WO2017170160A1 - スプレー塗布用ゾル、スプレー塗布層付き塩化ビニル樹脂成形体及びその製造方法、並びに積層体 - Google Patents
スプレー塗布用ゾル、スプレー塗布層付き塩化ビニル樹脂成形体及びその製造方法、並びに積層体 Download PDFInfo
- Publication number
- WO2017170160A1 WO2017170160A1 PCT/JP2017/011812 JP2017011812W WO2017170160A1 WO 2017170160 A1 WO2017170160 A1 WO 2017170160A1 JP 2017011812 W JP2017011812 W JP 2017011812W WO 2017170160 A1 WO2017170160 A1 WO 2017170160A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- spray coating
- vinyl chloride
- chloride resin
- sol
- coating layer
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D133/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Coating compositions based on derivatives of such polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C41/00—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor
- B29C41/02—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor for making articles of definite length, i.e. discrete articles
- B29C41/20—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor for making articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. moulding inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/065—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F214/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen
- C08F214/02—Monomers containing chlorine
- C08F214/04—Monomers containing two carbon atoms
- C08F214/06—Vinyl chloride
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/18—Plasticising macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/0427—Coating with only one layer of a composition containing a polymer binder
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/0008—Organic ingredients according to more than one of the "one dot" groups of C08K5/01 - C08K5/59
- C08K5/0016—Plasticisers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D127/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Coating compositions based on derivatives of such polymers
- C09D127/02—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Coating compositions based on derivatives of such polymers not modified by chemical after-treatment
- C09D127/04—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Coating compositions based on derivatives of such polymers not modified by chemical after-treatment containing chlorine atoms
- C09D127/06—Homopolymers or copolymers of vinyl chloride
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/20—Diluents or solvents
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2327/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers
- C08J2327/02—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers not modified by chemical after-treatment
- C08J2327/04—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers not modified by chemical after-treatment containing chlorine atoms
- C08J2327/06—Homopolymers or copolymers of vinyl chloride
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2433/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers
Definitions
- the present invention relates to a sol for spray coating, a vinyl chloride resin molded body with a spray coating layer, a manufacturing method thereof, and a laminate, which can be used for manufacturing an automobile interior material.
- a two-color molded body with a thin film of the desired color on the surface has been proposed as a molded body as an automotive interior material that can be used for manufacturing automotive interior parts such as automotive instrument panels and door trims having high design properties.
- various performance is calculated
- the shape and surface pattern of the mold are obtained by, for example, applying powder resin to a heated mold and melting it.
- a powder slush molding method that can form a molded body by reproducing the above is widely used.
- a coating layer is formed in advance by spray-coating a composition containing a vinyl chloride resin prior to heating a mold on a mold used in such a powder slush molding method.
- the two-color molded sheet-like material is manufactured by carrying out the powder slush molding of the sheet-like material as a base material on the metal mold
- a thin and uniform coating layer having a thickness of 30 ⁇ m or less is formed on the sheet-like material with good adhesion.
- a spray composition for forming a coating layer 5 parts by weight of a plasticizer, 100 parts by weight of N-maleimide graft-polymerized vinyl chloride resin, and a curing agent are used. 10 parts by weight and 2 to 4 parts by weight of a heat stabilizer are used in combination.
- an epoxy resin is used as a powder slush molding composition for forming a sheet.
- the powder resin constituting the base material may be processed after the temperature of the mold to be used is heated to 200 ° C. or higher. It is normal. Therefore, the spray composition applied to the mold in advance is required to have excellent thermal stability that does not cause discoloration or the like even when exposed to a high temperature in a later step. In addition, the spray composition is required to have good fluidity so that it can be accurately sprayed into, for example, a dense texture applied to a mold without dripping. Furthermore, the spray composition is also required to have good sol dispersibility, which can form a uniform coating layer having excellent design properties.
- Patent Document 1 the sol dispersibility, fluidity, and thermal stability of the spray composition used for forming the coating layer of the two-color molded sheet are not studied. There was a need for further improvement.
- an object of the present invention is to provide a sol for spray coating that is excellent in sol dispersibility, fluidity, and thermal stability, which can be used for forming a spray coating layer of an automobile interior material.
- the present invention also provides a vinyl chloride resin molded body with a spray coating layer having a spray coating layer formed using the sol for spray coating, and a laminate having the vinyl chloride resin molded body with the spray coating layer. For the purpose.
- the present inventor has intensively studied for the purpose of solving the above problems. Then, the present inventor uses the acrylic fine particles and a predetermined type of plasticizer, and the resulting spray coating sol is excellent in sol dispersibility, fluidity, and thermal stability. It has been found that sol can be used favorably to form a spray coating layer for automobile interior materials, and the present invention has been completed.
- the present invention aims to advantageously solve the above problems, and the spray coating sol of the present invention is a spray coating sol for forming a spray coating layer of an automobile interior material.
- the acrylic fine particles (A) and the predetermined plasticizer (B) are used for the preparation of the sol for spray coating, the resulting sol for spray coating has excellent sol dispersibility, fluidity, and thermal stability. Can be demonstrated.
- a uniform spray coating layer can be formed while suppressing discoloration and color unevenness, for example. That is, it is possible to obtain a spray coating layer having excellent design properties.
- the spray coating sol of the present invention preferably has a viscosity of 2000 mPa ⁇ s or more and 50000 mPa ⁇ s or less. This is because if the viscosity is equal to or more than the above lower limit, the spray coating sol can be sprayed more favorably while further suppressing the occurrence of dripping. Further, if the viscosity is not more than the above upper limit, high fluidity can be imparted to the sol for spray coating, for example, even if a fine surface pattern is applied to an object to be coated such as a mold. It is because it can spray well. Moreover, as a result, the design property of the automobile interior material having the spray coating layer obtained by applying the spray coating sol is further improved.
- the “viscosity” can be measured using a viscometer under the condition of a temperature of 23 ° C. and a rotational speed of 6 rpm.
- the sol for spray coating of the present invention further contains a solvent (C) and has a boiling point of 200 ° C. or higher under 1 atm of the solvent (C).
- a solvent (C) having a boiling point equal to or higher than the lower limit is further used for the preparation of the sol for spray coating, for example, when an object to be coated with the sol for spray coating is heated, bubbles or the like are generated from the coated sol. It is because it can suppress impairing the designability of the spray coating layer and the automotive interior material having the spray coating layer. Moreover, it is because the vinyl chloride resin molding with a spray coating layer etc. can be formed more safely and at low cost.
- the average particle diameter of the acrylic fine particles (A) is preferably 30 ⁇ m or less. This is because if the average particle size of the acrylic fine particles (A) is not more than the above upper limit, the sol dispersibility of the sol for spray coating and the surface smoothness after coating can be improved.
- the “average particle diameter” can be measured as a volume average particle diameter by a laser diffraction method in accordance with JIS Z8825.
- the vinyl chloride resin molded body with a spray coating layer of the present invention is a vinyl chloride resin molded article formed by forming a vinyl chloride resin composition. And a spray coating layer formed by using any one of the above-described spray coating sols on the vinyl chloride resin molded body.
- the vinyl chloride resin molded body with a spray coating layer has the spray coating layer and the vinyl chloride resin molded body, color unevenness and discoloration of the spray coating layer existing on the surface are suppressed, and good design properties are achieved.
- a two-color molded body as an automobile interior material can be obtained.
- the laminated body of this invention has a foaming polyurethane molding and the vinyl chloride resin molding with a spray coating layer mentioned above.
- the vinyl chloride resin molded body of the spray coated layer-attached vinyl chloride resin molded body is formed on the foamed polyurethane molded body. If a foamed polyurethane molded product and the above-described vinyl chloride resin molded product with a spray coating layer are used as a laminate, the laminate can be used as, for example, an automotive interior part such as an instrument panel for automobiles having excellent design properties. Can be used for automotive interior materials.
- the manufacturing method of the vinyl chloride resin molding with a spray application layer of this invention uses the sol for spray application mentioned above.
- the sol for spray application which can be used for formation of the spray coating layer of a motor vehicle interior material, and is excellent in sol dispersibility, fluidity
- a vinyl chloride resin molded body with a spray coating layer having a spray coating layer formed using the sol for spray coating, a method for producing the same, and a vinyl chloride resin molded body with a spray coating layer are provided.
- the laminated body which has can be provided.
- the sol for spray coating of the present invention can be used, for example, when forming the vinyl chloride resin molded article with a spray coating layer of the present invention.
- the vinyl chloride resin molded body with a spray coating layer formed using the sol for spray coating of the present invention can be used, for example, for the production of the laminate of the present invention having the vinyl chloride resin molded body with a spray coating layer. it can.
- the vinyl chloride resin molded body with a spray coating layer of the present invention can be suitably used as an automobile interior material such as a skin for an automotive interior part such as an automotive instrument panel having excellent design.
- the laminated body of this invention can be used suitably as a motor vehicle interior material which comprises motor vehicle interior components, such as a motor vehicle instrument panel excellent in the designability, for example.
- the sol for spray coating of the present invention can be suitably used, for example, when forming a spray coating layer existing on the surface of an automobile interior part such as an automobile instrument panel.
- the vinyl chloride resin molded object with a spray coating layer of this invention can be obtained according to the manufacturing method of the vinyl chloride resin molded object with a spray application layer of this invention, for example.
- the sol for spray coating of the present invention is characterized by containing acrylic fine particles (A) and a predetermined type of plasticizer (B).
- the sol for spray coating of the present invention may optionally further contain other components such as a solvent (C) and additives.
- the sol for spray application of this invention contains the said predetermined component (A) and (B) at least, the outstanding sol dispersibility, fluidity
- the spray coating layer formed using the sol for spray coating of the present invention can express a uniform and dense pattern without being discolored by heating, and has excellent design properties, so that it has high design properties. It can be used as an automobile interior material constituting the required automobile interior part.
- sol refers to a liquid in which contained components are dispersed (including partially dissolved) in an environment of a temperature of 23 ° C. and 1 atm.
- the acrylic fine particles (A) used in the sol for spray coating of the present invention are fine particles containing an acrylic resin having a (meth) acrylate monomer unit as a main constituent component.
- the acrylic fine particles (A) preferably contain 50% by mass or more of acrylic resin, more preferably 90% by mass or more, and still more preferably 99% by mass or more.
- the acrylic resin constituting the acrylic fine particles (A) may further contain other monomer units other than the above (meth) acrylate monomer units, but as a main constituent component (meta )
- the acrylate monomer unit is preferably contained in an amount of 90% by mass or more, more preferably 95% by mass or more, more preferably 99% by mass or more, based on 100% by mass of all monomer units of the acrylic resin. It is more preferable to contain.
- (meth) acrylate” means acrylate and / or methacrylate.
- “having monomer units” means “a monomer-derived structural unit is contained in a polymer obtained using the monomers”.
- the (meth) acrylate monomer constituting the (meth) acrylate monomer unit for example, methyl (meth) acrylate, ethyl (meth) acrylate, n-propyl (meth) acrylate, i- Octyl (meth) acrylate such as propyl (meth) acrylate, n-butyl (meth) acrylate, i-butyl (meth) acrylate, t-butyl (meth) acrylate, hexyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, etc.
- An ester monomer of a monovalent chain alkyl alcohol and a monovalent (meth) acrylic acid chain alkyl (meth) acrylate monomer
- Hydroxyl group-containing (meth) acrylate monomers such as 2-hydroxy
- the (meth) acrylate single unit constituting the (meth) acrylate monomer unit contained in the acrylic resin is preferably a chain alkyl (meth) acrylate monomer having an alkyl group with 3 or less carbon atoms, more preferably a methyl (meth) acrylate monomer, and a methyl methacrylate monomer. More preferably.
- the acrylic resin may further include, for example, acrylonitrile; Methacrylic acid, acrylic acid, 2-succinoloyloxyethyl methacrylate-2-methacryloyloxyethyl succinic acid, 2-malenoyloxyethyl methacrylate-2-methacryloyloxyethyl maleic acid, 2-phthaloyloxyethyl methacrylate Carboxyl group-containing monomers such as -2-methacryloyloxyethyl phthalic acid and 2-hexahydrophthaloyloxyethyl methacrylate-2-methacryloyloxyethyl hexahydrophthalic acid; Acrylamide monomers such as acrylamide diacetone acrylamide, N-methylol acrylamide, N-methoxymethyl acrylamide, N-ethoxymethyl acrylamide and N-butoxymethyl acrylamide; Et
- the content rate of other monomer units is 10 mass% or less with respect to 100 mass% of all monomer units which acrylic resin has. It is preferably 5% by mass or less, more preferably 1% by mass or less.
- the acrylic resin may be a copolymer obtained by polymerizing the above-mentioned (meth) acrylate monomer and comonomer.
- comonomer other than the above-mentioned comonomer for example, styrene, ⁇ -methylstyrene, ⁇ -methylstyrene, o-methylstyrene, m-methylstyrene, p-methylstyrene, 2,4 -Dimethylstyrene, pn-butylstyrene, p-tert-butylstyrene, pn-hexylstyrene, pn-octylstyrene, pn-nonylstyrene, pn-decylstyrene, pn- Styrene derivatives such as dodecylstyrene, p-methoxystyrene,
- the above-mentioned acrylic resin may be bridge
- the acrylic fine particles (A) have a core-shell structure to be described later, either the core part and / or the shell part may have the acrylic resin as a main component, but at least the core part is the acrylic resin.
- the main component (50% by mass or more) is preferable, and the core part and the shell part are more preferably the above acrylic resin as the main component (50% by mass or more).
- the constitutional structure of the acrylic fine particles (A) is not particularly limited, and the whole particle has a single constitutional structure; a multilayer structure having two or more constitutional structures such as a core-shell structure; And a gradient structure in which the composition continuously changes from the central part to the outer part of the coalesced particle.
- a single structure and a multilayer structure are preferable, and in the case of a multilayer structure, a core-shell structure is more preferable.
- the average particle diameter of the acrylic fine particles (A) is preferably 0.1 ⁇ m or more, preferably 30 ⁇ m or less, and more preferably 20 ⁇ m or less. If the average particle diameter of the acrylic fine particles (A) is not less than the above lower limit, it is possible to suppress the aggregation of extremely small acrylic fine particles (A) during the preparation of the sol for spray coating and to improve the sol dispersibility. Because it can keep. In addition, the acrylic fine particles (A) can be handled more easily.
- the average particle diameter of the acrylic fine particles (A) is not more than the above upper limit, the sol dispersibility of the sol for spray coating and the surface smoothness after coating can be improved, and the spray coating layer having more excellent design properties This is because a vinyl chloride resin molded body with a spray coating layer having the above can be obtained.
- the “average degree of polymerization” can be measured according to JIS K6720-2.
- the average degree of polymerization of the acrylic fine particles (A) is such that at least one of the core part and the shell part constituting the core-shell structure is within the above-mentioned range. It is preferable that the degree is satisfied.
- the plasticizer (B) used in the sol for spray coating of the present invention needs to be a predetermined type. If the predetermined type of plasticizer (B) is not used, the sol for spray coating exhibits excellent sol dispersibility, thermal stability and fluidity, and spray coating cannot be performed satisfactorily. As a result, for example, the surface of the two-color molded body as an automobile interior material that constitutes an automobile interior part cannot be a spray coating layer having excellent design properties.
- the plasticizer (B) needs to contain at least one selected from the group consisting of a benzoate plasticizer, a phthalate plasticizer, and a laurate plasticizer, and optionally further includes another plasticizer. May be contained.
- the plasticizer (B) may contain only a benzoate plasticizer, only a phthalate plasticizer, or only a laurate plasticizer. These plasticizers and / or other plasticizers may be used. You may mix and contain in arbitrary ratios.
- benzoate plasticizer examples include ethylene glycol dibenzoate, diethylene glycol dibenzoate, triethylene glycol dibenzoate, and dipropylene glycol dibenzoate.
- phthalate plasticizer examples include dimethyl phthalate, diethyl phthalate, dibutyl phthalate, diisobutyl phthalate, diheptyl phthalate, dinormal octyl phthalate, di- (2-ethylhexyl) phthalate, dinormal nonyl phthalate, diisononyl phthalate, diisodecyl phthalate.
- Phthalates such as phthalate, diundecyl phthalate, ditridecyl phthalate, dibenzyl phthalate, butyl benzyl phthalate, dibutyl benzyl phthalate, diphenyl phthalate dicyclohexyl phthalate, epoxy hexahydrodiisodecyl phthalate;
- Isophthalates such as dimethyl isophthalate, di- (2-ethylhexyl) isophthalate, diisooctyl isophthalate;
- Tetrahydrophthalates such as di- (2-ethylhexyl) tetrahydrophthalate, di-n-octyltetrahydrophthalate, diisodecyltetrahydrophthalate;
- examples of the laurate plasticizer include monoglycerin laurate such as diethylene glycol monolaurate, glycerin monoacetomonolaurate, and glycerin diacetomonolaurate; polyglycerin laurate.
- plasticizers include, for example, adipic acid plasticizers; azelaic acid plasticizers; sebacic acid plasticizers; maleic acid plasticizers; fumaric acid plasticizers; citric acid plasticizers; Plasticizer; oleic acid plasticizer; ricinoleic acid plasticizer; stearic acid plasticizer; phosphoric acid plasticizer; succinic acid plasticizer; naphthalenedicarboxylic acid plasticizer; diphenyldicarboxylic acid plasticizer; trimellitic acid Trimellitic acid plasticizers such as esters; pyromellitic acid plasticizers such as pyromellitic acid esters; other fatty acid plasticizers such as chlorinated paraffins and pentaerythritol fatty acid esters; diethylene glycol dipelargonate, triethylene glycol di- (2-ethylbutyrate), triethylene glycol dicaprylate, triethyleneglycol Other glycol plasticizers such as rudi- (2-ethyl
- the plasticizer (B) preferably contains a benzoate plasticizer and / or a laurate plasticizer, More preferably, it contains only a plasticizer.
- the content of the plasticizer (B) used in the sol for spray coating is preferably 35 parts by mass or more, preferably 200 parts by mass or less, and 120 parts by mass with respect to 100 parts by mass of the acrylic fine particles (A). More preferably, it is more preferably 80 parts by mass or less. If the content of the plasticizer (B) is not less than the above lower limit, it has a good viscosity and high fluidity as a sol for spray coating (that is, it can sufficiently prevent the sol from solidifying). This is because it can be sprayed with high precision even in fine grain patterns on objects. As a result, a spray coating layer with high designability can be formed using the sol for spray coating.
- the spray coating sol is imparted with an appropriate viscosity capable of suppressing dripping at the time of spray coating to form a spray coating layer having high design properties. Because it can be done.
- the sol for spray coating of the present invention can optionally further contain other components such as a solvent (C) and additives in addition to the above-mentioned acrylic fine particles (A) and plasticizer (B).
- a solvent C
- additives in addition to the above-mentioned acrylic fine particles (A) and plasticizer (B).
- the solvent (C) is not particularly limited, and examples thereof include known hydrocarbon solvents, alcohol solvents, ketone solvents, ester solvents, ether solvents, glycol solvents, glycol ester solvents, glycol ethers. System solvents and the like. Among these, from the viewpoint of maintaining good sol dispersibility and having a desired boiling point described later, the solvent (C) is preferably a glycol ester solvent such as ethyl diglycol acetate or butyl diglycol acetate, Diglycol acetate is more preferred.
- the boiling point of the solvent (C) is preferably 200 ° C. or higher under 1 atm, more preferably 230 ° C. or higher, and preferably 300 ° C. or lower. If the boiling point of the solvent (C) is not less than the above lower limit, for example, when the mold is heated in forming the vinyl chloride resin molded article with the spray coating layer of the present invention, the spray coating previously applied to the mold It is because it can prevent that the bubble is produced from the inside of sol and the designability of the formed spray application layer is inferior. Moreover, if the boiling point of the solvent (C) is not more than the above upper limit, a spray coating layer from which the solvent (C) has been satisfactorily removed can be more easily formed.
- the content of the solvent (C) in the sol for spray coating is preferably more than 0 parts by mass with respect to 100 parts by mass of the acrylic fine particles (A), more preferably 1 part by mass or more. More preferably 5 parts by mass or more, particularly preferably more than 25 parts by mass, preferably 100 parts by mass or less, more preferably 45 parts by mass or less, and 35 parts by mass or less. Is more preferable. If the content of the solvent (C) is not less than the above lower limit and is used in combination with the plasticizer (B), it has a good viscosity and high fluidity as a sol for spray coating (that is, sufficiently prevents the sol from solidifying).
- the spray coating sol is imparted with an appropriate viscosity capable of suppressing dripping at the time of spray coating, This is because a high spray coating layer can be formed.
- the content of the solvent (C) in the sol for spray coating is X (parts by mass) and the content of the plasticizer (B) is Y (parts by mass) , X and Y, the following formula (1): Y> ⁇ 0.4X + 50 (1) [However, Y is preferably 40 parts by mass or more. It is preferable that the relationship If the contents of the plasticizer (B) and the solvent (C) satisfy the inequality relationship in the above formula (1), the sol solidification is sufficiently suppressed (that is, while maintaining good sol dispersibility) and spray coating. This is because the sol can be obtained more economically. As a result, it is possible to more economically produce a vinyl chloride resin molded body with a spray coating layer having a spray coating layer that is uniform and smooth and more excellent in design and a laminate having the molded body. .
- Examples of the additive that the spray coating sol may optionally include include a colorant.
- the colorant can be used to give more desired design properties to the surface of the vinyl chloride resin molded body with a spray coating layer and the surface of the laminate.
- the colorant is not particularly limited, and a colorant that can impart a desired color to the surface of a two-color molded body such as a vinyl chloride resin molded body with a spray coating layer can be appropriately selected.
- the amount of the colorant to be added can be selected as appropriate, but the desired color can be imparted to the surface of the two-color molded article while maintaining good dispersibility, viscosity, and thermal stability of the sol for spray coating.
- the blending amount of the colorant can be, for example, 0.1 parts by mass or more and 100 parts by mass or less with respect to 100 parts by mass of the acrylic fine particles (A).
- additives include antifoaming agents, antifungal agents, deodorants, antibacterial agents, surfactants, lubricants, ultraviolet absorbers, leveling agents, and the like, and these various additives may be appropriately blended. .
- the spray coating sol of the present invention preferably has a viscosity of 2000 mPa ⁇ s or more, more preferably 3800 mPa ⁇ s or more, still more preferably 4700 mPa ⁇ s or more, and 7000 mPa ⁇ s or more. More preferably, it is preferably 50000 mPa ⁇ s or less, and more preferably 30000 mPa ⁇ s or less. This is because if the viscosity is within the above range, the flowability of the sol for spray coating is further improved.
- the spray coating layer is more uniform and has a higher designability by improving the sprayability by better suppressing dripping at the time of spray coating. This is because it is possible to obtain a two-color molded body such as a vinyl chloride resin molded body with a spray coating layer.
- the viscosity of the sol for spray coating is not more than the above upper limit, for example, it can be sprayed with high precision even in a complex texture pattern applied to an object without solidifying the sol. This is because a two-color molded article such as a vinyl chloride resin molded article with a spray coating layer having a higher spray coating layer can be obtained.
- the sol for spray coating of this invention is not specifically limited, For example, mix and stir the acrylic microparticles
- the stirring conditions can be adjusted as appropriate. For example, the stirring can be performed for 1 minute to 5 hours at a rotation speed of 10 rpm to 10,000 rpm in an environment of a temperature of 20 ° C. to 80 ° C.
- the vinyl chloride resin molded body with a spray coating layer of the present invention is a spray coating layer obtained by forming using the above-mentioned spray coating sol, and a vinyl chloride resin molded body formed by forming a vinyl chloride resin composition. It is characterized by having. And since the vinyl chloride resin molding with a spray coating layer of the present invention has a spray coating layer formed using the sol for spray coating of the present invention, for example, an automobile instrument having excellent design properties It is suitably used as an automobile interior material such as a skin of an automobile interior part such as a panel.
- the spray coating layer which the vinyl chloride resin molded body with a spray coating layer of the present invention has is formed by an arbitrary method using the above-described sol for spray coating.
- the spray coating layer usually constitutes a part or most of the outermost surface (the side that can come into contact with the rider) of automobile interior parts such as automobile instrument panels and door trims, and is sprayed as a two-color molded article.
- a decorative value is given to a vinyl chloride resin molded body with a coating layer.
- the spray coating layer is formed using, for example, the sol for spray coating of the present invention, while realizing a desired color without discoloration even when exposed to a high temperature in a later step, Fine grained patterns can be reproduced precisely and uniformly.
- the spray coating layer is suitably used, for example, for a skin surface layer of automobile interior parts such as an automobile instrument panel having excellent design properties.
- the vinyl chloride resin molded body of the spray coated layer-attached vinyl chloride resin molded body of the present invention is a molded body formed from a vinyl chloride resin composition, and may optionally further contain additives other than vinyl chloride resin.
- the vinyl chloride resin molded body is a part that constitutes a basic structure of an automobile interior material that constitutes an automobile interior part such as an automobile instrument panel skin and a door trim skin, and has a basic performance (strength, This is a part that exhibits flexibility.
- the vinyl chloride resin molded body is usually used on the interior parts of automobile interior parts such as automobile instrument panel skins and door trim skins, where the spray coating layer is formed. It exists on the outermost surface (the side that can come into contact with the person on board) at the location where the spray coating layer is not formed.
- the vinyl chloride resin composition is a composition containing a vinyl chloride resin and is used for forming a vinyl chloride resin molded article. Moreover, the vinyl chloride resin composition may further contain additives other than the vinyl chloride resin composition.
- the vinyl chloride resin composition may be in the form of powder or liquid, but is preferably in the form of powder from the viewpoint of ease of production.
- the vinyl chloride resin contained in the vinyl chloride resin composition is a main component of the vinyl chloride resin molded body, which allows the vinyl chloride resin molded body with a spray coating layer having the vinyl chloride resin molded body to exhibit strength, flexibility and the like. It is.
- a vinyl chloride resin the vinyl chloride resin particle
- vinyl chloride resin fine particles having a particle diameter different from that of the vinyl chloride resin particles as a dusting agent for improving the powder flowability of the vinyl chloride resin particles.
- “resin particles” refers to particles having a particle size of 30 ⁇ m or more, and “resin particles” refers to particles having a particle size of less than 30 ⁇ m.
- the vinyl chloride resin a homopolymer comprising vinyl chloride monomer units; a vinyl chloride copolymer obtained by polymerizing vinyl chloride monomer and a comonomer of vinyl chloride monomer; ethylene-acetic acid Resin such as vinyl copolymer, ethylene-methyl methacrylate copolymer, ethylene-ethyl acrylate copolymer, chlorinated polyethylene, (1) vinyl chloride, or (2) vinyl chloride and the above-mentioned comonomer, And vinyl chloride graft copolymer obtained by graft polymerization.
- the said vinyl chloride copolymer contains 50 mass% or more of vinyl chloride monomer units, and it is more preferable to contain 70 mass% or more.
- these vinyl chloride resins may use only 1 type, and may use 2 or more types together.
- the average degree of polymerization of the vinyl chloride resin is preferably 800 or more, preferably 4000 or less, and more preferably 3000 or less. This is because, if the average degree of polymerization of the vinyl chloride resin is not less than the above lower limit, the physical strength and flexibility of the resulting vinyl chloride resin molded body with a spray coating layer will be good. Further, if the average degree of polymerization of the vinyl chloride resin is less than or equal to the above upper limit, the meltability of the vinyl chloride resin is increased, so that even when the vinyl chloride resin molded body is formed through a heating process of powder slush molding, The formation temperature can be set lower.
- the vinyl chloride resin composition may further contain include, for example, plasticizers, stabilizers, mold release agents, surface modifiers, other dusting agents other than the above-mentioned vinyl chloride resin fine particles, colorants, and others. Can be mentioned. Especially, it is preferable to use together the said vinyl chloride resin and a plasticizer for formation of a vinyl chloride resin molded object from a viewpoint of providing a more favorable softness
- the plasticizer is not particularly limited, and various plasticizers listed as the plasticizer (B) used in the sol for spray coating described above; epoxidized vegetable oils such as epoxidized soybean oil and epoxidized linseed oil; Known plasticizers can be used. These plasticizers may use only 1 type and may use 2 or more types together in arbitrary ratios. Of the plasticizers described above, trimellitic acid ester and / or pyromellitic acid ester are preferably used, and trimellitic acid ester is more preferably used from the viewpoint of obtaining good flexibility.
- the content of the plasticizer is, for example, preferably 70 parts by mass or more, more preferably 90 parts by mass or more, and more preferably 100 parts by mass or more with respect to 100 parts by mass of the vinyl chloride resin. Preferably, it is 200 parts by mass or less. This is because if the content of the plasticizer is not less than the above lower limit, better flexibility can be imparted to the vinyl chloride resin molded body formed by forming the vinyl chloride resin composition. Moreover, if content of a plasticizer is below the said upper limit, it is because the meltability of a vinyl chloride resin composition can be improved more and the formation temperature at the time of formation of a vinyl chloride resin molding can be restrained lower. As a result, it is possible to further suppress discoloration due to heat of the sol for spray application previously applied to a mold or the like.
- Examples of the stabilizer include perchloric acid-treated (perchloric acid introduction type) hydrotalcite; zeolite; ⁇ -diketone; fatty acid metal salt such as zinc stearate;
- Examples of the release agent include 12-hydroxystearic acid type lubricants such as 12-hydroxystearic acid ester and 12-hydroxystearic acid oligomer.
- Examples of the surface modifier include known silicone oils that can be used in combination with a resin.
- dusting agents other than the vinyl chloride resin fine particles include, for example, inorganic fine particles such as calcium carbonate, talc, and aluminum oxide; polyacrylonitrile resin fine particles, poly (meth) acrylate resin fine particles, polystyrene resin fine particles, polyethylene resin fine particles, And organic fine particles such as polypropylene resin fine particles, polyester resin fine particles, and polyamide resin fine particles.
- the colorant include quinacridone colorants, perylene colorants, polyazo condensation colorants, isoindolinone colorants, copper phthalocyanine colorants, titanium white colorants, carbon black colorants, and the like. One or more colorants are used.
- additives examples include known impact modifiers, perchloric acid compounds other than perchloric acid-treated hydrotalcite (sodium perchlorate, potassium perchlorate, etc.), antioxidants, Examples include mold agents, flame retardants, antistatic agents, fillers, light stabilizers, and foaming agents. The content of these additives is not particularly limited and can be adjusted as appropriate.
- the vinyl chloride resin composition can be prepared by mixing the components described above.
- the mixing method is not particularly limited, and examples thereof include a method of mixing the above components in an arbitrary order by dry blending.
- dry blending it is preferable to use a Henschel mixer.
- the temperature at the time of dry blending is not specifically limited, 50 degreeC or more is preferable, 70 degreeC or more is more preferable, and 200 degreeC or less is preferable.
- the manufacturing method of the vinyl chloride resin molding with a spray coating layer of this invention needs to include a predetermined process (a) and a predetermined process (b). And since the manufacturing method of this invention includes the said process (a) and process (b), the vinyl chloride resin molding with a spray coating layer obtained according to the manufacturing method of this invention comprises an automotive interior part. As a two-color molded body as an automobile interior material, it is possible to suppress uneven color and discoloration of the spray coating layer present on the surface and to exhibit good design properties.
- a spray coating layer is formed using any of the above-described spray coating sols.
- the above-described spray coating sol is spray coated on an arbitrary coating object in advance.
- the spray application layer can be formed with formation of a vinyl chloride resin molded object by cooling the applied sol for spray application in the formation process of the vinyl chloride resin molded object mentioned later.
- the spray coating sol and the vinyl chloride resin molded body can be formed by cooling the sol for spray coating without drying immediately after spray coating, together with the formation of the vinyl chloride resin molded body. It can be formed with adhesion.
- glass, a metal, etc. which have arbitrary shapes and patterns as needed can be used, for example.
- die used for the said powder slush molding can be used as it is as a to-be-coated object.
- each condition of spray coating of the sol for spray coating can be adjusted as appropriate.
- the spray coating sol is 1 sec / m 2 to 60 sec / m 2 .
- the coating speed can be set.
- the film thickness of the spray coating layer is not particularly limited, but can be set to 10 ⁇ m or more from the viewpoint of adequately decorating the automobile interior material. In addition, from the viewpoint of not inhibiting the basic performance of the automobile interior material such as strength and flexibility, it can be set to 200 ⁇ m or less.
- Step (b)> In the step (b), using the vinyl chloride resin composition, a vinyl chloride resin molded body is formed so that the spray coating layer formed in the above-described step (a) and the vinyl chloride resin molded body are in contact with each other. And after a process (b), the vinyl chloride resin molded object with a spray application layer in which a spray application layer is normally located on a vinyl chloride molded object is obtained.
- the method for forming the vinyl chloride resin molded body is not particularly limited.
- the vinyl chloride resin molding can be obtained by powder slush molding, for example, by heating and cooling the vinyl chloride resin composition obtained above.
- the vinyl chloride resin molded body may be formed separately from the above-described spray coating layer, or may be directly formed on a previously formed spray coating layer.
- the vinyl chloride resin molded body is preferably formed directly on a spray coating layer formed in advance.
- the vinyl chloride resin molded body is obtained by powder slush molding using a mold as an object to be coated with a sol for spray coating prior to the formation of the vinyl chloride resin molded body.
- the vinyl chloride resin molding is a powdered vinyl chloride resin so that the spray coating sol and the vinyl chloride resin composition are in contact with a mold to which the spray coating sol has been applied in advance. It is preferable to form by applying the composition and heating and cooling the mold.
- the formation of the spray coating layer will be described using a powder slush mold as an example.
- the formation of the vinyl chloride resin molded body and the vinyl chloride resin molded body with the spray coating layer will be described as an example by a powder slush molding method using the mold on which the spray coating layer is formed as it is.
- the mold temperature during powder slush molding is not particularly limited and is preferably 200 ° C. or higher, more preferably 230 ° C. or higher, and preferably 300 ° C. or lower. This is because if the heating temperature of the mold is set to the above lower limit or more, the vinyl chloride resin composition is melted well, and the formation of a vinyl chloride resin molded article having excellent physical strength and flexibility becomes easy. Moreover, if the heating temperature of the mold is kept below the above upper limit, discoloration due to the heat of the pre-applied sol for spray coating is further suppressed, and a vinyl chloride resin molded article with a spray coating layer having a higher design property is obtained. Because it can.
- powder slush molding of a vinyl chloride resin molded body is not particularly limited, for example, the following method can be used. That is, the above-mentioned vinyl chloride resin composition is sprinkled on the surface side of the mold on which the spray coating sol is applied in advance and heated to the above temperature range and on which the spray coating sol is applied. And leave it for 5 to 30 seconds. Then, surplus vinyl chloride resin composition is shaken off from the mold, and further left to heat at an arbitrary temperature for 30 seconds to 3 minutes. Then, after leaving to heat, the mold is cooled to 10 ° C. to 60 ° C., so that the vinyl chloride resin molded body is formed in a state of being well adhered to the spray coating layer.
- the vinyl chloride resin molded body with a spray coating layer is not particularly limited, and can be obtained as it is by following the above-described method for forming a vinyl chloride resin molded body.
- the vinyl chloride resin molded body formed by cooling the mold as described above is well bonded to the previously formed spray coating layer, so that the vinyl chloride resin molding with a spray coating layer of the present invention is used.
- the body can be removed from the mold as it is.
- the demolded vinyl chloride resin molded body with a spray coating layer is obtained, for example, as a sheet-like two-color molded body having a surface layer in which the desired shape and texture pattern applied to the mold are well modeled. be able to.
- the laminate of the present invention has a foamed polyurethane molded body and the above-described vinyl chloride resin molded body with a spray coating layer, and the vinyl chloride resin molded body of the vinyl chloride resin molded body with a spray coating layer is the foam. It is formed on a polyurethane molded body. And since the laminate of the present invention has a vinyl chloride resin molded body with a spray coating layer in which the spray coating layer formed using the sol for spray coating of the present invention is present on the surface side, the surface is Excellent color and pattern reproducibility and high design. Therefore, the laminated body of this invention is used suitably as a motor vehicle interior material which comprises motor vehicle interior components, such as a vehicle instrument panel and a door trim, for example.
- the lamination method is not particularly limited, and for example, the following method can be used. That is, (1) after separately preparing a foamed polyurethane molded body and a vinyl chloride resin molded body with a spray coating layer, by using heat fusion, thermal bonding, or a known adhesive, a vinyl chloride resin molded body A method of bonding a foamed polyurethane molded product and a vinyl chloride resin molded product with a spray coating layer so that the portion is located on the foamed polyurethane molded product; (2) a vinyl chloride resin possessed by the vinyl chloride resin molded product with a spray coated layer; Polymerization is performed by reacting isocyanates and polyols, which are raw materials for the foamed polyurethane molded body, on the molded body side, and polyurethane foam is foamed by a known method, so that the vinyl chloride resin molded body with a spray coating layer has A method of directly forming (lining) a foamed polyurethane a
- ⁇ Average particle size The average particle diameter (volume average particle diameter ( ⁇ m)) of the acrylic fine particles (A) was measured according to JIS Z8825. Specifically, acrylic fine particles (A) are dispersed in a water tank, and the diffraction / scattering intensity distribution of light is measured and analyzed using the apparatus shown below to measure the particle diameter and volume-based particle diameter distribution. To calculate.
- ⁇ Apparatus Laser diffraction particle size distribution analyzer (manufactured by Shimadzu Corporation, SALD-2300)
- ⁇ Measuring method Laser diffraction and scattering ⁇ Measuring range: 0.017 ⁇ m to 2500 ⁇ m
- Light source Semiconductor laser (wavelength 680 nm, output 3 mW)
- ⁇ Sol dispersibility> The sol dispersibility of the sol for spray coating was visually evaluated. Specifically, about 10 cc of the obtained spray coating sol was thinly spread in a petri dish. Next, the sol for spray application extended in the petri dish was visually observed, and the number (pieces) of aggregates observed was visually confirmed. The sol dispersibility of the spray coating sol was evaluated according to the following criteria. The smaller the number of confirmed agglomerates, the better the sol for spray coating is. ⁇ : No aggregate was confirmed ⁇ : 1 to 9 confirmed aggregates ⁇ : 10 or more confirmed aggregates
- the fluidity of the sol for spray coating was evaluated by measuring the viscosity. Specifically, using a viscometer (manufactured by Toki Sangyo Co., Ltd., product name “BM II”, rotor: No. 4), the sol for spray coating is used in an atmosphere at a rotational speed of 6 rpm and a temperature of 23 ° C. The viscosity (mPa ⁇ s) was measured. When the viscosity is within the predetermined range described above, the fluidity of the sol for spray coating is good.
- the thermal stability of the sol for spray coating was visually evaluated. Specifically, a sol for spray coating was applied on a 4 mm thick SUS plate so as to have a film thickness of 30 ⁇ m. Next, the SUS plate coated with the sol for spray coating was heated for 300 seconds in an environment at a temperature of 350 ° C. And the presence or absence of discoloration was visually observed about the coating film surface of the sol for spray application after a heating. The spray coating sol is so excellent in thermal stability that no discoloration is observed on the surface of the coating film of the spray coating sol after heating.
- Example 1 Preparation of sol for spray coating>
- the compounding components shown in Table 1-1 were stirred using a disper type stirrer in an environment of a temperature of 23 ° C. under the conditions of a rotation speed of 1000 rpm for 30 minutes to obtain a sol for spray coating.
- the obtained sol for spray coating was measured, observed and evaluated for sol dispersibility, fluidity, and thermal stability according to the above-described method. The results are shown in Table 1-1.
- the vinyl chloride resin composition was melted on the spray coating layer formed on the mold by allowing it to stand for an arbitrary time of about 5 to 20 seconds after sprinkling. After melting the vinyl chloride resin composition, the excess vinyl chloride resin composition was shaken off. Thereafter, the embossed mold sprinkled with the vinyl chloride resin composition was allowed to stand in an oven set at a temperature of 200 ° C., and the embossed mold was cooled with cooling water when 60 seconds had elapsed after standing. .
- Example 2 In the preparation of the sol for spray application, the sol for spray application, the vinyl chloride resin composition, and the vinyl chloride resin with the spray application layer were the same as in Example 1 except that the blending components were changed as shown in Table 1-1. A molded body was produced. Then, measurement, observation, and evaluation were performed in the same manner as in Example 1. The results are shown in Table 1-1.
- Example 4 In preparing the sol for spray coating, the type of plasticizer was changed from a benzoate plasticizer to a phthalate plasticizer. Then, a spray coating sol, a vinyl chloride resin composition, and a vinyl chloride resin molded article with a spray coating layer were produced in the same manner as in Example 1 except that the blending components were changed as shown in Table 1-1. Then, measurement, observation, and evaluation were performed in the same manner as in Example 1. The results are shown in Table 1-1.
- Example 5 In the preparation of the sol for spray coating, the type of plasticizer was changed from a benzoate plasticizer to a laurate plasticizer. Then, a spray coating sol, a vinyl chloride resin composition, and a vinyl chloride resin molded article with a spray coating layer were produced in the same manner as in Example 1 except that the blending components were changed as shown in Table 1-1. Then, measurement, observation, and evaluation were performed in the same manner as in Example 1. The results are shown in Table 1-1.
- Example 6 In the preparation of the sol for spray coating, a solvent was further used. Then, a spray coating sol, a vinyl chloride resin composition, and a vinyl chloride resin molded article with a spray coating layer were produced in the same manner as in Example 1 except that the blending components were changed as shown in Table 1-1. Then, measurement, observation, and evaluation were performed in the same manner as in Example 1. The results are shown in Table 1-1.
- Example 9 In the preparation of the sol for spray coating, the acrylic fine particles (A) were changed to the types shown in Table 1-1. Then, a spray coating sol, a vinyl chloride resin composition, and a vinyl chloride resin molded article with a spray coating layer were produced in the same manner as in Example 1 except that the blending components were changed as shown in Table 1-1. Then, measurement, observation, and evaluation were performed in the same manner as in Example 1. The results are shown in Table 1-1.
- Example 1 In preparing the sol for spray coating, the type of plasticizer was changed from a benzoate plasticizer to a trimellitic acid plasticizer. Then, a spray coating sol, a vinyl chloride resin composition, and a vinyl chloride resin molded article with a spray coating layer were produced in the same manner as in Example 1 except that the blending components were changed as shown in Table 1-2. Then, measurement, observation, and evaluation were performed in the same manner as in Example 1. The results are shown in Table 1-2.
- the spray coating sols of Examples 1 to 13 containing the acrylic fine particles (A) and the predetermined plasticizer (B) can have excellent sol dispersibility, fluidity, and thermal stability. I understood.
- the sol dispersibility of the sol for spray coating was generally deteriorated.
- the sol for spray coating was discolored by heating and the heat stability was poor.
- Comparative Examples 7 to 10 having no sol shape could not be evaluated as a sol for spray coating.
- the sol for spray application which can be used for formation of the spray coating layer of a motor vehicle interior material, and is excellent in sol dispersibility, fluidity
- a laminate can be provided.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Materials Engineering (AREA)
- Polymers & Plastics (AREA)
- Medicinal Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Mechanical Engineering (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Laminated Bodies (AREA)
- Paints Or Removers (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
Description
より具体的には、特許文献1に記載の技術では、塗布層を形成するためのスプレー用組成物として、N-マレイミドグラフト重合塩化ビニル樹脂100重量部に対し、可塑剤5重量部、硬化剤10重量部、および熱安定剤2~4重量部を併用している。また、特許文献1に記載の技術では、シート状物を形成するためのパウダースラッシュ成形用組成物として、エポキシ樹脂を用いている。
また、本発明は、上記スプレー塗布用ゾルを用いて形成したスプレー塗布層を有するスプレー塗布層付き塩化ビニル樹脂成形体、及び、当該スプレー塗布層付き塩化ビニル樹脂成形体を有する積層体を提供することを目的とする。
なお、本発明において「粘度」は、温度23℃の環境下、回転数6rpmの条件にて、粘度計を用いて測定することができる。
なお、本発明において、「平均粒子径」は、JIS Z8825に準拠し、レーザー回折法により体積平均粒子径として測定することができる。
また、本発明によれば、上記スプレー塗布用ゾルを用いて形成したスプレー塗布層を有するスプレー塗布層付き塩化ビニル樹脂成形体及びその製造方法、並びに、当該スプレー塗布層付き塩化ビニル樹脂成形体を有する積層体を提供することができる。
本発明のスプレー塗布用ゾルは、例えば、本発明のスプレー塗布層付き塩化ビニル樹脂成形体を形成する際に用いることができる。また、本発明のスプレー塗布用ゾルを用いて形成したスプレー塗布層付き塩化ビニル樹脂成形体は、例えば、当該スプレー塗布層付き塩化ビニル樹脂成形体を有する本発明の積層体の製造に用いることができる。
そして、本発明のスプレー塗布層付き塩化ビニル樹脂成形体は、例えば、意匠性に優れた自動車インスツルメントパネルなどの自動車内装部品用表皮などの自動車内装材として好適に用いることができる。また、本発明の積層体は、例えば、意匠性に優れた自動車インスツルメントパネルなどの自動車内装部品を構成する自動車内装材として好適に用いることができる。更に、本発明のスプレー塗布用ゾルは、例えば、自動車インスツルメントパネルなどの自動車内装部品の表皮表面に存在するスプレー塗布層を形成する際に好適に用いることができる。
なお、本発明のスプレー塗布層付き塩化ビニル樹脂成形体は、例えば、本発明のスプレー塗布層付き塩化ビニル樹脂成形体の製造方法に従って得ることができる。
本発明のスプレー塗布用ゾルは、アクリル系微粒子(A)および所定の種類の可塑剤(B)を含むことを特徴とする。また、本発明のスプレー塗布用ゾルは、上記成分(A)および(B)に加え、任意に、溶剤(C)および添加剤などのその他の成分を更に含んでもよい。そして、本発明のスプレー塗布用ゾルは、少なくとも上記所定の成分(A)および(B)を含んでいるため、優れたゾル分散性、流動性、及び熱安定性を並立することができる。そのため、本発明のスプレー塗布用ゾルは、液だれを抑制しつつ、例えば被塗布物に施された細かなシボ模様内にも精度良くスプレー可能であると共に、加熱によって変色等を生じ難い。その結果、本発明のスプレー塗布用ゾルを用いて形成したスプレー塗布層は、加熱により変色されることなく均一で緻密な模様を表すことができ、意匠性に優れているため、高い意匠性が求められる自動車内装部品を構成する自動車内装材として用いることができる。
なお、本発明において「ゾル」とは、温度23℃、1atmの環境下において、含有成分が分散(一部溶解を含む)している状態である液体を指す。
[組成]
本発明のスプレー塗布用ゾルに用いられるアクリル系微粒子(A)は、(メタ)アクリレート系単量体単位を主構成成分として有するアクリル系樹脂を含む微粒子である。ここで、アクリル系微粒子(A)は、アクリル系樹脂を50質量%以上含むことが好ましく、90質量%以上含むことがより好ましく、99質量%以上含むことが更に好ましい。また、アクリル系微粒子(A)を構成するアクリル系樹脂は、上記(メタ)アクリレート系単量体単位以外のその他の単量体単位を更に含有していてもよいが、主構成成分として(メタ)アクリレート系単量体単位を、アクリル系樹脂が有する全単量体単位100質量%に対して90質量%以上含有することが好ましく、95質量%以上含有することがより好ましく、99質量%以上含有することが更に好ましい。
なお、本明細書において、「(メタ)アクリレート」とは、アクリレート及び/又はメタクリレートを意味する。
また、本明細書において、「単量体単位を有する」とは、「その単量体を用いて得た重合体中に単量体由来の構造単位が含まれている」ことを意味する。
-(メタ)アクリレート系単量体-
ここで、(メタ)アクリレート系単量体単位を構成する(メタ)アクリレート系単量体としては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、n-プロピル(メタ)アクリレート、i-プロピル(メタ)アクリレート、n-ブチル(メタ)アクリレート、i-ブチル(メタ)アクリレート、tーブチル(メタ)アクリレート、ヘキシル(メタ)アクリレート、2-エチルヘキシル(メタ)アクリレートなどのオクチル(メタ)アクリレート等の、1価の鎖式アルキルアルコールと1価の(メタ)アクリル酸とのエステル単量体(鎖式アルキル(メタ)アクリレート単量体);
シクロヘキシル(メタ)アクリレート等の、1価の環式アルキルアルコールと1価の(メタ)アクリル酸とのエステル単量体(環式アルキル(メタ)アクリレート単量体);
アリルスルホン酸等のスルホン酸基が、(メタ)アクリレートに導入された、スルホン酸基含有(メタ)アクリレート系単量体;
2-(メタ)アクリロイルオキシエチルアシッドホスフェート等のリン酸基が、(メタ)アクリレートに導入された、リン酸基含有(メタ)アクリレート系単量体;
エポキシ基が(メタ)アクリレートに導入された、エポキシ基含有(メタ)アクリレート系単量体;
2-ヒドロキシエチル(メタ)アクリレート、2ーヒドロキシプロピル(メタ)アクリレート等の、ヒドロキシル基含有(メタ)アクリレート単量体;
アセトアセトキシエチル(メタ)アクリレート等の、(メタ)アクリレート中の(メタ)アクリル以外の部分にカルボニル基が導入されてなる、カルボニル基含有(メタ)アクリレート系単量体;
N-ジメチルアミノエチル(メタ)アクリレート、N-ジエチルアミノエチル(メタ)アクリレート等の、アミノ基含有(メタ)アクリレート系単量体;
エチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、1,6-ヘキサンジオールジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート等の、多官能(メタ)アクリレート系単量体〔これらの多官能(メタ)アクリレート系単量体は、他の任意の(メタ)アクリレート系単量体と共重合可能な単量体(共単量体)として、共重合されていてもよい〕;
等が挙げられる。
これらの(メタ)アクリレート系単量体は、1種類を単独で使用してもよいし、2種類以上を組み合わせて用いてもよい。
なお、本明細書において、「(メタ)アクリル」とは、アクリル及び/又はメタクリルを意味する。
アクリル系樹脂が更に有し得るその他の単量体単位を構成するその他の単量体としては、例えば、アクリロニトリル;
メタクリル酸、アクリル酸、メタクリル酸2-サクシノロイルオキシエチル-2-メタクリロイルオキシエチルコハク酸、メタクリル酸2-マレイノロイルオキシエチル-2-メタクリロイルオキシエチルマレイン酸、メタクリル酸2-フタロイルオキシエチル-2-メタクリロイルオキシエチルフタル酸、メタクリル酸2-ヘキサヒドロフタロイルオキシエチル-2-メタクリロイルオキシエチルヘキサヒドロフタル酸等のカルボキシル基含有単量体;
アクリルアミドジアセトンアクリルアミド、N-メチロールアクリルアミド、N-メトキシメチルアクリルアミド、N-エトキシメチルアクリルアミド、N-ブトキシメチルアクリルアミド等のアクリルアミド系単量体;
等が挙げられる。
なお、アクリル系樹脂がその他の単量体単位を更に有する場合は、その他の単量体単位の含有割合は、アクリル系樹脂が有する全単量体単位100質量%に対して10質量%以下であることが好ましく、5質量%以下であることがより好ましく、1質量%以下であることが更に好ましい。
等が挙げられる。
また、アクリル系微粒子(A)が後述するコアシェル構造を有する場合は、コア部及び/又はシェル部のいずれかが上記アクリル系樹脂を主成分としていればよいが、少なくともコア部が上記アクリル系樹脂を主成分(50質量%以上)とすることが好ましく、コア部及びシェル部共に上記アクリル系樹脂を主成分(50質量%以上)とすることがより好ましい。
アクリル系微粒子(A)の構成構造としては、特に限定されるものではなく、粒子全体が単一の構成構造を有する単一構造;コアシェル構造などの2種類以上の構成構造を有する多層構造;重合体粒子の中心部から外郭部まで連続的に組成が変化するグラディエント構造;等が挙げられる。これらの構成構造の中でも、単一構造及び多層構造が好ましく、多層構造の場合はコアシェル構造がより好ましい。
また、アクリル系微粒子(A)の平均粒子径は、0.1μm以上であることが好ましく、30μm以下であることが好ましく、20μm以下であることがより好ましい。アクリル系微粒子(A)の平均粒子径が上記下限以上であれば、スプレー塗布用ゾルの調製に際して、極端に小さなアクリル系微粒子(A)同士が凝集することを抑制し、ゾル分散性を良好に保てるからである。加えて、アクリル系微粒子(A)の取り扱いがより容易になるからである。また、アクリル系微粒子(A)の平均粒子径が上記上限以下であれば、スプレー塗布用ゾルのゾル分散性及び塗布後の表面平滑性をより良好にでき、より意匠性に優れたスプレー塗布層を有するスプレー塗布層付き塩化ビニル樹脂成形体を得ることができるからである。
また、アクリル系微粒子(A)の平均重合度は、2000以上が好ましく、3000以上がより好ましく、100000以下が好ましく、50000以下がより好ましい。アクリル系微粒子(A)の平均重合度が上記下限以上であれば、熱安定性に優れ、スプレー塗布時の液だれを抑制可能な流動性を有するスプレー塗布用ゾルを得ることができるからである。また、アクリル系微粒子(A)の平均重合度が上記上限以下であれば、アクリル系微粒子(A)の耐熱性が向上して、スプレー塗布用ゾルを用いて形成されるスプレー塗布層の耐変色性が増すため、意匠性をより向上できるからである。
なお、本発明において「平均重合度」は、JIS K6720-2に準拠して測定することができる。
また、アクリル系微粒子(A)がコアシェル構造を有する場合は、アクリル系微粒子(A)の平均重合度は、当該コアシェル構造を構成するコア部およびシェル部の少なくとも一方が、上述した範囲の平均重合度を満たしていることが好ましい。
本発明のスプレー塗布用ゾルに用いられる可塑剤(B)は、所定の種類である必要がある。所定の種類の可塑剤(B)を用いなければ、スプレー塗布用ゾルに優れたゾル分散性、熱安定性および流動性を発揮させて、スプレー塗布を良好に行うことができない。その結果、例えば自動車内装部品を構成する自動車内装材としての二色成形体の表面を、意匠性に優れたスプレー塗布層とすることができない。
ここで、可塑剤(B)は、ベンゾアート系可塑剤、フタレート系可塑剤、およびラウレート系可塑剤からなる群より選択される少なくとも一種を含有する必要があり、任意にその他の可塑剤を更に含有し得る。換言すれば、可塑剤(B)は、ベンゾアート系可塑剤のみ、フタレート系可塑剤のみ、又はラウレート系可塑剤のみを含有していてもよく、これらの可塑剤及び/又はその他の可塑剤を任意の割合で混合して含有していてもよい。
また、フタレート系可塑剤としては、例えば、ジメチルフタレート、ジエチルフタレート、ジブチルフタレート、ジイソブチルフタレート、ジヘプチルフタレート、ジノルマルオクチルフタレート、ジ-(2-エチルヘキシル)フタレート、ジノルマルノニルフタレート、ジイソノニルフタレート、ジイソデシルフタレート、ジウンデシルフタレート、ジトリデシルフタレート、ジベンジルフタレート、ブチルベンジルフタレート、ジブチルベンジルフタレート、ジフェニルフタレートジシクロヘキシルフタレート、エポキシヘキサヒドロジイソデシルフタレート等のフタレート;
ジメチルイソフタレート、ジ-(2-エチルヘキシル)イソフタレート、ジイソオクチルイソフタレート等のイソフタレート;
ジ-(2-エチルヘキシル)テトラヒドロフタレート、ジ-n-オクチルテトラヒドロフタレート、ジイソデシルテトラヒドロフタレート等のテトラヒドロフタレート;
フタル酸とアルキレングリコール〔アルキレンの炭素数は2以上8以下〕とのオリゴエステル、当該オリゴエステル末端にアルカノール〔アルカノールの炭素数は6以上13以下〕が導入された変性物、当該オリゴエステル末端にアルカン酸〔アルカン酸の炭素数は2以上18以下〕が導入された変性物、当該オリゴエステル末端にアルケン酸〔アルケン酸の炭素数は2以上18以下〕が導入された変性物等のフタル酸系ポリエステル;が挙げられる。
更に、ラウレート系可塑剤としては、例えば、ジエチレングリコールモノラウレート、グリセリンモノアセトモノラウレート、グリセリンジアセトモノラウレート等のモノグリセリンラウレート;ポリグリセリンラウレート;等が挙げられる。
なお、その他の可塑剤を併用する場合は、その他の可塑剤の含有割合は、全可塑剤量100質量%に対して10質量%以下であることが好ましい。
スプレー塗布用ゾルに用いる可塑剤(B)の含有量は、アクリル系微粒子(A)100質量部に対して35質量部以上であることが好ましく、200質量部以下であることが好ましく、120質量部以下であることがより好ましく、80質量部以下であることが更に好ましい。可塑剤(B)の含有量が上記下限以上であれば、スプレー塗布用ゾルとして良好な粘度及び高い流動性を有し(つまり、当該ゾルが固化することを十分に防ぎ)易く、例えば被塗布物に施された細かなシボ模様内にも精度良くスプレーし得るからである。その結果、スプレー塗布用ゾルを用いて意匠性の高いスプレー塗布層を形成することができるからである。また、可塑剤(B)の含有量が上記上限以下であれば、スプレー塗布用ゾルに、スプレー塗布時の液だれを抑制し得る適度な粘度を付与し、意匠性の高いスプレー塗布層を形成することができるからである。
本発明のスプレー塗布用ゾルは、上述したアクリル系微粒子(A)および可塑剤(B)以外に、任意に、溶剤(C)および添加剤などのその他の成分を更に含むことができる。
溶剤(C)としては、特に制限されることなく、例えば、既知の炭化水素系溶剤、アルコール系溶剤、ケトン系溶剤、エステル系溶剤、エーテル系溶剤、グリコール系溶剤、グリコールエステル系溶剤、グリコールエーテル系溶剤等が挙げられる。これらの中でも、良好なゾル分散性を保つと共に、後述する所望の沸点を有する観点からは、溶剤(C)としては、エチルジグリコールアセテート、ブチルジグリコールアセテート等のグリコールエステル系溶剤が好ましく、ブチルジグリコールアセテートがより好ましい。
ここで、溶剤(C)の沸点は、1atm下で200℃以上であることが好ましく、230℃以上であることがより好ましく、300℃以下であることが好ましい。溶剤(C)の沸点が上記下限以上であれば、例えば、本発明のスプレー塗布層付き塩化ビニル樹脂成形体の形成に際して金型を加熱した際に、当該金型に予め塗布されたスプレー塗布用ゾル内部から気泡が生じ、形成されたスプレー塗布層の意匠性が劣ることを防げるからである。また、溶剤(C)の沸点が上記上限以下であれば、溶剤(C)が良好に抜けたスプレー塗布層をより容易に形成できるからである。
また、スプレー塗布用ゾル中の溶剤(C)の含有量は、アクリル系微粒子(A)100質量部に対して0質量部超であることが好ましく、1質量部以上であることがより好ましく、5質量部以上であることが更に好ましく、25質量部超であることが特に好ましく、100質量部以下であることが好ましく、45質量部以下であることがより好ましく、35質量部以下であることが更に好ましい。溶剤(C)の含有量を上記下限以上として可塑剤(B)と併用すれば、スプレー塗布用ゾルとして良好な粘度及び高い流動性を有し(つまり、当該ゾルが固化することを十分に防ぎ)、例えば被塗布物に施された細かなシボ模様内にもより精度良くスプレーすることができるからである。その結果、スプレー塗布用ゾルを用いて、意匠性のより高いスプレー塗布層をより経済的に得ることができるからである。また、溶剤(C)の含有量を上記上限以下として可塑剤(B)と併用すれば、スプレー塗布用ゾルに、スプレー塗布時の液だれを抑制し得る適度な粘度を付与し、意匠性の高いスプレー塗布層を形成することができるからである。
Y > -0.4X + 50・・・(1)
〔但し、Yは40質量部以上であることが好ましい。〕の関係が成り立つことが好ましい。可塑剤(B)および溶剤(C)の含有量が上記式(1)における不等式関係を満たせば、ゾルの固化を十分に抑制しつつ(つまり、良好なゾル分散性を保ちつつ)、スプレー塗布用ゾルをより経済的に得ることができるからである。その結果、均一かつ平滑で、より意匠性に優れたスプレー塗布層を有するスプレー塗布層付き塩化ビニル樹脂成形体及び当該成形体を有する積層体を、より経済的に製造することができるからである。
スプレー塗布用ゾルが任意に含み得る添加剤としては、例えば、着色剤が挙げられる。着色剤は、スプレー塗布層付き塩化ビニル樹脂成形体の表面及び積層体の表面に、より所望の意匠性を与えるために用いることができる。
着色剤としては、特に制限されることなく、所望の色彩をスプレー塗布層付き塩化ビニル樹脂成形体等の二色成形体表面に付与し得る着色剤を適宜選択することができる。また、添加する着色剤の配合量も適宜選択することができるが、スプレー塗布用ゾルの良好な分散性、粘度、及び熱安定性を維持しつつ、二色成形体の表面に所望の色彩を十分に付与する観点からは、着色剤の配合量は、例えばアクリル系微粒子(A)100質量部に対して0.1質量部以上100質量部以下とすることができる。
その他、添加剤としては、消泡剤、防カビ剤、防臭剤、抗菌剤、界面活性剤、滑剤、紫外線吸収剤、レベリング剤等が挙げられ、これらの各種添加剤を適宜配合してもよい。
また、本発明のスプレー塗布用ゾルは、粘度が2000mPa・s以上であることが好ましく、3800mPa・s以上であることがより好ましく、4700mPa・s以上であることが更に好ましく、7000mPa・s以上であることが一層好ましく、50000mPa・s以下であることが好ましく、30000mPa・s以下であることがより好ましい。粘度が上記範囲内であれば、スプレー塗布用ゾルの流動性が更に良好になるからである。具体的には、スプレー塗布用ゾルの粘度が上記下限以上であれば、スプレー塗布した際の液だれをより良好に抑制してスプレー性を高めることにより、均一で意匠性のより高いスプレー塗布層を有するスプレー塗布層付き塩化ビニル樹脂成形体等の二色成形体を得ることができるからである。また、スプレー塗布用ゾルの粘度が上記上限以下であれば、当該ゾルを固化させることなく、例えば被塗布物に施された複雑なシボ模様内にも精度良くスプレー塗布できるため、細やかで意匠性のより高いスプレー塗布層を有するスプレー塗布層付き塩化ビニル樹脂成形体等の二色成形体を得ることができるからである。
そして、本発明のスプレー塗布用ゾルは、特に限定されることなく、例えば、上述したアクリル系微粒子(A)、可塑剤(B)、及び任意に配合されるその他の成分を混合、撹拌することにより、調製することができる。撹拌条件は適宜調節することができるが、例えば、温度20℃~80℃の環境下、10rpm~10000rpmの回転数で、1分間~5時間程度撹拌することができる。
本発明のスプレー塗布層付き塩化ビニル樹脂成形体は、上述したスプレー塗布用ゾルを用いて形成することにより得られるスプレー塗布層と、塩化ビニル樹脂組成物を形成してなる塩化ビニル樹脂成形体とを有することを特徴とする。そして、本発明のスプレー塗布層付き塩化ビニル樹脂成形体は、本発明のスプレー塗布用ゾルを用いて形成したスプレー塗布層を有しているため、例えば、優れた意匠性を有する自動車インスツルメントパネルなどの自動車内装部品の表皮等、自動車内装材として好適に用いられる。
ここで、本発明のスプレー塗布層付き塩化ビニル樹脂成形体が有するスプレー塗布層は、上述したスプレー塗布用ゾルを用いて任意の方法で形成される。スプレー塗布層は、通常、自動車インスツルメントパネルおよびドアトリム等の自動車内装部品における表皮の最表面(乗車する人と接し得る側)の一部又は大部分を構成し、二色成形体としてのスプレー塗布層付き塩化ビニル樹脂成形体に装飾的価値を与える。そして、スプレー塗布層は、例えば本発明のスプレー塗布用ゾルを用いて形成されているため、後の工程で高温にさらされた場合であっても変色することなく所望の色合いを実現しつつ、細やかなシボ模様等を緻密かつ均一に再現することができる。その結果、スプレー塗布層は、例えば、優れた意匠性を有する自動車インスツルメントパネルなどの自動車内装部品の表皮表面層用として好適に用いられる。
本発明のスプレー塗布層付き塩化ビニル樹脂成形体が有する塩化ビニル樹脂成形体は、塩化ビニル樹脂組成物を形成してなる成形体であり、任意に、塩化ビニル樹脂以外の添加剤を更に含んでもよい。ここで、塩化ビニル樹脂成形体は、例えば自動車インスツルメントパネル表皮およびドアトリム表皮等の自動車内装部品を構成する自動車内装材の基本的な構造を成す部分であると共に、基本的な性能(強度、柔軟性など)を発揮する部分である。また、塩化ビニル樹脂成形体は、通常、自動車インスツルメントパネル表皮およびドアトリム表皮等の自動車内装部品において、スプレー塗布層が形成されている箇所では当該スプレー塗布層の内側(乗車する人からは通常見えない側)に存在し、スプレー塗布層が形成されていない箇所では最表面(乗車する人と接し得る側)に存在する。
塩化ビニル樹脂組成物は、塩化ビニル樹脂を含有する組成物であり、塩化ビニル樹脂成形体の形成に用いられる。また、塩化ビニル樹脂組成物は、上記塩化ビニル樹脂組成物以外の添加剤を更に含有してもよい。なお、塩化ビニル樹脂組成物は粉体状であっても液体状であってもよいが、製造容易性の観点からは粉体状であることが好ましい。
ここで、塩化ビニル樹脂としては、通常、塩化ビニル樹脂成形体を構成する基材としての塩化ビニル樹脂粒子が用いられる。また、当該塩化ビニル樹脂粒子の粉体流動性を改善するダスティング剤として、上記塩化ビニル樹脂粒子とは異なる粒子径を有する塩化ビニル樹脂微粒子を更に併用することが好ましい。
なお、本明細書において、「樹脂粒子」とは、粒子径が30μm以上の粒子を指し、「樹脂微粒子」とは、粒子径が30μm未満の粒子を指す。
そして、塩化ビニル樹脂としては、塩化ビニル単量体単位からなる単独重合体;塩化ビニル単量体と、塩化ビニル単量体の共単量体とが重合した塩化ビニル共重合体;エチレン-酢酸ビニル共重合体、エチレン-メタクリル酸メチル共重合体、エチレン-アクリル酸エチル共重合体、塩素化ポリエチレンなどの樹脂に、(1)塩化ビニル、または(2)塩化ビニル及び上記共単量体、がグラフト重合した塩化ビニルグラフト共重合体;等が挙げられる。
なお、上記塩化ビニル共重合体は、塩化ビニル単量体単位を50質量%以上含有することが好ましく、70質量%以上含有することがより好ましい。
また、これらの塩化ビニル樹脂は、1種のみを用いてもよく、2種以上を併用してもよい。
塩化ビニル樹脂の平均重合度は、800以上であることが好ましく、4000以下であることが好ましく、3000以下であることがより好ましい。塩化ビニル樹脂の平均重合度が上記下限以上であれば、得られるスプレー塗布層付き塩化ビニル樹脂成形体の物理的強度および柔軟性が良好になるからである。また、塩化ビニル樹脂の平均重合度が上記上限以下であれば、塩化ビニル樹脂の溶融性が高まるため、例えばパウダースラッシュ成形の加熱工程を経て塩化ビニル樹脂成形体を形成する場合であっても、形成温度をより低く設定することが可能となる。その結果、金型等の被塗布物に予め塗布されたスプレー塗布用ゾルの変色などの熱老化をより抑制し、スプレー塗布層、および当該スプレー塗布層に重なるように塩化ビニル樹脂成形体をより良好に形成することができる。つまり、意匠性に優れたスプレー塗布層付き塩化ビニル樹脂成形体をより容易に得ることができるからである。
塩化ビニル樹脂組成物が更に含有し得る添加剤としては、例えば、可塑剤、安定剤、離型剤、表面改質剤、上記塩化ビニル樹脂微粒子以外のその他のダスティング剤、着色剤、およびその他の添加剤を挙げることができる。中でも、自動車内装部品を構成する自動車内装材に、より良好な柔軟性を付与する観点からは、塩化ビニル樹脂成形体の形成には、上記塩化ビニル樹脂と可塑剤とを併用することが好ましい。
これらの可塑剤は、1種のみを用いてもよく、2種以上を任意の割合で併用してもよい。そして、上述した可塑剤の中でも、良好な柔軟性を得る観点からは、トリメリット酸エステル及び/又はピロメリット酸エステルを用いることが好ましく、トリメリット酸エステルを用いることがより好ましい。
そして、可塑剤の含有量は、例えば、塩化ビニル樹脂100質量部に対して70質量部以上であることが好ましく、90質量部以上であることがより好ましく、100質量部以上であることが更に好ましく、200質量部以下であることが好ましい。可塑剤の含有量が上記下限以上であれば、塩化ビニル樹脂組成物を形成してなる塩化ビニル樹脂成形体に、より良好な柔軟性を付与することができるからである。また、可塑剤の含有量が上記上限以下であれば、塩化ビニル樹脂組成物の溶融性をより高め、塩化ビニル樹脂成形体の形成の際の形成温度をより低く抑えることができるからである。その結果、予め金型等に塗布されたスプレー塗布用ゾルの熱による変色等をより抑制することができるからである
離型剤としては、例えば、12-ヒドロキシステアリン酸エステルおよび12-ヒドロキシステアリン酸オリゴマーなどの12-ヒドロキシステアリン酸系潤滑剤が挙げられる。
表面改質剤としては、例えば、樹脂と併用し得る既知のシリコーンオイルが挙げられる。
上記塩化ビニル樹脂微粒子以外のその他のダスティング剤としては、例えば、炭酸カルシウム、タルク、酸化アルミニウムなどの無機微粒子;ポリアクリロニトリル樹脂微粒子、ポリ(メタ)アクリレート樹脂微粒子、ポリスチレン樹脂微粒子、ポリエチレン樹脂微粒子、ポリプロピレン樹脂微粒子、ポリエステル樹脂微粒子、ポリアミド樹脂微粒子などの有機微粒子;が挙げられる。
着色剤としては、キナクリドン系着色剤、ペリレン系着色剤、ポリアゾ縮合着色剤、イソインドリノン系着色剤、銅フタロシアニン系着色剤、チタンホワイト系着色剤、カーボンブラック系着色剤等が挙げられる。1種又は2種以上の着色剤が使用される。
なお、これらの添加剤の含有量は、特に制限されることなく、適宜調節することができる。
塩化ビニル樹脂組成物は、上述した成分を混合して調製することができる。混合方法としては、特に限定されることなく、例えば、上記成分を任意の順番でドライブレンドにより混合する方法が挙げられる。ここで、ドライブレンドを行う際には、ヘンシェルミキサーの使用が好ましい。また、ドライブレンド時の温度は、特に制限されることなく、50℃以上が好ましく、70℃以上がより好ましく、200℃以下が好ましい。
本発明のスプレー塗布層付き塩化ビニル樹脂成形体の製造方法は、所定の工程(a)と所定の工程(b)と含む必要がある。そして、本発明の製造方法は上記工程(a)及び工程(b)を含んでいるため、本発明の製造方法に従って得られたスプレー塗布層付き塩化ビニル樹脂成形体は、自動車内装部品を構成する自動車内装材としての二色成形体として、表面に存在するスプレー塗布層の色むら及び変色を抑え、良好な意匠性を発揮することができる。
工程(a)では、上述したいずれかのスプレー塗布用ゾルを用いてスプレー塗布層を形成する。
ここで、スプレー塗布層の形成に際しては、例えば、上述したスプレー塗布用ゾルを予め任意の被塗布物にスプレー塗布する。そして、塗布されたスプレー塗布用ゾルを、後述する塩化ビニル樹脂成形体の形成過程にて冷却することにより、塩化ビニル樹脂成形体の形成と共にスプレー塗布層を形成することができる。上記形成方法のように、スプレー塗布用ゾルを、スプレー塗布直後に乾燥させることなく、塩化ビニル樹脂成形体の形成と併せて冷却形成することにより、スプレー塗布層および塩化ビニル樹脂成形体を良好な密着性をもって形成することができる。
また、被塗布物としては、例えば、必要に応じて任意の形状及び模様を有する、ガラス、金属等を用いることができる。中でも、後述する塩化ビニル樹脂成形体をパウダースラッシュ成形法にて形成する場合は、被塗布物としては、当該パウダースラッシュ成形に用いる金型をそのまま使用することができる。なお、スプレー塗布用ゾルのスプレー塗布の各条件は適宜調節することができるが、例えば、厚さ1μm~200μmのスプレー塗布層を形成するために、1秒/m2~60秒/m2の塗布速度とすることができる。
また、スプレー塗布層の膜厚は、特に制限されないが、自動車内装材に外観装飾を十分に施す観点からは、10μm以上とすることができる。また、強度および柔軟性などの自動車内装材としての基本的性能を阻害しない観点からは、200μm以下とすることができる。
工程(b)では、塩化ビニル樹脂組成物を用いて、上述の工程(a)で形成されたスプレー塗布層と塩化ビニル樹脂成形体とが接するように、塩化ビニル樹脂成形体を形成する。そして、工程(b)後には、通常、塩化ビニル成形体の上にスプレー塗布層が密着して位置するスプレー塗布層付き塩化ビニル樹脂成形体が得られる。
塩化ビニル樹脂成形体の形成方法は特に制限されない。塩化ビニル樹脂成形体は、例えば、上述で得られた塩化ビニル樹脂組成物を加熱及び冷却することにより、パウダースラッシュ成形により得ることができる。
ここで、塩化ビニル樹脂成形体は、上述したスプレー塗布層とは別に単独で形成してもよいし、予め形成されたスプレー塗布層上に直接形成してもよい。中でも、後述する通り、スプレー塗布層付き塩化ビニル樹脂成形体をより容易に得る観点からは、塩化ビニル樹脂成形体は、予め形成されたスプレー塗布層上に直接形成することが好ましい。より具体的には、塩化ビニル樹脂成形体は、当該塩化ビニル樹脂成形体の形成に先立ってスプレー塗布用ゾルが塗布された被塗布物としての金型をそのまま用いて、パウダースラッシュ成形により得ることが好ましい。つまり、塩化ビニル樹脂成形体は、予めスプレー塗布用ゾルが塗布された金型上に、塗布されたスプレー塗布用ゾルと塩化ビニル樹脂組成物とが接触するように、粉体状の塩化ビニル樹脂組成物を付与し、当該金型を加熱、冷却することによって形成することが好ましい。
スプレー塗布層付き塩化ビニル樹脂成形体は、特に制限されることなく、上述した塩化ビニル樹脂成形体の形成方法に従うことにより、そのまま得ることができる。
つまり、上述の通り金型を冷却することにより形成された塩化ビニル樹脂成形体は、先に形成されたスプレー塗布層と良好に接着されているため、本発明のスプレー塗布層付き塩化ビニル樹脂成形体として、そのまま金型から脱型することができる。そして、脱型されたスプレー塗布層付き塩化ビニル樹脂成形体は、例えば、金型に施された所望の形状およびシボ模様を良好にかたどった表面層を有する、シート状の二色成形体として得ることができる。
本発明の積層体は、発泡ポリウレタン成形体と、上述したスプレー塗布層付き塩化ビニル樹脂成形体とを有し、前記スプレー塗布層付き塩化ビニル樹脂成形体が有する塩化ビニル樹脂成形体が、前記発泡ポリウレタン成形体の上に形成されていることを特徴とする。そして、本発明の積層体は、本発明のスプレー塗布用ゾルを用いて形成されたスプレー塗布層が表面側に存在する、スプレー塗布層付き塩化ビニル樹脂成形体を有しているため、表面が色合いおよび模様の再現性に優れ、意匠性が高い。従って、本発明の積層体は、例えば、自動車インスツルメントパネルおよびドアトリム等の自動車内装部品を構成する自動車内装材として好適に用いられる。
そして、アクリル系微粒子(A)の平均粒子径;アクリル系微粒子(A)および塩化ビニル樹脂の平均重合度;スプレー塗布用ゾルのゾル分散性、流動性、熱安定性;は、下記の方法で測定、観察、および評価した。
アクリル系微粒子(A)の平均粒子径(体積平均粒子径(μm))は、JIS Z8825に準拠して測定した。具体的には、アクリル系微粒子(A)を水槽内に分散させ、以下に示す装置を用いて、光の回折・散乱強度分布を測定・解析し、粒子径及び体積基準の粒子径分布を測定することにより、算出した。
・装置:レーザー回折式粒度分布測定機(島津製作所製、SALD-2300)
・測定方式:レーザー回折及び散乱
・測定範囲:0.017μm~2500μm
・光源:半導体レーザー(波長680nm、出力3mW)
アクリル系微粒子(A)および塩化ビニル樹脂の平均重合度は、JIS K6720-2に準拠し、アクリル系微粒子(A)および塩化ビニル樹脂のそれぞれを、シクロヘキサノンに溶解させて粘度を測定することにより、算出した。
スプレー塗布用ゾルのゾル分散性は目視により評価した。具体的には、得られたスプレー塗布用ゾル約10ccをシャーレ内に薄く延ばした。次に、シャーレ内に延ばされたスプレー塗布用ゾルを目視で観察し、観察された凝集物の数(個)を目視で確認した。そして、以下の基準に従って、スプレー塗布用ゾルのゾル分散性を評価した。確認された凝集物の個数が少ないほど、スプレー塗布用ゾルがゾル分散性に優れている。
○:凝集物が確認されなかった
△:確認された凝集物が1個以上9個以下
×:確認された凝集物が10個以上
スプレー塗布用ゾルの流動性は、粘度を測定することにより評価した。具体的には、粘度計(東機産業株式会社製、製品名「BM II」、ロータ:No.4)を使用し、回転数:6rpm、温度23℃の雰囲気下で、スプレー塗布用ゾルの粘度(mPa・s)を測定した。粘度が上述した所定範囲内である場合、スプレー塗布用ゾルの流動性が良好である。
スプレー塗布用ゾルの熱安定性は、目視により評価した。具体的には、厚さ4mmのSUS板上に、膜厚30μmとなるようにスプレー塗布用ゾルを塗布した。次に、スプレー塗布用ゾルが塗布されたSUS板を、温度350℃の環境下で、300秒間加熱した。そして、加熱後におけるスプレー塗布用ゾルの塗布膜表面について、変色の有無を目視で観察した。加熱後におけるスプレー塗布用ゾルの塗布膜表面に変色が見られないほど、スプレー塗布用ゾルが熱安定性に優れている。
<スプレー塗布用ゾルの調製>
表1-1に示す配合成分を、ディスパー式撹拌機を用いて、温度23℃の環境下、回転数:1000rpm、30分間の条件で撹拌することにより、スプレー塗布用ゾルを得た。
そして、得られたスプレー塗布用ゾルについて、上述の方法に従って、ゾル分散性、流動性、および熱安定性を測定、観察、評価した。結果を表1-1に示す。
[塩化ビニル樹脂組成物の調製]
表2に示す配合成分のうち、可塑剤(トリメリット酸エステルおよびエポキシ化大豆油)と、ダスティング剤である塩化ビニル樹脂微粒子とを除く成分をヘンシェルミキサーに入れて混合した。そして、混合物の温度が80℃に上昇した時点で上記可塑剤を全て添加し、更に昇温することにより、ドライアップ(可塑剤が、塩化ビニル樹脂である塩化ビニル樹脂粒子に吸収されて、上記混合物がさらさらになった状態をいう。)させた。その後、ドライアップさせた混合物が温度100℃以下に冷却された時点でダスティング剤である塩化ビニル樹脂微粒子を添加し、塩化ビニル樹脂組成物を調製した。
パウダースラッシュ成形用シボ付き金型の上に、部分的に(塗布した箇所と塗布しなかった箇所とが金型上に混在するように)、上述で得られたスプレー塗布用ゾルを、膜厚30μmとなるように塗布した。
[塩化ビニル樹脂成形体の形成]
次に、上記の通りスプレー塗布層が形成されたシボ付き金型を、温度250℃に加熱した。そして、加熱したシボ付き金型のうちスプレー塗布層が形成されている側の面に対して、上述で得られた塩化ビニル樹脂組成物を振りかけた。振りかけてから5秒~20秒程度の任意の時間放置して、金型上に形成されたスプレー塗布層上で塩化ビニル樹脂組成物を溶融させた。塩化ビニル樹脂組成物の溶融後、余剰の塩化ビニル樹脂組成物を振り落とした。その後、当該塩化ビニル樹脂組成物を振りかけたシボ付き金型を、温度200℃に設定したオーブン内に静置し、静置から60秒経過した時点で当該シボ付き金型を冷却水で冷却した。
[スプレー塗布層付き塩化ビニル樹脂成形体の脱型]
金型温度が40℃まで冷却された時点で、二色成形シートとして、200mm×150mm×1mm厚の塩化ビニル樹脂成形シート上に30μm厚のスプレー塗布層が部分的に形成された、スプレー塗布層付き塩化ビニル樹脂成形体を金型から脱型した。
そして、得られたスプレー塗布層付き塩化ビニル樹脂成形体が有するスプレー塗布層は、外観上、均一に形成され、変色が見受けられず、意匠性に優れていることを確認した。また、得られたスプレー塗布層付き塩化ビニル樹脂成形体において、塩化ビニル樹脂成形体と、当該塩化ビニル樹脂成形体上に形成されたスプレー塗布層とは良好に接着していることが外観上確認された。
スプレー塗布用ゾルの調製において、表1-1に示す通りに配合成分を変更した以外は実施例1と同様にして、スプレー塗布用ゾル、塩化ビニル樹脂組成物、およびスプレー塗布層付き塩化ビニル樹脂成形体を製造した。
そして、実施例1と同様の方法により測定、観察、評価を行った。結果を表1-1に示す。
スプレー塗布用ゾルの調製において、可塑剤の種類をベンゾアート系可塑剤からフタレート系可塑剤に替えた。そして、表1-1に示す通りに配合成分を変更した以外は実施例1と同様にして、スプレー塗布用ゾル、塩化ビニル樹脂組成物、およびスプレー塗布層付き塩化ビニル樹脂成形体を製造した。
そして、実施例1と同様の方法により測定、観察、評価を行った。結果を表1-1に示す。
スプレー塗布用ゾルの調製において、可塑剤の種類をベンゾアート系可塑剤からラウレート系可塑剤に替えた。そして、表1-1に示す通りに配合成分を変更した以外は実施例1と同様にして、スプレー塗布用ゾル、塩化ビニル樹脂組成物、およびスプレー塗布層付き塩化ビニル樹脂成形体を製造した。
そして、実施例1と同様の方法により測定、観察、評価を行った。結果を表1-1に示す。
スプレー塗布用ゾルの調製において、更に溶剤を用いた。そして、表1-1に示す通りに配合成分を変更した以外は実施例1と同様にして、スプレー塗布用ゾル、塩化ビニル樹脂組成物、およびスプレー塗布層付き塩化ビニル樹脂成形体を製造した。
そして、実施例1と同様の方法により測定、観察、評価を行った。結果を表1-1に示す。
スプレー塗布用ゾルの調製において、アクリル系微粒子(A)を表1-1に示す通りの種類に替えた。そして、表1-1に示す通りに配合成分を変更した以外は実施例1と同様にして、スプレー塗布用ゾル、塩化ビニル樹脂組成物、およびスプレー塗布層付き塩化ビニル樹脂成形体を製造した。
そして、実施例1と同様の方法により測定、観察、評価を行った。結果を表1-1に示す。
スプレー塗布用ゾルの調製において、可塑剤の種類をベンゾアート系可塑剤からトリメリット酸系可塑剤に替えた。そして、表1-2に示す通りに配合成分を変更した以外は実施例1と同様にして、スプレー塗布用ゾル、塩化ビニル樹脂組成物、およびスプレー塗布層付き塩化ビニル樹脂成形体を製造した。
そして、実施例1と同様の方法により測定、観察、評価を行った。結果を表1-2に示す。
スプレー塗布用ゾルの調製において、アクリル系微粒子(A)を表1-2に示す通りの種類に替えた。また、可塑剤の種類をベンゾアート系可塑剤からトリメリット酸系可塑剤に替えた。そして、表1-2に示す通りに配合成分を変更した以外は実施例1と同様にして、スプレー塗布用ゾル、塩化ビニル樹脂組成物、およびスプレー塗布層付き塩化ビニル樹脂成形体を製造した。
そして、実施例1と同様の方法により測定、観察、評価を行った。結果を表1-2に示す。
スプレー塗布用ゾルの調製において、更に溶剤を用いた。そして、表1-2に示す通りに配合成分を変更した。
しかしながら、表1-2に示す配合成分の混合物が固化してしまい、スプレー塗布用ゾル、およびスプレー塗布層付き塩化ビニル樹脂成形体を製造することができなかった。結果を表1-2に示す。

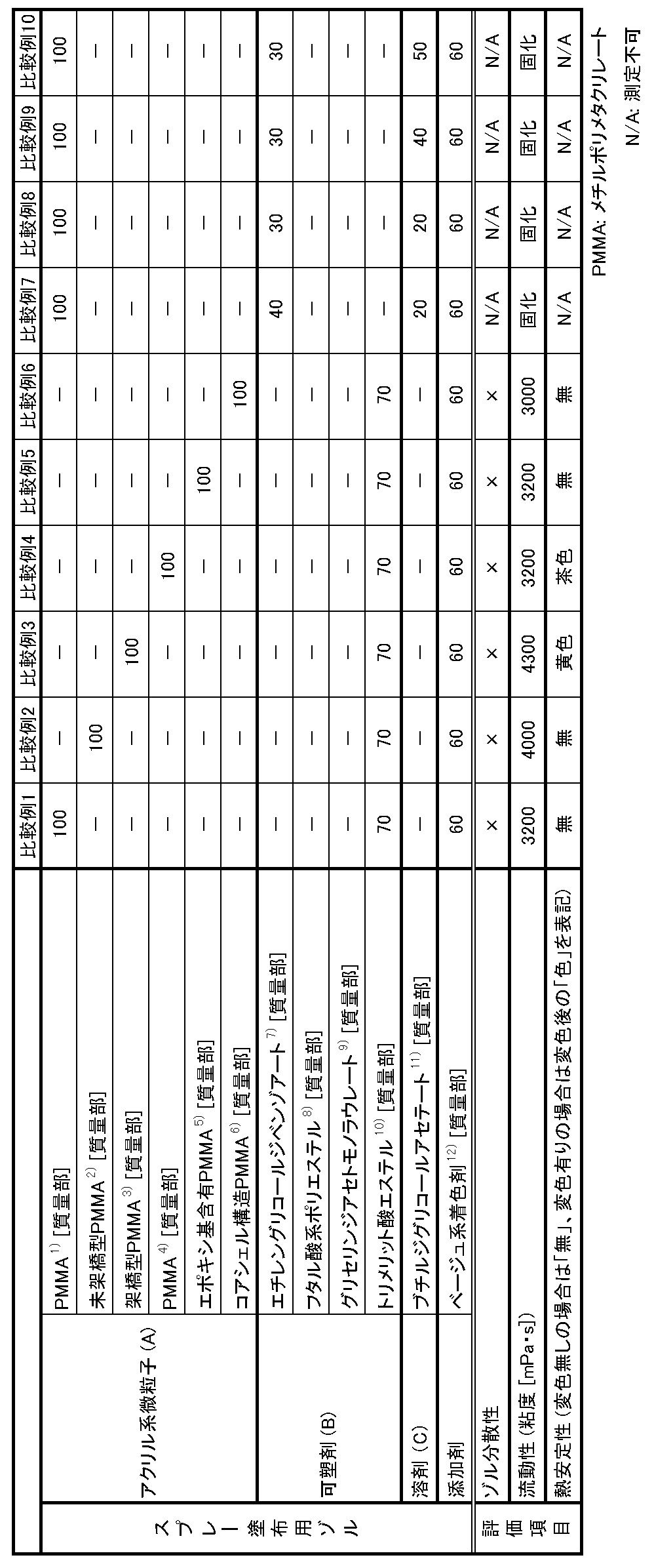
2)松本油脂製薬社製、製品名「マツモトマイクロスフェアー(登録商標)M-101」(未架橋型メチルポリメタクリレート、平均粒子径:5μm~15μm)
3)松本油脂製薬社製、製品名「マツモトマイクロスフェアー(登録商標)M-201」(架橋型メチルポリメタクリレート、平均粒子径:1μm~7μm)
4)アイカ工業社製、製品名「ZEFIAC F325」(メチルポリメタクリレート、平均重合度:4000、平均粒子径:1μm)
5)アイカ工業社製、製品名「ZEFIAC F301」(エポキシ基含有メチルポリメタクリレート、平均粒子径:2μm)
6)アイカ工業社製、製品名「ZEFIAC F351」(コアシェル構造/コア部・シェル部共にメチルポリメタクリレート、平均粒子径:0.3μm)
7)DIC社製、製品名「モノサイザー PB-10」
8)DIC社製、製品名「ポリサイザー W-23-S」
9)理研ビタミン社製、製品名「リケマール PL-012」
10)花王社製、製品名「トリメックスN-08」
11)ダイセル社製、製品名「ブチルジグリコールアセテート」、1atm下での沸点:246.8℃~247℃
12)東洋インキ社製、製品名「AT3G423-BE」
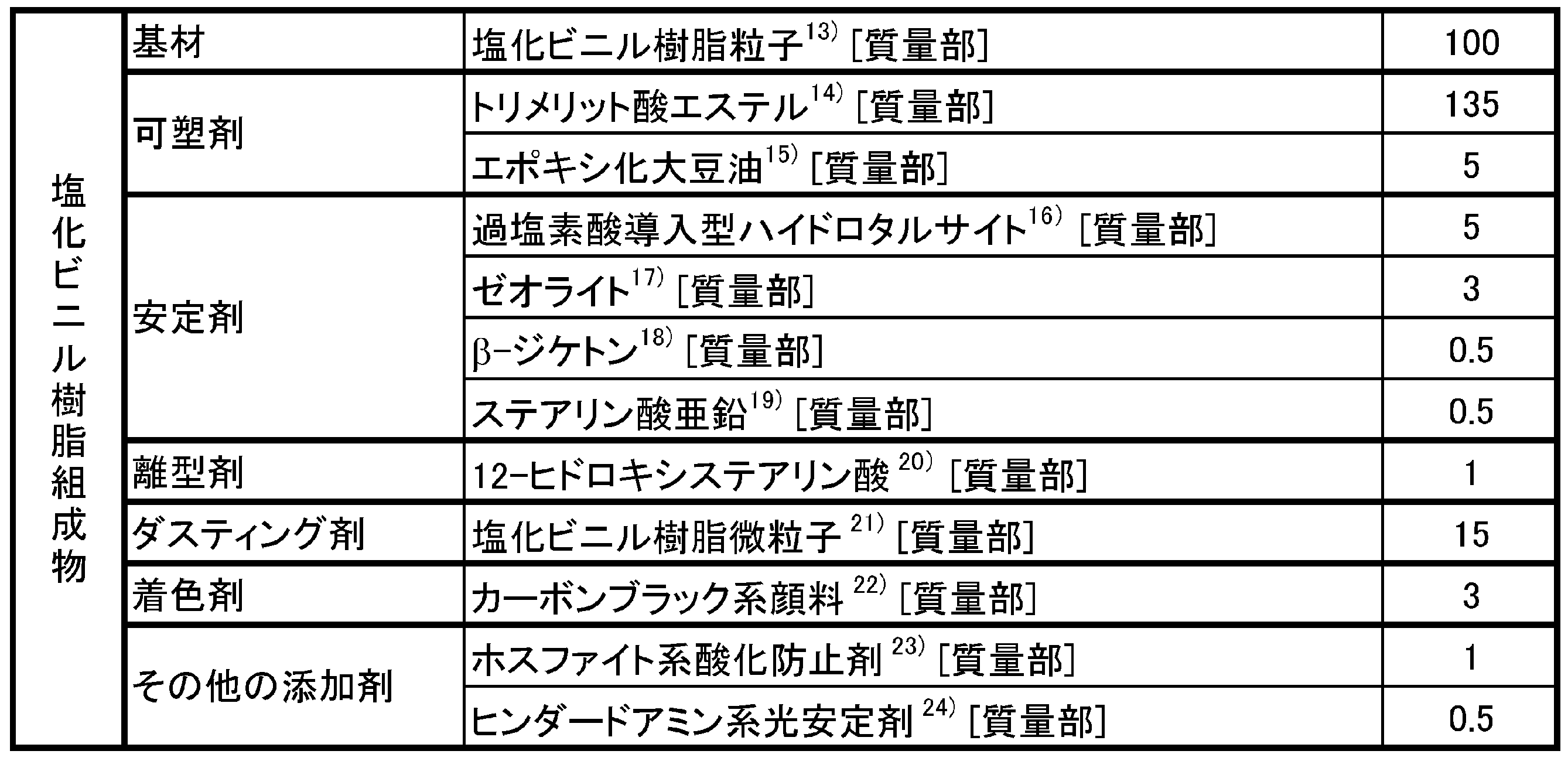
14)花王社製、製品名「トリメックスN-08」
15)ADEKA社製、製品名「アデカサイザー O-130S」
16)協和化学工業社製、製品名「アルカマイザー5」
17)水澤化学工業社製、製品名「MIZUKALIZER DS」
18)昭和電工社製、製品名「カレンズDK-1」
19)堺化学工業社、製品名「SAKAI SZ2000」
20)ADEKA社製、製品名「アデカスタブ LS-12」
21)新第一塩ビ社製、製品名「ZEST(登録商標)PQLTX」(平均重合度:800、平均粒子径:1.8μm)
22)大日精化社製、製品名「DA PX 1720(A)ブラック」
23)ADEKA社製、製品名「アデカスタブ 1500」
24)BASF社製、製品名「TINUVIN(登録商標)770DF」
これに対し、表1-2より、所定の可塑剤(B)とは異なる種類の可塑剤のみを用いた比較例1~6では、スプレー塗布用ゾルのゾル分散性が総じて悪化した。特に、比較例3~4では、スプレー塗布用ゾルが加熱により変色し熱安定性も劣っていた。また、ゾル形状を有しない比較例7~10では、スプレー塗布用ゾルとしての評価を行うことができなかった。
また、本発明によれば、上記スプレー塗布用ゾルを用いて形成したスプレー塗布層を有するスプレー塗布層付き塩化ビニル樹脂成形体及びその製造方法、並びに当該スプレー塗布層付き塩化ビニル樹脂成形体を有する積層体を提供することができる。
Claims (7)
- 自動車内装材のスプレー塗布層を形成するためのスプレー塗布用ゾルであって、
アクリル系微粒子(A)および可塑剤(B)を含み、
前記可塑剤(B)が、ベンゾアート系可塑剤、フタレート系可塑剤、およびラウレート系可塑剤からなる群より選択される少なくとも一種を含有する、スプレー塗布用ゾル。 - 粘度が2000mPa・s以上50000mPa・s以下である、請求項1に記載のスプレー塗布用ゾル。
- 溶剤(C)を更に含み、
前記溶剤(C)の沸点が200℃以上である、請求項1又は2に記載のスプレー塗布用ゾル。 - 前記アクリル系微粒子(A)の平均粒子径が30μm以下である、請求項1~3のいずれか一項に記載のスプレー塗布用ゾル。
- 塩化ビニル樹脂組成物を形成してなる塩化ビニル樹脂成形体と、
前記塩化ビニル樹脂成形体の上に、請求項1~4のいずれか一項に記載のスプレー塗布用ゾルを用いて形成したスプレー塗布層と、
を有する、スプレー塗布層付き塩化ビニル樹脂成形体。 - 発泡ポリウレタン成形体と、
請求項5に記載のスプレー塗布層付き塩化ビニル樹脂成形体と、を有し、
前記スプレー塗布層付き塩化ビニル樹脂成形体が有する塩化ビニル樹脂成形体が、前記発泡ポリウレタン成形体の上に形成されている、積層体。 - 請求項1~4のいずれか一項に記載のスプレー塗布用ゾルを用いてスプレー塗布層を形成する工程(a)と、
塩化ビニル樹脂組成物を用いて、前記スプレー塗布層と塩化ビニル樹脂成形体とが接するように、塩化ビニル樹脂成形体を形成する工程(b)と、
を含む、スプレー塗布層付き塩化ビニル樹脂成形体の製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17774698.9A EP3438219A4 (en) | 2016-03-30 | 2017-03-23 | FLOOR FOR SPRAY APPLICATION, VINYL CHLORIDE RESIN MOLDED BODY WITH SPRAY-APPLICATION LAYER AND METHOD OF MANUFACTURING THE SAME, AND LAMINATE |
| KR1020187027809A KR20180126489A (ko) | 2016-03-30 | 2017-03-23 | 스프레이 도포용 졸, 스프레이 도포층 부착 염화비닐 수지 성형체 및 그 제조 방법, 그리고 적층체 |
| MX2018011862A MX2018011862A (es) | 2016-03-30 | 2017-03-23 | Solucion de recubrimiento por pulverizacion, producto moldeado de resina de cloruro de vinilo que tiene una capa de recubrimiento por pulverizacion y metodo para la fabricacion del mismo, y laminado. |
| US16/088,322 US20190270906A1 (en) | 2016-03-30 | 2017-03-23 | Spray coating sol, vinyl chloride resin molded product having spray coating layer and method for manufacturing the same, and laminate |
| JP2018509201A JP6908023B2 (ja) | 2016-03-30 | 2017-03-23 | スプレー塗布用ゾル、スプレー塗布層付き塩化ビニル樹脂成形体及びその製造方法、並びに積層体 |
| CN201780019125.0A CN108779361A (zh) | 2016-03-30 | 2017-03-23 | 喷涂用溶胶、带喷涂层氯乙烯树脂成型体及其制造方法、以及层叠体 |
| CA3019088A CA3019088A1 (en) | 2016-03-30 | 2017-03-23 | Spray coating sol, vinyl chloride resin molded product having spray coating layer and method for manufacturing the same, and laminate |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-068956 | 2016-03-30 | ||
| JP2016068956 | 2016-03-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017170160A1 true WO2017170160A1 (ja) | 2017-10-05 |
Family
ID=59965523
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/011812 WO2017170160A1 (ja) | 2016-03-30 | 2017-03-23 | スプレー塗布用ゾル、スプレー塗布層付き塩化ビニル樹脂成形体及びその製造方法、並びに積層体 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20190270906A1 (ja) |
| EP (1) | EP3438219A4 (ja) |
| JP (1) | JP6908023B2 (ja) |
| KR (1) | KR20180126489A (ja) |
| CN (1) | CN108779361A (ja) |
| CA (1) | CA3019088A1 (ja) |
| MX (1) | MX2018011862A (ja) |
| TW (1) | TW201807106A (ja) |
| WO (1) | WO2017170160A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019078108A1 (ja) * | 2017-10-16 | 2019-04-25 | 株式会社カネカ | 粉体成形用塩化ビニル系樹脂組成物、塩化ビニル系樹脂成形体及び積層体 |
| US20230110728A1 (en) * | 2021-10-12 | 2023-04-13 | Cpk Interior Products Inc. | Coating Of Vehicular Interior Trim Apparatus |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116818063B (zh) * | 2023-08-30 | 2023-11-14 | 江铃汽车股份有限公司 | 汽车芯片散热胶涂覆质量检测方法、装置及可读存储介质 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4912507B1 (ja) | 1969-07-14 | 1974-03-25 | ||
| JPH07268207A (ja) * | 1994-03-31 | 1995-10-17 | Zeon Kasei Co Ltd | ポリウレタン組成物およびそれを用いた積層体 |
| JPH10231409A (ja) * | 1997-02-18 | 1998-09-02 | Dainippon Ink & Chem Inc | プラスチゾル組成物、被覆材及び成形物 |
| JPH11217479A (ja) * | 1998-02-03 | 1999-08-10 | Dainippon Ink & Chem Inc | プラスチゾル組成物及び成形物 |
| WO2002094940A1 (fr) * | 2001-05-23 | 2002-11-28 | Mitsubishi Rayon Co., Ltd. | Composition de plastisol et objet moule et article prepares avec cette composition |
| JP2006299195A (ja) * | 2005-04-25 | 2006-11-02 | Mitsubishi Rayon Co Ltd | プラスチゾル組成物 |
| JP2007238711A (ja) * | 2006-03-07 | 2007-09-20 | Mitsubishi Rayon Co Ltd | 軟質樹脂組成物及び成形品 |
| JP2008260956A (ja) * | 2008-08-04 | 2008-10-30 | Riken Technos Corp | ゾル溶媒組成物及びゾル状熱可塑性樹脂組成物 |
| WO2010098198A1 (ja) * | 2009-02-25 | 2010-09-02 | 株式会社仲田コーティング | パウダースラッシュ成形機およびパウダースラッシュ成形方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1182495A (en) * | 1966-05-31 | 1970-02-25 | Davidson Rubber Company Inc | Automobile Trim Components |
| DE2454235C3 (de) * | 1974-11-15 | 1982-01-07 | Teroson Gmbh, 6900 Heidelberg | Plastisole auf der Basis von Acrylat-Polymerisaten |
| DE2722752C3 (de) * | 1977-05-20 | 1987-10-22 | Röhm GmbH, 6100 Darmstadt | Plastisole auf Basis von Methylmethacrylat-Mischpolymerisaten |
| IT1271767B (it) * | 1993-05-14 | 1997-06-09 | Toyo Seikan Kaisha Ltd | Composizione di plastisol |
| DE19814264C1 (de) * | 1998-03-31 | 1999-07-29 | Degussa | Verbesserte Polymethacrylatplastisole |
| JP3913444B2 (ja) * | 2000-05-23 | 2007-05-09 | アイシン化工株式会社 | 防音アンダーコート用アクリルゾル |
| DE10048055A1 (de) * | 2000-07-27 | 2002-02-14 | Slaweyko Marinow | Chlorfreies Plastisol bzw. Organosol auf Polyolefin-Basis und Verfahren zur Herstellung |
| WO2003102077A1 (fr) * | 2002-05-31 | 2003-12-11 | Asahi Denka Co., Ltd. | Composition de sol acrylique |
| DE60320811D1 (de) * | 2002-07-11 | 2008-06-19 | Mitsubishi Rayon Co | Setzung, plastisolzusammensetzung und produkt und formkoerper daraus |
| JP4083029B2 (ja) * | 2003-02-04 | 2008-04-30 | 株式会社クラレ | アクリル系重合体粉末、アクリルゾル及び成形物 |
| DE602005010598D1 (de) * | 2004-09-07 | 2008-12-04 | Adeka Corp | Acrylsolzusammensetzung |
| JP4866554B2 (ja) * | 2005-02-17 | 2012-02-01 | 三菱レイヨン株式会社 | アクリル系ゾル用(メタ)アクリル系重合体凝集粒子の製造方法 |
| US20090124737A1 (en) * | 2007-11-12 | 2009-05-14 | Eastman Chemical Company | Acrylic plastisol viscosity reducers |
| CN104812833B (zh) * | 2012-12-12 | 2016-10-12 | 日本瑞翁株式会社 | 粉体成形用氯乙烯树脂组合物、氯乙烯树脂成形体和层合体 |
-
2017
- 2017-03-23 JP JP2018509201A patent/JP6908023B2/ja active Active
- 2017-03-23 EP EP17774698.9A patent/EP3438219A4/en not_active Withdrawn
- 2017-03-23 WO PCT/JP2017/011812 patent/WO2017170160A1/ja active Application Filing
- 2017-03-23 US US16/088,322 patent/US20190270906A1/en not_active Abandoned
- 2017-03-23 MX MX2018011862A patent/MX2018011862A/es unknown
- 2017-03-23 CN CN201780019125.0A patent/CN108779361A/zh not_active Withdrawn
- 2017-03-23 KR KR1020187027809A patent/KR20180126489A/ko unknown
- 2017-03-23 CA CA3019088A patent/CA3019088A1/en not_active Abandoned
- 2017-03-28 TW TW106110243A patent/TW201807106A/zh unknown
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4912507B1 (ja) | 1969-07-14 | 1974-03-25 | ||
| JPH07268207A (ja) * | 1994-03-31 | 1995-10-17 | Zeon Kasei Co Ltd | ポリウレタン組成物およびそれを用いた積層体 |
| JPH10231409A (ja) * | 1997-02-18 | 1998-09-02 | Dainippon Ink & Chem Inc | プラスチゾル組成物、被覆材及び成形物 |
| JPH11217479A (ja) * | 1998-02-03 | 1999-08-10 | Dainippon Ink & Chem Inc | プラスチゾル組成物及び成形物 |
| WO2002094940A1 (fr) * | 2001-05-23 | 2002-11-28 | Mitsubishi Rayon Co., Ltd. | Composition de plastisol et objet moule et article prepares avec cette composition |
| JP2006299195A (ja) * | 2005-04-25 | 2006-11-02 | Mitsubishi Rayon Co Ltd | プラスチゾル組成物 |
| JP2007238711A (ja) * | 2006-03-07 | 2007-09-20 | Mitsubishi Rayon Co Ltd | 軟質樹脂組成物及び成形品 |
| JP2008260956A (ja) * | 2008-08-04 | 2008-10-30 | Riken Technos Corp | ゾル溶媒組成物及びゾル状熱可塑性樹脂組成物 |
| WO2010098198A1 (ja) * | 2009-02-25 | 2010-09-02 | 株式会社仲田コーティング | パウダースラッシュ成形機およびパウダースラッシュ成形方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3438219A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019078108A1 (ja) * | 2017-10-16 | 2019-04-25 | 株式会社カネカ | 粉体成形用塩化ビニル系樹脂組成物、塩化ビニル系樹脂成形体及び積層体 |
| US11685827B2 (en) | 2017-10-16 | 2023-06-27 | Kaneka Corporation | Vinyl chloride resin composition for powder molding, vinyl chloride resin molded body and laminate |
| US20230110728A1 (en) * | 2021-10-12 | 2023-04-13 | Cpk Interior Products Inc. | Coating Of Vehicular Interior Trim Apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6908023B2 (ja) | 2021-07-21 |
| EP3438219A1 (en) | 2019-02-06 |
| US20190270906A1 (en) | 2019-09-05 |
| KR20180126489A (ko) | 2018-11-27 |
| TW201807106A (zh) | 2018-03-01 |
| MX2018011862A (es) | 2019-02-13 |
| CN108779361A (zh) | 2018-11-09 |
| EP3438219A4 (en) | 2019-10-30 |
| JPWO2017170160A1 (ja) | 2019-02-14 |
| CA3019088A1 (en) | 2017-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8475884B2 (en) | Coatings with organic polymeric fillers for molded SMC articles | |
| JP5413363B2 (ja) | 粉体成形用塩化ビニル系樹脂組成物、塩化ビニル系樹脂成形体、積層体、自動車内装材及び粉体成形用塩化ビニル系樹脂組成物の製造方法 | |
| WO2017170160A1 (ja) | スプレー塗布用ゾル、スプレー塗布層付き塩化ビニル樹脂成形体及びその製造方法、並びに積層体 | |
| JP2015203093A (ja) | 架橋アクリル樹脂、艶消し樹脂組成物、フッ素樹脂成形体、フィルム、積層フィルム及び積層成形品 | |
| WO2021261162A1 (ja) | 塩化ビニル樹脂組成物、粉体成形用塩化ビニル樹脂組成物、塩化ビニル樹脂成形体および積層体の製造方法 | |
| KR20090111853A (ko) | (메트)아크릴계 중합체 입자, 그 제조 방법, (메트)아크릴계 중합체 입자를 이용한 플라스티졸 조성물 및 이것을 이용한 물품 | |
| JPWO2011027818A1 (ja) | ポリオレフィン系複合樹脂球状粒子、塗料組成物、及び、塗装物 | |
| EP2646498A2 (en) | Plastisol for spray-molded plastic articles | |
| WO2021172076A1 (ja) | 塩化ビニル樹脂組成物、塩化ビニル樹脂成形体および積層体 | |
| JP7160028B2 (ja) | 塩化ビニル樹脂組成物、塩化ビニル樹脂成形体および積層体 | |
| WO2017170156A1 (ja) | スプレー塗布用ゾル、スプレー塗布層付き塩化ビニル樹脂成形体及びその製造方法、並びに積層体 | |
| JP4462738B2 (ja) | フッ化ビニリデン系樹脂組成物、その製造方法及びそれからなる成形体 | |
| JP7223618B2 (ja) | 車両部材用樹脂成形品 | |
| JP4169427B2 (ja) | プラスチゾル組成物 | |
| KR20100103008A (ko) | Pvc 컴파운드 조성물 및 그 제조방법 | |
| WO2020066950A1 (ja) | 塩化ビニル樹脂積層シート、塩化ビニル樹脂積層シートの製造方法、及び積層体 | |
| JPH0494908A (ja) | 粉末成形用樹脂組成物 | |
| JP2019167433A (ja) | 艶消しフィルム、及び、これを用いた艶消し積層フィルム等 | |
| JP2011092911A (ja) | 自動車用複合塗膜 | |
| JPS6158851A (ja) | 人造大理石の製造方法 | |
| WO2024203254A1 (ja) | 塩化ビニル樹脂組成物、塩化ビニル樹脂成形体、及び積層体 | |
| JP2004352846A (ja) | アクリル重合体粒子、その製造方法及びプラスチゾル | |
| JPH10298391A (ja) | プラスチゾル組成物、成形材料及び成形物 | |
| WO2023277167A1 (ja) | 粉体成形用塩化ビニル樹脂組成物、塩化ビニル樹脂成形体および積層体 | |
| WO2023127608A1 (ja) | 塩化ビニル樹脂組成物、塩化ビニル樹脂成形体および積層体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018509201 Country of ref document: JP |
|
| ENP | Entry into the national phase |
Ref document number: 3019088 Country of ref document: CA |
|
| ENP | Entry into the national phase |
Ref document number: 20187027809 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2018/011862 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017774698 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2017774698 Country of ref document: EP Effective date: 20181030 |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17774698 Country of ref document: EP Kind code of ref document: A1 |