WO2015060154A1 - 機械加工装置及び被加工物の機械加工方法 - Google Patents
機械加工装置及び被加工物の機械加工方法 Download PDFInfo
- Publication number
- WO2015060154A1 WO2015060154A1 PCT/JP2014/077295 JP2014077295W WO2015060154A1 WO 2015060154 A1 WO2015060154 A1 WO 2015060154A1 JP 2014077295 W JP2014077295 W JP 2014077295W WO 2015060154 A1 WO2015060154 A1 WO 2015060154A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- machining
- waste
- workpiece
- machine tool
- air
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/0042—Devices for removing chips
- B23Q11/006—Devices for removing chips by sucking and blowing simultaneously
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C3/00—Milling particular work; Special milling operations; Machines therefor
- B23C3/28—Grooving workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/08—Protective coverings for parts of machine tools; Splash guards
- B23Q11/0816—Foldable coverings, e.g. bellows
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2215/00—Details of workpieces
- B23C2215/08—Automotive parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2220/00—Details of milling processes
- B23C2220/64—Using an endmill, i.e. a shaft milling cutter, to generate profile of a crankshaft or camshaft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2230/00—Details of chip evacuation
- B23C2230/08—Using suction
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Abstract
Description
より具体的には、図9に示すように、かかるエアバッグティアライン形成装置200は、ティアライン220aを形成する表皮220をセットするティアライン形成受台と、ティアライン220aを形成するための、スピンドル209を含む切削工具210と、当該切削工具210を、摺動機構206を介して、所定距離(0.5~3mm)を往復運動させるためのソレノイド208を含む上下動プレート207と、当該上下動プレート207を直交3軸方向に移動可能とする加工ブロック205と、を備えている。
より具体的には、図10に示すように、複数の蛇腹部502b、502dを有するとともに、チッピングハンマー510のハンマー510bを囲繞し、空気の吸引によって負圧となる筒状のカバー部502と、当該カバー部502の内部を吸引し、集塵するための吸気管部503が、複数の蛇腹部502b、502dの間に接続してあることを特徴とする集塵アタッチメント501である。
より具体的には、廃棄物回収装置が、廃棄物を、空気流を用いて移送する移送経路と、移送経路の途中に設けられ、廃棄物に対して、所定量の水分を供給することによって、帯電防止処理する水分供給装置と、帯電防止処理された状態の廃棄物を分別処理するサイクロンと、サイクロンによって、分別処理された廃棄物を回収する回収タンクと、を備えることを特徴とする廃棄物回収装置を備えた機械加工装置である。
また、特許文献1に記載されたエアバッグティアライン形成装置200は、切削工具について、所定距離(0.5~3mm程度)を往復運動させるためのソレノイド208が設けてあることから、線状カット部を間欠的に設けることはできても、連続的に形成することは、所要時間が長くなって、製造コストが高くなるという問題が見られた。
特に、冬場の乾燥時期においては、発生した大量の粉塵が、静電気によって、サイクロンや回収タンク等の内壁に付着してしまい、外部に効率的に取り出すことが困難であった。
その上、ハンマー510bを囲繞する筒状のカバー部502の全体が、ゴム製の蛇腹部502b、502dを有しており、上下方向のみならず、横方向にも弾性変形しやすいことから、ハンマー510bと接触しやすく、その結果、精度良く、機械加工処理を行うことが困難であるという問題も見られた。
そのため、機械加工装置を長期間、しかも、環境温度が40℃、より顕著には、50℃を超えるような温度条件下で、高速駆動させたような場合、機械工具が劣化しやすくなるという問題が見られた。
また、機械工具が劣化すると、被加工物に対する加工精度が著しく低下するなどの問題も見られた。
その上、平均粒径が100μm未満、より顕著には、0.1~10μm未満の微細粒になると、機械加工の種類によっては、被加工物に残留しやすくなり、加工深さに関する測定誤差が生じる要因となっていた。
すなわち、本発明は、機械加工装置における機械工具が長寿命であって、かつ、被加工物に対する加工精度や測定精度が高い機械加工装置、及びそれを用いた被加工物の機械加工方法を提供することを目的とする。
すなわち、本発明の機械加工装置によれば、エアー吹出装置のエアー吹出口から吹き付けられるエアー(高速エアー)によって、所定の機械加工を行った場合に、機械工具において発生するジュール熱を効率的に除去することができる。
その結果、長期間、しかも、環境温度が40℃を超えるような温度条件下で、高速駆動させたような場合であっても、機械工具の寿命が低下せず、優れた機械加工精度を維持することができる。
また、エアー吹出装置のエアー吹出口から吹き付けられる高速エアーによって、所定の機械加工された箇所に残存する廃棄物、特に、微細な100μm以下の廃棄物(異物)であっても吹き飛ばすことができ、センサによる厚さ測定等の精度を著しく高めることができ、その上、サイクロン等を用いた回収効率も高めることができる。
また、筒状物の側面において、当該筒状物の中心線(機械工具の中心線M2と一致)に対して、移送経路と、エアー吹出装置と、が実質的な対称位置(例えば、筒状物の中心線に対して、上方から眺めた場合に、180°±30°の範囲を意味する、以下、同様である。)で設けてあることから、これらと、機械工具の動作とが干渉するおそれが少なくなり、高速の機械加工が可能である。
さらに、筒状物の先端部に、所定の機械加工中、被加工物と隙間なく接触する飛散防止部材が設けてあることから、廃棄物が所望箇所から外部に飛び出すことを防止でき、その上、筒状物の内部の圧力を負圧とするのに寄与することができる。
このように高さ位置を考慮して構成すると、エアー吹出口から吹き付けられる高速エアーによって、所定の機械加工された箇所に残存する廃棄物を、上方に吹き飛ばすことができるとともに、それを、移送経路にてより効率的に吸引することができる。
このようにエアーの圧力を考慮して構成すると、高速エアーによる機械工具の冷却効果や、所定の機械加工された箇所に残存する廃棄物の除去性を、それぞれ著しく高めることができる。
このようにエアーの吹出口を考慮して構成すると、高速エアーによる機械工具の冷却効果や、所定の機械加工された箇所に残存する廃棄物の除去性を、それぞれ著しく高めることができる。
さらに言えば、被加工物の形態によらず、高速エアーによる機械工具の冷却効果や、所定の機械加工された箇所に残存する廃棄物の除去性を、それぞれ著しく高めることができる。
このように筒状物および移送経路の構成材料を考慮して構成すると、全体として、軽量であって、帯電性が少なく、その上、加工性に優れた機械加工装置を提供することができる。
このように飛散防止部材の構成材料を考慮して構成すると、飛散防止部材における摩擦帯電を有効に防止することができ、微細な廃棄物が、飛散防止部材の内面に付着しやすいという現象を有効に防止することができる。
このように駆動装置としてのロボットアームや、所定のセンサ(光学式センサ等)を設けて構成すると、機械加工装置の取り扱い性が著しく向上し、高速でありながら、精度良く、所定の機械加工処理を行うことができる。
(1)機械加工装置を用いて、エアー吹出装置のエアー吹出口より、機械工具の少なくとも先端部にエアーを吹き付けるとともに、廃棄物を、吸引経路で吸引除去しながら、被加工物を機械加工処理する工程
(2)センサによって、機械工具による被加工物における処理深さを測定する工程
すなわち、本発明の被加工物の機械加工方法によれば、エアー吹出装置のエアー吹出口から吹き付けられるエアー(高速エアー)によって、所定の機械加工を行った場合に、機械工具において発生するジュール熱を効率的に除去することができる。
その結果、長期間、しかも、環境温度が40℃を超えるような温度条件下で、高速駆動させたような場合であっても、機械工具の寿命が低下せず、優れた機械加工精度を維持することができる。
また、エアー吹出装置のエアー吹出口から吹き付けられる高速エアーによって、所定の機械加工された箇所に残存する廃棄物、特に、微細な100μm以下の廃棄物(異物)であっても吹き飛ばすことができ、センサによる厚さ測定等の精度を著しく高めることができ、その上、サイクロン等を用いた回収効率も高めることができる。
また、筒状物の側面において、当該筒状物の中心位置(機械工具の中心線M2と一致)に対して、移送経路と、エアー吹出装置と、が対称位置に設けてあることから、これらと、機械工具の動作とが干渉するおそれが少なくなり、高速の機械加工が可能である。
さらに、筒状物の先端部に、所定の機械加工中、被加工物と隙間なく接触する飛散防止部材が設けてあることから、廃棄物が所望箇所から外部に飛び出すことを防止でき、その上、筒状物の内部の圧力を負圧とするのに寄与することができる。
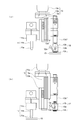
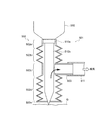
第1の実施形態は、図1に例示するように、筒状物12bの内部に収容された機械工具12aにより、被加工物15に対して、所定の機械加工を実施する機械加工装置12であって、筒状物12bの先端部に、所定の機械加工中、被加工物15と隙間なく接触する飛散防止部材12cが設けてあり、筒状物12bの側面に、所定の機械加工によって産出された、被加工物15の廃棄物を吸引する移送経路14が設けてあり、かつ、移送経路14が設けてある筒状物12bの側面における対称位置に、機械工具12の少なくとも先端部にエアーを吹き付けるためのエアー吹出装置12eが設けてあることを特徴とする機械加工装置12である。
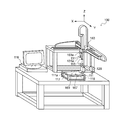
そして、図3に、機械加工装置12と、それに連結された廃棄物回収装置10と、の関係をさらに示すが、図中、記号Aが、所定の加工処理を行うための機械処理部、記号Bが、廃棄物に対して、所定の帯電処理を行うための帯電処理部、記号Cが、廃棄物を回収するための回収部をそれぞれ示している。
以下、機械処理部Aに設けてある機械加工装置として、主に、自動車用内装部材(エアバッグドア部材)に対して、エアバッグ破断溝(ティアライン)を形成するためのエアバッグ破断溝形成用装置を想定した場合を例にとって、第1の実施形態の機械加工装置を説明する。
(1)種類
図1あるいは図3に例示する機械加工装置(機械工具を含む)12の種類としては、所定の機械加工処理を行うことによって、廃棄物を発生させる構成であれば、特に制限されるものではないが、例えば、切削装置、研磨装置、切断装置、穿孔装置等の少なくとも一種、あるいは、これらの機械加工装置と、他の機械装置としての検査装置、蒸着装置、塗装装置、加熱装置等との組み合わせであっても良い。
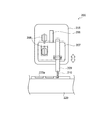
したがって、例えば、機械加工装置がエアバッグ破断溝形成装置である場合、図4(a)~(b)に示すように、切削装置としてのエンドミル12と、切断装置としての超音波カッター11と、をそれぞれ設けることによって、被加工物の種類や使用目的等に応じて、両方あるいはいずれか一方を使用することができる。
したがって、位置制御装置13等に連なるシリンダー12dによって、エンドミル12が、所定位置より下方位置まで下降可能に構成されており、被加工物15に対して、エアバッグ破断溝を連続的に形成する加工状態とすることができる。
そして、かかる位置制御装置13を介して、エンドミル12の反対側に設けてある超音波カッター11については、所定位置より上方位置に移動可能に構成されており、エンドミル12の動作を阻害しないように構成されている。
なお、超音波カッター11は、先端部11aと、軸部11bと、超音波振動装置11cとを含んで、構成されている。
そして、位置制御装置13を介して、超音波カッター11が設けてある側の反対側に設けてあるエンドミル12については、所定位置より上方位置に上昇されており、超音波カッター11の動作を阻害しないように構成されている。
すなわち、図5(a)に示すように、エアバッグドア部材40が、ポリプロピレン樹脂(硬質ポリプロピレン樹脂)やABS樹脂等からなる単層構造の基材15を含む場合、当該基材15に対して、切削装置(エンドミル)のみを用いて、実質的に連続線からなるエアバッグ破断溝15eを形成しながら、発生する廃棄物を吸引除去することができる。
よって、このようにエンドミルによって、上下動させる回数を極端に少なくし、連続線を形成する場合であっても、エアバッグ破断溝を迅速に、かつ精度良く形成することができる。
その結果、図5(a)に示されるように、エアバッグ15cと、複数の突起物15a、15bによって形成されるエアバッグ収容部15eと、破断溝15dの深さに関して、所定厚さ(t1)を有する基材15と、を備えてなるエアバッグドア部材40を、極めて安価かつ効率的に製造することができる。
そして、本願発明によれば、筒状物に対して、飛散防止部材と、移送経路と、を設けるとともに、移送経路が設けてある筒状物の側面の実質的な対称位置に、機械工具を冷却するためのエアー吹出装置を設けることにより、機械加工装置を長期間、しかも、環境温度が40℃を超えるような温度条件下で、高速駆動させたような場合であっても、機械工具が劣化せず、優れた機械加工精度や、センサによる良好な測定精度を維持することができる。
(2)-1 基本的態様
また、機械加工装置が、エアバッグ破断溝形成装置である場合、基本的態様として、図6に示すように、かかるエアバッグ破断溝形成装置100は、自動車用内装部材(エアバッグドア部材)が載置される支持台111を備えている。
そして、この支持台111上に載置された自動車用内装部材に対して一次破断線(例えば、所定幅および所定深さを有する破断溝)を形成するための一次破断線形成手段131と、二次破断線(例えば、所定深さを有するスリット線)を形成するための二次破断線形成手段133と、が設けてある。
さらに、エアバッグ破断溝形成装置100は、各種一次破断線形成手段および二次破断線形成手段の位置合わせや加工処理動作、さらには、検知動作等を精度良く行うための制御部(コンピュータ制御部)116を含んでいる。
但し、エアバッグドア部材の態様によっては、上述したように、一次破断線形成手段及び二次破断線形成手段のいずれか一方であってもよく、あるいは、一次破断線形成手段及び二次破断線形成手段の両方のほかに、さらに三次破断線形成手段を設けても良い。
また、エアバッグ破断溝形成装置100は、エアバッグ破断溝を形成する際に、自動車用内装部材が載置され、固定される支持台111を備えている。
そして、この支持台111の載置面111aには、複数の吸引孔117が設けられるとともに、載置面111a上に載置される自動車用内装部材を、当該吸引孔117を介して吸引固定するための吸引装置118が備えられている。
かかる吸引装置118としては、例えば真空ポンプ等を使用することができる。このような吸引装置118を備えることにより、複雑な形状の自動車用内装部材や大型の自動車用内装部材であっても支持台111の上に容易に固定させることができる。
したがって、エアバッグ破断溝を形成する際の自動車用内装部材の位置ずれやエアバッグ破断溝の残部の厚さのばらつきを防いで、エアバッグ破断溝を精度良く形成することができる。
さらに、真空ポンプ等であれば、機械的固定手段と異なり、吸引装置118の作動のオンオフによって自動車用内装部材の固定の有無を容易に切換えることができ、迅速に作業を行うことができる。
また、図1に示すように、破断線形成手段として、少なくとも一つの機械工具12aを設けることを特徴とする。
このような機械工具としては、例えば、エンドミル、熱溶融刃、超音波カッター、レーザーカッター等の少なくとも一つを好適に使用することができる。
すなわち、これらの機械工具であれば、長時間使用等に寄って、高温になったとしても、エアー吹出装置のエアー吹出口から吹き付けられるエアー(高速エアー)によって、ジュール熱を効率的に除去することができるためである。
その結果、長期間、しかも、環境温度が40℃を超えるような温度条件下で、高速駆動させたような場合であっても、機械工具の寿命が低下せず、優れた機械加工精度を維持することができることになる。
また、これらの機械工具であれば、エアー吹出装置のエアー吹出口から吹き付けられる高速エアーによって、所定の機械加工された箇所に残存する廃棄物、特に、微細な100μm以下の廃棄物(異物)であっても吹き飛ばすことができる。
したがって、センサによる厚さ測定等の精度を著しく高めることができ、その上、サイクロン等を用いた回収効率も高めることができる。
ここで、一次破断線形成手段131は、被加工物が、図5(a)に示すように、硬質の被加工物15のみからなる車両用内装部材(エアバッグドア部)の場合には、所定厚さ(t2)を有する被加工物15の裏側から、一部を切削するものの、表面側までは至らない所定厚さ(t1)のエアバッグ破断線15dを形成するための加工手段(一次破断線形成手段)となる。
かかる被加工物15の所定厚さ(t2)は、通常、1.0~2.5mmの範囲であり、表面側までは至らない残った被加工物の所定厚さ(t1)は、通常、0.1~0.8mmの範囲内の値であるが、0.2~0.7mmの範囲内の値とすることがより好ましく、0.3~0.6mmの範囲内の値とすることがさらに好ましい。
かかる表面側までは至らない残った表皮の所定厚さ(t3)は、通常、0.1~0.8mmの範囲であるが、0.2~0.7mmの範囲内の値とすることがより好ましく、0.3~0.6mmの範囲内の値とすることがさらに好ましい。
そして、このような一次破断線形成手段としては、エンドミル、熱溶融刃、超音波カッター、レーザーカッター等を好適に使用することができる。
したがって、二次破断線形成手段133に含まれる機械工具(超音波カッター等)113は、全体として細長い板状に形成されており、一次破断線形成手段131に含まれる機械工具(エンドミル等)によって形成された一次破断線の内部に進入できるようにされている。
したがって、一次破断線を形成する際には、移動制御ロボット163が動作して、一次破断線形成手段133によって硬質基材15´を切断できる状態に位置きめしつつ、所定の切断動作を行う。
次いで、二次破断線を形成する際には、二次破断線形成手段133によって表皮15´fを切断できる状態において、所定の切断動作を行う。
また、図1に示すように、加工刃の冷却手段として、所定のエアー吹出装置12eが、所定場所に設けてあることを特徴とする。
この理由は、エアー吹出装置12eのエアー吹出口12fから吹き付けられるエアーB(高速エアー)によって、機械工具において発生するジュール熱を効率的に除去することができるためである。
その結果、長期間、しかも、環境温度が40℃を超えるような温度条件下で、高速駆動させたような場合であっても、冷却効果が発揮され、機械工具の寿命が低下せず、優れた機械加工精度を維持することができる。
また、エアー吹出装置12eのエアー吹出口12fから吹き付けられるエアーBによって、所定の機械加工された箇所に残存する廃棄物、特に、微細な100μm以下の廃棄物(異物)であっても吹き飛ばすことができる。
したがって、レーザー変位計等による加工箇所の厚さや幅の測定精度を著しく高めることができ、その上、微細な廃棄物も含めてサイクロン等を用いて回収できるため、回収効率をさらに高めることもできる。
この理由は、かかるエアーの圧力の範囲であれば、高速エアーによる機械工具の冷却効果や、所定の機械加工された箇所に残存する廃棄物の除去性を、それぞれ著しく高めることができるためである。
より具体的には、エアーの圧力が500kPa未満の値になると、機械工具の冷却効果が不十分となりやすいためである。
一方、エアーの圧力が50000kPaを超えた値になると、筒状物12bの内部圧力が過度になって、移送経路14による廃棄物を、矢印Aの方向へと移動させる回収率が低下したり、機械加工中に、被加工物15と、飛散防止部材12cとの間の密着性が低下し、そこから外部にエアーや微細な廃棄物が漏れやすくなったりする場合があるためである。
したがって、エアー吹出口12fにおけるエアーの圧力を800~30000kPaの範囲内の値とすることがより好ましく、1000~15000kPaの範囲内の値とすることがさらに好ましい。
この理由は、このようにエアー吹出装置12eの形態を考慮すると、環境条件や被加工物15の形態が変化したような場合に、エアーの吹出口12fと、機械工具12aの先端部12a´との間の距離を変更することができるためである。
したがって、周囲の環境温度が過剰に高くなったような場合や、被加工物15の形態に段差や凹凸があるような場合であっても、エアーの吹出口12fと、機械工具12aの先端部12a´との間の距離を変化させることにより、エアーBによる機械工具の冷却効果や、所定の機械加工された箇所に残存する廃棄物の除去性を、それぞれさらに高めることができる。
この理由は、このように高さ位置(L1、L2、L4)を考慮してエアー吹出装置12eを構成すると、エアー吹出口12fから吹き付けられるエアーBによって、所定の機械加工された箇所に残存する廃棄物を、上方に集中的に吹き飛ばすことができるためである。そして、その上方に吹き飛ばされた廃棄物を、相対的に上方に設けてある吸引口から吸引し、さらに、斜め上方に向かう配管14aと、それに続く垂直配管14bと、からなる移送経路14を介して、サイクロン18等によって、さらに効率的に回収することができる。
したがって、被加工物15の表面からの機械工具12のチャック12d´の位置(L3)が、被加工物15の表面からのエアー吹出口12fの高さ位置(L1)よりも高く、かつ、被加工物15の表面からの移送経路14の下限高さ位置(L2)と、移送経路14の上限高さ位置(L4)との間に該当するように、機械工具12のチャック12d´の位置(L3)を定めることが好ましい。
この理由は、かかる角度が、10°未満の値とすると、エアー吹出装置12eの筒状物12bの側面への取付けが困難となるばかりか、冷却用のエアーBが、機械工具12aに対して、十分かつ効率的に当たりにくくなる場合があるためである。
一方、かかる角度が、60°を超えると、同様に、エアー吹出装置12eの筒状物12bの側面への取付けが困難となるばかりか、これもまた冷却用のエアーBが、十分かつ効率的に当たりにくくなる場合があるためである。
したがって、エアー吹出装置12eの中心仮想線(M1)と、機械工具12aの中心仮想線(M2)が交わる角度を、15~55°の範囲内の値とすることが好ましく、20~45°の範囲内の値とすることがさらに好ましい。
なお、筒状物12bの側面に取付けたエアー吹出装置12eの中心仮想線(M1)と、被加工物15の表面位置を示す仮想線(M3)が交わる角度(θ2)については、図1に、一例として65°の場合を示すが、かかる角度については、30~80°の範囲内の値とすることが好ましく、35~75°の範囲内の値とすることがより好ましく、45~70°の範囲内の値とすることがさらに好ましい。
この理由は、飛散防止部材における摩擦帯電を有効に防止することができ、微細な廃棄物が、飛散防止部材の内面に付着しやすいという現象を有効に防止することができるためである。
より具体的には、オレフィン樹脂、ポリエステル樹脂、ポリカーボネート樹脂、合成ゴム、あるいは熱可塑性エラストマー等を主成分として、図1に示すように、蛇腹状の飛散防止部材を構成し、その主成分の100重量部に対して、カーボン粒子、カーボン繊維、アラミド繊維、金属粒子、半導体粒子等の帯電防止剤(帯電防止助剤を含む。)を、0.1~50重量部の範囲内の値となるように配合することが好ましく、1~40重量部の範囲内の値となるように配合することがより好ましく、10~30重量部の範囲内の値となるように配合することがさらに好ましい。
また、エアバッグ破断溝形成装置100では、一次破断線形成手段131の一部を構成する機械工具131aによる刃先位置を制御して、形成する溝の深さ、すなわち、基材残部の厚さを調整するために、一次破断線の深さをオンタイムで実測するための光学測定装置(レーザー反射方式のレーザー変位計等)を設けることが好ましい。
一方、支持台111の下方に、二次破断線形成手段133の一部を構成する機械工具の刃先位置を検知するための第1の加工刃検知手段167及び第2の加工刃検知手段169をそれぞれ備えることが好ましい。
かかる第1の加工刃検知手段167及び第2の加工刃検知手段169は、支持台111の内部に配置され、あらかじめ設定された特定の検出位置において機械工具の存在の有無が検知されるように構成されている。
そして、このような第1加工刃検知手段167及び第2の加工刃検知手段169としては、例えば、金属探知機が好適であって、それにより、金属製の機械工具が検出位置を通過したときに、機械工具の存在の有無を検知することができる。
また、刃先状態検知手段129は、機械工具(加工刃)の刃先の磨耗や損傷の状態を検知するための手段である。
すなわち、加工刃の刃先の状態を測定し、磨耗等により損傷している状態が検知された場合には、装置の稼動を停止するとともに、加工刃を交換することもできる。したがって、形成するエアバッグ破断溝の残部の厚さを精度よく調節することができる。
具体的には、刃先状態検知手段は、レーザー変位計や赤外線測定装置等を用いて構成され、移動制御ロボット163の先端をあらかじめ規定した所定の高さに維持したまま、加工刃を刃先状態検知手段129の検知位置に配置し、エアバッグ破断溝の形成前と形成後との刃先の高さ位置の差異や、陰影の形状差を測定することにより、磨耗等による損傷度合いを検知することができる。
このような刃先状態検知手段129を備えることにより、加工刃の刃面状態を考慮して、加工刃の刃先と支持台111の載置面との距離を一定状態に保持することができ、表皮の種類や厚さ等が変化した場合であっても、残部の厚さが全体的に均一であるエアバッグ破断溝を、精度良くかつ迅速に形成することができる。
また、機械加工装置の構成材料に関して、特に制限されるものではないが、少なくとも筒状物および移送経路については、主成分としてのチタン化合物(チタン金属も含む)から構成してあることが好ましい。
この理由は、筒状物および移送経路の構成材料をかかるチタン化合物とすることにより、機械加工装置の主要駆動部が、軽量化され、加工精度が著しく向上するとともに、機械的強度等が飛躍的に高まり、機械加工装置の寿命を著しく伸ばすことができるためである。
また、チタン化合物から構成された筒状物および移送経路であれば、帯電性が少なくなり、その上、加工性に優れていることから、例えば、溶接によって、容易に所定形態を構成することができるためである。
一方、チタン化合物は、一般に高価であるという問題はあるが、上述した効果が得られる以上、そのような問題を凌駕し、むしろ、耐久性や耐腐食性等が著しく高まることから、長期的観点からすれば、比較的安価な材料であると言える。
なお、従来、筒状物および移送経路の構成材料として、アルミニウムや鉄等が主として使用されてきたが、アルミニウムや鉄の場合、表面に酸化被膜が形成されやすく、加工性(溶接性)に乏しく、かつ、帯電しやすくなって、微細な廃棄物が内面に付着しやすいという新たな問題が見られ、鉄の場合、軽量化が困難であるとともに、腐食性等に問題が見られた。
また、被加工物(単に、基材と称する場合もある。)の構成種類についても特に制限されるものではないが、例えば、ポリエチレン樹脂、ポリプロピレン樹脂、ポリスチレン樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリウレタン樹脂、ポリアミド樹脂、ポリ塩化ビニル樹脂、ポリスルホン樹脂等の合成樹脂、金、銀、銅、プラチナ、ニッケル、チタン、アルミニウム、亜鉛、鉄、鉛、カドミウム、タングステン、インジウム、モリブテン等の金属(合金を含む)、酸化銀、酸化銅、酸化ケイ素、酸化ニッケル、酸化チタン、酸化アルミニウム、酸化亜鉛、酸化鉄、酸化鉛、酸化カドミウム、酸化タングステン、酸化インジウム、酸化モリブテン、ガラス、セラミック等の酸化物、水酸化アルミニウム等の水酸化物、セラミック材料、およびこれらの複合物や混合物からなる立体的成型品やフィルム等が挙げられる。
よって、被加工物の加工状態を、光学式測定方法等で測定する場合、発生した廃棄物が残留していると、測定阻害要因になって、被加工物の加工状態を管理することが困難となる。そのため、本願発明のように、所定の空気流でもって、発生すると同時に、迅速かつ十分に、吸引除去することが肝要である。
なお、機械加工装置として、エアバッグ破断溝形成用装置を想定した場合には、被加工物としては、図5(a)に例示される自動車用内装部材(エアバッグドア部材)40を構成する単層構造の基材15や、図5(b)に例示される自動車用内装部材(エアバッグドア部材)40´を構成する多層構造の基材15´が対象となる。
また、機械加工処理によって、被加工物から発生する廃棄物は、被加工物の種類や態様、あるいは機械加工装置の種類や態様等によって変わるが、代表的には、切粉、切削くず、研磨粉、研磨くず、穿孔粉、穿孔くず等が挙げられる。
したがって、機械加工装置として、エアバッグ破断溝形成用装置を想定した場合には、被加工物から発生する廃棄物は、具体的に、ポリプロピレン樹脂、ポリウレタン樹脂、およびポリ塩化ビニル樹脂等からなる円形、楕円形、多角形、異形、リボン状等の形態が挙げられる。
この理由は、かかる廃棄物の平均粒径が、0.01mm未満の値になると、移送経路内の搬送性が低下したり、所定量の水分付与による帯電防止特性が低下したり、さらには、回収タンクにおける取扱性が低下したりする場合があるためである。
一方、廃棄物の平均粒径が8mmを超えると、やはり搬送性が低下したり、ベンチュリー管等の水分供給装置を通過しにくくなったり、さらには、所定量の水分付与による帯電防止特性が低下したりする場合があるためである。
したがって、廃棄物の平均粒径を0.1~5mmの範囲内の値とすることがより好ましく、0.5~2mmの範囲内の値とすることがさらに好ましい。
なお、本願発明の場合、エアー吹出装置が設けてあることから、0.01mm、0.1mm、0.5mmの超微細な廃棄物であっても、形成した溝部に残留することもなく、かつ、サイクロンでの回収効率を高めることができる。
そして、廃棄物の平均粒径は、JIS Z 8901に準拠して測定される平均粒径であって、顕微鏡法による円相当径、光散乱法による球相当径、電気的抵抗試験方法による球相当径等と定義される。
より具体的に、廃棄物の平均粒径は、レーザー方式のパーティクルカウンターや、顕微鏡写真を介した画像処理方法、あるいは、ノギス等の公知手段を用いて測定し、廃棄物における粒子直径の算術平均値として算出することができる。
(1)移送経路
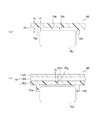
図1および図2に示すように、移送経路14は、空気流を用いて、廃棄物を移送するための経路であって、通常、断面円形のパイプ状物やじゃばら状物から構成してある。
したがって、短時間で、大量かつ相当大きな廃棄物を円滑に移送できることから、かかる移送経路の直径を1~80mmとすることが好ましく、5~40mmとすることがより好ましく、10~20mmとすることがさらに好ましい。
図3に示すように、記号Bで表わされる帯電処理部に設けてある水分供給装置16は、直線または曲部を含む移送経路14の途中に設けられ、空気流とともに移送される廃棄物に対して、所定量の水分を供給するための装置である。
このような水分供給装置16としては、ベンチュリー管、T字管、電熱方式の水蒸気付加装置、スプレー装置、ミスト供給装置、超音波方式の水蒸気付加装置、滴定装置等が挙げられる。
ここで、ベンチュリー管以前における移送経路の直径(φ1)は、例えば、8~12mmであって、ベンチュリー管における最狭部の直径(φ2)は、例えば、3~7mmであって、ベンチュリー管以後における移送経路の直径(φ3)は、例えば、8~12mmである。
そして、配管の途中には、通常、弁が設けてあり、T字管から供給する水分量の調整がなされている。
なお、T字管の場合、移送経路の管径が水分供給量に実質的に影響しないため、他の水分供給装置と比較して、廃棄物が相当大量であっても、移送経路において目詰りするおそれが少ないという利点がある。
かかる電熱方式の水蒸気付加装置の場合、他の水分供給装置と比較して、比較的大面積の水蒸気蒸発部とすることができ、空気流の流速によらず、より均一かつ確実に帯電防止処理を行うことができるという利点がある。
すなわち、上述したベンチュリー管、T字管、スプレー装置等と、導入管との接合場所、あるいは、これらの装置の導入管に対する接合場所より下流側に、ミキシング部としての小部屋や邪魔板等を設けて、そこで、廃棄物に対して、水を供給することが好ましい。
そして、かかるミキシング部において、攪拌装置や超音波振動子等の混合装置をさらに設けることによって、廃棄物に対して、水をまんべんなく供給することができる。
この理由は、このように構成することによって、水分供給装置における水分供給量をさらに精度良く制御することができるので、比較的少量の水分でもって、効率的に帯電防止処理を施すことができるためである。
また、このような弁を設けることによって、例えば、ベンチュリー管に水を供給する水導入管等に、所定量の水を予め貯留することができるので、その水を利用して、廃棄物に対し、迅速に水を付与して、所定の帯電防止処理を施すことができるためである。
図2に示すように、サイクロン18は、帯電防止処理された状態の廃棄物17を、遠心力を利用して、分別処理するための装置である。
より具体的には、上方に位置する円筒部18aと、下方に向かって直径が小さくなる円錐部18bと、内部において、サイクロン流を発生させやすくするともに、廃棄物を分離処理した後の空気を外部に排出するための空気排出管18eと、その空気排出管18eの終端部に設けてあって、所定の空気流を発生させるためのブロアー20と、を含んで構成されている。
したがって、サイクロンの好適な態様として、通常、円筒部の直径は100~1000mmであって、高さは100~800mmであり、円錐部における先端部(最下部)における直径は50~500mmであって、高さは200~2000mmである。
その際、帯電防止処理が施されていない廃棄物の場合、円筒部あるいは円錐部の内壁に付着する時間が相当長くなって、ひいては、円錐部の下方まで自重落下するのに、相当の時間を要することになる。
それに対して、本願発明のように、帯電防止処理された状態の廃棄物であれば、添加された水の影響で、自重が重くなって、発生する遠心力が大きくなるばかりか、円筒部あるいは円錐部の内壁に付着する時間が相当短くなって、円錐部の下方に、迅速に溜まることができる。
図2に示すように、回収タンク24は、サイクロン18によって、分別処理された廃棄物を回収するための装置である。
より具体的には、回収タンクは、実質的に円筒形の容器であって、好適な態様として、その直径は300~2000mmであり、高さは300~2000mmである。
なお、サイクロンと同様に、回収タンク24においても、下方に向かって直径が小さくなる円錐部26を備えることによって、廃棄物の回収がさらに容易となる。
それに対して、本願発明のように、帯電防止処理された状態の廃棄物であれば、回収タンクの内部全体に、均一な状態で堆積され、回収タンクの全量が有効利用できるばかりか、後述する透明窓部が設けることによって、回収される廃棄物の回収量や回収状態を目視確認することができ、その上、廃棄物の外部への取り出しも容易になる。
そして、第2の回収部30において、自重により落下する廃棄物を、回収袋30や回収箱等を設けておき、その中に一体として回収することが好ましい。
この理由は、このように構成することによって、簡易な構成であっても、所定量の廃棄物を一体的かつ迅速に回収することができるためである。
第2の実施形態は、筒状物の内部に収容された機械工具により、被加工物に対して、所定の機械加工を実施する機械加工装置を用いてなる被加工物の機械加工装置であって、筒状物の先端部に、所定の機械加工中、被加工物と隙間なく接触する飛散防止部材が設けてあり、筒状物の側面に、所定の機械加工によって産出された、被加工物の廃棄物を吸引する移送経路が設けてあり、かつ、筒状物の側面における対称位置に、機械工具の少なくとも先端部にエアーを吹き付けるためのエアー吹出口が設けてある機械加工装置を用いてなる被加工物の機械加工方法であって、下記工程(1)~(2)を含むことを特徴とする被加工物の機械加工方法である。
(1)機械加工装置を用いて、エアー吹出口より、機械工具の少なくとも先端部にエアーを吹き付けるとともに、廃棄物を、吸引経路で吸引除去しながら、被加工物を機械加工処理する工程
(2)センサによって、機械工具による被加工物における処理深さを測定する工程
以下、エアバッグ破断溝形成方法を例にとって、第2の実施形態の被加工物の機械加工方法について説明する。
工程(1)は、所定の機械加工装置を用いて、エアー吹出口より、機械工具の少なくとも先端部にエアーを吹き付けながら、かつ、被加工物の廃棄物を吸引除去しながら、被加工物に対して加工処理を施す工程である。
すなわち、図1に示すように、所定の機械加工装置12を用いてなる機械加工処理によって発生する被加工物15の廃棄物を吸引除去しながら、被加工物15に対して、さらに続けて機械加工処理を施す工程である。
但し、所定の機械加工処理を実施しながら、被加工物の廃棄物を迅速かつ十分に吸引するために、図1に示すように、機械工具(エンドミル等)12aの周囲に、吸引除去部14が接続された筒状部材(筒状カバー)12bであって、当該筒状部材12bの先端部に、蛇腹部材からなる飛散防止部材(クッション部)12cをさらに設けることが好ましい。
この理由は、このような筒状部材12bを設けるとともに、吸引除去部14によって内部の空気を吸引することによって、負圧が発生することから、発生した廃棄物が周囲に飛散せず、かつ、集中的に吸引することができるためである。
さらに言えば、飛散防止部材が、帯電防止剤を含む樹脂から構成してあれば、飛散防止部材における摩擦帯電を有効に防止することができためである。
よって、飛散防止部材の体積抵抗率が1×102~1×1010Ohm/cmの範囲内の値となることが好ましい。
この理由は、このように構成材料を考慮して筒状部材(筒状カバー)を作成すことにより、摩擦帯電を有効に防止することができ、微細な廃棄物が、飛散防止部材の内面に付着しやすいという現象を有効に防止することができるたである
より具体的には、吸引除去部14の中心線と、鉛直方向とがなす角度(θ1)を、10~80°の範囲内の値とすることが好ましく、20~70°の範囲内の値とすることがより好ましく、30~60°の範囲内の値とすることがさらに好ましい。
この理由は、このような斜め方向に傾斜した吸引除去部を設けることによって、円筒状カバー内部におけるデッドスペースが少なくなって、発生した廃棄物を、さらに迅速かつ十分に吸引することができるためである。
次いで、工程(2)は、所定のセンサによって、機械工具による被加工物における処理深さを測定する工程である。
すなわち、被加工物の裏面における破断予定溝の深さまたは残部の厚さを測定する工程である。
ここで、破断予定線の残部の厚さ、すなわち、深さの測定方法については特に制限されるものではないが、例えば、レーザー光測定システム、赤外線測定システム、あるいは渦電流方式を採用することが好ましい。 より具体的には、レーザー光等の反射や渦電流を用いて、破断予定線の深さ(または残部の厚さ)を、少なくとも2箇所以上で測定することが好ましく、3箇所以上で測定することがより好ましい。 この理由は、このように複数箇所で膜厚を測定することにより、成形加工された表皮の厚さが多少不均一な場合であっても、平均化した数値が得られるためである。 したがって、全体的に均一な膜厚の破断予定線を形成することができ、そのため、エアバッグの展開力が発生した場合に、破断予定線に沿って、エアバッグドアを確実に開くことができる。 なお、被加工物としての表皮に、破断予定線(溝)を形成する前段階においても、成形加工された表皮の厚さを測定しておくことが好ましい。 この理由は、このように破断予定線を形成する前後の膜厚を測定しておくことにより、全体的にさらに均一な膜厚の破断予定線を形成することができ、エアバッグの展開力が発生した場合に、破断予定線に沿って、エアバッグドアをさらに確実に開くことができるためである。
他の工程1は、図2に示す移送経路14の内部を、所定の空気流を用いて、機械工具12aから、水分供給装置16を経て、サイクロン18まで、廃棄物を移送する工程である。通常、上述した工程(1)を実施しながら、同時に、当該他の工程1を実施することになる。
この理由は、かかる空気流の流速が50m/分未満の値になると、大量の廃棄物を確実に吸引して、円滑に移送することが困難となる場合があるためである。
一方、かかる空気流の流速が2000m/分を超えた値になると、大量かつ相当の大きさの廃棄物に対して、確実に帯電防止処理を施すことが困難となる場合があるためである。したがって、移送経路における空気流の流速を100~1000m/分の範囲内の値とすることがより好ましく、300~800m/分の範囲内の値とすることがさらに好ましい。
次いで、他の工程2は、図1および図2に示す移送経路14の途中に設けられた水分供給装置16によって、廃棄物に対して、所定量の水分を供給する帯電防止処理を施す工程である。
それに対して、廃棄物に対して、所定の帯電防止処理を施すことによって、体積抵抗を1×106Ω・cm以下の値とすることが好ましい。
この理由は、このように定量的に帯電防止処理を施すことによって、廃棄物に対する帯電防止処理の程度や水分供給量を定量的に管理することができる。
但し、廃棄物の体積抵抗を過度に小さくしようとすると、供給する水分量が過度に多くなったり、帯電防止処理時間が過度に長くなったりする場合がある。
なお、廃棄物の体積抵抗の値は、帯電防止処理を行う移送路の前後位置において、それぞれ廃棄物を適宜サンプリングして、測定することもできるが、より迅速かつ簡易に制御すべく、帯電防止処理を行う移送路の前後位置に、体積抵抗測定装置を設けて、帯電防止処理前後の廃棄物の体積抵抗の値を測定することが好ましい。
この理由は、かかる水分量が、0.001g未満の値になると、廃棄物に対する帯電防止処理が不十分になって、廃棄物を簡易かつ効率的に回収することが困難となる場合があるためである。
一方、かかる水分量が500gを超えた値になると、廃棄物に含まれる水分量が過度に多くなり、回収タンクでスラリー状態になって、逆に、廃棄物を簡易かつ効率的に回収することが困難となる場合があるためである。
したがって、供給する水分量を、廃棄物を含む空気流の単位体積(m3)あたり、0.005~100gの範囲内の値とすることがより好ましく、0.01~50gの範囲内の値とすることがさらに好ましく、0.05~10gの範囲内の値とすることが最も好ましい。
すなわち、所定の機械加工装置による機械加工処理を実施するのに合わせて、廃棄物に対する帯電防止処理を施すことが好ましい。
このように実施することにより、所定の吸引処理によって、機械加工装置による加工処理の精度を高めることができるとともに、効率的に水分を供給することができるためである。すなわち、常時水分を供給するとなると、回収タンクにおける過剰水分が存在し、廃棄物がスラリー状態になって、簡易かつ効率的に回収することが困難となる場合があるためである。
次いで、他の工程3は、図1および図2に示すサイクロン18によって、帯電防止処理された状態の廃棄物に発生する遠心力を利用して、帯電防止処理された状態の廃棄物を分別処理する工程である。
ここで、かかる他の工程3は、通常、上述した工程(1)を実施しながら、上述した他の工程1および2を実施した後、実施することになる。
したがって、ブロアーの稼働によって発生するサイクロン流によって、帯電防止処理された状態の廃棄物が、回転移動すると、所定の遠心力が発生する。そして、所定量の水分が供給されて、帯電防止処理された状態の廃棄物であれば、供給された水の影響で、自重が重くなって、発生する遠心力が大きくなるばかりか、円筒部あるいは円錐部の内壁に付着する時間が相当短くなって、円錐部の下方に、迅速に溜まることになる。
次いで、他の工程4は、図1に示すように、サイクロン18によって分別処理された廃棄物を、回収タンク24に回収する工程である。
ここで、かかる他の工程4は、通常、上述した工程(1)を実施しながら、上述した他の工程1~3を実施した後、実施することになる。
すなわち、帯電防止処理された状態の廃棄物であれば、回収タンクの内部全体に、均一な状態で堆積され、回収タンクの全量が有効利用できるばかりか、上述した透明窓部を設けることによって、回収される廃棄物の回収量や回収状態を目視確認することができ、その上、廃棄物の外部への取り出しも容易になる。
そればかりか、回収タンクから外部に取り出そうとしても、発生する静電気によって、回収タンクの内部にとどまったり、取扱者の手に付着しやすくなったりして、容易に取り出せないという問題が生じることになる。
1.エアバッグ用破断溝の形成
図1および図2に示すように帯電防止処理装置16を含む所定の廃棄物回収装置18を備えた機械加工装置(機械工具:エンドミル)12を含んでなる、図6に示すような、エアバッグ破断溝形成装置100を準備した。
その際、厚さ3mmのエアバッグ用基材(カーボン入り硬質ポリプロピレン樹脂)の表面からのエアー吹出口の高さ位置までの直線距離(L1)を10mm、同様に、飛散防止用部材の下限高さ位置までの直線距離(L2)を18mm、同様に、被加工物のチャックの下面の高さ位置までの直線距離(L3)を20mm、同様に、飛散防止用部材の上限高さ位置までの直線距離(L4)を30mmとした。
さらに、筒状物の側面に取付けたエアー吹出装置の中心仮想線(M1)と、機械工具における中心仮想線(M2)が交わる角度(θ3)を25°とし、筒状物の側面に取付けたエアー吹出装置の中心仮想線(M1)と、被加工物の延長仮想線(M3)が交わる角度(θ2)を65°とした。
なお、エアバッグ破断溝形成装置100の周囲温度である環境温度が40℃であることを確認した。
次いで、冷却用エアーの吹き出し及び吸引除去状態を維持したまま、ロボットアームに取り付けられたエンドミルを駆動させ、試験用エアバッグ用基材(黒色顔料入りポリプロピレン樹脂製、厚さ3.0mm)に対して、深さ1.5mm、幅5mm、長さ50cm(5cmm断続線、間隔0.5cm)のエアバッグ用破断溝を、合計30本形成した。
よって、図6に示すような、エアバッグ破断溝形成装置100を用いて、図5(a)に示すような単層構造のエアバッグ用基材15の複数枚を順次取り替えて、所定のエアバッグ用破断溝15dを、実質的に1時間および12時間、それぞれ連続的に形成した。
次いで、図1および図2に示すように、吸引除去した廃棄物(図示せず)を、直径10mmのフレキシブル移送経路14の内部を、流速40m/分の空気流を用いて移送した。
次いで、水導入管16aの電磁弁16bを開け、フレキシブル移送経路14の途中に設けられた水分供給装置(ベンチュリー管)16から、約15秒間、所定量(約10cm3)の水分を供給し、廃棄物に対して、帯電防止処理を施した。
次いで、図2に示すように、サイクロン18に導入された廃棄物を、サイクロン流によって分別処理し、ポリメチルメタクリレート樹脂製の透明回収タンク24に回収した。
(1)耐久性
エアバッグ破断溝形成装置を1時間および12時間連続運転した後、光学顕微鏡を用いて機械工具としてのエンドミルの外観を観察したものの、何ら顕著な外観変化は見られなかった。
また、連続運転前のエンドミルの表面温度を、赤外線温度計を用いて測定したところ40℃であった。一方、1時間および12時間の連続運転した後のエンドミルの表面温度も、それぞれ42℃であり、顕著な差は見られなかった。
なお、図7に、使用したエンドミルの外形を示す。
破断溝の深さ(残膜の厚さ)につき、レーザー変位計を用いて測定し、1時間、および12時間運転後において、それぞれ破断溝の深さが1.5mm±0.2mmの範囲内の値であって、極めて良好な加工精度を維持していることを確認した。
また、破断溝の外観につき、光学式顕微鏡を用いて観察したところ(1時間運転後)、図8(a)に示すように、エアバッグ用基材にシャープな切削形状の溝が精度良く形成されていることを確認した。
さらに、ノギスを用いて、1時間および12時間運転後において、それぞれ破断溝の幅が5mm±0.2mm、破断溝の長さが25cm±0.2cmの範囲内の値であって、これらについても極めて良好な加工精度を維持しており、光学式顕微鏡による外観観察においても、シャープな切削形状が形成されていることを確認した。
なお、破断溝の深さについては、1.5mm±0.5mmの範囲内の値であれば、実務上許容範囲であり、破断溝の幅については、5mm±1.0mmの範囲内の値であれば、実務上許容範囲であり、破断溝の長さについては、25cm±2.5mmの範囲内の値であれば、実務上許容範囲である。
帯電防止処理が施こされた廃棄物は、サイクロン18の内壁18cや透明回収タンク24の内壁24aに付着することなく、1時間および12時間経過後であっても、迅速に、透明回収タンク24の円錐状の底部26に堆積することを確認した。
また、作業者が、堆積した廃棄物を素手で取り出そうとしても、静電気が発生することなく、極めて手離れが良く、一塊として、外部に準備したビニール袋内に回収できることを確認した。
また、デジタルボルトメータを用いて廃棄物の体積抵抗を測定したが、帯電防止処理前の体積抵抗は1×108Ω・cm以上の値であったが、帯電防止処理後の体積抵抗は1×103Ω・cm以下の値であることを確認した。
比較例1では、実施例1におけるエアー吹出装置による冷却用エアーの吹き出しを行わなかったほかは、実施例1と同様に、1時間及び12時間連続運転して、エアバッグ用破断溝を形成し、エンドミルの耐久性、破断溝の加工精度、および帯電防止処理性の評価を行った。
また、連続運転前のエンドミルの表面温度を測定したところ40℃であったが、1時間の連続運転した後のエンドミルの表面温度は55℃であり、顕著な差が見られた。
また、破断溝の深さ(残膜の厚さ)につき、レーザー変位計を用いて測定したところ、1時間運転後には1.5mm±0.6mmであり、24時間運転後には1.5mm±1.2mmとなることを確認した。
また、ノギスを用いて、1時間運転後において、破断溝の幅を測定したところ、5.0mm±0.6mmであったものの、12時間運転後においては、それが5.0mm±1.4mmとなることを確認した。
また、同様にノギスを用いて、1時間および12時間運転後において、それぞれ破断溝の長さを測定したところ、1時間運転後には25cm±2.6mmであったものの、12時間運転後においては、それが25cm±5.2mmとなることを確認した。
その上、1時間運転後において、図8(b)に示すように、エアバッグ用基材に、溶融した残差に起因した凹凸が破断溝の内部や縁、あるいはその周囲に多量に生成されることを確認した。
なお、帯電処理性については、比較例1においても、実施例1とほぼ同様の結果が得られた(体積抵抗として、1×108Ω・cmが、1×104Ω・cmとなる。)。
比較例2では、実施例1におけるエアー吹出装置による冷却用エアーの吹き出しを行わないとともに、実施例1における帯電防止処理をさらに行わなかったほかは、実施例1と同様に、1時間および12時間、連続運転して、エアバッグ用破断溝を形成し、エンドミルの耐久性、破断溝の加工精度、および帯電防止処理性の評価を行った。
また、連続運転前のエンドミルの表面温度を測定したところ40℃であったが、1時間の連続運転した後のエンドミルの表面温度は70℃であり、顕著な差が見られた。
また、破断溝の深さ(残膜の厚さ)につき、レーザー変位計を用いて測定したところ、1時間運転後には1.5mm±0.8mmであったものの、12時間運転後においては、それが1.5mm±1.4mmとなったことを確認した。
また、ノギスを用いて、1時間、および12時間運転後において、それぞれ破断溝の幅を測定したところ、1時間運転後には5.0mm±0.7mmであったものの、12時間運転後においては、それが5.0mm±1.8mmとなったことを確認した。
また、同様にノギスを用いて、1時間および12時間運転後において、それぞれ破断溝の長さを測定したところ、1時間運転後には25cm±2.8mmであったものの、12時間運転後においては、それが25cm±6mmとなったことを確認した。
その上、1時間運転後において、溶融した残差に起因した凹凸が破断溝の内部や縁、あるいはその周囲に多量に生成されることを確認した。
また、作業者がそれを素手で取り出そうとしても、静電気が発生してしまい、手や内壁に付着してしまい、外部に準備した袋内に対して、全てを十分に回収できないことを確認した。
また、デジタルボルトメータを用いて廃棄物の体積抵抗を測定したが、帯電防止処理前の廃棄物の体積抵抗は1×108Ω・cm以上の値であり、回収した廃棄物の体積抵抗は1×1010Ω・cmと高いことを確認した。
したがって、本発明によれば、簡易なエアー吹出装置を所定場所に設けるだけで、例えば、エアバッグ破断溝形成装置やそれを実行するエアバッグ破断溝形成方法において、所定のエアバッグ破断溝等を精度良く、かつ迅速に形成することができるようになった。
Claims (8)
- 筒状物の内部に収容された機械工具により、被加工物に対して、所定の機械加工を実施する機械加工装置であって、
前記筒状物の先端部に、前記所定の機械加工中、前記被加工物と隙間なく接触する飛散防止部材が設けてあり、
前記筒状物の側面に、前記所定の機械加工によって産出された、前記被加工物の廃棄物を吸引する移送経路が設けてあり、
かつ、前記移送経路が設けてある前記筒状物の側面における対称位置に、前記機械工具の少なくとも先端部にエアーを吹き付けるためのエアー吹出装置が設けてあることを特徴とする機械加工装置。 - 前記エアー吹出口の高さ位置よりも、前記移送経路の高さ位置を、高くすることを特徴とする請求項1に記載の機械加工装置。
- 前記エアーの圧力を500~50000kPaの範囲内の値とすることを特徴とする請求項1または2に記載の機械加工装置。
- 前記エアーの吹出口が、前記筒状物の外部から内部に向かって伸びるシリンジ状物の先端部に設けてあり、前記エアーの吹出口と、前記機械工具の先端部との間の距離が、可変であることを特徴とする請求項1~3のいずれか一項に記載の機械加工装置。
- 前記筒状物および前記移送経路が、主成分としてのチタン化合物から構成してあることを特徴とする請求項1~4のいずれか一項に記載の機械加工装置。
- 前記飛散防止部材が、帯電防止剤を含む樹脂から構成してあることを特徴とする請求項1~5のいずれか一項に記載の機械加工装置。
- 前記機械工具が、当該機械工具を駆動させながら、平面位置および垂直位置を変えるロボットアームに取り付けてあり、かつ、当該ロボットアームに対して、前記機械工具による処理深さを測定するためのセンサが取り付けてあることを特徴とする請求項1~6のいずれか一項に記載の機械加工装置。
- 筒状物の内部に収容された機械工具により、被加工物に対して、所定の機械加工を実施する機械加工装置であって、前記筒状物の先端部に、前記所定の機械加工中、前記被加工物と隙間なく接触する飛散防止部材が設けてあり、前記筒状物の側面に、前記所定の機械加工によって産出された、前記被加工物の廃棄物を吸引する移送経路が設けてあり、かつ、前記移送経路が設けてある前記筒状物の側面における対称位置に、前記機械工具の少なくとも先端部にエアーを吹き付けるためのエアー吹出装置が設けてある機械加工装置を用いてなる被加工物の機械加工方法であって、下記工程(1)~(2)を含むことを特徴とする被加工物の機械加工方法。
(1)前記機械加工装置を用いて、前記エアー吹出装置より、前記機械工具の少なくとも先端部にエアーを吹き付けるとともに、前記廃棄物を、前記吸引経路で吸引除去しながら、前記被加工物を機械加工処理する工程
(2)センサによって、前記機械工具による前記被加工物における処理深さを測定する工程
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201480022174.6A CN105682853A (zh) | 2013-10-21 | 2014-10-14 | 机械加工装置以及被加工物的机械加工方法 |
| EP14855456.1A EP2987588A4 (en) | 2013-10-21 | 2014-10-14 | Machining device and workpiece machining method |
| US14/889,421 US20160121444A1 (en) | 2013-10-21 | 2014-10-14 | Machining device and workpiece machining method |
| KR1020157031615A KR20150139578A (ko) | 2013-10-21 | 2014-10-14 | 기계 가공 장치 및 피가공물의 기계 가공 방법 |
| JP2015543800A JP5897229B2 (ja) | 2013-10-21 | 2014-10-14 | 機械加工装置及び被加工物の機械加工方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013218566 | 2013-10-21 | ||
| JP2013-218566 | 2013-10-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015060154A1 true WO2015060154A1 (ja) | 2015-04-30 |
Family
ID=52992754
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/077295 WO2015060154A1 (ja) | 2013-10-21 | 2014-10-14 | 機械加工装置及び被加工物の機械加工方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20160121444A1 (ja) |
| EP (1) | EP2987588A4 (ja) |
| JP (1) | JP5897229B2 (ja) |
| KR (1) | KR20150139578A (ja) |
| CN (1) | CN105682853A (ja) |
| WO (1) | WO2015060154A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105534399A (zh) * | 2015-12-29 | 2016-05-04 | 河北发那数控机床有限公司 | 一种改进的机床用气动吸尘器及其控制方法 |
| CN107052577A (zh) * | 2017-03-14 | 2017-08-18 | 尊道(上海)自动化设备有限公司 | 一种汽车低压燃油分配管的自动压装焊接设备 |
| JP2018187689A (ja) * | 2017-04-28 | 2018-11-29 | トヨタ自動車株式会社 | 切屑誘導ユニット |
| CN109187496A (zh) * | 2018-10-16 | 2019-01-11 | 四川大学 | 一种基于电热蒸发和尖端放电的原子发射光谱分析装置 |
| JP2021186900A (ja) * | 2020-05-26 | 2021-12-13 | Dmg森精機株式会社 | 工作機械 |
| WO2024004445A1 (ja) * | 2022-06-29 | 2024-01-04 | 株式会社キョクトー | 切粉回収システム |
| CN117600696A (zh) * | 2024-01-18 | 2024-02-27 | 常州市镭烁光电科技有限公司 | 一种充气柜生产用三维五轴焊接设备及其焊接方法 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106424869A (zh) * | 2016-11-30 | 2017-02-22 | 深圳天珑无线科技有限公司 | 零件方法 |
| JP6585681B2 (ja) * | 2017-10-25 | 2019-10-02 | ファナック株式会社 | 検査システム |
| KR101929718B1 (ko) | 2018-08-16 | 2018-12-14 | 최순진 | 도어휠 설치홈 가공장치 |
| CN109324567B (zh) * | 2018-09-29 | 2020-05-22 | 湖南工学院 | 一种超声振动加工工件表面形貌加工的控制方法 |
| DE102018125085A1 (de) * | 2018-10-10 | 2020-04-16 | Bystronic Laser Ag | Fixiervorrichtung, Bearbeitungskopf, Werkzeugmaschine und Verfahren zum Fixieren eines Werkstücks |
| KR102145507B1 (ko) * | 2020-04-21 | 2020-08-18 | 유영태 | 금속 가공 장치 |
| CN112337934A (zh) * | 2020-10-10 | 2021-02-09 | 北京航天光华电子技术有限公司 | 一种数控机床加工玻璃布板的除尘设备 |
| CN112497541B (zh) * | 2020-11-16 | 2022-04-01 | 凯盛科技集团有限公司 | 用于加工玻璃的cnc精雕机刀具及cnc精雕机 |
| CN113059355B (zh) * | 2021-03-29 | 2023-07-28 | 广州市中盈钢结构有限公司 | 一种磁性材料打磨钻孔器 |
| TWI807287B (zh) * | 2021-03-30 | 2023-07-01 | 示昌智造有限公司 | 主軸用出水冷卻結構 |
| CN113798910A (zh) * | 2021-10-15 | 2021-12-17 | 湖南奥创普科技有限公司 | 一种机床的自动补偿吸尘装置 |
| KR102609277B1 (ko) * | 2022-10-25 | 2023-12-04 | 주식회사 아스트 | Mct 레이저 가공장치 |
| CN117583655B (zh) * | 2024-01-18 | 2024-03-29 | 常州市福尔特工具有限公司 | 一种用于大平面加工的高效铣削盘铣刀 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004306212A (ja) | 2003-04-09 | 2004-11-04 | Shigeki Yamada | 集塵アタッチメント |
| JP2006230929A (ja) * | 2005-02-28 | 2006-09-07 | Central Res Inst Of Electric Power Ind | 防腐装置 |
| JP2009233774A (ja) * | 2008-03-26 | 2009-10-15 | Seiko Epson Corp | 回転切削装置 |
| JP4382429B2 (ja) | 2003-09-26 | 2009-12-16 | トヨタ自動車株式会社 | エアバックティアライン形成装置および形成方法 |
| JP2009297826A (ja) * | 2008-06-12 | 2009-12-24 | Sumitomo Electric Hardmetal Corp | 穴あけ工具の切屑回収装置 |
| JP2010221383A (ja) * | 2009-03-25 | 2010-10-07 | Kirin Brewery Co Ltd | 集塵装置 |
| JP2011148039A (ja) * | 2010-01-21 | 2011-08-04 | Brother Industries Ltd | 工作機械の工具洗浄装置 |
| JP2011167826A (ja) * | 2010-02-22 | 2011-09-01 | Honda Motor Co Ltd | 溝深さ保証装置及び溝深さ保証方法 |
| WO2011121853A1 (ja) | 2010-03-31 | 2011-10-06 | 株式会社仲田コーティング | 廃棄物回収装置を備えた機械加工装置及び被加工物の機械加工方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5325274Y2 (ja) * | 1972-07-08 | 1978-06-28 | ||
| US4037982A (en) * | 1974-09-11 | 1977-07-26 | Infranor S.A. | Machine tools |
| JPS5859746A (ja) * | 1981-10-06 | 1983-04-08 | Sanshin Ind Co Ltd | 工作機械の集塵装置 |
| JPH0755404B2 (ja) * | 1992-12-14 | 1995-06-14 | 富士重工業株式会社 | 穿孔機の冷却集塵装置 |
| JP2606349Y2 (ja) * | 1993-12-09 | 2000-10-23 | 富士重工業株式会社 | 工作機械の冷却集塵装置 |
| JPH09262710A (ja) * | 1996-03-28 | 1997-10-07 | Nippon Mektron Ltd | ドリルシャンクへの切粉付着防止装置 |
| WO2001068302A1 (en) * | 2000-03-13 | 2001-09-20 | James Hardie Research Pty Limited | Swarf collection device |
| JP2005028471A (ja) * | 2003-07-08 | 2005-02-03 | Sato Tekko Co Ltd | 有害汚染物の切削屑回収方法 |
| JP3103823U (ja) * | 2004-03-05 | 2004-08-26 | イビデン株式会社 | プリント配線板加工装置 |
| WO2010119559A1 (ja) * | 2009-04-17 | 2010-10-21 | 株式会社仲田コーティング | エアバッグ破断溝形成装置及び車両用内装部材の製造方法 |
-
2014
- 2014-10-14 WO PCT/JP2014/077295 patent/WO2015060154A1/ja active Application Filing
- 2014-10-14 US US14/889,421 patent/US20160121444A1/en not_active Abandoned
- 2014-10-14 CN CN201480022174.6A patent/CN105682853A/zh active Pending
- 2014-10-14 KR KR1020157031615A patent/KR20150139578A/ko not_active Application Discontinuation
- 2014-10-14 JP JP2015543800A patent/JP5897229B2/ja active Active
- 2014-10-14 EP EP14855456.1A patent/EP2987588A4/en not_active Withdrawn
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004306212A (ja) | 2003-04-09 | 2004-11-04 | Shigeki Yamada | 集塵アタッチメント |
| JP4382429B2 (ja) | 2003-09-26 | 2009-12-16 | トヨタ自動車株式会社 | エアバックティアライン形成装置および形成方法 |
| JP2006230929A (ja) * | 2005-02-28 | 2006-09-07 | Central Res Inst Of Electric Power Ind | 防腐装置 |
| JP2009233774A (ja) * | 2008-03-26 | 2009-10-15 | Seiko Epson Corp | 回転切削装置 |
| JP2009297826A (ja) * | 2008-06-12 | 2009-12-24 | Sumitomo Electric Hardmetal Corp | 穴あけ工具の切屑回収装置 |
| JP2010221383A (ja) * | 2009-03-25 | 2010-10-07 | Kirin Brewery Co Ltd | 集塵装置 |
| JP2011148039A (ja) * | 2010-01-21 | 2011-08-04 | Brother Industries Ltd | 工作機械の工具洗浄装置 |
| JP2011167826A (ja) * | 2010-02-22 | 2011-09-01 | Honda Motor Co Ltd | 溝深さ保証装置及び溝深さ保証方法 |
| WO2011121853A1 (ja) | 2010-03-31 | 2011-10-06 | 株式会社仲田コーティング | 廃棄物回収装置を備えた機械加工装置及び被加工物の機械加工方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2987588A4 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105534399A (zh) * | 2015-12-29 | 2016-05-04 | 河北发那数控机床有限公司 | 一种改进的机床用气动吸尘器及其控制方法 |
| CN107052577A (zh) * | 2017-03-14 | 2017-08-18 | 尊道(上海)自动化设备有限公司 | 一种汽车低压燃油分配管的自动压装焊接设备 |
| JP2018187689A (ja) * | 2017-04-28 | 2018-11-29 | トヨタ自動車株式会社 | 切屑誘導ユニット |
| CN109187496A (zh) * | 2018-10-16 | 2019-01-11 | 四川大学 | 一种基于电热蒸发和尖端放电的原子发射光谱分析装置 |
| CN109187496B (zh) * | 2018-10-16 | 2024-02-06 | 四川大学 | 一种基于电热蒸发和尖端放电的原子发射光谱分析装置 |
| JP2021186900A (ja) * | 2020-05-26 | 2021-12-13 | Dmg森精機株式会社 | 工作機械 |
| WO2024004445A1 (ja) * | 2022-06-29 | 2024-01-04 | 株式会社キョクトー | 切粉回収システム |
| CN117600696A (zh) * | 2024-01-18 | 2024-02-27 | 常州市镭烁光电科技有限公司 | 一种充气柜生产用三维五轴焊接设备及其焊接方法 |
| CN117600696B (zh) * | 2024-01-18 | 2024-04-09 | 常州市镭烁光电科技有限公司 | 一种充气柜生产用三维五轴焊接设备及其焊接方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20150139578A (ko) | 2015-12-11 |
| CN105682853A (zh) | 2016-06-15 |
| US20160121444A1 (en) | 2016-05-05 |
| JPWO2015060154A1 (ja) | 2017-03-09 |
| EP2987588A4 (en) | 2017-03-01 |
| JP5897229B2 (ja) | 2016-03-30 |
| EP2987588A1 (en) | 2016-02-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5897229B2 (ja) | 機械加工装置及び被加工物の機械加工方法 | |
| JP5341251B2 (ja) | 廃棄物回収装置を備えた機械加工装置及び被加工物の機械加工方法 | |
| TWI605910B (zh) | Grinding device and grinding method | |
| JP4850299B1 (ja) | ワーク加工装置 | |
| JP2007130730A (ja) | 切削装置 | |
| JP2011031374A (ja) | 切削装置 | |
| JP5199777B2 (ja) | 切削装置 | |
| JP6515926B2 (ja) | ブラスト加工装置及びブラスト加工装置列 | |
| KR200393621Y1 (ko) | 절단용재 및 스크랩 수거장치 | |
| JP6716756B1 (ja) | 工作機械 | |
| KR20140114919A (ko) | 미세분말 생성장치 | |
| JP6603876B2 (ja) | クリンチ機構及び部品装着装置 | |
| JP5405079B2 (ja) | 回転式切断機カバー容器内砥粒堆積防止方法 | |
| KR102120612B1 (ko) | 브러쉬 장치 | |
| KR100768394B1 (ko) | 고경도 분말 공급 장치 | |
| TW201219157A (en) | capable of reliably and safely grinding the end face of the thin plate workpiece | |
| KR101848304B1 (ko) | 팁 드레서용 임펠라 플레이트 | |
| JP2009105194A (ja) | 加工装置 | |
| KR102449995B1 (ko) | 금속 3d 프린터 출력물을 에워싼 잔여 분말을 제거하고, 제거된 분말 중 재활용 가능한 일부를 회수하기 위한 장치 | |
| JP4289664B2 (ja) | パウダースラッシュ成形用金型の洗浄装置およびパウダースラッシュ成形用金型の洗浄方法 | |
| JP6485700B2 (ja) | 吸塵アダプター | |
| TWI730169B (zh) | 晶圓的加工方法及切削裝置 | |
| CN117840482A (zh) | 一种减速电机壳体生产用钻孔设备及其使用方法 | |
| CN205129107U (zh) | 慢走丝 | |
| Kohli | Microabrasive precision cleaning and processing technology |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2015543800 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14855456 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20157031615 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14889421 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014855456 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |