WO2014109335A1 - 電極材料及びスパークプラグ - Google Patents
電極材料及びスパークプラグ Download PDFInfo
- Publication number
- WO2014109335A1 WO2014109335A1 PCT/JP2014/050158 JP2014050158W WO2014109335A1 WO 2014109335 A1 WO2014109335 A1 WO 2014109335A1 JP 2014050158 W JP2014050158 W JP 2014050158W WO 2014109335 A1 WO2014109335 A1 WO 2014109335A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- content
- less
- electrode
- electrode material
- Prior art date
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01T—SPARK GAPS; OVERVOLTAGE ARRESTERS USING SPARK GAPS; SPARKING PLUGS; CORONA DEVICES; GENERATING IONS TO BE INTRODUCED INTO NON-ENCLOSED GASES
- H01T13/00—Sparking plugs
- H01T13/20—Sparking plugs characterised by features of the electrodes or insulation
- H01T13/39—Selection of materials for electrodes
Definitions
- the present invention relates to an electrode material constituting a spark plug electrode and a spark plug.
- a spark plug used for an internal combustion engine or the like includes, for example, an insulator having an axial hole extending in an axial direction, a center electrode inserted in the axial hole, and a cylindrical main body provided on the outer periphery of the insulator A metal fitting and a rod-shaped ground electrode fixed to the metal shell are provided. Further, a gap is formed between the tip of the ground electrode and the tip of the center electrode, and a spark discharge is generated by applying a voltage to the gap.
- a technique is known in which a tip made of a metal having excellent durability, such as a noble metal alloy, is bonded to a portion of the center electrode or ground electrode where the gap is formed. Yes.
- chromium (Cr) is 10 to 25% by mass
- aluminum (Al) is 0.3 to 3.2% by mass
- silicon (Si) is 0.2 to 2%. 0.2% by mass
- manganese (Mn) 0.1-0.8% by mass
- magnesium (Mg) less than 0.001% by mass
- sulfur (S) less than 0.002% by mass
- the remainder being Ni
- the thing which consists of an inevitable impurity is proposed (for example, refer patent document 1 etc.). By setting it as such a composition, it is supposed that high-temperature oxidation resistance can be improved while improving workability in the electrode, and wear resistance against spark discharge can be improved.
- the chip cannot be sufficiently secured to the electrode, and the chip may be peeled off.
- the temperature in the combustion chamber becomes higher and vibrations applied to the electrodes and the chip as the engine operates tend to be larger. Accordingly, in such an engine, there is a greater concern about chip peeling (dropping off).
- the present invention has been made in view of the above circumstances, and the purpose thereof is to remarkably improve the bondability of the chip to the electrode, and to prevent the chip from peeling off effectively. It is an object of the present invention to provide an electrode material and a spark plug capable of realizing good workability and sulfidation resistance in an electrode to be joined.
- the electrode material of this configuration includes a center electrode and a ground electrode that forms a gap between the center electrode and a spark plug in which a chip is provided on at least one of the two electrodes.
- An electrode material constituting an electrode The main component is nickel (Ni), the silicon (Si) content is 0.50 mass% or more and less than 1.0 mass%, and the aluminum (Al) content is 0.2 mass% or more and 2.0 mass% or less.
- the content of chromium (Cr) is 12 mass% or more and 34 mass% or less, and the content of at least one selected from the group consisting of yttrium (Y) and rare earth elements is 0.03 mass% or more and 0.2 mass% or less.
- the content of iron (Fe) is more than 0% by mass and 20% by mass or less, the content of carbon (C) is 0.10% by mass or less, and the content of manganese (Mn) is 1.0% by mass or less,
- the total content of silicon (Si) and aluminum (Al) is 0.80% by mass or more and 1/10 or less of the content of chromium (Cr).
- the electrode material does not necessarily contain C or Mn, and C or Mn may not be contained.
- the electrode material contains 0.50% by mass or more of Si, 0.2% by mass or more of Al, and 12% by mass or more of Cr, and the total content of Si and Al is 0.8. It is made into mass% or more, and is made into 1/10 or less of Cr content (mass%). Therefore, in use (under high temperature), a Cr 2 O 3 film having excellent oxidation resistance is sufficiently formed on the surface of the electrode, and an Al 2 O 3 film having good oxidation resistance is directly below it. and the SiO 2 film is formed more reliably, the Cr 2 O 3 film by both the coating can be stably held (inhibiting the release of Cr 2 O 3 film). Thereby, combined with the inclusion of 0.03% by mass of Y and rare earth elements, the oxidation resistance of the electrode can be significantly improved. As a result, the formation of oxide scale at the boundary between the chip and the electrode can be effectively suppressed.
- the Si content is less than 1.0 mass%, when platinum (Pt) is contained in the chip or the like, the boundary portion between the chip and the electrode has Pt. It can suppress more reliably that a eutectic structure will be formed.
- the electrode material since Fe is contained in the electrode material, workability can be improved due to a decrease in high-temperature strength.
- the electrode since the electrode is easily deformed by heat, the electrode can easily absorb the stress caused by the difference in thermal expansion between the chip and the electrode at a high temperature.
- the Al content is 2.0% by mass or less and the Fe content is 20% by mass or less, it is possible to sufficiently maintain the effect of improving the oxidation resistance of the electrode described above. It is possible to more reliably suppress the formation of oxide scale.
- the bonding property of the chip to the electrode can be remarkably enhanced by the above-described operation effect synergistically.
- chip peeling dropping off
- the formation of MnS inside the electrode, and hence the formation of NiS, can be effectively suppressed. Accordingly, the resistance to sulfidation of the electrode can be improved, and the corrosion resistance of the electrode can be greatly enhanced in combination with the improvement of the oxidation resistance of the electrode as described above.
- the electrode material of this configuration is characterized in that, in the above configuration 1, the total content of Si and Al is 1.0% by mass or more.
- the Al 2 O 3 film and the SiO 2 film are more surely provided immediately below the Cr 2 O 3 film. Can be formed. Thereby, peeling of the Cr 2 O 3 film can be more effectively suppressed, and formation of oxide scale at the boundary between the chip and the electrode can be further suppressed. As a result, the chip bondability can be further enhanced.
- the electrode material of this configuration is characterized in that, in the above configuration 1 or 2, the C content is 0.05% by mass or less and the Mn content is 0.5% by mass or less.
- the sulfidation resistance of the electrode can be further improved.
- the corrosion resistance can be further improved.
- the electrode material of this configuration is characterized in that, in any one of the above configurations 1 to 3, the Cr content is 18% by mass or more and 28% by mass or less.
- the oxidation resistance of the electrode can be further improved.
- the formation of oxide scale at the boundary between the chip and the electrode can be further suppressed, and the bonding property can be further improved.
- the Cr content is 28% by mass or less, the solid solution hardening of the electrode can be more reliably prevented, and the workability can be further improved.
- the electrode material of this configuration is characterized in that, in any one of the above configurations 1 to 4, the Al content is 1.0 mass% or less.
- the precipitation of AlN can be more reliably suppressed. Thereby, the oxidation resistance of an electrode can be improved further and the formation inhibitory effect of an oxide scale can be improved further.
- the solid solution hardening of the electrode can be prevented more reliably. As a result, the workability can be further improved.
- the electrode material of this configuration is characterized in that, in any one of the above configurations 1 to 5, the Y content is 0.05% by mass or more and 0.15% by mass or less.
- the oxidation resistance of the electrode can be further improved, and the chip bondability can be further improved.
- the Y content is 0.15% by mass or less, the precipitation of Y can be more reliably suppressed. Therefore, further excellent workability can be realized.
- the electrode material of this configuration is characterized in that, in any one of the above configurations 1 to 6, the Fe content is 7% by mass or more and 15% by mass or less.
- the electrode since the Fe content is 7% by mass or more, the electrode is more likely to thermally expand, and as a result, the difference in thermal expansion between the tip and the electrode can be further reduced. As a result, the bondability can be improved more effectively.
- the electrode material of this configuration is characterized in that, in any one of the above configurations 1 to 7, the Fe content is 10% by mass or less.
- the hot workability of the electrode can be further improved, and the thermal stress between the tip and the electrode can be further reduced. it can. As a result, even better bondability can be realized.
- the spark plug of this configuration includes an insulator having a through hole in the axial direction, a center electrode disposed at a tip portion of the insulator, a metal shell disposed on an outer periphery of the center electrode, and a tip of the metal shell And at least one of the center electrode and the ground electrode is formed of the electrode material according to any one of the configurations 1 to 8, and the chip is bonded. It is characterized by being.
- (A), (b) is a cross-sectional schematic diagram for demonstrating the calculation method of an oxide scale ratio.
- FIG. 1 is a partially cutaway front view showing a spark plug 1.
- the direction of the axis CL ⁇ b> 1 of the spark plug 1 is the vertical direction in the drawing, the lower side is the front end side of the spark plug 1, and the upper side is the rear end side.
- the spark plug 1 is composed of a cylindrical insulator 2, a cylindrical metal shell 3 that holds the insulator 2, and the like.
- the insulator 2 is formed by firing alumina or the like, and in its outer portion, a rear end side body portion 10 formed on the rear end side, and a front end than the rear end side body portion 10.
- a large-diameter portion 11 that protrudes radially outward on the side, a middle body portion 12 that is smaller in diameter than the large-diameter portion 11, and a tip portion that is more distal than the middle body portion 12.
- the leg length part 13 formed in diameter smaller than this on the side is provided.
- the large diameter portion 11, the middle trunk portion 12, and most of the leg long portions 13 are accommodated inside the metal shell 3.
- a tapered step portion 14 is formed at the connecting portion between the middle body portion 12 and the long leg portion 13, and the insulator 2 is locked to the metal shell 3 at the step portion 14.
- the center electrode 5 includes an inner layer 5A made of a metal having excellent thermal conductivity (for example, copper, copper alloy, pure nickel (Ni), etc.) and an outer layer 5B made of an alloy containing Ni as a main component. [The composition of the center electrode 5 (especially the outer layer 5B) will be described in detail later). Further, the center electrode 5 has a rod shape (cylindrical shape) as a whole, and a tip portion thereof protrudes from the tip of the insulator 2.
- a terminal electrode 6 is inserted and fixed on the rear end side of the shaft hole 4 in a state of protruding from the rear end of the insulator 2.
- a cylindrical resistor 7 is disposed between the center electrode 5 and the terminal electrode 6 of the shaft hole 4. Both ends of the resistor 7 are electrically connected to the center electrode 5 and the terminal electrode 6 through conductive glass seal layers 8 and 9, respectively.
- the metal shell 3 is formed in a cylindrical shape from a metal such as low carbon steel, and a spark plug 1 is attached to the outer peripheral surface of the metal shell 3 in a mounting hole for a combustion device (for example, an internal combustion engine or a fuel cell reformer).
- a threaded portion (male threaded portion) 15 is formed for attachment.
- a seat portion 16 projecting radially outward is formed on the outer peripheral surface on the rear end side of the screw portion 15, and a ring-shaped gasket 18 is fitted on the screw neck 17 on the rear end of the screw portion 15.
- a tool engaging portion 19 having a hexagonal cross section for engaging a tool such as a wrench when the metal shell 3 is attached to the combustion device is provided.
- 1 is provided with a caulking portion 20 for holding the insulator 2.
- a tapered step portion 21 for locking the insulator 2 is provided on the inner peripheral surface of the metal shell 3.
- the insulator 2 is inserted from the rear end side to the front end side of the metal shell 3, and the step 14 of the metal shell 3 is locked to the step 21 of the metal shell 3. It is fixed by caulking the rear end side opening portion radially inward, that is, by forming the caulking portion 20.
- An annular plate packing 22 is interposed between the step portions 14 and 21. Thereby, the airtightness in the combustion chamber is maintained, and the fuel gas entering the gap between the leg long portion 13 of the insulator 2 exposed to the combustion chamber and the inner peripheral surface of the metal shell 3 is prevented from leaking outside.
- annular ring members 23 and 24 are interposed between the metal shell 3 and the insulator 2 on the rear end side of the metal shell 3, and the ring member 23 , 24 is filled with powder of talc (talc) 25. That is, the metal shell 3 holds the insulator 2 via the plate packing 22, the ring members 23 and 24, and the talc 25.
- a rod-shaped ground electrode 27 is bent at the front end portion 26 of the metal shell 3 at its intermediate portion and the side surface of the front end portion faces the front end portion of the center electrode 5. It is joined. Further, a spark discharge gap 33 is formed as a gap between the tip of the center electrode 5 and the tip of the ground electrode 27, and spark discharge is generated in the spark discharge gap 33 in the direction along the axis CL1. To be done.
- a portion of the center electrode 5 where the spark discharge gap 33 is formed with the ground electrode 27 is formed by a predetermined metal [for example, iridium (Ir), platinum (Pt), A cylindrical center electrode side tip made of rhodium (Rh), ruthenium (Ru), rhenium (Re), tungsten (W), palladium (Pd), or an alloy containing at least one of them as a main component. (Corresponding to the “chip” of the invention) 31 is joined.
- a portion of the ground electrode 27 where the spark discharge gap 33 is formed with the center electrode 5 is formed by a predetermined metal (for example, Ir, Pt, Rh, Ru, Re, W, etc.) by resistance welding, laser welding, or the like. , Pd, or an alloy having at least one of these as a main component) is connected to a cylindrical ground electrode side chip (corresponding to the “chip” of the present invention) 32.
- the center electrode 5 (outer layer 5B) to which the center electrode side chip 31 is bonded and the ground electrode 27 to which the ground electrode side chip 32 is bonded are made of an electrode material mainly composed of Ni.
- the electrode material has Ni as a main component, a silicon (Si) content of 0.50 mass% or more and less than 1.0 mass%, and an aluminum (Al) content of 0.2 mass% or more.
- the electrode material has a total content of Si and Al of 0.80% by mass or more and 1/10 or less (% by mass) of the Cr content.
- the electrode material has a total content of Si and Al of 1.0. More than mass%, C content 0.05 mass% or less, Mn content 0.5 mass% or less, Cr content 18 mass% or more 28 mass% or less,
- the Al content is 1.0 mass% or less
- the Y content is 0.05 mass% or more and 0.15 mass% or less
- the Fe content is 7 mass% or more and 15 mass% or less (more preferably Is more preferably 10% by mass or less.
- rare earth elements include lanthanum (La), cerium (Ce), neodymium (Nd), samarium (Sm), dysprosium (Dy), erbium (Er), and ytterbium (Yb). Can do.
- La lanthanum
- Ce cerium
- Nd neodymium
- Sm samarium
- Dy dysprosium
- Er erbium
- Yb ytterbium
- a Cr 2 O 3 film excellent in oxidation resistance is sufficiently formed on the surfaces of the electrodes 5 and 27 at the time of use (high temperature), and immediately below that. , respectively is formed more reliably and the Al 2 O 3 film and SiO 2 film having a good oxidation resistance, separation of the two film a Cr 2 O 3 film stably held by (Cr 2 O 3 film Can be suppressed).
- the oxidation resistance of the electrodes 5 and 27 can be remarkably improved in combination with the inclusion of 0.03% by mass or more of Y and rare earth elements.
- the Si content is less than 1.0% by mass, when Pt is contained in the chips 31 and 32, it is more likely that a eutectic structure with Pt is formed at the boundary portion. It can be surely suppressed.
- the electrodes 5 and 27 since Fe is contained in the electrodes 5 and 27, workability can be improved due to a decrease in high-temperature strength. Further, since the electrodes 5 and 27 are easily deformed by heat, the electrodes 5 and 27 absorb stress caused by the difference in thermal expansion between the chips 31 and 32 and the electrodes 5 and 27 at a high temperature. It becomes easy.
- the Al content is 2.0% by mass or less and the Fe content is 20% by mass or less, the effect of improving the oxidation resistance in the electrodes 5 and 27 described above is sufficiently maintained. It is possible to suppress the formation of oxide scale more reliably.
- the above-described operational effects act synergistically, so that the bondability of the chips 31 and 32 can be remarkably improved. As a result, it is possible to extremely effectively suppress peeling (dropping) of the chips 31 and 32.
- the solid solution hardening of the electrodes 5 and 27 is more reliably performed. Can be prevented.
- the content of Y and rare earth elements is 0.2% by mass or less and the content of C is 0.1% by mass or less, precipitation of Y, C, etc. at high temperatures can be suppressed. The precipitation hardening of the electrodes 5 and 27 can be prevented more reliably. As a result, good workability can be realized.
- the Mn content is 1.0% by mass or less, the formation of MnS in the electrodes 5 and 27 and the formation of NiS can be effectively suppressed. Therefore, the sulfidation resistance of the electrodes 5 and 27 can be improved, and the corrosion resistance of the electrodes 5 and 27 can be greatly enhanced in combination with the improvement of the oxidation resistance of the electrodes as described above.
- the Al 2 O 3 film and the SiO 2 film can be more reliably formed immediately below the Cr 2 O 3 film. it can. Thus, it is possible to more effectively suppress the peeling of the Cr 2 O 3 film, it is possible to further increase the bonding strength of the chip 31.
- the precipitation of C at a high temperature can be more effectively suppressed. Therefore, precipitation hardening of the electrodes 5 and 27 can be prevented more reliably, and workability can be further improved.
- the sulfidation resistance of the electrodes 5 and 27 can be further improved. As a result, the corrosion resistance can be further improved.
- the oxidation resistance of the electrodes 5 and 27 can be further improved.
- the formation of oxide scale at the boundary portion can be further suppressed, and the bondability can be further enhanced.
- the Cr content is 28% by mass or less, the solid solution hardening of the electrodes 5 and 27 can be more reliably prevented, and the workability can be further improved.
- the oxidation resistance of the electrodes 5 and 27 can be further improved, and as a result, the bonding properties of the chips 31 and 32 can be further improved.
- the precipitation of Y can be more reliably suppressed, and further excellent workability can be realized.
- the hot workability of the electrodes 5 and 27 can be further improved, and the thermal stress between the chips 31 and 32 and the electrodes 5 and 27 can be further reduced. Can be made. As a result, the bondability can be improved more effectively.
- the solid stress hardening of the electrodes 5 and 27 is effective while the thermal stress between the chips 31 and 32 and the electrodes 5 and 27 is reduced. Can be prevented. As a result, the workability can be further improved.
- the oxidation resistance of the electrodes 5 and 28 can be further improved, and a further excellent bondability can be realized.
- a ground electrode is made of electrode materials mainly composed of Ni and having various contents such as Si, Al, and Cr, and a spark plug formed by resistance-welding the ground electrode side tip to the produced ground electrode.
- Several samples were made. Then, after heating for 2 minutes with a burner so that the temperature of the ground electrode would be 1050 ° C. in an air atmosphere, cooling was performed for 1 minute followed by 1000 cycles. Then, the cross section of the ground electrode was observed after 1000 cycles, and as shown in FIG.
- the oxide scale formed at the boundary portion with respect to the length X of the boundary portion between the ground electrode and the ground electrode side chip [ 3A, the length Y of the portion indicated by the bold line] was measured, and the ratio of the length Y to the length X (oxidized scale ratio) was calculated.
- a sample having an oxide scale ratio of less than 10% is evaluated as “ ⁇ ” because it has extremely excellent bonding properties, and a sample having an oxide scale ratio of 10% or more and less than 20%. was evaluated as “ ⁇ ” as having excellent bonding properties.
- Samples with an oxide scale ratio of 20% or more and less than 30% were evaluated as “ ⁇ ” as having good bondability, and samples with an oxide scale ratio of 30% or more and less than 40% were It was decided to give a rating of “ ⁇ ” as having sufficient bondability.
- a sample having an oxide scale ratio of 40% or more was evaluated as “x” because it was inferior in bondability.
- the total length of each oxide scale is Y.
- the length Y of the oxide scale is set to the length of each oxide scale. Total (Y1 + Y2).
- the outline of the workability evaluation test is as follows. That is, a cylindrical electrode ( ⁇ 5 mm) made of electrode materials containing Ni as a main component and different contents of Si, Al, Cr and the like was obtained, and the obtained electrode was subjected to heat treatment (full annealing). . Next, a tensile test was performed on the electrode after the heat treatment, and after the completion of the test, the elongation ratio of the electrode between two preset points was calculated.
- the elongation rate is 50% or more
- “ ⁇ ” is evaluated as being able to realize extremely excellent workability, and when the elongation rate is 45% or more and less than 50%.
- the elongation rate is 40% or more and less than 45%, it will be rated as “Good” as having good workability. did. On the other hand, when the elongation ratio was less than 40%, the evaluation of “x” was made because the workability was insufficient.
- the outline of the sulfidation resistance evaluation test is as follows. That is, a plurality of electrode samples composed of electrode materials mainly composed of Ni and having different contents of Si, Al, Cr, etc. are prepared, and each sample is embedded in Na 2 SO 4 powder, and then at 900 ° C. Heated for 8 hours. After the heating was completed, the cross section of the sample was observed, and the maximum thickness of MnS formed on the surface of the sample was measured.
- the maximum thickness of MnS is less than 5 ⁇ m, “ ⁇ ” is evaluated as being extremely excellent in sulfidation resistance, and when the maximum thickness of MnS is 5 ⁇ m or more and less than 10 ⁇ m, sulfidation resistance is evaluated. It was decided to give a rating of “ ⁇ ” for its superior performance.
- the maximum thickness of MnS is 10 ⁇ m or more, “x” is evaluated as being inferior in sulfidation resistance.
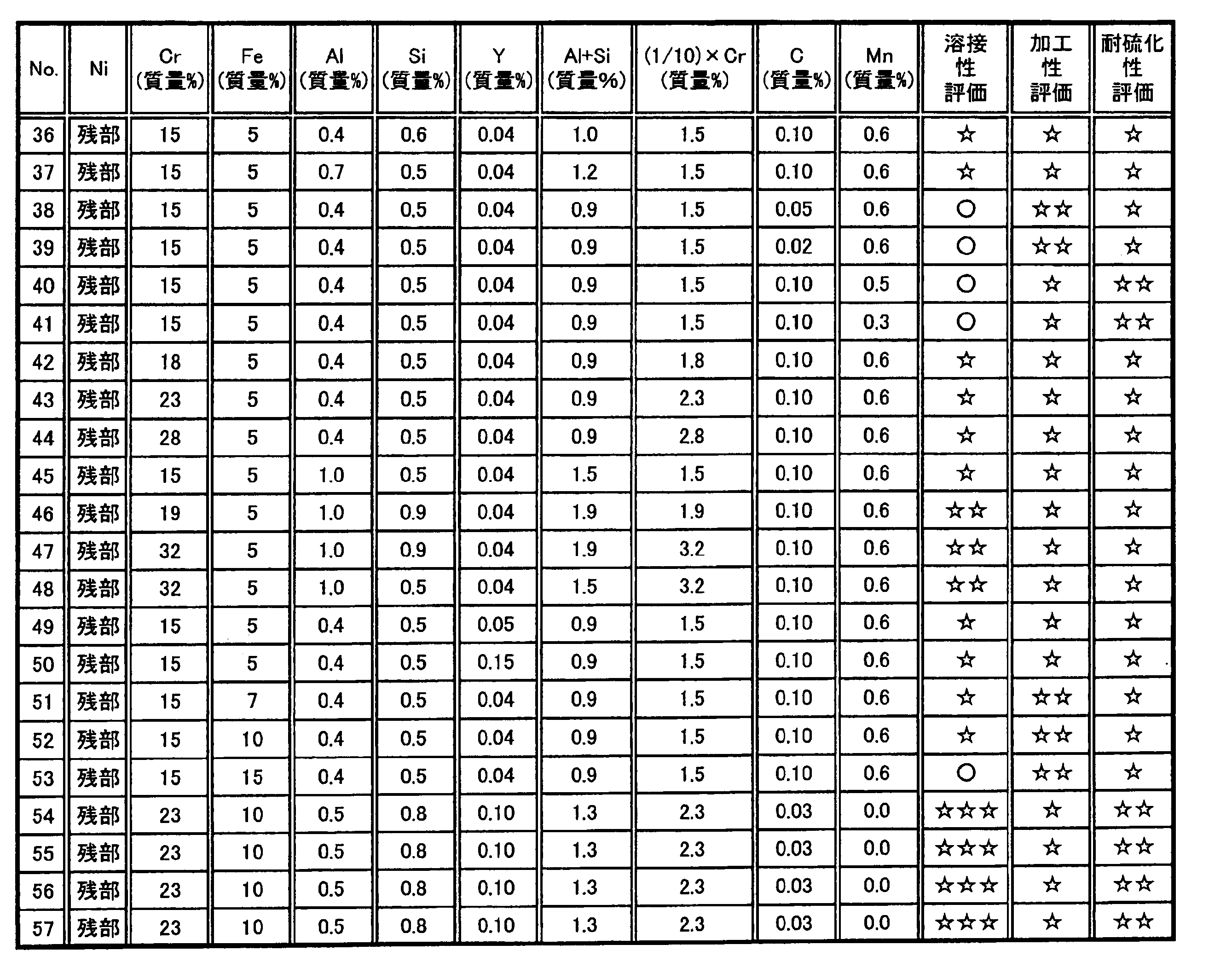
- Table 1 and Table 2 show the test results of each test.
- Nd was selected from the group consisting of Y and rare earth elements, and the electrode material contained 0.03% by mass of Nd.
- sample 29 selects La from the said group, makes 0.03 mass% of La be contained in the electrode material, and sample 30 selected Ce from the said group, and contains 0.03% by mass of Ce in the electrode material I let you.
- samples other than these selected Y from the said group, and made Y contain in electrode material.
- sample having the Al content of less than 0.2% by mass is inferior in weldability
- sample having the Al content exceeding 2.0% by mass is weldable. It became clear that both of these were inferior in workability. This is because when the Al content is less than 0.2% by mass, the Al 2 O 3 film is not sufficiently formed, and when the Al content is more than 2.0% by mass, This is probably because AlN tends to precipitate on the surface of the electrode and solid solution hardening tends to occur in the electrode.
- sample with the Cr content of less than 12% by mass has poor weldability
- sample with the Cr content of more than 34% by mass has poor workability. It was done. This is because when the Cr content is less than 12% by mass, the Cr 2 O 3 film is not sufficiently formed on the surface of the electrode, and when the Cr content is more than 34% by mass, This is thought to be because solid solution hardening is likely to occur.
- the sample (sample 10) in which the content of at least one selected from the group consisting of Y and rare earth elements (hereinafter referred to as “rare earth elements”) is less than 0.03% by mass is inferior in weldability. It was found that the sample (sample 11) in which the content of rare earth elements and the like exceeded 0.2% by mass was inferior in workability. This is because the high-temperature oxidation resistance of the electrode is reduced because the rare earth element content is less than 0.03% by mass, and the rare earth element content is more than 0.2 mass%. This is considered to be because precipitation hardening is likely to occur.
- sample in which the Fe content was 0 mass% (sample 12) and the sample in which the Fe content was over 20 mass% (sample 13) were poor in weldability. This is because when the Fe content is 0% by mass, the electrode is not easily deformed by heat, and thermal stress generated between the electrode and the chip is increased under high temperature. It is considered that the content is more than 20% by mass because the electrode is easily oxidized.
- sample 14 in which the total content of Al and Si (Al + Si) was less than 0.8% by mass (sample 14) was inferior in weldability. This is presumably because the oxide film of Al or Si was not sufficiently formed and the electrode was easily oxidized.
- sample 15 which made Al and Si total content (Al + Si) more than 1/10 of Cr content inferior to weldability. This is because the SiO 2 film and the Al 2 O 3 film are less likely to be located immediately below the Cr 2 O 3 film on the surface of the electrode, and as a result, the Cr 2 O 3 film is easily peeled off. It is believed that there is.
- sample 16 having a C content exceeding 0.10% by mass was inferior in workability. This is thought to be because precipitation hardening is likely to occur in the electrode.
- sample 17 in which the Mn content exceeds 1.0% by mass tends to form MnS inside the electrode and is inferior in sulfidation resistance.
- the Si content is 0.50 mass% or more and less than 1.0 mass%
- the Al content is 0.2 mass% or more and 2.0 mass% or less
- the Cr content is 12 mass% or more.
- 34 mass% or less rare earth element content is 0.03 mass% to 0.2 mass%
- Fe content is over 0 mass% to 20 mass%
- C content is 0.10 mass% or less
- Samples (samples 18 to 57) in which the Mn content is 1.0 mass% or less, the total content of Si and Al is 0.80 mass% or more, and 1/10 or less of the Cr content are as follows. It has been found that the steel has good performance in each of weldability, workability, and sulfidation resistance.
- samples 34, 36, and 37 that differ only in the total content of Al and Si
- the sample (sample) in which the total content of Al and Si is 1.0% by mass or more. 36, 37) were found to have better weldability.
- samples 34, 38, and 39 samples (samples 34, 38, and 39) that differ only in the C content. It was confirmed that the properties were even better.
- samples (samples 34, 40, 41) that differ only in the Mn content are Further, it has been revealed that it has good sulfidation resistance.
- samples (samples 21, 22, 34, and 42 to 44) that differ only in the Cr content were compared. From (44) to (44), it was found that the weldability was further improved. Further, it was confirmed that the samples (samples 34, 42 to 44) in which the Cr content was 28% by mass or less were superior in workability.
- the weldability can be further improved by setting the Y content to 0.05 mass% or more. Was confirmed. Furthermore, it turned out that workability can be improved further by content of Y being 0.15 mass% or less.
- the electrode material has a Si content of 0.50 mass% or more and less than 1.0 mass%,
- the Al content is 0.2% by mass or more and 2.0% by mass or less, the Cr content is 12% by mass or more and 34% by mass or less, and the rare earth element content is 0.03% by mass or more and 0.2% by mass.
- the Fe content is more than 0% by mass and 20% by mass or less, the C content is 0.10% by mass or less, the Mn content is 1.0% by mass or less, and the total content of Si and Al is 0. It can be said that it is preferable to set it to 80 mass% or more and 1/10 or less of the Cr content.
- the total content of Al and Si is more preferably 1.0% by mass or more.
- the C content is 0.05% by mass or less, or the Fe content is 7% by mass or more and 15% by mass or less. Moreover, it can be said that it is more preferable to make content of Fe into 10 mass% or less from a viewpoint of improving together.
- the Cr content is 18% by mass or more and 28% by mass or less
- the Al content is 1.0% by mass or less
- the Y content It can be said that the amount is more preferably 0.05% by mass or more and 0.15% by mass or less.
- the chips 31 and 32 are provided on both the center electrode 5 and the ground electrode 27, but one of the chips 31 and 32 may be omitted. In this case, at least only the electrode provided with the chip may be formed of the electrode material.
- the ground electrode 27 is made of a single metal, but the ground electrode 27 is made of a metal having excellent thermal conductivity (for example, copper, copper alloy, pure Ni, or the like).
- An inner layer may be provided, and the ground electrode 27 may have a multilayer structure including an outer layer and an inner layer. In this case, the portion (outer layer) of the ground electrode 27 to be joined to the ground electrode side chip 32 only needs to be formed of the electrode material.
- the tool engaging portion 19 has a hexagonal cross section, but the shape of the tool engaging portion 19 is not limited to such a shape.
- it may be a Bi-HEX (deformed 12-angle) shape [ISO 22777: 2005 (E)].
- the bondability between the electrode and the chip can be remarkably improved and the chip can be prevented from peeling off very effectively, and the durability of the spark plug having the structure in which the chip is bonded can be improved. Greatly improve.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Spark Plugs (AREA)
Abstract
Description
ニッケル(Ni)を主成分とし、ケイ素(Si)の含有量が0.50質量%以上1.0質量%未満、アルミニウム(Al)の含有量が0.2質量%以上2.0質量%以下、クロム(Cr)の含有量が12質量%以上34質量%以下、イットリウム(Y)及び希土類元素からなる群より選択される少なくとも一種の含有量が0.03質量%以上0.2質量%以下、鉄(Fe)の含有量が0質量%超20質量%以下、炭素(C)の含有量が0.10質量%以下、マンガン(Mn)の含有量が1.0質量%以下であり、
ケイ素(Si)及びアルミニウム(Al)の合計含有量が、0.80質量%以上、かつ、クロム(Cr)の含有量の1/10以下であることを特徴とする。

本出願は、2013年1月8日出願の日本特許出願(特願2013-000885)に基づくものであり、その内容はここに参照として取り込まれる。
Claims (9)
- 中心電極、及び、当該中心電極との間に間隙を形成する接地電極を備え、前記両電極の少なくとも一方にチップが設けられたスパークプラグにおいて、前記チップが設けられた電極を構成する電極材料であって、
ニッケルを主成分とし、ケイ素の含有量が0.50質量%以上1.0質量%未満、アルミニウムの含有量が0.2質量%以上2.0質量%以下、クロムの含有量が12質量%以上34質量%以下、イットリウム及び希土類元素からなる群より選択される少なくとも一種の含有量が0.03質量%以上0.2質量%以下、鉄の含有量が0質量%超20質量%以下、炭素の含有量が0.10質量%以下、マンガンの含有量が1.0質量%以下であり、
ケイ素及びアルミニウムの合計含有量が、0.80質量%以上、かつ、クロムの含有量の1/10以下であることを特徴とする電極材料。 - ケイ素及びアルミニウムの合計含有量が1.0質量%以上であることを特徴とする請求項1に記載の電極材料。
- 炭素の含有量が0.05質量%以下、マンガンの含有量が0.5質量%以下であることを特徴とする請求項1又は2に記載の電極材料。
- クロムの含有量が18質量%以上28質量%以下であることを特徴とする請求項1乃至3のいずれか1項に記載の電極材料。
- アルミニウムの含有量が1.0質量%以下であることを特徴とする請求項1乃至4のいずれか1項に記載の電極材料。
- イットリウムの含有量が0.05質量%以上0.15質量%以下であることを特徴とする請求項1乃至5のいずれか1項に記載の電極材料。
- 鉄の含有量が7質量%以上15質量%以下であることを特徴とする請求項1乃至6のいずれか1項に記載の電極材料。
- 鉄の含有量が10質量%以下であることを特徴とする請求項1乃至7のいずれか1項に記載の電極材料。
- 軸線方向に貫通孔を有する絶縁体と、
前記絶縁体の先端部に配置される中心電極と、
前記中心電極の外周に配置される主体金具と、
前記主体金具の先端部に接合される接地電極と、を備えるスパークプラグであって、
前記中心電極及び前記接地電極の少なくとも一方は、請求項1乃至8のいずれか1項に記載の電極材料により形成されるとともに、チップが接合されていることを特徴とするスパークプラグ。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14738286.5A EP2930802B1 (en) | 2013-01-08 | 2014-01-08 | Electrode material and spark plug |
| KR1020157020828A KR101625349B1 (ko) | 2013-01-08 | 2014-01-08 | 전극 재료 및 스파크 플러그 |
| CN201480004267.6A CN104919666B (zh) | 2013-01-08 | 2014-01-08 | 电极材料及火花塞 |
| US14/758,891 US9783872B2 (en) | 2013-01-08 | 2014-01-08 | Electrode material and spark plug |
| JP2014537390A JP5662622B2 (ja) | 2013-01-08 | 2014-01-08 | 電極材料及びスパークプラグ |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-000885 | 2013-01-08 | ||
| JP2013000885 | 2013-01-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014109335A1 true WO2014109335A1 (ja) | 2014-07-17 |
Family
ID=51166982
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/050158 WO2014109335A1 (ja) | 2013-01-08 | 2014-01-08 | 電極材料及びスパークプラグ |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9783872B2 (ja) |
| EP (1) | EP2930802B1 (ja) |
| JP (1) | JP5662622B2 (ja) |
| KR (1) | KR101625349B1 (ja) |
| CN (1) | CN104919666B (ja) |
| WO (1) | WO2014109335A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6335979B2 (ja) | 2016-07-15 | 2018-05-30 | 日本特殊陶業株式会社 | 点火プラグ |
| JP6345214B2 (ja) * | 2016-10-20 | 2018-06-20 | 日本特殊陶業株式会社 | 点火プラグ |
| JP6715276B2 (ja) * | 2018-03-13 | 2020-07-01 | 日本特殊陶業株式会社 | スパークプラグ |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000336446A (ja) * | 1999-03-19 | 2000-12-05 | Hitachi Metals Ltd | 高温耐酸化性および熱間加工性に優れた点火プラグ用電極材料 |
| JP2002235139A (ja) | 2001-02-05 | 2002-08-23 | Mitsubishi Materials Corp | 耐火花消耗性に優れた点火プラグ電極材 |
| JP2003138334A (ja) * | 2001-11-01 | 2003-05-14 | Hitachi Metals Ltd | 高温耐酸化性及び高温延性に優れたNi基合金 |
| JP2006236906A (ja) | 2005-02-28 | 2006-09-07 | Ngk Spark Plug Co Ltd | スパークプラグの製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002235137A (ja) * | 2001-02-05 | 2002-08-23 | Mitsubishi Materials Corp | 耐火花消耗性に優れた点火プラグ電極材 |
| DE102006053917B4 (de) * | 2005-11-16 | 2019-08-14 | Ngk Spark Plug Co., Ltd. | Für Verbrennungsmotoren benutzte Zündkerze |
| US7823556B2 (en) * | 2006-06-19 | 2010-11-02 | Federal-Mogul World Wide, Inc. | Electrode for an ignition device |
| WO2010110379A1 (ja) * | 2009-03-26 | 2010-09-30 | 日立金属株式会社 | マルエージング鋼帯 |
| EP2621035B1 (en) * | 2010-09-24 | 2018-11-21 | Ngk Spark Plug Co., Ltd. | Spark plug electrode, method for producing same, spark plug, and method for producing spark plug |
-
2014
- 2014-01-08 EP EP14738286.5A patent/EP2930802B1/en active Active
- 2014-01-08 WO PCT/JP2014/050158 patent/WO2014109335A1/ja active Application Filing
- 2014-01-08 US US14/758,891 patent/US9783872B2/en active Active
- 2014-01-08 JP JP2014537390A patent/JP5662622B2/ja active Active
- 2014-01-08 CN CN201480004267.6A patent/CN104919666B/zh active Active
- 2014-01-08 KR KR1020157020828A patent/KR101625349B1/ko active IP Right Grant
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000336446A (ja) * | 1999-03-19 | 2000-12-05 | Hitachi Metals Ltd | 高温耐酸化性および熱間加工性に優れた点火プラグ用電極材料 |
| JP2002235139A (ja) | 2001-02-05 | 2002-08-23 | Mitsubishi Materials Corp | 耐火花消耗性に優れた点火プラグ電極材 |
| JP2003138334A (ja) * | 2001-11-01 | 2003-05-14 | Hitachi Metals Ltd | 高温耐酸化性及び高温延性に優れたNi基合金 |
| JP2006236906A (ja) | 2005-02-28 | 2006-09-07 | Ngk Spark Plug Co Ltd | スパークプラグの製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2930802A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2930802A1 (en) | 2015-10-14 |
| CN104919666A (zh) | 2015-09-16 |
| EP2930802B1 (en) | 2017-03-15 |
| KR101625349B1 (ko) | 2016-05-27 |
| US9783872B2 (en) | 2017-10-10 |
| EP2930802A4 (en) | 2016-02-24 |
| US20150340844A1 (en) | 2015-11-26 |
| KR20150093864A (ko) | 2015-08-18 |
| JPWO2014109335A1 (ja) | 2017-01-19 |
| JP5662622B2 (ja) | 2015-02-04 |
| CN104919666B (zh) | 2016-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1677400B1 (en) | Spark plug | |
| US20130026903A1 (en) | Spark plug | |
| JP5238096B2 (ja) | スパークプラグ及びその製造方法 | |
| JP2007165291A (ja) | 内燃機関用スパークプラグ | |
| JP5662622B2 (ja) | 電極材料及びスパークプラグ | |
| JP2008053017A (ja) | 内燃機関用スパークプラグ | |
| JP4944433B2 (ja) | スパークプラグ | |
| JP5439499B2 (ja) | スパークプラグ | |
| JP6312723B2 (ja) | スパークプラグ | |
| JP4746707B1 (ja) | スパークプラグ | |
| JP4834264B2 (ja) | スパークプラグ | |
| JP4933106B2 (ja) | スパークプラグおよびそのスパークプラグを備えた内燃機関 | |
| WO2019124201A1 (ja) | スパークプラグ用電極、及びスパークプラグ | |
| JP5406670B2 (ja) | スパークプラグ | |
| JP5695609B2 (ja) | スパークプラグ | |
| JP5564070B2 (ja) | スパークプラグ | |
| JP2013127911A (ja) | スパークプラグ及びその製造方法 | |
| JP2013254670A (ja) | スパークプラグ | |
| JP6276216B2 (ja) | 点火プラグ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2014537390 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14738286 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14758891 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014738286 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014738286 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20157020828 Country of ref document: KR Kind code of ref document: A |