WO2018221518A1 - 変性ポリテトラフルオロエチレンおよびその製造方法 - Google Patents
変性ポリテトラフルオロエチレンおよびその製造方法 Download PDFInfo
- Publication number
- WO2018221518A1 WO2018221518A1 PCT/JP2018/020575 JP2018020575W WO2018221518A1 WO 2018221518 A1 WO2018221518 A1 WO 2018221518A1 JP 2018020575 W JP2018020575 W JP 2018020575W WO 2018221518 A1 WO2018221518 A1 WO 2018221518A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- formula
- modified polytetrafluoroethylene
- monomer represented
- polymerization
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F214/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen
- C08F214/18—Monomers containing fluorine
- C08F214/182—Monomers containing fluorine not covered by the groups C08F214/20 - C08F214/28
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F214/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen
- C08F214/18—Monomers containing fluorine
- C08F214/26—Tetrafluoroethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F214/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen
- C08F214/18—Monomers containing fluorine
- C08F214/26—Tetrafluoroethene
- C08F214/262—Tetrafluoroethene with fluorinated vinyl ethers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/18—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances
- H01B3/30—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes
- H01B3/44—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes vinyl resins; acrylic resins
- H01B3/443—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes vinyl resins; acrylic resins from vinylhalogenides or other halogenoethylenic compounds
- H01B3/445—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes vinyl resins; acrylic resins from vinylhalogenides or other halogenoethylenic compounds from vinylfluorides or other fluoroethylenic compounds
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/02—Disposition of insulation
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F2/00—Processes of polymerisation
- C08F2/12—Polymerisation in non-solvents
- C08F2/16—Aqueous medium
- C08F2/22—Emulsion polymerisation
- C08F2/24—Emulsion polymerisation with the aid of emulsifying agents
- C08F2/26—Emulsion polymerisation with the aid of emulsifying agents anionic
Definitions
- step (c) at the start of the polymerization, the monomer represented by the formula (1) and the monomer represented by the formula (2) are respectively present in the reaction system in a total amount, The method for producing modified polytetrafluoroethylene according to 14).
- Modified PTFE includes units based on TFE (hereinafter also referred to as units T). Modified PTFE usually contains unit T as the main component. TFE is used as the main component. The main component means that the content of the unit T is 99.600% by mass or more with respect to all the units of the modified PTFE, preferably 99.700% by mass or more, more preferably 99.800% by mass or more. preferable. The upper limit is not particularly limited, but is often 99.990% by mass or less.
- the modified PTFE includes a unit (hereinafter also referred to as unit 2) based on the monomer represented by the following formula (2) (hereinafter also referred to as monomer 2).
- CF 2 CFO (LO) m Rf (2)
- L is a perfluoroalkylene group.
- the perfluoroalkylene group means a group in which all hydrogen atoms in the alkylene group are substituted with fluorine atoms.
- a perfluoropropylene group is preferable.
- the perfluoroalkylene group may be linear or branched. When a plurality of (LO) are included, L may be the same or different.
- Rf is a perfluoroalkyl group.
- the perfluoroalkyl group means a group in which all hydrogen atoms in the alkyl group are substituted with fluorine atoms.
- the number of carbon atoms in the perfluoroalkyl group is preferably 1 to 4 and more preferably 1 to 3 in terms of ease of handling.
- the perfluoroalkyl group may be linear or branched.
- m is an integer of 0-4. Among these, from the viewpoint of availability, m is preferably an integer of 0 to 2, more preferably an integer of 0 to 1.
- TFE is usually used as the main component.
- the main component means that the amount of TFE used is 99.600% by mass or more with respect to the total mass of all monomers, preferably 99.700% by mass or more, and 99.800% by mass or more. More preferred.
- the upper limit is not particularly limited, but is often 99.990% by mass or less.
- the shape of the molded product examples include various shapes such as a tube shape, a sheet shape, a film shape, and a fiber shape.
- Applications include tubes, wire coatings, sealing materials, porous membranes, filters, and the like.
- the modified PTFE is suitably used as a wire coating material.
- the electric wire of the present invention can be manufactured by a method of forming a coating on the outer periphery of the core wire by paste extrusion using the modified PTFE of the present invention. That is, the electric wire of the present invention has a core wire and a covering layer made of a wire covering material made of modified PTFE covering the core wire.
- the RR ratio is represented by the ratio of the ram area S1 and the tip discharge area S2 of the extruder.
- both S1 and S2 are outer circles. It is the area of the donut-shaped part obtained by subtracting the area of the circle of the wire part from the area of.
- the diameter of the outer circle of S1 is 60.1 mm, and the diameter of the inner circle (core wire portion) of S1 is 12.0 mm.
- the diameter of the outer circle of S2 is 2.0 mm, and the diameter of the inner circle (core wire portion) of S2 is 1.01 mm.
Abstract
高RR比でのペースト押出成形においても、低い押出圧力で成形でき、かつ、押出圧力の変動が抑制される、変性PTFEおよびその製造方法を提供する。 テトラフルオロエチレンに基づく単位と、下式(1)で表される単量体に基づく単位と、下式(2)で表される単量体に基づく単位とを含む変性ポリテトラフルオロエチレンであって、前記式(1)で表される単量体に基づく単位の含有量が、前記変性ポリテトラフルオロエチレンの全単位に対して、0.020~0.040質量%であり、前記式(2)で表される単量体に基づく単位の含有量が、前記変性ポリテトラフルオロエチレンの全単位に対して、0.003~0.080質量%である、変性ポリテトラフルオロエチレン。但し、式81)、(2)中、nは2~6であり、Lはパーフルオロアルキレン基である。Rfはパーフルオロアルキル基である。mは0~4の整数である。 CH2=CH-CnF2n+1 (1) CF2=CFO(LO)mRf (2)
Description
本発明は、変性ポリテトラフルオロエチレン、およびその製造方法、成形物、電線被覆材料、ならびに電線に関する。
ポリテトラフルオロエチレン(以下、PTFEともいう。)は、その優れた性質から、さまざまな用途に用いられている。通常、PTFEを、チューブ、フィルター等に成形する場合、ペースト押出成形が採用される。
PTFEをペースト押出成形する際の成形性を改良するために、テトラフルオロエチレン(以下、TFEともいう。)と共重合可能な少量の単量体を用いて、PTFEを変性する方法が知られている。特許文献1では、パーフルオロ(アルキル)エチレンおよびフルオロ(アルキルビニルエーテル)とTFEとを共重合させてなる、修飾PTFE微粉末が開示されている。
PTFEをペースト押出成形する際の成形性を改良するために、テトラフルオロエチレン(以下、TFEともいう。)と共重合可能な少量の単量体を用いて、PTFEを変性する方法が知られている。特許文献1では、パーフルオロ(アルキル)エチレンおよびフルオロ(アルキルビニルエーテル)とTFEとを共重合させてなる、修飾PTFE微粉末が開示されている。
一方、近年、ペースト押出成形の際、高いリダクションレシオ(以下、RR比ともいう。)においても、より低い押出圧力で成形物を成形でき、かつ、押出し時の押出圧力の変動がより抑制されることが求められている。なお、RR比は、絞り比とも呼ばれ、成形機の充填口面積と吐出口面積との比を示す。
本発明者らは、特許文献1に記載の変性PTFEを用いてその特性について検討を行ったところ、高いRR比でのペースト押出成形の際に、低押出圧力と押出圧力の変動の抑制との両立が難しいことを知見した。
本発明者らは、特許文献1に記載の変性PTFEを用いてその特性について検討を行ったところ、高いRR比でのペースト押出成形の際に、低押出圧力と押出圧力の変動の抑制との両立が難しいことを知見した。
本発明は、高RR比でのペースト押出成形においても、低い押出圧力で成形でき、かつ、押出圧力の変動が抑制される、変性ポリテトラフルオロエチレン(変性PTFE)を提供することを課題とする。
また、本発明は、上記変性PTFEの製造方法、成形物、電線被覆材料、および電線を提供することも課題とする。
また、本発明は、上記変性PTFEの製造方法、成形物、電線被覆材料、および電線を提供することも課題とする。
本発明者らは、上記課題を達成すべく鋭意検討した結果、以下の態様を有する発明により上記課題を達成することができることを見出した。
(1)テトラフルオロエチレンに基づく単位と、下式(1)で表される単量体に基づく単位と、下式(2)で表される単量体に基づく単位とを含む変性ポリテトラフルオロエチレンであって、式(1)で表される単量体に基づく単位の含有量が、変性ポリテトラフルオロエチレンの全単位に対して、0.020~0.040質量%であり、式(2)で表される単量体に基づく単位の含有量が、変性ポリテトラフルオロエチレンの全単位に対して、0.003~0.080質量%であることを特徴とする変性ポリテトラフルオロエチレン。
CH2=CH-CnF2n+1 (1)
(式中、nは2~6の整数である。)
CF2=CFO(LO)mRf (2)
(式中、Lはパーフルオロアルキレン基である。Rfはパーフルオロアルキル基である。
mは0~4の整数である。)
(2)前記式(1)で表される単量体に基づく単位の含有量が、前記変性ポリテトラフルオロエチレンの全単位に対して、0.020~0.030質量%であり、前記式(2)で表される単量体に基づく単位の含有量が、前記変性ポリテトラフルオロエチレンの全単位に対して、0.004~0.008質量%である、前記(1)に記載の変性ポリテトラフルオロエチレン。
(3)前記式(1)で表される単量体に基づく単位の含有量が、変性ポリテトラフルオロエチレンの全単位に対して、0.020~0.027質量%であり、前記式(2)で表される単量体に基づく単位の含有量が、変性ポリテトラフルオロエチレンの全単位に対して、0.004~0.007質量%である、前記(1)に記載の変性ポリテトラフルオロエチレン。
(4)レーザー散乱法粒子径分布分析計により測定されるD50に該当する平均一次粒子径が、0.10~0.50μmである粒子状である、前記(1)~(3)のいずれかに記載の変性ポリテトラフルオロエチレン。
(5)ASTM D4895-04に準拠してもとめられる標準比重が2.160~2.200である、前記(1)~(4)のいずれかに記載の変性ポリテトラフルオロエチレン。
(6)ASTM D4895-04に準拠して求められる熱不安定指数が0~15である、前記(1)~(5)のいずれかに記載の変性ポリテトラフルオロエチレン。
(7)ペースト押出成形用である、前記(1)~(5)のいずれかに記載の変性ポリテトラフルオロエチレン。
(8)前記(1)~(6)のいずれかに記載の変性ポリテトラフルオロエチレンがペースト押出成形されてなる成形物。
(9)前記(1)~(6)のいずれかに記載の変性ポリテトラフルオロエチレンからなる電線被覆材料。
(10)芯線と、芯線を被覆する前記(9)に記載の電線被覆材料からなる被覆層とを有する、電線。
(11)前記(1)~(7)のいずれかに記載の変性ポリテトラフルオロエチレンの製造方法であって、テトラフルオロエチレンと、前記式(1)で表される単量体と、前記式(2)で表される単量体とを重合させて変性ポリテトラフルオロエチレンを製造する工程を有し、前記式(1)で表される単量体の使用量が、全単量体の合計質量に対して、0.020~0.040質量%であり、前記式(2)で表される単量体の使用量が、全単量体の合計質量に対して、0.003~0.080質量%である、変性ポリテトラフルオロエチレンの製造方法。
(12)前記式(1)で表される単量体の使用量が、全単量体の合計質量に対して、0.020~0.027質量%であり、前記式(2)で表される単量体の使用量が、全単量体の合計質量に対して、0.004~0.007質量%である、前記(11)に記載の変性ポリテトラフルオロエチレンの製造方法。
(13)前記重合が、乳化重合である、前記(11)または(12)に記載の変性ポリテトラフルオロエチレンの製造方法。
(14)前記工程が、連鎖移動剤の非存在下で、テトラフルオロエチレンを反応系に投入しながら、テトラフルオロエチレンと、前記式(1)で表される単量体と、前記式(2)で表される単量体とを重合する工程(c)と、変性ポリテトラフルオロエチレンの重合に使用するテトラフルオロエチレンの全量の80質量%以上を反応系に投入した後、連鎖移動剤を反応系に加えて、連鎖移動剤の存在下でさらに重合を行う工程(s)とを有する、前記(11)~(13)のいずれかに記載の変性ポリテトラフルオロエチレンの製造方法。
(15)前記工程(c)において、重合開始時に、反応系に前記式(1)で表される単量体および前記式(2)で表される単量体をそれぞれ全量存在させる、前記(14)に記載の変性ポリテトラフルオロエチレンの製造方法。
CH2=CH-CnF2n+1 (1)
(式中、nは2~6の整数である。)
CF2=CFO(LO)mRf (2)
(式中、Lはパーフルオロアルキレン基である。Rfはパーフルオロアルキル基である。
mは0~4の整数である。)
(2)前記式(1)で表される単量体に基づく単位の含有量が、前記変性ポリテトラフルオロエチレンの全単位に対して、0.020~0.030質量%であり、前記式(2)で表される単量体に基づく単位の含有量が、前記変性ポリテトラフルオロエチレンの全単位に対して、0.004~0.008質量%である、前記(1)に記載の変性ポリテトラフルオロエチレン。
(3)前記式(1)で表される単量体に基づく単位の含有量が、変性ポリテトラフルオロエチレンの全単位に対して、0.020~0.027質量%であり、前記式(2)で表される単量体に基づく単位の含有量が、変性ポリテトラフルオロエチレンの全単位に対して、0.004~0.007質量%である、前記(1)に記載の変性ポリテトラフルオロエチレン。
(4)レーザー散乱法粒子径分布分析計により測定されるD50に該当する平均一次粒子径が、0.10~0.50μmである粒子状である、前記(1)~(3)のいずれかに記載の変性ポリテトラフルオロエチレン。
(5)ASTM D4895-04に準拠してもとめられる標準比重が2.160~2.200である、前記(1)~(4)のいずれかに記載の変性ポリテトラフルオロエチレン。
(6)ASTM D4895-04に準拠して求められる熱不安定指数が0~15である、前記(1)~(5)のいずれかに記載の変性ポリテトラフルオロエチレン。
(7)ペースト押出成形用である、前記(1)~(5)のいずれかに記載の変性ポリテトラフルオロエチレン。
(8)前記(1)~(6)のいずれかに記載の変性ポリテトラフルオロエチレンがペースト押出成形されてなる成形物。
(9)前記(1)~(6)のいずれかに記載の変性ポリテトラフルオロエチレンからなる電線被覆材料。
(10)芯線と、芯線を被覆する前記(9)に記載の電線被覆材料からなる被覆層とを有する、電線。
(11)前記(1)~(7)のいずれかに記載の変性ポリテトラフルオロエチレンの製造方法であって、テトラフルオロエチレンと、前記式(1)で表される単量体と、前記式(2)で表される単量体とを重合させて変性ポリテトラフルオロエチレンを製造する工程を有し、前記式(1)で表される単量体の使用量が、全単量体の合計質量に対して、0.020~0.040質量%であり、前記式(2)で表される単量体の使用量が、全単量体の合計質量に対して、0.003~0.080質量%である、変性ポリテトラフルオロエチレンの製造方法。
(12)前記式(1)で表される単量体の使用量が、全単量体の合計質量に対して、0.020~0.027質量%であり、前記式(2)で表される単量体の使用量が、全単量体の合計質量に対して、0.004~0.007質量%である、前記(11)に記載の変性ポリテトラフルオロエチレンの製造方法。
(13)前記重合が、乳化重合である、前記(11)または(12)に記載の変性ポリテトラフルオロエチレンの製造方法。
(14)前記工程が、連鎖移動剤の非存在下で、テトラフルオロエチレンを反応系に投入しながら、テトラフルオロエチレンと、前記式(1)で表される単量体と、前記式(2)で表される単量体とを重合する工程(c)と、変性ポリテトラフルオロエチレンの重合に使用するテトラフルオロエチレンの全量の80質量%以上を反応系に投入した後、連鎖移動剤を反応系に加えて、連鎖移動剤の存在下でさらに重合を行う工程(s)とを有する、前記(11)~(13)のいずれかに記載の変性ポリテトラフルオロエチレンの製造方法。
(15)前記工程(c)において、重合開始時に、反応系に前記式(1)で表される単量体および前記式(2)で表される単量体をそれぞれ全量存在させる、前記(14)に記載の変性ポリテトラフルオロエチレンの製造方法。
本発明によれば、高RR比でのペースト押出成形においても、低い押出圧力で成形でき、かつ、押出圧力の変動が抑制される、変性PTFEを提供できる。
また、本発明によれば、上記変性PTFEの製造方法、成形物、電線被覆材料、および、電線を提供できる。
また、本発明によれば、上記変性PTFEの製造方法、成形物、電線被覆材料、および、電線を提供できる。
本発明における用語の意味は以下の通りである。
「単量体に基づく単位」とは、単量体1分子が重合して直接形成される原子団と、該原子団の一部を化学変換して得られる原子団との総称である。単量体に基づく単位を、単に、単位ともいう。重合体が含む全単位に対する、それぞれの単位の含有量(質量%)は、重合体を固体核磁気共鳴スペクトル(NMR)法により分析して求められるが、各単量体の仕込量から推算できる。通常、各単量体の仕込量から計算される各単位の含有量は、実際の各単位の含有量と略一致している。
「~」を用いて表される数値範囲は、「~」の前後に記載される数値を下限値および上限値として含む範囲を意味する。
「単量体に基づく単位」とは、単量体1分子が重合して直接形成される原子団と、該原子団の一部を化学変換して得られる原子団との総称である。単量体に基づく単位を、単に、単位ともいう。重合体が含む全単位に対する、それぞれの単位の含有量(質量%)は、重合体を固体核磁気共鳴スペクトル(NMR)法により分析して求められるが、各単量体の仕込量から推算できる。通常、各単量体の仕込量から計算される各単位の含有量は、実際の各単位の含有量と略一致している。
「~」を用いて表される数値範囲は、「~」の前後に記載される数値を下限値および上限値として含む範囲を意味する。
<変性PTFE>
本発明の変性PTFE(変性PTFE共重合体)の特徴点としては、後述する式(1)で表される単量体および後述する式(2)で表される単量体に基づく単位が所定量含まれる点が挙げられる。上記単量体に基づく単位(単量体に由来する単位)を含む変性PTFEより構成される粒子は、その一次粒子の粒径が均一になり、粒度分布がシャープになり、一次粒子中の異形粒子の割合が減少する傾向がある。結果として、高RR比でのペースト押出成形においても、低い押出圧力で成形でき、かつ、押出圧力の変動が抑制される。なお、高RR比とは、RR比が1000以上のことをいう。
本発明の変性PTFE(変性PTFE共重合体)の特徴点としては、後述する式(1)で表される単量体および後述する式(2)で表される単量体に基づく単位が所定量含まれる点が挙げられる。上記単量体に基づく単位(単量体に由来する単位)を含む変性PTFEより構成される粒子は、その一次粒子の粒径が均一になり、粒度分布がシャープになり、一次粒子中の異形粒子の割合が減少する傾向がある。結果として、高RR比でのペースト押出成形においても、低い押出圧力で成形でき、かつ、押出圧力の変動が抑制される。なお、高RR比とは、RR比が1000以上のことをいう。
本発明の変性PTFEは、TFEに基づく単位と、式(1)で表される単量体に基づく単位と、式(2)で表される単量体に基づく単位とを含む。
(単位T)
変性PTFEは、TFEに基づく単位(以下、単位Tともいう。)を含む。変性PTFEは、通常、単位Tを主成分として含む。TFEが主成分として用いられる。主成分とは、変性PTFEの全単位に対して、単位Tの含有量が99.600質量%以上であることを意味し、99.700質量%以上が好ましく、99.800質量%以上がより好ましい。上限は特に制限されないが、99.990質量%以下の場合が多い。
変性PTFEは、TFEに基づく単位(以下、単位Tともいう。)を含む。変性PTFEは、通常、単位Tを主成分として含む。TFEが主成分として用いられる。主成分とは、変性PTFEの全単位に対して、単位Tの含有量が99.600質量%以上であることを意味し、99.700質量%以上が好ましく、99.800質量%以上がより好ましい。上限は特に制限されないが、99.990質量%以下の場合が多い。
(式(1)で表される単量体)
変性PTFEは、下式(1)で表される単量体(以下、単量体1ともいう。)に基づく単位(以下、単位1ともいう。)を含む。
CH2=CH-CnF2n+1 (1)
式(1)中、nは2~6の整数である。中でも、取扱い性の容易さの点で、nは4~6の整数が好ましく、4がより好ましい。
変性PTFEは、下式(1)で表される単量体(以下、単量体1ともいう。)に基づく単位(以下、単位1ともいう。)を含む。
CH2=CH-CnF2n+1 (1)
式(1)中、nは2~6の整数である。中でも、取扱い性の容易さの点で、nは4~6の整数が好ましく、4がより好ましい。
単位1の含有量は、変性PTFEの全単位に対して、0.020~0.040質量%である。単位1の含有量が0.020質量%未満の場合、押出圧力の変動が大きくなり、単位1の含有量が0.040質量%超の場合、押出圧力が大きくなり、かつ、押出圧力の変動が大きくなる。
中でも、単位1の含有量は、高いRR比でのペースト押出成形の際の、低押出圧力と押出圧力の変動の抑制との両立の点で、0.020~0.030質量が好ましく、0.020~0.027質量%がより好ましく、0.022~0.026質量%がさらに好ましい。
単量体1は、1種を単独で用いても、2種以上を組み合わせて用いてもよい。なお、2種以上の単量体1を用いる場合、それぞれの単量体1に基づく単位の合計含有量が上記範囲であればよい。
中でも、単位1の含有量は、高いRR比でのペースト押出成形の際の、低押出圧力と押出圧力の変動の抑制との両立の点で、0.020~0.030質量が好ましく、0.020~0.027質量%がより好ましく、0.022~0.026質量%がさらに好ましい。
単量体1は、1種を単独で用いても、2種以上を組み合わせて用いてもよい。なお、2種以上の単量体1を用いる場合、それぞれの単量体1に基づく単位の合計含有量が上記範囲であればよい。
(式(2)で表される単量体)
変性PTFEは、下式(2)で表される単量体(以下、単量体2ともいう。)に基づく単位(以下、単位2ともいう。)を含む。
CF2=CFO(LO)mRf (2)
式(2)中、Lはパーフルオロアルキレン基である。パーフルオロアルキレン基とは、アルキレン基中の全ての水素原子がフッ素原子で置換された基を意味する。
パーフルオロアルキレン基としては、パーフルオロプロピレン基が好ましい。
パーフルオロアルキレン基は、直鎖状であっても、分岐鎖状であってもよい。また、複数の(LO)が含まれる場合、Lは同一であっても異なっていてもよい。
変性PTFEは、下式(2)で表される単量体(以下、単量体2ともいう。)に基づく単位(以下、単位2ともいう。)を含む。
CF2=CFO(LO)mRf (2)
式(2)中、Lはパーフルオロアルキレン基である。パーフルオロアルキレン基とは、アルキレン基中の全ての水素原子がフッ素原子で置換された基を意味する。
パーフルオロアルキレン基としては、パーフルオロプロピレン基が好ましい。
パーフルオロアルキレン基は、直鎖状であっても、分岐鎖状であってもよい。また、複数の(LO)が含まれる場合、Lは同一であっても異なっていてもよい。
Rfは、パーフルオロアルキル基である。パーフルオロアルキル基とは、アルキル基中の全ての水素原子がフッ素原子で置換された基を意味する。
パーフルオロアルキル基中の炭素原子数は、取扱い性の容易さの点で、1~4が好ましく、1~3がより好ましい。パーフルオロアルキル基は、直鎖状であっても、分岐鎖状であってもよい。
mは0~4の整数である。中でも、入手性の点で、mは0~2の整数が好ましく、0~1の整数がより好ましい。
パーフルオロアルキル基中の炭素原子数は、取扱い性の容易さの点で、1~4が好ましく、1~3がより好ましい。パーフルオロアルキル基は、直鎖状であっても、分岐鎖状であってもよい。
mは0~4の整数である。中でも、入手性の点で、mは0~2の整数が好ましく、0~1の整数がより好ましい。
単位2の含有量は、変性PTFEの全単位に対して、0.003~0.080質量%である。単位2の含有量が0.003質量%未満の場合、押出圧力の変動が大きくなり、単位2の含有量が0.080質量%超の場合、押出圧力が大きくなる。
中でも、単位2の含有量は、高いRR比でのペースト押出成形の際の、低押出圧力と押出圧力の変動の抑制との両立の点で、0.004~0.008質量が好ましく、0.004~0.007質量%がより好ましく、0.004~0.006質量%がさらに好ましい。
単量体2は、1種を単独で用いても、2種以上を組み合わせて用いてもよい。なお、2種以上の単量体2を用いる場合、単量体2に基づく単位の合計含有量が上記範囲であればよい。
中でも、単位2の含有量は、高いRR比でのペースト押出成形の際の、低押出圧力と押出圧力の変動の抑制との両立の点で、0.004~0.008質量が好ましく、0.004~0.007質量%がより好ましく、0.004~0.006質量%がさらに好ましい。
単量体2は、1種を単独で用いても、2種以上を組み合わせて用いてもよい。なお、2種以上の単量体2を用いる場合、単量体2に基づく単位の合計含有量が上記範囲であればよい。
中でも、高RR比でのペースト押出成形においても、より低い押出圧力で成形できる、および/または、押出圧力の変動がより抑制される点(以下、本発明の効果がより優れる点ともいう。)で、単位1の含有量が、変性PTFEの全単位に対して、0.020~0.027質量%であり、かつ、単位2の含有量が、変性PTFEの全単位に対して、0.004~0.007質量%であることが好ましい。
変性PTFEは、上記単位T、単位1および単位2以外の単位を含んでいてもよいが、本発明の効果がより優れる点で、単位T、単位1および単位2の合計含有量が、変性PTFEの全単位に対して、99.990質量%以上が好ましく、単位T、単位1および単位2のみからなることがより好ましい。
変性PTFEの標準比重(以下、SSGともいう。)は特に制限されないが、2.160~2.200が好ましく、2.170~2.200がより好ましく、2.170~2.190がさらに好ましい。SSGは分子量の指標であり、SSGが大きいほど、分子量が小さいことを意味する。
SSGが上記範囲内であれば、ペースト押出成形の際の押出圧力がより低下すると共に、例えば、変性PTFEを電線の被覆層の材料として用いた際に、芯線と被覆層との密着性がより向上する。
上記SSGは、変性PTFEを製造する際の重合条件(重合圧力等。)を制御することで調整できる。また、詳しくは後述するように、後述する工程(c)および工程(s)を含む方法によれば、得られる変性PTFEのSSGを上記上限値以下に制御しやすい。
SSGが上記範囲内であれば、ペースト押出成形の際の押出圧力がより低下すると共に、例えば、変性PTFEを電線の被覆層の材料として用いた際に、芯線と被覆層との密着性がより向上する。
上記SSGは、変性PTFEを製造する際の重合条件(重合圧力等。)を制御することで調整できる。また、詳しくは後述するように、後述する工程(c)および工程(s)を含む方法によれば、得られる変性PTFEのSSGを上記上限値以下に制御しやすい。
変性PTFEの熱不安定指数(以下、TIIともいう。)は特に制限されないが、0~15が好ましく、0~10がより好ましく、0~6がさらに好ましい。TIIは耐熱性の指標であり、TIIが小さいほど、耐熱性に優れることを意味する。TIIが上記範囲内であると、例えば、自動車等の車両に使用される電線の被覆等、高い耐熱性が要求される用途にも変性PTFEを好適に使用できる。
変性PTFEの性状は特に制限されないが、取り扱いなどの点から、粒子状であること(変性PTFE粒子であること)が好ましい。
変性PTFE粒子の平均一次粒子径は特に制限されないが、0.10~0.50μmが好ましく、0.10~0.30μmがより好ましく、0.15~0.25μmがさらに好ましい。平均一次粒子径が0.10μm以上であると、低い押出圧力でペースト押出成形でき、表面に波打ち等のない、表面平滑性に優れた成形物が得られやすい。平均一次粒子径が0.50μm以下であると、押出時の粒子間の空隙が少なくなるため、押出安定性に優れ、結果として表面平滑性に優れた成形物が得られやすい。
変性PTFE粒子の平均一次粒子径は、例えば、レーザー散乱法粒子径分布分析計により測定されるD50に該当する。後述するように、乳化重合により変性PTFEを製造した場合は、試料として、変性PTFEの水性乳化液を用いて、上記測定を実施することにより、変性PTFEの平均一次粒子径を求められる。
変性PTFE粒子の平均一次粒子径は特に制限されないが、0.10~0.50μmが好ましく、0.10~0.30μmがより好ましく、0.15~0.25μmがさらに好ましい。平均一次粒子径が0.10μm以上であると、低い押出圧力でペースト押出成形でき、表面に波打ち等のない、表面平滑性に優れた成形物が得られやすい。平均一次粒子径が0.50μm以下であると、押出時の粒子間の空隙が少なくなるため、押出安定性に優れ、結果として表面平滑性に優れた成形物が得られやすい。
変性PTFE粒子の平均一次粒子径は、例えば、レーザー散乱法粒子径分布分析計により測定されるD50に該当する。後述するように、乳化重合により変性PTFEを製造した場合は、試料として、変性PTFEの水性乳化液を用いて、上記測定を実施することにより、変性PTFEの平均一次粒子径を求められる。
変性PTFEのペースト押出圧力は特に制限されないが、下記測定方法によるペースト押出圧力は20~35MPaが好ましく、25~35MPaがより好ましく、27~31MPaがさらに好ましい。ペースト押出圧力が上記範囲内であると、ペースト押出成形により得られる成形物の表面の荒れや白点クラックの発生がより抑制される。
[ペースト押出圧力の測定方法]
(1)試料226.8gと、イソパラフィン炭化水素100%からなり、初留点180℃、乾点188℃、引火点54℃、密度(15℃)0.758g/cm3、KB(カウリ・ブタノール値)26、アニリン点85℃、芳香族含有量<0.01質量%である潤滑剤43.2gとをガラス瓶中で混合し、25℃で8時間熟成する。なお、各値は、下記規格に準拠して測定した値である。
初留点:JIS-K-2254
乾点:JIS-K-2254
引火点:ASTM D-56
密度:JIS-K-2249
KB値:ASTM D1133-61
アニリン点:JIS-K-2256
芳香族含有量:JIS-K-2536
(2)内径39.4mmのシリンダー(a)に、上記(1)で熟成した混合物を充填し、シリンダー(a)に挿入したピストンに55kgf(539N)の荷重を加え、2分間保持する。
(1)試料226.8gと、イソパラフィン炭化水素100%からなり、初留点180℃、乾点188℃、引火点54℃、密度(15℃)0.758g/cm3、KB(カウリ・ブタノール値)26、アニリン点85℃、芳香族含有量<0.01質量%である潤滑剤43.2gとをガラス瓶中で混合し、25℃で8時間熟成する。なお、各値は、下記規格に準拠して測定した値である。
初留点:JIS-K-2254
乾点:JIS-K-2254
引火点:ASTM D-56
密度:JIS-K-2249
KB値:ASTM D1133-61
アニリン点:JIS-K-2256
芳香族含有量:JIS-K-2536
(2)内径39.4mmのシリンダー(a)に、上記(1)で熟成した混合物を充填し、シリンダー(a)に挿入したピストンに55kgf(539N)の荷重を加え、2分間保持する。
(3)シリンダー(a)から上記混合物を取出し、シリンダー(b)(内径40.3mm)付の押出ダイ(ダイ角:20°、オリフィスの直径:1.274mm)に入れて、ラムスピード20mm/分、ダイ温度40℃で上記混合物を押出し、ひも状物(ビード)を得る。なお、リダクション比(RR比)は1000である。
シリンダー(a)からの混合物の取出しは、例えば、コルクスクリューが有するようなスクリュー棒(ステンレス製)を備えた治具を用い、混合物をシリンダー(a)の上部から引き抜く方法で行う。
(4)押出後半において、押出圧力が平衡状態になった際の押出力をシリンダー(b)の内径基準の断面積で除した値をペースト押出圧力(MPa)とする。
上記(1)で使用する潤滑剤としては、「アイソパーH」(Exxon社商品名、cas番号:64742-48-9)が挙げられる。
シリンダー(a)からの混合物の取出しは、例えば、コルクスクリューが有するようなスクリュー棒(ステンレス製)を備えた治具を用い、混合物をシリンダー(a)の上部から引き抜く方法で行う。
(4)押出後半において、押出圧力が平衡状態になった際の押出力をシリンダー(b)の内径基準の断面積で除した値をペースト押出圧力(MPa)とする。
上記(1)で使用する潤滑剤としては、「アイソパーH」(Exxon社商品名、cas番号:64742-48-9)が挙げられる。
<変性PTFEの製造方法>
上記変性PTFEの製造方法は特に制限されず、公知の方法を採用できる。
通常、変性PTFEの製造方法は、TFEと、単量体1と、単量体2とを重合させて変性PTFEを製造する工程(以下、工程Xともいう。)を有する。なお、上記工程Xにおいて、単量体1の使用量は、全単量体の合計質量(使用される全ての単量体の合計質量)に対して、0.020~0.040質量%であり、単量体2の使用量は、全単量体の合計質量に対して、0.003~0.080質量%である。
上記変性PTFEの製造方法は特に制限されず、公知の方法を採用できる。
通常、変性PTFEの製造方法は、TFEと、単量体1と、単量体2とを重合させて変性PTFEを製造する工程(以下、工程Xともいう。)を有する。なお、上記工程Xにおいて、単量体1の使用量は、全単量体の合計質量(使用される全ての単量体の合計質量)に対して、0.020~0.040質量%であり、単量体2の使用量は、全単量体の合計質量に対して、0.003~0.080質量%である。
本発明の効果がより優れる点で、単量体1の使用量が、全単量体の合計質量に対して、0.020~0.030質量%であり、単量体2の使用量が、全単量体の合計質量に対して、0.004~0.008質量%であることが好ましい。
中でも、本発明の効果がさらに優れる点で、単量体1の使用量が、全単量体の合計質量に対して、0.020~0.027質量%であり、単量体2の使用量が、全単量体の合計質量に対して、0.004~0.007質量%であることが好ましい。
中でも、本発明の効果がさらに優れる点で、単量体1の使用量が、全単量体の合計質量に対して、0.020~0.027質量%であり、単量体2の使用量が、全単量体の合計質量に対して、0.004~0.007質量%であることが好ましい。
上記工程においては、通常、TFEが主成分として用いられる。主成分とは、全単量体の合計質量に対して、TFEの使用量が99.600質量%以上であることを意味し、99.700質量%以上が好ましく、99.800質量%以上がより好ましい。上限は特に制限されないが、99.990質量%以下の場合が多い。
また、TFE、単量体1および単量体2以外の単量体を使用してもよいが、本発明の効果がより優れる点で、TFE、単量体1および単量体2の合計含有量が、全単量体の合計質量に対して、99.990質量%以上が好ましく、TFE、単量体1および単量体2のみを使用することがより好ましい。
変性PTFEの取り扱い性の点から、上記重合は、乳化重合が好ましい。つまり、変性PTFEの重合方法としては、乳化重合法が好ましい。乳化重合法においては、TFEと、単量体1と、単量体2との重合反応時に、水性媒体、乳化剤、安定化助剤および重合開始剤等を用いることが好ましい。
水性媒体としては、通常、水が用いられる。
乳化剤としては、LogPOWが2.4~3.4の含フッ素アニオン性界面活性剤が好ましい。LogPOWとは、OECDテストガイドライン107、117および日本工業規格Z7260-107(2000)で規定される、1-オクタノールと水との分配係数である。
POWは、測定対象の界面活性剤をそれぞれ含有するオクタノール/水(1:1)混合液が相分離した際の、「オクタノール中の該界面活性剤濃度/水中の該界面活性剤濃度」の比率を表す。分配係数の値が大きい界面活性剤は生物蓄積性が大きく、小さい界面活性剤は生物蓄積性が小さいことを示す。LogPOWが3.5未満であると生物蓄積性は低いと判断される。
また、LogPOWが2.4以上であると、重合中の変性PTFEの水性乳化液の安定性が良好に維持される。LogPOWは2.4~3.3が好ましく、2.5~3.3がより好ましく、2.5~3.2がさらに好ましい。
乳化剤としては、LogPOWが2.4~3.4の含フッ素アニオン性界面活性剤が好ましい。LogPOWとは、OECDテストガイドライン107、117および日本工業規格Z7260-107(2000)で規定される、1-オクタノールと水との分配係数である。
POWは、測定対象の界面活性剤をそれぞれ含有するオクタノール/水(1:1)混合液が相分離した際の、「オクタノール中の該界面活性剤濃度/水中の該界面活性剤濃度」の比率を表す。分配係数の値が大きい界面活性剤は生物蓄積性が大きく、小さい界面活性剤は生物蓄積性が小さいことを示す。LogPOWが3.5未満であると生物蓄積性は低いと判断される。
また、LogPOWが2.4以上であると、重合中の変性PTFEの水性乳化液の安定性が良好に維持される。LogPOWは2.4~3.3が好ましく、2.5~3.3がより好ましく、2.5~3.2がさらに好ましい。
LogPOWが2.4~3.4の含フッ素アニオン性界面活性剤としては、炭素原子数が6または7、水素原子数が0または1、エーテル性酸素原子数が0または1~4であり、-COOA(AはH、NH4またはアルカリ金属原子を表す。)で表される基を有し、残りの原子がフッ素原子である含フッ素アニオン性界面活性剤が好ましい。
LogPOWが2.4~3.4の含フッ素アニオン性界面活性剤の具体例としては、
CF3OCF(CF3)CF2OCF(CF3)COOA、
CF3CF2OCF2CF2OCF2COOA、
CF3OCF2CF2CF2OCHFCF2COOA、
C3F7OCF(CF3)COOA、
H(CF2CF2)3COOA、
CF3CF2(CF2CF2)2COOA、
CF3(CF2CF2)2COOA、
および下式(3)で表される化合物からなる群から選ばれる1種以上が好ましい。式中、AはH、NH4またはアルカリ金属原子(好ましくはNaまたはK)を表す。
CF3OCF(CF3)CF2OCF(CF3)COOA、
CF3CF2OCF2CF2OCF2COOA、
CF3OCF2CF2CF2OCHFCF2COOA、
C3F7OCF(CF3)COOA、
H(CF2CF2)3COOA、
CF3CF2(CF2CF2)2COOA、
CF3(CF2CF2)2COOA、
および下式(3)で表される化合物からなる群から選ばれる1種以上が好ましい。式中、AはH、NH4またはアルカリ金属原子(好ましくはNaまたはK)を表す。

これらの含フッ素アニオン性界面活性剤のうち、重合中の変性PTFEの水性乳化液の安定性が優れ、生物蓄積性が低いことから、CF3CF2OCF2CF2OCF2COOA、CF3OCF2CF2CF2OCHFCF2COOA、または式(3)で表される化合物が好ましく、CF3CF2OCF2CF2OCF2COOAがより好ましい。特に、AがNH4である含フッ素アニオン性界面活性剤がさらに好ましい。
含フッ素アニオン性界面活性剤の存在量(使用量)は、最終生成物である変性PTFEに対して、0.2~2質量%が好ましく、0.4~2質量%がより好ましく、0.5~2質量%がさらに好ましい。
含フッ素アニオン性界面活性剤の存在量が2質量%以下であると、変性PTFE粒子が棒状となり難く、水性乳化液の良好な安定性が得られやすい。該存在量が0.2質量%以上であると、重合時の良好な水性乳化液の安定性が得られやすく、変性PTFE粒子の凝集や塊状物の生成が防止されやすい。
含フッ素アニオン性界面活性剤の存在量が2質量%以下であると、変性PTFE粒子が棒状となり難く、水性乳化液の良好な安定性が得られやすい。該存在量が0.2質量%以上であると、重合時の良好な水性乳化液の安定性が得られやすく、変性PTFE粒子の凝集や塊状物の生成が防止されやすい。
乳化重合には、安定化助剤を使用することが好ましい。安定化助剤は十分な疎水性を有し、乳化重合後に変性PTFEの水性乳化液と分離、除去しやすいものが好ましい。
安定化助剤としては、パラフィンワックス、フッ素系オイル、フッ素系溶剤、またはシリコーンオイルが好ましく、パラフィンワックスがより好ましい。安定化助剤は、1種単独で用いても、2種以上を組み合わせて用いてもよい。
パラフィンワックスは、室温で、液体でも、半固体でも、固体であってもよいが、炭素原子数16以上の飽和炭化水素が好ましい。パラフィンワックスの融点は、40~65℃が好ましく、50~65℃がより好ましい。
安定化助剤としては、パラフィンワックス、フッ素系オイル、フッ素系溶剤、またはシリコーンオイルが好ましく、パラフィンワックスがより好ましい。安定化助剤は、1種単独で用いても、2種以上を組み合わせて用いてもよい。
パラフィンワックスは、室温で、液体でも、半固体でも、固体であってもよいが、炭素原子数16以上の飽和炭化水素が好ましい。パラフィンワックスの融点は、40~65℃が好ましく、50~65℃がより好ましい。
安定化助剤の使用量は、使用する水性媒体に対して、0.1~12質量%が好ましく、0.1~8質量%がより好ましい。上記範囲の下限値以上であると、重合中の変性PTFEの水性乳化液の良好な安定性が得られやすい。重合中の変性PTFEの水性乳化液の安定性が損なわれると凝集物が多量に発生するおそれがある。上限値以下であると、重合後に安定化助剤を分離、除去しやすい。
重合開始剤としては、水溶性ラジカル開始剤、または水溶性酸化還元系触媒が好ましい。
水溶性ラジカル開始剤としては、過硫酸アンモニウム、過硫酸カリウム等の過硫酸塩、ジコハク酸過酸化物、ビスグルタル酸過酸化物、tert-ブチルヒドロパーオキシド等の水溶性有機過酸化物が好ましい。
水溶性酸化還元系触媒としては、臭素酸またはその塩、塩素酸またはその塩、過硫酸またはその塩、過マンガン酸またはその塩、過酸化水素などの酸化剤と、亜硫酸またはその塩、亜硫酸水素またはその塩、チオ硫酸またはその塩、有機酸などの還元剤、との組み合わせが好ましい。中でも、臭素酸またはその塩と、亜硫酸またはその塩、亜硫酸アンモニウムとの組み合わせ、過マンガン酸またはその塩、過マンガン酸カリウムと、シュウ酸との組み合わせがより好ましい。
重合開始剤としては、過硫酸塩とジコハク酸過酸化物との混合系が好ましく、過硫酸アンモニウムとジコハク酸過酸化物との混合系がより好ましい。重合開始剤は、1種を単独で用いても、2種以上を組み合わせて用いてもよい。
水溶性ラジカル開始剤としては、過硫酸アンモニウム、過硫酸カリウム等の過硫酸塩、ジコハク酸過酸化物、ビスグルタル酸過酸化物、tert-ブチルヒドロパーオキシド等の水溶性有機過酸化物が好ましい。
水溶性酸化還元系触媒としては、臭素酸またはその塩、塩素酸またはその塩、過硫酸またはその塩、過マンガン酸またはその塩、過酸化水素などの酸化剤と、亜硫酸またはその塩、亜硫酸水素またはその塩、チオ硫酸またはその塩、有機酸などの還元剤、との組み合わせが好ましい。中でも、臭素酸またはその塩と、亜硫酸またはその塩、亜硫酸アンモニウムとの組み合わせ、過マンガン酸またはその塩、過マンガン酸カリウムと、シュウ酸との組み合わせがより好ましい。
重合開始剤としては、過硫酸塩とジコハク酸過酸化物との混合系が好ましく、過硫酸アンモニウムとジコハク酸過酸化物との混合系がより好ましい。重合開始剤は、1種を単独で用いても、2種以上を組み合わせて用いてもよい。
重合開始剤の使用量は、重合に使用するTFEの全量を100質量%としたときに、0.01~0.20質量%が好ましく、0.01~0.15質量%がより好ましい。
中でも、本発明の効果がより優れる点で、変性PTFEの製造方法としては、連鎖移動剤の非存在下で、TFEを反応系に投入しながら、TFEと、単量体1と、単量体2とを重合する工程(c)と、変性PTFEの重合に使用するTFEの全量の80質量%以上を反応系に投入した後、連鎖移動剤を反応系に加えて、連鎖移動剤の存在下でさらに重合を行う工程(s)とを有する、方法が好ましい。つまり、上記工程Xは、工程(c)と工程(s)とを有することが好ましい。
上記のような工程(c)および工程(s)を実施すると、T単位、単位1および単位2を含むコア部と、主にT単位からなるシェル部とを有する変性PTFE粒子を得ることができる。つまり、いわゆるコア-シェル構造の粒子を得ることができる。特に、シェル部の製造の際に連鎖移動剤を用いることから、得られるシェル部に含まれる変性PTFEの分子量を低下させることができ、結果としてペースト押出成形がより容易となる。
工程(c)および工程(s)は、上述したように乳化重合により実施することが好ましい。
上記のような工程(c)および工程(s)を実施すると、T単位、単位1および単位2を含むコア部と、主にT単位からなるシェル部とを有する変性PTFE粒子を得ることができる。つまり、いわゆるコア-シェル構造の粒子を得ることができる。特に、シェル部の製造の際に連鎖移動剤を用いることから、得られるシェル部に含まれる変性PTFEの分子量を低下させることができ、結果としてペースト押出成形がより容易となる。
工程(c)および工程(s)は、上述したように乳化重合により実施することが好ましい。
なお、通常、工程(c)および工程(s)は、同一の重合反応容器内で連続的に行う。 また、工程(c)および工程(s)において、TFEは、連続的または断続的に反応系に投入する。つまり、TFEは、連続的または断続的に重合反応容器に投入する。
なお、「変性PTFEの重合に使用するTFEの全量の80質量%以上を反応系に投入した後」とは、変性PTFEの重合に使用するTFEの全量の80質量%以上を重合反応容器に投入した後のことを意味する。
なお、「変性PTFEの重合に使用するTFEの全量の80質量%以上を反応系に投入した後」とは、変性PTFEの重合に使用するTFEの全量の80質量%以上を重合反応容器に投入した後のことを意味する。
(工程(c))
工程(c)では、連鎖移動剤の非存在下で、TFEを反応系に投入しながら、TFEと、単量体1と、単量体2とを重合する。工程(c)で使用される単量体1および単量体2の使用量(仕込み量)は、上述した通りである。
工程(c)では、連鎖移動剤を用いない。連鎖移動剤を用いて重合を行うと、一般に、生成する重合体の分子量が小さくなる。工程(c)では、連鎖移動剤の非存在下で共重合を行うことにより、コア部の分子量の低下を抑制できる。結果として、変性PTFEのSSGを上記好適範囲に制御できる。得られた変性PTFEで芯線(例えば、電線)の被覆を形成した場合に、芯線と被覆層との密着性が優れる。
工程(c)では、連鎖移動剤の非存在下で、TFEを反応系に投入しながら、TFEと、単量体1と、単量体2とを重合する。工程(c)で使用される単量体1および単量体2の使用量(仕込み量)は、上述した通りである。
工程(c)では、連鎖移動剤を用いない。連鎖移動剤を用いて重合を行うと、一般に、生成する重合体の分子量が小さくなる。工程(c)では、連鎖移動剤の非存在下で共重合を行うことにより、コア部の分子量の低下を抑制できる。結果として、変性PTFEのSSGを上記好適範囲に制御できる。得られた変性PTFEで芯線(例えば、電線)の被覆を形成した場合に、芯線と被覆層との密着性が優れる。
単量体1および単量体2の仕込み方法としては、重合反応を開始する前に、その全量を反応系に仕込んでおく、初期一括添加が好ましい。つまり、工程(c)において、重合開始時に、反応系に単量体1および単量体2をそれぞれ全量存在させることが好ましい。
単量体1および単量体2を初期一括添加することにより、工程(c)において単量体1および単量体2の全量が重合初期の段階でTFEと共重合しやすく、コア部が単量体1および単量体2で変性される。コア部が変性されて得られる変性PTFEの粒子は、一次粒子の粒径が均一になり、異形粒子の生成も抑制され、ペースト押出成形性に優れる。
TFEは、常法により、反応系(つまり、重合反応容器)に投入する。具体的には、重合圧力が所定の圧力となるように、連続的または断続的に投入する。
単量体1および単量体2を初期一括添加することにより、工程(c)において単量体1および単量体2の全量が重合初期の段階でTFEと共重合しやすく、コア部が単量体1および単量体2で変性される。コア部が変性されて得られる変性PTFEの粒子は、一次粒子の粒径が均一になり、異形粒子の生成も抑制され、ペースト押出成形性に優れる。
TFEは、常法により、反応系(つまり、重合反応容器)に投入する。具体的には、重合圧力が所定の圧力となるように、連続的または断続的に投入する。
(工程(s))
工程(s)は、変性PTFEの重合に使用するTFEの全量の80質量%以上を反応系に投入した後、連鎖移動剤を反応系に加えて、連鎖移動剤の存在下でさらに重合を行う工程である。通常、工程(c)の段階において単量体1および単量体2の略全量が重合しているため、工程(s)では主にTFEのみが重合し、主に単位Tからなるシェル部が形成される。
なお、連鎖移動剤の存在下で重合を行うことにより、工程(c)で形成されたコア部の外側に、コア部よりも分子量の低いシェル部を形成でき、ペースト押出成形性により優れる変性PTFEを製造できる。
工程(s)は、変性PTFEの重合に使用するTFEの全量の80質量%以上を反応系に投入した後、連鎖移動剤を反応系に加えて、連鎖移動剤の存在下でさらに重合を行う工程である。通常、工程(c)の段階において単量体1および単量体2の略全量が重合しているため、工程(s)では主にTFEのみが重合し、主に単位Tからなるシェル部が形成される。
なお、連鎖移動剤の存在下で重合を行うことにより、工程(c)で形成されたコア部の外側に、コア部よりも分子量の低いシェル部を形成でき、ペースト押出成形性により優れる変性PTFEを製造できる。
工程(s)は、重合に使用するTFEの全量の80質量%以上を反応系(言い換えれば、重合反応容器)に投入した後、連鎖移動剤を反応系に加える。
中でも、重合に使用するTFEの全量の80~95質量%を反応系に投入した時点で連鎖移動剤の添加を開始することが好ましく、重合に使用するTFEの全量の85~95質量%を反応系に投入した時点で連鎖移動剤の添加を開始することがより好ましく、重合に使用するTFEの全量の85~92質量%を反応系に投入した時点で連鎖移動剤の添加を開始することがさらに好ましく、重合に使用するTFEの全量の88~92質量%を反応系に投入した時点で連鎖移動剤の添加を開始することが特に好ましい。
なお、例えば、「重合に使用するTFEの全量の80~95質量%を反応系に投入した時点」とは、具体的には、「重合に使用するTFEの全量の80%を反応系に投入した時点以後から、重合に使用するTFEの全量の95質量%を反応系に投入する前の時点まで」である。
中でも、重合に使用するTFEの全量の80~95質量%を反応系に投入した時点で連鎖移動剤の添加を開始することが好ましく、重合に使用するTFEの全量の85~95質量%を反応系に投入した時点で連鎖移動剤の添加を開始することがより好ましく、重合に使用するTFEの全量の85~92質量%を反応系に投入した時点で連鎖移動剤の添加を開始することがさらに好ましく、重合に使用するTFEの全量の88~92質量%を反応系に投入した時点で連鎖移動剤の添加を開始することが特に好ましい。
なお、例えば、「重合に使用するTFEの全量の80~95質量%を反応系に投入した時点」とは、具体的には、「重合に使用するTFEの全量の80%を反応系に投入した時点以後から、重合に使用するTFEの全量の95質量%を反応系に投入する前の時点まで」である。
連鎖移動剤は、一括添加、連続添加、または断続添加のいずれにより添加してもよい。連鎖移動剤を連続添加または断続添加する場合には、少なくとも最初の添加が、上記範囲内の割合のTFEを反応系に投入した時点で行われ、かつ、TFEの全量が重合してしまう前までに、連鎖移動剤の全量の添加が終了することが必要である。重合の進行にともなって、より分子量を低減でき、ペースト押出成形性に優れる変性PTFEを製造できる点から、連続添加が好ましい。
連鎖移動剤としては、メタノールを始めとした水溶性有機化合物、メタン、エタン、プロパン等のアルカン、水素、各種ハロゲン化炭化水素などが挙げられ、メタノールが好ましい。
連鎖移動剤の添加量は、重合に使用するTFEの全量を100質量%とした場合に、0.002~0.3質量%が好ましく、0.005~0.3質量%がより好ましく、0.006~0.25質量%がさらに好ましい。
連鎖移動剤の添加量は、重合に使用するTFEの全量を100質量%とした場合に、0.002~0.3質量%が好ましく、0.005~0.3質量%がより好ましく、0.006~0.25質量%がさらに好ましい。
工程(c)および工程(s)における重合条件は特に制限されず、使用される単量体に従って最適な条件が選択されるが、通常、重合温度は10~95℃が好ましく、重合圧力は0.3~4.0MPaが好ましい。
工程(c)および工程(s)をあせた全重合時間は、100~520分が好ましい。
工程(c)および工程(s)をあせた全重合時間は、100~520分が好ましい。
変性PTFEの製造を乳化重合にて実施した場合、乳化重合により得られる乳化分散液中の変性PTFE粒子の濃度は、10~45質量%が好ましく、15~45質量%がより好ましく、20~43質量%がさらに好ましい。上記範囲内であれば、乳化分散液中の変性PTFE粒子を凝析させることがより容易となり、かつ、凝析液の白濁を抑制できる。
乳化重合で得られた乳化分散液から、変性PTFE粒子からなる変性PTFE粉末(変性PTFEファインパウダー)を得る方法としては、公知の方法を用いることができる。
例えば、変性PTFE粒子を含む乳化分散液の変性PTFEの濃度が8~25質量%になるように水で希釈するなどして、乳化分散液の温度を5~35℃に調整した後、乳化分散液を激しく撹拌して凝集させる。この際、必要に応じてpHを調節してもよい。また、電解質や水溶性の有機溶剤などの凝集助剤を乳化分散液に加えてもよい。
その後、適度な撹拌を行うことによって、凝集した変性PTFE粒子を水から分離し、得られた湿潤粉末(ウェットファインパウダー)を必要に応じて造粒および整粒し、次いで乾燥する。これにより変性PTFE粉末が得られる。
例えば、変性PTFE粒子を含む乳化分散液の変性PTFEの濃度が8~25質量%になるように水で希釈するなどして、乳化分散液の温度を5~35℃に調整した後、乳化分散液を激しく撹拌して凝集させる。この際、必要に応じてpHを調節してもよい。また、電解質や水溶性の有機溶剤などの凝集助剤を乳化分散液に加えてもよい。
その後、適度な撹拌を行うことによって、凝集した変性PTFE粒子を水から分離し、得られた湿潤粉末(ウェットファインパウダー)を必要に応じて造粒および整粒し、次いで乾燥する。これにより変性PTFE粉末が得られる。
上記乾燥は、湿潤粉末をあまり流動させない状態、好ましくは静置して行う。乾燥方法としては、真空乾燥、高周波乾燥、熱風乾燥が挙げられる。
変性PTFE粉末は、通常、小さな剪断力でも簡単にフィブリル化して、元の結晶構造を失う性質を有している。特に高い温度での変性PTFE粒子同士の接触および摩擦は、フィブリル化を進行させる傾向がある。フィブリル化の進行は、ペースト押出成形時の押出圧力の増加を防止する観点からは、好ましくない。そのため、乾燥温度は、10~250℃が好ましく、100~200℃がより好ましい。
変性PTFE粉末は、通常、小さな剪断力でも簡単にフィブリル化して、元の結晶構造を失う性質を有している。特に高い温度での変性PTFE粒子同士の接触および摩擦は、フィブリル化を進行させる傾向がある。フィブリル化の進行は、ペースト押出成形時の押出圧力の増加を防止する観点からは、好ましくない。そのため、乾燥温度は、10~250℃が好ましく、100~200℃がより好ましい。
<成形物>
本発明の変性PTFEは、ペースト押出成形用に好適に適用できる。
本発明の成形物は、変性PTFE(特に、変性PTFE粉末)をペースト押出成形することにより得られる。
ペースト押出成形とは、変性PTFE粉末と潤滑剤とを混合し、変性PTFE粉末に流動性を持たせ、これを押出成形することにより、例えば、フィルム、チューブ等の成形物を成形する方法である。
潤滑剤の混合割合は、変性PTFE粉末が流動性を有するように適宜選定すればよく、例えば、変性PTFE粉末と潤滑剤との合計量を100質量%とした場合、10~30質量%が好ましく、15~20質量%がより好ましい。
潤滑剤としては、ナフサ、乾点が100℃以上の石油系炭化水素が好ましい。
混合物には、着色を目的として顔料等の添加剤を添加してもよく、強度および導電性等の付与を目的として各種充填剤を添加してもよい。
本発明の変性PTFEは、ペースト押出成形用に好適に適用できる。
本発明の成形物は、変性PTFE(特に、変性PTFE粉末)をペースト押出成形することにより得られる。
ペースト押出成形とは、変性PTFE粉末と潤滑剤とを混合し、変性PTFE粉末に流動性を持たせ、これを押出成形することにより、例えば、フィルム、チューブ等の成形物を成形する方法である。
潤滑剤の混合割合は、変性PTFE粉末が流動性を有するように適宜選定すればよく、例えば、変性PTFE粉末と潤滑剤との合計量を100質量%とした場合、10~30質量%が好ましく、15~20質量%がより好ましい。
潤滑剤としては、ナフサ、乾点が100℃以上の石油系炭化水素が好ましい。
混合物には、着色を目的として顔料等の添加剤を添加してもよく、強度および導電性等の付与を目的として各種充填剤を添加してもよい。
成形物の形状としては、例えば、チューブ状、シート状、フィルム状、繊維状などの種々の形状が挙げられる。用途としては、チューブ、電線の被覆、シール材、多孔膜、フィルターなどが挙げられる。特に、変性PTFEは、電線被覆材料として好適に用いられる。
本発明の電線は、本発明の変性PTFEを用いたペースト押出成形により、芯線の外周に被覆を形成する方法で製造できる。つまり、本発明の電線は、芯線と、芯線を被覆する変性PTFEから構成される電線被覆材料からなる被覆層とを有する。
本発明の電線は、本発明の変性PTFEを用いたペースト押出成形により、芯線の外周に被覆を形成する方法で製造できる。つまり、本発明の電線は、芯線と、芯線を被覆する変性PTFEから構成される電線被覆材料からなる被覆層とを有する。
以下に、実施例および比較例により本発明をより詳細に説明するが、本発明はこれらに限定されない。
各種測定方法および評価方法は下記のとおりである。
(A)変性PTFEの平均一次粒子径(nm)(以下、PPSともいう。)
変性PTFEの乳化分散液を試料とし、レーザー散乱法粒子径分布分析計(堀場製作所社商品名「LA-920」)を用いて測定した。
(B)標準比重(SSG)
ASTM D4895-04に準拠して測定した。
12.0gの試料(ファインパウダー)を計量し、内径28.6mmの円筒金型で34.5MPaで2分間保持した。これを290℃のオーブンへ入れて120℃/hrで昇温した。さらに、380℃で30分間保持した後、60℃/hrで降温して294℃で24分間保持した。23℃のデシケーター中で12時間保持した後、23℃での試料の水に対する比重値を測定し、これを標準比重とした。SSGの値が小さいほど、分子量が大きいことを示す。
(A)変性PTFEの平均一次粒子径(nm)(以下、PPSともいう。)
変性PTFEの乳化分散液を試料とし、レーザー散乱法粒子径分布分析計(堀場製作所社商品名「LA-920」)を用いて測定した。
(B)標準比重(SSG)
ASTM D4895-04に準拠して測定した。
12.0gの試料(ファインパウダー)を計量し、内径28.6mmの円筒金型で34.5MPaで2分間保持した。これを290℃のオーブンへ入れて120℃/hrで昇温した。さらに、380℃で30分間保持した後、60℃/hrで降温して294℃で24分間保持した。23℃のデシケーター中で12時間保持した後、23℃での試料の水に対する比重値を測定し、これを標準比重とした。SSGの値が小さいほど、分子量が大きいことを示す。
(C)熱不安定指数(TII)
ASTM D4895-04に準拠して測定した。拡張比重(以下、ESGともいう。)の試料調製は、380℃での保持時間を30分間から360分間とする以外は、上記SSGと同様に行った。
TII=(ESG-SSG)×1000で算出した。
TIIの値が小さいほど、380℃での保持時間が長くなった場合、分子量が変化しないことを示す。すなわち、耐熱性に優れることを示す。
TIIは、以下の基準に従って評価した。
「A」:0以上6以下 「B」:6超
ASTM D4895-04に準拠して測定した。拡張比重(以下、ESGともいう。)の試料調製は、380℃での保持時間を30分間から360分間とする以外は、上記SSGと同様に行った。
TII=(ESG-SSG)×1000で算出した。
TIIの値が小さいほど、380℃での保持時間が長くなった場合、分子量が変化しないことを示す。すなわち、耐熱性に優れることを示す。
TIIは、以下の基準に従って評価した。
「A」:0以上6以下 「B」:6超
(D)ペースト押出圧力(MPa)
(1)試料226.8gと、イソパラフィン炭化水素100%からなり、初留点180℃、乾点188℃、引火点54℃、密度(15℃)0.758g/cm3、KB値26、アニリン点85℃、芳香族含有量<0.01質量%である潤滑剤43.2gとをガラス瓶中で混合し、25℃で8時間熟成した。
(2)内径39.4mmのシリンダー(a)に、上記(1)で熟成した混合物を充填し、シリンダー(a)に挿入したピストンに55kgf(539N)の荷重を加え、2分間保持した。
(3)シリンダー(a)から上記混合物を取出し、シリンダー(b)(内径40.3mm)付の押出ダイ(ダイ角:20°、オリフィスの直径:1.274mm)に入れて、ラムスピード20mm/分、ダイ温度40℃で上記混合物を押出し、ひも状物(ビード)を得た。なお、リダクション比(RR比)は1000であった。
(4)押出後半において、押出圧力が平衡状態になった際の押出力をシリンダー(b)の内径基準の断面積で除した値をペースト押出圧力(MPa)とした。
(1)試料226.8gと、イソパラフィン炭化水素100%からなり、初留点180℃、乾点188℃、引火点54℃、密度(15℃)0.758g/cm3、KB値26、アニリン点85℃、芳香族含有量<0.01質量%である潤滑剤43.2gとをガラス瓶中で混合し、25℃で8時間熟成した。
(2)内径39.4mmのシリンダー(a)に、上記(1)で熟成した混合物を充填し、シリンダー(a)に挿入したピストンに55kgf(539N)の荷重を加え、2分間保持した。
(3)シリンダー(a)から上記混合物を取出し、シリンダー(b)(内径40.3mm)付の押出ダイ(ダイ角:20°、オリフィスの直径:1.274mm)に入れて、ラムスピード20mm/分、ダイ温度40℃で上記混合物を押出し、ひも状物(ビード)を得た。なお、リダクション比(RR比)は1000であった。
(4)押出後半において、押出圧力が平衡状態になった際の押出力をシリンダー(b)の内径基準の断面積で除した値をペースト押出圧力(MPa)とした。
(E)押出圧力変動幅、白点クラック出現頻度、透明性
(1)評価用試料の作製
試料(ファインパウダー)(700g)に、18質量%の割合(試料と潤滑剤との合計を100質量%とする。)で、潤滑剤である「アイソパーH」(Exxon社商品名)を加え、100rpmで30分間回転させることにより、混合物を得た。この混合物を室温で8時間熟成させた。熟成後の混合物を予備成形し、ワイヤー(ニッケルメッキされている0.202mmのストランド19本からなり、外径が1.01mmのAWG20)に対して、押出成形機を用いてRR比が1200の条件下に連続的に被覆した。それを250℃の潤滑剤除去用オーブンに通した後、425℃オーブンで焼成し、室温に急冷し、評価用試料とした。
(1)評価用試料の作製
試料(ファインパウダー)(700g)に、18質量%の割合(試料と潤滑剤との合計を100質量%とする。)で、潤滑剤である「アイソパーH」(Exxon社商品名)を加え、100rpmで30分間回転させることにより、混合物を得た。この混合物を室温で8時間熟成させた。熟成後の混合物を予備成形し、ワイヤー(ニッケルメッキされている0.202mmのストランド19本からなり、外径が1.01mmのAWG20)に対して、押出成形機を用いてRR比が1200の条件下に連続的に被覆した。それを250℃の潤滑剤除去用オーブンに通した後、425℃オーブンで焼成し、室温に急冷し、評価用試料とした。
(2)押出圧力変動幅
上記(1)の評価用試料の作製において、ワイヤーに被覆開始後、前半は15m時点後から25mの区間において、後半は75m時点後から85mの区間において、圧力変動の最大スパイクピーク幅を読み取り、直近の圧力のベースラインの数値で除して%で表現した。 なお、押出圧力変動幅は、前半の区間および後半の区間のいずれも0~5%であることが好ましい。
上記(1)の評価用試料の作製において、ワイヤーに被覆開始後、前半は15m時点後から25mの区間において、後半は75m時点後から85mの区間において、圧力変動の最大スパイクピーク幅を読み取り、直近の圧力のベースラインの数値で除して%で表現した。 なお、押出圧力変動幅は、前半の区間および後半の区間のいずれも0~5%であることが好ましい。
(3)白点クラック出現頻度
上記(1)の評価用試料の作製において、ワイヤーに被覆開始後、15m時点後から10mを取り出し、目視による白点クラックの数をはかり、1000cm(10m)をその数で除すことにより、白点クラック出現頻度(1000/白点クラックの数)とし、以下の基準に従って評価した。白点クラック出現頻度の値が大きいほど、白点クラックの出現が抑制されることを示す。
「A」:白点クラック出現頻度が50以上である場合
「B」:白点クラック出現頻度が20以上50未満である場合
「C」:白点クラック出現頻度が20未満である場合
上記(1)の評価用試料の作製において、ワイヤーに被覆開始後、15m時点後から10mを取り出し、目視による白点クラックの数をはかり、1000cm(10m)をその数で除すことにより、白点クラック出現頻度(1000/白点クラックの数)とし、以下の基準に従って評価した。白点クラック出現頻度の値が大きいほど、白点クラックの出現が抑制されることを示す。
「A」:白点クラック出現頻度が50以上である場合
「B」:白点クラック出現頻度が20以上50未満である場合
「C」:白点クラック出現頻度が20未満である場合
(4)透明性
上記(1)の評価用試料の作製において、ワイヤーに被覆後のサンプルからワイヤーを引抜き、3cmの長さに切り、次に被覆鞘を進行方向へ半分にカットし、アルミ板の間に挟み約1kgの加重を載せて120℃で1時間置いた。次に、試料を取り出して、内側をマイクロゲージで測りながらカッターで0.15mmの厚さに削り、島津製作所社製分光光度計UVmini1240を用いて、550nmの透過率を測定し、以下の基準に従って評価した。
「A」:透過率が50%以上である場合
「B」:透過率が40%以上50%未満である場合
「C」:透過率が40%未満である場合
上記(1)の評価用試料の作製において、ワイヤーに被覆後のサンプルからワイヤーを引抜き、3cmの長さに切り、次に被覆鞘を進行方向へ半分にカットし、アルミ板の間に挟み約1kgの加重を載せて120℃で1時間置いた。次に、試料を取り出して、内側をマイクロゲージで測りながらカッターで0.15mmの厚さに削り、島津製作所社製分光光度計UVmini1240を用いて、550nmの透過率を測定し、以下の基準に従って評価した。
「A」:透過率が50%以上である場合
「B」:透過率が40%以上50%未満である場合
「C」:透過率が40%未満である場合
(F)電線引き抜き強度:
(1)電線の作製
ふるいがけした試料(ファインパウダー)(700g)をガラス製ボトルに入れた。該ボトルに、後述する押出条件での押出圧力が27MPaとなるようにナフサを133~164g(ファインパウダーとナフサの合計を100質量%とした場合、16~19質量%に相当。)注ぎ込んで蓋をし、これをボールミルに乗せて30分間攪拌し、混合物を得た。
次に、予備成形および押出加工を行うに先立って、上記混合物を24℃で8時間熟成させた。熟成させた混合物を予備成形してロッドを生じさせた後、このロッドをラム式のペースト押出成形機のバレルに仕込み、バレルをマスターダイスで閉じた。
押出機のラムにより、上記ロッド(ペースト)を押出機の先端部のダイス(内径2.0mm)に通し、ラム速度3.0mm/分で、ワイヤーに面するように押出し、連続的に被覆した。ワイヤーとしては、ニッケルメッキされている外径0.202mmのストランド19本からなり、外径が1.01mmのAWG20規格のものを用いた。
(1)電線の作製
ふるいがけした試料(ファインパウダー)(700g)をガラス製ボトルに入れた。該ボトルに、後述する押出条件での押出圧力が27MPaとなるようにナフサを133~164g(ファインパウダーとナフサの合計を100質量%とした場合、16~19質量%に相当。)注ぎ込んで蓋をし、これをボールミルに乗せて30分間攪拌し、混合物を得た。
次に、予備成形および押出加工を行うに先立って、上記混合物を24℃で8時間熟成させた。熟成させた混合物を予備成形してロッドを生じさせた後、このロッドをラム式のペースト押出成形機のバレルに仕込み、バレルをマスターダイスで閉じた。
押出機のラムにより、上記ロッド(ペースト)を押出機の先端部のダイス(内径2.0mm)に通し、ラム速度3.0mm/分で、ワイヤーに面するように押出し、連続的に被覆した。ワイヤーとしては、ニッケルメッキされている外径0.202mmのストランド19本からなり、外径が1.01mmのAWG20規格のものを用いた。
RR比は、押出機のラム部面積S1と先端部吐出面積S2との比で表わされるが、電線押出の場合、ロッドの中心部にワイヤー(芯線)が通るため、S1、S2ともに、外円の面積からワイヤー部分の円の面積を差し引いたドーナツ型の部分の面積となる。S1の外円の直径は60.1mm、S1の内円(芯線部分)の直径は12.0mmである。S2の外円の直径は2.0mm、S2の内円(芯線部分)の直径は1.01mmである。これらの値からRRを算出するとRR=S1/S2=1164となる。
その後、長さ1.7mのナフサ除去用オーブンに通した後、長さ1.7mの焼成用オーブンに通した。各オーブンに通す際の速度(ワイヤー速度)は、2.5m/分とした。
このようにして得られた電線を室温で冷却し、先端から25m以降の部分から、長さ140mmの電線を3本切り出した。電線の被覆の厚みは、約500μmとした。
ナフサ除去用オーブンは、140℃、160℃、210℃の各温度ゾーンを有し、焼成用オーブンは、340℃、360℃、420℃の各温度ゾーンを有する。
その後、長さ1.7mのナフサ除去用オーブンに通した後、長さ1.7mの焼成用オーブンに通した。各オーブンに通す際の速度(ワイヤー速度)は、2.5m/分とした。
このようにして得られた電線を室温で冷却し、先端から25m以降の部分から、長さ140mmの電線を3本切り出した。電線の被覆の厚みは、約500μmとした。
ナフサ除去用オーブンは、140℃、160℃、210℃の各温度ゾーンを有し、焼成用オーブンは、340℃、360℃、420℃の各温度ゾーンを有する。
(2)測定方法
上記(1)で切り出した長さ140mmの3本の電線のそれぞれについて、一方の端部から40mmまでの部分の被覆を剥がし、40mmの長さのワイヤーを露出させ、3本の測定用試料を作製した。そして、引張試験機(ASTM D638に記載されている装置)を用いて、クロスヘッドの速度50mm/minの条件において、測定用試料に対して、ワイヤーを被覆から引き抜く力を加え、その際の応力-ひずみ曲線を得た。そして、該曲線における応力のピーク値を求めた。なお、測定は3本の測定用試料についてそれぞれ行い、3本について得られたピーク値の平均値を電線引き抜き強度とし、以下の基準に従って評価した。
「A」:電線引き抜き強度が20N以上である場合
「B」:電線引き抜き強度が20N未満である場合
上記(1)で切り出した長さ140mmの3本の電線のそれぞれについて、一方の端部から40mmまでの部分の被覆を剥がし、40mmの長さのワイヤーを露出させ、3本の測定用試料を作製した。そして、引張試験機(ASTM D638に記載されている装置)を用いて、クロスヘッドの速度50mm/minの条件において、測定用試料に対して、ワイヤーを被覆から引き抜く力を加え、その際の応力-ひずみ曲線を得た。そして、該曲線における応力のピーク値を求めた。なお、測定は3本の測定用試料についてそれぞれ行い、3本について得られたピーク値の平均値を電線引き抜き強度とし、以下の基準に従って評価した。
「A」:電線引き抜き強度が20N以上である場合
「B」:電線引き抜き強度が20N未満である場合
電線引き抜き強度の測定は、具体的には、下記のように行った。
図1(a)に示すように、クランプ取付板11と測定試料保持板12とを有する金属製の測定補助板10を用意した。クランプ取付板11に対して、測定試料保持板12は、垂直に配置されている。
測定試料保持板12には、測定用試料のワイヤーは通ることができ、被覆が形成された部分は通ることのできないサイズの貫通孔13を形成した。貫通孔13の内径は、ワイヤーの直径の1.05~1.1倍とした。
ついで、図1(b)に示すように、上記測定補助板10を用いて、測定用試料20を引張試験機にセットした。
図1(a)に示すように、クランプ取付板11と測定試料保持板12とを有する金属製の測定補助板10を用意した。クランプ取付板11に対して、測定試料保持板12は、垂直に配置されている。
測定試料保持板12には、測定用試料のワイヤーは通ることができ、被覆が形成された部分は通ることのできないサイズの貫通孔13を形成した。貫通孔13の内径は、ワイヤーの直径の1.05~1.1倍とした。
ついで、図1(b)に示すように、上記測定補助板10を用いて、測定用試料20を引張試験機にセットした。
すなわち、測定補助板10を、クランプ取付板11が上方、測定試料保持板12が下方となるように位置させ、測定用試料20のワイヤー21の部分を貫通孔13の上方から下方に通した。これにより、測定用試料20において被覆22が形成された部分は、貫通孔13より上方に位置する。ついで、貫通孔13から下方に出ているワイヤー21を引張試験機の下部クランプ31で挟み、一方、測定補助板10のクランプ取付板11を引張試験機の上部クランプ32で挟み、図1(b)のようにセットした。なお、下部クランプ31でワイヤー21を挟む時には、ワイヤー21を潰さないように注意を払った。
そして、張力モードにて、クロスヘッドの速度を上述のとおり50mm/minに設定して、測定用試料に対して、ワイヤーを被覆から引き抜く力を加え、応力-ひずみ曲線を記録した。
なお、測定補助板10としては、このような測定の間に変形せず、測定用試料を安定に保持できるものを使用した。
そして、張力モードにて、クロスヘッドの速度を上述のとおり50mm/minに設定して、測定用試料に対して、ワイヤーを被覆から引き抜く力を加え、応力-ひずみ曲線を記録した。
なお、測定補助板10としては、このような測定の間に変形せず、測定用試料を安定に保持できるものを使用した。
(実施例1)
100Lのステンレス鋼製オートクレーブに、含フッ素アニオン性界面活性剤としてC2F5OC2F4OCF2COONH4(Ammonium perfluoro-3,6-dioxaoctanoate、LogPOW=3.1、以下、APFDOともいう。)(4g)、安定化助剤としてパラフィンワックス(565g)、および脱イオン水(60L)を仕込んだ。オートクレーブを窒素置換した後、減圧にして、単量体1としてパーフルオロブチルエチレン(PFBEともいう。)(6.2g)、および単量体2としてパーフルオロプロピルビニルエーテル(PPVEともいう。)(1.5g)を仕込んだ。さらにTFEで0.15MPaまで加圧し、撹拌しながら70℃に昇温した。
100Lのステンレス鋼製オートクレーブに、含フッ素アニオン性界面活性剤としてC2F5OC2F4OCF2COONH4(Ammonium perfluoro-3,6-dioxaoctanoate、LogPOW=3.1、以下、APFDOともいう。)(4g)、安定化助剤としてパラフィンワックス(565g)、および脱イオン水(60L)を仕込んだ。オートクレーブを窒素置換した後、減圧にして、単量体1としてパーフルオロブチルエチレン(PFBEともいう。)(6.2g)、および単量体2としてパーフルオロプロピルビニルエーテル(PPVEともいう。)(1.5g)を仕込んだ。さらにTFEで0.15MPaまで加圧し、撹拌しながら70℃に昇温した。
次いで、TFEを1.96MPaまで昇圧し、重合開始剤としてジコハク酸過酸化物(5.0g)と過硫酸アンモニウム(0.21g)とを注入した。なお、ジコハク酸過酸化物としてはその溶液(80質量%濃度)を用い、ジコハク酸過酸化物の正味量として5.0gを添加した。0.02MPaの内圧降下を確認の後、内圧を1.96MPaに保つようにTFEを添加しながら重合を進行させた。
その後、APFDO(176g)をオートクレーブに追加添加し、反応を継続させた。TFEを23.1kgまで添加したところで、過硫酸アンモニウム(6.3g)と連鎖移動剤としてメタノール(8.4g)を10分間かけて連続的にオートクレーブに添加した。その後、内圧を0.50MPaに保つようにTFEを添加しながら重合を進行させた。また、TFEの添加量が25.7kgになったところで反応を終了させた。重合時間は182分であった。メタノールの添加時期は、TFEの全量の90質量%を反応系(重合反応容器)に投入した時点である。
その後、APFDO(176g)をオートクレーブに追加添加し、反応を継続させた。TFEを23.1kgまで添加したところで、過硫酸アンモニウム(6.3g)と連鎖移動剤としてメタノール(8.4g)を10分間かけて連続的にオートクレーブに添加した。その後、内圧を0.50MPaに保つようにTFEを添加しながら重合を進行させた。また、TFEの添加量が25.7kgになったところで反応を終了させた。重合時間は182分であった。メタノールの添加時期は、TFEの全量の90質量%を反応系(重合反応容器)に投入した時点である。
得られた変性PTFEの乳化分散液を冷却し、上澄みのパラフィンワックスを除去した。乳化分散液の固形分濃度(変性PTFEの濃度)は約29質量%であった。また、乳化分散液中の変性PTFEの平均一次粒子径は230nmだった。
乳化分散液を純水で固形分濃度12質量%に希釈し、30℃に調整して撹拌し、ウェットの変性PTFE粉末を取得し、乾燥した。
得られた変性PTFE粉末のSSG、PPS、ペースト押出圧力、押出圧力変動幅、TII、白点クラック出現頻度、透明性、および電線引き抜き強度を表1に示す。
表1に示すように、実施例1の変性PTFE粉末は、耐熱電線の被覆に必要とされる物性をバランスよく高レベルで有していた。
乳化分散液を純水で固形分濃度12質量%に希釈し、30℃に調整して撹拌し、ウェットの変性PTFE粉末を取得し、乾燥した。
得られた変性PTFE粉末のSSG、PPS、ペースト押出圧力、押出圧力変動幅、TII、白点クラック出現頻度、透明性、および電線引き抜き強度を表1に示す。
表1に示すように、実施例1の変性PTFE粉末は、耐熱電線の被覆に必要とされる物性をバランスよく高レベルで有していた。
(実施例2)
PPVEの仕込み量を1.0gとした以外は、実施例1と同様の手順に従って、変性PTFE粉末を得た。重合時間は176分だった。TFEの添加量は実施例1と同様に25.7kgであった。表1に実施例2の諸物性を示す。
PPVEの仕込み量を1.0gとした以外は、実施例1と同様の手順に従って、変性PTFE粉末を得た。重合時間は176分だった。TFEの添加量は実施例1と同様に25.7kgであった。表1に実施例2の諸物性を示す。
(実施例3)
PPVEの仕込み量を0.8gとした以外は、実施例1と同様の手順に従って、変性PTFE粉末を得た。重合時間は173分だった。TFEの添加量は実施例1と同様に25.7kgであった。表1に実施例3の諸物性を示す。
PPVEの仕込み量を0.8gとした以外は、実施例1と同様の手順に従って、変性PTFE粉末を得た。重合時間は173分だった。TFEの添加量は実施例1と同様に25.7kgであった。表1に実施例3の諸物性を示す。
(実施例4)
PPVEの仕込み量を2.0gとした以外は、実施例1と同様の手順に従って、変性PTFE粉末を得た。重合時間は161分だった。TFEの添加量は実施例1と同様に25.7kgであった。表1に実施例4の諸物性を示す。
PPVEの仕込み量を2.0gとした以外は、実施例1と同様の手順に従って、変性PTFE粉末を得た。重合時間は161分だった。TFEの添加量は実施例1と同様に25.7kgであった。表1に実施例4の諸物性を示す。
(実施例5)
PFBEの仕込み量を7.8gおよびPPVEの仕込み量を1.0gとした以外は、実施例1と同様の手順に従って、変性PTFE粉末を得た。重合時間は194分だった。TFEの添加量は実施例1と同様に25.7kgであった。表1に実施例5の諸物性を示す。
PFBEの仕込み量を7.8gおよびPPVEの仕込み量を1.0gとした以外は、実施例1と同様の手順に従って、変性PTFE粉末を得た。重合時間は194分だった。TFEの添加量は実施例1と同様に25.7kgであった。表1に実施例5の諸物性を示す。
(実施例6)
PFBEの仕込み量を7.8gおよびPPVEの仕込み量を2.0gとした以外は、実施例1と同様の手順に従って、変性PTFE粉末を得た。重合時間は212分だった。TFEの添加量は実施例1と同様に25.7kgであった。表1に実施例6の諸物性を示す。
PFBEの仕込み量を7.8gおよびPPVEの仕込み量を2.0gとした以外は、実施例1と同様の手順に従って、変性PTFE粉末を得た。重合時間は212分だった。TFEの添加量は実施例1と同様に25.7kgであった。表1に実施例6の諸物性を示す。
(比較例1)
PFBEの仕込み量を4.7gおよびPPVEの仕込み量を2.0gとした以外は、実施例1と同様の手順に従って、変性PTFE粉末を得た。重合時間は188分だった。TFEの添加量は実施例1と同様に25.7kgであった。表1に比較例1の諸物性を示す。
PFBEの仕込み量を4.7gおよびPPVEの仕込み量を2.0gとした以外は、実施例1と同様の手順に従って、変性PTFE粉末を得た。重合時間は188分だった。TFEの添加量は実施例1と同様に25.7kgであった。表1に比較例1の諸物性を示す。
(比較例2)
PFBEの仕込み量を12.4gおよびPPVEの仕込み量を1.0gとした以外は、実施例1と同様の手順に従って、変性PTFE粉末を得た。重合時間は192分だった。TFEの添加量は実施例1と同様に25.7kgであった。表1に比較例2の諸物性を示す。
PFBEの仕込み量を12.4gおよびPPVEの仕込み量を1.0gとした以外は、実施例1と同様の手順に従って、変性PTFE粉末を得た。重合時間は192分だった。TFEの添加量は実施例1と同様に25.7kgであった。表1に比較例2の諸物性を示す。
(比較例3)
PPVEの仕込み量を0.5gとした以外は、実施例1と同様の手順に従って、変性PTFE粉末を得た。重合時間は165分だった。TFEの添加量は実施例1と同様に25.7kgであった。表1に比較例3の諸物性を示す。
PPVEの仕込み量を0.5gとした以外は、実施例1と同様の手順に従って、変性PTFE粉末を得た。重合時間は165分だった。TFEの添加量は実施例1と同様に25.7kgであった。表1に比較例3の諸物性を示す。
(比較例4)
100Lのステンレス鋼製オートクレーブに、含フッ素アニオン性界面活性剤としてAPFDO(15g)、安定化助剤としてパラフィンワックス(586g)および脱イオン水(59L)を仕込んだ。オートクレーブを窒素置換した後、減圧にして、単量体1としてPFBE(21.4g)および単量体2としてPPVE(42.4g)を仕込んだ。さらにTFEで0.15MPaまで加圧し、撹拌しながら71℃に昇温した。
次いで、TFEを1.96MPaまで昇圧し、重合開始剤としてジコハク酸過酸化物(4.1g)と過硫酸アンモニウム(0.3g)とを注入した。なお、ジコハク酸過酸化物としてはその溶液(80質量%濃度)を用い、ジコハク酸過酸化物の正味量として4.1gを添加した。0.02MPaの内圧降下を確認の後、内圧を1.96MPaに保つようにTFEを添加しながら重合を進行させた。その後、APFDO(164g)をオートクレーブに追加添加し、反応を継続させた。TFEの添加量が26.7kgになったところで反応を終了させた。重合時間は238分であった。
その後、実施例1と同様にして、変性PTFE粉末を得た。表1に比較例4の諸物性を示す。
100Lのステンレス鋼製オートクレーブに、含フッ素アニオン性界面活性剤としてAPFDO(15g)、安定化助剤としてパラフィンワックス(586g)および脱イオン水(59L)を仕込んだ。オートクレーブを窒素置換した後、減圧にして、単量体1としてPFBE(21.4g)および単量体2としてPPVE(42.4g)を仕込んだ。さらにTFEで0.15MPaまで加圧し、撹拌しながら71℃に昇温した。
次いで、TFEを1.96MPaまで昇圧し、重合開始剤としてジコハク酸過酸化物(4.1g)と過硫酸アンモニウム(0.3g)とを注入した。なお、ジコハク酸過酸化物としてはその溶液(80質量%濃度)を用い、ジコハク酸過酸化物の正味量として4.1gを添加した。0.02MPaの内圧降下を確認の後、内圧を1.96MPaに保つようにTFEを添加しながら重合を進行させた。その後、APFDO(164g)をオートクレーブに追加添加し、反応を継続させた。TFEの添加量が26.7kgになったところで反応を終了させた。重合時間は238分であった。
その後、実施例1と同様にして、変性PTFE粉末を得た。表1に比較例4の諸物性を示す。
表1中、「-」は、評価を実施していないことを意味する。また、表1中のPFBEの含有量(質量%)およびPPVEの含有量(質量%)は、いずれも、変性PTFEの全単位に対する含有量(質量%)を表す。
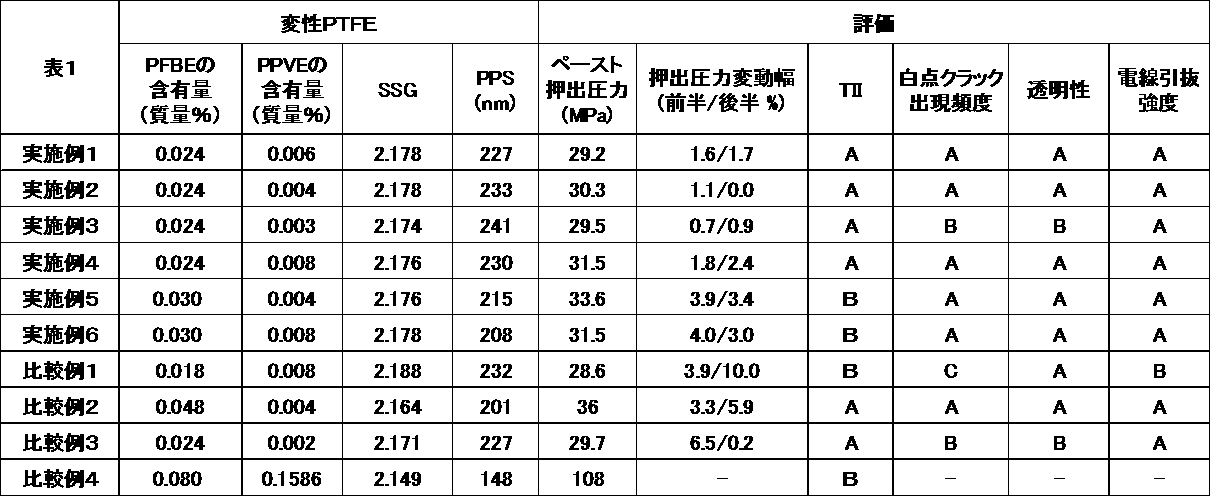
表1に示すように、実施例1~6の変性PTFE粉末は、耐熱電線の被覆に必要とされる物性をバランスよく高レベルで有していた。
中でも、単位1の含有量が、変性PTFEの全単位に対して、0.020~0.027質量%であり、かつ、単位2の含有量が、変性PTFEの全単位に対して、0.004~0.007質量%である実施例1、2の変性PTFE粉末は、押出圧力、押出圧力変動幅、TII、白点クラック出現頻度、透明性、電線引抜強度の点でよりバランスが優れていた。
なお、2017年6月2日に出願された日本特許出願2017-110318号の明細書、特許請求の範囲、図面、及び要約書の全内容をここに引用し、本発明の明細書の開示として、取り入れるものである。
中でも、単位1の含有量が、変性PTFEの全単位に対して、0.020~0.027質量%であり、かつ、単位2の含有量が、変性PTFEの全単位に対して、0.004~0.007質量%である実施例1、2の変性PTFE粉末は、押出圧力、押出圧力変動幅、TII、白点クラック出現頻度、透明性、電線引抜強度の点でよりバランスが優れていた。
なお、2017年6月2日に出願された日本特許出願2017-110318号の明細書、特許請求の範囲、図面、及び要約書の全内容をここに引用し、本発明の明細書の開示として、取り入れるものである。
10:測定補助板 11:クランプ取付板 12:測定試料保持板
13:貫通孔 20:測定用試料 21:ワイヤー
22:被覆 31:下部クランプ 32:上部クランプ
13:貫通孔 20:測定用試料 21:ワイヤー
22:被覆 31:下部クランプ 32:上部クランプ
Claims (15)
- テトラフルオロエチレンに基づく単位と、下式(1)で表される単量体に基づく単位と、下式(2)で表される単量体に基づく単位とを含む変性ポリテトラフルオロエチレンであって、
前記式(1)で表される単量体に基づく単位の含有量が、前記変性ポリテトラフルオロエチレンの全単位に対して、0.020~0.040質量%であり、
前記式(2)で表される単量体に基づく単位の含有量が、前記変性ポリテトラフルオロエチレンの全単位に対して、0.003~0.080質量%であることを特徴とする変性ポリテトラフルオロエチレン。
CH2=CH-CnF2n+1 (1)
(式中、nは2~6の整数である。)
CF2=CFO(LO)mRf (2)
(式中、Lはパーフルオロアルキレン基である。Rfはパーフルオロアルキル基である。mは0~4の整数である。) - 前記式(1)で表される単量体に基づく単位の含有量が、前記変性ポリテトラフルオロエチレンの全単位に対して、0.020~0.030質量%であり、
前記式(2)で表される単量体に基づく単位の含有量が、前記変性ポリテトラフルオロエチレンの全単位に対して、0.004~0.008質量%である、請求項1に記載の変性ポリテトラフルオロエチレン。 - 前記式(1)で表される単量体に基づく単位の含有量が、前記変性ポリテトラフルオロエチレンの全単位に対して、0.020~0.027質量%であり、
前記式(2)で表される単量体に基づく単位の含有量が、前記変性ポリテトラフルオロエチレンの全単位に対して、0.004~0.007質量%である、請求項1に記載の変性ポリテトラフルオロエチレン。 - レーザー散乱法粒子径分布分析計により測定されるD50に該当する平均一次粒子径が、0.10~0.50μmである粒子状である、請求項1~3のいずれか1項に記載の変性ポリテトラフルオロエチレン。
- ASTM D4895-04に準拠してもとめられる標準比重が2.160~2.200である、請求項1~4のいずれか1項に記載の変性ポリテトラフルオロエチレン。
- ASTM D4895-04に準拠して求められる熱不安定指数が0~15である、請求項1~5のいずれか1項に記載の変性ポリテトラフルオロエチレン。請求項1~5のいずれか1項に記載の変性ポリテトラフルオロエチレン。
- ペースト押出成形用である、請求項1~6のいずれか1項に記載の変性ポリテトラフルオロエチレン。
- 請求項1~6のいずれか1項に記載の変性ポリテトラフルオロエチレンがペースト押出成形されてなる成形物。
- 請求項1~6のいずれか1項に記載の変性ポリテトラフルオロエチレンを含む電線被覆材料。
- 芯線と、前記芯線を被覆する請求項9に記載の電線被覆材料からなる被覆層とを有する、電線。
- 請求項1~7のいずれか1項に記載の変性ポリテトラフルオロエチレンの製造方法であって、
前記テトラフルオロエチレンと、前記式(1)で表される単量体と、前記式(2)で表される単量体とを重合させて変性ポリテトラフルオロエチレンを製造する工程を有し、
前記式(1)で表される単量体の使用量が、全単量体の合計質量に対して、0.020~0.040質量%であり、
前記式(2)で表される単量体の使用量が、全単量体の合計質量に対して、0.003~0.080質量%であることを特徴とする変性ポリテトラフルオロエチレンの製造方法。 - 前記式(1)で表される単量体の使用量が、全単量体の合計質量に対して、0.020~0.027質量%であり、前記式(2)で表される単量体の使用量が、全単量体の合計質量に対して、0.004~0.007質量%である、請求項11に記載の変性ポリテトラフルオロエチレンの製造方法。
- 前記重合が、乳化重合である、請求項11または12に記載の変性ポリテトラフルオロエチレンの製造方法。
- 前記工程が、連鎖移動剤の非存在下で、前記テトラフルオロエチレンを反応系に投入しながら、前記テトラフルオロエチレンと、前記式(1)で表される単量体と、前記式(2)で表される単量体とを重合する工程(c)と、
前記変性ポリテトラフルオロエチレンの重合に使用するテトラフルオロエチレンの全量の80質量%以上を反応系に投入した後、連鎖移動剤を反応系に加えて、連鎖移動剤の存在下でさらに重合を行う工程(s)とを有する、請求項11~13のいずれか1項に記載の変性ポリテトラフルオロエチレンの製造方法。 - 前記工程(c)において、重合開始時に、反応系に前記式(1)で表される単量体および前記式(2)で表される単量体をそれぞれ全量存在させる、請求項14に記載の変性ポリテトラフルオロエチレンの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019521236A JP6962368B2 (ja) | 2017-06-02 | 2018-05-29 | 変性ポリテトラフルオロエチレンおよびその製造方法 |
| CN201880034036.8A CN110662778B (zh) | 2017-06-02 | 2018-05-29 | 改性聚四氟乙烯及其制造方法 |
| EP18810645.4A EP3632939B1 (en) | 2017-06-02 | 2018-05-29 | Modified polytetrafluoroethylene and method for producing same |
| RU2019144055A RU2772427C2 (ru) | 2017-06-02 | 2018-05-29 | Модифицированный политетрафторэтилен и способ для его производства |
| US16/684,637 US11421058B2 (en) | 2017-06-02 | 2019-11-15 | Modified polytetrafluoroethylene and method for producing same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017110318 | 2017-06-02 | ||
| JP2017-110318 | 2017-06-02 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/684,637 Continuation US11421058B2 (en) | 2017-06-02 | 2019-11-15 | Modified polytetrafluoroethylene and method for producing same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018221518A1 true WO2018221518A1 (ja) | 2018-12-06 |
Family
ID=64456074
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/020575 WO2018221518A1 (ja) | 2017-06-02 | 2018-05-29 | 変性ポリテトラフルオロエチレンおよびその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11421058B2 (ja) |
| EP (1) | EP3632939B1 (ja) |
| JP (1) | JP6962368B2 (ja) |
| CN (1) | CN110662778B (ja) |
| WO (1) | WO2018221518A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024034675A1 (ja) * | 2022-08-10 | 2024-02-15 | ダイキン工業株式会社 | 変性ポリテトラフルオロエチレン、及び、延伸体 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3636682A4 (en) * | 2017-06-05 | 2021-03-03 | AGC Inc. | ELASTIC COPOLYMER CONTAINING FLUORINE AND ITS PRODUCTION PROCESS |
Citations (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62190206A (ja) * | 1986-01-27 | 1987-08-20 | イ−・アイ・デユポン・デ・ニモアス・アンド・カンパニ− | テトラフルオロエチレン・フアインパウダ−の製法 |
| JPS62230804A (ja) * | 1985-12-18 | 1987-10-09 | Asahi Glass Co Ltd | 含フツ素共重合体 |
| JPH04505633A (ja) * | 1989-05-19 | 1992-10-01 | イー・アイ・デユポン・ドウ・ヌムール・アンド・カンパニー | ヨード硬化部位成分を有するブロム含有ペルフルオロポリマー |
| JPH0812839A (ja) * | 1994-06-30 | 1996-01-16 | Asahi Glass Co Ltd | フッ素化熱可塑性エラストマーの製造方法 |
| JPH0812838A (ja) * | 1994-06-29 | 1996-01-16 | Asahi Glass Co Ltd | フッ素化熱可塑性エラストマーの製造方法 |
| JPH08508532A (ja) * | 1993-03-31 | 1996-09-10 | イー・アイ・デユポン・ドウ・ヌムール・アンド・カンパニー | 低温用パーフルオロエラストマー類 |
| JPH0952955A (ja) * | 1995-08-11 | 1997-02-25 | Daikin Ind Ltd | 変性ポリテトラフルオロエチレン粒状粉末の製法 |
| JPH09505623A (ja) * | 1993-11-29 | 1997-06-03 | イー・アイ・デユポン・ドウ・ヌムール・アンド・カンパニー | 低融点のテトラフルオロエチレンコポリマーおよびそれの使用 |
| WO1998014517A1 (en) * | 1996-10-01 | 1998-04-09 | Dupont Dow Elastomers L.L.C. | Fluroelastomer alloy compositon having excellent low temperature properties |
| JPH1135694A (ja) * | 1997-07-24 | 1999-02-09 | Asahi Glass Co Ltd | 含フッ素重合体の造粒方法 |
| JPH1192507A (ja) * | 1997-07-24 | 1999-04-06 | Asahi Glass Co Ltd | 含フッ素重合体の製造方法 |
| JPH11509245A (ja) | 1995-06-30 | 1999-08-17 | イー・アイ・デユポン・ドウ・ヌムール・アンド・カンパニー | 修飾ポリテトラフルオロエチレン微粉末 |
| JPH11343314A (ja) * | 1998-02-26 | 1999-12-14 | E I Du Pont De Nemours & Co | 低融点のテトラフルオロエチレン共重合体 |
| JP2000026509A (ja) * | 1998-06-08 | 2000-01-25 | E I Du Pont De Nemours & Co | 二酸化炭素中でのフルオロポリマ―の製造方法 |
| JP2001247627A (ja) * | 1999-12-27 | 2001-09-11 | Toshiba Corp | ふっ素樹脂成形体、ふっ素樹脂及びふっ素樹脂の製造方法 |
| JP2001518538A (ja) * | 1997-09-29 | 2001-10-16 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 反応媒質としての特定的フッ素化エーテル |
| JP2005534751A (ja) * | 2002-07-29 | 2005-11-17 | スリーエム イノベイティブ プロパティズ カンパニー | 電子部品製造に用いるのに適する超クリーンフルオロエラストマー |
| JP2006052399A (ja) * | 2004-07-30 | 2006-02-23 | Solvay Solexis Spa | パーフルオロエラストマー |
| WO2007046377A1 (ja) * | 2005-10-20 | 2007-04-26 | Asahi Glass Company, Limited | 溶融成形可能なフッ素樹脂の製造方法 |
| JP2009541561A (ja) * | 2006-07-03 | 2009-11-26 | ソルヴェイ ソレクシス エス.ピー.エー. | (パー)フルオロエラストマー組成物 |
| WO2010110129A1 (ja) * | 2009-03-23 | 2010-09-30 | ダイキン工業株式会社 | フッ素樹脂及びライザー管 |
| JP2011503097A (ja) * | 2007-11-09 | 2011-01-27 | デュポン パフォーマンス エラストマーズ エルエルシー | フルオロオレフィンモノマーおよびそれらのコポリマー |
| WO2011055824A1 (ja) * | 2009-11-09 | 2011-05-12 | 旭硝子株式会社 | ポリテトラフルオロエチレン水性乳化液及びその製造方法、該水性乳化液を用いて得られるポリテトラフルオロエチレン水性分散液、ポリテトラフルオロエチレンファインパウダー並びに延伸多孔体 |
| JP2016104828A (ja) * | 2014-12-01 | 2016-06-09 | 旭硝子株式会社 | 含フッ素共重合体フィルム |
| WO2016170918A1 (ja) * | 2015-04-22 | 2016-10-27 | 旭硝子株式会社 | 変性ポリテトラフルオロエチレンファインパウダーおよびその製造方法、ならびにこれを用いた電線およびチューブ |
| WO2017018353A1 (ja) * | 2015-07-28 | 2017-02-02 | 旭硝子株式会社 | 共重合体、その製造方法、電線被覆用樹脂材料および電線 |
| WO2017043448A1 (ja) * | 2015-09-08 | 2017-03-16 | 旭硝子株式会社 | 変性ポリテトラフルオロエチレンファインパウダー、その製造方法、およびチューブまたはホースの製造方法 |
| JP2017110318A (ja) | 2015-12-17 | 2017-06-22 | セイコーエプソン株式会社 | 捺染装置及びその制御方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4977026A (en) * | 1981-08-20 | 1990-12-11 | E. I. Du Pont De Nemours And Company | Amorphous copolymers of perfluoro-2,2-dimethyl-1,3-dioxole |
| WO2004056887A1 (ja) * | 2002-12-19 | 2004-07-08 | Asahi Glass Company, Limited | テトラフルオロエチレン共重合体 |
| JP4774675B2 (ja) * | 2004-04-07 | 2011-09-14 | ダイキン工業株式会社 | 変性ポリテトラフルオロエチレン粉末及びテトラフルオロエチレン重合体の製造方法 |
| CN100540575C (zh) * | 2004-09-27 | 2009-09-16 | 大金工业株式会社 | 改性聚四氟乙烯及其制造方法 |
| ATE540061T1 (de) * | 2004-11-16 | 2012-01-15 | Daikin Ind Ltd | Feines pulver aus modifiziertem polytetrafluorethylen und formkörper aus modifiziertem polytetrafluorethylen |
| US7531611B2 (en) * | 2005-07-05 | 2009-05-12 | Gore Enterprise Holdings, Inc. | Copolymers of tetrafluoroethylene |
| DE102005039358B4 (de) * | 2005-08-19 | 2016-12-08 | Physik Instrumente (Pi) Gmbh & Co. Kg | Piezoelektrischer Aktor für einen Ultraschallmotor |
| JP4815285B2 (ja) * | 2006-07-07 | 2011-11-16 | 河西工業株式会社 | 自動車用内装部品の製造方法並びに成形金型 |
| JP2008012839A (ja) * | 2006-07-07 | 2008-01-24 | Fujifilm Corp | ポリマーフィルムの製造方法 |
| JP5209913B2 (ja) * | 2007-08-24 | 2013-06-12 | 東電工業株式会社 | 放射性汚染物の除染液並びに除染方法及び除染システム |
| JP5320205B2 (ja) * | 2009-08-03 | 2013-10-23 | 理想科学工業株式会社 | 画像データ生成方法および装置並びに印刷装置 |
| JP6299448B2 (ja) * | 2014-06-10 | 2018-03-28 | 旭硝子株式会社 | ペースト押出成形用テトラフルオロエチレン共重合体、該共重合体の製造方法および成形物 |
| CN106519100B (zh) * | 2016-11-18 | 2018-09-21 | 上海三爱富新材料科技有限公司 | 可熔性聚四氟乙烯的制备方法 |
-
2018
- 2018-05-29 WO PCT/JP2018/020575 patent/WO2018221518A1/ja unknown
- 2018-05-29 EP EP18810645.4A patent/EP3632939B1/en active Active
- 2018-05-29 CN CN201880034036.8A patent/CN110662778B/zh active Active
- 2018-05-29 JP JP2019521236A patent/JP6962368B2/ja active Active
-
2019
- 2019-11-15 US US16/684,637 patent/US11421058B2/en active Active
Patent Citations (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62230804A (ja) * | 1985-12-18 | 1987-10-09 | Asahi Glass Co Ltd | 含フツ素共重合体 |
| JPS62190206A (ja) * | 1986-01-27 | 1987-08-20 | イ−・アイ・デユポン・デ・ニモアス・アンド・カンパニ− | テトラフルオロエチレン・フアインパウダ−の製法 |
| JPH04505633A (ja) * | 1989-05-19 | 1992-10-01 | イー・アイ・デユポン・ドウ・ヌムール・アンド・カンパニー | ヨード硬化部位成分を有するブロム含有ペルフルオロポリマー |
| JPH08508532A (ja) * | 1993-03-31 | 1996-09-10 | イー・アイ・デユポン・ドウ・ヌムール・アンド・カンパニー | 低温用パーフルオロエラストマー類 |
| JPH09505623A (ja) * | 1993-11-29 | 1997-06-03 | イー・アイ・デユポン・ドウ・ヌムール・アンド・カンパニー | 低融点のテトラフルオロエチレンコポリマーおよびそれの使用 |
| JPH0812838A (ja) * | 1994-06-29 | 1996-01-16 | Asahi Glass Co Ltd | フッ素化熱可塑性エラストマーの製造方法 |
| JPH0812839A (ja) * | 1994-06-30 | 1996-01-16 | Asahi Glass Co Ltd | フッ素化熱可塑性エラストマーの製造方法 |
| JPH11509245A (ja) | 1995-06-30 | 1999-08-17 | イー・アイ・デユポン・ドウ・ヌムール・アンド・カンパニー | 修飾ポリテトラフルオロエチレン微粉末 |
| JPH0952955A (ja) * | 1995-08-11 | 1997-02-25 | Daikin Ind Ltd | 変性ポリテトラフルオロエチレン粒状粉末の製法 |
| WO1998014517A1 (en) * | 1996-10-01 | 1998-04-09 | Dupont Dow Elastomers L.L.C. | Fluroelastomer alloy compositon having excellent low temperature properties |
| JPH1135694A (ja) * | 1997-07-24 | 1999-02-09 | Asahi Glass Co Ltd | 含フッ素重合体の造粒方法 |
| JPH1192507A (ja) * | 1997-07-24 | 1999-04-06 | Asahi Glass Co Ltd | 含フッ素重合体の製造方法 |
| JP2001518538A (ja) * | 1997-09-29 | 2001-10-16 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 反応媒質としての特定的フッ素化エーテル |
| JPH11343314A (ja) * | 1998-02-26 | 1999-12-14 | E I Du Pont De Nemours & Co | 低融点のテトラフルオロエチレン共重合体 |
| JP2000026509A (ja) * | 1998-06-08 | 2000-01-25 | E I Du Pont De Nemours & Co | 二酸化炭素中でのフルオロポリマ―の製造方法 |
| JP2001247627A (ja) * | 1999-12-27 | 2001-09-11 | Toshiba Corp | ふっ素樹脂成形体、ふっ素樹脂及びふっ素樹脂の製造方法 |
| JP2005534751A (ja) * | 2002-07-29 | 2005-11-17 | スリーエム イノベイティブ プロパティズ カンパニー | 電子部品製造に用いるのに適する超クリーンフルオロエラストマー |
| JP2006052399A (ja) * | 2004-07-30 | 2006-02-23 | Solvay Solexis Spa | パーフルオロエラストマー |
| WO2007046377A1 (ja) * | 2005-10-20 | 2007-04-26 | Asahi Glass Company, Limited | 溶融成形可能なフッ素樹脂の製造方法 |
| JP2009541561A (ja) * | 2006-07-03 | 2009-11-26 | ソルヴェイ ソレクシス エス.ピー.エー. | (パー)フルオロエラストマー組成物 |
| JP2011503097A (ja) * | 2007-11-09 | 2011-01-27 | デュポン パフォーマンス エラストマーズ エルエルシー | フルオロオレフィンモノマーおよびそれらのコポリマー |
| WO2010110129A1 (ja) * | 2009-03-23 | 2010-09-30 | ダイキン工業株式会社 | フッ素樹脂及びライザー管 |
| WO2011055824A1 (ja) * | 2009-11-09 | 2011-05-12 | 旭硝子株式会社 | ポリテトラフルオロエチレン水性乳化液及びその製造方法、該水性乳化液を用いて得られるポリテトラフルオロエチレン水性分散液、ポリテトラフルオロエチレンファインパウダー並びに延伸多孔体 |
| JP2016104828A (ja) * | 2014-12-01 | 2016-06-09 | 旭硝子株式会社 | 含フッ素共重合体フィルム |
| WO2016170918A1 (ja) * | 2015-04-22 | 2016-10-27 | 旭硝子株式会社 | 変性ポリテトラフルオロエチレンファインパウダーおよびその製造方法、ならびにこれを用いた電線およびチューブ |
| WO2017018353A1 (ja) * | 2015-07-28 | 2017-02-02 | 旭硝子株式会社 | 共重合体、その製造方法、電線被覆用樹脂材料および電線 |
| WO2017043448A1 (ja) * | 2015-09-08 | 2017-03-16 | 旭硝子株式会社 | 変性ポリテトラフルオロエチレンファインパウダー、その製造方法、およびチューブまたはホースの製造方法 |
| JP2017110318A (ja) | 2015-12-17 | 2017-06-22 | セイコーエプソン株式会社 | 捺染装置及びその制御方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3632939A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024034675A1 (ja) * | 2022-08-10 | 2024-02-15 | ダイキン工業株式会社 | 変性ポリテトラフルオロエチレン、及び、延伸体 |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2019144055A3 (ja) | 2021-08-04 |
| EP3632939B1 (en) | 2023-07-26 |
| CN110662778B (zh) | 2021-08-17 |
| RU2019144055A (ru) | 2021-07-09 |
| JP6962368B2 (ja) | 2021-11-05 |
| US20200095353A1 (en) | 2020-03-26 |
| US11421058B2 (en) | 2022-08-23 |
| JPWO2018221518A1 (ja) | 2020-04-02 |
| CN110662778A (zh) | 2020-01-07 |
| EP3632939A4 (en) | 2021-03-17 |
| EP3632939A1 (en) | 2020-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9663601B2 (en) | Modified polytetrafluoroethylene fine powder and modified polytetrafluoroethylene molded product | |
| US8969432B2 (en) | Modified polytetrafluoroethylene particles, method for producing the same, and modified polytetrafluoroethylene molded product | |
| JP6299448B2 (ja) | ペースト押出成形用テトラフルオロエチレン共重合体、該共重合体の製造方法および成形物 | |
| JP3613024B2 (ja) | 延伸用テトラフルオロエチレン系共重合体とその用途 | |
| EP1174448B1 (en) | Fine powders of polytetrafluoroethylene | |
| CN111148773B (zh) | 改性聚四氟乙烯、成形物、拉伸多孔体的制造方法 | |
| EP1948718A2 (en) | Fluoropolymer blending process | |
| WO2019065644A1 (ja) | 変性ポリテトラフルオロエチレン、成形物、延伸多孔体の製造方法 | |
| JP4686861B2 (ja) | 変性ポリテトラフルオロエチレンファインパウダーの製造方法 | |
| RU2308464C2 (ru) | Тетрафторэтиленовый сополимер, способ его получения и продукт, полученный экструдированием пасты | |
| WO2018221518A1 (ja) | 変性ポリテトラフルオロエチレンおよびその製造方法 | |
| US20200362192A1 (en) | Electric wire with a core and a coating | |
| RU2772427C2 (ru) | Модифицированный политетрафторэтилен и способ для его производства | |
| CN107430912A (zh) | 电线的制造方法 | |
| WO2024019010A1 (ja) | 変性ポリテトラフルオロエチレン、成形物、延伸多孔体の製造方法 | |
| RU2783025C2 (ru) | Модифицированный политетрафторэтилен, формованное изделие и способ получения растянутого пористого материала |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18810645 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019521236 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018810645 Country of ref document: EP Effective date: 20200102 |