WO2013115276A1 - 圧入型端子及びそれを用いた電子部品 - Google Patents
圧入型端子及びそれを用いた電子部品 Download PDFInfo
- Publication number
- WO2013115276A1 WO2013115276A1 PCT/JP2013/052102 JP2013052102W WO2013115276A1 WO 2013115276 A1 WO2013115276 A1 WO 2013115276A1 JP 2013052102 W JP2013052102 W JP 2013052102W WO 2013115276 A1 WO2013115276 A1 WO 2013115276A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- press
- fit terminal
- fit
- thickness
- Prior art date
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/02—Contact members
- H01R13/03—Contact members characterised by the material, e.g. plating, or coating materials
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/02—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material
- C23C28/023—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material only coatings of metal elements only
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/30—Electroplating: Baths therefor from solutions of tin
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/50—Electroplating: Baths therefor from solutions of platinum group metals
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/54—Electroplating: Baths therefor from solutions of metals not provided for in groups C25D3/04 - C25D3/50
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/56—Electroplating: Baths therefor from solutions of alloys
- C25D3/60—Electroplating: Baths therefor from solutions of alloys containing more than 50% by weight of tin
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/10—Electroplating with more than one layer of the same or of different metals
- C25D5/12—Electroplating with more than one layer of the same or of different metals at least one layer being of nickel or chromium
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/60—Electroplating characterised by the structure or texture of the layers
- C25D5/605—Surface topography of the layers, e.g. rough, dendritic or nodular layers
- C25D5/611—Smooth layers
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/627—Electroplating characterised by the visual appearance of the layers, e.g. colour, brightness or mat appearance
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R12/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, specially adapted for printed circuits, e.g. printed circuit boards [PCB], flat or ribbon cables, or like generally planar structures, e.g. terminal strips, terminal blocks; Coupling devices specially adapted for printed circuits, flat or ribbon cables, or like generally planar structures; Terminals specially adapted for contact with, or insertion into, printed circuits, flat or ribbon cables, or like generally planar structures
- H01R12/50—Fixed connections
- H01R12/51—Fixed connections for rigid printed circuits or like structures
- H01R12/55—Fixed connections for rigid printed circuits or like structures characterised by the terminals
- H01R12/58—Fixed connections for rigid printed circuits or like structures characterised by the terminals terminals for insertion into holes
- H01R12/585—Terminals having a press fit or a compliant portion and a shank passing through a hole in the printed circuit board
Definitions
- a terminal connection portion is provided on one side of a mounting portion to be attached to a housing, and a substrate connection portion is provided on the other side.
- the substrate connection portion is press-fitted into a through hole formed on the substrate and attached to the substrate.
- the present invention relates to a press-fit terminal and an electronic component using the same.
- the press-fit terminal is a needle-like terminal having compression elasticity, and a frictional force (holding force) is secured by press-fitting into a through hole formed in the substrate, and is mechanically and electrically fixed to the substrate.
- An electrode portion made of copper plating is formed on the inner peripheral surface of the conventional through hole, which contributes to the holding force with the press-fit terminal pin.
- a male connector (plug connector) is attached to the press-fit terminal fixed to the substrate, and is engaged with a female connector (receptacle connector) for electrical connection.
- Sn plating is mainly performed on the surface of the press-fit type terminal in order to improve the contact property with the through hole of the connection board in consideration of lead-free.
- This press-fit type terminal is used to connect the connection terminal and the control board without soldering, which has been done in the past. Once the press-fit type terminal is inserted into the through hole, it can be removed from the through hole again. It is not assumed. Therefore, as a matter of course, the press-fit terminal cannot be inserted into the through hole by hand. For example, when a press-fit type terminal is inserted into a through hole, a vertical force of 6 to 7 kg (60 to 70 N) is required per terminal. With a molded connector, 50 to 100 terminals are simultaneously press-fitted. To push the terminal, a great pushing force is required.
- Patent Document 1 discloses a press-fit terminal that is inserted into a conductive through hole of a substrate in a press-fit state, and has a thickness of 0.1 to 0.8 ⁇ m at least in the substrate insertion portion of the press-fit terminal.
- a tin intermediate plating of 0.5 to 1 ⁇ m thickness and a nickel base plating of 1 to 1.3 ⁇ m thickness are applied to the portion to be subjected to the tin plating. It is described that the shaving can be suppressed.
- a base plating layer of Ni or Ni alloy is provided on the entire surface of a base material, and the surface of the base plating layer of the female terminal connection portion of the base material is provided on the surface of the base material.
- Cu3Sn alloy layer and Cu6Sn5 alloy layer are sequentially provided, and Sn is not exposed on the surface of the Cu6Sn5 alloy layer, so that it is possible to suppress the occurrence of scraping of Sn plating compared to Patent Document 1, and hard Cu-Sn
- the synergistic effect of providing a soft Sn layer or Sn alloy layer in the alloy layer can improve the friction coefficient and reduce the insertion force when inserting the press-fit terminal into the through hole. To have.
- the press-fit type terminals subjected to conventional Sn plating have problems in plating wear and heat resistance when the whisker resistance, insertion force, and less-fit terminal are inserted into the substrate.
- the present invention has been made in order to solve the above-described problems, and is a press-fit terminal that has excellent whisker resistance, low insertion force, is hard to be plated when a press-fit terminal is inserted into a substrate, and has high heat resistance. It is another object of the present invention to provide an electronic component using the same.
- the inventors of the present invention have excellent whisker resistance and low insertion force by using a metal material in which the A layer, the B layer, and the C layer formed with a predetermined metal and a predetermined thickness are sequentially formed from the outermost layer. It has been found that a press-fit terminal can be provided, whereby a press-fit terminal having a high heat resistance can be produced with less difficulty in plating when inserted into a substrate.
- the press-fit type terminal is characterized in that at least the substrate connection portion has the following surface structure and has excellent whisker resistance:
- the outermost layer is an A layer formed of Sn, In, or an alloy thereof, A B layer formed in the lower layer of the A layer and composed of one or more selected from the group consisting of Ag, Au, Pt, Pd, Ru, Rh, Os, and Ir; and Formed in the lower layer of the B layer, comprising a C layer composed of one or more selected from the group consisting of Ni, Cr, Mn, Fe, Co and Cu;
- the thickness of the A layer is 0.002 to 0.2 ⁇ m;
- the thickness of the B layer is 0.001 to 0.3
- a terminal connection portion is provided on one side of a mounting portion to be attached to the housing, and a substrate connection portion is provided on the other side, and the substrate connection portion is press-fitted into a through hole formed in the substrate.
- the press-fit type terminal is characterized in that at least the board connection portion has the following surface structure and has a low insertion force:
- the outermost layer is an A layer formed of Sn, In, or an alloy thereof, A B layer formed in the lower layer of the A layer and composed of one or more selected from the group consisting of Ag, Au, Pt, Pd, Ru, Rh, Os, and Ir; and Formed in the lower layer of the B layer, comprising a C layer composed of one or more selected from the group consisting of Ni, Cr, Mn, Fe, Co and Cu;
- the thickness of the A layer is 0.002 to 0.2 ⁇ m;
- the thickness of the B layer is 0.001 to 0.3 ⁇ m,
- a terminal connection portion is provided on one side of a mounting portion to be attached to the housing, and a substrate connection portion is provided on the other side, and the substrate connection portion is press-fitted into a through hole formed on the substrate.
- the press-fit terminal is characterized in that at least the substrate connection portion has the following surface structure, and plating at the time of press-fit terminal insertion is hard to be scraped:
- the outermost layer is an A layer formed of Sn, In, or an alloy thereof, A B layer formed in the lower layer of the A layer and composed of one or more selected from the group consisting of Ag, Au, Pt, Pd, Ru, Rh, Os, and Ir; and Formed in the lower layer of the B layer, comprising a C layer composed of one or more selected from the group consisting of Ni, Cr, Mn, Fe, Co and Cu;
- the thickness of the A layer is 0.002 to 0.2 ⁇ m;
- the thickness of the B layer is 0.001 to 0.3 ⁇ m,
- the thickness of the C layer is 0.05 ⁇ m or more.
- a terminal connection portion is provided on one side of a mounting portion to be attached to the housing, and a substrate connection portion is provided on the other side, and the substrate connection portion is press-fitted into a through hole formed on the substrate.
- the press-fit type terminal is characterized in that at least the substrate connection portion has the following surface structure and is excellent in heat resistance:
- the outermost layer is an A layer formed of Sn, In, or an alloy thereof, A B layer formed in the lower layer of the A layer and composed of one or more selected from the group consisting of Ag, Au, Pt, Pd, Ru, Rh, Os, and Ir; and Formed in the lower layer of the B layer, comprising a C layer composed of one or more selected from the group consisting of Ni, Cr, Mn, Fe, Co and Cu;
- the thickness of the A layer is 0.002 to 0.2 ⁇ m;
- the thickness of the B layer is 0.001 to 0.3 ⁇ m,
- the thickness of the C layer is 0.05 ⁇ m or more.
- a terminal connection portion is provided on one side of a mounting portion to be attached to the housing, and a substrate connection portion is provided on the other side, and the substrate connection portion is press-fitted into a through hole formed on the substrate.
- the press-fit type terminal is characterized in that at least the substrate connection portion has the following surface structure and has excellent whisker resistance:
- the outermost layer is an A layer formed of Sn, In, or an alloy thereof, A B layer formed in the lower layer of the A layer and composed of one or more selected from the group consisting of Ag, Au, Pt, Pd, Ru, Rh, Os, and Ir; and Formed in the lower layer of the B layer, comprising a C layer composed of one or more selected from the group consisting of Ni, Cr, Mn, Fe, Co and Cu;
- the amount of Sn and In deposited on the A layer is 1 to 150 ⁇ g / cm 2
- the adhesion amount of Ag, Au, Pt, Pd, Ru, Rh, Os, Ir in the B layer is 1 to 330 ⁇ g / cm 2
- the adhesion amount of Ni, Cr, Mn, Fe, Co, and Cu in the C layer is 0.03 mg / cm 2 or more
- a terminal connection portion is provided on one side of a mounting portion to be attached to the housing, and a substrate connection portion is provided on the other side, and the substrate connection portion is press-fitted into a through hole formed on the substrate.
- the press-fit type terminal is characterized in that at least the substrate connection portion has the following surface structure and has a low insertion force:
- the outermost layer is an A layer formed of Sn, In, or an alloy thereof, A B layer formed in the lower layer of the A layer and composed of one or more selected from the group consisting of Ag, Au, Pt, Pd, Ru, Rh, Os, and Ir; and Formed in the lower layer of the B layer, comprising a C layer composed of one or more selected from the group consisting of Ni, Cr, Mn, Fe, Co and Cu;
- the amount of Sn and In deposited on the A layer is 1 to 150 ⁇ g / cm 2
- the adhesion amount of Ag, Au, Pt, Pd, Ru, Rh, Os, Ir in the B layer is 1 to 330 ⁇ g / cm 2
- the adhesion amount of Ni, Cr, Mn, Fe, Co, and Cu in the C layer is 0.03 mg / cm 2
- a terminal connection portion is provided on one side of a mounting portion to be attached to the housing, and a substrate connection portion is provided on the other side, and the substrate connection portion is press-fitted into a through hole formed on the substrate.
- the press-fit terminal is characterized in that at least the substrate connection portion has the following surface structure, and plating at the time of press-fit terminal insertion is hard to be scraped:
- the outermost layer is an A layer formed of Sn, In, or an alloy thereof, A B layer formed in the lower layer of the A layer and composed of one or more selected from the group consisting of Ag, Au, Pt, Pd, Ru, Rh, Os, and Ir; and Formed in the lower layer of the B layer, comprising a C layer composed of one or more selected from the group consisting of Ni, Cr, Mn, Fe, Co and Cu;
- the amount of Sn and In deposited on the A layer is 1 to 150 ⁇ g / cm 2
- the adhesion amount of Ag, Au, Pt, Pd, Ru, Rh, Os, Ir in the B layer is 1 to 330 ⁇ g / cm 2
- a terminal connection portion is provided on one side of a mounting portion to be attached to the housing, and a substrate connection portion is provided on the other side, and the substrate connection portion is press-fitted into a through hole formed on the substrate.
- the press-fit type terminal is characterized in that at least the substrate connection portion has the following surface structure and is excellent in heat resistance:
- the outermost layer is an A layer formed of Sn, In, or an alloy thereof, A B layer formed in the lower layer of the A layer and composed of one or more selected from the group consisting of Ag, Au, Pt, Pd, Ru, Rh, Os, and Ir; and Formed in the lower layer of the B layer, comprising a C layer composed of one or more selected from the group consisting of Ni, Cr, Mn, Fe, Co and Cu;
- the amount of Sn and In deposited on the A layer is 1 to 150 ⁇ g / cm 2
- the adhesion amount of Ag, Au, Pt, Pd, Ru, Rh, Os, Ir in the B layer is 1 to 330 ⁇ g / cm 2
- the adhesion amount of Ni, Cr, Mn, Fe, Co, and Cu in the C layer is 0.03 mg / cm 2 or more
- the alloy composition of the A layer is Sn, In, or the total of Sn and In is 50% by mass or more, and the remaining alloy components are Ag, As, Au, Bi, It consists of one or more metals selected from the group consisting of Cd, Co, Cr, Cu, Fe, In, Mn, Mo, Ni, Pb, Sb, Sn, W and Zn.
- the alloy composition of the B layer is Ag, Au, Pt, Pd, Ru, Rh, Os, Ir, or Ag, Au, Pt, Pd, Ru, and Rh.
- the total amount of Os and Ir is 50% by mass or more, and the remaining alloy components are Ag, Au, Bi, Cd, Co, Cu, Fe, In, Ir, Mn, Mo, Ni, Pb, Pd, Pt, Rh. It consists of 1 type, or 2 or more types of metals selected from the group which consists of Ru, Sb, Se, Sn, W, Tl, and Zn.
- the alloy composition of the C layer is 50% by mass or more in total of Ni, Cr, Mn, Fe, Co, Cu, and further, B, P, Sn, and 1 type (s) or 2 or more types selected from the group which consists of Zn are included.
- the Vickers hardness measured from the surface of the A layer is Hv 100 or more.
- the press-fit terminal according to the present invention has a hardness obtained by measuring the surface of the A layer by hitting a root with a load of 0.1 mN by an ultra-micro hardness test,
- the indentation hardness of the surface of the A layer is 1000 MPa or more.
- the press-fit terminal of the present invention has a high bending workability in which the Vickers hardness measured from the surface of the A layer is Hv1000 or less.
- the press-fit terminal according to the present invention has a hardness obtained by measuring the surface of the A layer by hitting a root with a load of 0.1 mN by an ultra-micro hardness test,
- the indentation hardness of the surface of the A layer has a high bending workability of 10,000 MPa or less.
- the arithmetic average height (Ra) of the surface of the A layer is 0.1 ⁇ m or less.
- the maximum height (Rz) of the surface of the A layer is 1 ⁇ m or less.
- the reflection density of the surface of the A layer is 0.3 or more.
- the press-fit terminal of the present invention is a position showing the highest value of the atomic concentration (at%) of Sn or In in the A layer when depth analysis is performed by XPS (X-ray photoelectron spectroscopy).
- D 1 position (D 2 ) showing the highest atomic concentration (at%) of Ag, Au, Pt, Pd, Ru, Rh, Os or Ir in the B layer, Ni, Cr,
- D 3 position (D 3 ) indicating the maximum value of atomic concentration (at%) of Mn, Fe, Co or Cu exists in the order of D 1 , D 2 and D 3 from the outermost surface.
- the press-fit terminal of the present invention when depth analysis is performed by XPS (X-ray photoelectron spectroscopy), the highest value of the atomic concentration (at%) of Sn or In in the A layer, and The maximum value of the atomic concentration (at%) of Ag, Au, Pt, Pd, Ru, Rh, Os, or Ir in the B layer is 10 at% or more, respectively, and Ni, Cr, Mn, Fe, The depth at which the atomic concentration (at%) of Co or Cu is 25% or more is 50 nm or more.
- XPS X-ray photoelectron spectroscopy
- the thickness of the A layer is 0.01 to 0.1 ⁇ m.
- the amount of Sn and In deposited on the A layer is 7 to 75 ⁇ g / cm 2 .
- the thickness of the B layer is 0.005 to 0.1 ⁇ m.
- the adhesion amount of Ag, Au, Pt, Pd, Ru, Rh, Os, and Ir in the B layer is 4 to 120 ⁇ g / cm 2 .
- the Vickers hardness of the cross section of the C layer is Hv300 or more.
- the Vickers hardness and thickness of the cross section of the C layer are represented by the following formula: Vickers hardness (Hv) ⁇ ⁇ 376.22 Ln (thickness ⁇ m) +86.411 Meet.
- the press-fit type terminal of the present invention has a hardness obtained by measuring a cross-section of the lower layer (C layer) with a load of 0.1 mN in an ultra-micro hardness test.
- the indentation hardness of the cross section of the lower layer (C layer) is 2500 MPa or more.
- the press-fit type terminal of the present invention has a hardness obtained by measuring a cross-section of the lower layer (C layer) with a load of 0.1 mN in an ultra-micro hardness test.
- the indentation hardness and thickness of the cross section of the lower layer (C layer) are represented by the following formula: Indentation hardness (MPa) ⁇ ⁇ 3998.4Ln (thickness ⁇ m) +1178.9 Meet.
- the Vickers hardness of the cross section of the C layer is Hv 1000 or less.
- the press-fit type terminal of the present invention has a hardness obtained by measuring a cross-section of the lower layer (C layer) with a load of 0.1 mN in an ultra-micro hardness test.
- the indentation hardness of the cross section of the lower layer (C layer) is 10000 MPa or less.
- the press-fit terminal according to the present invention is a position showing the maximum value of the atomic concentration (at%) of Sn or In in the A layer when depth analysis is performed by XPS (X-ray photoelectron spectroscopy).
- D 1 and a position (D 3 ) showing the maximum value of atomic concentration (at%) of Ni, Cr, Mn, Fe, Co, Cu or Zn in the C layer, Ag, Au, Pt, Pd, For Ru, Rh, Os or Ir, a region of 40 at% or more exists with a thickness of 1 nm or more.
- Sn and In are 2 at% or more when elemental analysis of the surface of the A layer is performed by Survey measurement of XPS (X-ray photoelectron spectroscopy).
- O is less than 50 at% when elemental analysis of the surface of the A layer is performed by Survey measurement by XPS (X-ray photoelectron spectroscopy).
- a surface treatment layer is formed in the order of the C layer, the B layer, and the A layer by a surface treatment on the substrate connection portion, and then the temperature is set to 50 to 50 ° C.
- the heat treatment is performed at 500 ° C. for 12 hours or less.
- the present invention is an electronic component including the press-fit terminal of the present invention.
- a press-fit terminal having excellent whisker resistance, a low insertion force, and having a high heat resistance, and an electronic component using the press-fit terminal, which has a high heat resistance, when the press-fit terminal is inserted into a substrate. Can do.
- FIG. 1 is a schematic diagram of a press-fit terminal according to an embodiment.
- the metal material 10 that is the material of the press-fit terminal has a C layer 12 formed on the surface of the base material 11, a B layer 13 formed on the surface of the C layer 12, and a B layer 13 A layer 14 is formed on the surface.
- Base material Although it does not specifically limit as the base material 11, for example, metal base materials, such as copper and a copper alloy, Fe-type material, stainless steel, titanium and a titanium alloy, aluminum, and an aluminum alloy, can be used.
- the structure and shape of the press-fit terminal are not particularly limited. In general press-fit terminals, a plurality of terminals (multiple pins) are arranged in parallel and fixed by a substrate.
- the A layer needs to be Sn, In, or an alloy thereof.
- Sn and In are oxidizable metals, but are relatively soft among metals. Therefore, even if an oxide film is formed on the Sn and In surfaces, when the press-fit terminal is inserted into the substrate, the oxide film is easily scraped and the contacts are made of metal, so that a low contact resistance is obtained.
- Sn and In are excellent in gas corrosion resistance against gases such as chlorine gas, sulfurous acid gas, and hydrogen sulfide gas.
- gases such as chlorine gas, sulfurous acid gas, and hydrogen sulfide gas.
- Ag is inferior in gas corrosion resistance to the B layer 13 and inferior in gas corrosion resistance to the C layer 12.
- copper and copper alloy inferior in gas corrosion resistance are used for Ni and the base material 11, it has the function of improving the gas corrosion resistance of the press-fit terminal.
- Sn and In Sn is preferable because In is strictly regulated based on the technical guidelines for preventing health problems of the Ministry of Health, Labor and Welfare.
- the composition of the A layer 14 is 50 mass% or more in total of Sn, In, or Sn and In, and the remaining alloy components are Ag, As, Au, Bi, Cd, Co, Cr, Cu, Fe, In, You may be comprised with 1 type selected from the group which consists of Mn, Mo, Ni, Pb, Sb, Sn, W, Zn, or 2 or more types of metals.
- the composition of the A layer 14 becomes an alloy (for example, Sn—Ag alloy plating is applied), so that the whisker resistance is further improved, the insertion force is further reduced, and the plating is more scraped when the press-fit terminal is inserted into the substrate. It is difficult to improve the heat resistance.
- the thickness of the A layer 14 needs to be 0.002 to 0.2 ⁇ m.
- the thickness of the A layer 14 is preferably 0.01 to 0.1 ⁇ m.
- a gas corrosion test such as chlorine gas, sulfurous acid gas, hydrogen sulfide gas is performed, The contact resistance is greatly increased compared to before the gas corrosion test.
- a thickness of 0.01 ⁇ m or more is preferable.
- the adhesion wear of Sn and In is increased, the insertion force is increased, and the plating is easily scraped when the press-fit terminal is inserted into the substrate.
- the thickness is set to 0.2 ⁇ m or less. More preferably, it is 0.15 micrometer or less, More preferably, it is 0.10 micrometer or less.
- the amount of Sn and In deposited on the A layer 14 needs to be 1 to 150 ⁇ g / cm 2 .
- the adhesion amount of the A layer 14 is preferably 7 to 75 ⁇ g / cm 2 .
- the reason for defining the amount of adhesion will be described. For example, when the thickness of the A layer 14 is measured with a fluorescent X-ray film thickness meter, an error may occur in the measured thickness value due to the alloy layer formed between the A layer and the B layer below the A layer. .
- more accurate quality control can be performed regardless of the formation state of the alloy layer.
- the adhesion amount of Sn and In on the A layer 14 is less than 1 ⁇ g / cm 2 , sufficient gas corrosion resistance cannot be obtained, and the press-fit terminal is subjected to a gas corrosion test such as chlorine gas, sulfurous acid gas or hydrogen sulfide gas. If done, it corrodes and the contact resistance increases significantly compared to before the gas corrosion test. In order to obtain more sufficient gas corrosion resistance, an adhesion amount of 7 ⁇ g / cm 2 or more is preferable. Further, when the adhesion amount increases, the adhesion wear of Sn and In increases, the insertion force increases, and the plating is easily scraped when the press-fit terminal is inserted into the substrate.
- a gas corrosion test such as chlorine gas, sulfurous acid gas or hydrogen sulfide gas. If done, it corrodes and the contact resistance increases significantly compared to before the gas corrosion test. In order to obtain more sufficient gas corrosion resistance, an adhesion amount of 7 ⁇ g / cm 2 or more is preferable. Further, when the adh
- it is made 150 ⁇ g / cm 2 or less. More preferably, it is 110 microgram / cm ⁇ 2 > or less, More preferably, it is 75 microgram / cm ⁇ 2 > or less.
- the B layer 13 needs to be composed of one or more selected from the group consisting of Ag, Au, Pt, Pd, Ru, Rh, Os, and Ir.
- Ag, Au, Pt, Pd, Ru, Rh, Os, and Ir are characterized by having relatively heat resistance among metals. Therefore, it suppresses that the composition of the base material 11 and the C layer 12 diffuses to the A layer 14 side, and improves heat resistance.
- these metals form a compound with Sn or In of the A layer 14 and suppress the formation of an oxide film of Sn or In.
- Au, Pt, Pd, Ru, Rh, Os, and Ir Ag is more desirable from the viewpoint of conductivity. Ag has high conductivity.
- the alloy composition of the B layer 13 is Ag, Au, Pt, Pd, Ru, Rh, Os, Ir, or the total of Ag, Au, Pt, Pd, Ru, Rh, Os, and Ir is 50% by mass or more.
- the remaining alloy components are Ag, Au, Bi, Cd, Co, Cu, Fe, In, Ir, Mn, Mo, Ni, Pb, Pd, Pt, Rh.
- You may be comprised by the 1 type selected from the group which consists of Ru, Sb, Se, Sn, W, Tl, and Zn, or 2 or more types of metals.
- the composition of the B layer 13 becomes an alloy (for example, Ag—Sn alloy plating is performed). Such whisker resistance is further improved, insertion force is further reduced, and plating is more effective when inserting the press-fit terminal into the substrate. It may be difficult to scrape and heat resistance may be improved.
- the thickness of the B layer 13 needs to be 0.001 to 0.3 ⁇ m.
- the thickness of the B layer 13 is preferably 0.005 to 0.1 ⁇ m.
- the thickness is less than 0.001 ⁇ m, the base material 11 and the C layer 12 and the A layer form an alloy, and the contact resistance after the heat resistance test is poor.
- a thickness of 0.005 ⁇ m or more is preferable. Further, when the thickness is increased, the insertion force is increased, and the plating is easily scraped when the press-fit terminal is inserted into the substrate.
- the insertion force is 0.3 ⁇ m or less, more preferably 0.15 ⁇ m or less, and even more preferably 0.10 ⁇ m or less. is there.
- the adhesion amount of Ag, Au, Pt, Pd, Ru, Rh, Os, Ir, or their alloys on the B layer 13 needs to be 1 to 330 ⁇ g / cm 2 .
- the adhesion amount of the B layer 13 is preferably 4 to 120 ⁇ g / cm 2 .
- the reason for defining the amount of adhesion will be described. For example, when the thickness of the B layer 13 is measured with a fluorescent X-ray film thickness meter, an error occurs in the measured thickness value due to the alloy layer formed between the A layer 14 and the B layer 13 therebelow. There is. On the other hand, when controlling by the adhesion amount, more accurate quality control can be performed regardless of the formation state of the alloy layer.
- the adhesion amount is less than 1 ⁇ g / cm 2 , the base material 11 or the C layer 12 and the A layer form an alloy, and the contact resistance after the heat resistance test is poor.
- an adhesion amount of 4 ⁇ g / cm 2 or more is preferable.
- the amount of adhesion is large, the insertion force increases, and the plating is easily scraped when the press-fit terminal is inserted into the substrate. More sufficiently low insertion force, to plate hardly more scraped when inserting the press-fit type terminal on the substrate, 330 ⁇ g / cm 2 or less, more preferably 180 [mu] g / cm 2 or less, more preferably 120 [mu] g / cm 2 or less.
- a C layer 12 composed of one or more selected from the group consisting of Ni, Cr, Mn, Fe, Co, and Cu needs to be formed. There is.
- the thin film lubrication effect is improved by forming a hard C layer.
- the insertion force can be sufficiently reduced by this, the C layer 12 prevents the constituent metal of the base material 11 from diffusing into the B layer, and suppresses an increase in contact resistance after the heat resistance test and the gas corrosion resistance test. Durability is improved.
- the alloy composition of the C layer 12 is 50% by mass or more in total of Ni, Cr, Mn, Fe, Co, and Cu, and one or two selected from the group consisting of B, P, Sn, and Zn The above may be included.
- the C layer is further cured, thereby further improving the thin film lubrication effect and reducing the insertion force.
- Durability is improved by further preventing the metal from diffusing into the B layer and suppressing an increase in contact resistance after the heat resistance test or gas corrosion resistance test.
- the thickness of the C layer 12 needs to be 0.05 ⁇ m or more.
- the thickness of the C layer 12 is less than 0.05 ⁇ m, the thin film lubrication effect by the hard C layer is reduced and the insertion force is increased, and the constituent metal of the base material 11 is easily diffused into the B layer, Durability deteriorates, such as increased contact resistance after a gas corrosion resistance test.
- the adhesion amount of Ni, Cr, Mn, Fe, Co, and Cu on the C layer 12 needs to be 0.03 mg / cm 2 or more.
- the reason for defining the amount of adhesion will be described. For example, when the thickness of the C layer 12 is measured with a fluorescent X-ray film thickness meter, an error occurs in the measured thickness value due to the alloy layer formed with the A layer 14, the B layer 13, the base material 11, and the like. There is. On the other hand, when controlling by the adhesion amount, more accurate quality control can be performed regardless of the formation state of the alloy layer.
- the adhesion amount is less than 0.03 mg / cm 2 , the thin film lubrication effect by the hard C layer is reduced and the insertion force is increased, and the constituent metal of the base material 11 is likely to diffuse into the B layer, Durability deteriorates, such as increased contact resistance after a gas corrosion resistance test.
- the whisker resistance is further improved, the insertion force is further reduced, the plating is less likely to be removed when the press-fit terminal is inserted into the substrate, and heat treatment is performed for the purpose of improving the heat resistance. May be.
- the heat treatment makes it easier for the A layer 14 and the B layer 13 to form an alloy layer, improving the whisker resistance, making it harder to scrape the plating when inserting the press-fit terminal into the substrate, and improving the heat resistance.
- the insertion force is lowered by further reducing the adhesion force of.
- the heat treatment is not limited, but the heat treatment temperature and time are preferably in the range of temperature: 50 to 500 ° C. and time: within 12 hours.
- the temperature is lower than 50 ° C., the temperature is low, so it is difficult for the A layer 14 and the B layer 13 to form an alloy layer. Moreover, when temperature exceeds 500 degreeC, the base material 11 and the C layer 12 will spread
- post-treatment After heat treatment on the A layer 14 or the A layer 14, post-treatment is performed for the purpose of further reducing the insertion force, making the plating more difficult to wear when inserting the press-fit terminal into the substrate, and improving heat resistance. You may give it. Post-treatment improves lubricity, further lowers the insertion force, makes it difficult to scrape the plating, and suppresses oxidation of the A layer and B layer to improve durability such as heat resistance and gas corrosion resistance. Specific post-treatment includes phosphate treatment, lubrication treatment, silane coupling treatment, etc. using an inhibitor. This post-processing is not limited.
- the Vickers hardness measured from the surface of the A layer 14 is preferably Hv100 or more.
- the Vickers hardness measured from the surface of the A layer 14 is Hv 100 or more, the hard A layer improves the thin film lubrication effect and decreases the insertion force.
- the Vickers hardness measured from the surface of the A layer 14 is preferably Hv1000 or less.
- the bending workability is improved, and when the press-fit terminal of the present invention is press-molded, cracks are hardly formed in the molded part, and gas resistance Suppresses corrosive deterioration.
- the indentation hardness measured from the surface of the A layer 14 is preferably 1000 MPa or more.
- the indentation hardness measured from the surface of the A layer 14 is a hardness obtained by measuring with a load of 0.1 mN on the surface of the A layer by an ultra micro hardness test.
- the indentation hardness of the surface of the A layer 14 is 1000 MPa or more, the thin A layer improves the thin film lubrication effect, and the insertion force decreases.
- the indentation hardness of Vickers measured from the surface of the A layer 14 is preferably 10,000 MPa or less.
- the arithmetic average height (Ra) of the surface of the A layer 14 is preferably 0.1 ⁇ m or less. When the arithmetic average height (Ra) of the surface of the A layer 14 is 0.1 ⁇ m or less, the number of convex portions that are relatively easily corroded is reduced and the surface becomes smooth, so that the gas corrosion resistance is improved.
- the maximum height (Rz) of the surface of the A layer 14 is preferably 1 ⁇ m or less. When the maximum height (Rz) of the surface of the A layer 14 is 1 ⁇ m or less, the number of convex portions that are relatively easily corroded is reduced and smoothed, and thus the gas corrosion resistance is improved.
- the reflection density on the surface of the A layer 14 is preferably 0.3 or more. When the reflection density on the surface of the A layer 14 is 0.3 or more, the number of convex portions that are relatively easily corroded is reduced and the surface becomes smooth, so that the gas corrosion resistance is improved.
- the Vickers hardness of the cross section of the C layer 12 is preferably Hv300 or more.
- the Vickers hardness of the cross section of the C layer 12 is Hv300 or more, the C layer is further cured, so that the thin film lubricating effect is further improved and the insertion force is reduced.
- the Vickers hardness of the cross section of the C layer 12 is preferably Hv1000 or less.
- the Vickers hardness of the cross section of the C layer 12 is Hv1000 or less, bending workability is improved, and when the press-fit terminal of the present invention is press-molded, cracks are hardly formed in the molded part, and gas corrosion resistance Suppresses the decline.
- the Vickers hardness of the cross section of the C layer 12 and the thickness of the C layer 12 are represented by the following formula: Vickers hardness (Hv) ⁇ ⁇ 376.22 Ln (thickness ⁇ m) +86.411 It is preferable to satisfy.
- the C layer is further cured, thereby further improving the thin film lubricating effect and lowering the insertion force.
- Ln (thickness ⁇ m) means a natural logarithm of thickness ( ⁇ m).
- the indentation hardness of the cross section of the C layer 12 is preferably 2500 MPa or more.
- the indentation hardness of the cross section of the C layer 12 is a hardness obtained by measuring the cross section of the C layer 12 with a load at a load of 0.1 mN by an ultra micro hardness test.
- the indentation hardness of the cross section of the C layer 12 is 2500 MPa or more, the C layer is further cured, whereby the thin film lubricating effect is further improved and the insertion force is reduced.
- the indentation hardness of the cross section of the C layer 12 is preferably 10,000 MPa or less.
- the indentation hardness of the cross section of the C layer 12 and the thickness of the C layer 12 are represented by the following formula: Indentation hardness (MPa) ⁇ ⁇ 3998.4Ln (thickness ⁇ m) +1178.9 It is preferable to satisfy.
- the C layer is further cured, thereby further improving the thin film lubricating effect and reducing the insertion force.
- the position (D 3 ) showing the highest value is preferably present in the order of D 1 , D 2 , D 3 from the outermost surface.
- the maximum value of the atomic concentration (at%) of Sn or In in the A layer 14 and the Ag, Au, Pt, Pd, Ru, Rh in the B layer 13 , Os or Ir atomic concentration (at%) is 10 at% or more respectively, and the atomic concentration (at%) of Ni, Cr, Mn, Fe, Co or Cu in the C layer 12 is 25 at% or more. It is preferable that a certain depth is 50 nm or more.
- the highest value of the atomic concentration (at%) of Sn or In in the A layer 14 and the highest value of the atomic concentration (at%) of Ag, Au, Pt, Pd, Ru, Rh, Os, or Ir in the B layer 13 are The insertion force is high when each is less than 10 at% and the depth at which the atomic concentration (at%) of Ni, Cr, Mn, Fe, Co or Cu of the C layer 12 is 25 at% or more is less than 50 nm, The heat resistance and gas corrosion resistance may deteriorate due to diffusion of the base material component into the A layer 14 or the B layer 13.
- the position (D 1 ) indicating the highest value of the atomic concentration (at%) of Sn or In in the A layer 14 and the Ni, Cr, Mn, Fe in the C layer 12 A region of 40 at% or more of Ag, Au, Pt, Pd, Ru, Rh, Os or Ir with respect to the position (D 3 ) showing the maximum value of atomic concentration (at%) of Co, Cu, or Zn is 1 nm. It is preferable to exist in the above thickness. When it exists in thickness less than 1 nm, in the case of Ag, for example, there exists a possibility that heat resistance may worsen.
- Sn and In are preferably 2 at% or more.
- Sn and In are less than 2 at%, for example, in the case of Ag, the resistance to sulfidation is poor, and the contact resistance may be greatly increased.
- Pd may be oxidized to increase the contact resistance.
- Ag, Au, Pt, Pd, Ru, Rh, Os or Ir is preferably less than 7 at%.
- the manufacturing method of the press-fit terminal of the present invention is not limited. It can be manufactured by wet (electrical, electroless) plating, dry (sputtering, ion plating, etc.) plating, etc., on a base material that has been press-fitted into a terminal shape by press molding or the like.
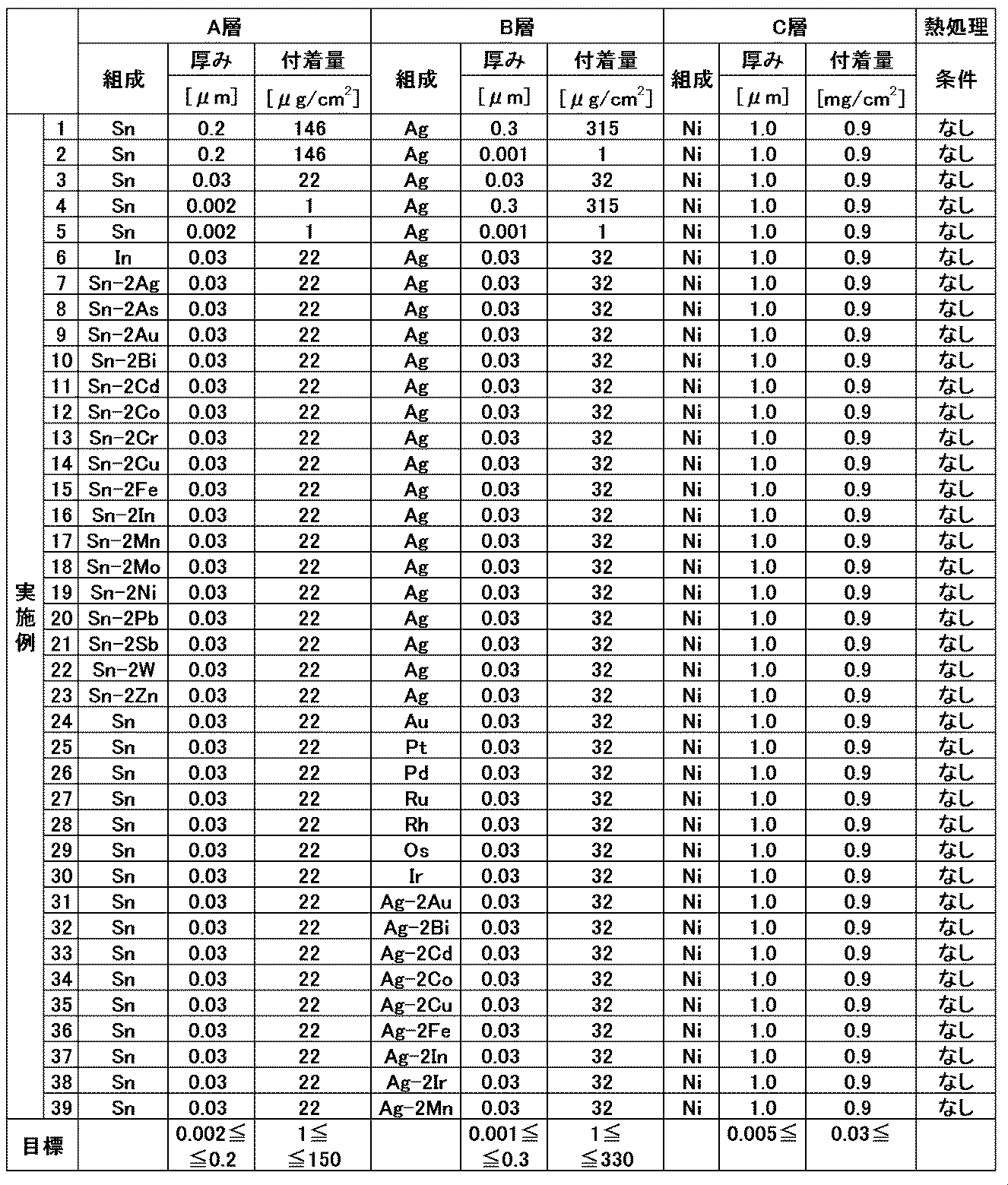
- Tables 1 to 7 samples formed by providing a base material, a C layer, a B layer, and an A layer in this order and optionally performing a heat treatment were prepared under the conditions shown in Tables 1 to 7 below.
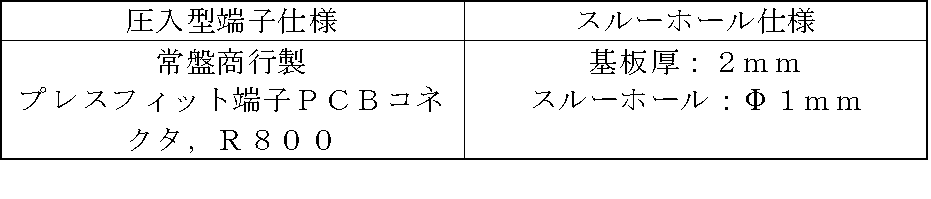
- Table 1 shows the press-fit terminals and through-hole specifications
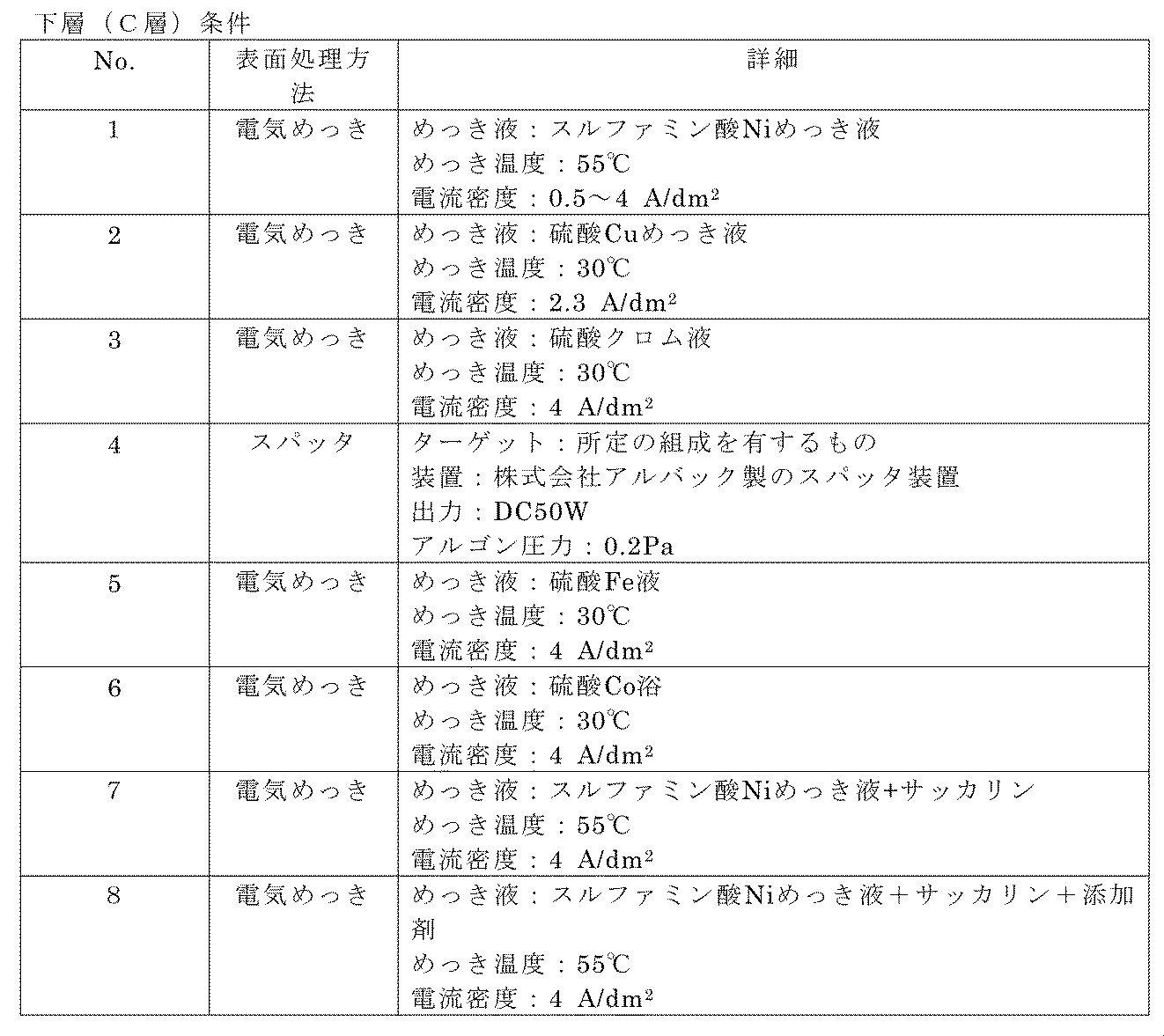
- Table 2 shows the C layer production conditions
- Table 3 shows the B layer production conditions
- Table 4 shows the A layer production conditions
- Table 5 shows the heat treatment conditions.
- Table 6 shows the production conditions and heat treatment conditions of each layer used in each example
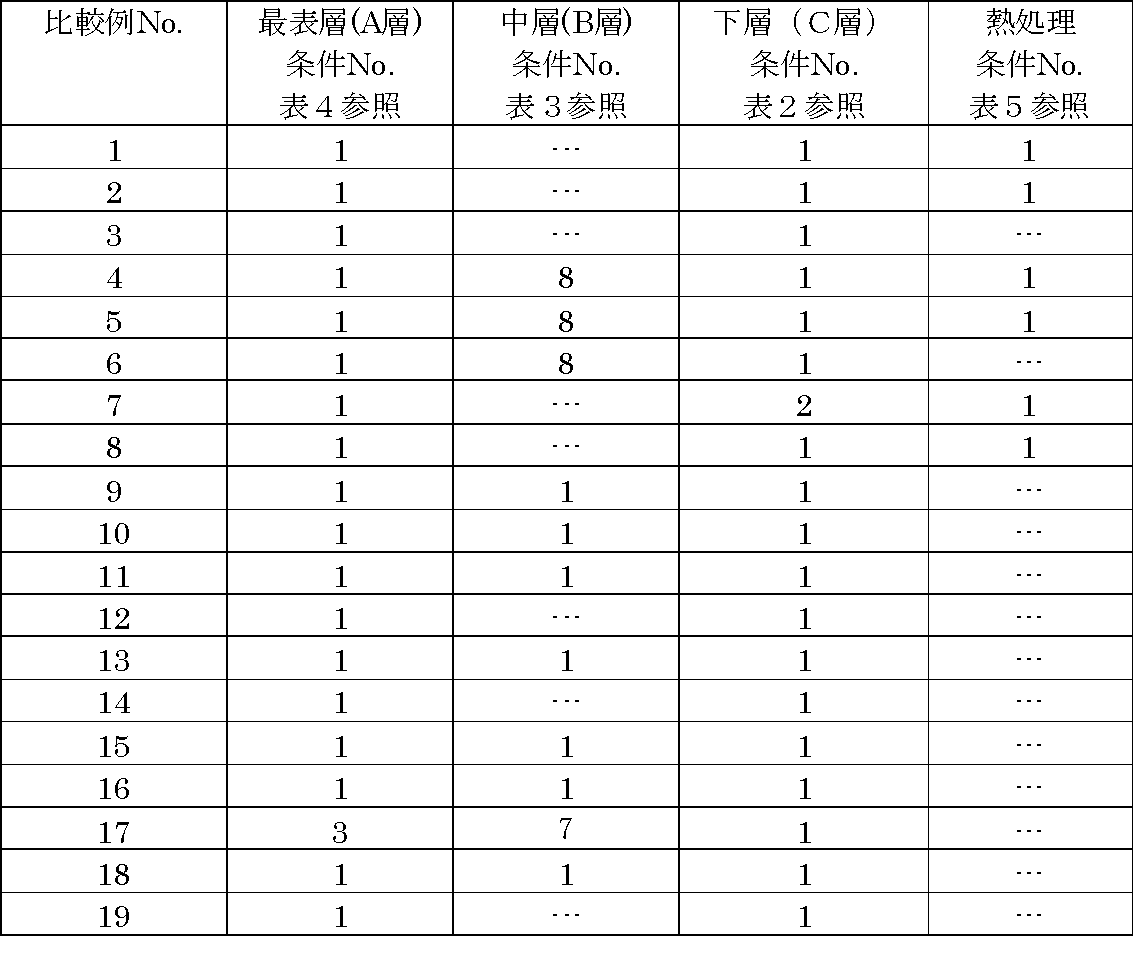
- Table 7 shows the production conditions and heat treatment conditions of each layer used in each comparative example.
- the thicknesses of the A layer, the B layer, and the C layer were obtained by subjecting the base material to surface treatment and measuring the actual thickness with a fluorescent X-ray film thickness meter (SEA5100 manufactured by Seiko Instruments, collimator 0.1 mm ⁇ ).
- the layer structure of the obtained sample was determined by a depth profile by XPS (X-ray photoelectron spectroscopy) analysis.
- the analyzed elements are the composition of the A layer, the B layer, and the C layer, and C and O. These elements are designated elements. Further, the concentration (at%) of each element was analyzed with the total of the designated elements as 100%.
- the thickness in XPS (X-ray photoelectron spectroscopy) analysis corresponds to the distance on the horizontal axis of the chart by analysis (distance in terms of SiO 2 ). Further, the surface of the obtained sample was also subjected to qualitative analysis by survey measurement by XPS (X-ray photoelectron spectroscopy) analysis.
- the resolution of the qualitative analysis concentration was 0.1 at%.
- ULVAC-PHI Co., Ltd. 5600MC was used, ultimate vacuum: 5.7 ⁇ 10 ⁇ 9 Torr, excitation source: monochromatic AlK ⁇ , output: 210 W, detection area: 800 ⁇ m ⁇ , incident angle: 45 degrees, The take-off angle was 45 degrees, no neutralizing gun, and the measurement was performed under the following sputtering conditions.
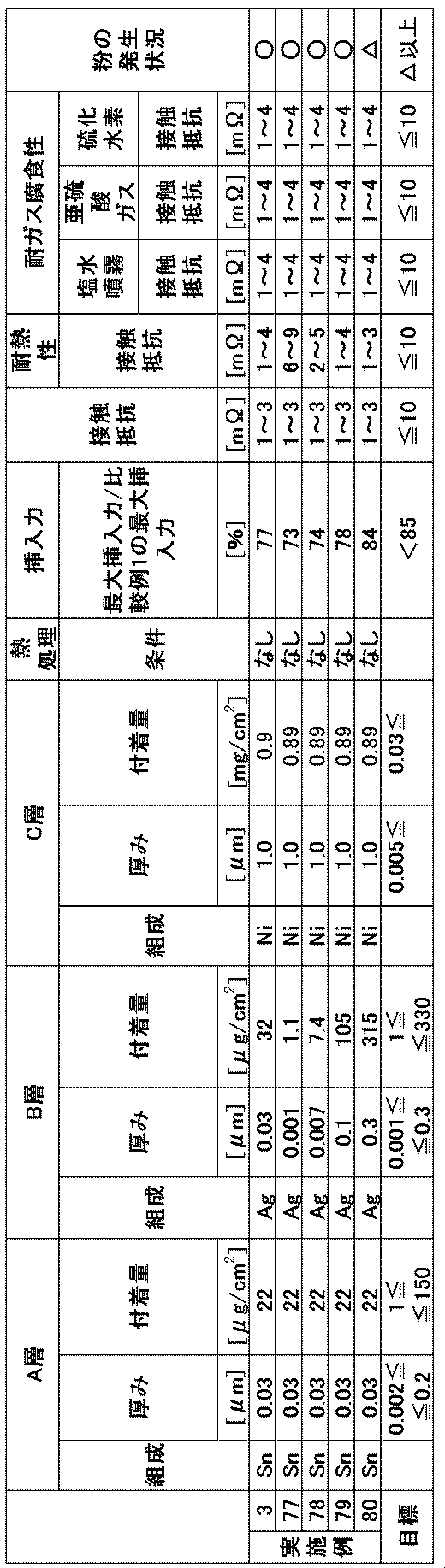
- A. Insertion force The insertion force was evaluated by measuring the insertion force when the press-fit terminal was inserted into the substrate.
- the measuring apparatus used for the test was 1311NR manufactured by Aiko Engineering, and the test was performed by fixing the substrate and sliding the press-fit terminal. The number of samples was five, and the value obtained by averaging the maximum insertion force values of each sample was adopted as the insertion force.
- the sample of Comparative Example 1 was adopted as the blank material for the insertion force.
- the insertion force target was less than 85% compared to the maximum insertion force of Comparative Example 1. This is because Comparative Example 4 in which the insertion force is 90% as Comparative Example 1 exists as an actual product. Therefore, the insertion force is 5% or more lower than that of Comparative Example 4 and is compared with the maximum insertion force of Comparative Example 1.
- the insertion force target was less than 85%.
- Whisker Whisker inserts a press-fit type terminal into a through-hole of a substrate with a hand press, conducts a thermal shock cycle test (JEITA ET-7410), and the sample after the test is applied to SEM (JEOL, model JSM-5410) Observation was made at a magnification of 100 to 10,000 times to observe the occurrence of whiskers.
- JEITA ET-7410 Thermal shock cycle test
- SEM SEM
- the contact resistance was measured by a 4-terminal method using a contact simulator CRS-113-Au type manufactured by Yamazaki Seiki Co., Ltd. under the condition of a contact load of 50 g. The number of samples was 5, and the range from the minimum value to the maximum value of each sample was adopted.
- the target characteristic is a contact resistance of 10 m ⁇ or less. The contact resistance was classified into 1 to 3 m ⁇ , 3 to 5 m ⁇ , and 5 m ⁇ ⁇ .
- Heat resistance was evaluated by measuring the contact resistance of a sample after an atmospheric heating (175 ° C. ⁇ 500 h) test.
- the target characteristic is a contact resistance of 10 m ⁇ or less, and the maximum target is that the contact resistance does not change before and after the heat resistance test (is equivalent).
- the heat resistance was classified into contact resistances of 1 to 4 m ⁇ , 2 to 4 m ⁇ , 2 to 5 m ⁇ , 3 to 6 m ⁇ , 3 to 7 m ⁇ , 6 to 9 m ⁇ , and 10 m ⁇ ⁇ .
- Gas corrosion resistance was evaluated in the three test environments shown in (1) to (3) below.
- the gas corrosion resistance was evaluated based on the contact resistance of the sample after the environmental tests (1) to (3) were completed.
- the target characteristic is a contact resistance of 10 m ⁇ or less, but the maximum target is that the contact resistance does not change before and after the gas corrosion resistance test (is equivalent).
- Gas corrosion resistance is divided into contact resistance of 1-3m ⁇ , 1-4m ⁇ , 2-4m ⁇ , 2-6m ⁇ , 3-5m ⁇ , 3-7m ⁇ , 4-7m ⁇ , 5-8m ⁇ , 6-9m ⁇ , 10m ⁇ ⁇ .
- the bending workability was evaluated by bending at 90 ° using a W-shaped mold under the condition that the ratio of the plate thickness to the bending radius was 1.
- the surface of the bent portion was observed with an optical microscope, and when it was judged that there was no practical problem when no crack was observed, it was evaluated as ⁇ , and when the crack was observed, it was evaluated as ⁇ .
- Vickers hardness Vickers hardness was measured by hitting the root from the surface of the A layer and the cross section of the C layer with a load of 980.7 mN (Hv 0.1) and a load holding time of 15 seconds.
- I. Indentation hardness The indentation hardness was measured by applying an impact at a load of 0.1 mN from the surface of the A layer or the cross section of the C layer by an ultra-micro hardness test (ENTION 2100 manufactured by Elionix).
- the reflection density was measured using a densitometer (ND-1, manufactured by Nippon Denshoku Industries Co., Ltd.).
- Examples 1 to 101 were press-fit terminals having excellent whisker resistance, low insertion force, high resistance to plating when the press-fit terminals were inserted into the substrate, and having high heat resistance.
- Comparative Example 1 is a blank material.
- Comparative Example 2 was prepared by thinning the Sn plating of the blank material of Comparative Example 1, but whisker was generated and the whisker resistance was poor.
- Comparative Example 3 was produced without heat treatment as compared with Comparative Example 2, but whisker was generated and the whisker resistance was poor, and the insertion force was higher than the target.
- Comparative Example 4 was prepared by applying Cu plating to the C layer as compared with Comparative Example 2, but the insertion force was 90% higher than that of Comparative Example 1, higher than the target, and heat resistance was poor. It was.
- Comparative Example 5 was prepared by making Sn plating thinner than Comparative Example 4, but whisker was generated and the whisker resistance was poor.
- Comparative Example 6 was prepared without heat treatment as compared with Comparative Example 5, but whisker was generated and the whisker resistance was poor, and the insertion force was higher than the target.
- Comparative Example 7 was prepared by applying Cu plating to the C layer as compared with the blank material of Comparative Example 1, but the characteristics were not different from Comparative Example 1.
- Comparative Example 8 was prepared by thickening the C layer Ni plating as compared with the blank material of Comparative Example 1, but the characteristics were not different from Comparative Example 1.
- Comparative Example 9 was prepared by thickening the outermost Sn plating as compared with Example 1, but whisker had no target length of 20 ⁇ m or more, but whisker less than 20 ⁇ m. The occurrence of one or more was assured.
- Comparative Example 10 was prepared by thinly applying Ag plating of the B layer as compared with Comparative Example 9, but whisker had no target length of 20 ⁇ m or more, but whisker less than 20 ⁇ m was 1 More than book was generated surely.
- Comparative Example 11 was produced by thickening the Ag plating of the B layer as compared with Example 1, but the amount of generated powder was large. Although the comparative example 12 was produced without carrying out Ag plating of B layer compared with the comparative example 11, heat resistance was bad.
- Comparative Example 13 was produced by thickening the Ag plating of the B layer as compared with Example 4, but the amount of generated powder was large. Although the comparative example 14 was produced without carrying out Ag plating of B layer compared with the comparative example 13, heat resistance was bad. Comparative Example 15 was prepared by thinning the Sn plating of the A layer as compared with Example 4, but the gas corrosion resistance was poor, and the contact resistance after the hydrogen sulfide gas corrosion test exceeded the target. It was. Comparative Example 16 was prepared by thinning the Sn plating of the A layer as compared with Example 5, but the Sn or In atoms of the A layer were measured by XPS (X-ray photoelectron spectroscopy) Depth measurement.
- XPS X-ray photoelectron spectroscopy
- Comparative Example 17 was produced by reversing the plating order of Sn and Ag as compared with Example 3, but the Sn or In atoms in the A layer were measured by Depth measurement using XPS (X-ray photoelectron spectroscopy).
- the gas corrosion resistance was poor, and the contact resistance after the hydrogen sulfide gas corrosion test exceeded the target.
- the Ni plating was made thinner than in Example 3, but Ni, Cr, Mn, Fe, Co or Cu of the C layer was measured by Depth measurement using XPS (X-ray photoelectron spectroscopy). Since the depth at which the atomic concentration (at%) is 25 at% or more is less than 50 nm, the insertion force is high and the heat resistance is also poor.
- Comparative Example 19 since the Sn of the A layer was thin and the B layer was not applied, the heat resistance was poor.
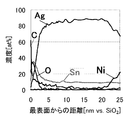
- FIG. 2 shows the depth measurement results of XPS (X-ray photoelectron spectroscopy) according to Example 3. From FIG. 2, the position (D 1 ) showing the highest value of Sn or In atomic concentration (at%) in the A layer, and the atomic concentration of Ag, Au, Pt, Pd, Ru, Rh, Os or Ir in the B layer. It can be seen that the position (D 2 ) showing the highest value of (at%) exists in the order of D 1 and D 2 , D 1 is 35 at%, and D 2 is 87%.
- FIG. 3 shows the result of survey measurement by XPS (X-ray photoelectron spectroscopy) according to Example 3. FIG. 3 shows that O is 24.1 at%, Ag is 2.6 at%, and Sn is 7.3 at%.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electrochemistry (AREA)
- Mechanical Engineering (AREA)
- Electroplating Methods And Accessories (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Lead Frames For Integrated Circuits (AREA)
- Contacts (AREA)
Abstract
Description
この圧入型端子は、従来行っていたはんだ付けを行うことなく、接続用端子と制御基板との接続を行うものであり、一度スルーホールに差し込んだ圧入型端子を、再度スルーホールから抜き出すことを想定したものではない。従って、当然のことながら、人が手によって、圧入型端子用端子をスルーホールに差し込むことはできない。例えば、圧入型端子用端子をスルーホールへ差し込むに際しては、1端子当り6~7kg(60~70N)の垂直力が必要であり、モールディングされたコネクタでは、50~100本の端子を同時に圧入型端子するため、多大な押込力が必要である。
このため、圧入型端子用端子をスルーホールへ差し込む際に、圧入型端子の外周面がスルーホールによって大きな加圧力を受け、比較的柔らかいSnめっきが削れてしまい、削られた破片が周囲に飛散し、場合によっては隣り合う端子のショートを引き起こすという問題があった。
また、特許文献2に記載の技術でも、耐ウィスカ性に優れ、挿入力も低く、プレスフィット端子を基板に挿入するときにめっきが削れにくく、高耐熱性を有する圧入型端子には至らなかった。
このように、従来のSnめっきを施した圧入型端子には耐ウィスカ性、挿入力、レスフィット端子を基板に挿入するときにめっきの削れ及び耐熱性に問題があった。
本発明は上記の課題を解決するためになされたものであり、耐ウィスカ性に優れ、挿入力も低く、圧入型端子を基板に挿入するときにめっきが削れにくく、高耐熱性を有する圧入型端子及びそれを用いた電子部品を提供することを課題とする。
最表層はSn,In,またはそれらの合金で形成されたA層、
A層の下層に形成され、Ag,Au,Pt,Pd,Ru,Rh,Os及びIrからなる群から選択された1種又は2種以上で構成されたB層、及び、
B層の下層に形成され、Ni,Cr,Mn,Fe,Co及びCuからなる群から選択された1種又は2種以上で構成されたC層を備え、
前記A層の厚みが0.002~0.2μmであり、
前記B層の厚みが0.001~0.3μmであり、
前記C層の厚みが0.05μm以上である。
最表層はSn,In,またはそれらの合金で形成されたA層、
A層の下層に形成され、Ag,Au,Pt,Pd,Ru,Rh,Os及びIrからなる群から選択された1種又は2種以上で構成されたB層、及び、
B層の下層に形成され、Ni,Cr,Mn,Fe,Co及びCuからなる群から選択された1種又は2種以上で構成されたC層を備え、
前記A層の厚みが0.002~0.2μmであり、
前記B層の厚みが0.001~0.3μmであり、
前記C層の厚みが0.05μm以上である。
最表層はSn,In,またはそれらの合金で形成されたA層、
A層の下層に形成され、Ag,Au,Pt,Pd,Ru,Rh,Os及びIrからなる群から選択された1種又は2種以上で構成されたB層、及び、
B層の下層に形成され、Ni,Cr,Mn,Fe,Co及びCuからなる群から選択された1種又は2種以上で構成されたC層を備え、
前記A層の厚みが0.002~0.2μmであり、
前記B層の厚みが0.001~0.3μmであり、
前記C層の厚みが0.05μm以上である。
最表層はSn,In,またはそれらの合金で形成されたA層、
A層の下層に形成され、Ag,Au,Pt,Pd,Ru,Rh,Os及びIrからなる群から選択された1種又は2種以上で構成されたB層、及び、
B層の下層に形成され、Ni,Cr,Mn,Fe,Co及びCuからなる群から選択された1種又は2種以上で構成されたC層を備え、
前記A層の厚みが0.002~0.2μmであり、
前記B層の厚みが0.001~0.3μmであり、
前記C層の厚みが0.05μm以上である。
最表層はSn,In,またはそれらの合金で形成されたA層、
A層の下層に形成され、Ag,Au,Pt,Pd,Ru,Rh,Os及びIrからなる群から選択された1種又は2種以上で構成されたB層、及び、
B層の下層に形成され、Ni,Cr,Mn,Fe,Co及びCuからなる群から選択された1種又は2種以上で構成されたC層を備え、
前記A層のSn,Inの付着量が1~150μg/cm2であり、
前記B層のAg,Au,Pt,Pd,Ru,Rh,Os,Irの付着量が1~330μg/cm2であり、
前記C層のNi,Cr,Mn,Fe,Co,Cuの付着量が0.03mg/cm2以上である。
最表層はSn,In,またはそれらの合金で形成されたA層、
A層の下層に形成され、Ag,Au,Pt,Pd,Ru,Rh,Os及びIrからなる群から選択された1種又は2種以上で構成されたB層、及び、
B層の下層に形成され、Ni,Cr,Mn,Fe,Co及びCuからなる群から選択された1種又は2種以上で構成されたC層を備え、
前記A層のSn,Inの付着量が1~150μg/cm2であり、
前記B層のAg,Au,Pt,Pd,Ru,Rh,Os,Irの付着量が1~330μg/cm2であり、
前記C層のNi,Cr,Mn,Fe,Co,Cuの付着量が0.03mg/cm2以上である。
最表層はSn,In,またはそれらの合金で形成されたA層、
A層の下層に形成され、Ag,Au,Pt,Pd,Ru,Rh,Os及びIrからなる群から選択された1種又は2種以上で構成されたB層、及び、
B層の下層に形成され、Ni,Cr,Mn,Fe,Co及びCuからなる群から選択された1種又は2種以上で構成されたC層を備え、
前記A層のSn,Inの付着量が1~150μg/cm2であり、
前記B層のAg,Au,Pt,Pd,Ru,Rh,Os,Irの付着量が1~330μg/cm2であり、
前記C層のNi,Cr,Mn,Fe,Co,Cuの付着量が0.03mg/cm2以上である。
最表層はSn,In,またはそれらの合金で形成されたA層、
A層の下層に形成され、Ag,Au,Pt,Pd,Ru,Rh,Os及びIrからなる群から選択された1種又は2種以上で構成されたB層、及び、
B層の下層に形成され、Ni,Cr,Mn,Fe,Co及びCuからなる群から選択された1種又は2種以上で構成されたC層を備え、
前記A層のSn,Inの付着量が1~150μg/cm2であり、
前記B層のAg,Au,Pt,Pd,Ru,Rh,Os,Irの付着量が1~330μg/cm2であり、
前記C層のNi,Cr,Mn,Fe,Co,Cuの付着量が0.03mg/cm2以上である。
ビッカース硬さ(Hv) ≧ -376.22Ln(厚みμm)+86.411
を満たす。
押し込み硬さ(MPa) ≧ -3998.4Ln(厚みμm)+1178.9
を満たす。
(基材)
基材11としては、特に限定されないが、例えば、銅及び銅合金、Fe系材、ステンレス、チタン及びチタン合金、アルミニウム及びアルミニウム合金などの金属基材を用いることができる。なお圧入型端子の構造及び形状等は特に限定されない。一般的な圧入型端子は、複数の端子(多ピン)が並列に並び、基板で固定されるものである。
A層は、Sn,In,またはそれらの合金である必要がある。Sn及びInは、酸化性を有する金属ではあるが、金属の中では比較的柔らかいという特徴がある。よって、Sn及びIn表面に酸化膜が形成されていても、圧入型端子を基板に挿入するときに、容易に酸化膜が削られ、接点が金属同士となるため、低接触抵抗が得られる。
また、Sn及びInは塩素ガス、亜硫酸ガス、硫化水素ガス等のガスに対する耐ガス腐食性に優れ、例えば、B層13に耐ガス腐食性に劣るAg、C層12に耐ガス腐食性に劣るNi、基材11に耐ガス腐食性に劣る銅及び銅合金を用いた場合には、圧入型端子の耐ガス腐食性を向上させる働きがある。なおSn及びInでは、厚生労働省の健康障害防止に関する技術指針に基づき、Inは規制が厳しいため、Snが好ましい。
B層13は、Ag,Au,Pt,Pd,Ru,Rh,Os及びIrからなる群から選択された1種又は2種以上で構成されている必要がある。Ag,Au,Pt,Pd,Ru,Rh,Os,Irは、金属の中では比較的耐熱性を有するという特徴がある。よって基材11やC層12の組成がA層14側に拡散するのを抑制して耐熱性を向上させる。また、これら金属は、A層14のSnやInと化合物を形成してSnやInの酸化膜形成を抑制する。なお、Ag,Au,Pt,Pd,Ru,Rh,Os,Irの中では、導電率の観点でAgがより望ましい。Agは導電率が高い。例えば高周波の信号用途にAg用いた場合、表皮効果により、インピーダンス抵抗が低くなる。
B層13の合金組成がAg,Au,Pt,Pd,Ru,Rh,Os,Ir,またはAgとAuとPtとPdとRuとRhとOsとIrとの合計で50質量%以上であり、残合金成分がAg,Au,Bi,Cd,Co,Cu,Fe,In,Ir,Mn,Mo,Ni,Pb,Pd,Pt,Rh.Ru,Sb,Se,Sn,W,Tl,Znからなる群より選択される1種、もしくは2種以上の金属で構成されていても良い。B層13の組成が合金になること(例えばAg―Sn合金めっきを施す)このような耐ウィスカ性が更に向上し、挿入力も更に低くなり、圧入型端子を基板に挿入するときにめっきがより削れにくく、耐熱性が向上する場合がある。
基材11とB層13との間には、Ni,Cr,Mn,Fe,Co及びCuからなる群から選択された1種又は2種以上で構成されたC層12が形成されている必要がある。Ni,Cr,Mn,Fe,Co,Cuからなる群から選択された1種、もしくは2種以上の金属を用いてC層12を形成することで、硬いC層形成により薄膜潤滑効果が向上することにより充分に挿入力を低くでき、C層12は基材11の構成金属がB層に拡散するのを防止し、耐熱性試験や耐ガス腐食性試験後の接触抵抗増加を抑制するなど、耐久性が向上する。
A層14を形成させた後に、耐ウィスカ性を更に向上させ、挿入力は更に低く、圧入型端子を基板に挿入するときにめっきがより削れにくく、また耐熱性を向上させる目的で熱処理を施しても良い。熱処理によってA層14とB層13が合金層を形成しやすくなり、耐ウィスカ性を向上させ、圧入型端子を基板に挿入するときにめっきがより削れにくくなり、また耐熱性を向上させ、Snの凝着力を一層小さくすることにより挿入力を低くさせる。なおこの熱処理については限定されないが、熱処理の温度と時間は、温度:50~500℃、時間:12時間以内の範囲で行うことが好ましい。温度が50℃未満であると、温度が低いためにA層14とB層13とが合金層を形成し難い。また、温度が500℃を超えると、基材11やC層12がB層13及びA層14に拡散して、接触抵抗が高くなる場合がある。熱処理時間が12時間を超えると、基材11やC層12がB層13及びA層14に拡散して、接触抵抗が高くなる場合がある。
A層14上、またはA層14上に熱処理を施した後に、挿入力を更に低く、圧入型端子を基板に挿入するときにめっきがより削れにくく、また耐熱性を向上させる目的で後処理を施しても良い。後処理によって潤滑性が向上して更に挿入力が低下し、めっきが削れにくくなり、またA層とB層の酸化が抑制されて耐熱性、耐ガス腐食性等の耐久性が向上する。具体的な後処理としてはインヒビターを用いた、リン酸塩処理、潤滑処理、シランカップリング処理等がある。なおこの後処理については限定されない。
A層14の表面から測定したビッカース硬さはHv100以上であるのが好ましい。A層14の表面から測定したビッカース硬さがHv100以上であると、硬いA層によって薄膜潤滑効果が向上し、挿入力が低下する。また一方で、A層14の表面から測定したビッカース硬さはHv1000以下あるのが好ましい。A層14の表面から測定したビッカース硬さがHv1000以下であると、曲げ加工性が向上し、本発明の圧入型端子をプレス成形した場合に、成形した部分にクラックが入り難くなり、耐ガス腐食性低下を抑制する。
A層14の表面から測定した押し込み硬さは1000MPa以上あるのが好ましい。ここで、A層14の表面から測定した押し込み硬さとは、超微小硬さ試験により、A層の表面に荷重0.1mNで打根を打って測定して得られた硬度である。A層14の表面の押し込み硬さが1000MPa以上であると、硬いA層によって薄膜潤滑効果が向上し、挿入力が低下する。また一方でA層14の表面から測定したビッカースの押し込み硬さは10000MPa以下あるのが好ましい。A層14の表面の押し込み硬さが10000MPa以下であると、曲げ加工性が向上し、本発明の圧入型端子プレス成形した場合に、成形した部分にクラックが入り難くなり、耐ガス腐食性低下を抑制する。
A層14の表面の最大高さ(Rz)は1μm以下であるのが好ましい。A層14の表面の最大高さ(Rz)が1μm以下であると比較的腐食しやすい凸部が少なくなり平滑となるため、耐ガス腐食性が向上する。
A層14の表面の反射濃度が0.3以上であるのが好ましい。A層14の表面の反射濃度が0.3以上であると比較的腐食しやすい凸部が少なくなり平滑となるため、耐ガス腐食性が向上する。
ビッカース硬さ(Hv) ≧ -376.22Ln(厚みμm)+86.411
を満たすことが好ましい。C層12の断面のビッカース硬さとC層12の厚みとが上記式を満たすと、C層がより硬化することで更に薄膜潤滑効果が向上して、挿入力が低下する。
なお、本発明において、「Ln(厚みμm)」とは、厚み(μm)の自然対数の数値を意味する。
押し込み硬さ(MPa) ≧ -3998.4Ln(厚みμm)+1178.9
を満たすことが好ましい。C層12の断面の押し込み硬さとC層12の厚みとが上記式を満たすと、C層がより硬化することで更に薄膜潤滑効果が向上して、挿入力が低下する。
XPS(X線光電子分光)でDepth分析を行ったとき、A層14のSnまたはInの原子濃度(at%)の最高値、及び、B層13のAg,Au,Pt,Pd,Ru,Rh,OsまたはIrの原子濃度(at%)の最高値がそれぞれ10at%以上であって、C層12のNi,Cr,Mn,Fe,CoまたはCuの原子濃度(at%)が25at%以上である深さが50nm以上であることが好ましい。A層14のSnまたはInの原子濃度(at%)の最高値、及び、B層13のAg,Au,Pt,Pd,Ru,Rh,OsまたはIrの原子濃度(at%)の最高値がそれぞれ10at%未満であって、C層12のNi,Cr,Mn,Fe,CoまたはCuの原子濃度(at%)が25at%以上である深さが50nm未満である場合、挿入力は高く、耐熱性や耐ガス腐食性は、基材成分がA層14またはB層13に拡散して悪くなるおそれがある。
XPS(X線光電子分光)でDepth分析を行ったとき、A層14のSnまたはInの原子濃度(at%)の最高値示す位置(D1)とC層12のNi,Cr,Mn,Fe,Co,CuまたはZnの原子濃度(at%)の最高値示す位置(D3)との間に、Ag,Au,Pt,Pd,Ru,Rh,OsまたはIrについて40at%以上の領域が1nm以上の厚さで存在することが好ましい。1nm未満の厚さで存在すると、例えばAgの場合、耐熱性が悪くなるおそれがある。
XPS(X線光電子分光)のSurvey測定でA層の表面の元素分析を行ったとき、Sn,Inが2at%以上であることが好ましい。Sn,Inが2at%未満であると、例えばAgの場合、耐硫化性が劣り、接触抵抗が大きく増加するおそれがある。また、例えばPdの場合、Pdが酸化して接触抵抗が高くなるおそれがある。
XPS(X線光電子分光)のSurvey測定でA層の表面の元素分析を行ったとき、Ag,Au,Pt,Pd,Ru,Rh,OsまたはIrが7at%未満であることが好ましい。Ag,Au,Pt,Pd,Ru,Rh,OsまたはIrが7at%以上であると、例えばAgの場合、耐硫化性が劣り、接触抵抗が大きく増加するおそれがある。また、例えばPdの場合、Pdが酸化して接触抵抗が高くなるおそれがある。
XPS(X線光電子分光)のSurvey測定でA層の表面の元素分析を行ったとき、Oが50at%未満であることが好ましい。Oが50at%以上であると、接触抵抗が高くなるおそれがある。
本発明の圧入型端子の製造方法については限定されない。予めプレス成形等により圧入型端子形状にした基材に、湿式(電気、無電解)めっき、乾式(スパッタ、イオンプレーティング等)めっき等により製造できる。
表1に圧入型端子及びスルーホール仕様を、表2にC層の作製条件を、表3にB層の作製条件を、表4にA層の作製条件を、表5に熱処理条件をそれぞれ示す。また、表6に各実施例で使用した各層の作製条件及び熱処理の条件を、表7に各比較例で使用した各層の作製条件及び熱処理の条件それぞれ示す。






A層、B層、C層の厚みは、基材にそれぞれ表面処理を施し、それぞれ蛍光X線膜厚計(Seiko Instruments製 SEA5100、コリメータ0.1mmΦ)で実際の厚みを測定した。
各試料を硫酸や硝酸等で酸分解し、ICP(誘導結合プラズマ)発光分光分析により各金属の付着量を測定した。なお具体的に用いる酸は、それぞれのサンプルを有する組成によって異なる。
測定した付着量に基づき、各金属の組成を算出した。
得られた試料の層構造は、XPS(X線光電子分光)分析による深さ(Depth)プロファイルで決定した。分析した元素は、A層、B層、C層の組成と、C及びOである。これら元素を指定元素とする。また、指定元素の合計を100%として、各元素の濃度(at%)を分析した。XPS(X線光電子分光)分析での厚みは、分析によるチャートの横軸の距離(SiO2換算での距離)に対応する。
また、得られた試料の表面は、XPS(X線光電子分光)分析によるSurvey測定にて定性分析も行った。定性分析の濃度の分解能は0.1at%とした。
XPS装置としては、アルバック・ファイ株式会社製5600MCを用い、到達真空度:5.7×10-9Torr、励起源:単色化AlKα、出力:210W、検出面積:800μmΦ、入射角:45度、取り出し角:45度、中和銃なしとし、以下のスパッタ条件で測定した。
イオン種:Ar+
加速電圧:3kV
掃引領域:3mm×3mm
レート:2.8nm/min.(SiO2換算)
各試料について以下の評価を行った。
A.挿入力
挿入力は、圧入型端子を基板に差し込む時の挿入力を測定することによって評価した。試験に用いた測定装置は、アイコーエンジニアリング製1311NRであり、基板を固定し、圧入型端子を摺動させて試験した。サンプル数は5個とし、挿入力は、各サンプルの最大挿入力の値を平均した値を採用した。挿入力のブランク材としては、比較例1のサンプルを採用した。
挿入力の目標は、比較例1の最大挿入力と比較して85%未満とした。これは比較例1として挿入力が90%である比較例4は実際の製品として存在しているため、この比較例4よりも5%以上挿入力が低い、比較例1の最大挿入力と比較して85%未満を挿入力の目標とした。
ウィスカは、圧入型端子を基板のスルーホールにハンドプレスで挿入させ、熱衝撃サイクル試験(JEITA ET-7410)を行い、試験を終えたサンプルをSEM(JEOL社製、型式JSM-5410)にて100~10000倍の倍率で観察して、ウィスカの発生状況を観察した。
<熱衝撃サイクル試験>
低温-40℃×30分 ⇔高温85℃×30分/サイクル×1000サイクル
目標とする特性は、長さ20μm以上のウィスカが発生しないことであるが、最大の目標としては、ウィスカが1本も発生しないこととした。
接触抵抗は、山崎精機製接点シミュレーターCRS-113-Au型を使用し、接点荷重50gの条件で4端子法にて測定した。サンプル数は5個とし、各サンプルの最小値から最大値の範囲を採用した。目標とする特性は、接触抵抗10mΩ以下である。接触抵抗は、1~3mΩ、3~5mΩ及び5mΩ<で区分した。
耐熱性は、大気加熱(175℃×500h)試験後のサンプルの接触抵抗を測定し、評価した。目標とする特性は、接触抵抗10mΩ以下であるが、最大の目標としては、接触抵抗が、耐熱性試験前後で変化がない(同等である)こととした。耐熱性は、接触抵抗が1~4mΩ、2~4mΩ、2~5mΩ、3~6mΩ、3~7mΩ、6~9mΩ、10mΩ<で区分した。
耐ガス腐食性は、下記の(1)~(3)に示す3つの試験環境で評価した。耐ガス腐食性の評価は、(1)~(3)の環境試験を終えた試験後のサンプルの接触抵抗で測定した。なお目標とする特性は、接触抵抗10mΩ以下であるが、最大の目標としては、接触抵抗が、耐ガス腐食性試験前後で変化がない(同等である)こととした。耐ガス腐食性は、接触抵抗が1~3mΩ、1~4mΩ、2~4mΩ、2~6mΩ、3~5mΩ、3~7mΩ、4~7mΩ、5~8mΩ、6~9mΩ、10mΩ<で区分した。
(1)塩水噴霧試験
塩水濃度:5%
温度:35℃
噴霧圧力:98±10kPa
曝露時間:96h
(2)亜硫酸ガス腐食試験
亜硫酸濃度:25ppm
温度:40℃
湿度:80%RH
曝露時間:96h
(3)硫化水素ガス腐食試験
亜硫酸濃度:10ppm
温度:40℃
湿度:80%RH
曝露時間:96h
曲げ加工性は、W字型の金型を用いて試料の板厚と曲げ半径の比が1となる条件で90°曲げで評価した。評価は曲げ加工部表面を光学顕微鏡で観察し、クラックが観察されない場合の実用上問題ないと判断した場合には○とし、クラックが認められた場合を×とした。
ビッカース硬さは、A層表面やC層断面より荷重980.7mN(Hv0.1)、荷重保持時間15秒で打根を打って測定した。
押し込み硬さは、超微小硬さ試験(エリオニクス製ENT-2100)により、A層表面やC層断面より荷重0.1mNで打根を打って測定した。
表面粗さ(算術平均高さ(Ra)及び最大高さ(Rz))の測定は、JIS B 0601に準拠し、非接触式三次元測定装置(三鷹光器社製、形式NH-3)を用いて行った。カットオフは0.25mm、測定長さは1.50mmで、1試料当たり5回測定した。
反射濃度は、デンシトメーター(ND-1,日本電色工業社製)を使用して測定した。
粉の発生は、スルーホールに挿入した圧入型端子をスルーホールから抜き出し、圧入型端子断面をSEM(JEOL社製、型式JSM-5410)にて100~10000倍の倍率で観察して、粉の発生状況を確認した。粉の直径が5μm未満であるものを○とし、5~10μm未満であるものを△とし、10μm以上のものを×とした。
各条件及び評価結果を表8~22に示す。













比較例1はブランク材である。
比較例2は、比較例1のブランク材のSnめっきを薄くして作製したものであるが、ウィスカが発生して耐ウィスカ性が悪かった。
比較例3は、比較例2と比較して熱処理を施さないで作製したものであるが、ウィスカが発生して耐ウィスカ性が悪く、挿入力が目標よりも高かった。
比較例4は、比較例2と比較してC層にCuめっきを施して作製したものであるが、挿入力は比較例1と比較して90%であり目標よりも高く、耐熱性も悪かった。
比較例5は、比較例4と比較してSnめっきを薄くして作製したものであるが、ウィスカが発生して耐ウィスカ性が悪かった。
比較例6は、比較例5と比較して熱処理を施さないで作製したものであるが、ウィスカが発生して耐ウィスカ性が悪く、挿入力が目標よりも高かった。
比較例7は、比較例1のブランク材と比較してC層にCuめっきを施して作製したものであるが、比較例1と特性は変わらなかった。
比較例8は、比較例1のブランク材と比較してC層のNiめっきを厚く施して作製したものであるが、比較例1と特性は変わらなかった。
比較例9は、実施例1と比較して最表層のSnめっきを厚くして施して作製したものであるが、ウィスカは目標とする20μm以上の長さものはなかったが、20μm未満のウィスカは1本以上確実に発生していた。
比較例10は、比較例9と比較してB層のAgめっきを薄く施して作製したものであるが、ウィスカは目標とする20μm以上の長さものはなかったが、20μm未満のウィスカは1本以上確実に発生していた。
比較例11は、実施例1と比較してB層のAgめっきを厚くして施して作製したものであるが、粉の発生量が多かった。
比較例12は、比較例11と比較してB層のAgめっきをせずに作製したものであるが、耐熱性が悪かった。
比較例13は、実施例4と比較してB層のAgめっきを厚くして施して作製したものであるが、粉の発生量が多かった。
比較例14は、比較例13と比較してB層のAgめっきをせずに作製したものであるが、耐熱性が悪かった。
比較例15は、実施例4と比較してA層のSnめっきを薄くして施して作製したものであるが、耐ガス腐食性が悪く、硫化水素ガス腐食試験後の接触抵抗が目標を上回った。
比較例16は、実施例5と比較してA層のSnめっきを薄くして施して作製したものであるが、XPS(X線光電子分光)でのDepth測定でA層のSnまたはInの原子濃度(at%)の最高値が10at%以下であり、耐ガス腐食性が悪く、硫化水素ガス腐食試験後の接触抵抗が目標を上回った。
比較例17は、実施例3と比較して、SnとAgのめっき順序を逆にして作製したものであるが、XPS(X線光電子分光)でのDepth測定でA層のSnまたはInの原子濃度(at%)の最高値を示す位置(D1)、B層のAg,Au,Pt,Pd,Ru,Rh,OsまたはIrの原子濃度(at%)の最高値を示す位置(D2)がD2、D1の順で存在するため、耐ガス腐食性が悪く、硫化水素ガス腐食試験後の接触抵抗が目標を上回った。
比較例18は、実施例3と比較して、Niめっきを薄く作製したものであるが、XPS(X線光電子分光)でのDepth測定でC層のNi,Cr,Mn,Fe,CoまたはCuの原子濃度(at%)が25at%以上である深さが50nm未満であるため挿入力が高く、耐熱性も悪かった。
比較例19は、A層のSnが薄く、B層を施さなかったため耐熱性が悪かった。
また、図3に実施例3に係るXPS(X線光電子分光)のSurvey測定結果を示す。図3より、Oが24.1at%であり、Agが2.6at%で、Snが7.3at%であることが分かる。
11 基材
12 C層
13 B層
14 A層
Claims (36)
- ハウジングに取り付ける装着部の一方側にめす端子接続部が、他方側に基板接続部がそれぞれ設けられ、該基板接続部を基板に形成されたスルーホールに圧入して該基板に取り付ける圧入型端子において、少なくとも該基板接続部が以下の表面構造を有し、耐ウィスカ性に優れることを特徴とする圧入型端子:
最表層はSn,In,またはそれらの合金で形成されたA層、
A層の下層に形成され、Ag,Au,Pt,Pd,Ru,Rh,Os及びIrからなる群から選択された1種又は2種以上で構成されたB層、及び、
B層の下層に形成され、Ni,Cr,Mn,Fe,Co及びCuからなる群から選択された1種又は2種以上で構成されたC層を備え、
前記A層の厚みが0.002~0.2μmであり、
前記B層の厚みが0.001~0.3μmであり、
前記C層の厚みが0.05μm以上である。 - ハウジングに取り付ける装着部の一方側にめす端子接続部が、他方側に基板接続部がそれぞれ設けられ、該基板接続部を基板に形成されたスルーホールに圧入して該基板に取り付ける圧入型端子において、少なくとも該基板接続部が以下の表面構造を有する圧入型端子:
最表層はSn,In,またはそれらの合金で形成されたA層、
A層の下層に形成され、Ag,Au,Pt,Pd,Ru,Rh,Os及びIrからなる群から選択された1種又は2種以上で構成されたB層、及び、
B層の下層に形成され、Ni,Cr,Mn,Fe,Co及びCuからなる群から選択された1種又は2種以上で構成されたC層を備え、
前記A層の厚みが0.002~0.2μmであり、
前記B層の厚みが0.001~0.3μmであり、
前記C層の厚みが0.05μm以上である。 - ハウジングに取り付ける装着部の一方側にめす端子接続部が、他方側に基板接続部がそれぞれ設けられ、該基板接続部を基板に形成されたスルーホールに圧入して該基板に取り付ける圧入型端子において、少なくとも該基板接続部が以下の表面構造を有し、圧入型端子挿入時のめっきが削れにくいことを特徴とする圧入型端子:
最表層はSn,In,またはそれらの合金で形成されたA層、
A層の下層に形成され、Ag,Au,Pt,Pd,Ru,Rh,Os及びIrからなる群から選択された1種又は2種以上で構成されたB層、及び、
B層の下層に形成され、Ni,Cr,Mn,Fe,Co及びCuからなる群から選択された1種又は2種以上で構成されたC層を備え、
前記A層の厚みが0.002~0.2μmであり、
前記B層の厚みが0.001~0.3μmであり、
前記C層の厚みが0.05μm以上である。 - ハウジングに取り付ける装着部の一方側にめす端子接続部が、他方側に基板接続部がそれぞれ設けられ、該基板接続部を基板に形成されたスルーホールに圧入して該基板に取り付ける圧入型端子において、少なくとも該基板接続部が以下の表面構造を有し、耐熱性に優れることを特徴とする圧入型端子:
最表層はSn,In,またはそれらの合金で形成されたA層、
A層の下層に形成され、Ag,Au,Pt,Pd,Ru,Rh,Os及びIrからなる群から選択された1種又は2種以上で構成されたB層、及び、
B層の下層に形成され、Ni,Cr,Mn,Fe,Co及びCuからなる群から選択された1種又は2種以上で構成されたC層を備え、
前記A層の厚みが0.002~0.2μmであり、
前記B層の厚みが0.001~0.3μmであり、
前記C層の厚みが0.05μm以上である。 - ハウジングに取り付ける装着部の一方側にめす端子接続部が、他方側に基板接続部がそれぞれ設けられ、該基板接続部を基板に形成されたスルーホールに圧入して該基板に取り付ける圧入型端子において、少なくとも該基板接続部が以下の表面構造を有し、耐ウィスカ性に優れることを特徴とする圧入型端子:
最表層はSn,In,またはそれらの合金で形成されたA層、
A層の下層に形成され、Ag,Au,Pt,Pd,Ru,Rh,Os及びIrからなる群から選択された1種又は2種以上で構成されたB層、及び、
B層の下層に形成され、Ni,Cr,Mn,Fe,Co及びCuからなる群から選択された1種又は2種以上で構成されたC層を備え、
前記A層のSn,Inの付着量が1~150μg/cm2であり、
前記B層のAg,Au,Pt,Pd,Ru,Rh,Os,Irの付着量が1~330μg/cm2であり、
前記C層のNi,Cr,Mn,Fe,Co,Cuの付着量が0.03mg/cm2以上である。 - ハウジングに取り付ける装着部の一方側にめす端子接続部が、他方側に基板接続部がそれぞれ設けられ、該基板接続部を基板に形成されたスルーホールに圧入して該基板に取り付ける圧入型端子において、少なくとも該基板接続部が以下の表面構造を有し、挿入力が低いことを特徴とする圧入型端子:
最表層はSn,In,またはそれらの合金で形成されたA層、
A層の下層に形成され、Ag,Au,Pt,Pd,Ru,Rh,Os及びIrからなる群から選択された1種又は2種以上で構成されたB層、及び、
B層の下層に形成され、Ni,Cr,Mn,Fe,Co及びCuからなる群から選択された1種又は2種以上で構成されたC層を備え、
前記A層のSn,Inの付着量が1~150μg/cm2であり、
前記B層のAg,Au,Pt,Pd,Ru,Rh,Os,Irの付着量が1~330μg/cm2であり、
前記C層のNi,Cr,Mn,Fe,Co,Cuの付着量が0.03mg/cm2以上である。 - ハウジングに取り付ける装着部の一方側にめす端子接続部が、他方側に基板接続部がそれぞれ設けられ、該基板接続部を基板に形成されたスルーホールに圧入して該基板に取り付ける圧入型端子において、少なくとも該基板接続部が以下の表面構造を有し、圧入型端子挿入時のめっきが削れにくいことを特徴とする圧入型端子:
最表層はSn,In,またはそれらの合金で形成されたA層、
A層の下層に形成され、Ag,Au,Pt,Pd,Ru,Rh,Os及びIrからなる群から選択された1種又は2種以上で構成されたB層、及び、
B層の下層に形成され、Ni,Cr,Mn,Fe,Co及びCuからなる群から選択された1種又は2種以上で構成されたC層を備え、
前記A層のSn,Inの付着量が1~150μg/cm2であり、
前記B層のAg,Au,Pt,Pd,Ru,Rh,Os,Irの付着量が1~330μg/cm2であり、
前記C層のNi,Cr,Mn,Fe,Co,Cuの付着量が0.03mg/cm2以上である。 - ハウジングに取り付ける装着部の一方側にめす端子接続部が、他方側に基板接続部がそれぞれ設けられ、該基板接続部を基板に形成されたスルーホールに圧入して該基板に取り付ける圧入型端子において、少なくとも該基板接続部が以下の表面構造を有し、耐熱性に優れることを特徴とする圧入型端子:
最表層はSn,In,またはそれらの合金で形成されたA層、
A層の下層に形成され、Ag,Au,Pt,Pd,Ru,Rh,Os及びIrからなる群から選択された1種又は2種以上で構成されたB層、及び、
B層の下層に形成され、Ni,Cr,Mn,Fe,Co及びCuからなる群から選択された1種又は2種以上で構成されたC層を備え、
前記A層のSn,Inの付着量が1~150μg/cm2であり、
前記B層のAg,Au,Pt,Pd,Ru,Rh,Os,Irの付着量が1~330μg/cm2であり、
前記C層のNi,Cr,Mn,Fe,Co,Cuの付着量が0.03mg/cm2以上である。 - 前記A層の合金組成がSn,In,またはSnとInとの合計で50質量%以上であり、残合金成分がAg,As,Au,Bi,Cd,Co,Cr,Cu,Fe,In,Mn,Mo,Ni,Pb,Sb,Sn,W及びZnからなる群から選択された1種又は2種以上の金属からなる請求項1~8のいずれかに記載の圧入型端子。
- 前記B層の合金組成がAg,Au,Pt,Pd,Ru,Rh,Os,Ir,またはAgとAuとPtとPdとRuとRhとOsとIrとの合計で50質量%以上であり、残合金成分がAg,Au,Bi,Cd,Co,Cu,Fe,In,Ir,Mn,Mo,Ni,Pb,Pd,Pt,Rh.Ru,Sb,Se,Sn,W,Tl及びZnからなる群から選択された1種又は2種以上の金属からなる請求項1~9のいずれかに記載の圧入型端子。
- 前記C層の合金組成がNi,Cr,Mn,Fe,Co,Cuの合計で50質量%以上であり、さらにB,P,Sn及びZnからなる群から選択された1種又は2種以上を含む請求項1~10のいずれかに記載の圧入型端子。
- 前記A層の表面から測定したビッカース硬さがHv100以上である請求項1~11のいずれかに記載の圧入型端子。
- 超微小硬さ試験により、前記A層の表面に荷重0.1mNで打根を打って測定して得られた硬度である、前記A層の表面の押し込み硬さが1000MPa以上である請求項1~12のいずれかに記載の圧入型端子。
- 前記A層の表面から測定したビッカース硬さがHv1000以下である、高曲げ加工性を有する請求項1~13のいずれかに記載の圧入型端子。
- 超微小硬さ試験により、前記A層の表面に荷重0.1mNで打根を打って測定して得られた硬度である、前記A層の表面の押し込み硬さが10000MPa以下である、高曲げ加工性を有する請求項1~14のいずれかに記載の圧入型端子。
- 前記A層の表面の算術平均高さ(Ra)が0.1μm以下である、耐ガス腐食性が優れた請求項1~15のいずれかに記載の圧入型端子。
- 前記A層の表面の最大高さ(Rz)が1μm以下である、耐ガス腐食性が優れた請求項1~16のいずれかに記載の圧入型端子。
- 前記A層の表面の反射濃度が0.3以上である、耐ガス腐食性が優れた請求項1~17のいずれかに記載の圧入型端子。
- XPS(X線光電子分光)でDepth分析を行ったとき、前記A層のSnまたはInの原子濃度(at%)の最高値を示す位置(D1)、前記B層のAg,Au,Pt,Pd,Ru,Rh,OsまたはIrの原子濃度(at%)の最高値を示す位置(D2)、前記C層のNi,Cr,Mn,Fe,CoまたはCuの原子濃度(at%)の最高値示す位置(D3)が最表面からD1、D2、D3の順で存在する請求項1~18のいずれかに記載の圧入型端子。
- XPS(X線光電子分光)でDepth分析を行ったとき、前記A層のSnまたはInの原子濃度(at%)の最高値、及び、前記B層のAg,Au,Pt,Pd,Ru,Rh,OsまたはIrの原子濃度(at%)の最高値がそれぞれ10at%以上であって、前記C層のNi,Cr,Mn,Fe,CoまたはCuの原子濃度(at%)が25%以上である深さが50nm以上である請求項19に記載の圧入型端子。
- 前記A層の厚みが0.01~0.1μmである、挿入力が低く且つめっきの削れが少ないことを特徴とする請求項1~20のいずれかに記載の圧入型端子。
- 前記A層のSn,Inの付着量が7~75μg/cm2である、挿入力が低く且つめっきの削れが少ないことを特徴とする請求項1~21のいずれかに記載の圧入型端子。
- 前記B層の厚みが0.005~0.1μmである、挿入力が低く且つめっきの削れが少ないことを特徴とする請求項1~22のいずれかに記載の圧入型端子。
- 前記B層のAg,Au,Pt,Pd,Ru,Rh,Os,Irの付着量が4~120μg/cm2である、挿入力が低く且つめっきの削れが少ないことを特徴とする請求項1~23のいずれかに記載の圧入型端子。
- 前記C層の断面のビッカース硬さがHv300以上である、挿入力が低く且つめっきの削れが少ないことを特徴とする請求項1~24のいずれかに記載の圧入型端子。
- 前記C層の断面のビッカース硬さと厚みとが下記式:
ビッカース硬さ(Hv) ≧ -376.22Ln(厚みμm)+86.411
を満たす、挿入力が低く且つめっきの削れが少ないことを特徴とする請求項1~25のいずれかに記載の圧入型端子。 - 超微小硬さ試験により、前記下層(C層)の断面に荷重0.1mNで打根を打って測定して得られた硬度である、前記下層(C層)の断面の押し込み硬さが2500MPa以上である、挿入力が低く且つめっきの削れが少ないことを特徴とする請求項1~26のいずれかに記載の圧入型端子。
- 超微小硬さ試験により、前記下層(C層)の断面に荷重0.1mNで打根を打って測定して得られた硬度である、前記下層(C層)の断面の押し込み硬さと厚みとが下記式:
押し込み硬さ(MPa) ≧ -3998.4Ln(厚みμm)+1178.9
を満たす、挿入力が低く且つめっきの削れが少ないことを特徴とする請求項1~27のいずれかに記載の圧入型端子。 - 前記C層の断面のビッカース硬さがHv1000以下である、高曲げ加工性を有する請求項1~28のいずれかに記載の圧入型端子。
- 超微小硬さ試験により、前記下層(C層)の断面に荷重0.1mNで打根を打って測定して得られた硬度である、前記下層(C層)の断面の押し込み硬さが10000MPa以下である、高曲げ加工性を有する請求項1~29のいずれかに記載の圧入型端子。
- XPS(X線光電子分光)でDepth分析を行ったとき、前記A層のSnまたはInの原子濃度(at%)の最高値示す位置(D1)と前記C層のNi,Cr,Mn,Fe,Co,CuまたはZnの原子濃度(at%)の最高値示す位置(D3)との間に、Ag,Au,Pt,Pd,Ru,Rh,OsまたはIrについて40at%以上の領域が1nm以上の厚さで存在する請求項1~30のいずれかに記載の圧入型端子。
- XPS(X線光電子分光)のSurvey測定で前記A層の表面の元素分析を行ったとき、Sn,Inが2at%以上である請求項1~31のいずれかに記載の圧入型端子。
- XPS(X線光電子分光)のSurvey測定で前記A層の表面の元素分析を行ったとき、Ag,Au,Pt,Pd,Ru,Rh,OsまたはIrが7at%未満である請求項1~32のいずれかに記載の圧入型端子。
- XPS(X線光電子分光)のSurvey測定で前記A層の表面の元素分析を行ったとき、Oが50at%未満である請求項1~33のいずれかに記載の圧入型端子。
- 前記基板接続部に表面処理により、前記C層、前記B層、前記A層の順で表面処理層を形成し、その後、温度50~500℃で時間12時間以内の加熱処理を施して作製された請求項1~34のいずれかに記載の圧入型端子。
- 請求項1~35のいずれかに記載の圧入型端子を備えた電子部品。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020147022499A KR101649094B1 (ko) | 2012-02-03 | 2013-01-30 | 압입형 단자 및 그것을 사용한 전자 부품 |
| EP13744251.3A EP2811051B1 (en) | 2012-02-03 | 2013-01-30 | Press-fit terminal and electronic component utilizing same |
| CA2863505A CA2863505C (en) | 2012-02-03 | 2013-01-30 | Press-fit terminal and electronic component using the same |
| JP2013556475A JP6012638B2 (ja) | 2012-02-03 | 2013-01-30 | 圧入型端子及びそれを用いた電子部品 |
| US14/375,333 US9728878B2 (en) | 2012-02-03 | 2013-01-30 | Press-fit terminal and electronic component using the same |
| CN201380007720.4A CN104080950B (zh) | 2012-02-03 | 2013-01-30 | 压入型端子以及使用该压入型端子的电子部件 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-022541 | 2012-02-03 | ||
| JP2012022541 | 2012-02-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013115276A1 true WO2013115276A1 (ja) | 2013-08-08 |
Family
ID=48905308
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/052102 WO2013115276A1 (ja) | 2012-02-03 | 2013-01-30 | 圧入型端子及びそれを用いた電子部品 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9728878B2 (ja) |
| EP (1) | EP2811051B1 (ja) |
| JP (1) | JP6012638B2 (ja) |
| KR (1) | KR101649094B1 (ja) |
| CN (1) | CN104080950B (ja) |
| CA (1) | CA2863505C (ja) |
| TW (1) | TWI493798B (ja) |
| WO (1) | WO2013115276A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107004985A (zh) * | 2014-11-27 | 2017-08-01 | 贺利氏德国有限责任两合公司 | 电接触元件、压入销、衬套和引线框 |
| WO2020149401A1 (ja) * | 2019-01-18 | 2020-07-23 | 株式会社オートネットワーク技術研究所 | 金属材および接続端子 |
| JP2020200536A (ja) * | 2019-06-10 | 2020-12-17 | ローム アンド ハース エレクトロニック マテリアルズ エルエルシーRohm and Haas Electronic Materials LLC | ホイスカーの抑制を改良したプレスフィット端子 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI485930B (zh) * | 2012-10-04 | 2015-05-21 | Jx Nippon Mining & Metals Corp | Metal material for electronic parts and manufacturing method thereof |
| DE102014201756A1 (de) | 2014-01-31 | 2015-08-06 | Evonik Degussa Gmbh | Reinigung chlorverschmutzter Organophosphorverbindungen |
| JP6451385B2 (ja) * | 2014-10-30 | 2019-01-16 | 株式会社オートネットワーク技術研究所 | 端子金具及びコネクタ |
| JP6332043B2 (ja) * | 2015-01-09 | 2018-05-30 | 株式会社オートネットワーク技術研究所 | コネクタ用端子対 |
| JP6566889B2 (ja) * | 2016-02-17 | 2019-08-28 | タイコエレクトロニクスジャパン合同会社 | コンタクト |
| JP6383379B2 (ja) * | 2016-04-27 | 2018-08-29 | 矢崎総業株式会社 | メッキ材および、このメッキ材を用いた端子 |
| CN109155479A (zh) * | 2016-05-12 | 2019-01-04 | 住友电装株式会社 | 端子零件 |
| JP6750545B2 (ja) | 2016-05-19 | 2020-09-02 | 株式会社オートネットワーク技術研究所 | プレスフィット端子接続構造 |
| JP2017216079A (ja) * | 2016-05-30 | 2017-12-07 | 住友電装株式会社 | 基板用端子 |
| DE202016105003U1 (de) * | 2016-09-09 | 2016-09-23 | Andreas Veigel | Steckverbinder |
| JP6733491B2 (ja) * | 2016-10-20 | 2020-07-29 | 株式会社オートネットワーク技術研究所 | 接続端子および接続端子の製造方法 |
| DE102017002472A1 (de) * | 2017-03-14 | 2018-09-20 | Diehl Metal Applications Gmbh | Steckverbinder |
| EP3958402B1 (en) | 2017-05-17 | 2023-04-05 | Infineon Technologies AG | Method for electrically connecting an electronic module and electronic assembly |
| CN111095680B (zh) * | 2017-07-12 | 2021-11-09 | 仪普特控股有限及两合公司 | 压入销和生产压入销的方法 |
| KR101942812B1 (ko) | 2017-07-18 | 2019-01-29 | 제엠제코(주) | 프레스핏 핀 및 이를 포함하는 반도체 패키지 |
| DE102017215026A1 (de) | 2017-08-28 | 2019-02-28 | Robert Bosch Gmbh | Einpresspin für eine elektrische Kontaktieranordnung |
| DE102018109059B4 (de) | 2018-01-15 | 2020-07-23 | Doduco Solutions Gmbh | Elektrischer Einpress-Kontaktstift |
| US11456548B2 (en) | 2019-09-18 | 2022-09-27 | International Business Machines Corporation | Reliability enhancement of press fit connectors |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01306574A (ja) * | 1988-06-06 | 1989-12-11 | Furukawa Electric Co Ltd:The | SnまたはSn合金被覆材料 |
| JPH0978287A (ja) * | 1995-09-08 | 1997-03-25 | Furukawa Electric Co Ltd:The | 電気接点用材料又は電気接点部品 |
| JP2005226089A (ja) | 2004-02-10 | 2005-08-25 | Auto Network Gijutsu Kenkyusho:Kk | プレスフィット端子 |
| JP2010262861A (ja) | 2009-05-08 | 2010-11-18 | Kobe Steel Ltd | プレスフィット端子 |
| JP2011122234A (ja) * | 2009-07-15 | 2011-06-23 | Kyowa Densen Kk | メッキ構造及び電気材料の製造方法 |
Family Cites Families (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5030587B1 (ja) * | 1969-07-02 | 1975-10-02 | ||
| EP0033644A1 (en) | 1980-02-05 | 1981-08-12 | Plessey Overseas Limited | Intermetallic connector finishes |
| JPS61124597A (ja) | 1984-11-20 | 1986-06-12 | Furukawa Electric Co Ltd:The | 銀被覆電気材料 |
| JP2670348B2 (ja) * | 1989-05-15 | 1997-10-29 | 古河電気工業株式会社 | SnまたはSn合金被覆材料 |
| DE4005836C2 (de) * | 1990-02-23 | 1999-10-28 | Stolberger Metallwerke Gmbh | Elektrisches Steckverbinderpaar |
| JPH04160200A (ja) | 1990-10-24 | 1992-06-03 | Furukawa Electric Co Ltd:The | 電気接点材料の製造方法 |
| JP2959872B2 (ja) | 1991-06-18 | 1999-10-06 | 古河電気工業株式会社 | 電気接点材料とその製造方法 |
| JPH05311495A (ja) | 1991-12-25 | 1993-11-22 | Nikko Kinzoku Kk | 貴金属めっき材の封孔処理方法 |
| JP3701448B2 (ja) | 1997-10-17 | 2005-09-28 | 株式会社オートネットワーク技術研究所 | 嵌合型接続端子 |
| JP4086949B2 (ja) | 1998-02-10 | 2008-05-14 | 古河電気工業株式会社 | 金属被覆部材 |
| JPH11350188A (ja) * | 1998-06-03 | 1999-12-21 | Furukawa Electric Co Ltd:The | 電気・電子部品用材料とその製造方法、およびその材料を用いた電気・電子部品 |
| JPH11350189A (ja) | 1998-06-03 | 1999-12-21 | Furukawa Electric Co Ltd:The | 電気・電子部品用材料とその製造方法、その材料を用いた電気・電子部品 |
| JP3910363B2 (ja) | 2000-12-28 | 2007-04-25 | 富士通株式会社 | 外部接続端子 |
| EP2045362A1 (en) * | 2001-01-19 | 2009-04-08 | The Furukawa Electric Co., Ltd. | Plated material, method of producing same, and electrical/electronic part using same |
| US6924044B2 (en) * | 2001-08-14 | 2005-08-02 | Snag, Llc | Tin-silver coatings |
| JP3513709B2 (ja) | 2001-10-16 | 2004-03-31 | 石原薬品株式会社 | 前処理によるスズホイスカーの防止方法 |
| JP3519726B1 (ja) | 2002-11-26 | 2004-04-19 | Fcm株式会社 | 端子およびそれを有する部品 |
| JP3519727B1 (ja) | 2002-12-09 | 2004-04-19 | Fcm株式会社 | コネクタ端子およびそれを有するコネクタ |
| JP3442764B1 (ja) | 2002-08-22 | 2003-09-02 | エフシーエム株式会社 | コネクタ端子およびコネクタ |
| TWI225322B (en) * | 2002-08-22 | 2004-12-11 | Fcm Co Ltd | Terminal having ruthenium layer and a connector with the terminal |
| KR100495184B1 (ko) | 2002-12-02 | 2005-06-14 | 엘지마이크론 주식회사 | 테이프기판 및 그의 주석도금방법 |
| JP3519731B1 (ja) * | 2003-07-29 | 2004-04-19 | Fcm株式会社 | 端子、それを有する部品および製品 |
| US7391116B2 (en) | 2003-10-14 | 2008-06-24 | Gbc Metals, Llc | Fretting and whisker resistant coating system and method |
| JP2005126763A (ja) | 2003-10-23 | 2005-05-19 | Furukawa Electric Co Ltd:The | 被覆材、それを用いた電気・電子部品、それを用いたゴム接点部品、及び被覆材の製造方法 |
| JP2005353542A (ja) | 2004-06-14 | 2005-12-22 | Furukawa Electric Co Ltd:The | 導電性被覆材料とその製造方法、この被覆材料を用いたコネクタ端子または接点 |
| JP4255939B2 (ja) * | 2004-09-17 | 2009-04-22 | 神鋼リードミック株式会社 | プレスフィット用端子及びその製造方法 |
| JP4735173B2 (ja) * | 2004-11-02 | 2011-07-27 | 株式会社アドヴィックス | プレスフィット端子及びその製造方法 |
| JP4111522B2 (ja) * | 2004-11-30 | 2008-07-02 | 日鉱金属株式会社 | Sn被覆銅系材料及び端子 |
| WO2006077827A1 (ja) | 2005-01-18 | 2006-07-27 | Autonetworks Technologies, Ltd. | プレスフィット端子とその製造方法及びプレスフィット端子-回路基板間の接続構造 |
| TW200712254A (en) | 2005-06-24 | 2007-04-01 | Technic | Silver barrier layers to minimize whisker growth tin electrodeposits |
| JP2008021501A (ja) | 2006-07-12 | 2008-01-31 | Hitachi Cable Ltd | 配線用電気部品及び端末接続部並びに配線用電気部品の製造方法 |
| JP5286893B2 (ja) | 2007-04-27 | 2013-09-11 | 日立化成株式会社 | 接続端子、接続端子を用いた半導体パッケージ及び半導体パッケージの製造方法 |
| JP5215305B2 (ja) | 2007-07-06 | 2013-06-19 | 第一電子工業株式会社 | 電子部品の製造方法及び該方法により製造する電子部品 |
| JP5151950B2 (ja) | 2008-12-11 | 2013-02-27 | 三菱マテリアル株式会社 | Snめっき材及びその製造方法 |
| CA2747858C (en) * | 2008-12-19 | 2014-07-08 | Jx Nippon Mining & Metals Corporation | Fuel cell separator material, fuel cell separator using same, fuel cell stack, and method for producing fuel cell separator material |
| CN102395713B (zh) | 2009-04-14 | 2014-07-16 | 三菱伸铜株式会社 | 导电部件及其制造方法 |
| JP5679216B2 (ja) | 2009-06-29 | 2015-03-04 | オーエム産業株式会社 | 電気部品の製造方法 |
| JP2011006762A (ja) * | 2009-06-29 | 2011-01-13 | Shinko Electric Ind Co Ltd | 端子接続部の表面被膜構造及びその形成方法 |
| JP5479789B2 (ja) | 2009-07-03 | 2014-04-23 | 古河電気工業株式会社 | コネクタ用金属材料 |
| JP5280957B2 (ja) | 2009-07-28 | 2013-09-04 | 三菱伸銅株式会社 | 導電部材及びその製造方法 |
| US8956735B2 (en) | 2010-03-26 | 2015-02-17 | Kabushiki Kaisha Kobe Seiko Sho | Copper alloy and electrically conductive material for connecting parts, and mating-type connecting part and method for producing the same |
| JP2012036436A (ja) | 2010-08-05 | 2012-02-23 | Mitsubishi Materials Corp | Sn合金めっき付き導電材及びその製造方法 |
| JP5086485B1 (ja) | 2011-09-20 | 2012-11-28 | Jx日鉱日石金属株式会社 | 電子部品用金属材料及びその製造方法 |
| JP5284526B1 (ja) | 2011-10-04 | 2013-09-11 | Jx日鉱日石金属株式会社 | 電子部品用金属材料及びその製造方法 |
| JP5427945B2 (ja) | 2012-06-27 | 2014-02-26 | Jx日鉱日石金属株式会社 | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 |
| JP6050664B2 (ja) | 2012-06-27 | 2016-12-21 | Jx金属株式会社 | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 |
| JP6029435B2 (ja) | 2012-06-27 | 2016-11-24 | Jx金属株式会社 | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 |
-
2013
- 2013-01-29 TW TW102103245A patent/TWI493798B/zh active
- 2013-01-30 EP EP13744251.3A patent/EP2811051B1/en active Active
- 2013-01-30 WO PCT/JP2013/052102 patent/WO2013115276A1/ja active Application Filing
- 2013-01-30 US US14/375,333 patent/US9728878B2/en active Active
- 2013-01-30 CA CA2863505A patent/CA2863505C/en not_active Expired - Fee Related
- 2013-01-30 JP JP2013556475A patent/JP6012638B2/ja active Active
- 2013-01-30 CN CN201380007720.4A patent/CN104080950B/zh active Active
- 2013-01-30 KR KR1020147022499A patent/KR101649094B1/ko active IP Right Grant
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01306574A (ja) * | 1988-06-06 | 1989-12-11 | Furukawa Electric Co Ltd:The | SnまたはSn合金被覆材料 |
| JPH0978287A (ja) * | 1995-09-08 | 1997-03-25 | Furukawa Electric Co Ltd:The | 電気接点用材料又は電気接点部品 |
| JP2005226089A (ja) | 2004-02-10 | 2005-08-25 | Auto Network Gijutsu Kenkyusho:Kk | プレスフィット端子 |
| JP2010262861A (ja) | 2009-05-08 | 2010-11-18 | Kobe Steel Ltd | プレスフィット端子 |
| JP2011122234A (ja) * | 2009-07-15 | 2011-06-23 | Kyowa Densen Kk | メッキ構造及び電気材料の製造方法 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107004985A (zh) * | 2014-11-27 | 2017-08-01 | 贺利氏德国有限责任两合公司 | 电接触元件、压入销、衬套和引线框 |
| WO2020149401A1 (ja) * | 2019-01-18 | 2020-07-23 | 株式会社オートネットワーク技術研究所 | 金属材および接続端子 |
| JP2020117742A (ja) * | 2019-01-18 | 2020-08-06 | 株式会社オートネットワーク技術研究所 | 金属材および接続端子 |
| CN113286918A (zh) * | 2019-01-18 | 2021-08-20 | 株式会社自动网络技术研究所 | 金属材料及连接端子 |
| JP7135880B2 (ja) | 2019-01-18 | 2022-09-13 | 株式会社オートネットワーク技術研究所 | 接続端子 |
| CN113286918B (zh) * | 2019-01-18 | 2024-01-23 | 株式会社自动网络技术研究所 | 金属材料及连接端子 |
| JP2020200536A (ja) * | 2019-06-10 | 2020-12-17 | ローム アンド ハース エレクトロニック マテリアルズ エルエルシーRohm and Haas Electronic Materials LLC | ホイスカーの抑制を改良したプレスフィット端子 |
| JP2022088463A (ja) * | 2019-06-10 | 2022-06-14 | ローム アンド ハース エレクトロニック マテリアルズ エルエルシー | ホイスカーの抑制を改良したプレスフィット端子 |
| JP7270091B2 (ja) | 2019-06-10 | 2023-05-09 | ローム アンド ハース エレクトロニック マテリアルズ エルエルシー | ホイスカーの抑制を改良したプレスフィット端子 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101649094B1 (ko) | 2016-08-19 |
| EP2811051A4 (en) | 2015-09-30 |
| KR20140112553A (ko) | 2014-09-23 |
| CN104080950B (zh) | 2017-02-15 |
| US9728878B2 (en) | 2017-08-08 |
| EP2811051B1 (en) | 2018-04-25 |
| TWI493798B (zh) | 2015-07-21 |
| CA2863505C (en) | 2016-12-13 |
| JPWO2013115276A1 (ja) | 2015-05-11 |
| US20150011132A1 (en) | 2015-01-08 |
| EP2811051A1 (en) | 2014-12-10 |
| CA2863505A1 (en) | 2013-08-08 |
| CN104080950A (zh) | 2014-10-01 |
| JP6012638B2 (ja) | 2016-10-25 |
| TW201351792A (zh) | 2013-12-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6012638B2 (ja) | 圧入型端子及びそれを用いた電子部品 | |
| JP5284526B1 (ja) | 電子部品用金属材料及びその製造方法 | |
| JP5968668B2 (ja) | 電子部品用金属材料 | |
| JP5138827B1 (ja) | 電子部品用金属材料、それを用いたコネクタ端子、コネクタ及び電子部品 | |
| JP5086485B1 (ja) | 電子部品用金属材料及びその製造方法 | |
| JP6050664B2 (ja) | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 | |
| KR102095624B1 (ko) | 전자 부품용 금속 재료 및 그 제조 방법 | |
| WO2014054189A1 (ja) | 電子部品用金属材料及びその製造方法 | |
| JP5298233B2 (ja) | 電子部品用金属材料及びその製造方法 | |
| JP2015045044A (ja) | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 | |
| JP2015045053A (ja) | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 | |
| JP2015045046A (ja) | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13744251 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2013556475 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013744251 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14375333 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 2863505 Country of ref document: CA |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20147022499 Country of ref document: KR Kind code of ref document: A |