメタリック外観がさらに向上する。例えば、熱可塑性樹脂(A)がポリアミドの場合、重合反応に用いる上記モノマーとしては、アミノカルボン酸やそのラクタムを用いることができるので、重合反応の原料のアミノカルボン酸として、そのラクタムが用いられてもよい。重合の方法としては、膨潤性層状珪酸塩とラクタムとをオートクレーブに仕込んだ後、水等の開始剤を用い、温度240~300℃、圧力0.2~3MPa、1~15時間の範囲内で溶融重縮合反応する方法が挙げられる。ε-カプロラクタムを用いる場合は、温度250~280℃、圧力0.5~2MPa、1~5時間(特に3~5時間)の範囲で重合することが好ましい。重合後のポリアミド樹脂に残留しているアミノカルボン酸(ラクタム)を除去するために、ポリアミド樹脂のペレットに対して熱水による精練を行うことが好ましく、その条件としては、90~100℃の熱水中で8時間以上の処理をすることが挙げられる。
By pre-dispersing the filler (C) (particularly the swelling layered silicate) in the thermoplastic resin (A), the metallic color developability, surface smoothness, and metallic appearance are further improved. For example, the polymerization reaction of the monomer component constituting the thermoplastic resin (A) (particularly polyamide) may be carried out in the presence of the swelling layered silicate. As a result, the swellable layered silicate can be uniformly dispersed in the thermoplastic resin (A), the surface glossiness of the resulting molded article can be further increased, and as a result, the metallic appearance can be further improved. For example, when the thermoplastic resin (A) is a polyamide, an aminocarboxylic acid or a lactam thereof can be used as the monomer used in the polymerization reaction. Therefore, the lactam is used as an aminocarboxylic acid as a raw material for the polymerization reaction. May be. As the method of polymerization, after the swellable layered silicate and the lactam are charged into an autoclave, an initiator such as water is used and the temperature is 240 to 300 ° C., the pressure is 0.2 to 3 MPa, and the range is 1 to 15 hours. A method of performing a melt polycondensation reaction can be mentioned. When ε-caprolactam is used, it is preferable to carry out the polymerization at a temperature of 250 to 280 ° C. and a pressure of 0.5 to 2 MPa for 1 to 5 hours (particularly 3 to 5 hours). In order to remove the aminocarboxylic acid (lactam) remaining in the polyamide resin after polymerization, it is preferable to subject the polyamide resin pellets to scouring with hot water. Treatment in water for 8 hours or more can be mentioned.
[メタリック調熱可塑性樹脂ペレット]
本発明における熱可塑性樹脂ペレットは、長軸方向に対する垂直断面が円形または楕円形の円柱形状を有する。長軸方向とは円柱形状の高さ方向のことである。ペレットの長さ(L)は0.5~2.8mmであり、メタリック発色性、表面平滑性、フローマーク抑制特性およびメタリック外観のさらなる向上の観点から、好ましくは0.5~2.5mm、より好ましくは0.8~2.3mm、さらに好ましくは0.8~1.8mm、最も好ましくは0.8~1.2mmである。ペレットの長径(D)は0.5~2.8mmであり、メタリック発色性、表面平滑性、フローマーク抑制特性およびメタリック外観のさらなる向上の観点から、好ましくは0.5~2.5mm、より好ましくは0.8~2.3mm、さらに好ましくは0.8~1.8mm、最も好ましくは0.8~1.2mmである。ペレットの長さ(L)が0.5mm未満であると、ペレタイザーで裁断する場合に欠ける場合が多く、ダストが増え成形安定性を損なう場合があり好ましくない。一方、ペレットの長さ(L)が2.8mmを超えると、フローマークによる色ムラが起きやすくなり、結果としてメタリック外観が低下する。ペレット断面の長径(D)が0.5mm未満であると、溶融混練の工程での吐出量が上がらない場合や、ストランドが切れやすくなる場合があり加工効率が悪くなるため好ましくない。一方、ペレット断面の長径(D)が2.8mmを超えると、フローマークによる色ムラが起きやすくなったり、メタリック発色性が低下したりする。 [Metallic thermoplastic pellets]
The thermoplastic resin pellet according to the present invention has a columnar shape whose cross section perpendicular to the major axis direction is circular or elliptical. The major axis direction is the height direction of a cylindrical shape. The length (L) of the pellet is 0.5 to 2.8 mm, and preferably 0.5 to 2.5 mm from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance. The thickness is more preferably 0.8 to 2.3 mm, further preferably 0.8 to 1.8 mm, and most preferably 0.8 to 1.2 mm. The major axis (D) of the pellet is 0.5 to 2.8 mm, and preferably 0.5 to 2.5 mm, more preferably 0.5 to 2.5 mm from the viewpoint of further improving metallic color developability, surface smoothness, flow mark suppressing properties and metallic appearance. It is preferably 0.8 to 2.3 mm, more preferably 0.8 to 1.8 mm, and most preferably 0.8 to 1.2 mm. If the length (L) of the pellets is less than 0.5 mm, the pellets are often chipped when cut with a pelletizer, dust is increased, and molding stability may be impaired. On the other hand, if the length (L) of the pellets exceeds 2.8 mm, color unevenness due to flow marks is likely to occur, and as a result, the metallic appearance deteriorates. If the major axis (D) of the pellet cross section is less than 0.5 mm, the discharge amount in the step of melt kneading may not be increased or the strand may be easily broken, resulting in poor processing efficiency, which is not preferable. On the other hand, when the major axis (D) of the pellet cross section exceeds 2.8 mm, color unevenness due to flow marks is likely to occur or the metallic color developability is deteriorated.
本発明における熱可塑性樹脂ペレットは、長軸方向に対する垂直断面が円形または楕円形の円柱形状を有する。長軸方向とは円柱形状の高さ方向のことである。ペレットの長さ(L)は0.5~2.8mmであり、メタリック発色性、表面平滑性、フローマーク抑制特性およびメタリック外観のさらなる向上の観点から、好ましくは0.5~2.5mm、より好ましくは0.8~2.3mm、さらに好ましくは0.8~1.8mm、最も好ましくは0.8~1.2mmである。ペレットの長径(D)は0.5~2.8mmであり、メタリック発色性、表面平滑性、フローマーク抑制特性およびメタリック外観のさらなる向上の観点から、好ましくは0.5~2.5mm、より好ましくは0.8~2.3mm、さらに好ましくは0.8~1.8mm、最も好ましくは0.8~1.2mmである。ペレットの長さ(L)が0.5mm未満であると、ペレタイザーで裁断する場合に欠ける場合が多く、ダストが増え成形安定性を損なう場合があり好ましくない。一方、ペレットの長さ(L)が2.8mmを超えると、フローマークによる色ムラが起きやすくなり、結果としてメタリック外観が低下する。ペレット断面の長径(D)が0.5mm未満であると、溶融混練の工程での吐出量が上がらない場合や、ストランドが切れやすくなる場合があり加工効率が悪くなるため好ましくない。一方、ペレット断面の長径(D)が2.8mmを超えると、フローマークによる色ムラが起きやすくなったり、メタリック発色性が低下したりする。 [Metallic thermoplastic pellets]
The thermoplastic resin pellet according to the present invention has a columnar shape whose cross section perpendicular to the major axis direction is circular or elliptical. The major axis direction is the height direction of a cylindrical shape. The length (L) of the pellet is 0.5 to 2.8 mm, and preferably 0.5 to 2.5 mm from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance. The thickness is more preferably 0.8 to 2.3 mm, further preferably 0.8 to 1.8 mm, and most preferably 0.8 to 1.2 mm. The major axis (D) of the pellet is 0.5 to 2.8 mm, and preferably 0.5 to 2.5 mm, more preferably 0.5 to 2.5 mm from the viewpoint of further improving metallic color developability, surface smoothness, flow mark suppressing properties and metallic appearance. It is preferably 0.8 to 2.3 mm, more preferably 0.8 to 1.8 mm, and most preferably 0.8 to 1.2 mm. If the length (L) of the pellets is less than 0.5 mm, the pellets are often chipped when cut with a pelletizer, dust is increased, and molding stability may be impaired. On the other hand, if the length (L) of the pellets exceeds 2.8 mm, color unevenness due to flow marks is likely to occur, and as a result, the metallic appearance deteriorates. If the major axis (D) of the pellet cross section is less than 0.5 mm, the discharge amount in the step of melt kneading may not be increased or the strand may be easily broken, resulting in poor processing efficiency, which is not preferable. On the other hand, when the major axis (D) of the pellet cross section exceeds 2.8 mm, color unevenness due to flow marks is likely to occur or the metallic color developability is deteriorated.
ペレットの長さ(L)は各ペレットにおける長軸方向の最大の長さである。ペレットの長径(D)は各ペレットにおける長軸方向に対する垂直断面の最大の長径である。なお、ペレットにおける長軸方向に対する垂直断面が円形のとき、長径と短径との区別はなく、長径(D)は当該円形の直径のことである。ペレットの長さ(L)および長径(D)は、任意に選択した20個のペレットの平均値を用いている。
The length of the pellet (L) is the maximum length in the major axis direction of each pellet. The major axis (D) of the pellet is the maximum major axis of the cross section perpendicular to the major axis direction of each pellet. When the vertical cross section of the pellet in the direction of the major axis is circular, there is no distinction between the major axis and the minor axis, and the major axis (D) is the diameter of the circle. As the length (L) and the long diameter (D) of the pellet, an average value of 20 pellets arbitrarily selected is used.
本発明のペレットのそれぞれは厳密な意味で円柱形状を有さなければなれないというわけではなく、僅かな歪みまたは変形は許容される。例えば、各ペレットは、当該ペレットの長軸方向の最大長さLについて、長軸方向の長さが0.8×L~1×Lの長さとなる部分を有してもよい。また例えば、各ペレットは、当該ペレットの最大の長径Dについて、長径が0.8×D~1×Dの長径となる部分を有してもよい。また例えば、各ペレットは、当該ペレットの最大の短径Mについて、短径が0.8×M~1×Mの短径となる部分を有してもよい。
Each of the pellets of the present invention does not have to have a cylindrical shape in the strict sense, and slight distortion or deformation is allowed. For example, each pellet may have a portion whose length in the major axis direction is 0.8 × L to 1 × L with respect to the maximum length L in the major axis direction of the pellet. Further, for example, each pellet may have a portion having a major axis of 0.8 × D to 1 × D with respect to the maximum major axis D of the pellet. Further, for example, each pellet may have a portion whose minor axis is 0.8 × M to 1 × M with respect to the maximum minor axis M of the pellet.
ペレットの長さ(L)(mm)と断面の長径(D)(mm)の積(L×D)は、メタリック発色性、表面平滑性、フローマーク抑制特性およびメタリック外観のさらなる向上の観点から、好ましくは0.5~8であり、より好ましくは0.5~5.5であり、さらに好ましくは0.5~2である。
The product (L × D) of the length (L) (mm) of the pellet and the major axis (D) (mm) of the cross section is from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance. , Preferably 0.5 to 8, more preferably 0.5 to 5.5, still more preferably 0.5 to 2.
ペレットの短径(M)は通常、長径(D)よりも短い限り、上記した長径(D)と同様の範囲内であってもよい。
The minor axis (M) of the pellet may be within the same range as the major axis (D), as long as it is generally shorter than the major axis (D).
ペレットの長軸方向に対する垂直断面において、長径と短径の比(長径/短径)は、成形時の計量安定性の観点から、1~2であることが好ましく、1~1.7がさらに好ましい。
The ratio of the major axis to the minor axis (major axis / minor axis) in the vertical cross section of the pellet with respect to the major axis direction is preferably 1 to 2, and more preferably 1 to 1.7 from the viewpoint of weighing stability during molding. preferable.
ペレットの長さ(L)は、溶融混練時のペレタイザーの引取りローラーの速度とカッター刃の回転速度から調整することができる。
The length (L) of pellets can be adjusted from the speed of the take-up roller of the pelletizer and the rotation speed of the cutter blade during melt-kneading.
ペレットの長径(D)はダイスのホールサイズとペレタイザーの引取りローラー速度およびストランド冷却タイミングで調整することができる。ダイスのホールサイズ(直径)は特に限定されないが、2~5mmであることが好ましく、2.5~4mmであることがさらに好ましい。ダイスのホール数は吐出量により設定されるが、一つのホール当たりの吐出量が10~40kg/hであることが好ましく、15~35kg/hであることがさらに好ましい。ダイスのホールサイズが5mmを超える場合や一つのホール当たりの吐出量が10kg未満の場合は、ストランドが切れやすく加工安定性に欠ける場合があり好ましくない。一方、ダイスのサイズが2mm未満の場合や一つのホール当たりの吐出量が40kgを超える場合はダイス内の樹脂圧力が高く、ベントアップが起こったりストランドの安定性が欠けたりする場合があり好ましくない。
The major axis (D) of the pellet can be adjusted by the hole size of the die, the take-up roller speed of the pelletizer and the strand cooling timing. The hole size (diameter) of the die is not particularly limited, but it is preferably 2 to 5 mm, more preferably 2.5 to 4 mm. The number of holes in the die is set by the discharge rate, but the discharge rate per hole is preferably 10 to 40 kg / h, more preferably 15 to 35 kg / h. If the hole size of the die is more than 5 mm or if the discharge amount per hole is less than 10 kg, the strands may be easily broken and the processing stability may be insufficient, which is not preferable. On the other hand, when the size of the die is less than 2 mm or when the discharge amount per hole exceeds 40 kg, the resin pressure in the die is high, which may cause vent up or lack stability of the strand, which is not preferable. ..
ストランドの冷却タイミングとして、水槽を用いる場合は、ストランドの安定性の観点から、ストランドがダイスを出てから、初めて水中に浸かるまでの水平距離を100~300mmとすることが好ましい。また、ストランドの水浸距離は特に限定されないが、0.1~5mとすることが好ましい。特にポリアミドの場合は熱変色を防止するために、ペレタイザーでのカット直後のペレット温度を140℃以下、好ましくは120℃以下となるように、水浸距離を調整することが好ましい。水浸距離とは、ストランドが水中に浸かってから、水中から出るまでの距離のことである。
When a water tank is used as the timing for cooling the strands, from the viewpoint of strand stability, it is preferable that the horizontal distance between the strands leaving the die and the first immersion in water is 100 to 300 mm. The water immersion distance of the strand is not particularly limited, but is preferably 0.1 to 5 m. Particularly in the case of polyamide, in order to prevent thermal discoloration, it is preferable to adjust the water immersion distance so that the pellet temperature immediately after cutting with a pelletizer is 140 ° C. or lower, preferably 120 ° C. or lower. The water immersion distance is the distance from the time when the strand is immersed in water to the time when the strand comes out of the water.
本発明の熱可塑性樹脂ペレットは、その特性を大きく損なわない限りにおいて、さらに顔料、可塑剤、減粘剤、滑剤、離型剤、分散剤、耐衝撃材、帯電防止剤、耐熱剤、酸化防止剤、耐侯剤、抗菌剤、難燃剤等の添加剤を含有することができる。
The thermoplastic resin pellets of the present invention are pigments, plasticizers, viscosity reducers, lubricants, release agents, dispersants, impact-resistant materials, antistatic agents, heat-resistant agents, and antioxidants, as long as the characteristics are not significantly impaired. Additives such as agents, weathering agents, antibacterial agents, flame retardants and the like can be contained.
本発明のペレットが顔料として黒色顔料または黒色染料を含有すると、メタリック発色性、表面平滑性およびメタリック外観がさらに向上するため好適である。前記黒色顔料としては、特に制限はなく、カーボンブラック、アセチレンブラック、ランプブラック、ボーンブラック、黒鉛、鉄黒、アニリンブラック、シアニンブラック、チタンブラック等が挙げられる。中でも、本発明の効果を容易に発現できることから、カーボンブラックが特に好ましい。前記黒色染料としては、特に制限はなく、ニグロシンを含むアジン系染料およびアンスラキノンを含む多環縮合染料等が挙げられる。中でも、取扱いが簡便な点で、アジン系染料が好ましく、例えば、NYB27620B(山陽化工社製)、Orient Spirit BlackSB(オリエント化学工業社製)、Spirit Black No.850(住友化学社製)、Nigrosine Base LK(BASF社製)等の市販品を用いることができる。上記黒色顔料または黒色染料は、単独で用いてもよいし、併用してもよい。前記アジン系染料の中でも、特にニグロシンが好ましい。ニグロシンとしては、COLOR INDEXにC.I.SOLVENT BLACK 5およびC.I.SOLVENT BLACK 7として記載されているような黒色アジン系縮合混合物が挙げられる。このようなニグロシンの合成は、例えば、アニリン、アニリン塩酸塩およびニトロベンゼンを、塩化鉄の存在下、反応温度160~180℃で酸化および脱水縮合することにより行い得るものである。さらに、このようにして得られたニグロシンを精製し、アニリンやジフェニルアミンを0.1%未満にした精製ニグロシンがより好ましい。このようなニグロシンとして、オリエント化学工業社製のNUBIAN BLACKシリーズが市販されている。
It is preferable that the pellets of the present invention contain a black pigment or a black dye as a pigment because the metallic color developability, surface smoothness and metallic appearance are further improved. The black pigment is not particularly limited, and examples thereof include carbon black, acetylene black, lamp black, bone black, graphite, iron black, aniline black, cyanine black and titanium black. Among them, carbon black is particularly preferable because the effects of the present invention can be easily expressed. The black dye is not particularly limited, and examples thereof include an azine dye containing nigrosine and a polycyclic condensation dye containing anthraquinone. Among them, azine dyes are preferable because they are easy to handle, and examples thereof include NYB27620B (manufactured by Sanyo Kako Co., Ltd.), Orient Spirit Black SB (manufactured by Orient Chemical Industry Co., Ltd.), and Spirit Black No. Commercially available products such as 850 (manufactured by Sumitomo Chemical Co., Ltd.) and Nigrosine Base LK (manufactured by BASF) can be used. The above black pigment or black dye may be used alone or in combination. Among the azine dyes, nigrosine is particularly preferable. As nigrosine, C. in COLOR INDEX. I. SOLVENT BLACK 5 and C.I. I. A black azine type condensation mixture as described as SOLVENT BLACK 7. Such nigrosine can be synthesized, for example, by subjecting aniline, aniline hydrochloride and nitrobenzene to oxidation and dehydration condensation at a reaction temperature of 160 to 180 ° C. in the presence of iron chloride. Furthermore, the purified nigrosine obtained by purifying the thus obtained nigrosine and containing less than 0.1% of aniline and diphenylamine is more preferable. As such nigrosine, NUBIAN BLACK series manufactured by Orient Chemical Industry Co., Ltd. is commercially available.
本発明の熱可塑性樹脂ペレットの製造方法について説明する。
熱可塑性樹脂(A)およびメタリック粒子(B)、ならびに所望により配合されるフィラー(C)を溶融混合する場合、限定されるわけではないが、公知の溶融混練押出機を用いることができる。スクリューは単軸、多軸いずれも用いることができるが、メタリック粒子の混練による破砕あるいは折損を極力抑制し、成形体のメタリック発色性、表面平滑性をさらに向上させる上で二軸を用いることが好ましい。溶融混練押出機へのメタリック粒子(B)の供給方法としては、熱可塑性樹脂(A)とメタリック粒子(B)とフィラー(C)を混合したものを、上流の主ホッパーより一括投入する。メタリック粒子(B)の破砕あるいは折損を極力抑制するためには、メタリック粒子(B)を押出機途中よりサイドフィーダーにて供給することが好ましく、なるべく押出機下流にて供給することがより好ましい。 The method for producing the thermoplastic resin pellets of the present invention will be described.
When the thermoplastic resin (A), the metallic particles (B), and the filler (C) optionally blended are melt-mixed, a known melt-kneading extruder can be used, although not limited thereto. The screw can be used either uniaxially or polyaxially, but it is preferable to use biaxially in order to suppress crushing or breakage due to kneading of the metallic particles as much as possible, and further improve the metallic color developability and surface smoothness of the molded body. preferable. As a method of supplying the metallic particles (B) to the melt-kneading extruder, a mixture of the thermoplastic resin (A), the metallic particles (B) and the filler (C) is collectively charged from the upstream main hopper. In order to suppress the crushing or breakage of the metallic particles (B) as much as possible, it is preferable to supply the metallic particles (B) through a side feeder in the middle of the extruder, and it is more preferable to supply the metallic particles (B) downstream of the extruder.
熱可塑性樹脂(A)およびメタリック粒子(B)、ならびに所望により配合されるフィラー(C)を溶融混合する場合、限定されるわけではないが、公知の溶融混練押出機を用いることができる。スクリューは単軸、多軸いずれも用いることができるが、メタリック粒子の混練による破砕あるいは折損を極力抑制し、成形体のメタリック発色性、表面平滑性をさらに向上させる上で二軸を用いることが好ましい。溶融混練押出機へのメタリック粒子(B)の供給方法としては、熱可塑性樹脂(A)とメタリック粒子(B)とフィラー(C)を混合したものを、上流の主ホッパーより一括投入する。メタリック粒子(B)の破砕あるいは折損を極力抑制するためには、メタリック粒子(B)を押出機途中よりサイドフィーダーにて供給することが好ましく、なるべく押出機下流にて供給することがより好ましい。 The method for producing the thermoplastic resin pellets of the present invention will be described.
When the thermoplastic resin (A), the metallic particles (B), and the filler (C) optionally blended are melt-mixed, a known melt-kneading extruder can be used, although not limited thereto. The screw can be used either uniaxially or polyaxially, but it is preferable to use biaxially in order to suppress crushing or breakage due to kneading of the metallic particles as much as possible, and further improve the metallic color developability and surface smoothness of the molded body. preferable. As a method of supplying the metallic particles (B) to the melt-kneading extruder, a mixture of the thermoplastic resin (A), the metallic particles (B) and the filler (C) is collectively charged from the upstream main hopper. In order to suppress the crushing or breakage of the metallic particles (B) as much as possible, it is preferable to supply the metallic particles (B) through a side feeder in the middle of the extruder, and it is more preferable to supply the metallic particles (B) downstream of the extruder.
溶融および混練した後は、通常、混練物をダイスよりストランド状に押出しした後、冷却およびペレタイズし、所定寸法の円柱形状を有するペレットを得ることができる。冷却は通常、ストランドの水槽への浸漬により達成される。ペレットの長軸方向に対する垂直断面形状は通常、ダイスの開口形状が反映される。ペレットの長さ(L)は、上記したように、ペレタイズするためのペレタイザーにおける引取りローラーの速度とカッター刃の回転速度により調整することができる。ペレットの長径(D)は、上記したように、ダイスのホールサイズとペレタイザーの引取りローラー速度およびストランドの冷却タイミングで調整することができる。
After melting and kneading, the kneaded product is usually extruded in a strand form from a die, then cooled and pelletized to obtain pellets having a cylindrical shape with a predetermined size. Cooling is usually accomplished by dipping the strands in a water bath. The vertical cross-sectional shape of the pellet with respect to the long axis direction usually reflects the opening shape of the die. As described above, the length (L) of the pellet can be adjusted by the speed of the take-up roller and the rotational speed of the cutter blade in the pelletizer for pelletizing. The major axis (D) of the pellet can be adjusted by the hole size of the die, the take-up roller speed of the pelletizer, and the cooling timing of the strand, as described above.
[メタリック調成形体の製造方法]
次に、本発明の熱可塑性樹脂ペレットを用いた成形体の製造法について説明する。
前述の熱可塑性樹脂ペレットを用いた成形方法としては、射出成形法、ブロー成形法、押出成形法、インフレーション成形法、およびシート加工後の真空成形法、圧空成形法、真空圧空成形法等の方法が挙げられる。中でも、射出成形法を用いることが好ましく、一般的な射出成形法のほか、ガス射出成形法、射出プレス成形法等も採用できる。 [Method for producing metallic-like molded article]
Next, a method for producing a molded product using the thermoplastic resin pellet of the present invention will be described.
The molding method using the thermoplastic resin pellets includes injection molding method, blow molding method, extrusion molding method, inflation molding method, and vacuum molding method after sheet processing, pressure molding method, vacuum pressure molding method, etc. Is mentioned. Among them, it is preferable to use the injection molding method, and besides the general injection molding method, the gas injection molding method, the injection press molding method, etc. can be adopted.
次に、本発明の熱可塑性樹脂ペレットを用いた成形体の製造法について説明する。
前述の熱可塑性樹脂ペレットを用いた成形方法としては、射出成形法、ブロー成形法、押出成形法、インフレーション成形法、およびシート加工後の真空成形法、圧空成形法、真空圧空成形法等の方法が挙げられる。中でも、射出成形法を用いることが好ましく、一般的な射出成形法のほか、ガス射出成形法、射出プレス成形法等も採用できる。 [Method for producing metallic-like molded article]
Next, a method for producing a molded product using the thermoplastic resin pellet of the present invention will be described.
The molding method using the thermoplastic resin pellets includes injection molding method, blow molding method, extrusion molding method, inflation molding method, and vacuum molding method after sheet processing, pressure molding method, vacuum pressure molding method, etc. Is mentioned. Among them, it is preferable to use the injection molding method, and besides the general injection molding method, the gas injection molding method, the injection press molding method, etc. can be adopted.
射出成形の場合の温度条件としては、それぞれの熱可塑性樹脂の一般的な温度条件と同様である。シリンダー温度の例を挙げると、例えば、ポリプロピレンの場合は150~240℃、ポリアミド6の場合は220~290℃、ポリアミド66の場合は260~300℃、ABS樹脂の場合は180~250℃、ポリカーボネートの場合は260~350℃などである。金型温度は40~150℃の範囲でそれぞれの熱可塑性樹脂の特性に合わせて選択すれば良い。射出を高速とした場合には、メタリック粒子の配向が乱れてしまい、輝度、メタリック発色性、表面平滑性およびフローマーク抑制特性が低下する傾向があるが、本発明においては、比較的高い射出速度(例えば50mm/秒)であっても、十分にフローマークがなく、メタリック発色性および表面平滑性を有する成形体を得ることができる。
The temperature conditions for injection molding are the same as the general temperature conditions for each thermoplastic resin. Examples of the cylinder temperature are, for example, 150 to 240 ° C. for polypropylene, 220 to 290 ° C. for polyamide 6, 260 to 300 ° C. for polyamide 66, 180 to 250 ° C. for ABS resin, and polycarbonate. In the case of, the temperature is 260 to 350 ° C. The mold temperature may be selected in the range of 40 to 150 ° C. according to the characteristics of each thermoplastic resin. When the injection is performed at a high speed, the orientation of the metallic particles is disturbed, and the brightness, the metallic color developability, the surface smoothness, and the flow mark suppressing property tend to be deteriorated. However, in the present invention, the relatively high injection speed is used. Even at (for example, 50 mm / sec), it is possible to obtain a molded product that does not have sufficient flow marks and has metallic color development and surface smoothness.
本発明においては、メタリック発色性、表面平滑性、フローマーク抑制特性およびメタリック外観のさらなる向上の観点から、射出成形で使用する金型は、キャビティ表面が研磨され表面粗さ(Ra)を0.1μm以下にすることが好ましい。ここで、表面粗さは、JIS B0601(2001)に準拠して測定される。キャビティの表面粗さ(Ra)を0.1μm以下に制御するためには、ヤスリ(研磨材)で研磨して仕上げることが好ましい。具体的には、ダイヤモンドヤスリ、砥石、セラミック砥石、ルビー砥石及びGC砥石等をヤスリとして用い、超音波研磨機又は手作業により研磨して仕上げることによって、金型内面の表面粗さを0.1μm以下に制御することができる。研磨材粒度は、#1000番手以上であることが好ましく、#5000番手以上であることがより好ましく、#8000番手以上であることがさらに好ましい。
In the present invention, from the viewpoint of further improving the metallic color developability, surface smoothness, flow mark suppressing property, and metallic appearance, the mold used in injection molding has a cavity surface polished to a surface roughness (Ra) of 0. It is preferably 1 μm or less. Here, the surface roughness is measured according to JIS B0601 (2001). In order to control the surface roughness (Ra) of the cavity to 0.1 μm or less, it is preferable to finish by polishing with a file (abrasive). Specifically, a diamond file, a grindstone, a ceramic grindstone, a ruby grindstone, a GC grindstone, or the like is used as the file, and the surface roughness of the inner surface of the mold is 0.1 μm by polishing with an ultrasonic grinder or by hand. The following can be controlled. The abrasive grain size is preferably # 1000 or more, more preferably # 5000 or more, and further preferably # 8000 or more.
金型の鋼材は、硬さが40HRC以上の焼入れ焼き戻し鋼が好ましく、より好ましくは硬さが50HRC以上である。あるいは、金型キャビティを研磨する代わりに、キャビティ表面にクロムめっきを施した金型を用いてもよい。上述のように研磨した上にクロムめっきを施した金型を用いてもよい。
The steel material of the mold is preferably a quenched and tempered steel having a hardness of 40 HRC or more, and more preferably a hardness of 50 HRC or more. Alternatively, instead of polishing the mold cavity, a mold having the surface of the cavity plated with chromium may be used. It is also possible to use a die that has been polished as described above and then plated with chromium.
本発明の熱可塑性樹脂ペレットを用いた成形品の例としては、各種自動車部品、電気、電子部品が挙げられる。本発明の成形体は、メタリック発色性、表面平滑性、フローマーク抑制特性およびメタリック外観に優れるため、自動車部品としては、インストルメントパネルでのスピードメーター、タコメーター、燃料計、水温計、距離計等の各種計器類、カーステレオ、ナビゲーションシステム、エアコン周りの各種スイッチ、ボタン、センターコンソールでのシフトレバー、サイドブレーキの握り部、ドアトリム、アームレスト、ドアレバー等、特に自動車内装部品で、意匠性を高めるための金属または従来の樹脂製部品の置換え材としての使用が可能である。電気、電子部品としては、パソコン周辺の各種部品および筐体、携帯電話部品および筐体、その他OA機器部品等の電化製品用樹脂部品で使用が可能である。また、より十分なメタリック外観が得られるため、特に自動車部品でのシフトレバー、サイドブレーキの握り部、ドアトリム、アームレスト、ドアレバー等で軽量化を図りながらも、質感は低下せず、したがって高級感が増す。
Examples of molded articles using the thermoplastic resin pellets of the present invention include various automobile parts, electric and electronic parts. Since the molded product of the present invention is excellent in metallic color developability, surface smoothness, flow mark suppressing property and metallic appearance, it can be used as an automobile part in a speedometer in an instrument panel, a tachometer, a fuel gauge, a water temperature meter, and a distance meter. Etc., such as various instruments, car stereos, navigation systems, various switches around air conditioners, buttons, shift levers in the center console, side brake grips, door trims, armrests, door levers, etc. Can be used as a replacement material for metal or conventional resin parts. As electric and electronic parts, various parts and housings around personal computers, mobile phone parts and housings, and resin parts for electric appliances such as office automation equipment parts can be used. In addition, because a more sufficient metallic appearance is obtained, the texture is not deteriorated while the weight is reduced especially with shift levers, side brake grips, door trims, armrests, door levers, etc. in automobile parts, and therefore a high-class feeling is obtained. Increase.
以下、実施例により本発明を具体的に説明するが、本発明はこれらの実施例により限定されるものではない。
Hereinafter, the present invention will be specifically described with reference to examples, but the present invention is not limited to these examples.
1.原料
(1)熱可塑性樹脂(A)
・A-1:ポリアミド6 ユニチカ社製「A1030BRL」 相対粘度2.5
・A-2:ポリプロピレン プライムポリマー社製「J106」 MFR15g/10分
・A-3:ポリカーボネート 三菱エンジニアリングプラスチックス社製「S-3000」 粘度0.475dl/g 1. Raw material (1) Thermoplastic resin (A)
-A-1: Polyamide 6 "A1030BRL" manufactured by Unitika Ltd. Relative viscosity 2.5
・ A-2: polypropylene "J106" manufactured by Prime Polymer MFR 15g / 10 minutes ・ A-3: polycarbonate "S-3000" manufactured by Mitsubishi Engineering Plastics Co., Ltd. viscosity 0.475dl / g
(1)熱可塑性樹脂(A)
・A-1:ポリアミド6 ユニチカ社製「A1030BRL」 相対粘度2.5
・A-2:ポリプロピレン プライムポリマー社製「J106」 MFR15g/10分
・A-3:ポリカーボネート 三菱エンジニアリングプラスチックス社製「S-3000」 粘度0.475dl/g 1. Raw material (1) Thermoplastic resin (A)
-A-1: Polyamide 6 "A1030BRL" manufactured by Unitika Ltd. Relative viscosity 2.5
・ A-2: polypropylene "J106" manufactured by Prime Polymer MFR 15g / 10 minutes ・ A-3: polycarbonate "S-3000" manufactured by Mitsubishi Engineering Plastics Co., Ltd. viscosity 0.475dl / g
・A-4:製造例1 層状珪酸塩配合ポリアミド6
ε-カプロラクタム(宇部興産社製)100質量部に対して、亜リン酸0.4質量部、後述の膨潤性層状珪酸塩(C-1)4質量部、水5質量部をオートクレーブに仕込み、80℃で1時間攪拌した後、260℃、0.7Ma下で1時間攪拌し、次いで260℃、常圧で1時間攪拌し、重合を行った。オートクレーブからストランド状に樹脂を払い出してカットし、ペレットを得た。得られたペレットは95℃の水中で12時間洗浄して未反応のモノマー成分を除去し、100℃の真空乾燥機で24時間乾燥し層状珪酸塩配合ポリアミド6を得た。この層状珪酸塩配合ポリアミド6はポリアミド6成分100質量部に対し層状珪酸塩4.2質量部を含む。ポリアミド6の相対粘度は2.5であった。 A-4: Production Example 1 Layered silicate-blended polyamide 6
To 100 parts by mass of ε-caprolactam (manufactured by Ube Industries, Ltd.), 0.4 parts by mass of phosphorous acid, 4 parts by mass of a swelling layered silicate (C-1) described later, and 5 parts by mass of water were charged into an autoclave, After stirring at 80 ° C. for 1 hour, the mixture was stirred at 260 ° C. and 0.7 Ma for 1 hour, and then at 260 ° C. and normal pressure for 1 hour to carry out polymerization. The resin was discharged from the autoclave in the form of strands and cut into pellets. The obtained pellets were washed in water at 95 ° C for 12 hours to remove unreacted monomer components, and dried in a vacuum dryer at 100 ° C for 24 hours to obtain layered silicate-containing polyamide 6. This layered silicate-blended polyamide 6 contains 4.2 parts by weight of layered silicate per 100 parts by weight of polyamide 6 component. Polyamide 6 had a relative viscosity of 2.5.
ε-カプロラクタム(宇部興産社製)100質量部に対して、亜リン酸0.4質量部、後述の膨潤性層状珪酸塩(C-1)4質量部、水5質量部をオートクレーブに仕込み、80℃で1時間攪拌した後、260℃、0.7Ma下で1時間攪拌し、次いで260℃、常圧で1時間攪拌し、重合を行った。オートクレーブからストランド状に樹脂を払い出してカットし、ペレットを得た。得られたペレットは95℃の水中で12時間洗浄して未反応のモノマー成分を除去し、100℃の真空乾燥機で24時間乾燥し層状珪酸塩配合ポリアミド6を得た。この層状珪酸塩配合ポリアミド6はポリアミド6成分100質量部に対し層状珪酸塩4.2質量部を含む。ポリアミド6の相対粘度は2.5であった。 A-4: Production Example 1 Layered silicate-blended polyamide 6
To 100 parts by mass of ε-caprolactam (manufactured by Ube Industries, Ltd.), 0.4 parts by mass of phosphorous acid, 4 parts by mass of a swelling layered silicate (C-1) described later, and 5 parts by mass of water were charged into an autoclave, After stirring at 80 ° C. for 1 hour, the mixture was stirred at 260 ° C. and 0.7 Ma for 1 hour, and then at 260 ° C. and normal pressure for 1 hour to carry out polymerization. The resin was discharged from the autoclave in the form of strands and cut into pellets. The obtained pellets were washed in water at 95 ° C for 12 hours to remove unreacted monomer components, and dried in a vacuum dryer at 100 ° C for 24 hours to obtain layered silicate-containing polyamide 6. This layered silicate-blended polyamide 6 contains 4.2 parts by weight of layered silicate per 100 parts by weight of polyamide 6 component. Polyamide 6 had a relative viscosity of 2.5.
(2)メタリック粒子(B)
・B-1:アルミペースト、旭化成ケミカルズ社製「シルビーズM100-BP」、平均粒子径10μm
・B-2:アルミペースト、東洋アルミニウム株式会社製「1950M」、平均粒子径52μm
なお、メタリック粒子(B)を上記のようなペースト形態で用いる場合、以下の実施例または比較例におけるメタリック粒子(B)の含有量は、メタリック粒子(B)のみの含有量に換算した値である。 (2) Metallic particles (B)
・ B-1: Aluminum paste, "Silbeads M100-BP" manufactured by Asahi Kasei Chemicals, average particle diameter 10 μm
B-2: Aluminum paste, "1950M" manufactured by Toyo Aluminum Co., Ltd., average particle size 52 μm
When the metallic particles (B) are used in the paste form as described above, the content of the metallic particles (B) in the following examples or comparative examples is a value converted into the content of only the metallic particles (B). is there.
・B-1:アルミペースト、旭化成ケミカルズ社製「シルビーズM100-BP」、平均粒子径10μm
・B-2:アルミペースト、東洋アルミニウム株式会社製「1950M」、平均粒子径52μm
なお、メタリック粒子(B)を上記のようなペースト形態で用いる場合、以下の実施例または比較例におけるメタリック粒子(B)の含有量は、メタリック粒子(B)のみの含有量に換算した値である。 (2) Metallic particles (B)
・ B-1: Aluminum paste, "Silbeads M100-BP" manufactured by Asahi Kasei Chemicals, average particle diameter 10 μm
B-2: Aluminum paste, "1950M" manufactured by Toyo Aluminum Co., Ltd., average particle size 52 μm
When the metallic particles (B) are used in the paste form as described above, the content of the metallic particles (B) in the following examples or comparative examples is a value converted into the content of only the metallic particles (B). is there.
(3)板状、繊維状および/または粒状フィラー(C)
・C-1:膨潤性フッ素雲母、コープケミカル社製「ME-100」、平均粒径4.6μm、陽イオン交換容量110ミリ当量/100g、板状
・C-2:タルク、日本タルク社製「タルクK-1」、平均粒径8μm、粒状
・C-3:ワラストナイト、イメリス社製「NYAD1250」、平均粒子径(平均繊維径)3μm、平均長さ9μm、繊維状 (3) Plate-like, fibrous and / or granular filler (C)
C-1: swellable fluoromica, “ME-100” manufactured by Coop Chemical Co., average particle size 4.6 μm, cation exchange capacity 110 meq / 100 g, plate-shaped C-2: talc, manufactured by Nippon Talc Co. “Talc K-1”, average particle size 8 μm, granular C-3: wollastonite, “NYAD1250” manufactured by Imerys, average particle size (average fiber diameter) 3 μm, average length 9 μm, fibrous
・C-1:膨潤性フッ素雲母、コープケミカル社製「ME-100」、平均粒径4.6μm、陽イオン交換容量110ミリ当量/100g、板状
・C-2:タルク、日本タルク社製「タルクK-1」、平均粒径8μm、粒状
・C-3:ワラストナイト、イメリス社製「NYAD1250」、平均粒子径(平均繊維径)3μm、平均長さ9μm、繊維状 (3) Plate-like, fibrous and / or granular filler (C)
C-1: swellable fluoromica, “ME-100” manufactured by Coop Chemical Co., average particle size 4.6 μm, cation exchange capacity 110 meq / 100 g, plate-shaped C-2: talc, manufactured by Nippon Talc Co. “Talc K-1”, average particle size 8 μm, granular C-3: wollastonite, “NYAD1250” manufactured by Imerys, average particle size (average fiber diameter) 3 μm, average length 9 μm, fibrous
2.評価方法
(1)プレート型試験片形状および金型
プレート型試験片は長さ90mm、幅50mm、厚さ2mmの板状成形体である。金型において、ゲートは幅方向中央にサイドゲート(幅10mm、厚み2mm)1点が配置されており、金型の表面は8000メッシュで研磨し鏡面仕上げされている。 2. Evaluation method (1) Plate type test piece shape and mold The plate type test piece is a plate-shaped molded body having a length of 90 mm, a width of 50 mm and a thickness of 2 mm. In the die, one side gate (width 10 mm, thickness 2 mm) is arranged at the center in the width direction, and the surface of the die is mirror-finished by polishing with 8000 mesh.
(1)プレート型試験片形状および金型
プレート型試験片は長さ90mm、幅50mm、厚さ2mmの板状成形体である。金型において、ゲートは幅方向中央にサイドゲート(幅10mm、厚み2mm)1点が配置されており、金型の表面は8000メッシュで研磨し鏡面仕上げされている。 2. Evaluation method (1) Plate type test piece shape and mold The plate type test piece is a plate-shaped molded body having a length of 90 mm, a width of 50 mm and a thickness of 2 mm. In the die, one side gate (width 10 mm, thickness 2 mm) is arranged at the center in the width direction, and the surface of the die is mirror-finished by polishing with 8000 mesh.
(2)プレート型試験片の作製
熱可塑性樹脂ペレットを、射出成形機(住友重機械工業社製SE-180EV、シリンダー直径32mm)を用いて、射出速度は5mm/sおよび50mm/sの2条件で、冷却時間は30秒で作製した。保圧切換え位置は一次圧でキャビティ容量の95%が充填される位置とし、保圧は40MPaとした。なお、キャビティ―容量は、試験片部分およびスプルーランナーを含めた容量を指す。
温度条件は用いた樹脂の種類により次のように設定した。
A-1:シリンダー温度 260℃、金型温度100℃
A-2:シリンダー温度 200℃、金型温度60℃
A-3:シリンダー温度 290℃、金型温度120℃
A-4:シリンダー温度 260℃、金型温度100℃ (2) Preparation of plate-type test piece Using thermoplastic resin pellets, an injection molding machine (SE-180EV manufactured by Sumitomo Heavy Industries, Ltd., cylinder diameter 32 mm) was used under two conditions of injection speeds of 5 mm / s and 50 mm / s. The cooling time was 30 seconds. The holding pressure switching position was set at a position where 95% of the cavity volume was filled with the primary pressure, and the holding pressure was 40 MPa. The cavity capacity refers to the capacity including the test piece and the sprue runner.
The temperature conditions were set as follows depending on the type of resin used.
A-1: Cylinder temperature 260 ° C, mold temperature 100 ° C
A-2: Cylinder temperature 200 ° C, mold temperature 60 ° C
A-3: Cylinder temperature 290 ° C, mold temperature 120 ° C
A-4: Cylinder temperature 260 ° C, mold temperature 100 ° C
熱可塑性樹脂ペレットを、射出成形機(住友重機械工業社製SE-180EV、シリンダー直径32mm)を用いて、射出速度は5mm/sおよび50mm/sの2条件で、冷却時間は30秒で作製した。保圧切換え位置は一次圧でキャビティ容量の95%が充填される位置とし、保圧は40MPaとした。なお、キャビティ―容量は、試験片部分およびスプルーランナーを含めた容量を指す。
温度条件は用いた樹脂の種類により次のように設定した。
A-1:シリンダー温度 260℃、金型温度100℃
A-2:シリンダー温度 200℃、金型温度60℃
A-3:シリンダー温度 290℃、金型温度120℃
A-4:シリンダー温度 260℃、金型温度100℃ (2) Preparation of plate-type test piece Using thermoplastic resin pellets, an injection molding machine (SE-180EV manufactured by Sumitomo Heavy Industries, Ltd., cylinder diameter 32 mm) was used under two conditions of injection speeds of 5 mm / s and 50 mm / s. The cooling time was 30 seconds. The holding pressure switching position was set at a position where 95% of the cavity volume was filled with the primary pressure, and the holding pressure was 40 MPa. The cavity capacity refers to the capacity including the test piece and the sprue runner.
The temperature conditions were set as follows depending on the type of resin used.
A-1: Cylinder temperature 260 ° C, mold temperature 100 ° C
A-2: Cylinder temperature 200 ° C, mold temperature 60 ° C
A-3: Cylinder temperature 290 ° C, mold temperature 120 ° C
A-4: Cylinder temperature 260 ° C, mold temperature 100 ° C
(3)フローマーク抑制特性
プレート型試験片のゲート付近と中央部について、マルチアングル分光光度計(BKY社製 BYK-maci 23mm)を用い、図1のように、試料法線に対して45°の角度で光を入射し、正反射を0°としたとき、受光角度-15°のL*を測定し、ゲート付近のL*と中央部のL*の差を△L*として算出した。ゲート付近にフローマークが発生している場合は△L*は大きくなる。なお、△L*はプレート型試験片10枚平均値とした。
◎:△L*は0以上0.2以下であった(最良);
○:△L*は0.2超0.5以下であった(良);
△:△L*は0.5超1以下であった(実用上問題なし);
×:△L*は1超であった(実用上問題あり)。 (3) Flow Mark Suppression Characteristics A multi-angle spectrophotometer (BYK-maci 23 mm manufactured by BKY) was used near the gate and the central part of the plate type test piece, and 45 ° with respect to the sample normal line, as shown in FIG. When light was incident at an angle of, and regular reflection was set to 0 °, L * at a light receiving angle of −15 ° was measured, and the difference between L * near the gate and L * in the center was calculated as ΔL *. When a flow mark is generated near the gate, ΔL * becomes large. Note that ΔL * was an average value of 10 plate type test pieces.
⊚: ΔL * was 0 or more and 0.2 or less (best);
◯: ΔL * was more than 0.2 and 0.5 or less (good);
Δ: ΔL * was more than 0.5 and 1 or less (no problem in practical use);
X: ΔL * was more than 1 (problem in practical use).
プレート型試験片のゲート付近と中央部について、マルチアングル分光光度計(BKY社製 BYK-maci 23mm)を用い、図1のように、試料法線に対して45°の角度で光を入射し、正反射を0°としたとき、受光角度-15°のL*を測定し、ゲート付近のL*と中央部のL*の差を△L*として算出した。ゲート付近にフローマークが発生している場合は△L*は大きくなる。なお、△L*はプレート型試験片10枚平均値とした。
◎:△L*は0以上0.2以下であった(最良);
○:△L*は0.2超0.5以下であった(良);
△:△L*は0.5超1以下であった(実用上問題なし);
×:△L*は1超であった(実用上問題あり)。 (3) Flow Mark Suppression Characteristics A multi-angle spectrophotometer (BYK-maci 23 mm manufactured by BKY) was used near the gate and the central part of the plate type test piece, and 45 ° with respect to the sample normal line, as shown in FIG. When light was incident at an angle of, and regular reflection was set to 0 °, L * at a light receiving angle of −15 ° was measured, and the difference between L * near the gate and L * in the center was calculated as ΔL *. When a flow mark is generated near the gate, ΔL * becomes large. Note that ΔL * was an average value of 10 plate type test pieces.
⊚: ΔL * was 0 or more and 0.2 or less (best);
◯: ΔL * was more than 0.2 and 0.5 or less (good);
Δ: ΔL * was more than 0.5 and 1 or less (no problem in practical use);
X: ΔL * was more than 1 (problem in practical use).
(4)メタリック発色性
プレート型試験片のゲート付近と中央部について、マルチアングル分光光度計(BKY社製 BYK-maci 23mm)を用い、図1のように、試料法線に対して45°の角度で光を入射し、正反射を0°としたときのL*を受光角15°(L15)、25°(L25)、45°(L45)のL*を測定し、下記の式でフリップフロップ値(FF)を算出した。FFは金属調に感じる指標であり、値が大きいほどメタリック発色性が良い。
FF=0.908×L15-0.069×L25-0.412×L45
◎:FFは90以上であった(最良);
○:FFは74以上90未満であった(良);
△:FFは70以上74未満であった(実用上問題なし);
×:FFは70未満であった(実用上問題あり)。 (4) Metallic colorability A multi-angle spectrophotometer (BYK-maci 23 mm manufactured by BKY) was used near the gate and the central part of the plate-type test piece to measure at 45 ° with respect to the sample normal line as shown in FIG. L * when light is incident at an angle and specular reflection is 0 °, L * at light receiving angles of 15 ° (L15), 25 ° (L25) and 45 ° (L45) is measured, and the flip-flop is calculated by the following formula. Value (FF) was calculated. FF is an index that gives a metallic feel, and the larger the value, the better the metallic coloration.
FF = 0.908 x L15-0.069 x L25-0.412 x L45
⊚: FF was 90 or more (best);
◯: FF was 74 or more and less than 90 (good);
Δ: FF was 70 or more and less than 74 (no problem in practical use);
X: FF was less than 70 (there is a problem in practical use).
プレート型試験片のゲート付近と中央部について、マルチアングル分光光度計(BKY社製 BYK-maci 23mm)を用い、図1のように、試料法線に対して45°の角度で光を入射し、正反射を0°としたときのL*を受光角15°(L15)、25°(L25)、45°(L45)のL*を測定し、下記の式でフリップフロップ値(FF)を算出した。FFは金属調に感じる指標であり、値が大きいほどメタリック発色性が良い。
FF=0.908×L15-0.069×L25-0.412×L45
◎:FFは90以上であった(最良);
○:FFは74以上90未満であった(良);
△:FFは70以上74未満であった(実用上問題なし);
×:FFは70未満であった(実用上問題あり)。 (4) Metallic colorability A multi-angle spectrophotometer (BYK-maci 23 mm manufactured by BKY) was used near the gate and the central part of the plate-type test piece to measure at 45 ° with respect to the sample normal line as shown in FIG. L * when light is incident at an angle and specular reflection is 0 °, L * at light receiving angles of 15 ° (L15), 25 ° (L25) and 45 ° (L45) is measured, and the flip-flop is calculated by the following formula. Value (FF) was calculated. FF is an index that gives a metallic feel, and the larger the value, the better the metallic coloration.
FF = 0.908 x L15-0.069 x L25-0.412 x L45
⊚: FF was 90 or more (best);
◯: FF was 74 or more and less than 90 (good);
Δ: FF was 70 or more and less than 74 (no problem in practical use);
X: FF was less than 70 (there is a problem in practical use).
(5)表面平滑性(表面光沢度)
JIS Z8741に基づき、光沢度計(日本電色社製グロスメーターVG7000型)を用い、射出速度5mm/sで成形したプレート型試験片表面の任意の5点の表面光沢度を入射角20°で測定した。5点の表面光沢度のうち、最も低い表面光沢度Sを用いた。
◎:Sは95%以上であった(最良);
○:Sは88%以上95%未満であった(良);
△:Sは85%以上88%未満であった(実用上問題なし);
×:Sは85%未満でであった(実用上問題あり)。 (5) Surface smoothness (surface glossiness)
Based on JIS Z8741, using a gloss meter (Glossmeter VG7000 type manufactured by Nippon Denshoku Co., Ltd.), the surface glossiness at any 5 points on the surface of a plate-type test piece molded at an injection speed of 5 mm / s at an incident angle of 20 °. It was measured. The lowest surface gloss S among the five surface glosses was used.
⊚: S was 95% or more (best);
◯: S was 88% or more and less than 95% (good);
Δ: S was 85% or more and less than 88% (no problem in practical use);
X: S was less than 85% (there is a problem in practical use).
JIS Z8741に基づき、光沢度計(日本電色社製グロスメーターVG7000型)を用い、射出速度5mm/sで成形したプレート型試験片表面の任意の5点の表面光沢度を入射角20°で測定した。5点の表面光沢度のうち、最も低い表面光沢度Sを用いた。
◎:Sは95%以上であった(最良);
○:Sは88%以上95%未満であった(良);
△:Sは85%以上88%未満であった(実用上問題なし);
×:Sは85%未満でであった(実用上問題あり)。 (5) Surface smoothness (surface glossiness)
Based on JIS Z8741, using a gloss meter (Glossmeter VG7000 type manufactured by Nippon Denshoku Co., Ltd.), the surface glossiness at any 5 points on the surface of a plate-type test piece molded at an injection speed of 5 mm / s at an incident angle of 20 °. It was measured. The lowest surface gloss S among the five surface glosses was used.
⊚: S was 95% or more (best);
◯: S was 88% or more and less than 95% (good);
Δ: S was 85% or more and less than 88% (no problem in practical use);
X: S was less than 85% (there is a problem in practical use).
(6)メタリック外観
成形体の外観を目視により観察し、金属(特にアルミニウム)の外観との近似の程度に基づいて評価した。
◎:成形体の外観が金属の外観と最もよく近似していた(最良);
○:成形体の外観が金属の外観と良好に近似していた(良);
△:成形体の外観が金属の外観と実用上問題のない程度に近似していた(実用上問題なし);
×:成形体の外観が金属の外観と十分に近似していなかった(実用上問題あり)。
メタリック外観の評価結果は、メタリック発色性、表面平滑性およびフローマーク抑制特性の評価結果のうちの、最も低い評価結果と一致していた。 (6) Metallic appearance The appearance of the molded product was visually observed and evaluated based on the degree of approximation to the appearance of metal (particularly aluminum).
⊚: The appearance of the molded body was the closest to the appearance of metal (best);
◯: The appearance of the molded body was similar to that of metal (good);
Δ: The appearance of the molded product was similar to the appearance of the metal without any practical problem (no practical problem);
X: The appearance of the molded body was not sufficiently similar to that of metal (there is a problem in practical use).
The evaluation result of the metallic appearance was in agreement with the lowest evaluation result of the metallic color developability, the surface smoothness, and the flow mark suppression property.
成形体の外観を目視により観察し、金属(特にアルミニウム)の外観との近似の程度に基づいて評価した。
◎:成形体の外観が金属の外観と最もよく近似していた(最良);
○:成形体の外観が金属の外観と良好に近似していた(良);
△:成形体の外観が金属の外観と実用上問題のない程度に近似していた(実用上問題なし);
×:成形体の外観が金属の外観と十分に近似していなかった(実用上問題あり)。
メタリック外観の評価結果は、メタリック発色性、表面平滑性およびフローマーク抑制特性の評価結果のうちの、最も低い評価結果と一致していた。 (6) Metallic appearance The appearance of the molded product was visually observed and evaluated based on the degree of approximation to the appearance of metal (particularly aluminum).
⊚: The appearance of the molded body was the closest to the appearance of metal (best);
◯: The appearance of the molded body was similar to that of metal (good);
Δ: The appearance of the molded product was similar to the appearance of the metal without any practical problem (no practical problem);
X: The appearance of the molded body was not sufficiently similar to that of metal (there is a problem in practical use).
The evaluation result of the metallic appearance was in agreement with the lowest evaluation result of the metallic color developability, the surface smoothness, and the flow mark suppression property.
(7)射出成形体の熱変形温度(耐熱性)
熱可塑性樹脂ペレットを、射出成形機(住友重機械工業社製SE-180EV、バレル直径32mm)を用いて、プレート型試験片を作成したときと同じ温度条件(すなわち、保圧40MPa、射出速度50mm/s、冷却時間30秒の条件)で射出成形を行い、ISO多目的試験片(A形)得た。得られた試験片を用いISO75に準拠し、荷重1.8MPaでの熱変形温度Tを測定した。
◎:Tは130℃以上であった(最良);
○:Tは60℃以上130℃未満であった(良);
△:Tは40℃以上60℃未満であった(実用上問題なし);
×:Tは40℃未満であった(実用上問題あり)。 (7) Thermal deformation temperature (heat resistance) of injection molded product
Using thermoplastic resin pellets, using an injection molding machine (SE-180EV manufactured by Sumitomo Heavy Industries, Ltd., barrel diameter 32 mm), the same temperature conditions as when the plate type test piece was prepared (that is, holding pressure 40 MPa, injection speed 50 mm) / S and cooling time 30 seconds), injection molding was performed to obtain an ISO multipurpose test piece (A type). The obtained test piece was used to measure the heat distortion temperature T under a load of 1.8 MPa according to ISO75.
⊚: T was 130 ° C. or higher (best);
◯: T was 60 ° C or higher and lower than 130 ° C (good);
Δ: T was 40 ° C or higher and lower than 60 ° C (no problem in practical use);
X: T was less than 40 ° C (there is a problem in practical use).
熱可塑性樹脂ペレットを、射出成形機(住友重機械工業社製SE-180EV、バレル直径32mm)を用いて、プレート型試験片を作成したときと同じ温度条件(すなわち、保圧40MPa、射出速度50mm/s、冷却時間30秒の条件)で射出成形を行い、ISO多目的試験片(A形)得た。得られた試験片を用いISO75に準拠し、荷重1.8MPaでの熱変形温度Tを測定した。
◎:Tは130℃以上であった(最良);
○:Tは60℃以上130℃未満であった(良);
△:Tは40℃以上60℃未満であった(実用上問題なし);
×:Tは40℃未満であった(実用上問題あり)。 (7) Thermal deformation temperature (heat resistance) of injection molded product
Using thermoplastic resin pellets, using an injection molding machine (SE-180EV manufactured by Sumitomo Heavy Industries, Ltd., barrel diameter 32 mm), the same temperature conditions as when the plate type test piece was prepared (that is, holding pressure 40 MPa, injection speed 50 mm) / S and cooling time 30 seconds), injection molding was performed to obtain an ISO multipurpose test piece (A type). The obtained test piece was used to measure the heat distortion temperature T under a load of 1.8 MPa according to ISO75.
⊚: T was 130 ° C. or higher (best);
◯: T was 60 ° C or higher and lower than 130 ° C (good);
Δ: T was 40 ° C or higher and lower than 60 ° C (no problem in practical use);
X: T was less than 40 ° C (there is a problem in practical use).
(8)射出成形体の曲げ強度(機械的物性)
前項のISO多目的試験片(A形)を用いて、ISO178に準拠し、23℃の雰囲気温度で曲げ弾性率Eを測定した。
◎:Eは4.0GPa以上であった(最良);
○:Eは2.5GPa以上4.0GPa未満であった(良);
△:Eは2.0GPa以上2.5GPa未満であった(実用上問題なし);
×:Eは2.0GPa未満であった(実用上問題あり)。 (8) Bending strength of injection molded products (mechanical properties)
Using the ISO multipurpose test piece (A type) of the preceding paragraph, the flexural modulus E was measured at an ambient temperature of 23 ° C. according to ISO178.
⊚: E was 4.0 GPa or more (best);
◯: E was 2.5 GPa or more and less than 4.0 GPa (good);
Δ: E was 2.0 GPa or more and less than 2.5 GPa (no problem in practical use);
X: E was less than 2.0 GPa (there is a problem in practical use).
前項のISO多目的試験片(A形)を用いて、ISO178に準拠し、23℃の雰囲気温度で曲げ弾性率Eを測定した。
◎:Eは4.0GPa以上であった(最良);
○:Eは2.5GPa以上4.0GPa未満であった(良);
△:Eは2.0GPa以上2.5GPa未満であった(実用上問題なし);
×:Eは2.0GPa未満であった(実用上問題あり)。 (8) Bending strength of injection molded products (mechanical properties)
Using the ISO multipurpose test piece (A type) of the preceding paragraph, the flexural modulus E was measured at an ambient temperature of 23 ° C. according to ISO178.
⊚: E was 4.0 GPa or more (best);
◯: E was 2.5 GPa or more and less than 4.0 GPa (good);
Δ: E was 2.0 GPa or more and less than 2.5 GPa (no problem in practical use);
X: E was less than 2.0 GPa (there is a problem in practical use).
(9)ペレットの長さと直径
任意に選択した20個のペレット(円柱形状)について、ミツトヨ社製マイクロメータ(MDC-25MX)を用いて長さ(高さ)と直径を測定し、平均値を算出した。 (9) Length and diameter of pellets About 20 pellets (cylindrical shape) arbitrarily selected, the length (height) and diameter were measured using a micrometer (MDC-25MX) manufactured by Mitutoyo Corporation, and the average value was calculated. Calculated.
任意に選択した20個のペレット(円柱形状)について、ミツトヨ社製マイクロメータ(MDC-25MX)を用いて長さ(高さ)と直径を測定し、平均値を算出した。 (9) Length and diameter of pellets About 20 pellets (cylindrical shape) arbitrarily selected, the length (height) and diameter were measured using a micrometer (MDC-25MX) manufactured by Mitutoyo Corporation, and the average value was calculated. Calculated.
(10)総合評価
メタリック発色性、表面平滑性、フローマーク抑制特性、メタリック外観、耐熱性および機械的物性の評価結果に基づいて、総合的に評価した。
◎:全ての評価結果が◎以上であった;
○:全ての評価結果うち、最も低い評価結果が○であった;
△:全ての評価結果うち、最も低い評価結果が△であった;
×:全ての評価結果うち、最も低い評価結果が×であった。 (10) Comprehensive Evaluation A comprehensive evaluation was made based on the evaluation results of metallic color developability, surface smoothness, flow mark suppression property, metallic appearance, heat resistance and mechanical properties.
⊚: All evaluation results were ◎ or higher;
○: The lowest evaluation result was ○ among all the evaluation results;
Δ: The lowest evaluation result of all the evaluation results was Δ;
X: Among all the evaluation results, the lowest evaluation result was x.
メタリック発色性、表面平滑性、フローマーク抑制特性、メタリック外観、耐熱性および機械的物性の評価結果に基づいて、総合的に評価した。
◎:全ての評価結果が◎以上であった;
○:全ての評価結果うち、最も低い評価結果が○であった;
△:全ての評価結果うち、最も低い評価結果が△であった;
×:全ての評価結果うち、最も低い評価結果が×であった。 (10) Comprehensive Evaluation A comprehensive evaluation was made based on the evaluation results of metallic color developability, surface smoothness, flow mark suppression property, metallic appearance, heat resistance and mechanical properties.
⊚: All evaluation results were ◎ or higher;
○: The lowest evaluation result was ○ among all the evaluation results;
Δ: The lowest evaluation result of all the evaluation results was Δ;
X: Among all the evaluation results, the lowest evaluation result was x.
実施例1
熱可塑性樹脂としてポリアミド6(A-1)100質量部とメタリック粒子(B-1)2.0質量部とメタリック粒子(B-2)1.0質量部を一括混合し、二軸押出機(東芝機械社製TEM26SS)の主ホッパーより投入し、溶融混練を行った。混練物をダイスよりストランド状に押出しした後、水槽で冷却、ペレタイズし、円柱形状を有するポリアミド樹脂組成物ペレットを得た。水槽での冷却では、ダイスから水中につかるまでの水平距離を150mm、水浸距離は2mとした。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/hにて行った。用いたダイスの径は3mm、ホール数は2個であった。得られたペレットを用い、前述の条件に従い、試験片を作製した後、各種評価を行った。その結果を表1に示す。 Example 1
As a thermoplastic resin, 100 parts by mass of polyamide 6 (A-1), 2.0 parts by mass of metallic particles (B-1) and 1.0 part by mass of metallic particles (B-2) were mixed at once, and a twin-screw extruder ( It was charged from a main hopper of TEM26SS manufactured by Toshiba Machine Co., Ltd. and melt-kneaded. The kneaded product was extruded in a strand form from a die, cooled in a water tank and pelletized to obtain a polyamide resin composition pellet having a columnar shape. In cooling in the water tank, the horizontal distance from the die to submersion in water was 150 mm, and the water immersion distance was 2 m. Melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / h. The die used had a diameter of 3 mm and the number of holes was two. Using the obtained pellets, a test piece was prepared according to the above-mentioned conditions, and then various evaluations were performed. The results are shown in Table 1.
熱可塑性樹脂としてポリアミド6(A-1)100質量部とメタリック粒子(B-1)2.0質量部とメタリック粒子(B-2)1.0質量部を一括混合し、二軸押出機(東芝機械社製TEM26SS)の主ホッパーより投入し、溶融混練を行った。混練物をダイスよりストランド状に押出しした後、水槽で冷却、ペレタイズし、円柱形状を有するポリアミド樹脂組成物ペレットを得た。水槽での冷却では、ダイスから水中につかるまでの水平距離を150mm、水浸距離は2mとした。溶融混練は、樹脂温度260℃、スクリュー回転200rpm、吐出量30kg/hにて行った。用いたダイスの径は3mm、ホール数は2個であった。得られたペレットを用い、前述の条件に従い、試験片を作製した後、各種評価を行った。その結果を表1に示す。 Example 1
As a thermoplastic resin, 100 parts by mass of polyamide 6 (A-1), 2.0 parts by mass of metallic particles (B-1) and 1.0 part by mass of metallic particles (B-2) were mixed at once, and a twin-screw extruder ( It was charged from a main hopper of TEM26SS manufactured by Toshiba Machine Co., Ltd. and melt-kneaded. The kneaded product was extruded in a strand form from a die, cooled in a water tank and pelletized to obtain a polyamide resin composition pellet having a columnar shape. In cooling in the water tank, the horizontal distance from the die to submersion in water was 150 mm, and the water immersion distance was 2 m. Melt-kneading was performed at a resin temperature of 260 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / h. The die used had a diameter of 3 mm and the number of holes was two. Using the obtained pellets, a test piece was prepared according to the above-mentioned conditions, and then various evaluations were performed. The results are shown in Table 1.
実施例2
熱可塑性樹脂としてポリプロピレン(A-2)100質量部とメタリック粒子(B-1)2.0質量部とメタリック粒子(B-2)1.0質量部を一括混合し、二軸押出機(東芝機械社製TEM26SS)の主ホッパーより投入し、溶融混練を行った。混練物をダイスよりストランド状に押出しした後、水槽で冷却、ペレタイズし、円柱形状を有するポリプロピレン樹脂組成物ペレットを得た。水槽での冷却では、ダイスから水中につかるまでの水平距離を100mm、水浸距離は2.5mとした。溶融混練は、樹脂温度200℃、スクリュー回転200rpm、吐出量30kg/hにて行った。用いたダイスの径は3mm、ホール数は2個であった。得られたペレットを用い、前述の条件に従い、試験片を作製した後、各種評価を行った。その結果を表1に示す。 Example 2
As a thermoplastic resin, 100 parts by mass of polypropylene (A-2), 2.0 parts by mass of metallic particles (B-1) and 1.0 part by mass of metallic particles (B-2) were mixed at once, and a twin-screw extruder (Toshiba It was charged from the main hopper of TEM26SS manufactured by Kikai Co., Ltd. and melt-kneaded. The kneaded product was extruded into a strand form from a die, cooled in a water tank and pelletized to obtain a polypropylene resin composition pellet having a cylindrical shape. In cooling in the water tank, the horizontal distance from the die to submersion in water was 100 mm, and the water immersion distance was 2.5 m. Melt-kneading was performed at a resin temperature of 200 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / h. The die used had a diameter of 3 mm and the number of holes was two. Using the obtained pellets, a test piece was prepared according to the above-mentioned conditions, and then various evaluations were performed. The results are shown in Table 1.
熱可塑性樹脂としてポリプロピレン(A-2)100質量部とメタリック粒子(B-1)2.0質量部とメタリック粒子(B-2)1.0質量部を一括混合し、二軸押出機(東芝機械社製TEM26SS)の主ホッパーより投入し、溶融混練を行った。混練物をダイスよりストランド状に押出しした後、水槽で冷却、ペレタイズし、円柱形状を有するポリプロピレン樹脂組成物ペレットを得た。水槽での冷却では、ダイスから水中につかるまでの水平距離を100mm、水浸距離は2.5mとした。溶融混練は、樹脂温度200℃、スクリュー回転200rpm、吐出量30kg/hにて行った。用いたダイスの径は3mm、ホール数は2個であった。得られたペレットを用い、前述の条件に従い、試験片を作製した後、各種評価を行った。その結果を表1に示す。 Example 2
As a thermoplastic resin, 100 parts by mass of polypropylene (A-2), 2.0 parts by mass of metallic particles (B-1) and 1.0 part by mass of metallic particles (B-2) were mixed at once, and a twin-screw extruder (Toshiba It was charged from the main hopper of TEM26SS manufactured by Kikai Co., Ltd. and melt-kneaded. The kneaded product was extruded into a strand form from a die, cooled in a water tank and pelletized to obtain a polypropylene resin composition pellet having a cylindrical shape. In cooling in the water tank, the horizontal distance from the die to submersion in water was 100 mm, and the water immersion distance was 2.5 m. Melt-kneading was performed at a resin temperature of 200 ° C., a screw rotation of 200 rpm, and a discharge rate of 30 kg / h. The die used had a diameter of 3 mm and the number of holes was two. Using the obtained pellets, a test piece was prepared according to the above-mentioned conditions, and then various evaluations were performed. The results are shown in Table 1.
実施例3
熱可塑性樹脂としてポリカーボネート(A-3)100質量部とメタリック粒子(B-1)0.5質量部とメタリック粒子(B-2)0.5質量部を一括混合し、二軸押出機(東芝機械社製TEM26SS)の主ホッパーより投入し、溶融混練を行った。混練物をダイスよりストランド状に押出しした後、水槽で冷却、ペレタイズし、円柱形状を有するポリカーボート樹脂組成物ペレットを得た。水槽での冷却では、ダイスから水中につかるまでの水平距離を200mm、水浸距離は2mとした。溶融混練は、樹脂温度290℃、スクリュー回転200rpm、吐出量25kg/hにて行った。用いたダイスの径は3mm、ホール数は2個であった。得られたペレットを用い、前述の条件に従い、試験片を作製した後、各種評価を行った。その結果を表1に示す。 Example 3
As a thermoplastic resin, 100 parts by mass of polycarbonate (A-3), 0.5 parts by mass of metallic particles (B-1) and 0.5 parts by mass of metallic particles (B-2) were mixed at once, and a twin-screw extruder (Toshiba It was charged from the main hopper of TEM26SS manufactured by Kikai Co., Ltd. and melt-kneaded. The kneaded product was extruded into a strand form from a die, cooled in a water tank and pelletized to obtain a polycarbonate resin composition pellet having a cylindrical shape. In cooling in the water tank, the horizontal distance from the die to submersion in water was 200 mm, and the water immersion distance was 2 m. Melt kneading was performed at a resin temperature of 290 ° C., a screw rotation of 200 rpm, and a discharge rate of 25 kg / h. The die used had a diameter of 3 mm and the number of holes was two. Using the obtained pellets, a test piece was prepared according to the above-mentioned conditions, and then various evaluations were performed. The results are shown in Table 1.
熱可塑性樹脂としてポリカーボネート(A-3)100質量部とメタリック粒子(B-1)0.5質量部とメタリック粒子(B-2)0.5質量部を一括混合し、二軸押出機(東芝機械社製TEM26SS)の主ホッパーより投入し、溶融混練を行った。混練物をダイスよりストランド状に押出しした後、水槽で冷却、ペレタイズし、円柱形状を有するポリカーボート樹脂組成物ペレットを得た。水槽での冷却では、ダイスから水中につかるまでの水平距離を200mm、水浸距離は2mとした。溶融混練は、樹脂温度290℃、スクリュー回転200rpm、吐出量25kg/hにて行った。用いたダイスの径は3mm、ホール数は2個であった。得られたペレットを用い、前述の条件に従い、試験片を作製した後、各種評価を行った。その結果を表1に示す。 Example 3
As a thermoplastic resin, 100 parts by mass of polycarbonate (A-3), 0.5 parts by mass of metallic particles (B-1) and 0.5 parts by mass of metallic particles (B-2) were mixed at once, and a twin-screw extruder (Toshiba It was charged from the main hopper of TEM26SS manufactured by Kikai Co., Ltd. and melt-kneaded. The kneaded product was extruded into a strand form from a die, cooled in a water tank and pelletized to obtain a polycarbonate resin composition pellet having a cylindrical shape. In cooling in the water tank, the horizontal distance from the die to submersion in water was 200 mm, and the water immersion distance was 2 m. Melt kneading was performed at a resin temperature of 290 ° C., a screw rotation of 200 rpm, and a discharge rate of 25 kg / h. The die used had a diameter of 3 mm and the number of holes was two. Using the obtained pellets, a test piece was prepared according to the above-mentioned conditions, and then various evaluations were performed. The results are shown in Table 1.
実施例4、7~13および比較例1~6
表1に記載の配合量で各成分を配合した以外は実施例1と同様にしてペレットを得て、さらに射出成形を行った。得られた試験片を用いて各種評価を行った。その結果を表1に示す。 Examples 4, 7 to 13 and Comparative Examples 1 to 6
Pellets were obtained in the same manner as in Example 1 except that the respective components were blended in the blending amounts shown in Table 1, and injection molding was further performed. Various evaluations were performed using the obtained test pieces. The results are shown in Table 1.
表1に記載の配合量で各成分を配合した以外は実施例1と同様にしてペレットを得て、さらに射出成形を行った。得られた試験片を用いて各種評価を行った。その結果を表1に示す。 Examples 4, 7 to 13 and Comparative Examples 1 to 6
Pellets were obtained in the same manner as in Example 1 except that the respective components were blended in the blending amounts shown in Table 1, and injection molding was further performed. Various evaluations were performed using the obtained test pieces. The results are shown in Table 1.
実施例5
表1に記載の配合量で各成分を配合した以外は実施例2と同様にしてペレットを得て、さらに射出成形を行った。得られた試験片を用いて各種評価を行った。その結果を表1に示す。 Example 5
Pellets were obtained in the same manner as in Example 2 except that the components were blended in the blending amounts shown in Table 1, and injection molding was performed. Various evaluations were performed using the obtained test pieces. The results are shown in Table 1.
表1に記載の配合量で各成分を配合した以外は実施例2と同様にしてペレットを得て、さらに射出成形を行った。得られた試験片を用いて各種評価を行った。その結果を表1に示す。 Example 5
Pellets were obtained in the same manner as in Example 2 except that the components were blended in the blending amounts shown in Table 1, and injection molding was performed. Various evaluations were performed using the obtained test pieces. The results are shown in Table 1.
実施例6
表1に記載の配合量で各成分を配合した以外は実施例3と同様にしてペレットを得て、さらに射出成形を行った。得られた試験片を用いて各種評価を行った。その結果を表1に示す。 Example 6
Pellets were obtained in the same manner as in Example 3 except that the components were blended in the blending amounts shown in Table 1, and injection molding was performed. Various evaluations were performed using the obtained test pieces. The results are shown in Table 1.
表1に記載の配合量で各成分を配合した以外は実施例3と同様にしてペレットを得て、さらに射出成形を行った。得られた試験片を用いて各種評価を行った。その結果を表1に示す。 Example 6
Pellets were obtained in the same manner as in Example 3 except that the components were blended in the blending amounts shown in Table 1, and injection molding was performed. Various evaluations were performed using the obtained test pieces. The results are shown in Table 1.

実施例1~13で得られたペレットから製造された成形体は、メタリック発色性、表面平滑性およびフローマーク抑制特性に優れ、その結果、十分なメタリック外観が得られた。また当該成形体は耐熱性および機械的物性にも優れていた。実施例9のメタリック外観は著しく良好であった。
比較例1で得られたペレットから製造された成形体は、メタリック粒子の含有量が過多のため、表面平滑性が低下し、その結果メタリック外観が十分に得られなかった。
比較例2で得られたペレットから製造された成形体は、フィラーの含有量が過剰のため、メタリック発色性、表面平滑性およびフローマーク抑制特性が低下し、その結果メタリック外観が十分に得られなかった。
比較例3~5で得られたペレットから製造された成形体は、ペレットが所定の寸法を有さなかったため、フローマーク抑制特性が低下し、その結果メタリック外観が十分に得られなかった。
比較例6で得られたペレットから製造された成形体は、メタリック粒子の含有量が過少のため、メタリック発色性が低下し、その結果メタリック外観が十分に得られなかった。 The molded products produced from the pellets obtained in Examples 1 to 13 were excellent in metallic color developability, surface smoothness and flow mark suppressing properties, and as a result, a sufficient metallic appearance was obtained. Further, the molded body was also excellent in heat resistance and mechanical properties. The metallic appearance of Example 9 was remarkably good.
The molded body produced from the pellets obtained in Comparative Example 1 had a large amount of metallic particles, so that the surface smoothness was lowered, and as a result, a metallic appearance was not sufficiently obtained.
The molded product produced from the pellets obtained in Comparative Example 2 had an excessive filler content, so that the metallic color developability, the surface smoothness and the flow mark suppressing property were deteriorated, and as a result, a metallic appearance was sufficiently obtained. There wasn't.
In the molded articles produced from the pellets obtained in Comparative Examples 3 to 5, the pellets did not have a predetermined size, so the flow mark suppressing property was deteriorated, and as a result, the metallic appearance was not sufficiently obtained.
The molded product produced from the pellets obtained in Comparative Example 6 had an excessively small amount of metallic particles, so that the metallic coloring property was deteriorated, and as a result, the metallic appearance was not sufficiently obtained.
比較例1で得られたペレットから製造された成形体は、メタリック粒子の含有量が過多のため、表面平滑性が低下し、その結果メタリック外観が十分に得られなかった。
比較例2で得られたペレットから製造された成形体は、フィラーの含有量が過剰のため、メタリック発色性、表面平滑性およびフローマーク抑制特性が低下し、その結果メタリック外観が十分に得られなかった。
比較例3~5で得られたペレットから製造された成形体は、ペレットが所定の寸法を有さなかったため、フローマーク抑制特性が低下し、その結果メタリック外観が十分に得られなかった。
比較例6で得られたペレットから製造された成形体は、メタリック粒子の含有量が過少のため、メタリック発色性が低下し、その結果メタリック外観が十分に得られなかった。 The molded products produced from the pellets obtained in Examples 1 to 13 were excellent in metallic color developability, surface smoothness and flow mark suppressing properties, and as a result, a sufficient metallic appearance was obtained. Further, the molded body was also excellent in heat resistance and mechanical properties. The metallic appearance of Example 9 was remarkably good.
The molded body produced from the pellets obtained in Comparative Example 1 had a large amount of metallic particles, so that the surface smoothness was lowered, and as a result, a metallic appearance was not sufficiently obtained.
The molded product produced from the pellets obtained in Comparative Example 2 had an excessive filler content, so that the metallic color developability, the surface smoothness and the flow mark suppressing property were deteriorated, and as a result, a metallic appearance was sufficiently obtained. There wasn't.
In the molded articles produced from the pellets obtained in Comparative Examples 3 to 5, the pellets did not have a predetermined size, so the flow mark suppressing property was deteriorated, and as a result, the metallic appearance was not sufficiently obtained.
The molded product produced from the pellets obtained in Comparative Example 6 had an excessively small amount of metallic particles, so that the metallic coloring property was deteriorated, and as a result, the metallic appearance was not sufficiently obtained.
本発明のメタリック調熱可塑性樹脂ペレットは、自動車内装部品、電気電子部品等の用途等に好適に用いることができる。
The metallic thermoplastic resin pellet of the present invention can be suitably used for applications such as automobile interior parts and electric / electronic parts.
Claims (12)
- 熱可塑性樹脂(A)100重量部、メタリック粒子(B)0.5~10質量部、ならびに板状、繊維状および/または粒状フィラー(C)0~10質量部を含むメタリック調熱可塑性樹脂ペレットであって、
前記ペレットは長軸方向に対する垂直断面が円形または楕円形の円柱形状を有し、
前記ペレットの長さが0.5~2.8mmであり、かつ断面の長径が0.5~2.8mmである、メタリック調熱可塑性樹脂ペレット。 Metallic thermoplastic pellets containing 100 parts by weight of thermoplastic resin (A), 0.5 to 10 parts by weight of metallic particles (B), and 0 to 10 parts by weight of plate-like, fibrous and / or granular filler (C). And
The pellet has a columnar shape whose cross section perpendicular to the major axis direction is circular or elliptical,
A metallic thermoplastic thermoplastic resin pellet, wherein the pellet has a length of 0.5 to 2.8 mm and a cross-sectional major axis of 0.5 to 2.8 mm. - 前記ペレットの長さ(mm)と前記断面の長径(mm)との積が0.5~8である、請求項1に記載のメタリック調熱可塑性樹脂ペレット。 The metallic thermoplastic resin pellet according to claim 1, wherein the product of the length (mm) of the pellet and the major axis (mm) of the cross section is 0.5 to 8.
- 前記熱可塑性樹脂(A)がポリアミド、ポリオレフィンまたはポリカーボネートである、請求項1または2に記載のメタリック調熱可塑性樹脂ペレット。 The metallic thermoplastic resin pellet according to claim 1 or 2, wherein the thermoplastic resin (A) is polyamide, polyolefin or polycarbonate.
- 前記メタリック粒子(B)が、金属としてのアルミニウム、鉄、ニッケル、クロム、スズ、亜鉛、インジウム、チタンおよび銅;前記金属のうち2種以上の金属の合金;ならびに前記金属および前記合金の酸化物、窒化物、硫化物および炭化物からなる群から選択される1種以上の無機材料の粒子である、請求項1~3のいずれかに記載のメタリック調熱可塑性樹脂ペレット。 The metallic particles (B) are aluminum, iron, nickel, chromium, tin, zinc, indium, titanium and copper as the metal; an alloy of two or more kinds of the metals; and an oxide of the metal and the alloy. The metallic thermoplastic resin pellet according to any one of claims 1 to 3, which is a particle of at least one inorganic material selected from the group consisting of :, a nitride, a sulfide, and a carbide.
- 前記メタリック粒子(B)の平均粒子径が1~100μmである、請求項1~4のいずれかに記載のメタリック調熱可塑性樹脂ペレット。 The metallic thermoplastic resin pellet according to any one of claims 1 to 4, wherein the metallic particles (B) have an average particle diameter of 1 to 100 µm.
- 前記メタリック粒子(B)の含有量が1~5質量部である、請求項1~5のいずれかに記載のメタリック調熱可塑性樹脂ペレット。 The metallic thermoplastic resin pellet according to any one of claims 1 to 5, wherein the content of the metallic particles (B) is 1 to 5 parts by mass.
- 前記フィラー(C)が膨潤性層状珪酸塩、タルク、カオリン、ワラストナイト、炭酸カルシウム、シリカ、およびマイカからなる群より選ばれる少なくとも1種類以上の無機フィラーである、請求項1~6のいずれかに記載のメタリック調熱可塑性樹脂ペレット。 7. The filler (C) is at least one kind of inorganic filler selected from the group consisting of swelling layered silicate, talc, kaolin, wollastonite, calcium carbonate, silica, and mica. Metallic thermoplastic resin pellets according to Crab.
- 前記フィラー(C)の平均粒子径が0.01~10μmである、請求項1~7のいずれかに記載のメタリック調熱可塑性樹脂ペレット。 The metallic thermoplastic resin pellet according to any one of claims 1 to 7, wherein the filler (C) has an average particle diameter of 0.01 to 10 µm.
- 前記フィラー(C)の含有量が2~10質量部である、請求項1~8のいずれかに記載のメタリック調熱可塑性樹脂ペレット。 The metallic thermoplastic resin pellet according to any one of claims 1 to 8, wherein the content of the filler (C) is 2 to 10 parts by mass.
- 前記熱可塑性樹脂(A)がポリアミドであり、
前記ペレットの長さ(mm)と前記断面の長径(mm)との積が0.5~5.5である、請求項1~9のいずれかに記載のメタリック調熱可塑性樹脂ペレット。 The thermoplastic resin (A) is polyamide,
The metallic thermoplastic resin pellet according to any one of claims 1 to 9, wherein a product of a length (mm) of the pellet and a major axis (mm) of the cross section is 0.5 to 5.5. - 前記熱可塑性樹脂(A)がポリアミドであり、
前記ペレットの長さ(mm)と前記断面の長径(mm)との積が0.5~2であり、
前記フィラー(C)の含有量が2~10質量部である、請求項1~10のいずれかに記載のメタリック調熱可塑性樹脂ペレット。 The thermoplastic resin (A) is polyamide,
The product of the length (mm) of the pellet and the major axis (mm) of the cross section is 0.5 to 2;
The metallic thermoplastic resin pellet according to any one of claims 1 to 10, wherein the content of the filler (C) is 2 to 10 parts by mass. - 請求項1~11のいずれかに記載のメタリック調熱可塑性樹脂ペレットを用いて、射出成形または押出成形して得られる成形体。 A molded product obtained by injection molding or extrusion molding using the metallic thermoplastic resin pellet according to any one of claims 1 to 11.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/289,669 US20210403710A1 (en) | 2018-10-31 | 2019-10-28 | Metallic-tone thermoplastic resin pellet |
| CN201980071483.5A CN112955504B (en) | 2018-10-31 | 2019-10-28 | Metallic tone thermoplastic resin particles |
| EP19879398.6A EP3875532B1 (en) | 2018-10-31 | 2019-10-28 | Metallic-tone thermoplastic resin pellet |
| JP2020513677A JP6733986B1 (en) | 2018-10-31 | 2019-10-28 | Metallic thermoplastic pellets |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018205148 | 2018-10-31 | ||
| JP2018-205148 | 2018-10-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020090741A1 true WO2020090741A1 (en) | 2020-05-07 |
Family
ID=70462415
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/042178 WO2020090741A1 (en) | 2018-10-31 | 2019-10-28 | Metallic-tone thermoplastic resin pellet |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20210403710A1 (en) |
| EP (1) | EP3875532B1 (en) |
| JP (2) | JP6733986B1 (en) |
| CN (1) | CN112955504B (en) |
| WO (1) | WO2020090741A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021220786A1 (en) * | 2020-04-27 | 2021-11-04 | ユニチカ株式会社 | Polyamide resin composition and molded article thereof or molded article having protective layer formed on surface thereof |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102597538B1 (en) * | 2021-10-26 | 2023-11-03 | 단국대학교 산학협력단 | Method for manufacturing polymer matrix composite material having metal-like appearance and polymer matrix composite material manufactured thereby |
| KR102676259B1 (en) * | 2021-10-26 | 2024-06-19 | 단국대학교 산학협력단 | Biomimetic polymer multilayer structure having metal-like appearance and method for manufacturing the same |
| CN115819947A (en) * | 2022-12-13 | 2023-03-21 | 重庆会通科技有限公司 | PC/ABS alloy material free of welding line and free of metal spraying texture and preparation method thereof |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6246419B2 (en) | 1978-04-05 | 1987-10-02 | Nippon Crowncork | |
| JPH02149415A (en) | 1988-01-21 | 1990-06-08 | Agency Of Ind Science & Technol | Production of fluorine mica |
| WO1999013006A1 (en) | 1997-09-08 | 1999-03-18 | Unitika Ltd | Polyamide resin corporation |
| JP2001509524A (en) | 1997-07-07 | 2001-07-24 | ビーエーエスエフ アクチェンゲゼルシャフト | Metallic color polyamide |
| JP2002365595A (en) * | 2001-06-11 | 2002-12-18 | Hasegawa Gankyo Kk | Method for manufacturing spectacles frame and spectacles frame manufactured thereby |
| JP2007137963A (en) * | 2005-11-16 | 2007-06-07 | Sumitomo Chemical Co Ltd | Brilliant material-containing resin composition |
| WO2012165258A1 (en) * | 2011-05-27 | 2012-12-06 | 旭化成ケミカルズ株式会社 | Reinforced polyamide resin pellets |
| JP2014167049A (en) | 2013-02-28 | 2014-09-11 | Unitika Ltd | Polyamide resin composition and molded product composed of the same |
| WO2015053025A1 (en) * | 2013-10-10 | 2015-04-16 | レジノカラー工業株式会社 | Master batch, master batch group, production method for master batch, and molded synthetic resin article |
| WO2016121894A1 (en) * | 2015-01-26 | 2016-08-04 | 帝人株式会社 | Resin composition |
| WO2017111055A1 (en) * | 2015-12-23 | 2017-06-29 | 日本合成化学工業株式会社 | Resin composition pellets |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05112668A (en) * | 1991-10-23 | 1993-05-07 | Nippon Kararingu Kk | Synthetic resin composition |
| JP3385107B2 (en) * | 1994-06-28 | 2003-03-10 | ユニチカ株式会社 | Resin composition and method for producing the same |
| CA2243288A1 (en) * | 1997-10-27 | 1999-04-27 | James M. Hurley | Method for making metallic-effect polyamides with improved color development and brightness |
| JP2000017169A (en) * | 1998-06-30 | 2000-01-18 | Toyo Alum Kk | Thermoplastic resin composition and its molding product |
| CN101410459B (en) * | 2006-03-30 | 2013-03-27 | 旭化成化学株式会社 | Resin composition and molded product thereof |
| JP5451970B2 (en) * | 2006-11-01 | 2014-03-26 | 三菱エンジニアリングプラスチックス株式会社 | Polyamide resin composition pellet blend, molded article, and method for producing pellet blend |
| JP2014076626A (en) * | 2012-10-12 | 2014-05-01 | Panasonic Corp | Injection molding article of thermoplastic resin having luminosity material |
| US11359082B2 (en) * | 2017-02-28 | 2022-06-14 | Prime Polymer Co., Ltd. | Polypropylene-based resin composition and molded article |
-
2019
- 2019-10-28 JP JP2020513677A patent/JP6733986B1/en active Active
- 2019-10-28 WO PCT/JP2019/042178 patent/WO2020090741A1/en unknown
- 2019-10-28 CN CN201980071483.5A patent/CN112955504B/en active Active
- 2019-10-28 US US17/289,669 patent/US20210403710A1/en active Pending
- 2019-10-28 EP EP19879398.6A patent/EP3875532B1/en active Active
-
2020
- 2020-07-06 JP JP2020116305A patent/JP2020169340A/en active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6246419B2 (en) | 1978-04-05 | 1987-10-02 | Nippon Crowncork | |
| JPH02149415A (en) | 1988-01-21 | 1990-06-08 | Agency Of Ind Science & Technol | Production of fluorine mica |
| JP2001509524A (en) | 1997-07-07 | 2001-07-24 | ビーエーエスエフ アクチェンゲゼルシャフト | Metallic color polyamide |
| WO1999013006A1 (en) | 1997-09-08 | 1999-03-18 | Unitika Ltd | Polyamide resin corporation |
| JP2002365595A (en) * | 2001-06-11 | 2002-12-18 | Hasegawa Gankyo Kk | Method for manufacturing spectacles frame and spectacles frame manufactured thereby |
| JP2007137963A (en) * | 2005-11-16 | 2007-06-07 | Sumitomo Chemical Co Ltd | Brilliant material-containing resin composition |
| WO2012165258A1 (en) * | 2011-05-27 | 2012-12-06 | 旭化成ケミカルズ株式会社 | Reinforced polyamide resin pellets |
| JP2014167049A (en) | 2013-02-28 | 2014-09-11 | Unitika Ltd | Polyamide resin composition and molded product composed of the same |
| WO2015053025A1 (en) * | 2013-10-10 | 2015-04-16 | レジノカラー工業株式会社 | Master batch, master batch group, production method for master batch, and molded synthetic resin article |
| WO2016121894A1 (en) * | 2015-01-26 | 2016-08-04 | 帝人株式会社 | Resin composition |
| WO2017111055A1 (en) * | 2015-12-23 | 2017-06-29 | 日本合成化学工業株式会社 | Resin composition pellets |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3875532A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021220786A1 (en) * | 2020-04-27 | 2021-11-04 | ユニチカ株式会社 | Polyamide resin composition and molded article thereof or molded article having protective layer formed on surface thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020169340A (en) | 2020-10-15 |
| CN112955504B (en) | 2024-02-13 |
| EP3875532B1 (en) | 2024-01-17 |
| EP3875532A4 (en) | 2022-01-05 |
| EP3875532A1 (en) | 2021-09-08 |
| CN112955504A (en) | 2021-06-11 |
| JPWO2020090741A1 (en) | 2021-02-15 |
| US20210403710A1 (en) | 2021-12-30 |
| JP6733986B1 (en) | 2020-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6733986B1 (en) | Metallic thermoplastic pellets | |
| JP5799445B2 (en) | Polyamide molding composition and molded article | |
| JP6246419B2 (en) | Polyamide resin composition and molded body formed by molding the same | |
| JP6076664B2 (en) | Polyamide resin composition and molded body comprising the same | |
| JP2020204024A (en) | Polyamide resin composition and molding thereof | |
| JP6128643B2 (en) | Polyamide resin composition and molded body comprising the same | |
| JPH11279289A (en) | Resin molded product | |
| JP6274782B2 (en) | Polyamide resin composition and molded body formed by molding the same | |
| JP5105677B2 (en) | Polyamide resin composition and molded article using the same | |
| JP2014070202A (en) | Polyamide resin composition and molding consisting of the same | |
| JP6059044B2 (en) | Polyamide resin composition and molded body comprising the same | |
| JP2014173057A (en) | Polyamide resin composition and molded product composed thereof | |
| WO2020110978A1 (en) | Polyamide resin composition and method for producing same | |
| JP6465608B2 (en) | Polyamide resin composition and molded body formed by molding the same | |
| CN115836111B (en) | Inorganic reinforced polyamide resin composition | |
| JP6619188B2 (en) | Polyamide resin composition and molded article comprising the same | |
| JP6928946B2 (en) | Polyamide resin composition and molded article obtained by molding the polyamide resin composition | |
| JP2022122042A (en) | Polyamide resin composition and molded body of the same | |
| JPH1017767A (en) | Highly fluid polyamide resin composition | |
| JP2013100412A (en) | Polyamide resin composition and molding | |
| JP2022066840A (en) | Polyamide resin composition and molding thereof | |
| JP2003105198A (en) | Polyamide resin composition and molded product using the same | |
| JP2023043542A (en) | Resin composition, molded article, and production method of molded article | |
| JP2003105197A (en) | Polyamide resin composition and molded product using the same | |
| JP2022066841A (en) | Polyamide resin composition and molding thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2020513677 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19879398 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019879398 Country of ref document: EP Effective date: 20210531 |