WO2018016013A1 - スプライシング装置及びスプライシング方法 - Google Patents
スプライシング装置及びスプライシング方法 Download PDFInfo
- Publication number
- WO2018016013A1 WO2018016013A1 PCT/JP2016/071191 JP2016071191W WO2018016013A1 WO 2018016013 A1 WO2018016013 A1 WO 2018016013A1 JP 2016071191 W JP2016071191 W JP 2016071191W WO 2018016013 A1 WO2018016013 A1 WO 2018016013A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- splicing
- tape
- cam
- carrier tape
- pressing
- Prior art date
Links
Images
























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/18—Attaching, e.g. pasting, the replacement web to the expiring web
- B65H19/1842—Attaching, e.g. pasting, the replacement web to the expiring web standing splicing, i.e. the expiring web being stationary during splicing contact
- B65H19/1852—Attaching, e.g. pasting, the replacement web to the expiring web standing splicing, i.e. the expiring web being stationary during splicing contact taking place at a distance from the replacement roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H21/00—Apparatus for splicing webs
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/02—Feeding of components
- H05K13/0215—Interconnecting of containers, e.g. splicing of tapes
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
- H05K13/0417—Feeding with belts or tapes
- H05K13/0419—Feeding with belts or tapes tape feeders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/449—Features of movement or transforming movement of handled material
- B65H2301/4493—Features of movement or transforming movement of handled material intermittent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/462—Form of splice
- B65H2301/4622—Abutting article or web portions, i.e. edge to edge
- B65H2301/46222—Abutting article or web portions, i.e. edge to edge involving double butt splice, i.e. adhesive tape applied on both sides of the article or web portions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/463—Splicing splicing means, i.e. means by which a web end is bound to another web end
- B65H2301/4631—Adhesive tape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2403/00—Power transmission; Driving means
- B65H2403/50—Driving mechanisms
- B65H2403/51—Cam mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1942—Web supporting regularly spaced non-adhesive articles
Definitions
- the present invention relates to a splicing device and a splicing method for connecting carrier tapes with a splicing tape.
- a reel on which a carrier tape storing a plurality of electronic components (hereinafter simply referred to as “components”) is wound is loaded into a tape feeder. Then, by driving a sprocket that engages with a feed hole drilled in the carrier tape, the carrier tape is sent out in a fixed quantity and parts are sequentially supplied to the parts supply position. Installing.
- first carrier tape the terminal portion of the carrier tape
- second carrier tape a carrier tape wound on another reel containing various types of components
- the first carrier tape and the second carrier tape are sent in directions approaching each other from both sides of the device, and the end portion of the first carrier tape and the start end portion of the second carrier tape are spliced. Position to position. Then, the front-side splicing tape and the back-side splicing tape are pressed against and attached to the front and back surfaces across the first carrier tape and the second carrier tape positioned at the splicing position by cam drive.
- the splicing tape may be insufficiently attached to the carrier tape and peel off.
- This problem can be dealt with by driving the cam at a low speed and increasing the pressing time of the splicing tape against the carrier tape, but the splicing cycle time becomes longer.
- the cam becomes large and the splicing device becomes large.
- An object of the present invention is to provide a splicing device and a splicing method that can securely attach a splicing tape to a carrier tape.
- a splicing device of the present invention is a splicing device for connecting a first carrier tape having a component storage cavity and a second carrier tape by a first splicing tape and a second splicing tape, A positioning device for sending the first carrier tape and the second carrier tape in a direction approaching each other to position the end of the first carrier tape and the end of the second carrier tape at a splicing position; A first pressing member that presses the splicing tape against one surface of the first carrier tape and the second carrier tape across the first carrier tape and the second carrier tape positioned at the splicing position; 2 Splicing tape A second pressing member that presses against the other surface of the first carrier tape and the second carrier tape across the first carrier tape and the second carrier tape positioned at the icing position, and the first operation by a series of operations.
- a driving device that reciprocally moves the pressing surface of the pressing member and the pressing surface of the second pressing member toward and away from each other; and the first pressing member and the second pressing device by the series of operations of the driving device.
- a control device for temporarily stopping the series of operations of the driving device in a pressing state in which the pressing member presses the first splicing tape and the second splicing tape against the first carrier tape and the second carrier tape; Prepare.
- the splicing device is a series of operations of the driving device that drives the first and second pressing members in the pressing state in which the first and second pressing members press the splicing tape against the first and second carrier tapes. Therefore, the pressing time of the splicing tape against the first and second carrier tapes can be extended. Therefore, the splicing tape can be securely attached to the first and second carrier tapes.
- the splicing method of the present invention is a splicing method for connecting a first carrier tape having a component storage cavity and a second carrier tape by the first splicing tape and the second splicing tape, A positioning step of feeding the first carrier tape and the second carrier tape in a direction approaching each other to position an end portion of the first carrier tape and an end portion of the second carrier tape at a splicing position; By a series of operations, the first splicing tape is pressed against one surface of the first carrier tape and the second carrier tape across the first carrier tape and the second carrier tape positioned at the splicing position, The second splicing tape A pressing step of pressing against the other surface of the first carrier tape and the second carrier tape across the first carrier tape and the second carrier tape positioned at the splicing position, and the series of operations of the driving device And a stopping step of temporarily stopping the series of operations of the driving device in a pressing state in which the first splicing tape and the second splicing tape are pressed
- FIG. 3 is a cross-sectional view taken along line 3-3 in FIG. It is a figure which shows the sticking state of the splicing tape with respect to the base tape in a splicing tape supply member. It is a figure which shows the state which opened the cover body of the splicing apparatus. It is a figure which shows the state which mounted
- FIG. 10 It is a perspective view which shows the joining apparatus which joins a splicing tape to a carrier tape. It is a top view which shows a joining apparatus. It is the front view seen from the arrow 10 direction of FIG. It is the right view seen from the arrow 11 direction of FIG. It is the left view seen from the arrow 12 direction of FIG. It is a figure which shows the 1st cam groove formed in the cam drum of a joining apparatus. It is a cam diagram of a 1st cam groove. It is a figure which shows the 2nd cam groove formed in the cam drum of a joining apparatus. It is a cam diagram of a 2nd cam groove. It is a figure which shows the 3rd cam groove formed in the cam drum of a joining apparatus.
- FIG. 1 It is a cam diagram of a 3rd cam groove. It is a figure which shows the 4th cam groove formed in the cam drum of a joining apparatus. It is a cam diagram of a 4th cam groove. It is the figure which looked at the sensor arrange
- FIG. 1 It is a cam diagram of a 3rd cam groove. It is a figure which shows the 4th cam groove formed in the cam drum of a joining apparatus. It is a cam diagram of a 4th cam groove. It is the figure which looked at the sensor arrange
- 24 is a cross-sectional view taken along line 24-24 of FIG. It is a figure which shows the state which a 1st lifting platform and a 2nd lifting platform raise. It is a figure which shows the state in which the turntable provided in a 2nd lifting platform turns. It is a figure which shows the state which the turntable provided in the 2nd lifting platform completed the turn. It is a figure which shows the state which is pressing the carrier tape and the splicing tape with a 1st lifting platform and a 2nd lifting platform.
- the splicing device 20 includes a current reel carrier tape T (see FIGS. 2 and 3) inserted from both sides of the device main body 21 in a state in which an openable / closable lid 22 is closed.
- the carrier tape T of the next reel is spliced by the splicing tape 30 (see FIG. 4) which is abutted at the center of the apparatus main body 21 and is supplied by the splicing tape supply member TT (see FIG. 4).
- the carrier tape T is formed long and narrow with a predetermined width, and a large number of cavities Ct are arranged at a constant pitch interval Pc in the longitudinal direction.
- the components e to be mounted on the board are respectively stored.
- the upper part of the cavity Ct is opened, and is covered with a cover tape Tt attached to the surface of the carrier tape T.
- feed holes Hc are formed at the same pitch interval Pc as the cavity Ct or at a pitch interval 2Pc that is twice the cavity Ct, and these feed holes Hc are at a fixed position with respect to the cavity Ct. Placed in a relationship.
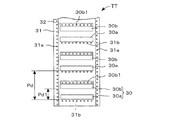
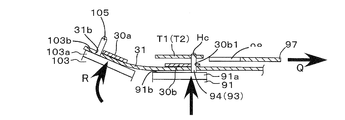
- the splicing tape supply member TT has a three-layer structure including a splicing tape 30, a base tape 31, and a top film 32.
- the splicing tape 30 is composed of a pair of splicing tapes 30a and 30b on the upper surface of the continuous base tape 31 and for the front surface and the back surface that are bonded to both surfaces of the two carrier tapes T. That is, the splicing tape 30 includes a surface splicing tape 30a (first splicing tape) bonded to the front surface side of the two carrier tapes T and a back surface splicing tape 30b (bonded to the back surface side of the two carrier tapes T).
- the second splicing tape) is a set.
- a set of splicing tapes 30 for the front and back surfaces has a constant pitch in the longitudinal direction of the base tape 31 while maintaining a fixed positional relationship with the feed holes 31a drilled at a fixed pitch interval on both sides of the base tape 31. Affixed with an interval Pd. Further, the pair of splicing tapes 30 is arranged with a predetermined interval Pd1 with the front splicing tape 30a as the leading side. A continuous top film 32 is adhered to the upper surface of the splicing tape 30. Metal powder is embedded in the splicing tape 30, and the splicing device 20 detects the splicing tape 30 by a tape detection sensor (not shown) that can detect metal.
- the adhesive force between the top film 32 and the base tape 31 bonded to both surfaces of the splicing tape 30 is stronger than the base tape 31, and even if the top film 32 is peeled off from the splicing tape 30, the splicing tape 30. Is prevented from being peeled off from the base tape 31.
- the adhesive strength thereof is stronger than the adhesive strength to the base tape 31, and the base tape 31 is peeled off from the splicing tape 30. It is easy.
- the width direction dimension of the base tape 31 is larger than the width direction dimension of the top film 32, and both ends of the base tape 31 in the width direction protrude from both ends of the top film 32 in the width direction.
- the width direction dimension of the splicing tape 30 is equal to the width direction dimension of the top film 32, and the splicing tape 30 is affixed to the base tape 31 inside the feed hole 31a.
- a plurality of positioning holes 31b are formed in the base tape 31 along the width direction of the base tape 31 at positions close to the surface splicing tape 30a at the same pitch interval as the feed holes Hc formed in the carrier tape T.
- a plurality of positioning holes 30b1 are formed in the back surface splicing tape 30b along the width direction of the base tape 31 through the base tape 31 at the same pitch intervals as the feed holes Hc formed in the carrier tape T.
- the feed holes 31a and positioning holes 31b formed in the base tape 31 are aligned with the formation of the positioning holes 30b1 in the back surface splicing tape 30b after the splicing tape 30 is attached to the base tape 31 at a predetermined position. Formed by a punching press or the like.
- the splicing device 20 includes first and second tape feeding devices 50 and 51, first and second cutting devices 54 and 55, and first and second taking-in.
- the two carrier tapes T to be spliced are referred to as first and second carrier tapes T1 and T2.
- the first and second tape feeders 50 and 51 are configured so that the first and second transport paths 60a and 60b move the first and second carrier tapes T1 and T2 from the side surfaces of the apparatus main body 21 toward the center.
- the predetermined first and second cutting positions of the first and second carrier tapes T1 and T2 are sequentially positioned at the first and second cutting positions Lc1 and Lc2 and the splicing position LS. That is, the first and second tape feeders 50 and 51 function as first and second positioning devices.
- the first and second cutting devices 54 and 55 cut the first and second unnecessary portions at the first and second cutting positions of the first and second carrier tapes T1 and T2.
- the first cutting position of the first carrier tape T1 for example, an intermediate position between the cavity Ct where the part e of the first carrier tape T1 is present and the empty cavity Ct where the part e is absent is selected.
- the first and second take-in devices 56 and 57 take in the first and second unnecessary portions to be cut of the first and second carrier tapes T1 and T2, respectively. That is, the first carrier tape T1 including the continuous empty cavities Ct is taken into the first take-in device 56 as a first unnecessary portion and discarded. The same applies to the second unnecessary portion of the second carrier tape T.
- the supply reel holding unit 34 is attached to the apparatus main body 21 and rotatably supports the supply reel 33 on which the splicing tape supply member TT is wound in a roll shape.
- the supply reel holding unit 34 is pressed against the supply reel 33 by a predetermined frictional force generated by a spring force, and the supply reel holding unit 34 restricts the rotation of the supply reel 33 with respect to the supply reel holding unit 34.
- the supply reel 33 can rotate with respect to the supply reel holding portion 34.
- the top film conveying device 35 includes a roller 352a that sandwiches and feeds the top film 32 and a motor 352b that rotates the roller 352a, and is disposed below the supply reel 33.
- the top film transport device 35 sends out the top film 32 folded back in the direction opposite to the transport direction of the splicing tape supply member TT by the operator and peels off the top film 32 from the base tape 31.
- the splicing tape supply member conveying device 36 includes a sprocket 46 for feeding and a stepping motor 47, and sends out the base tape 31 from which the splicing tape 30 has been peeled off. That is, a plurality of engagement teeth 46a are formed in the feed sprocket 46 at equal angular intervals in the circumferential direction at the same pitch as the pitch of the feed holes 31a drilled in the base tape 31.
- the base tape 31 from which the top film 32 has been peeled off that is, the base tape 31 to which a large number of splicing tapes 30 are attached with the adhesive surface facing upward passes through the joining device 58 so as to cross the center of the splicing position LS.
- the feed hole 31 a is engaged with the engagement teeth 46 a of the feed sprocket 46.
- the stepping motor 47 is connected to the feeding sprocket 46, and feeds the base tape 31 engaged with the engaging teeth 46a by a unit amount by being driven by one pitch.
- the stepping motor 47 is returned to the origin when the power is turned on, and is positioned so that the engaging teeth 46a of the feed sprocket 46 are always located at the apex.
- the stepping motor 47 can be appropriately restricted in rotation by, for example, rotation restricting means 47a such as a servo lock device or by applying excitation.
- rotation restricting means 47a such as a servo lock device or by applying excitation.
- the joining device 58 is provided between the first cutting device 54 and the second cutting device 55.
- the joining device 58 detects the splicing tapes 30a and 30b installed at a position separated from the splicing position LS by a certain distance on the front side of the splicing position LS below the base tape 31 fed from the supply reel 33.
- a tape detection sensor (not shown) is provided.
- the joining device 58 is fed from the left and right sides of the device main body 21 at the intermediate splicing position LS between the first and second transport paths 60a and 60b, and the first and second cutting points are brought into contact with each other.
- the first and second carrier tapes T ⁇ b> 1 and T ⁇ b> 2 are connected by a splicing tape 30 that is fed from an upper direction orthogonal to the first and second carrier tapes T ⁇ b> 2 and positioned based on a detection signal of a tape detection sensor.
- the joining device 58 includes a first lifting platform 91, a support plate 97, a second lifting platform 101, a swivel platform 103, and the like.
- the leg portion 92 of the first lifting platform 91 is guided and supported so as to be movable up and down.
- a first pressing member 91a is provided on the first lifting platform 91, and the first pressing member 91a is provided on both sides with the joining position (butting position) of the first and second carrier tapes T1 and T2 as the center.
- the first positioning pins 93 and 94 that are engageable with the positioning holes 30b1 and 31b formed in the splicing tape 30 and the feed holes Hc of the first and second carrier tapes T1 and T2 are first, It protrudes along the feeding direction of the second carrier tapes T1, T2.
- Each pitch of these two sets of first positioning pins 93 and 94 is determined to be twice the pitch interval Pc of the feed holes Hc of the first and second carrier tapes T1 and T2.
- pin holes 95 are formed between the first positioning pins 93 and 94 in the first lifting platform 91, and second positioning pins 105 on the swivel base 103 side which will be described later enter into these pin holes 95. it can.
- a movable base 96 is guided and supported by the apparatus main body 21 in a horizontal direction perpendicular to the longitudinal direction of the first and second carrier tapes T1 and T2, and the first positioning pins 93 are supported on the movable base 96.
- a support plate 97 is attached.
- a U-shaped groove 98 that can accommodate the first positioning pins 93 and 94 is formed at the tip of the support plate 97, and the support plate 97 has a retracted end from which the groove 98 is separated from the first positioning pins 93 and 94.
- the groove 98 can move back and forth between the forward ends that receive the first positioning pins 93 and 94.
- the end portion of the first carrier tape T1 and the start end portion of the second carrier tape T2 are supported.
- leg portion 102 of the second lifting platform 101 is guided and supported by the apparatus main body 21 so as to be movable up and down.
- a swivel 103 is supported at both ends so that it can turn 180 degrees around a pivot shaft 104 parallel to the longitudinal direction of the first and second carrier tapes T1, T2.
- the swivel base 103 is provided with a second pressing member 103a at a position offset from the turning center, and the second pressing member 103a is provided with a plurality of second positioning pins 105 and pin holes 106.
- the second positioning pins 105 are arranged at corresponding positions between the first positioning pins 93 and 94 provided on the first lifting platform 91 and can enter the pin holes 95 provided on the first lifting platform 91.
- the pin holes 106 are arranged at corresponding positions between the second positioning pins 105, and the first positioning pins 93 and 94 provided on the first lifting platform 91 can enter.
- the second positioning pin 105 is engaged with the feed holes Hc of the first and second carrier tapes T1 and T2 and the positioning holes 31b and 30b1 of the splicing tape 30 which are positioned at the splicing position LS by the 180 degree rotation of the swivel base 103.
- the positional relationship between the first and second carrier tapes T1 and T2 and the splicing tape 30 connecting them is kept constant.
- a pinion 107 is attached to the pivot shaft 104 of the swivel base 103.
- a movable base 109 is movable in a horizontal direction perpendicular to the transport direction of the first and second carrier tapes T1 and T2 when a rack 108 meshing with the pinion 107 is attached. Mounted on. As a result, when the movable table 109 is moved, the swivel base 103 is swung by the rack and pinion mechanism including the pinion 107 and the rack 108.
- the pressing surface 103b of the second pressing member 103a of the swivel 103 and the pressing surface 91b of the first pressing member 91a of the first elevator 91 are moved.
- the first, second carrier tapes T1, T2 and the splicing tape 30 are finally connected between the pressing surface 103b of the second pressing member 103a and the pressing surface 91b of the first pressing member 91a. It is pinched and connected to each other.
- a cam drum 110 (corresponding to “driving device” or “cam” of the present invention) is supported on the apparatus main body 21 so as to be rotatable about an axis parallel to the turning center of the swivel base 103, and a drive motor 120 ( It is rotated at a low speed in a fixed direction by the “driving device” and “cam driving device” of the invention.
- Two cam grooves 110a, 110b, 110c, and 110d are formed on both surfaces of the cam drum 110 in an endless manner in the circumferential direction.
- a first follower roller 110cc (supported by a leg 92 of the first elevator 91) is provided.
- the 1st cam groove 110c is provided in order to raise / lower the 1st raising / lowering stand 91.
- FIG. That is, as shown in FIGS. 13 and 14, when the cam drum 110 has a cam phase angle of 0 °, the first lifting platform 91 is located at the bottom dead center.
- the first lifting platform 91 rises and reaches the top dead center.
- the first elevator 91 is located at the top dead center until the cam drum 110 rotates and the cam phase angle reaches 265 °. Further, when the cam drum 110 rotates and the cam phase angle reaches 305 °, the first lifting platform 91 descends and reaches the bottom dead center, and the cam drum 110 rotates and the cam phase angle reaches 360 ° (0 °). Until it reaches, the 1st lifting platform 91 is located in the bottom dead center.
- the second cam groove 110d (corresponding to the “second cam” of the present invention) is pivotally supported by a connecting member 109b having a follower 109a that contacts the movable base 109.
- the follower roller 110dd (corresponding to the “second cam” of the present invention) is engaged.
- the movable base 109 is always pulled to the left in FIG. 12 by the tension spring 109c.
- the second cam groove 110d is provided for turning the turntable 103. That is, as shown in FIGS. 15 and 16, when the cam drum 110 has a cam phase angle of 0 °, the swivel base 103 is in a state in which the second positioning pin 105 faces upward (hereinafter referred to as “turning upward”).
- the swivel base 103 starts swiveling in the opposite direction, and when the cam drum 110 rotates and the cam phase angle reaches 305 °, the swivel base 103 turns upward. Until the cam drum 110 rotates and the cam phase angle reaches 360 ° (0 °), the swivel base 103 maintains the turning upward state.
- a third follower roller 110aa (supported by the leg portion 102 of the second lifting platform 101).
- the third cam groove 110a is provided to raise and lower the second lifting platform 101. That is, as shown in FIGS. 17 and 18, when the cam drum 110 has a cam phase angle of 0 °, the second lifting platform 101 is located at the bottom dead center.
- the second lifting / lowering platform 101 rises and reaches top dead center.
- the second lifting platform 101 is located at the top dead center until the cam drum 110 rotates and the cam phase angle reaches 110 °. Further, when the cam drum 110 rotates and the cam phase angle reaches 145 °, the second lifting platform 101 descends to reach the bottom dead center, and the cam drum 110 rotates to reach the cam phase angle of 215 °. 2
- the elevator 101 is located at the bottom dead center.
- the cam drum 110 rotates and the cam phase angle reaches 235 °
- the second lifting platform 101 rises to reach a height h lower than the top dead center, and the cam drum 110 rotates and the cam phase angle becomes 280 °.
- the second lifting platform 101 is located at the height h until it reaches. Further, when the cam drum 110 rotates and the cam phase angle reaches 305 °, the second lifting platform 101 descends and reaches the bottom dead center, and the cam drum 110 rotates and the cam phase angle reaches 360 ° (0 °). Until it reaches, the 2nd lifting platform 101 is located in the bottom dead center.
- the movable base 109 is always pulled to the left in FIG. 12 by the tension spring 109c and is in contact with the follower 109a of the connecting member 109b. Therefore, even when the connecting member 109b horizontally moves the movable table 109 along the second cam groove 110d, the movable table 109 and the second elevator table 101 can move up and down along the third cam groove 110a.
- the fourth cam groove 110 b (corresponding to the “fourth cam” of the present invention) is pivotally supported by an arm 96 a extending from a movable base 96 connected to a support plate 97.
- Four follower rollers 110bb (corresponding to the “fourth cam” of the present invention) are engaged.
- the fourth cam groove 110b is provided to advance and retract the support plate 97 in the horizontal direction. That is, as shown in FIGS. 19 and 20, when the cam drum 110 has a cam phase angle of 0 °, the support plate 97 is positioned at the forward end where the groove 98 accommodates the first positioning pins 93 and 94.
- the support plate 97 starts to retreat, and when the cam drum 110 rotates and the cam phase angle reaches 80 °, the support plate 97 98 reaches the retracted end where the first positioning pins 93 and 94 are separated.
- the support plate 97 is positioned at the retracted end until the cam drum 110 rotates and the cam phase angle reaches 310 °. Further, when the cam drum 110 rotates, the support plate 97 starts to advance, and when the cam phase angle reaches 360 ° (0 °), the support plate 97 reaches the advance end.
- the cam drum 110 when the cam drum 110 is rotated from the cam phase angle of 0 °, the first, second, third, and fourth cam grooves 110c, 110d, 110a, and 110b are engaged with the first, second, and third cam grooves, respectively.
- the third and fourth follower rollers 110cc, 110dd, 110aa, 110bb Via the third and fourth follower rollers 110cc, 110dd, 110aa, 110bb, the first and second lifting platforms 91, 101 are moved up and down, the support plate 97 is moved back and forth, and the swiveling table 103 is swung (movable table). 96 horizontal movements) are performed in conjunction with each other.
- the cam drum 110 rotates once, and performs a series of operations of the first and second lifting platforms 91 and 101, the support plate 97, and the swivel base 103 (movable base 96) once.
- the cam refers to the cam drum 110, the first, second, third, and fourth cam grooves 110c, 110d, 110a, and 110b and the first, second, third, and fourth follower rollers 110cc and 110dd. , 110aa, 110bb.
- the first lifting platform 91 and the second lifting platform 101 replace the front splicing tape 30a and the rear splicing tape 30b with the first carrier tape T1 and the second carrier tape by a series of cam operations.
- the series of cam operations are temporarily stopped by temporarily stopping the drive motor 120, and the series of cam operations is resumed after a predetermined time set in the control device 59 has elapsed.
- the splicing tape 30 can be sufficiently adhered to the carrier tape T.
- the predetermined time for the temporary stop can be adjusted according to the type of the splicing tape 30 (type of adhesive material), the type of the carrier tape T, the outside air temperature when performing splicing, and the like, and is set in the control device 59.
- the pressing state is continued in a predetermined angle range during one rotation of the cam drum 110, in this example, in a range where the cam phase angle is 145 ° -215 °.
- the control device 59 temporarily stops the series operation of the cam by temporarily stopping the drive motor 120 while the cam is operating in the range of 145 ° to 215 ° in the series operation.
- the timing for temporarily stopping the drive motor 120 may be when the cam is located at the center of a predetermined angle range, in this example, the cam phase angle is 180 ° (hereinafter referred to as “drive stop point”). This is because the pressing state is maintained even when the timing of temporary stop of the drive motor 120 varies.
- the temporary stop time of the drive motor 120 is set according to the adhesive force of the splicing tape 30 to the carrier tape T.
- the suspension time of the drive motor 120 is measured by a timer built in the control device 59.
- the apparatus main body 21 is provided with an origin sensor 111 and a splicing sensor 112 as shown in FIGS. 21A and 21B.
- the origin sensor 111 is a sensor that detects the original positions (cam phase angle 0 °) of the first and second elevators 91 and 101, the support plate 97, and the swivel base 103 (movable base 96).
- the origin sensor 111 is a photoelectric sensor having a light emitting element 111a and a light receiving element 111b.
- the light emitting element 111a and the light receiving element 111b are arranged on both sides of the cam drum 110 so that the sensor light can pass through a through hole 111c formed at a cam phase angle of 0 ° of the cam drum 110.
- the splicing sensor 112 is a sensor that detects a drive stop point (cam phase angle 180 °) of the cam drum 110, that is, a timing for temporarily stopping the drive motor 120.
- the splicing sensor 112 is a photoelectric sensor having a light emitting element 112a and a light receiving element 112b.
- the light emitting element 112a and the light receiving element 112b are arranged on both sides of the cam drum 110 so that the sensor light can pass through a through hole 112c formed at a cam phase angle of 180 ° of the cam drum 110.
- the through hole 111 c and the through hole 112 c are formed at positions shifted in the radial direction of the cam drum 110 so that the sensor light from the origin sensor 111 and the sensor light from the splicing sensor 112 do not interfere with each other.
- the control device 59 passes the first and second carrier tapes T1 and T2 inserted from both side surfaces of the device main body 21 by the first and second tape feeding devices 50 and 51 along the first and second transport paths 60a and 60b.
- the predetermined first and second cutting locations of the first and second carrier tapes T1 and T2 are transported and positioned at the first and second cutting positions Lc1 and Lc2 (step S1 in FIG. 22).
- the control device 59 cuts the first and second cutting portions of the first and second carrier tapes T1 and T2 with the first and second cutting devices 54 and 55, and the first and second take-in devices 56 and 57 First and second unnecessary portions are taken in (step S2 in FIG. 22).
- the first tape feeder 50 transports and positions the terminal portion, which is the cut portion of the first carrier tape T1, to the splicing position LS (step S3 in FIG. 22, positioning step).
- the second tape feeder 51 transports and positions the start end portion, which is the cut portion of the second carrier tape T2, to the splicing position LS (step S3 in FIG. 22, positioning step).
- the end portion of the first carrier tape T1 and the start end portion of the second carrier tape T2 are supported on the upper surface of the support plate 97.
- the feed holes Hc1 and Hc2 of the first and second carrier tapes T1 and T2 are positioned at positions where they can be engaged with the first positioning pins 93 and 94 of the joining device 58 provided at the splicing position LS.
- the control device 59 drives the stepping motor 47 of the splicing tape supply member conveying device 36 and pulls out the splicing tape supply member TT wound around the supply reel 33 from the supply reel 33. Then, the back surface splicing tape 30b is once sent to a position detected by the tape detection sensor, and further fed from that position by a certain distance, thereby conveying and positioning a pair of splicing tapes 30 for the front surface and the back surface to the splicing position LS. (Step S4 in FIG. 22).
- the positioning hole 31b formed in the base tape 31 on the surface splicing tape 30a side is engaged with the second positioning pin 105 of the joining device 58 provided at the splicing position LS. Positioned where possible. Further, the positioning hole 30b1 formed in the back surface splicing tape 30b is positioned at a position where it can be engaged with the first positioning pins 93 and 94 of the joining device 58 provided at the splicing position LS.
- the control device 59 When the control device 59 positions the first and second carrier tapes T1 and T2 and the splicing tape 30 at the splicing position LS, the control device 59 excites the stepping motor 47 of the splicing tape supply member transport device 36. That is, the splicing tape 30 is positioned at the splicing position LS to be in a stationary holding state. At this time, since the supply reel holding unit 34 holds the supply reel 33 by applying a frictional force in the direction opposite to the rotation direction, in combination with the splicing tape supply member conveying device 36 in the stationary holding state. The splicing tape 30 can be positioned with high accuracy at the splicing position LS.
- the control device 59 drives the drive motor 120 to rotate the cam drum 110 from the cam phase angle of 0 ° (step S5 in FIG. 22).
- the first elevator 91 is first lifted through the first follower roller 110cc that engages with the first cam groove 110c, and the third follower that engages with the third cam groove 110a.
- the second lifting platform 101 is raised through the roller 110aa.
- the first positioning pins 93 and 94 of the first lifting platform 91 are aligned with the positioning holes 30b1 of the back surface splicing tape 30b and the feed holes Hc of the first and second carrier tapes T1 and T2. Respectively engaged.
- the second positioning pin 105 of the second elevator 101 is engaged with the positioning hole 31b on the surface splicing tape 30a side.
- a support plate 97 is interposed between the back surface splicing tape 30b and the first and second carrier tapes T1 and T2, as shown in FIG.
- the second carrier tapes T1 and T2 do not adhere. Accordingly, the positional relationship between the three of the first and second carrier tapes T1 and T2 and the back surface splicing tape 30b bonded to the back surface of the first and second carrier tapes T1 and T2 is kept constant.
- the movable base 96 is moved in the horizontal direction via the fourth follower roller 110bb engaged with the fourth cam groove 110b, and the second cam groove 110d is moved to the second cam groove 110d.
- the movable base 109 is moved in the horizontal direction via the engaging second follower roller 110dd. Then, by the horizontal movement of the movable table 109, the swivel base 103 is swung clockwise in FIG. 25 via the rack and pinion mechanism (107, 108).
- the support plate 97 interposed between the back surface splicing tape 30b and the first and second carrier tapes T1 and T2 is shown in FIG.
- the back splicing tape 30b and the first and second carrier tapes T1 and T2 can be bonded together.
- the base tape 31 engaged with the second positioning pins 105 is bent, and the surface splicing tape 30a is replaced with the first and second carriers.
- the tape is inverted with the adhesive surface facing downward above the tapes T1 and T2. That is, the base tape 31 is bent so as to sandwich the first and second carrier tapes T1 and T2, and the back surface splicing tape 30b is positioned on the back surface side of the first and second carrier tapes T1 and T2, and the first,
- the surface splicing tape 30a is positioned on the surface side of the second carrier tapes T1 and T2.
- the stepping motor 47 of the splicing tape supply member conveying device 36 is rotated in the reverse direction, the base tape 31 is slackened, and the base tape 31 is allowed to be bent.
- the cam phase angle of the cam drum 110 reaches 110 °
- the second elevator 101 reaches the top dead center
- the swivel 103 reaches the turn downward.
- the downward turning of the swivel base 103 is maintained until the cam phase angle of the cam drum 110 reaches 235 °.
- the cam phase angle of the cam drum 110 reaches 30 ° to 110 °
- the first lifting platform 91 is raised.
- the end portions of the first and second carrier tapes T1 and T2 may be bent by the backward movement of the support plate 97 that supports the end portions of the first and second carrier tapes T1 and T2.
- the first pressing member 91a supports the end portions of the first and second carrier tapes T1 and T2, so that the above-described bending can be prevented.
- the second lifting platform 101 When the cam phase angle of the cam drum 110 exceeds 110 °, the second lifting platform 101 starts to descend. At this time, the first lifting platform 91 continues to rise. Thereby, as shown in FIG. 27, the second positioning pins 105 of the second lifting platform 101 are arranged so that the positioning holes 31b of the base tape 31 and the feed holes of the first and second carrier tapes T1 and T2 from the back side of the base tape 31. Hc and the back surface splicing tape 30b are engaged with the positioning holes 30b1.
- the folded base tape 31 is pressed between the swivel base 103 and the first lift base 91 with the first and second carrier tapes T1 and T2 sandwiched therebetween (pressing). Process).
- the back surface splicing tape 30b affixed to the base tape 31 is bonded so as to straddle the back surfaces of the first and second carrier tapes T1 and T2, and the front surface splicing tape 30a is bonded to the first and second carriers.
- Adhering across the cover tapes Tt affixed to the surfaces of the tapes T1 and T2 are connected to each other.
- the first and second carrier tapes T1 and T2 are connected by the splicing tape 30 so that the first and second carrier tapes T1 and T2 and the splicing tape 30 are relatively connected by the first positioning pins 93 and 94 and the second positioning pin 105. Since it is performed in a state where the displacement is restrained, the first and second carrier tapes T1 and T2 can be accurately joined without causing a pitch displacement.
- the pressing state of the swivel base 103 and the first lifting / lowering base 91 is maintained until the cam phase angle of the cam drum 110 reaches 215 °, but the controller 59 determines that the cam phase angle of the cam drum 110 is in the middle of the pressing state. It is determined whether or not 180 ° has been reached, that is, whether or not a detection signal has been received from the splicing sensor 112 (step S6 in FIG. 22). When the detection signal is received from the splicing sensor 112, the drive motor 120 is stopped and the series of cam operations are temporarily stopped (step S7 in FIG. 22, stop process).
- step S8 in FIG. 22 it is determined by the timer measurement built in the control device 59 whether or not the drive stop time of the drive motor 120 has elapsed for a predetermined time (step S8 in FIG. 22), and the drive stop time of the drive motor 120 has elapsed for the predetermined time. If so, the drive of the drive motor 120 is resumed (step S9 in FIG. 22).
- the second lifting platform 101 starts to rise, until the cam phase angle of the cam drum 110 reaches 235 °, that is, the height h before reaching the top dead center (see FIG. 18). ) And the second elevator 101 is raised and stopped. As a result, pressing of the bent base tape 31 is released, and the second positioning pin 105 is detached from the positioning hole 31b on the surface splicing tape 30a side and the feed holes Hc of the first and second carrier tapes T1 and T2. Is done.
- the control device 59 stops driving the drive motor 120 (step S11 in FIG. 22), and drives the motor 352b of the top film transport device 35. Then, after applying tension to the top film 32 and peeling off the top film 32 by a necessary amount, the driving of the motor 352b is stopped. Thus, the joining of the end portion of the first carrier tape T1 and the start end portion of the second carrier tape T2 is completed. Then, it is determined whether or not the next splicing is performed (step S12 in FIG. 22). If the next splicing is performed, the process returns to step S1 and the above processing is repeated. If the next splicing is not performed, all the processing is performed. Exit.
- the series of operations when the first and second carrier tapes T1 and T2 are connected by the splicing tape 30 is the first and second lifting platforms 91,
- 101 moves up and down
- the support plate 97 moves horizontally
- the swivel base 103 turns left and right (the movable base 96 moves horizontally). That is, the pressing surface 91b of the first pressing member 91a and the pressing surface 103b of the second pressing member 103a start moving in the pressing direction from the non-pressing initial position, and shift to the pressing state.
- This is an operation of starting movement in the separation direction and returning to the initial position.
- the driving device is not limited to the cam and the driving motor 120 of the present embodiment.
- Four direct acting actuators for example, air cylinders, hydraulic cylinders, linear motors, etc.
- each member is connected by one link mechanism, and one motor that operates this link mechanism
- one direct acting actuator may be used.
- Each member described above is configured to be operated by one cam drum 110 and four drive motors 120 provided with four cam grooves 110c, 110a, 110d, and 110b.
- One cam drum may be provided, or a plurality of cam drums in which arbitrary combinations of cam grooves are formed, and one or a plurality of drive motors for driving each cam drum may be provided. This configuration is the same in the case of a combination of the above-described link mechanism and a motor or a direct acting actuator.
- a DC motor is used as the drive motor 120
- a stepping motor a servo motor, an AC motor, an ultrasonic motor, an electrostatic force motor, a hydraulic motor, a pneumatic motor, or the like
- a stepping motor it can be controlled by the number of pulses, and an origin sensor 111 and a splicing sensor 112 are provided.
- a servo motor it can be controlled by an encoder and only the splicing sensor 112 is provided.
- the transmission type photoelectric sensor is used as the origin sensor 111 and the splicing sensor 112
- a reflection type photoelectric sensor may be used.
- an electromagnetic sensor, a sound wave sensor, a mechanical contact sensor, or the like can be used.
- the drive stop point is detected by the splicing sensor 112, the drive stop point may be obtained by the elapsed time after the origin is detected by the origin sensor 111.
- the splicing device 20 is a splicing device 20 that connects the first carrier tape T1 and the second carrier tape T2 having the component storage cavity Ct by the first splicing tape 30a and the second splicing tape 30b.
- Positioning device 50 for sending the first carrier tape T1 and the second carrier tape t2 toward each other and positioning the end of the first carrier tape T1 and the end of the second carrier tape T2 at the splicing position LS, 51 and the first splicing tape 30a is pressed against one surface of the first carrier tape T1 and the second carrier tape T2 across the first carrier tape T1 and the second carrier tape T2 positioned at the splicing position LS.
- a pressing member 91a That.
- a second pressing that presses the second splicing tape 30b against the other surface of the first carrier tape T1 and the second carrier tape T2 across the first carrier tape T1 and the second carrier tape T2 positioned at the splicing position LS.
- Drive devices 120, 110, 110a for reciprocally moving the pressing surface 91b of the first pressing member 91a and the pressing surface 101b of the second pressing member 101a relatively close to and away from each other by the member 101a and a series of operations.
- First carrier tape T1 and second carrier Provided in the pressing state is pressed against the tape T2, drive 120,110,110a, 110b, 110c, a control unit 59 to pause the series of operations of 110d or the like, and.
- the splicing device 20 includes the first and second pressing members 91a and 101a. Since a series of operations of the driving devices 120, 110, 110a, 110b, 110c, 110d and the like for driving the pressing members 91a, 101a are temporarily stopped, the pressing time of the splicing tapes 30a, 30b against the first and second carrier tapes T1, T2 Can be lengthened. Therefore, the splicing tapes 30a and 30b can be reliably attached to the first and second carrier tapes T1 and T2.
- the drive device is a cam 110, 110a, 110b that reciprocally moves the pressing surface 91b of the first pressing member 91a and the pressing surface 101b of the second pressing member 101a relatively close to and away from each other by a series of operations. , 110c, 110d, etc., and a cam driving device 120 that drives the cams 110, 110a, 110b, 110c, 110d, etc. and causes the cams 110, 110a, 110b, 110c, 110d, etc. to execute a series of operations. 59 temporarily stops a series of operations of the cams 110, 110a, 110b, 110c, 110d and the like by temporarily stopping the cam driving device 120 in the pressing state.
- the drive device can be configured simply and at low cost.
- the cams 110, 110a, 110b, 110c, 110d and the like perform a series of operations once by rotating once, and the cams 110, 110a, 110b, 110c, 110d and the like are pressed in a predetermined angle range during one rotation.
- the control device 59 temporarily stops a series of operations of the cams 110, 110a, 110b, 110c, 110d, etc. while the cams 110, 110a, 110b, 110c, 110d, etc. are operating within a predetermined angle range in the series of operations. . Since the control device 59 only needs to temporarily stop the cams 110, 110a, 110b, 110c, 110d and the like while operating within a predetermined angle range in a series of operations, the control device 59 can easily perform the pause control.
- control device 59 temporarily stops a series of operations of the cams 110, 110a, 110b, 110c, 110d, etc., when the cams 110, 110a, 110b, 110c, 110d, etc. are located at the center of the predetermined angle range. Even if the timing of temporary stop of the cams 110, 110a, 110b, 110c, 110d, etc. varies, the first and second pressing members 91a, 101a replace the splicing tapes 30a, 30b with the first and second carrier tapes T1, T2. The pressing state pressed against the first and second carrier tapes T1 and T2 can be reliably attached to the first and second carrier tapes T1 and T2.
- the splicing device 20 is configured to connect the splicing tape supply member TT including the first splicing tape 30a and the second splicing tape 30b attached to the base tape 31 and the base tape 31 to the first carrier tape T1 and the second carrier tape T2.
- the driving device includes a transport device 36 that feeds in a direction crossing the feeding direction, and the driving device performs the first pressing in a state where the pressing surface 91b of the first pressing member 91a faces the pressing surface 101b of the second pressing member 101a by a series of operations.
- the position facing the pressing surface 91b of the first pressing member 91a and the base Moves between the position not opposed to the pressing surface 91b of the first pressing member 91a extending the tape 31, comprising a second cam 110d of the cam, and 110Dd, the.
- the second pressing member 101a is moved toward and away from the first pressing member 91a.
- the control device 59 temporarily stops a series of operations of the first cams 110c and 110cc, the second cams 110d and 110dd, and the third cams 110a and 110aa by temporarily stopping the cam driving device 120 in the pressing state. Since the control device 59 only needs to control the cam drive device 120, the series of operations of the cams 110, 110a, 110b, 110c, 110d and the like can be reliably stopped.
- the splicing method of the above-described embodiment is a splicing method in which the first carrier tape T1 and the second carrier tape T2 having the component storage cavity Ct are connected by the first splicing tape 30a and the second splicing tape 30b.
- the first carrier tape straddling the first splicing tape 30a over the first carrier tape T1 and the second carrier tape T2 positioned at the splicing position LS by a series of operations such as 120, 110, 110a, 110b, 110c, and 110d.
- the first carrier tape T1 and the second carrier tape T2 are pressed against one surface of the two carrier tape T2 and the second splicing tape 30b is straddled across the first carrier tape T1 and the second carrier tape T2 positioned at the splicing position LS. And a pressing step of pressing against the other surface.
- SYMBOLS 20 ... Splicing device, 30 (30a, 30b) ... Splicing tape, 36 ... Splicing tape supply member conveying device, 50 ... First tape feeding device (positioning device), 51 ... Second tape feeding device (positioning device), 58 ... Joining device, 91 ... first lifting platform, 91a ... first pressing member, 91b ... pressing surface, 97 ... support plate, 101 ... second lifting platform, 103 ... swivel table, 103a ... second pressing member, 103b ...
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Supply And Installment Of Electrical Components (AREA)
- Replacement Of Web Rolls (AREA)
Abstract
本発明のスプライシング装置(20)は、一連動作によって、第1押付部材(91a)の押付面(91b)と第2押付部材(101a)の押付面(101b)とを相互に接近離間する方向に相対的に往復移動させる駆動装置(120等)と、駆動装置(120等)の一連動作によって第1押付部材(91a)及び第2押付部材(101a)が第1スプライシングテープ(30a)及び第2スプライシングテープ(30b)を第1キャリアテープ(T1)及び第2キャリアテープ(T2)に押し付けている押付状態において、駆動装置(120等)の一連動作を一時停止する制御装置(59)を備える。
Description
本発明は、キャリアテープ同士をスプライシングテープで接続するスプライシング装置及びスプライシング方法に関する。
一般に電子部品装着機においては、複数の電子部品(以下、単に「部品」という)を一定の間隔で収納したキャリアテープが巻回されたリールをテープフィーダに装填する。そして、キャリアテープに穿設した送り穴に係合するスプロケットを駆動することにより、キャリアテープを定量ずつ送出して部品を部品供給位置に順次供給し、これら部品を吸着ノズルにより吸着して基板に装着する。
この種の電子部品装着機においては、1つのリールに収納された部品の残量が少なくなると、残量が少なくなったキャリアテープ(以下、「第1キャリアテープ」という)の終端部に、同一種類の部品を収納した別のリールに巻回したキャリアテープ(以下、「第2キャリアテープ」という)の始端部をスプライシングテープによって接続する、いわゆる、スプライシングがスプライシング装置で行われる。
例えば、特許文献1に記載のスプライシング装置は、第1キャリアテープ及び第2キャリアテープを装置両側から互いに接近する方向に送って、第1キャリアテープの終端部及び第2キャリアテープの始端部をスプライシング位置に位置決めする。そして、カム駆動で表面用スプライシングテープと裏面用スプライシングテープを、スプライシング位置に位置決めされた第1キャリアテープ及び第2キャリアテープに跨って表面と裏面にそれぞれ押し付けて貼着する。
従来のスプライシング装置では、スプライシングテープの貼着力によってはスプライシングテープのキャリアテープに対する貼着が不十分で剥がれてしまう場合がある。この課題に対しては、カム駆動を低速で行い、スプライシングテープのキャリアテープに対する押し付け時間を長くすることで対応可能であるが、スプライシングのサイクルタイムが長くなる。また、カム溝の形状を変更してスプライシングテープのキャリアテープに対する押し付け時間を長くすることも可能であるが、カムが大きくなってスプライシング装置が大型化する。
本発明は、スプライシングテープをキャリアテープに確実に貼着できるスプライシング装置及びスプライシング方法を提供することを目的とするものである。
上記した目的を達成するため、本発明のスプライシング装置は、部品収納用キャビティを有する第1キャリアテープと第2キャリアテープとを第1スプライシングテープ及び第2スプライシングテープによって接続するスプライシング装置であって、前記第1キャリアテープ及び前記第2キャリアテープを互いに接近する方向に送って、前記第1キャリアテープの端部及び前記第2キャリアテープの端部をスプライシング位置に位置決めする位置決め装置と、前記第1スプライシングテープを、前記スプライシング位置に位置決めされた前記第1キャリアテープ及び前記第2キャリアテープに跨って、前記第1キャリアテープ及び前記第2キャリアテープの一方面に押し付ける第1押付部材と、前記第2スプライシングテープを、前記スプライシング位置に位置決めされた前記第1キャリアテープ及び前記第2キャリアテープに跨って、前記第1キャリアテープ及び前記第2キャリアテープの他方面に押し付ける第2押付部材と、一連動作によって、前記第1押付部材の押付面と前記第2押付部材の押付面とを相互に接近離間する方向に相対的に往復移動させる駆動装置と、前記駆動装置の前記一連動作によって前記第1押付部材及び前記第2押付部材が前記第1スプライシングテープ及び前記第2スプライシングテープを前記第1キャリアテープ及び前記第2キャリアテープに押し付けている押付状態において、前記駆動装置の前記一連動作を一時停止する制御装置と、を備える。
これによれば、スプライシング装置は、第1、第2押付部材がスプライシングテープを第1、第2キャリアテープに押し付けている押付状態において、第1、第2押付部材を駆動する駆動装置の一連動作を一時停止するので、スプライシングテープの第1、第2キャリアテープに対する押し付け時間を長くすることができる。よって、スプライシングテープを第1、第2キャリアテープに確実に貼着できる。
上記した目的を達成するため、本発明のスプライシング方法は、部品収納用キャビティを有する第1キャリアテープと第2キャリアテープとを第1スプライシングテープ及び第2スプライシングテープによって接続するスプライシング方法であって、前記第1キャリアテープ及び前記第2キャリアテープを互いに接近する方向に送って、前記第1キャリアテープの端部及び前記第2キャリアテープの端部をスプライシング位置に位置決めする位置決め工程と、駆動装置の一連動作によって、前記第1スプライシングテープを、前記スプライシング位置に位置決めされた前記第1キャリアテープ及び前記第2キャリアテープに跨って、前記第1キャリアテープ及び前記第2キャリアテープの一方面に押し付け、前記第2スプライシングテープを、前記スプライシング位置に位置決めされた前記第1キャリアテープ及び前記第2キャリアテープに跨って、前記第1キャリアテープ及び前記第2キャリアテープの他方面に押し付ける押付工程と、前記駆動装置の前記一連動作によって前記第1スプライシングテープ及び前記第2スプライシングテープを前記第1キャリアテープ及び前記第2キャリアテープに押し付けている押付状態において、前記駆動装置の前記一連動作を一時停止する停止工程と、を備える。これによれば、本発明のスプライシング装置と同様の効果を得ることができる。
(1.スプライシング装置の概略構成)
以下本発明の実施の形態のスプライシング装置の概略構成を図面に基づいて説明する。図1に示すように、スプライシング装置20は、開閉可能な蓋体22が閉じられた状態で、装置本体21の両側からそれぞれ挿入される現リールのキャリアテープT(図2及び図3参照)と次リールのキャリアテープTとを、装置本体21の中央で突き合わせてスプライシングテープ供給部材TT(図4参照)で供給されるスプライシングテープ30(図4参照)によりスプライシングする。
以下本発明の実施の形態のスプライシング装置の概略構成を図面に基づいて説明する。図1に示すように、スプライシング装置20は、開閉可能な蓋体22が閉じられた状態で、装置本体21の両側からそれぞれ挿入される現リールのキャリアテープT(図2及び図3参照)と次リールのキャリアテープTとを、装置本体21の中央で突き合わせてスプライシングテープ供給部材TT(図4参照)で供給されるスプライシングテープ30(図4参照)によりスプライシングする。
ここで、図2及び図3に示すように、キャリアテープTは、所定の幅で細長く形成され、長手方向に多数のキャビティCtを一定のピッチ間隔Pcで配設しており、これらキャビティCtに、基板に装着される部品eがそれぞれ収納される。キャビティCtの上部は開口されていて、キャリアテープTの表面に貼り付けられたカバーテープTtによって覆われる。キャリアテープTの幅方向の一端側には、送り穴HcがキャビティCtと同一のピッチ間隔Pc、あるいはキャビティCtの2倍のピッチ間隔2Pcで形成され、これら送り穴HcはキャビティCtと一定の位置関係に配置される。
また、図4に示すように、スプライシングテープ供給部材TTは、スプライシングテープ30とベーステープ31とトップフィルム32の3層構造体をなす。スプライシングテープ30は、連続したベーステープ31の上面に、2つのキャリアテープTに跨ってその両面に接着される表面用と裏面用で1組のスプライシングテープ30a、30bからなる。すなわち、スプライシングテープ30は、2つのキャリアテープTの表面側に接合される表面用スプライシングテープ30a(第1スプライシングテープ)と、2つのキャリアテープTの裏面側に接合される裏面用スプライシングテープ30b(第2スプライシングテープ)を1組としたものである。
表面用と裏面用で1組のスプライシングテープ30は、ベーステープ31の両サイドに一定のピッチ間隔で穿孔した送り穴31aと一定の位置関係を保ちながら、ベーステープ31の長手方向に一定のピッチ間隔Pdを有して貼付される。また、1組のスプライシングテープ30は、表面用スプライシングテープ30aを先行側にして所定の間隔Pd1を有して配置される。そして、スプライシングテープ30の上面には、連続したトップフィルム32が接着される。スプライシングテープ30には、金属粉が埋設されており、スプライシング装置20は、金属を検知できる図略のテープ検知センサによってスプライシングテープ30を検知する。
なお、スプライシングテープ30の両面に接着されるトップフィルム32及びベーステープ31との接着力は、ベーステープ31に対する接着力の方が強く、スプライシングテープ30よりトップフィルム32を剥がしても、スプライシングテープ30がベーステープ31より剥がれることがないようにしている。しかしながら、トップフィルム32が剥がされたスプライシングテープ30の接着面に、キャリアテープTが接着されると、その粘着力は、ベーステープ31に対する粘着力よりも強く、スプライシングテープ30よりベーステープ31を剥がれ易くしている。
ベーステープ31の幅方向寸法は、トップフィルム32の幅方向寸法より大きく、ベーステープ31の幅方向の両端はトップフィルム32の幅方向の両端より突出される。一方、スプライシングテープ30の幅方向寸法は、トップフィルム32の幅方向寸法と等しく、スプライシングテープ30は、送り穴31aの内側でベーステープ31に貼付される。ベーステープ31には、表面用スプライシングテープ30aに近接した位置に、キャリアテープTに形成される送り穴Hcと同じピッチ間隔に位置決め穴31bがベーステープ31の幅方向に沿って複数形成される。
また、裏面用スプライシングテープ30bには、キャリアテープTに形成される送り穴Hcと同じピッチ間隔に位置決め穴30b1がベーステープ31を貫いてベーステープ31の幅方向に沿って複数形成される。なお、ベーステープ31に形成される送り穴31aや位置決め穴31bは、ベーステープ31にスプライシングテープ30が所定位置に貼り付けられた後に、裏面用スプライシングテープ30bに位置決め穴30b1を形成するのに合わせてパンチングプレス等によって形成される。
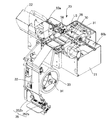
図5、図6及び図7に示すように、スプライシング装置20は、第1、第2テープ送り装置50,51と、第1、第2切断装置54,55と、第1、第2取込装置56,57と、供給リール保持部34と、トップフィルム搬送装置35と、スプライシングテープ供給部材搬送装置36(本発明の「搬送装置」に相当)と、接合装置58と、制御装置59(図1参照)等とを備える。なお、以下の説明では、スプライシング対象の2つのキャリアテープTは、第1、第2キャリアテープT1,T2と称する。
図5に示すように、第1、第2テープ送り装置50,51は、第1、第2キャリアテープT1,T2を装置本体21両側面から中央に向かう第1、第2搬送経路60a,60bに沿って搬送し、第1、第2キャリアテープT1,T2の所定の第1、第2切断箇所を第1、第2切断位置Lc1,Lc2及びスプライシング位置LSに順次位置決めする。すなわち、第1、第2テープ送り装置50,51は、第1、第2位置決め装置として機能する。
第1、第2切断装置54,55は、第1、第2キャリアテープT1,T2の第1、第2切断箇所において第1、第2不要部分を切断する。第1キャリアテープT1の第1切断箇所としては、例えば、第1キャリアテープT1の部品eが有るキャビティCtと部品eが無い空のキャビティCtとの中間位置が選択される。第2キャリアテープT2の第2切断箇所も同様である。
第1、第2取込装置56,57は、第1、第2キャリアテープT1,T2の切断される第1、第2不要部分をそれぞれ取り込む。すなわち、切断後の空のキャビティCtが連なる第1キャリアテープT1が、第1不要部分として第1取込装置56に取り込まれて廃棄される。第2キャリアテープTの第2不要部分も同様である。
図6に示すように、供給リール保持部34は、装置本体21に取付けられ、スプライシングテープ供給部材TTがロール状に巻回された供給リール33を回転可能に支持する。供給リール保持部34は、ばね力による所定の摩擦力で供給リール33に押圧され、この供給リール保持部34により、供給リール保持部34に対する供給リール33の回転を制限するようになっている。そして、摩擦力に打ち勝つ作用力でベーステープ31が引っ張られると、供給リール保持部34に対して供給リール33の回転が可能となる。
トップフィルム搬送装置35は、トップフィルム32を挟持して送り出すローラ352a及びローラ352aを回転させるモータ352bを備え、供給リール33の下方に配置される。トップフィルム搬送装置35は、作業者によりスプライシングテープ供給部材TTの搬送方向とは逆方向に折り返されたトップフィルム32を送り出してベーステープ31からトップフィルム32を引き剥がす。
図7に示すように、スプライシングテープ供給部材搬送装置36は、送り用スプロケット46とステッピングモータ47を備え、スプライシングテープ30が剥がされたベーステープ31を送り出す。すなわち、送り用スプロケット46には、ベーステープ31に穿孔された送り穴31aのピッチと同一ピッチで複数の係合歯46aが円周方向に等角度間隔に形成される。
トップフィルム32が剥がされたベーステープ31、すなわち、スプライシングテープ30を接着面を上側にして多数貼付したベーステープ31は、スプライシング位置LSの中心を横切るようにして接合装置58を通り、ベーステープ31の送り穴31aが、送り用スプロケット46の係合歯46aに係合される。
ステッピングモータ47は、送り用スプロケット46に連結されており、1ピッチ駆動することにより係合歯46aに係合されたベーステープ31を単位量送り出す。ステッピングモータ47は、電源の投入により原点復帰され、送り用スプロケット46の係合歯46aを常に頂点に位置するように位置決めされる。
また、ステッピングモータ47は、例えば、サーボロック装置等の回転拘束手段47aにより、もしくは励磁を掛けることにより適宜回転を拘束できるようになっている。上記した供給リール保持部34による摩擦作用及び回転拘束手段47aにより、スプライシングが完了した第1、第2キャリアテープT1,T2をスプライシング装置20内より取り出す場合に、ベーステープ31の両端側の移動を制限して、ベーステープ31の浮き上がりを阻止する阻止装置を構成している。
図5に示すように、接合装置58は、第1切断装置54と第2切断装置55との間に設けられる。接合装置58は、供給リール33から送り込まれるベーステープ31の下方となるスプライシング位置LSの手前側に、スプライシング位置LSに対して一定の距離だけ離間した位置に設置されるスプライシングテープ30a,30bを検知する図略のテープ検知センサを備える。
図6に示すように、接合装置58は、第1、第2搬送経路60a,60bの中間のスプライシング位置LSにおいて、装置本体21の左右より送り込まれて第1、第2切断箇所が突き合わされている第1、第2キャリアテープT1,T2を、それに直交する上方向より送り込まれてテープ検知センサの検知信号に基づいて位置決めされるスプライシングテープ30によって接続する。
(2.接合装置の詳細構成)
次に、接合装置58の詳細構成について説明する。図8から図12に示すように、接合装置58は、第1昇降台91、支持プレート97、第2昇降台101、旋回台103等を備える。
次に、接合装置58の詳細構成について説明する。図8から図12に示すように、接合装置58は、第1昇降台91、支持プレート97、第2昇降台101、旋回台103等を備える。
装置本体21には、第1昇降台91の脚部92が昇降可能に案内支持される。第1昇降台91上には、第1押付部材91aが設けられ、この第1押付部材91aには、第1、第2キャリアテープT1,T2の接合位置(突合せ位置)を中心にして両側に、スプライシングテープ30に形成された位置決め穴30b1,31b及び第1、第2キャリアテープT1,T2の各送り穴Hcに係合可能な各2つずつの第1位置決めピン93,94が第1、第2キャリアテープT1,T2の送り方向に沿って突設される。
これら2組の第1位置決めピン93,94の各ピッチは、第1、第2キャリアテープT1,T2の送り穴Hcのピッチ間隔Pcの2倍に定められる。また、第1昇降台91には、第1位置決めピン93,94の各間に、ピン穴95が形成されており、これらピン穴95に後述する旋回台103側の第2位置決めピン105が突入できる。
さらに、装置本体21には、第1、第2キャリアテープT1,T2の長手方向と直交する水平方向に、可動台96が移動可能に案内支持され、この可動台96に、第1位置決めピン93,94の上方位置において、支持プレート97が取付けられる。支持プレート97の先端には、第1位置決めピン93,94を収容できるU字形状の溝98が形成され、支持プレート97は、溝98が第1位置決めピン93,94より離脱する後退端と、溝98が第1位置決めピン93,94を収容する前進端との間で進退できる。支持プレート97の上面には、第1キャリアテープT1の終端部及び第2キャリアテープT2の始端部が支持される。
さらに、装置本体21には、第2昇降台101の脚部102が昇降可能に案内支持される。第2昇降台101上には、旋回台103が第1、第2キャリアテープT1,T2の長手方向に平行なピボット軸104を旋回中心にして180度旋回可能に両端支持される。旋回台103には、旋回中心よりオフセットした位置に第2押付部材103aが設けられ、この第2押付部材103aには、複数の第2位置決めピン105とピン穴106が設けられる。
第2位置決めピン105は、上記した第1昇降台91に設けた第1位置決めピン93,94の各間に対応する位置に配列され、第1昇降台91に設けたピン穴95に突入できる。また、ピン穴106は、第2位置決めピン105の各間に対応する位置に配列され、第1昇降台91に設けた第1位置決めピン93,94が突入できる。第2位置決めピン105は、旋回台103の180度旋回によって、スプライシング位置LSに位置決めされた第1、第2キャリアテープT1,T2の送り穴Hc及びスプライシングテープ30の位置決め穴31b,30b1に係合され、第1、第2キャリアテープT1,T2とこれを接続するスプライシングテープ30の三者の位置関係を一定に保つ。
旋回台103のピボット軸104には、ピニオン107が取付けられ、このピニオン107に噛合うラック108が第1、第2キャリアテープT1,T2の搬送方向と直交する水平方向に移動可能な可動台109に取付けられる。これにより、可動台109が移動されると、ピニオン107とラック108からなるラックピニオン機構により、旋回台103が旋回される。そして、第1昇降台91の上昇及び第2昇降台101の下降により、旋回台103の第2押付部材103aの押付面103bと第1昇降台91の第1押付部材91aの押付面91bとを接近させることで、最終的に第2押付部材103aの押付面103bと第1押付部材91aの押付面91bとの間で、第1、第2キャリアテープT1,T2及びスプライシングテープ30の三者が挟持され、互いに接続される。
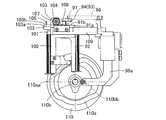
さらに、装置本体21には、カムドラム110(本発明の「駆動装置」、「カム」に相当)が旋回台103の旋回中心と平行な軸線の回りに回転可能に支持され、駆動モータ120(本発明の「駆動装置」、「カム駆動装置」に相当)によって一定方向に低速回転される。カムドラム110の両面には、内外2つずつのカム溝110a,110b,110c,110d(本発明の「駆動装置」、「カム」に相当)がそれぞれ円周方向に無端状に形成される。
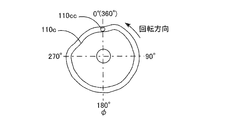
図12及び図13に示すように、第1カム溝110c(本発明の「第1カム」に相当)には、第1昇降台91の脚部92に軸支された第1フォロアローラ110cc(本発明の「第1カム」に相当)が係合される。第1カム溝110cは、第1昇降台91を昇降させるために設けられる。すなわち、図13及び図14に示すように、カムドラム110がカム位相角度0°のとき、第1昇降台91は下死点に位置している。
そして、カムドラム110が回転開始してカム位相角度が145°に達すると、第1昇降台91は上昇して上死点に達する。そして、カムドラム110が回転してカム位相角度が265°に達するまで、第1昇降台91は上死点に位置している。さらに、カムドラム110が回転してカム位相角度が305°に達すると、第1昇降台91は下降して下死点に達し、カムドラム110が回転してカム位相角度が360°(0°)に達するまで、第1昇降台91は下死点に位置している。
図12及び図15に示すように、第2カム溝110d(本発明の「第2カム」に相当)には、可動台109に当接するフォロア109aを有する連結部材109bに軸支された第2フォロアローラ110dd(本発明の「第2カム」に相当)が係合される。なお、可動台109は、引張ばね109cにより常に図12の左方に引っ張られている。第2カム溝110dは、旋回台103を旋回させるために設けられる。すなわち、図15及び図16に示すように、カムドラム110がカム位相角度0°のとき、旋回台103は第2位置決めピン105が上向き(以下、「旋回上向き」という)の状態にある。
そして、カムドラム110が回転開始してカム位相角度が30°に達すると、旋回台103は旋回開始し、さらに、カムドラム110が回転してカム位相角度が110°に達すると、旋回台103は第2位置決めピン105が下向き(以下、「旋回下向き」という)の状態になる。そして、カムドラム110が回転してカム位相角度が235°に達するまで、旋回台103は旋回下向きの状態を維持している。
さらに、カムドラム110が回転すると、旋回台103は先ほどとは逆方向に旋回開始し、さらに、カムドラム110が回転してカム位相角度が305°に達すると、旋回台103は旋回上向きの状態になり、カムドラム110が回転してカム位相角度が360°(0°)に達するまで、旋回台103は旋回上向きの状態を維持している。
図11及び図17に示すように、第3カム溝110a(本発明の「第3カム」に相当)には、第2昇降台101の脚部102に軸支された第3フォロアローラ110aa(本発明の「第3カム」に相当)が係合される。第3カム溝110aは、第2昇降台101を昇降させるために設けられる。すなわち、図17及び図18に示すように、カムドラム110がカム位相角度0°のとき、第2昇降台101は下死点に位置している。
そして、カムドラム110が回転開始してカム位相角度が95°に達すると、第2昇降台101は上昇して上死点に達する。そして、カムドラム110が回転してカム位相角度が110°に達するまで、第2昇降台101は上死点に位置している。さらに、カムドラム110が回転してカム位相角度が145°に達すると、第2昇降台101は下降して下死点に達し、カムドラム110が回転してカム位相角度が215°に達するまで、第2昇降台101は下死点に位置している。
そして、カムドラム110が回転してカム位相角度が235°に達すると、第2昇降台101は上昇して上死点より低い高さhに達し、カムドラム110が回転してカム位相角度が280°に達するまで、第2昇降台101は高さhに位置している。さらに、カムドラム110が回転してカム位相角度が305°に達すると、第2昇降台101は下降して下死点に達し、カムドラム110が回転してカム位相角度が360°(0°)に達するまで、第2昇降台101は下死点に位置している。
ここで、上述のように、可動台109は、引張ばね109cにより常に図12の左方に引っ張られ、連結部材109bのフォロア109aに当接されている。よって、連結部材109bが、第2カム溝110dに倣って可動台109を水平移動させるときでも、可動台109及び第2昇降台101は、第3カム溝110aに倣って昇降可能となる。
図11及び図19に示すように、第4カム溝110b(本発明の「第4カム」に相当)には、支持プレート97に連結された可動台96から延びるアーム96aに軸支された第4フォロアローラ110bb(本発明の「第4カム」に相当)が係合される。第4カム溝110bは、支持プレート97を水平方向に進退させるために設けられる。すなわち、図19及び図20に示すように、カムドラム110がカム位相角度0°のとき、支持プレート97は溝98が第1位置決めピン93,94を収容する前進端に位置している。
そして、カムドラム110が回転開始してカム位相角度が30°に達すると、支持プレート97は後退開始し、さらに、カムドラム110が回転してカム位相角度が80°に達すると、支持プレート97は溝98が第1位置決めピン93,94より離脱する後退端に達する。そして、カムドラム110が回転してカム位相角度が310°に達するまで、支持プレート97は後退端に位置している。さらに、カムドラム110が回転すると、支持プレート97は前進開始し、カム位相角度が360°(0°)に達すると、支持プレート97は前進端に達する。
以上のように、カムドラム110がカム位相角度0°から回転されると、第1、第2、第3、第4カム溝110c,110d,110a,110bにそれぞれ係合する第1、第2、第3、第4フォロアローラ110cc,110dd,110aa,110bbを介して、第1及び第2昇降台91,101の各昇降運動、支持プレート97の進退運動、並びに旋回台103の旋回運動(可動台96の水平移動)が連動して行われる。そして、カムドラム110の1回転(カム位相角度0°から360°(0°)まで回転)で、第1、第2昇降台91,101、支持プレート97及び旋回台103(可動台96)は、原位置(カム位相角度0°)に復帰される。すなわち、カムドラム110は、1回転することにより、第1、第2昇降台91,101、支持プレート97及び旋回台103(可動台96)の一連動作を1回行う。なお、以下の説明でカムとは、カムドラム110、第1、第2、第3、第4カム溝110c,110d,110a,110b及び第1、第2、第3、第4フォロアローラ110cc,110dd,110aa,110bbを指す。
ここで、課題でも説明したように、スプライシングテープの貼着力によってはスプライシングテープのキャリアテープに対する貼着が不十分で剥がれてしまう場合がある。そこで、本実施形態のスプライシング装置20では、カムの一連動作によって第1昇降台91及び第2昇降台101が表面用スプライシングテープ30a及び裏面用スプライシングテープ30bを第1キャリアテープT1及び第2キャリアテープT2に押し付けている押付状態において、駆動モータ120を一時停止することによってカムの一連動作を一時停止し、制御装置59に設定されている所定時間経過後にカムの一連動作を再開する。駆動モータ120の一時停止により、上記押付状態を任意の時間継続できるので、スプライシングテープ30をキャリアテープTに十分に貼着できる。一時停止する所定時間は、スプライシングテープ30の種類(貼着材の種類)、キャリアテープTの種類、スプライシングを行うときの外気温等に応じて調整可能であり、制御装置59に設定される。
すなわち、図14、図16及び図18に示すように、上記押付状態は、カムドラム110の1回転中の所定の角度範囲、本例では、カム位相角度が145°-215°の範囲において継続される。そこで、制御装置59は、カムが一連動作における145°-215°の範囲を動作中に、駆動モータ120を一時停止することによってカムの一連動作を一時停止する。駆動モータ120を一時停止するタイミングとしては、カムが所定の角度範囲の中央部、本例では、カム位相角度が180°(以下、「駆動停止点」という)に位置するときがよい。駆動モータ120の一時停止のタイミングにばらつきが生じても、上記押付状態は維持されているからである。駆動モータ120の一時停止時間は、キャリアテープTに対するスプライシングテープ30の粘着力に応じて設定する。駆動モータ120の一時停止時間の計測は、制御装置59に内蔵されたタイマで行う。
本例では、駆動モータ120は、DCモータが用いられるので、図21A及び図21Bに示すように、装置本体21には、原点センサ111及びスプライシングセンサ112が設けられる。原点センサ111は、第1、第2昇降台91,101、支持プレート97及び旋回台103(可動台96)の原位置(カム位相角度0°)を検出するセンサである。原点センサ111は、発光素子111a及び受光素子111bを有する光電センサである。発光素子111a及び受光素子111bは、カムドラム110のカム位相角度0°の位置に穿設された貫通孔111cをセンサ光が通過可能なように、カムドラム110の側面両側に配置される。
スプライシングセンサ112は、カムドラム110の駆動停止点(カム位相角度180°)、すなわち駆動モータ120を一時停止するタイミングを検出するセンサである。スプライシングセンサ112は、発光素子112a及び受光素子112bを有する光電センサである。発光素子112a及び受光素子112bは、カムドラム110のカム位相角度180°の位置に穿設された貫通孔112cをセンサ光が通過可能なように、カムドラム110の側面両側に配置される。なお、原点センサ111のセンサ光とスプライシングセンサ112のセンサ光が干渉しないように、貫通孔111cの穿設位置と貫通孔112cは、カムドラム110の径方向にずれた位置に穿設される。
(3.スプライシング装置の動作)
次に上記した実施の形態におけるスプライシング装置20の動作について説明する。制御装置59は、第1、第2テープ送り装置50,51で装置本体21両側面から挿入される第1、第2キャリアテープT1,T2を第1、第2搬送経路60a,60bに沿って搬送し、第1、第2キャリアテープT1,T2の所定の第1、第2切断箇所を第1、第2切断位置Lc1,Lc2に搬送位置決めする(図22のステップS1)。
次に上記した実施の形態におけるスプライシング装置20の動作について説明する。制御装置59は、第1、第2テープ送り装置50,51で装置本体21両側面から挿入される第1、第2キャリアテープT1,T2を第1、第2搬送経路60a,60bに沿って搬送し、第1、第2キャリアテープT1,T2の所定の第1、第2切断箇所を第1、第2切断位置Lc1,Lc2に搬送位置決めする(図22のステップS1)。
制御装置59は、第1、第2切断装置54,55で第1、第2キャリアテープT1,T2の第1、第2切断箇所を切断し、第1、第2取込装置56,57で第1、第2不要部分を取り込ませる(図22のステップS2)。
そして、第1テープ送り装置50で第1キャリアテープT1の切断箇所である終端部をスプライシング位置LSに搬送位置決めする(図22のステップS3、位置決め工程)。同時に、第2テープ送り装置51で第2キャリアテープT2の切断箇所である始端部をスプライシング位置LSに搬送位置決めする(図22のステップS3、位置決め工程)。このとき、第1キャリアテープT1の終端部及び第2キャリアテープT2の始端部は、支持プレート97の上面に支持される。これにより、第1、第2キャリアテープT1,T2の送り穴Hc1,Hc2が、スプライシング位置LSに設けられた接合装置58の第1位置決めピン93,94に係合可能な位置に位置決めされる。
制御装置59は、スプライシングテープ供給部材搬送装置36のステッピングモータ47を駆動し、供給リール33に巻回されたスプライシングテープ供給部材TTを供給リール33から引き出す。そして、裏面用スプライシングテープ30bをテープ検知センサによって検知される位置まで一旦送り、その位置からさらに一定距離送ることにより、表面用と裏面用で1組のスプライシングテープ30をスプライシング位置LSに搬送位置決めする(図22のステップS4)。
これにより、図23及び図24に示すように、表面用スプライシングテープ30a側のベーステープ31に形成した位置決め穴31bが、スプライシング位置LSに設けられた接合装置58の第2位置決めピン105に係合可能な位置に位置決めされる。また、裏面用スプライシングテープ30bに形成した位置決め穴30b1が、スプライシング位置LSに設けられた接合装置58の第1位置決めピン93、94に係合可能な位置に位置決めされる。
制御装置59は、第1、第2のキャリアテープT1,T2及びスプライシングテープ30をそれぞれスプライシング位置LSに位置決めしたら、スプライシングテープ供給部材搬送装置36のステッピングモータ47に励磁を掛ける。すなわち、スプライシングテープ30をスプライシング位置LSに位置決めして静止保持状態にする。このとき、供給リール保持部34は、供給リール33を回転方向とは逆方向の摩擦力を付加して保持するので、静止保持状態となっているスプライシングテープ供給部材搬送装置36と相俟ってスプライシングテープ30をスプライシング位置LSに高精度に位置決めできる。
制御装置59は、駆動モータ120を駆動してカムドラム110をカム位相角度0°の状態から回転させる(図22のステップS5)。このカムドラム110の回転によって、まず、第1カム溝110cに係合する第1フォロアローラ110ccを介して、第1昇降台91が上昇されるとともに、第3カム溝110aに係合する第3フォロアローラ110aaを介して、第2昇降台101が上昇される。これにより、図25に示すように、第1昇降台91の第1位置決めピン93,94は、裏面用スプライシングテープ30bの位置決め穴30b1及び第1、第2キャリアテープT1,T2の各送り穴Hcにそれぞれ係合される。また、第2昇降台101の第2位置決めピン105は、表面用スプライシングテープ30a側の位置決め穴31bに係合される。
この際、裏面用スプライシングテープ30bと第1、第2キャリアテープT1,T2との間には、図25に示すように、支持プレート97が介在されているため、裏面用スプライシングテープ30bに第1、第2キャリアテープT1,T2が接着することはない。これによって、第1、第2キャリアテープT1,T2とこれの裏面側に接着される裏面用スプライシングテープ30bの三者の位置関係が一定の関係に保たれる。
そして、カムドラム110のカム位相角度が30°になると、第4カム溝110bに係合する第4フォロアローラ110bbを介して、可動台96が水平方向に移動されるとともに、第2カム溝110dに係合する第2フォロアローラ110ddを介して、可動台109が水平方向に移動される。そして、この可動台109の水平移動により、ラックピニオン機構(107,108)を介して旋回台103が図25の時計回りに旋回される。
可動台96が水平方向に移動されると、裏面用スプライシングテープ30bと第1、第2キャリアテープT1,T2との間に介在された支持プレート97が、第1昇降台91に対して図26の矢印Qで示す方向に後退され、裏面用スプライシングテープ30bと第1、第2キャリアテープT1,T2とが接着可能な状態となる。そして、カムドラム110のカム位相角度が80°になると、支持プレート97は後進端に達し、カムドラム110のカム位相角度が310°になるまで後進端で停止する。
また、旋回台103が図26の矢印Rで示す方向に旋回されると、第2位置決めピン105に係合されたベーステープ31が折り曲げられ、表面用スプライシングテープ30aが、第1、第2キャリアテープT1,T2の上方位置に接着面を下向きにして反転される。すなわち、ベーステープ31は、第1、第2キャリアテープT1,T2を挟み込むように折り曲げられ、第1、第2キャリアテープT1,T2の裏面側に裏面用スプライシングテープ30bが位置され、第1、第2キャリアテープT1,T2の表面側に表面用スプライシングテープ30aが位置される。この際、スプライシングテープ供給部材搬送装置36のステッピングモータ47が逆回転されて、ベーステープ31に弛みが与えられ、ベーステープ31の折り曲げが許容される。
そして、カムドラム110のカム位相角度が110°になると、第2昇降台101は上死点に達するとともに旋回台103は旋回下向きに達する。旋回台103の旋回下向きは、カムドラム110のカム位相角度が235°になるまで維持される。カムドラム110のカム位相角度が30°から110°に至る間、第1昇降台91は上昇している。第1、第2キャリアテープT1,T2の端部を支えていた支持プレート97が後退することで、第1、第2キャリアテープT1,T2の端部が撓む可能性があるが、第1昇降台91が上昇することで、第1押付部材91aが第1、第2キャリアテープT1,T2の端部を支持するので、上記撓みを防止できる。
そして、カムドラム110のカム位相角度が110°を超えると、第2昇降台101は下降開始する。このとき、第1昇降台91は、上昇し続けている。これにより、図27に示すように、第2昇降台101の第2位置決めピン105は、ベーステープ31の裏側からベーステープ31の位置決め穴31b、第1、第2キャリアテープT1,T2の送り穴Hc及び裏面用スプライシングテープ30bの位置決め穴30b1に係合される。
カムドラム110のカム位相角度が145°になると、第2昇降台101は下死点に達するとともに第1昇降台91は上死点に達する。このとき、図28に示すように、第1、第2キャリアテープT1,T2を挟持した状態で、折り曲げたベーステープ31が、旋回台103と第1昇降台91との間で押付けられる(押付工程)。この押付けにより、ベーステープ31に貼付された裏面用スプライシングテープ30bが、第1、第2キャリアテープT1,T2の裏面に跨るように接着され、表面用スプライシングテープ30aが、第1、第2キャリアテープT1,T2の表面に貼付された各カバーテープTtに跨るように接着され、第1キャリアテープT1の終端部と第2キャリアテープT2の始端部が互いに接続される。
スプライシングテープ30による第1、第2キャリアテープT1,T2の接続は、第1、第2キャリアテープT1,T2とスプライシングテープ30を、第1位置決めピン93,94及び第2位置決めピン105によって相対的なずれを拘束した状態で行われるので、第1、第2キャリアテープT1,T2をピッチずれを生ずることなく正確に接合できる。
旋回台103と第1昇降台91との押付け状態は、カムドラム110のカム位相角度が215°になるまで持続されるが、制御装置59は、この押付け状態の途中でカムドラム110のカム位相角度が180°に達したか否か、すなわちスプライシングセンサ112から検出信号を受信したか否かを判断する(図22のステップS6)。スプライシングセンサ112から検出信号を受信したときは、駆動モータ120を駆動停止してカムの一連の動作を一時停止する(図22のステップS7、停止工程)。そして、制御装置59に内蔵されたタイマ計測により、駆動モータ120を駆動停止時間が所定時間経過したか否かを判断し(図22のステップS8)、駆動モータ120の駆動停止時間が所定時間経過したときは、駆動モータ120の駆動を再開する(図22のステップS9)。
カムドラム110のカム位相角度が145°になると、第2昇降台101は上昇開始し、カムドラム110のカム位相角度が235°になるまで、すなわち上死点に達する手前の高さh(図18参照)まで第2昇降台101は上昇して停止する。これにより、折り曲げたベーステープ31の押付けが解除されるとともに、第2位置決めピン105が表面用スプライシングテープ30a側の位置決め穴31b及び第1、第2キャリアテープT1,T2の各送り穴Hcより離脱される。
カムドラム110のカム位相角度が235°になると、旋回台103は図28の反時計回りに旋回開始する。このとき、スプライシングテープ供給部材搬送装置36のステッピングモータ47が正回転されて、ベーステープ31の弛みが除去される。カムドラム110のカム位相角度が265°になると、第1昇降台91が下降開始し、カムドラム110のカム位相角度が280°になると、第2昇降台101が下降開始する。これにより、第1位置決めピン93,94が裏面用スプライシングテープ30bの位置決め穴30b1及び第1、第2キャリアテープT1,T2の各送り穴Hcより離脱される。
カムドラム110のカム位相角度が305°になると、第1昇降台91及び第2昇降台101が下死点に達し、旋回台103は旋回上向きの状態になり、カムドラム110のカム位相角度が360°(0°)になるまで維持される。また、カムドラム110のカム位相角度が310°になると、支持プレート97が、第1昇降台91に対して前進開始され、カムドラム110のカム位相角度が360°(0°)になると、支持プレート97は前進端に達する。以上により、第1、第2昇降台91,101、支持プレート97及び旋回台103は、原位置に復帰される。
制御装置59は、原点センサ111から検出信号を受信したら(図22のステップS10)、駆動モータ120の駆動を停止し(図22のステップS11)、トップフィルム搬送装置35のモータ352bを駆動して、トップフィルム32にテンションを与え、トップフィルム32を必要な量だけ剥がした後、モータ352bを駆動停止する。以上により、第1キャリアテープT1の終端部と第2キャリアテープT2の始端部との接合が完了する。そして、次のスプライシングを行うか否かを判断し(図22のステップS12)、次のスプライシングを行う場合はステップS1に戻って上述の処理を繰り返し、次のスプライシングを行わない場合は全ての処理を終了する。
(4.その他)
上記した実施の形態においては、第1、第2キャリアテープT1,T2をスプライシングテープ30で接続する際の一連動作とは、カムドラム110が1回転することにより、第1、第2昇降台91,101が昇降し、支持プレート97が水平移動し、旋回台103が左右回りに旋回(可動台96が水平移動)する動作である。すなわち、第1押付部材91aの押付面91bと第2押付部材103aの押付面103bとが、押し付けされていない非押付状態の初期位置から、押付方向へ移動を開始し、押付状態に移行し、離脱方向へ移動を開始し、初期位置へ戻るという動作である。よって、一連動作が可能な駆動装置であれば、本実施形態のカム及び駆動モータ120に限定されるものではなく、第1、第2昇降台91,101、支持プレート97及び可動台96の各部材にそれぞれ直結した4つの直動型アクチュエータ(例えばエアシリンダ、油圧シリンダ又はリニアモータ等)を用いてもよく、また各部材を1つのリンク機構で連結し、このリンク機構を動作させる1つのモータ又は1つの直動型アクチュエータを用いてもよい。
上記した実施の形態においては、第1、第2キャリアテープT1,T2をスプライシングテープ30で接続する際の一連動作とは、カムドラム110が1回転することにより、第1、第2昇降台91,101が昇降し、支持プレート97が水平移動し、旋回台103が左右回りに旋回(可動台96が水平移動)する動作である。すなわち、第1押付部材91aの押付面91bと第2押付部材103aの押付面103bとが、押し付けされていない非押付状態の初期位置から、押付方向へ移動を開始し、押付状態に移行し、離脱方向へ移動を開始し、初期位置へ戻るという動作である。よって、一連動作が可能な駆動装置であれば、本実施形態のカム及び駆動モータ120に限定されるものではなく、第1、第2昇降台91,101、支持プレート97及び可動台96の各部材にそれぞれ直結した4つの直動型アクチュエータ(例えばエアシリンダ、油圧シリンダ又はリニアモータ等)を用いてもよく、また各部材を1つのリンク機構で連結し、このリンク機構を動作させる1つのモータ又は1つの直動型アクチュエータを用いてもよい。
また、上述の各部材は、4つのカム溝110c,110a,110d,110bを設けた1つのカムドラム110及び1つの駆動モータ120で動作させる構成としたが、各部材に対しカム溝を形成した4つのカムドラムを備え、又は任意の組合せのカム溝を形成した複数のカムドラムを備えるとともに、各カムドラムを駆動する1つ又は複数の駆動モータを備えて動作させる構成としてもよい。この構成は、上述のリンク機構とモータ又は直動型アクチュエータとの組み合わせの場合も同様である。
また、駆動モータ120としてDCモータを用いたが、ステッピングモータ、サーボモータ、ACモータ、超音波モータ、静電気力モータ、油圧モータ、空気圧モータ等を用いることができる。ステッピングモータを用いるときは、パルス数で制御でき、原点センサ111及びスプライシングセンサ112が設けられる。サーボモータを用いるときは、エンコーダで制御でき、スプライシングセンサ112のみが設けられる。
また、原点センサ111及びスプライシングセンサ112として透過型の光電センサを用いたが、反射型の光電センサでもよい。また、電磁センサ、音波センサ、機械接触式センサ等を用いることができる。
また、駆動停止点は、スプライシングセンサ112で検出する構成としたが、原点センサ111で原点を検出してからの経過時間で駆動停止点を求める構成としてもよい。
また、駆動停止点は、スプライシングセンサ112で検出する構成としたが、原点センサ111で原点を検出してからの経過時間で駆動停止点を求める構成としてもよい。
(5.実施形態の効果)
上記した実施の形態のスプライシング装置20は、部品収納用キャビティCtを有する第1キャリアテープT1と第2キャリアテープT2とを第1スプライシングテープ30a及び第2スプライシングテープ30bによって接続するスプライシング装置20であって、第1キャリアテープT1及び第2キャリアテープt2を互いに接近する方向に送って、第1キャリアテープT1の端部及び第2キャリアテープT2の端部をスプライシング位置LSに位置決めする位置決め装置50,51と、第1スプライシングテープ30aを、スプライシング位置LSに位置決めされた第1キャリアテープT1及び第2キャリアテープT2に跨って、第1キャリアテープT1及び第2キャリアテープT2の一方面に押し付ける第1押付部材91aと、を備える。
上記した実施の形態のスプライシング装置20は、部品収納用キャビティCtを有する第1キャリアテープT1と第2キャリアテープT2とを第1スプライシングテープ30a及び第2スプライシングテープ30bによって接続するスプライシング装置20であって、第1キャリアテープT1及び第2キャリアテープt2を互いに接近する方向に送って、第1キャリアテープT1の端部及び第2キャリアテープT2の端部をスプライシング位置LSに位置決めする位置決め装置50,51と、第1スプライシングテープ30aを、スプライシング位置LSに位置決めされた第1キャリアテープT1及び第2キャリアテープT2に跨って、第1キャリアテープT1及び第2キャリアテープT2の一方面に押し付ける第1押付部材91aと、を備える。
さらに、第2スプライシングテープ30bを、スプライシング位置LSに位置決めされた第1キャリアテープT1及び第2キャリアテープT2に跨って、第1キャリアテープT1及び第2キャリアテープT2の他方面に押し付ける第2押付部材101aと、一連動作によって、第1押付部材91aの押付面91bと第2押付部材101aの押付面101bとを相互に接近離間する方向に相対的に往復移動させる駆動装置120,110,110a,110b,110c,110d等と、駆動装置120,110,110a,110b,110c,110d等の一連動作によって第1押付部材91a及び第2押付部材101aが第1スプライシングテープ30a及び第2スプライシングテープ30bを第1キャリアテープT1及び第2キャリアテープT2に押し付けている押付状態において、駆動装置120,110,110a,110b,110c,110d等の一連動作を一時停止する制御装置59と、を備える。
これによれば、スプライシング装置20は、第1、第2押付部材91a,101aがスプライシングテープ30a,30bを第1、第2キャリアテープT1,T2に押し付けている押付状態において、第1、第2押付部材91a,101aを駆動する駆動装置120,110,110a,110b,110c,110d等の一連動作を一時停止するので、スプライシングテープ30a,30bの第1、第2キャリアテープT1,T2に対する押し付け時間を長くすることができる。よって、スプライシングテープ30a,30bを第1、第2キャリアテープT1,T2に確実に貼着できる。
また、駆動装置は、一連動作によって、第1押付部材91aの押付面91bと第2押付部材101aの押付面101bとを相互に接近離間する方向に相対的に往復移動させるカム110,110a,110b,110c,110d等と、カム110,110a,110b,110c,110d等を駆動してカム110,110a,110b,110c,110d等に一連動作を実行させるカム駆動装置120と、を備え、制御装置59は、押付状態において、カム駆動装置120を一時停止することによってカム110,110a,110b,110c,110d等の一連動作を一時停止する。駆動装置を簡易且つ低コストで構成できる。
また、カム110,110a,110b,110c,110d等は、1回転することにより一連動作を1回行い、カム110,110a,110b,110c,110d等は、1回転中の所定角度範囲において押付状態を継続させ、制御装置59は、カム110,110a,110b,110c,110d等が一連動作における所定角度範囲を動作中に、カム110,110a,110b,110c,110d等の一連動作を一時停止する。制御装置59は、カム110,110a,110b,110c,110d等が一連動作における所定角度範囲を動作中に一時停止すればよいので、一時停止制御を容易に行うことができる。
また、制御装置59は、カム110,110a,110b,110c,110d等が所定角度範囲の中央部に位置するときに、カム110,110a,110b,110c,110d等の一連動作を一時停止する。カム110,110a,110b,110c,110d等の一時停止のタイミングにばらつきが生じても、第1、第2押付部材91a,101aがスプライシングテープ30a,30bを第1、第2キャリアテープT1,T2に押し付けている押付状態は維持されており、スプライシングテープ30a,30bを第1、第2キャリアテープT1,T2に確実に貼着できる。
また、スプライシング装置20は、ベーステープ31とベーステープ31に貼付された第1スプライシングテープ30a及び第2スプライシングテープ30bを備えるスプライシングテープ供給部材TTを、第1キャリアテープT1及び第2キャリアテープT2の送り方向と交差する方向に送る搬送装置36を備え、駆動装置は、一連動作によって、第1押付部材91aの押付面91bが第2押付部材101aの押付面101bに対向する状態において、第1押付部材91aを第2押付部材101aに向かって接近離間する方向に往復移動させる、カムとしての第1カム110c,110ccと、一連動作によって第2押付部材101aを揺動させ、ベーステープ31を折り曲げて第1押付部材91aの押付面91bに対向する位置とベーステープ31を伸ばして第1押付部材91aの押付面91bに対向しない位置との間で移動する、カムとしての第2カム110d,110ddと、を備える。
さらに、一連動作によって、第2押付部材101aの押付面101bが第1押付部材91aの押付面91bに対向する状態において、第2押付部材101aを第1押付部材91aに向かって接近離間する方向に往復移動させる、カムとしての第3カム110a,110aaと、第1カム110c,110cc、第2カム110d,110dd及び第3カム110a,110aaを同期して駆動するカム駆動装置120と、を備え、制御装置59は、押付状態において、カム駆動装置120を一時停止することによって第1カム110c,110cc、第2カム110d,110dd及び第3カム110a,110aaの一連動作を一時停止する。制御装置59は、カム駆動装置120のみを制御すればよいので、カム110,110a,110b,110c,110d等の一連動作の一時停止を確実に行うことができる。
上記した実施の形態のスプライシング方法は、部品収納用キャビティCtを有する第1キャリアテープT1と第2キャリアテープT2とを第1スプライシングテープ30a及び第2スプライシングテープ30bによって接続するスプライシング方法であって、第1キャリアテープT1及び第2キャリアテープT2を互いに接近する方向に送って、第1キャリアテープT1の端部及び第2キャリアテープT2の端部をスプライシング位置LSに位置決めする位置決め工程と、駆動装置120,110,110a,110b,110c,110d等の一連動作によって、第1スプライシングテープ30aを、スプライシング位置LSに位置決めされた第1キャリアテープT1及び第2キャリアテープT2に跨って、第1キャリアテープT1及び第2キャリアテープT2の一方面に押し付け、第2スプライシングテープ30bを、スプライシング位置LSに位置決めされた第1キャリアテープT1及び第2キャリアテープT2に跨って、第1キャリアテープT1及び第2キャリアテープT2の他方面に押し付ける押付工程と、を備える。
さらに、駆動装置120,110,110a,110b,110c,110d等の一連動作によって第1スプライシングテープ30a及び第2スプライシングテープ30bを第1キャリアテープT1及び第2キャリアテープT2に押し付けている押付状態において、駆動装置120,110,110a,110b,110c,110d等の一連動作を一時停止する停止工程と、を備える。上述のスプライシング装置20と同様の効果を得ることができる。
20…スプライシング装置、30(30a、30b)…スプライシングテープ、36…スプライシングテープ供給部材搬送装置、50…第1テープ送り装置(位置決め装置)、51…第2テープ送り装置(位置決め装置)、58…接合装置、91…第1昇降台、91a…第1押付部材、91b…押付面、97…支持プレート、101…第2昇降台、103…旋回台、103a…第2押付部材、103b…押付面、110…カムドラム、110c…第1カム溝、110d…第2カム溝、110a…第3カム溝、110b…第4カム溝、110cc…第1フォロアローラ、110dd…第2フォロアローラ、110aa…第3フォロアローラ、110bb…第4フォロアローラ、120…駆動モータ、T(T1,T2)…キャリアテープ、TT…スプライシングテープ供給部材、LS…スプライシング位置。
Claims (6)
- 部品収納用キャビティを有する第1キャリアテープと第2キャリアテープとを第1スプライシングテープ及び第2スプライシングテープによって接続するスプライシング装置であって、
前記第1キャリアテープ及び前記第2キャリアテープを互いに接近する方向に送って、前記第1キャリアテープの端部及び前記第2キャリアテープの端部をスプライシング位置に位置決めする位置決め装置と、
前記第1スプライシングテープを、前記スプライシング位置に位置決めされた前記第1キャリアテープ及び前記第2キャリアテープに跨って、前記第1キャリアテープ及び前記第2キャリアテープの一方面に押し付ける第1押付部材と、
前記第2スプライシングテープを、前記スプライシング位置に位置決めされた前記第1キャリアテープ及び前記第2キャリアテープに跨って、前記第1キャリアテープ及び前記第2キャリアテープの他方面に押し付ける第2押付部材と、
一連動作によって、前記第1押付部材の押付面と前記第2押付部材の押付面とを相互に接近離間する方向に相対的に往復移動させる駆動装置と、
前記駆動装置の前記一連動作によって前記第1押付部材及び前記第2押付部材が前記第1スプライシングテープ及び前記第2スプライシングテープを前記第1キャリアテープ及び前記第2キャリアテープに押し付けている押付状態において、前記駆動装置の前記一連動作を一時停止する制御装置と、
を備える、スプライシング装置。 - 前記駆動装置は、
前記一連動作によって、前記第1押付部材の押付面と前記第2押付部材の押付面とを相互に接近離間する方向に相対的に往復移動させるカムと、
前記カムを駆動して前記カムに前記一連動作を実行させるカム駆動装置と、
を備え、
前記制御装置は、前記押付状態において、前記カム駆動装置を一時停止することによって前記カムの前記一連動作を一時停止する、請求項1に記載のスプライシング装置。 - 前記カムは、1回転することにより前記一連動作を1回行い、
前記カムは、1回転中の所定角度範囲において前記押付状態を継続させ、
前記制御装置は、前記カムが前記一連動作における前記所定角度範囲を動作中に、前記カムの前記一連動作を一時停止する、請求項2に記載のスプライシング装置。 - 前記制御装置は、前記カムが前記所定角度範囲の中央部に位置するときに、前記カムの前記一連動作を一時停止する、請求項3に記載のスプライシング装置。
- 前記スプライシング装置は、ベーステープと前記ベーステープに貼付された前記第1スプライシングテープ及び前記第2スプライシングテープを備えるスプライシングテープ供給部材を、前記第1キャリアテープ及び前記第2キャリアテープの送り方向と交差する方向に送る搬送装置を備え、
前記駆動装置は、
前記一連動作によって、前記第1押付部材の押付面が前記第2押付部材の押付面に対向する状態において、前記第1押付部材を前記第2押付部材に向かって接近離間する方向に往復移動させる、前記カムとしての第1カムと、
前記一連動作によって前記第2押付部材を揺動させ、前記ベーステープを折り曲げて前記第1押付部材の押付面に対向する位置と前記ベーステープを伸ばして前記第1押付部材の押付面に対向しない位置との間で移動する、前記カムとしての第2カムと、
前記一連動作によって、前記第2押付部材の押付面が前記第1押付部材の押付面に対向する状態において、前記第2押付部材を前記第1押付部材に向かって接近離間する方向に往復移動させる、前記カムとしての第3カムと、
前記第1カム、前記第2カム及び前記第3カムを同期して駆動する前記カム駆動装置と、
を備え、
前記制御装置は、前記押付状態において、前記カム駆動装置を一時停止することによって前記第1カム、前記第2カム及び前記第3カムの前記一連動作を一時停止する、請求項2に記載のスプライシング装置。 - 部品収納用キャビティを有する第1キャリアテープと第2キャリアテープとを第1スプライシングテープ及び第2スプライシングテープによって接続するスプライシング方法であって、
前記第1キャリアテープ及び前記第2キャリアテープを互いに接近する方向に送って、前記第1キャリアテープの端部及び前記第2キャリアテープの端部をスプライシング位置に位置決めする位置決め工程と、
駆動装置の一連動作によって、前記第1スプライシングテープを、前記スプライシング位置に位置決めされた前記第1キャリアテープ及び前記第2キャリアテープに跨って、前記第1キャリアテープ及び前記第2キャリアテープの一方面に押し付け、前記第2スプライシングテープを、前記スプライシング位置に位置決めされた前記第1キャリアテープ及び前記第2キャリアテープに跨って、前記第1キャリアテープ及び前記第2キャリアテープの他方面に押し付ける押付工程と、
前記駆動装置の前記一連動作によって前記第1スプライシングテープ及び前記第2スプライシングテープを前記第1キャリアテープ及び前記第2キャリアテープに押し付けている押付状態において、前記駆動装置の前記一連動作を一時停止する停止工程と、
を備える、スプライシング方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680087747.2A CN109565949B (zh) | 2016-07-19 | 2016-07-19 | 拼接装置及拼接方法 |
| PCT/JP2016/071191 WO2018016013A1 (ja) | 2016-07-19 | 2016-07-19 | スプライシング装置及びスプライシング方法 |
| EP16909488.5A EP3490360B1 (en) | 2016-07-19 | 2016-07-19 | Splicing apparatus and splicing method |
| US16/315,290 US10961072B2 (en) | 2016-07-19 | 2016-07-19 | Splicing device and splicing method |
| JP2018528134A JP6744918B2 (ja) | 2016-07-19 | 2016-07-19 | スプライシング装置及びスプライシング方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2016/071191 WO2018016013A1 (ja) | 2016-07-19 | 2016-07-19 | スプライシング装置及びスプライシング方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018016013A1 true WO2018016013A1 (ja) | 2018-01-25 |
Family
ID=60993171
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/071191 WO2018016013A1 (ja) | 2016-07-19 | 2016-07-19 | スプライシング装置及びスプライシング方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10961072B2 (ja) |
| EP (1) | EP3490360B1 (ja) |
| JP (1) | JP6744918B2 (ja) |
| CN (1) | CN109565949B (ja) |
| WO (1) | WO2018016013A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114126396A (zh) * | 2020-08-26 | 2022-03-01 | 金东奭 | 连接夹具胶带 |
| CN114734493A (zh) * | 2022-03-23 | 2022-07-12 | 深圳奥莱科思自动化机器有限公司 | 切料装置及其在接料机上的应用 |
| CN115418848B (zh) * | 2022-09-23 | 2024-02-13 | 绍兴博利豪家纺有限公司 | 一种高效裁布机 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5319811A (en) * | 1976-08-06 | 1978-02-23 | Matsushita Electric Ind Co Ltd | Magnetic tape splicer |
| JPH05338877A (ja) * | 1992-06-09 | 1993-12-21 | Toshiba Mach Co Ltd | 走行カッタ式バットスプライス方法および装置 |
| JP2002207286A (ja) * | 2001-01-09 | 2002-07-26 | Mitsui Mining & Smelting Co Ltd | フィルム接合装置の位置合わせ方法およびそのための位置合わせ用ゲージ部材ならびにフィルム接合装置 |
| WO2013157107A1 (ja) | 2012-04-18 | 2013-10-24 | 富士機械製造株式会社 | スプライシング装置およびスプライシング方法 |
| WO2014167692A1 (ja) * | 2013-04-11 | 2014-10-16 | 富士機械製造株式会社 | スプライシング装置 |
| JP2014225591A (ja) * | 2013-05-17 | 2014-12-04 | パナソニック株式会社 | スプライシング装置 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3995791A (en) * | 1975-07-09 | 1976-12-07 | Package Machinery Company | Continuous web supply system |
| US4815405A (en) * | 1987-10-13 | 1989-03-28 | Young Engineering, Inc, | Apparatus for splicing indeterminate lengths of fabric |
| US5066345A (en) * | 1990-01-26 | 1991-11-19 | Eastman Kodak Company | Apparatus and method for splicing webs of indeterminate length |
| US5066346A (en) * | 1990-01-26 | 1991-11-19 | Eastman Kodak Company | Apparatus and method for splicing webs of indeterminate length |
| US5053096A (en) * | 1990-01-26 | 1991-10-01 | Eastman Kodak Company | Apparatus and method for splicing webs of indeterminate length |
| ES2149657B1 (es) * | 1997-05-05 | 2001-05-16 | Barberan Sa | Cabezal para el cambio automatico de bobinas suministradoras de folio en continuo. |
| JP4255614B2 (ja) * | 2000-12-18 | 2009-04-15 | 三井金属鉱業株式会社 | フィルム接合装置およびフィルム接合方法ならびにそのためのフィルムの切除方法 |
| JP2005307217A (ja) * | 2005-05-11 | 2005-11-04 | Mitsui Chemicals Inc | 基材繋ぎ方法 |
| JP4512019B2 (ja) * | 2005-09-30 | 2010-07-28 | 三菱重工業株式会社 | 紙継ぎ装置 |
| JP5930599B2 (ja) * | 2011-04-05 | 2016-06-08 | 富士機械製造株式会社 | 電子部品装着方法及び装着装置 |
| JP2013065748A (ja) * | 2011-09-20 | 2013-04-11 | Panasonic Corp | 電子部品実装装置およびテープフィーダならびにテープフィーダにおけるトップテープ送り方法 |
| WO2013157108A1 (ja) * | 2012-04-18 | 2013-10-24 | 富士機械製造株式会社 | 自動スプライシング装置 |
| WO2015004813A1 (ja) * | 2013-07-12 | 2015-01-15 | 富士機械製造株式会社 | 部品組付装置における基板に部品を組み付ける方法及び部品組付装置 |
-
2016
- 2016-07-19 WO PCT/JP2016/071191 patent/WO2018016013A1/ja unknown
- 2016-07-19 CN CN201680087747.2A patent/CN109565949B/zh active Active
- 2016-07-19 JP JP2018528134A patent/JP6744918B2/ja active Active
- 2016-07-19 US US16/315,290 patent/US10961072B2/en active Active
- 2016-07-19 EP EP16909488.5A patent/EP3490360B1/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5319811A (en) * | 1976-08-06 | 1978-02-23 | Matsushita Electric Ind Co Ltd | Magnetic tape splicer |
| JPH05338877A (ja) * | 1992-06-09 | 1993-12-21 | Toshiba Mach Co Ltd | 走行カッタ式バットスプライス方法および装置 |
| JP2002207286A (ja) * | 2001-01-09 | 2002-07-26 | Mitsui Mining & Smelting Co Ltd | フィルム接合装置の位置合わせ方法およびそのための位置合わせ用ゲージ部材ならびにフィルム接合装置 |
| WO2013157107A1 (ja) | 2012-04-18 | 2013-10-24 | 富士機械製造株式会社 | スプライシング装置およびスプライシング方法 |
| WO2014167692A1 (ja) * | 2013-04-11 | 2014-10-16 | 富士機械製造株式会社 | スプライシング装置 |
| JP2014225591A (ja) * | 2013-05-17 | 2014-12-04 | パナソニック株式会社 | スプライシング装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3490360A4 (en) | 2019-08-07 |
| CN109565949B (zh) | 2020-07-14 |
| JPWO2018016013A1 (ja) | 2019-05-09 |
| EP3490360B1 (en) | 2021-02-17 |
| CN109565949A (zh) | 2019-04-02 |
| US10961072B2 (en) | 2021-03-30 |
| EP3490360A1 (en) | 2019-05-29 |
| JP6744918B2 (ja) | 2020-08-19 |
| US20200180889A1 (en) | 2020-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5992491B2 (ja) | 接着性のある薄いバンド、特にコードバンドを切断する切断装置 | |
| JP5897112B2 (ja) | スプライシング装置およびスプライシング方法 | |
| JP6067034B2 (ja) | スプライシングテープ送り装置および送り方法 | |
| WO2018016013A1 (ja) | スプライシング装置及びスプライシング方法 | |
| KR101820838B1 (ko) | 브레이크 슈 어셈블리 자동 용접장치 | |
| KR20130098688A (ko) | 호이스트 장치 및 이를 갖는 호이스트 시스템 | |
| CN110482243B (zh) | 一种包装材料用自动化码垛设备的工作方法 | |
| JP5963850B2 (ja) | スプライシングテープ | |
| JP6247000B2 (ja) | フィルムフィーダおよび組立作業機 | |
| JPWO2018070025A1 (ja) | スプライシング装置 | |
| JP3366745B2 (ja) | ラベル貼付方法 | |
| JP2714344B2 (ja) | テープ巻き取り装置 | |
| JP2009161207A (ja) | テープ結束装置 | |
| JP6641384B2 (ja) | スプライシング装置 | |
| JP3810722B2 (ja) | ラベル貼付装置 | |
| JP2003226306A (ja) | テーピング装置 | |
| JP2002080150A (ja) | ラベル連続体の継ぎ方法およびそれに用いられるラベル連続体の継ぎ装置 | |
| JPS6053868B2 (ja) | フイルム巻込装置 | |
| KR200322432Y1 (ko) | 전자부품 포장장치 | |
| US11286129B2 (en) | Sheet supply device and sheet supply method | |
| CN108432360B (zh) | 拼接装置 | |
| JP4423093B2 (ja) | 塗付装置及び集成材製造装置。 | |
| JP2022062426A (ja) | シート供給装置およびシート供給方法 | |
| JPH0376247A (ja) | ウエハの移し替え方法 | |
| CN114834677A (zh) | 一种自动化生产线及其翻转装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018528134 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16909488 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2016909488 Country of ref document: EP Effective date: 20190219 |