WO2017131014A1 - 粉粒体含有物品の製造装置および粉粒体含有物品の製造方法 - Google Patents
粉粒体含有物品の製造装置および粉粒体含有物品の製造方法 Download PDFInfo
- Publication number
- WO2017131014A1 WO2017131014A1 PCT/JP2017/002499 JP2017002499W WO2017131014A1 WO 2017131014 A1 WO2017131014 A1 WO 2017131014A1 JP 2017002499 W JP2017002499 W JP 2017002499W WO 2017131014 A1 WO2017131014 A1 WO 2017131014A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheet
- granular material
- containing article
- blade
- seat
- Prior art date
Links
Images






Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15617—Making absorbent pads from fibres or pulverulent material with or without treatment of the fibres
- A61F13/15658—Forming continuous, e.g. composite, fibrous webs, e.g. involving the application of pulverulent material on parts thereof
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15585—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/84—Accessories, not otherwise provided for, for absorbent pads
- A61F13/8405—Additives, e.g. for odour, disinfectant or pH control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C19/00—Apparatus specially adapted for applying particulate materials to surfaces
- B05C19/04—Apparatus specially adapted for applying particulate materials to surfaces the particulate material being projected, poured or allowed to flow onto the surface of the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/02—Layered products comprising a layer of paper or cardboard next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/14—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by a layer differing constitutionally or physically in different parts, e.g. denser near its faces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/407—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties containing absorbing substances, e.g. activated carbon
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C11/00—Teasing, napping or otherwise roughening or raising pile of textile fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/02—Synthetic macromolecular particles
- B32B2264/0214—Particles made of materials belonging to B32B27/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2555/00—Personal care
- B32B2555/02—Diapers or napkins
Definitions
- the present invention relates to an apparatus and a method for producing a granular material-containing article containing a granular material.
- a granular material-containing article containing a granular material may be used.
- the granular material containing article containing a liquid-absorbing granular material is used as an absorber.
- Patent Document 1 an apparatus described in Patent Document 1 is known as an apparatus for manufacturing the granular material-containing article.
- Patent Document 1 moves on a shaping roll having a plurality of convex portions on the roll peripheral surface, an anvil roll having a concave portion meshing with the convex portions on the peripheral surface, and an outer peripheral surface of the anvil roll. And a device for supplying liquid-absorbing powder particles to the sheet.
- a plurality of storage chambers recessed on the back side are formed on the sheet by the shaping roll and the anvil roll, and a plurality of powder particles are supplied and stored in these storage chambers.
- An object of the present invention is to provide an apparatus for manufacturing a granular material-containing article in which the granular material is stably disposed at an appropriate position and a manufacturing method thereof.
- the present invention is a manufacturing apparatus for a granular material-containing article containing granular material, and a sheet in which a predetermined region on the back side from the surface is composed of a nonwoven fabric is used as a conveyance path.
- a sheet conveying device that conveys along the sheet, a powder supply device that is provided in the conveying path, and supplies the granular material to the at least part of the sheet from the front side of the sheet, and the sheet of the conveying path
- a raising apparatus that is provided at a position upstream of the supply position of the granular material in the conveying direction of the sheet and raises at least a part of a portion of the sheet to which the granular material is supplied from the front side of the sheet;
- An apparatus for producing a granular material-containing article is provided.
- the present invention also relates to at least a part of the sheet transported along the transport path, and a transport process for transporting a sheet having a predetermined region on the back side thereof from the front surface along the transport path.
- a powder supply step for supplying the powder from the front side of the sheet, and along the conveyance path at a position upstream of the supply position of the powder in the conveyance direction of the sheet in the conveyance path.
- a method for producing a granular material-containing article including a raising step of raising at least a part of a portion to which the granular material is supplied from the front side of the sheet.
- FIG. 2 is a sectional view taken along line II-II in FIG. It is the figure which expanded and showed the cutter plate. It is the figure which expanded and showed a part of FIG.
- A) It is the schematic side view which showed the 1st sheet
- B) It is the schematic side view which showed the 1st sheet
- C) It is the schematic side view which showed the 1st sheet
- FIG. 1 is the schematic which showed the manufacturing apparatus 1 (henceforth only the manufacturing apparatus 1) of the granular material containing article which concerns on 1st Embodiment of this invention.
- the manufacturing apparatus 1 includes a first sheet conveying device (sheet conveying device) 10, a second sheet conveying device 20, a raising device 30, a powder supply device 40, and a suction device 50.
- the manufacturing apparatus 1 is an apparatus for manufacturing the granular material-containing article 2 containing the granular material S.
- the granular material-containing article containing the liquid-absorbing granular material S is used as an absorbent body of a disposable diaper, for example.
- the granular material-containing article 2 includes a first sheet (sheet) 201, a second sheet 202, and a granular material S, as shown in FIG.
- the granular material S is, for example, SAP (Super Absorbent Polymer).
- seat 201 it is the sheet
- a sheet composed of the short fiber sheet 201b constituting the sheet is used.
- the short fiber sheet 201b is a nonwoven fabric composed of short fibers.
- the short fiber sheet 201b is, for example, an air-through nonwoven fabric, that is, a nonwoven fabric formed by arranging short fibers and applying hot air to them.
- the short fiber means a fiber having a fiber length measured by an average fiber length measuring method (Method C) of JIS 1015 of less than 100 mm, more preferably less than 80 mm, and still more preferably less than 70 mm. .
- a sheet made of short fibers having an average fiber length of about 50 mm is used as the short fiber sheet 201b.
- the diffusion sheet 201a is a sheet that is smaller in thickness than the short fiber sheet 201b but has a high density, and has a high diffusibility and allows a liquid to permeate more widely.
- a thin paper (tissue) having a smaller thickness than the first sheet 201 is used as the second sheet 202.
- the first sheet conveying device 10 is a device for conveying the first sheet 201.
- the first sheet conveying apparatus 10 includes a belt conveyor 18 and a plurality of guide rolls 11, 12, and 13.
- the first sheet conveying apparatus 10 conveys the first sheet 201 in the direction of the arrow Y1 in FIG. 1 along the conveying path L1 by driving the belt conveyor 18 by a motor or the like, and the raising apparatus 30 and the granular material
- the sheet is fed into the supply device 40, the second adhesive application device 84, the bending bonding device 60, and the pressure welding device 70 in this order.
- the second sheet conveying device 20 is a device for conveying the second sheet 202.
- the second sheet conveying device 20 conveys the second sheet 202 toward the surface of the first sheet 201 in the middle of conveyance as indicated by an arrow Y2 in FIG.
- the second sheet conveying device 20 includes a motor (not shown) for feeding the second sheet 202 and a plurality of guide rolls 21 and 22 for guiding the second sheet 202 to the surface of the first sheet 201.
- One guide roll 21 functions as a second sheet supply unit that supplies the second sheet 202 to the surface of the first sheet 201. That is, the guide roll 21 is positioned in the vicinity of the surface of the first sheet 201, and the second sheet 202 is guided to the surface of the first sheet 201 by the guide roll 21.
- the guide roll 21 is located immediately downstream of a position facing a spray port 48c (to be described later) of the granular material supply device 40, that is, immediately downstream of a portion where the granular material S is supplied to the first sheet 201. It is arranged at a position on the side (in the conveyance direction Y1 of the first sheet 201). Accordingly, the guide roll 21 is disposed on the surface of the first sheet 201 at a position immediately downstream of the position where the powder S is supplied to the first sheet 201 (in the conveyance direction Y1 of the first sheet 201). 202 is supplied, and the surface of the first sheet 201 is covered with the second sheet 202.
- the first adhesive application device 82 is disposed at a position upstream of the guide roll 21 in the conveyance direction of the second sheet 202 in the conveyance path of the second sheet 202. In the present embodiment, the first adhesive application device 82 is disposed at a position immediately upstream of the guide roll 21.
- the raising device 30 is a device for raising the first sheet 201 from the front side.
- FIG. 2 is a cross-sectional view taken along line II-II in FIG.
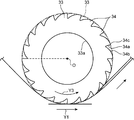
- the raising apparatus 30 includes a tiller 31 and a motor (drive unit) 39 that drives the tiller 31.
- the tiller 31 includes a columnar shaft portion 32 extending in a predetermined direction and a plurality of cutter plates 33 fixed to the outer peripheral surface of the shaft portion 32.
- the cutter plates 33 are arranged at equal intervals in a direction parallel to the center line of the shaft portion 32.
- FIG. 3 is a schematic front view of the cutter plate 33.
- the cutter plates 33 are all the same shape and have a substantially disk shape with a through hole 33a formed in the center. These cutter plates 33 are fixed to the outer peripheral surface of the shaft portion 32 in a state where the shaft portion 32 is inserted into the through hole 33a. Each cutter plate 33 is fixed so that the center thereof is located on the center line O of the shaft portion 32.
- a plurality of blades 34 are formed on the outer peripheral surface of the cutter plate 33 along the circumferential direction. All of these blades 34 have the same shape and are arranged at equal intervals in the circumferential direction of the cutter plate 33.
- the shaft portion 32 is rotationally driven around the center line O of the shaft portion 32 by the motor 39. At this time, each cutter plate 33 also rotates around the center line O of the shaft portion 32 integrally with the shaft portion 32, and each blade 34 moves on the circumferential surface of the cylinder centering on the center line O of the shaft portion 32. .
- the tiller 31 is arranged in a posture in which the center line O of the shaft portion 32 is orthogonal to the direction parallel to the conveyance direction Y1 of the first sheet 201 and extends parallel to the surface of the first sheet 201. Therefore, each blade 34 is formed on a circumferential surface of a cylinder whose center line is a line O (center line O of the shaft portion 32) that extends orthogonally to the conveyance direction of the first sheet 201 and parallel to the surface of the first sheet 201. Rotate along.
- FIG. 3 indicates the cutter plate 33 disposed adjacent to the cutter plate 33 indicated by a solid line. As shown in FIG. 3, the adjacent cutter plates 33 are out of phase so that the blade 34 of the other cutter plate 33 is located in the center of the adjacent blade 34 of the one cutter plate 33 in a front view. Arranged in a state.
- the raising apparatus 30 is disposed at a position where each blade 34 comes into contact with the short fiber sheet 201b.
- the first sheet 201 is a short fiber on the surface of a part of the outer peripheral surface of the tiller 31 formed by the tip 34 c of each blade 34 of each cutter plate 33.
- the raising apparatus 30 is arranged so that the surface of the sheet 201b is wound in a posture facing the tiller 31 side.
- the first sheet conveying device 10 the first sheet 201 is wound around a part of the outer peripheral surface of the tiller 31, and the short fiber sheet 201 b of the first sheet 201 and the tip of each blade 34 of each cutter plate 33.
- the first sheet 201 is conveyed in a state where it abuts on 34c.
- the first sheet 201 contacts each blade 34 over a predetermined range in the circumferential direction of each cutter plate 33.
- the moving direction (conveying direction) Y1 of the first sheet 201 and the moving direction Y3 of each blade 34 are set to be the same. Moves toward the downstream side in the conveyance direction Y1 of the first sheet 201. However, the moving speed of each blade 34 and the conveying speed of the first sheet 201 are different, and the first sheet 201 moves relative to each blade 34. Accordingly, each blade 34 scratches the first sheet 201, and the first sheet 201 is raised.
- the blade 34 directly abuts on the surface of the first sheet 201, but when this portion is scratched, a predetermined portion on the back side is further raised, and the thickness direction About the entire short fiber sheet 201b is raised. On the other hand, the diffusion sheet 201a is not raised.
- the moving speed in the circumferential direction of the tip 34c of the blade 34 is set to be smaller than the conveying speed of the first sheet 201 at the raised position P1. Accordingly, the first sheet 201 moves relative to the blade 34 toward the downstream side in the moving direction Y3 of the blade 34 (the conveying direction Y1 of the first sheet 201).
- the peripheral speed of the tiller 31 is set to a speed between 40% and 80% of the conveyance speed of the first sheet 201.
- the peripheral speed of the tiller 31 is set to a speed between 40% and 80% of the conveying speed of the first sheet 201, for example, about 55%.
- Each blade 34 is provided on the upstream side in the moving direction and faces the upstream side in the conveyance direction Y1 of the first sheet 201, and the tip 34c of the first surface 34a (in the radial direction of the cutter plate 33).
- a second surface 34b extending from the outer end) toward the downstream side in the moving direction of each blade 34 and toward the inner side in the radial direction of the cutter plate 33.
- the first surface 34 a extends in a radial direction of the cutter plate 33 and along a line passing through the center line O of the shaft portion 32.
- the second surface 34b is curved from the tip 34c of the first surface 34a to the downstream side in the rotational direction of the cutter plate 33 and to the inner side in the radial direction.
- the first sheet 201 moves relative to the blade 34 toward the downstream side in the moving direction Y3 of the blade 34 (the conveying direction Y1 of the first sheet 201). Therefore, the first sheet 201 is raised when the first surface 34 a of the blade 34 scratches the first sheet 201. More specifically, the first sheet 201 is raised by scratching so that the first surface 34 a of the blade 34 scoops up the constituent fibers of the first sheet 201.
- the cutter plate 33 is provided in the position which opposes the whole width direction of the 1st sheet 201, and the 1st sheet 201 (short fiber sheet 201b) is raised over the whole width direction. Further, the cutter plate 33 is continuously rotated, and the first sheet 201 (short fiber sheet 201b) is raised over the entire length direction (conveying direction).
- all the first surfaces 34a of the blades 34 of the cutter plate 33 extend along a line passing through the center line O of the shaft portion 32, that is, orthogonal to the conveyance direction Y1 of the first sheet 201.
- the first blade 34a may be configured to extend in a direction, but a portion of the first surface 34a extends in a direction inclined with respect to the conveyance direction Y1 of the first sheet 201, and the blade edges of the blades 34 are formed in a knife shape. It may be formed.
- the cutter plates 33 including the blades 34 having the surfaces 34 a may be alternately arranged in a direction parallel to the center line of the shaft portion 32.
- the first surface 34a of some blades 34 has a shape extending in a direction orthogonal to the conveyance direction Y1 of the first sheet 201, and the first surface 34a of the other blade 34 is
- the first sheet 201 may have a shape extending in a direction inclined with respect to the conveyance direction Y1. According to these configurations, the constituent fibers of the first sheet 201 are raised by the cutter plate 33, and some of the fibers on the surface of the first sheet 201 are cut by the blade 34 having a knife-like edge. Open end. Therefore, as will be described later, when the granular material S is distributed on the surface of the first sheet 201, the granular material S can be efficiently introduced into the first sheet 201.
- FIG. 5A is a view showing the first sheet 201 before raising
- FIG. 5B is a view showing the first sheet 201 after raising.
- each short fiber of the short fiber sheet 201b is in a state of extending along the surface of the first sheet 201, that is, a state in which the short fiber is obstructed.
- each blade 34 of each cutter plate 33 comes into contact with the first sheet 201 in this state, each blade 34 pulls each fiber of the short fiber sheet 201b to the front side (tiller 31 side), and accordingly, FIG.
- each fiber is in a state of extending toward the front side of the first sheet 201.
- the thickness of the first sheet 201 increases and the density of the first sheet 201 (short fiber sheet 201b) decreases.
- the powder and particle supply device 40 is a device that supplies the powder and granular material S to the first sheet 201 from the front side of the first sheet 201.
- the granular material supply device 40 includes a granular material storage device 42, a metering device 44, and a granular material spraying device 46.
- 4 is an enlarged view of a part of FIG. 1 and shows the inner structure of the powder particle distribution device 46.
- the granular material spraying device 46 includes a granular material guiding portion 47 and an opening / closing device 48 having a casing 48a having a relatively wide space inside.
- the granular material storage device 42 is a portion that stores the granular material S inside.
- the granular material storage device 42 includes two tanks 42 a and 42 b that store the granular material S, respectively. Openings for dropping the granular material S toward the metering device 44 are formed on the lower surfaces of the two tanks 42a and 42b, respectively, and the granular material is supplied to the metering device 44 through the openings. Is done.
- the metering device 44 is a device that supplies the granular material S supplied from the tanks 42a and 42b to the granular material spraying device 46 while metering.
- the metering device 44 continuously conveys the powder S supplied from the tanks 42a and 42b downward at a predetermined flow rate.
- the conveyed granular material S flows down from a discharge part 44 a provided at the lower part of the metering device 44.
- the granular material guide part 47 is a part which guides the granular material flowing down from the discharge part 44a of the metering device 44 downward.
- the granular material guide part 47 is a cylindrical member extending in the vertical direction, and a space communicating with the discharge part 44a is formed inside.
- the granular material dropped from the discharge unit 44 a of the metering device 44 flows through the granular material guide unit 47 and flows downward from the granular material supply port 47 a formed at the lower end of the granular material guide unit 47.
- the lower end portion of the granular material guide portion 47 in which the granular material supply port 47a is formed is inserted from the upper surface of the housing 48a into the housing 48a, and the granular material that has flowed down from the granular material supply port 47a. S flows into the housing 48a.
- a spraying port 48c penetrating up and down the lower surface is formed at a position facing the powder supply port 47a.
- the spray port 48c is located at a position spaced vertically downward from the granular material supply port 47a, and at a position where it overlaps with the granular material supply port 47a in a plan view (as viewed along the vertical direction). Is arranged. Along with this, the granular material S flowing down from the granular material supply port 47a falls toward the spraying port 48c.
- the belt conveyor 18 is disposed below the spray port 48c, and the granular material S falling toward the spray port 48c is supplied from the front side to the first sheet 201 on the belt conveyor 18 through the spray port 48c.
- the In the present embodiment, the granular material S is supplied to the first sheet 201 uniformly in the width direction.
- a portion of the conveyor belt 18 a on which the first sheet 201 is placed has a downstream end in the conveyance direction Y ⁇ b> 1 of the first sheet 201 below a portion that becomes the upstream end. It is arranged to be located in. Accordingly, the first sheet 201 receives the supply of the granular material S from above while being conveyed obliquely downward with respect to the vertical direction at a position facing the spraying port 48c.
- the lower surface of the casing 48 a extends in parallel with the surface of the first sheet 201 on the belt conveyor 18, and the spray port 48 c is positioned at a position close to the surface of the first sheet 201. Has been placed.
- the metering device 44 continuously conveys the granular material S downward, and the granular material S continuously moves from the granular material supply port 47a toward the spraying port 48c. Fall.
- the powder S is intermittently restricted from reaching the spray port 48c by the shutter valve 48b provided in the opening / closing device 48, whereby the first sheet 201 has the powder S. Is intermittently supplied.
- the opening / closing device 48 is provided with a shutter valve 48b fixed to the casing 48a in a rotatable state.
- the shutter valve 48b periodically passes through a portion between the powder supply port 47a and the spray port 48c and covers the upper part of the spray port 48c, whereby the powder S reaches the spray port 48c.
- the shutter valve 48 b is a plate-like member that extends in parallel with the first sheet 201 on the belt conveyor 18, and is driven to rotate on a surface parallel to the first sheet 201 by a motor. And periodically passes through the portion between the powder supply port 47a and the spray port 48c.
- the powder S is periodically prevented from reaching the first sheet 201 from the spray port 48c by the shutter valve 48b, so that the first sheet 201 is intermittently powdered from the spray port 48c. Granules S are supplied.
- FIG. 4 what is indicated by reference numeral 49 b is the powder S inside the casing 48 a, which is restricted from reaching the first sheet 201 by the shutter valve 48 b and scattered around the spray port 48 c. It is a discharge device for discharging the powder S to the outside.
- the suction device 50 is a device for sucking the first sheet 201 on the belt conveyor 18 from the back side.
- the suction device 50 includes a suction passage 51 in which a suction port 51 a is formed, and a suction pump 52 connected to the suction passage 51, and sucks air around the suction port 51 a by driving the suction pump 52.
- the suction port 51a is disposed in the vicinity of the position facing the spray port 48c.
- the suction port 51a extends from a position directly below the spray port 48c to a position downstream of the spray port 48c in the conveyance direction Y1 of the first sheet 201, and from the position directly below the spray port 48c. Then, the back surface of the first sheet 201 passing through the region up to the position downstream of the spray port 48c in the transport direction Y1 of the first sheet 201 is sucked.
- the suction port 51a is disposed on the back side of the conveyor belt 18a, and sucks the first sheet 201 from the back side through a plurality of air holes formed in the conveyor belt 18a.
- the first adhesive application device 82 is an apparatus that applies an adhesive to the second sheet 202.
- the first adhesive application device 82 applies a hot melt adhesive to the second sheet 202.
- the first adhesive application device 82 is disposed at a position on the upstream side of the guide roll 21 in the conveyance path of the second sheet 202, and the second adhesive before being supplied to the surface of the first sheet 201.
- An adhesive is applied to the surface of the sheet 202.
- the first sheet 201 is covered with the second sheet 202 to which the adhesive is applied by the guide roll 21, and when this is applied, the first sheet 201 and the second sheet 202 are bonded to each other. Are joined together.
- the guide roll 21 functions as a second sheet supply unit that supplies the second sheet 202 to the surface of the first sheet 201 and joins the sheets 201 and 202 together with an adhesive. It also functions as a joining device.
- the guide roll 21 is configured to press-contact the sheets 201 and 202 joined together in the thickness direction. Therefore, the first sheet 201 and the second sheet 202 are joined by the guide roll 21 while being pressed in the thickness direction thereof.
- the second adhesive application device 84 is located downstream of the guide roll 21 in the conveyance direction of the first sheet 201.
- the second adhesive application device 84 is an apparatus that applies an adhesive to a part of the second sheet 202 that protrudes outward from the first sheet 201.
- the second adhesive application device 84 applies a hot melt adhesive to the second sheet 202.
- the second sheet 202 is a sheet wider than the first sheet 201. Therefore, in a state where the second sheet 202 is supplied and joined to the surface of the first sheet 201 by the guide roll 21, the second sheet 202 protrudes outside the first sheet 201 in the width direction. In the present embodiment, both end portions in the width direction of the second sheet 202 protrude outward from the first sheet 201, and the second adhesive application device 84 has both ends in the width direction of the second sheet 202. Apply adhesive to the area.
- the bending device 60 is a device that bends the second sheet 202 so that the second sheet 202 wraps the first sheet 201 as shown in FIG. Specifically, the bending device 60 wraps both end portions in the width direction of the second sheet 202 around the back side of the first sheet 201 and bends along the back surface.
- the bending device 60 is located on the downstream side of the second adhesive application device 84 in the conveyance direction of the first sheet 201. In the present embodiment, the bending device 60 is disposed immediately downstream of the second adhesive application device 84.
- both ends in the width direction of the second sheet 202 to which the adhesive is applied by the second adhesive application device 84 are joined to the back surface of the first sheet 201 by being bent by the bending device 60.
- the bending device 60 also functions as a joining device that joins the first sheet 201 and the second sheet 202 together with an adhesive.
- the pressure welding device 70 is a device for pressure-contacting the first sheet 201 and the second sheet 202 joined to each other in the thickness direction.
- the pressure welding device 70 includes a pair of rollers 72 and 72, and the first sheet 201 and the second sheet 202 pass between the rollers 72 and 72 so as to be pressure-contacted in the thickness direction.
- a first sheet 201 is prepared in which a portion raised in a raising step described later, that is, a portion exposed on the front side is composed of a short fiber sheet 201b made of a nonwoven fabric of short fibers (preparation step).
- the first sheet 201 is transported along the transport path L1 (transport process).
- the first sheet 201 is raised by the raising device 30 to be changed from the state shown in FIG. 5A to the state shown in FIG. 5B (raising step A1).
- the granular material supply apparatus 40 supplies the granular material S to the first sheet 201 from the front side thereof, and the granular material S enters the first sheet 201 to be held therein.
- the state shown in FIG. 5B is changed to the state shown in FIG. 5C (powder body supply step A2).
- the powder S is supplied to the first sheet 201 from the front side while the first sheet 201 is sucked from the back side by the suction device 50.
- the second sheet 202 is supplied to the surface of the first sheet 201 after the powder S is supplied by the guide roll 21 (second sheet supply step A3).
- the first sheet 201 and the second sheet 202 are The first sheet 201 is joined to each other while being pressed in the thickness direction, and the state shown in FIG. 5C is changed to the state shown in FIG. 5D (first joining step A3, joining step).
- the joined first sheet 201 and second sheet 202 are press-contacted in the thickness direction by the press-contacting device 70, and the sheets 201 and 202 are changed from the state shown in FIG. In the state shown in f) (pressure contact step A5), the granular material-containing article 2 containing the liquid-absorbing granular material S is manufactured.
- the granular material S is intermittently supplied with respect to the conveyance direction of the 1st sheet
- the granular material S supplied to the first sheet 201 from the front side enters the first sheet 201, and the granular material S is appropriately dispersed and stably disposed at an appropriate position.
- the contained article 2 can be manufactured.
- the first sheet 201 made of a nonwoven fabric has each fiber extending along the surface of the first sheet 201 in a state where the first sheet 201 is not raised, and the first sheet 201. It is in a state of overlapping in the thickness direction. Therefore, when the granular material S is supplied to the surface of the first sheet 201 in this state, the granular material S does not enter the inside of the first sheet 201 and is only placed on the surface thereof. Become. Therefore, even if the granular material S on the first sheet 201 is covered with the second sheet 202, the granular material S can freely move between the two sheets 201 and 202 along the surface of the first sheet 201.
- the position of the granular material S is not stable. Like the granular material-containing article manufactured by the apparatus of International Publication No. 2014/104118, the user may feel uncomfortable and the desired liquid absorption performance. There is a risk that sufficient performance such as the above cannot be obtained. Moreover, when the granular material S has liquid absorbency, since the granular material S is biased and the granular materials S come into contact with each other, when the liquid is absorbed at the time of use, the contacting granular materials S are in contact with each other. However, there is a possibility that the phenomenon of restricting the other expansion, that is, a so-called gel block phenomenon occurs, and the liquid absorption performance of the granular material-containing article 2 may deteriorate.
- the first sheet 201 by raising the first sheet 201, a space is formed between the respective fibers constituting the first sheet 201 (short fiber sheet 201b), and the first sheet 201 (short fiber) is formed.
- the granular material S supplied to the sheet 201b) enters this space. Therefore, a fiber can be interposed between the granular materials S and the movement of the granular material S can be regulated by the fibers. Accordingly, it is possible to manufacture the granular material-containing article 2 in which the granular material S is appropriately dispersed and appropriately and stably disposed at a desired position. And in the granular material containing article 2, the liquid absorption performance can be enhanced by suppressing the movement and bias of the liquid-absorbing granular material S and the occurrence of gel blocks.
- seat 201 (short fiber sheet 201b) becomes soft and is provided with the outstanding buffering effect by raising, when supplying the granular material S to the 1st sheet
- the granular material S is supplied to the first sheet 201 from the front side while the first sheet 201 is sucked from the back side by the suction device 50. Therefore, the granular material S can be dispersed and arranged in the first sheet 201 (short fiber sheet 201b) in the thickness direction. Therefore, each granular material S can be individually embedded in the space, and fibers can be more reliably interposed between the granular materials S.
- the suction port 51a of the suction device 50 is provided between a position immediately below the spray port 48c, that is, a position facing the spray port 48c and a position downstream of the spray port 48c in the transport direction Y1 of the first sheet 201.
- the suction force by the suction device 50 is suppressed from being applied to the first sheet 201 before the granular material S is supplied. Therefore, before the granular material S is supplied, it is possible to prevent the fibers raised by this suction force from being turned down, and a space is formed between the fibers, so that the granular material S is surely provided in this space. Can get in.
- the diffusion sheet 201a constituting the back surface of the first sheet 201 and the vicinity thereof is not raised. Therefore, the density of the back surface of the first sheet 201 and the vicinity thereof can be maintained higher than that of the front side portion, and the granular material S can be contained in the first sheet 201 from the front side as described above. It is possible to efficiently disperse and dispose the granular material S in the first sheet 201 while preventing the granular material S from slipping through the back side of the first sheet 201 while entering and appropriately dispersing.
- seat 201 is comprised with the diffusion sheet 201b with a high density, and this diffusion sheet 201b is not raised and the density is maintained in the high state. Therefore, it is possible to more reliably regulate the powder body S from slipping through the back side of the first sheet 201 by the diffusion sheet 201b.
- the fiber which comprises the part raised among the 1st sheets 201 is a short fiber. Therefore, when raising, it can expose more front ends of each fiber of the first sheet 201 to the front side of the first sheet 201, and can open much of the space formed between the fibers to the front side. Therefore, the granular material S can be more reliably flowed into the space through this opening.
- the raised portion of the first sheet 201 may be composed of a nonwoven fabric composed of long fibers.
- each fiber is pulled out to the front side by raising, and a space can be formed between the fibers of the first sheet 201.
- the frequency of opening the space between the fibers to the front side of the first sheet is suppressed to be smaller than that in the case of using the short fiber nonwoven fabric, so that the granular material S hardly enters the first sheet. Become. For this reason, in this case, it is necessary to operate the raising apparatus with a structure suitable for the long-fiber nonwoven fabric, or with the operation conditions suitable for the long-fiber nonwoven fabric.
- the surface side of the 1st sheet 201 is a short fiber nonwoven fabric, it can raise easily by the raising apparatus 30 comprised as mentioned above, and also the front-end
- the first sheet 201 and the second sheet 202 are joined by the guide roll 21 and the bending device 60. Therefore, the granular material S in the first sheet 201 can be confined by the second sheet 202, and the granular material S can be avoided from spilling between the first sheet 201 and the second sheet 202. Therefore, the granular material S can be appropriately contained in the granular material-containing article 2.
- the second sheet 202 is supplied to the surface of the first sheet 201 and joined to each other near the position where the granular material S is supplied to the first sheet 201 by the guide roll 21. Therefore, it can suppress more reliably that the granular material S spills from the 1st sheet
- first sheet 201 and the second sheet 202 are joined by the bending device 60 in a state where both end portions in the width direction of the second sheet 202 wrap around the first sheet 201. Therefore, it is possible to suppress the powder S from spilling from both ends of the first sheet 201 in the width direction.
- the first sheet 201 and the second sheet 202 are pressed against each other by the pressing device 70. Therefore, the thickness of the granular material-containing article 2 can be kept small. Furthermore, since the granular material S is firmly pressed by surrounding fibers by suppressing the thickness to be small, the movement of the granular material S in the direction along the surface of the granular material-containing article 2 can be suppressed. It is possible to stably arrange the granular material at a more appropriate position.
- each blade 34 in the raising position P1, the moving direction Y3 of each blade 34 and the moving direction Y1 of the 1st sheet 201 are made to correspond, and each blade 34 is made downstream from the upstream of the conveyance direction Y1 of the 1st sheet 201. While moving toward the side, the moving speed of each blade 34 is made smaller than the moving speed of the first sheet 201.
- the first sheet 201 and the respective blades 34 are suppressed while reducing the relative speed between the first sheet 201 and the respective blades 34.
- the first sheet 201 can be prevented from being excessively caught and damaged, and the conveyance speed of the first sheet 201 can be prevented from greatly fluctuating with this catch. In addition, it can be conveyed downstream at an appropriate speed.
- each blade 34 is moved in the direction opposite to the conveyance direction Y1 of the first sheet 201 at the raised position P1 with the conveyance speed of the first sheet 201 increased, that is, each blade 34 is moved.
- the moving speed of the first sheet 201 is very high relative to the moving speed of the blade 34. Therefore, the first sheet 201 may be excessively caught on the blade 34 when they come into contact with each other.
- the moving speed of the blade 34 is larger than the conveying speed of the first sheet 201, and the first sheet 201 is moved to the blade. Even if the first sheet 201 is relatively moved from the downstream side in the moving direction of the blade 34 toward the upstream side, the first sheet 201 can be brought into contact with the downstream portion in the moving direction of the blade 34 and raised. However, in this case, it is necessary to move the blade 34 at a high speed, and when the blade 34 abuts on the surface side of the first sheet 201, the fibers of the first sheet 201 are scooped in the transport direction by the blade 34. It is hard to be raised because it is pushed.
- the moving direction Y3 of the blade 34 is made the same as the conveying direction Y1 of the first sheet 201, and the moving speed of the blade 34 is made smaller than the conveying speed of the first sheet 201. Therefore, the surface side of the first sheet 201 is appropriately caught on the blade 34 while maintaining the conveyance speed of the first sheet 201 high, so that it can be raised efficiently.
- the first surface 34 a that is an upstream surface in the moving direction of each blade 34 and faces the upstream side in the conveying direction Y ⁇ b> 1 of the first sheet 201 at the raised position P ⁇ b> 1 is formed on the cutter plate 33.
- a second surface 34b that extends in the radial direction and is a surface on the downstream side in the moving direction of each blade 34 and faces the downstream side in the conveying direction Y1 of the first sheet 201 at the raised position P1 is a first surface.
- 34a extends from the radially outer end 34c of the cutter plate 33 to the downstream side in the moving direction of the blade 34 and to the radially inner side.
- the tip 34c of each blade 34 and the portion in contact with the first sheet 201 have a sharp shape toward the outside in the radial direction. Therefore, the tip 34c of each blade 34 can be appropriately hooked on the first sheet 201 and raised.
- the first surface 34a in contact with the first sheet 201 is in a state extending in a direction perpendicular to the surface of the first sheet 201. Therefore, when the 1st sheet 201 leaves
- the conveyor belt 18a of the belt conveyor 18 is obliquely downward with respect to the vertical direction, and the first sheet 201 is conveyed obliquely downward at a position facing the spray port 48c. Therefore, both the moving direction of the granular material S dropped from the spraying port 48c and the moving direction of the first sheet 201 can be directed downward in the vertical direction, and the first sheet 201 is repelled on the surface of the first sheet 201. 201 can be prevented from spilling out, and the granular material S can be efficiently supplied to the first sheet 201.
- coated by the 1st adhesive agent application apparatus 82 are mutually joined, pressing in these thickness directions.
- an air hole may be formed in the outer peripheral surface of the conveyance drum 518, the air hole and the suction device 50 may be communicated, and the first sheet 201 may be sucked from the back side through the air hole.
- the transport drum 518 is used in this way, the size of the apparatus in the transport direction of the first sheet 201 can be reduced compared to the belt conveyor 18, and the installation area can be reduced.
- the belt conveyor 18 since it is possible to avoid the centrifugal force from being applied to the first sheet 201 and the granular material S as in the case where the conveying drum 518 is used, the first granular material S is more efficiently used.
- the sheet 201 can be supplied.
- the guide roll 21 of the second sheet conveying device 20 that supplies the second sheet 202 to the surface of the first sheet 201 is located downstream of the position facing the spray port 48c.
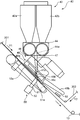
- seat 201 was demonstrated, instead of this, FIG. You may arrange
- one guide roll 121 of the second sheet conveying device 20 that supplies the second sheet 202 to the surface of the first sheet 201 is provided with the spout 48c. Is disposed at a position where the granular material S is supplied to the first sheet 201.
- the first sheet 201 is conveyed obliquely downward. Accordingly, the supply position P ⁇ b> 10 at which the guide roll 121 supplies the second sheet 202 to the surface of the first sheet 201 is more in the conveyance direction of the first sheet 201 than the lower position in the vertical direction of the axial center of the guide roll 121. It is a position close to the upstream side and opened upward in the vertical direction.
- the spray port 48c is disposed so as to face above the supply position P10 in the vertical direction. Therefore, in the third embodiment, the position where the granular material S is supplied to the first sheet 201 coincides with the supply position P10 where the second sheet 202 is supplied to the first sheet 201.
- the first adhesive applicator 181 is installed upstream of the guide roll 121 in the transport direction of the second sheet 202 as in the first embodiment, the first sheet At the same time when the granular material S is supplied to 201, the first sheet 201 and the second sheet 202 are joined by the guide roll 121. For this reason, the spillage of the granular material S from between the sheets 201 and 202 is further reliably suppressed.
- the guide roll 121 is configured to press-contact the first sheet 201 and the second sheet 202 in the thickness direction.
- the suction passage 51 extends downstream from the portion where the granular material S is supplied to the first sheet 201 below the spout 48c. The region from the position where the granular material S is supplied to the downstream position is sucked.
- the second adhesive application device 182, the bending device 185, and the pressure contact device 70 are provided, and the second sheet 201 and the second sheet 202 are further joined by these, It is pressed in the thickness direction.
- a single absorbent SAP may be used, but a mixture of a highly absorbent SAP and a fast absorbing SAP. May be used.
- a highly absorbent SAP is accommodated in one tank 42a of the granular material storage device 42 shown in FIG. 1, and an SAP having a high absorption rate is accommodated in the other tank 42b. It is conceivable to supply SAP at a ratio.
- the granular material S may be a granular material having liquid absorbency other than SAP.
- the powder S is not limited to a powder having liquid absorbency.
- flavor, etc. may be used. It is also possible to use a combination of these multiple types of powder.
- the first sheet 201 may be a sheet in which at least a predetermined region from the surface to the back side is formed of a nonwoven fabric, and the specific configuration is not limited to the above.
- the non-woven fabric of the front side portion is not limited to a single layer and may be composed of a plurality of layers, and the back side portion is not only a long fiber non-woven fabric such as a diffusion sheet, but also a short fiber non-woven fabric or a synthetic resin sheet. May be.
- the “predetermined region on the back side” may be the entire first sheet 201, or the diffusion sheet 201a may be omitted.
- seat 201 is comprised with a high-density sheet
- a sheet including a short fiber sheet formed by a process other than the air-through process may be used as the nonwoven fabric comprised by the long fiber as a nonwoven fabric which comprises the 1st sheet
- the granular material S can be more reliably embedded inside the first sheet 201.
- the second sheet 202 is not limited to thin paper (tissue).
- a nonwoven fabric may be sufficient.
- the case where the entire first sheet 201 is raised in the conveying direction has been described.
- only a part of the first sheet 201 may be raised.
- the portion to which the granular material S is supplied can be raised. Good.
- the first sheet 201 may be raised by rubbing a friction material made of a nonwoven fabric or the like on the first sheet from the front side.
- the raising device 30 is provided with one or a plurality of blades 34 that protrude toward the surface of the first sheet 201 and come into contact with the first sheet 201, while the first sheet 201 is not moved. You may make it contact. Further, the blade 34 may be moved in a direction parallel to the conveying direction of the first sheet 201 without rotating the cutter plate 33.
- the first sheet 201 can be raised with a simple configuration.
- the specific shape of the blade 34 is not limited to the above, and for example, the upstream surface and the downstream surface of the blade 34 in the moving direction have the same shape. You may do it.
- the moving speed of the blade 34 is not limited to the above.
- the number of blades 34 formed on the cutter plate 33 may be one. Further, the rotation speed and rotation direction of the tiller 31 can be changed as appropriate.
- the conveyance direction of the first sheet 201 is not limited thereto.
- the first sheet 201 may be conveyed in the horizontal direction or obliquely upward below the spout 48c.
- the procedure and apparatus for press-contacting these sheets 201 and 202 are not limited thereto. Not exclusively.
- the press-contact device 70 may be omitted.
- the hot melt adhesive is used for joining the two sheets 201 and 202 .
- the specific configuration for joining the sheets 201 and 202 is not limited thereto.
- the sheets 201 and 202 may be bonded by heat sealing or ultrasonic bonding.
- the metering device 44 conveys the granular material S downward at a predetermined flow rate.
- this flow rate may be constant or may change with time.
- the flow rate may be increased at a timing corresponding to this part.
- the specific configuration of the metering device 44 is not limited to the above.
- the granular material guide portion 47 is divided into a plurality of individual passages in the width direction of the first sheet 201, and the granular material S flows down to the first sheet 201 through each of the individual passages. At least a part of the granular material S flowing through the individual passages of the part is excluded from the passage by appropriate exclusion means (mechanical means, blowing means by airflow, etc., suction means).
- exclusion means mechanical means, blowing means by airflow, etc., suction means.
- the supply amount to the first sheet 201 may be changed in the width direction of the first sheet 201.
- the said embodiment demonstrated the case where the granular material S was supplied to the 1st sheet 201 intermittently, the granular material S may be supplied to the 1st sheet 201 continuously. However, if the granular material S is intermittently supplied to the first sheet 201 and a portion not having the granular material S is provided on the first sheet 201, the granular material S is cut by this portion. Spilling from the first sheet 201 through the cut surface can be suppressed. Moreover, it can suppress that the cutter blade used for a cutting
- the specific configuration for supplying the granular material S to the first sheet 201 is not limited to the above.
- the said embodiment demonstrated the case where the 1st sheet
- the first sheet 201 is wrapped by the second sheet 202, it is possible to prevent the powder S from spilling from both end portions in the width direction of the first sheet 201 and the like.
- the second adhesive application device 84 applies an adhesive to both ends in the width direction of the second sheet 202, and the second sheet 202 applied with the adhesive is bent by the folding device 60.
- the case where the second sheet 202 is joined to the first sheet 201 has been described.
- an adhesive is applied to one end in the width direction of the second sheet 202 by the second adhesive application device 84, and the second sheet 202 to which this adhesive is applied is bent.
- the two sheets 202 may be folded and joined at the both ends in the width direction on the first sheet 201 so that the first sheet 201 is wrapped by the second sheet 202.
- the third adhesion is performed between the raising apparatus 30 and the powder supply apparatus 40.
- the adhesive application device is arranged and the adhesive is applied to the surface of the first sheet 201 raised by the raising device 30 by spraying or the like
- the powder S is applied to the surface of the first sheet 201 to which the adhesive is applied. You may supply. In this case, since at least a part of the granular material S is fixed to the first sheet 201 by the adhesive, the movement of the granular material S can be further suppressed.
- the present invention is an apparatus for manufacturing a granular material-containing article containing granular material, and a sheet conveying apparatus that conveys a sheet, in which a predetermined region on the back side thereof is composed of a nonwoven fabric from the surface, along a conveying path;
- a granular material supply device that is provided in the conveying path and supplies the granular material to at least a part of the sheet from the front side of the sheet; and the granular material in the conveying direction of the sheet in the conveying path
- a raising device that raises at least a part of a portion of the sheet to which the granular material is supplied from the front side of the sheet.
- the powder particles can be embedded in the space as described above, when the powder particles are supplied to the sheet, the powder particles can be prevented from rebounding, and the powder particles can be made more efficient. Can be well supplied to the sheet.
- the second sheet is supplied to the surface of the sheet at the position where the powder is supplied to the sheet or at a position downstream of the sheet in the conveyance direction.
- a second sheet supply unit that is provided in the conveyance path, and a position at which the second sheet is supplied to the surface of the sheet by the second sheet supply unit, or a position downstream of the second sheet supply direction.
- the second sheet is supplied to the surface of the sheet to which the powder is supplied, and these are joined, and the powder is trapped by the second sheet, so that the powder is dropped from the surface of the sheet. Can be suppressed.
- a pressing device is provided at a position downstream of the joining device in the transport direction of the sheet in the transport path and presses the sheet and the second sheet in the thickness direction. Is preferred.
- the joining device joins the sheet and the second sheet while being pressed in the thickness direction.
- the joining device can join the two sheets while supplying them to the surface of the sheet and press the sheets together, thereby simplifying the configuration of the entire device.
- the raising device includes one or a plurality of blades that protrude toward the surface of the sheet and abut against the sheet, and the sheet conveying device is configured such that the sheet is relative to the blade.
- the sheet is preferably conveyed so as to move.
- the sheet can be raised with a simple configuration in which the blade provided in the raising apparatus is scratched on the surface of the sheet.
- the raising device moves the blade from the upstream side to the downstream side in the sheet conveying direction so that the moving speed of the blade is smaller than the moving speed of the sheet.
- the relative speed of the surface of the sheet with respect to the blade can be kept small, and the sheet can be more reliably prevented from being damaged when the blade hits the sheet. it can.
- the moving direction of the blade is the same as the conveying direction of the sheet. Therefore, the relative speed of the sheet with respect to the blade can be kept small, and the sheet can be prevented from being excessively caught by the blade.
- the blade moving speed is made larger than the sheet conveying speed, and the sheet is moved in the blade moving direction.
- a configuration is considered in which the sheet is relatively moved from the downstream side toward the upstream side so that the sheet is caught by the downstream portion in the moving direction of the blade. In this case, the blade needs to be moved at a high speed.
- the fiber of the sheet is pushed by the blade so as to be hammered in the conveying direction, so that it is hardly raised.
- the moving speed of the blade is made smaller than the conveying speed of the sheet while the moving direction of the blade is the same as the conveying direction of the sheet. Therefore, since the sheet is appropriately caught on the blade while maintaining the sheet conveyance speed high, the sheet can be raised efficiently.
- the sheet moves relative to the blade from the upstream side to the downstream side in the moving direction of the blade and is caught by the upstream portion of the blade.
- the driving unit drives the blade to rotate along a circular circumferential surface of a cylinder whose center line is a line orthogonal to the sheet conveyance direction and extending in parallel with the surface of the sheet,
- the blade includes a first surface facing an upstream side in the sheet conveyance direction at a position in contact with the sheet, and a second surface facing a downstream side in the sheet conveyance direction at the position, respectively.
- the edge portion of the blade in the radial direction and the portion that scratches the sheet is sharpened toward the radially outer side, so the edge portion of the blade is scratched on the sheet.
- the fibers of the sheet easily escape from the blade when the blade is separated from the sheet. Therefore, the sheet is appropriately raised while appropriately raising the sheet as described above. Can be conveyed.
- the said granular material supply apparatus is equipped with the spraying port which spreads the said granular material from the front side to the said sheet
- the manufacturing apparatus of the said granular material containing article is the opposition facing the said spraying port It is preferable that a suction device that sucks the sheet from the back side is provided in at least a part of a region from the position to a position downstream of the facing position in the sheet conveyance direction.
- the sheet conveying device conveys the sheet obliquely downward with respect to the vertical direction at the facing position.
- the present invention also relates to at least a part of the sheet transported along the transport path, and a transport process for transporting a sheet having a predetermined region on the back side thereof from the front surface along the transport path.
- a powder supply step for supplying the powder from the front side of the sheet, and along the conveyance path at a position upstream of the supply position of the powder in the conveyance direction of the sheet in the conveyance path.
- a method for producing a granular material-containing article including a raising step of raising at least a part of a portion to which the granular material is supplied from the front side of the sheet.
- the powder particles can be embedded in the space as described above, when the powder particles are supplied to the sheet, the powder particles can be prevented from rebounding, and the powder particles can be made more efficient. Can be well supplied to the sheet.
- the second sheet is provided on the surface of the sheet being conveyed along the conveyance path at a position where the granular material is supplied to the sheet or a position further downstream in the conveyance direction of the sheet. It is preferable to include a second sheet supply step for supplying the sheet and a bonding step for bonding the sheet and the second sheet supplied to the surface of the sheet.
- the second sheet is supplied to the surface of the sheet supplied with the powder and the sheets are joined, and the powder is trapped by the second sheet. It can suppress falling off.
- the sheet and the second sheet are joined while being pressed in the thickness direction.
- these sheets can be joined together while supplying the 2nd sheet to the surface of a sheet, and these sheets can be pressed, and a process can be simplified.
- the preparatory process which prepares the sheet
- the short fiber here is a fiber having a fiber length measured by an average fiber length measuring method (Method C) of JIS 1015 of less than 100 mm, more preferably less than 80 mm, and still more preferably less than 70 mm.
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Veterinary Medicine (AREA)
- Epidemiology (AREA)
- Public Health (AREA)
- Textile Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Treatment Of Fiber Materials (AREA)
Abstract
Description
図1は、本発明の第1実施形態に係る粉粒体含有物品の製造装置1(以下、単に製造装置1という)を示した概略図である。図1に示すように、この製造装置1は、第1シート搬送装置(シート搬送装置)10と、第2シート搬送装置20と、起毛装置30と、粉粒体供給装置40と、吸引装置50と、折り曲げ装置60と、圧接装置70と、第1接着剤塗布装置82と、第2接着剤塗布装置84とを備える。
第1シート搬送装置10は、第1シート201を搬送するための装置である。第1シート搬送装置10は、ベルトコンベア18と、複数のガイドロール11,12,13とを備える。第1シート搬送装置10は、ベルトコンベア18がモータ等によって駆動されることで、第1シート201を搬送路L1に沿って図1の矢印Y1の方向に搬送して起毛装置30、粉粒体供給装置40、第2接着剤塗布装置84、折り曲げ接合装置60、圧接装置70に、それぞれこの順で送り込む。
起毛装置30は、第1シート201をその表側から起毛させるための装置である。
粉粒体供給装置40は、第1シート201に第1シート201の表側から粉粒体Sを供給する装置である。
吸引装置50は、ベルトコンベア18上の第1シート201をその裏側から吸引するための装置である。
第1接着剤塗布装置82は、第2シート202に接着剤を塗布する装置である。例えば、第1接着剤塗布装置82は、ホットメルト接着剤を第2シート202に塗布する。第1接着剤塗布装置82は、前記のように第2シート202の搬送路のうちガイドロール21の上流側の位置に配置されており、第1シート201の表面に供給される前の第2シート202の表面に接着剤を塗布する。
圧接装置70は、互いに接合された第1シート201と第2シート202とをこれらの厚み方向に圧接するための装置である。本実施形態では、圧接装置70は一対のローラ72,72を備え、これらローラ72,72の間を第1シート201と第2シート202とが通過することでこれらをその厚み方向に圧接する。
前記のように構成された製造装置1によって粉粒体Sを含有する粉粒体含有物品2を製造する方法は次のようになる。
以上のように、本実施形態に係る製造装置1および前記粉粒体含有物品の製造方法では、粉粒体Sが第1シート201に供給される前に、第1シート201のうちその表面に露出する短繊維シート201bがその表側から起毛される。
前記第1実施形態では、粉粒体散布装置46に第1シート201を搬送する装置として、ベルトコンベア18を用いた場合について説明したが、図6に示すように、ベルトコンベア18に代えて搬送ドラム518を用いてもよい。この場合には、搬送ドラム518の外周面に起毛後の第1シート201を供給し、搬送ドラム518の外周面上で第1シート201に粉粒体Sを供給するとともに、搬送ドラム518の外周面上でガイドロール21により第1シート201に第2シート202を供給する。そして、ガイドロール21と搬送ドラム518との間で、第1接着剤塗布装置82により接着剤が塗布された第2シート202と第1シート201とをこれらの厚み方向に圧接しつつ互いに接合する。また、搬送ドラム518の外周面に空気穴を形成し、この空気穴と吸引装置50とを連通させて、これら空気穴を介して第1シート201をその裏側から吸引すればよい。
前記第1実施形態では、第2シート202を第1シート201の表面に供給する第2シート搬送装置20のガイドロール21を、散布口48cと対向する位置よりも下流側、すなわち、第1シート201に粉粒体Sが供給される位置よりも下流側(第1シート201の搬送方向Y1について)に配置した場合について説明したが、これに代えて、図7および図7の一部を拡大して示した図8のように配置してもよい。
ここで、粉粒体Sとして、単一の吸収性を備えたSAPを用いてもよいが、吸液性の高いSAPと、吸収速度が速いSAPとを混ぜたものを用いてもよい。例えば図1に示す粉粒体貯留装置42の一方のタンク42aに吸液性の高いSAPを収容し、他方のタンク42bに吸収速度が速いSAPを収容して、両タンク42a、42bから所定の比率でそれぞれSAPを供給することなどが考えられる。
2 粉粒体含有物品
10 第1シート搬送装置(シート搬送装置)
20 第2シート搬送装置
21 ガイドロール(第2シート供給部、接合装置)
30 起毛装置
40 粉粒体供給装置
60 接合装置
70 圧接装置
201 第1シート(シート)
202 第2シート
S 粉粒体
Claims (14)
- 粉粒体を含有する粉粒体含有物品の製造装置であって、
表面からその裏側の所定領域が不織布で構成されたシートを搬送路に沿って搬送するシート搬送装置と、
前記搬送路に設けられて、前記シートの少なくとも一部に当該シートの表側から前記粉粒体を供給する粉粒体供給装置と、
前記搬送路のうち前記シートの搬送方向において前記粉粒体の供給位置よりも上流側の位置に設けられて、前記シートのうち前記粉粒体が供給される部分の少なくとも一部を当該シートの表側から起毛させる起毛装置とを備えることを特徴とする粉粒体含有物品の製造装置。 - 請求項1に記載の粉粒体含有物品の製造装置であって、
前記搬送路に設けられて、前記シートに前記粉粒体が供給される位置またはこれよりも前記シートの搬送方向の下流側の位置において、前記シートの表面に第2シートを供給する第2シート供給部と、
前記搬送路に設けられて、前記第2シート供給部により前記シートの表面に前記第2シートが供給される位置またはこれよりも前記シートの搬送方向の下流側の位置において、前記シートと前記第2シートとを接合する接合装置とを備えることを特徴とする粉粒体含有物品の製造装置。 - 請求項2に記載の粉粒体含有物品の製造装置において、
前記搬送路のうち前記シートの搬送方向において前記接合装置よりも下流側の位置に設けられて、前記シートと前記第2シートとをこれらの厚み方向に圧接する圧接装置を備えることを特徴とする粉粒体含有物品の製造装置。 - 請求項2または3に記載の粉粒体含有物品の製造装置において、
前記接合装置は、前記シートと前記第2シートとをこれらの厚み方向に圧接しつつ接合することを特徴とする粉粒体含有物品の製造装置。 - 請求項1~4のいずれかに記載の粉粒体含有物品の製造装置において、
前記起毛装置は、前記シートの表面に向かって突出して当該シートに当接する1または複数の刃を備え、
前記シート搬送装置は、前記シートが前記刃に対して相対的に移動するように、前記シートを搬送することを特徴とする粉粒体含有物品の製造装置。 - 請求項5に記載の粉粒体含有物品の製造装置において、
前記起毛装置は、前記刃の移動速度が前記シートの移動速度よりも小さくなるように、前記シートの搬送方向の上流側から下流側に向かって前記刃を移動させる駆動部を備えることを特徴とする粉粒体含有物品の製造装置。 - 請求項6に記載の粉粒体含有物品の製造装置において、
前記駆動部は、前記刃を前記シートの搬送方向と直交し且つ当該シートの表面と平行に延びる線を中心線とする円柱の円周面に沿って回転駆動させ、
前記刃は、前記シートと当接する位置において当該シートの搬送方向の上流側を向く第1面と、前記位置において前記シートの搬送方向の下流側を向く第2面とをそれぞれ備え、
前記第1面は、前記円柱の径方向に延びる形状を有し、
前記第2面は、前記第1面の前記円柱の径方向の外側の端部から前記刃の移動方向の下流側かつ前記円柱の径方向内側に延びる形状を有することを特徴とする粉粒体含有物品の製造装置。 - 請求項1~7のいずれかに記載の粉粒体含有物品の製造装置であって、
前記粉粒体供給装置は、前記シートにその表側から前記粉粒体を散布する散布口を備え、
前記粉粒体含有物品の製造装置は、前記散布口に対向する対向位置から、当該対向位置よりも前記シートの搬送方向における下流側の位置までの領域の少なくとも一部において、前記シートをその裏側から吸引する吸引装置を備えることを特徴とする粉粒体含有物品の製造装置。 - 請求項8に記載の粉粒体含有物品の製造装置であって、
前記シート搬送装置は、前記対向位置において前記シートを鉛直方向に対して斜め下向きに搬送することを特徴とする粉粒体含有物品の製造装置。 - 粉粒体を含有する粉粒体含有物品を製造する方法であって、
表面からその裏側の所定領域が不織布で構成されたシートを搬送路に沿って搬送する搬送工程と、
前記搬送路に沿って搬送されている前記シートの少なくとも一部に当該シートの表側から前記粉粒体を供給する粉粒体供給工程と、
前記搬送路のうち前記シートの搬送方向において前記粉粒体の供給位置よりも上流側の位置において、前記搬送路に沿って搬送されている前記シートのうち前記粉粒体が供給される部分の少なくとも一部を当該シートの表側から起毛させる起毛工程とを含む粉粒体含有物品の製造方法。 - 請求項10に記載の粉粒体含有物品の製造方法であって、
前記シートに前記粉粒体が供給される位置またはこれよりも前記シートの搬送方向の下流側の位置において、前記搬送路に沿って搬送されている前記シートの表面に第2シートを供給する第2シート供給工程と、
前記シートと当該シートの表面に供給された前記第2シートとを接合する接合工程とを備えることを特徴とする粉粒体含有物品の製造方法。 - 請求項11に記載の粉粒体含有物品の製造方法であって、
前記搬送路に沿って搬送されている前記シートと当該シートに接合された前記第2シートとをこれらの厚み方向に圧接する圧接工程を含む粉粒体含有物品の製造方法。 - 請求項11または12に記載の粉粒体含有物品の製造方法であって、
前記接合工程では、前記シートと前記第2シートとをこれらの厚み方向に圧接しつつ接合することを特徴とする粉粒体含有物品の製造方法。 - 請求項10~13のいずれかに記載の粉粒体含有物品の製造方法であって、
前記搬送工程の前に実施されて、前記起毛工程にて起毛される部分が短繊維で構成された不織布からなるシートを準備する準備工程を備えることを特徴とする粉粒体含有物品の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201780008320.3A CN108699747B (zh) | 2016-01-27 | 2017-01-25 | 含颗粒体物品的制造装置以及含颗粒体物品的制造方法 |
| EP17744244.9A EP3396040B1 (en) | 2016-01-27 | 2017-01-25 | Device for manufacturing particulate-containing article and method for manufacturing particulate-containing article |
| US16/073,065 US10912681B2 (en) | 2016-01-27 | 2017-01-25 | Device for manufacturing particulate-containing article and method for manufacturing particulate-containing article |
| JP2017564301A JP6654650B2 (ja) | 2016-01-27 | 2017-01-25 | 粉粒体含有物品の製造装置および粉粒体含有物品の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016013155 | 2016-01-27 | ||
| JP2016-013155 | 2016-01-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017131014A1 true WO2017131014A1 (ja) | 2017-08-03 |
Family
ID=59399114
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/002499 WO2017131014A1 (ja) | 2016-01-27 | 2017-01-25 | 粉粒体含有物品の製造装置および粉粒体含有物品の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10912681B2 (ja) |
| EP (1) | EP3396040B1 (ja) |
| JP (1) | JP6654650B2 (ja) |
| CN (1) | CN108699747B (ja) |
| WO (1) | WO2017131014A1 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019042038A (ja) * | 2017-08-31 | 2019-03-22 | 日本製紙クレシア株式会社 | 高吸収性シート及び該高吸収性シートを備える吸収性物品 |
| JP2019092651A (ja) * | 2017-11-20 | 2019-06-20 | 日本製紙クレシア株式会社 | 吸収性物品及び吸収性物品の製造方法 |
| US20190290505A1 (en) * | 2018-03-22 | 2019-09-26 | Eugenio Varona | Disposable absorbent article and absorbent core composite or construction for incorporation therewith, components therefor or thereof, and systems, apparatus and methods of making the same |
| WO2020262274A1 (ja) | 2019-06-26 | 2020-12-30 | 株式会社瑞光 | 吸収性物品 |
| WO2021002420A1 (ja) * | 2019-07-03 | 2021-01-07 | 株式会社瑞光 | 吸収体の製造方法及び吸収性物品 |
| WO2021002095A1 (ja) | 2019-07-03 | 2021-01-07 | 株式会社瑞光 | 吸収性物品の吸収体の製造方法及び吸収性物品 |
| JPWO2021015001A1 (ja) * | 2019-07-23 | 2021-01-28 | ||
| WO2022118506A1 (ja) | 2020-12-01 | 2022-06-09 | 株式会社瑞光 | 着用物品の製造方法 |
| WO2022118505A1 (ja) | 2020-12-01 | 2022-06-09 | 株式会社瑞光 | 着用物品 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111376500A (zh) * | 2018-12-29 | 2020-07-07 | 浙江华江科技股份有限公司 | 一种高效低污染的gmt撒粉装置及其使用方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11318791A (ja) * | 1998-05-18 | 1999-11-24 | Uni Charm Corp | 起毛させた拭き取りシート及びその製造方法並びにこの拭き取りシートを用いた清掃用物品 |
| JP2002001851A (ja) * | 2000-06-19 | 2002-01-08 | Nippon Kyushutai Gijutsu Kenkyusho:Kk | シート状高吸水性複合体の製造方法 |
| JP2013005880A (ja) * | 2011-06-23 | 2013-01-10 | Kao Corp | 吸収体及びそれを用いた吸収性物品 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4340556A (en) * | 1980-12-05 | 1982-07-20 | Personal Products Company | Production of fibrous sliver having particulate matter distributed therethrough |
| US20040204697A1 (en) * | 2003-04-11 | 2004-10-14 | Litvay John D. | Absorbent articles containing absorbent cores having at least one outer layer containing microwells |
| DE602004026566D1 (de) * | 2004-07-28 | 2010-05-27 | Procter & Gamble | Indirekter Druck von AMG |
| JP4519620B2 (ja) * | 2004-11-29 | 2010-08-04 | 大王製紙株式会社 | トウの加工設備 |
| CN101180023B (zh) * | 2005-03-23 | 2011-01-12 | 花王株式会社 | 吸收性物品 |
| JP3871698B2 (ja) * | 2005-03-24 | 2007-01-24 | 花王株式会社 | 吸収性物品 |
| CN101974829A (zh) * | 2010-08-27 | 2011-02-16 | 山东俊富非织造材料有限公司 | 物理改性非织造布及其制造方法 |
| JP6099030B2 (ja) * | 2011-06-23 | 2017-03-22 | 花王株式会社 | 吸収性物品 |
| JP2013150946A (ja) * | 2012-01-24 | 2013-08-08 | Tatsumo Kk | ウエブ塗布装置 |
| WO2013157533A1 (ja) * | 2012-04-19 | 2013-10-24 | 株式会社瑞光 | 使い捨て着用物品の製造方法および製造装置 |
| BR112015013092B1 (pt) | 2012-12-25 | 2022-03-29 | Zuiko Corporation | Método e dispositivo para alimentar um pó granular a partir de um funil de alimentação |
-
2017
- 2017-01-25 EP EP17744244.9A patent/EP3396040B1/en active Active
- 2017-01-25 WO PCT/JP2017/002499 patent/WO2017131014A1/ja active Application Filing
- 2017-01-25 CN CN201780008320.3A patent/CN108699747B/zh active Active
- 2017-01-25 JP JP2017564301A patent/JP6654650B2/ja active Active
- 2017-01-25 US US16/073,065 patent/US10912681B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11318791A (ja) * | 1998-05-18 | 1999-11-24 | Uni Charm Corp | 起毛させた拭き取りシート及びその製造方法並びにこの拭き取りシートを用いた清掃用物品 |
| JP2002001851A (ja) * | 2000-06-19 | 2002-01-08 | Nippon Kyushutai Gijutsu Kenkyusho:Kk | シート状高吸水性複合体の製造方法 |
| JP2013005880A (ja) * | 2011-06-23 | 2013-01-10 | Kao Corp | 吸収体及びそれを用いた吸収性物品 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3396040A4 * |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019042038A (ja) * | 2017-08-31 | 2019-03-22 | 日本製紙クレシア株式会社 | 高吸収性シート及び該高吸収性シートを備える吸収性物品 |
| JP7024156B2 (ja) | 2017-11-20 | 2022-02-24 | 日本製紙クレシア株式会社 | 吸収性物品及び吸収性物品の製造方法 |
| JP2019092651A (ja) * | 2017-11-20 | 2019-06-20 | 日本製紙クレシア株式会社 | 吸収性物品及び吸収性物品の製造方法 |
| US20190290505A1 (en) * | 2018-03-22 | 2019-09-26 | Eugenio Varona | Disposable absorbent article and absorbent core composite or construction for incorporation therewith, components therefor or thereof, and systems, apparatus and methods of making the same |
| US11839533B2 (en) * | 2018-03-22 | 2023-12-12 | Dsg Technology Holdings Ltd. | Disposable absorbent article and absorbent core composite or construction for incorporation therewith, components therefor or thereof, and systems, apparatus and methods of making the same |
| WO2020262274A1 (ja) | 2019-06-26 | 2020-12-30 | 株式会社瑞光 | 吸収性物品 |
| JPWO2020262274A1 (ja) * | 2019-06-26 | 2020-12-30 | ||
| JP7346567B2 (ja) | 2019-06-26 | 2023-09-19 | 株式会社瑞光 | 吸収性物品 |
| EP3995118A4 (en) * | 2019-07-03 | 2022-08-31 | Zuiko Corporation | METHOD FOR PRODUCTION OF ABSORBENT BODY FOR ABSORBENT ARTICLE, AND ABSORBENT ARTICLE |
| WO2021002095A1 (ja) | 2019-07-03 | 2021-01-07 | 株式会社瑞光 | 吸収性物品の吸収体の製造方法及び吸収性物品 |
| WO2021002420A1 (ja) * | 2019-07-03 | 2021-01-07 | 株式会社瑞光 | 吸収体の製造方法及び吸収性物品 |
| JP7486486B2 (ja) | 2019-07-03 | 2024-05-17 | 株式会社瑞光 | 吸収体の製造方法及び吸収性物品 |
| US12097100B2 (en) | 2019-07-03 | 2024-09-24 | Zuiko Corporation | Method for producing absorbent body |
| WO2021015001A1 (ja) | 2019-07-23 | 2021-01-28 | 株式会社瑞光 | 吸収体の製造装置および製造方法 |
| JPWO2021015001A1 (ja) * | 2019-07-23 | 2021-01-28 | ||
| JP7266773B2 (ja) | 2019-07-23 | 2023-05-01 | 株式会社瑞光 | 吸収体の製造装置および製造方法 |
| WO2022118506A1 (ja) | 2020-12-01 | 2022-06-09 | 株式会社瑞光 | 着用物品の製造方法 |
| WO2022118505A1 (ja) | 2020-12-01 | 2022-06-09 | 株式会社瑞光 | 着用物品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6654650B2 (ja) | 2020-02-26 |
| EP3396040B1 (en) | 2022-12-14 |
| US10912681B2 (en) | 2021-02-09 |
| CN108699747B (zh) | 2021-03-02 |
| US20190029890A1 (en) | 2019-01-31 |
| CN108699747A (zh) | 2018-10-23 |
| EP3396040A4 (en) | 2019-01-02 |
| JPWO2017131014A1 (ja) | 2018-11-01 |
| EP3396040A1 (en) | 2018-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017131014A1 (ja) | 粉粒体含有物品の製造装置および粉粒体含有物品の製造方法 | |
| JP7292473B2 (ja) | 吸収性パッドを形成するための装置および方法 | |
| JP5210565B2 (ja) | 吸収性物品 | |
| JP5383553B2 (ja) | 吸収体製造装置 | |
| JP6403755B2 (ja) | 吸収性衛生用品およびその用品の製造用機械 | |
| JP6180215B2 (ja) | 吸収性物品の製造装置 | |
| JP5114081B2 (ja) | 吸収性物品、及び、吸収性物品の製造方法 | |
| JP2004141628A (ja) | 吸収性物品の製造装置 | |
| JP5953288B2 (ja) | 吸収性物品に係る吸収体の製造装置、及び製造方法 | |
| TW201315448A (zh) | 粒子供給裝置及片材元件製造裝置 | |
| JP7166257B2 (ja) | 吸収体の製造方法、吸収体の製造装置及び吸収体 | |
| CN104981225A (zh) | 吸收性物品的制造装置和吸收性物品的制造方法 | |
| JP6965082B2 (ja) | 吸収体の製造方法 | |
| JP6952560B2 (ja) | 吸収体の製造方法 | |
| JP5068140B2 (ja) | 粉粒体の撒布方法および装置 | |
| JP6227310B2 (ja) | 吸収性物品の製造装置および製造方法 | |
| JP6573995B2 (ja) | 粉粒体供給方法、これを用いた粉粒体含有物品の製造方法、粉粒体供給装置およびこれを有する粉粒体含有物品の製造装置 | |
| WO2015056533A1 (ja) | 吸収性物品に係るシート状部材の製造装置、及び製造方法 | |
| KR101522067B1 (ko) | 흡수성 물품의 제조 장치 및 흡수성 물품의 제조 방법 | |
| JP6220811B2 (ja) | 吸収性物品に係るシート状部材の製造装置、及び製造方法 | |
| JP4884194B2 (ja) | 吸収体の製造装置及び製造方法 | |
| JP7320484B2 (ja) | 吸収体の製造方法 | |
| JP7402079B2 (ja) | 複合シートの製造方法及び製造装置 | |
| TWI698229B (zh) | 吸收體之製造方法以及吸收體之製造裝置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17744244 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017564301 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017744244 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2017744244 Country of ref document: EP Effective date: 20180727 |