WO2012140907A1 - 積層板、回路基板、半導体パッケージおよび積層板の製造方法 - Google Patents
積層板、回路基板、半導体パッケージおよび積層板の製造方法 Download PDFInfo
- Publication number
- WO2012140907A1 WO2012140907A1 PCT/JP2012/002581 JP2012002581W WO2012140907A1 WO 2012140907 A1 WO2012140907 A1 WO 2012140907A1 JP 2012002581 W JP2012002581 W JP 2012002581W WO 2012140907 A1 WO2012140907 A1 WO 2012140907A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber base
- layer
- resin
- laminate
- base layer
- Prior art date
Links
Images
















Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/28—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer impregnated with or embedded in a plastic substance
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/48—Arrangements for conducting electric current to or from the solid state body in operation, e.g. leads, terminal arrangements ; Selection of materials therefor
- H01L23/488—Arrangements for conducting electric current to or from the solid state body in operation, e.g. leads, terminal arrangements ; Selection of materials therefor consisting of soldered or bonded constructions
- H01L23/498—Leads, i.e. metallisations or lead-frames on insulating substrates, e.g. chip carriers
- H01L23/49822—Multilayer substrates
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/48—Arrangements for conducting electric current to or from the solid state body in operation, e.g. leads, terminal arrangements ; Selection of materials therefor
- H01L23/488—Arrangements for conducting electric current to or from the solid state body in operation, e.g. leads, terminal arrangements ; Selection of materials therefor consisting of soldered or bonded constructions
- H01L23/498—Leads, i.e. metallisations or lead-frames on insulating substrates, e.g. chip carriers
- H01L23/49827—Via connections through the substrates, e.g. pins going through the substrate, coaxial cables
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/48—Arrangements for conducting electric current to or from the solid state body in operation, e.g. leads, terminal arrangements ; Selection of materials therefor
- H01L23/488—Arrangements for conducting electric current to or from the solid state body in operation, e.g. leads, terminal arrangements ; Selection of materials therefor consisting of soldered or bonded constructions
- H01L23/498—Leads, i.e. metallisations or lead-frames on insulating substrates, e.g. chip carriers
- H01L23/49866—Leads, i.e. metallisations or lead-frames on insulating substrates, e.g. chip carriers characterised by the materials
- H01L23/49894—Materials of the insulating layers or coatings
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
- H05K3/4644—Manufacturing multilayer circuits by building the multilayer layer by layer, i.e. build-up multilayer circuits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
- B32B2260/023—Two or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/07—Parts immersed or impregnated in a matrix
- B32B2305/076—Prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/308—Heat stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/08—PCBs, i.e. printed circuit boards
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/10—Bump connectors; Manufacturing methods related thereto
- H01L2224/15—Structure, shape, material or disposition of the bump connectors after the connecting process
- H01L2224/16—Structure, shape, material or disposition of the bump connectors after the connecting process of an individual bump connector
- H01L2224/161—Disposition
- H01L2224/16151—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive
- H01L2224/16221—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked
- H01L2224/16225—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being non-metallic, e.g. insulating substrate with or without metallisation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/10—Bump connectors; Manufacturing methods related thereto
- H01L2224/15—Structure, shape, material or disposition of the bump connectors after the connecting process
- H01L2224/16—Structure, shape, material or disposition of the bump connectors after the connecting process of an individual bump connector
- H01L2224/161—Disposition
- H01L2224/16151—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive
- H01L2224/16221—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked
- H01L2224/16225—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being non-metallic, e.g. insulating substrate with or without metallisation
- H01L2224/16227—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being non-metallic, e.g. insulating substrate with or without metallisation the bump connector connecting to a bond pad of the item
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/26—Layer connectors, e.g. plate connectors, solder or adhesive layers; Manufacturing methods related thereto
- H01L2224/31—Structure, shape, material or disposition of the layer connectors after the connecting process
- H01L2224/32—Structure, shape, material or disposition of the layer connectors after the connecting process of an individual layer connector
- H01L2224/321—Disposition
- H01L2224/32151—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive
- H01L2224/32221—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked
- H01L2224/32225—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being non-metallic, e.g. insulating substrate with or without metallisation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/73—Means for bonding being of different types provided for in two or more of groups H01L2224/10, H01L2224/18, H01L2224/26, H01L2224/34, H01L2224/42, H01L2224/50, H01L2224/63, H01L2224/71
- H01L2224/732—Location after the connecting process
- H01L2224/73201—Location after the connecting process on the same surface
- H01L2224/73203—Bump and layer connectors
- H01L2224/73204—Bump and layer connectors the bump connector being embedded into the layer connector
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0271—Arrangements for reducing stress or warp in rigid printed circuit boards, e.g. caused by loads, vibrations or differences in thermal expansion
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/01—Dielectrics
- H05K2201/0183—Dielectric layers
- H05K2201/0191—Dielectric layers wherein the thickness of the dielectric plays an important role
Definitions
- the present invention relates to a laminate, a circuit board, a semiconductor package, and a method for producing the laminate.
- circuit boards tend to be made thinner and thinner with the demand for higher functionality and lighter and thinner electronic devices.
- a general circuit board is mainly composed of a laminated board in which a plurality of prepregs each having a fiber base layer and a resin layer are laminated.
- the current laminated board is mainly used for FCBGA (Flip Chip Ball Grid Array) used in, for example, a CPU (Central Processing Unit) and has a thickness of about 0.8 mm.
- FCBGA Flexible Chip Ball Grid Array
- thinning of laminates has been promoted for reasons such as reduction in substrate cost due to demands for reduction in thickness, reduction in member cost, processing cost, and improvement in electrical characteristics.
- a laminate having a thickness of about 0.4 mm, further 0.2 mm or less has been developed.
- Patent Document 1 Japanese Patent Laid-Open No. 62-2924278 describes that warping and twisting of a prepreg can be reduced by keeping the longitudinal and lateral ratios of the tensile strength of a glass nonwoven fabric within a certain range. .
- Patent Document 2 Japanese Patent Application Laid-Open No. 4-259543 relates to a method for manufacturing a laminated board for printed circuit which is less warped and twisted and has excellent dimensional stability.
- Patent Document 2 discloses that the longitudinal and lateral tensile strength ratios of the glass woven fabric used for the surface layer are controlled by controlling the longitudinal and lateral tensile strength ratios of the glass nonwoven fabric used for the intermediate layer. It is described that a balance between both directions is to be achieved.
- Patent Document 3 Japanese Patent Laid-Open No. 2008-258335 describes that warpage of a semiconductor package can be effectively prevented by using a buildup layer in which a fiber base material is unevenly distributed in the thickness direction. Has been.
- the warping of the laminate has become more prominent. Further, with the increase in the warp of the laminated plate, the increase in the warp of the circuit board and the increase in the warp of the semiconductor package resulting therefrom have become more prominent.
- Patent Documents 1, 2, and 3 were effective in solving the warpage of the laminated board, the development of a laminated board with further reduced warpage is desired as the circuit board is further reduced in thickness. It was.
- This invention is made
- a laminate in which a plurality of prepregs including a fiber base layer and a resin layer are laminated, and a wiring layer is formed on the top or a build-up layer is formed,
- the distance between the center line of the first fiber base layer arranged closest to one surface and the center line of the second fiber base layer adjacent to the first fiber base layer is D1
- the distance between the center line of the third fiber base layer arranged closest to the other surface and the center line of the fourth fiber base layer adjacent to the third fiber base layer is D2
- the thickness of the laminate is D3
- the number of fiber base layers of the laminate is n (where n is an integer of 2 or more)
- n is an integer of 2 or more
- a circuit board including the laminate according to the present invention is provided.
- a semiconductor package is provided in which a semiconductor element is mounted on the circuit board according to the present invention.
- the fiber base material layer is arranged outside the laminate, the expansion stress moves to the center of the laminate, so that the warpage is reduced and a laminate suitable for a thin circuit board is provided. be able to.
- FIG. 13 is a cross-sectional view showing the configuration of the laminated plate 100c in the present embodiment.
- the laminate in the present embodiment is a laminate in which a plurality of prepregs including a fiber base layer and a resin layer are laminated, and a wiring layer is formed on the upper part or a buildup layer is formed.
- the thickness of the laminate is D3
- the number of fiber base layers in the laminate is n (where n is an integer of 2 or more), the following formula (1) And (2) so that both conditions are satisfied.
- Layer is disposed. D3 / n ⁇ D1 (1)
- the distance between one surface 110 of the laminate and the center line A1 of the first fiber base layer 101 is D4, and the other surface 111
- the respective fiber base layers are arranged so as to satisfy both of the following formulas (3) and (4): It is preferable. D4 ⁇ D1 (3) D5 ⁇ D2 (4)
- the number n of the fiber base layers included in the laminate in the present embodiment is not particularly limited, but may be 2 or more, preferably 2 or more and 6 or less, and more preferably 2 or more and 4 or less.
- the balance between mechanical strength and productivity is particularly excellent, and a laminated board suitable for a thin circuit board can be obtained.
- all the fiber base layers in the laminate are arranged symmetrically with respect to the center line B1 of the laminate.
- the thickness of the laminated plate in the present embodiment is preferably 0.025 mm or more and 0.6 mm or less. More preferably, it is 0.04 mm or more and 0.4 mm or less, More preferably, it is 0.06 mm or more and 0.3 mm or less, Especially preferably, it is 0.08 mm or more and 0.2 mm or less.
- the thickness of the laminate is within the above range, the balance between mechanical strength and productivity is particularly excellent, and a laminate suitable for a thin circuit board can be obtained.
- the linear expansion coefficient in the plane direction of the laminate in the present embodiment is 1 ppm / ° C. or more and 20 ppm / ° C. or less, preferably 2 ppm / ° C. or more and 15 ppm / ° C. or less, more preferably 2 ppm / ° C. or more and 8 ppm / ° C. or less. .
- the linear expansion coefficient of the laminate is within the above range, it is possible to more effectively obtain warpage suppression and temperature cycle reliability improvement of a circuit board on which a wiring pattern is formed and a semiconductor package on which a semiconductor element is mounted. Improvement of temperature cycle reliability with the mother board when the package is secondarily mounted can be obtained more effectively.
- the linear expansion coefficient of this embodiment represents the average value of the linear expansion coefficient in the region of 50 ° C. or higher and 150 ° C. or lower.
- the embodiment (A) will be described.
- the number n of the fiber base layers included in the laminate is 2.
- the first fiber base layer 101 and the fourth fiber base layer 105a, and the second fiber base layer 101a and the third fiber base layer 105 are respectively The same fiber base layer is shown. Therefore, hereinafter, only the first fiber base layer 101 and the third fiber base layer 105 will be described.
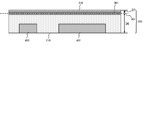
- FIG. 1 is a cross-sectional view showing a configuration of a laminated plate 100a in the present embodiment.
- the laminated plate 100a includes a first prepreg 104 including a first fiber base layer 101, a first resin layer 102, and a second resin layer 103, a third fiber base layer 105, a third resin layer 106, and a fourth.
- the second prepreg 108 including the resin layer 107 is obtained by being laminated so that the first fiber base layer 101 and the third fiber base layer 105 are arranged outside in the stacking direction.
- “disposed on the outside” means that the distance between the center line A1 of the first fiber base layer 101 and the center line A2 of the third fiber base layer 105 is D1, as shown in FIG.
- D3 the thickness of the laminate
- the distance D4 between one surface 110 of the laminated plate and the center line A1 of the first fiber base layer 101, and the other surface 111 is preferably arranged so as to further satisfy the conditions of D4 ⁇ D1 and D5 ⁇ D1.
- the first fiber base layer 101 and the third fiber base layer 105 are arranged symmetrically with respect to the center line B1 of the laminate. It is preferable. As described above, by disposing the fiber base layer on the outer side of the laminated board, the warpage of the laminated board can be reduced by moving the expansion stress to the center of the laminated board.
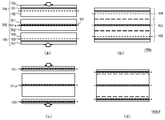
- FIG. 2A and FIG. 2B are cross-sectional views showing the manufacturing process of the laminate in the present embodiment.
- a first prepreg 104 including a first fiber base layer 101, a first resin layer 102, and a second resin layer 103, a third fiber base layer 105, a third resin layer 106, and a fourth resin layer 107.
- a second prepreg 108 is prepared.
- the first resin layer 102 is thicker than the second resin layer 103
- the third resin layer 106 is thicker than the fourth resin layer 107.
- the first fiber base layer 101 and the third fiber base layer 105 are unevenly distributed in the thickness direction.
- the prepreg in which the fiber base material is unevenly distributed is referred to as an asymmetric prepreg.
- the manufacturing method of a prepreg is mentioned later.
- the first prepreg 104 and the first prepreg 104 are arranged so that the first fiber base layer 101 and the third fiber base layer 105 are disposed outside in the prepreg laminating direction.
- Two prepregs 108 are overlapped.
- “disposed on the outside” means that the distance between the center line A1 of the first fiber base layer 101 and the center line A2 of the third fiber base layer 105 is D1, as shown in FIG.
- D3 When the thickness of the laminate is D3, it means that the first fiber base layer 101 and the third fiber base layer 105 are arranged so as to satisfy D3 / 2 ⁇ D1.
- D3 the first fiber base layer 101 and the third fiber base layer 105 are arranged so as to satisfy D3 / 2 ⁇ D1.
- a distance D4 between one surface 110 of the laminate and the center line A1 of the first fiber base layer 101 is shown.
- the distance D5 between the other surface 111 and the center line A2 of the third fiber base material layer 105 is set, it is preferably arranged so as to further satisfy the conditions of D4 ⁇ D1 and D5 ⁇ D1.
- the first fiber base layer 101 and the third fiber base layer 105 are placed on the center line B1 of the laminate as shown in FIG. They are preferably arranged symmetrically with respect to each other.
- the laminating method is not particularly limited, but may be, for example, a batch type, and the first prepreg and the second prepreg are continuously supplied and continuously using a vacuum laminating apparatus, a vacuum becquerel apparatus, or the like. May be laminated.
- the method for the heat treatment is not particularly limited, and can be carried out using, for example, a hot air drying device, an infrared heating device, a heating roll device, a flat platen hot platen pressing device, or the like.
- a hot-air drying device or an infrared heating device is used, the bonding can be carried out without substantially applying pressure to the joined ones.
- a heating roll apparatus or a flat hot platen press apparatus it can implement by making predetermined
- the temperature at the time of heat treatment is not particularly limited, but it is preferably a temperature range in which the resin used is melted and the resin curing reaction does not proceed rapidly.
- the heating temperature is preferably 120 ° C. or higher and 250 ° C. or lower, and more preferably 150 ° C. or higher and 230 ° C. or lower.
- the time for the heat treatment varies depending on the type of resin used and the like, it is not particularly limited.
- the heat treatment can be performed by treating for 30 minutes to 180 minutes.
- the pressure to pressurize is not particularly limited, but is preferably 0.2 MPa or more and 5 MPa or less, and more preferably 2 MPa or more and 4 MPa or less.
- the prepreg included in the laminate 100a is a sheet-like material including a fiber base layer and a resin layer, which is obtained by impregnating a fiber base with one or more resin compositions and then semi-curing the fiber base.
- a sheet-like material having such a structure is preferable because it is excellent in various properties such as dielectric properties, mechanical and electrical connection reliability under high temperature and high humidity, and suitable for manufacturing a laminated board for a circuit board.
- the method of impregnating the fiber base material with the resin composition used in the present embodiment is not particularly limited.
- the resin composition is dissolved in a solvent to prepare a resin varnish, and the fiber base material is immersed in the resin varnish.
- coating with various coaters, the method of spraying by a spray, the method of laminating the resin layer with a support base material, etc. are mentioned.
- the method of immersing the fiber base material in the resin varnish is preferable. Thereby, the impregnation property of the resin composition with respect to the fiber base material can be improved.
- a normal impregnation coating equipment can be used.
- the thickness of the fiber substrate is 0.1 mm or less
- a method of laminating with a film-like resin layer from both sides of the fiber substrate is preferable.
- the impregnation amount of the resin composition with respect to the fiber base material can be freely adjusted, and the moldability of the prepreg can be further improved.
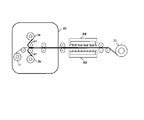
- FIG. 3 is a cross-sectional view showing a method for producing a prepreg.
- the carrier material 5a, 5b is manufactured in advance, and after laminating the carrier material 5a, 5b on the fiber base material 11, a method of peeling the carrier film will be specifically described.
- a carrier material 5a in which the first resin composition is previously applied to the carrier film and a carrier material 5b in which the second resin composition is applied to the carrier film are manufactured.
- the carrier materials 5a and 5b are overlapped from both sides of the fiber base material under reduced pressure, and bonded with a laminating roll 61 heated to a temperature at which the resin composition melts as necessary,
- the fiber base material 11 is impregnated with the resin composition coated on the carrier film.
- heat treatment is performed at a temperature equal to or higher than the melting temperature of the resin applied to the carrier material by the hot air drying device 62.
- an infrared heating device for example, a heating roll device, a plate-shaped hot platen pressing device, or the like can be used.
- the carrier film After laminating the carrier materials 5a and 5b to the fiber substrate 11, the carrier film is peeled off.
- the resin composition is supported on the fiber base material 11, and the prepreg 21 in which the fiber base material 11 is built is obtained. If said method is used, the prepreg in which the fiber base material layer was unevenly distributed in the thickness direction can be produced by adjusting the thickness of the resin layer of the carrier materials 5a and 5b.
- the fiber base material 3 is conveyed so as to pass between the two die coaters to a coating machine provided with the first coating device 1a and the second coating device 1b, which are two die coaters, on both sides thereof.
- the resin varnish 4 is applied on each side.
- the first coating apparatus 1a and the second coating apparatus 1b may use the same die coater or different ones.
- the 1st coating apparatus 1a and the 2nd coating apparatus 1b may use a roll coater.
- the coating distance L and the tip overlap distance D have a certain distance as shown in FIGS. 17 and 18, they may not have a certain distance as shown in FIG. .
- the first coating device 1 a and the second coating device 1 b each have a coating tip 2, and each coating tip 2 is elongated in the width direction of the fiber base 3.
- tip part 2a which is a coating front-end
- tip part 2b protrudes toward the other surface of the fiber base material 3.
- the discharge amount per unit time of the resin varnish 4 discharged from the first coating device 1a and the second coating device 1b may be the same or different.
- the thickness of the resin varnish 4 to be applied can be individually controlled on one side and the other side of the fiber base 3, and the layer of the resin layer The thickness can be easily adjusted.
- a prepreg is manufactured by heating at a predetermined temperature in a dryer to volatilize the solvent of the applied resin varnish 4 and to semi-cur the resin composition.
- the solvent used in the resin varnish preferably exhibits good solubility with respect to the resin component in the resin composition. May be used.
- the solvent exhibiting good solubility include acetone, methyl ethyl ketone, methyl isobutyl ketone, cyclohexanone, tetrahydrofuran, dimethylformamide, dimethylacetamide, dimethyl sulfoxide, ethylene glycol, cellosolve and carbitol.
- the thickness of the second resin layer 103 and the fourth resin layer 107 of the asymmetric prepreg is usually preferably 1 ⁇ m to 15 ⁇ m, and the thickness of the first resin layer 102 and the third resin layer 106 is usually preferably 2.3 ⁇ m to 100 ⁇ m.
- the thickness of the resin layer is a distance from the interface between the fiber base layer and the resin layer to the opposite interface of the resin layer, and does not include the resin impregnated in the fiber base layer.
- the ratio (C2 / C1) between the thickness C2 of the second resin layer 103 and the fourth resin layer 107 of the asymmetric prepreg and the thickness C1 of the first resin layer 102 and the third resin layer 106 is 0.1 ⁇ C2 / C1.
- a range of ⁇ 0.9 is preferable from the viewpoint of facilitating warpage control.
- the thickness of the resin layer can be measured, for example, by observing a cross section of the prepreg after curing with an optical microscope.
- the solid content of the resin varnish is not particularly limited, but is preferably 40% by weight to 80% by weight, and more preferably 50% by weight to 65% by weight. Thereby, the impregnation property to the fiber base material of the resin varnish can further be improved.
- a prepreg can be obtained by impregnating a fiber base material with a resin composition and drying at a predetermined temperature, for example, 80 ° C. or more and 200 ° C. or less.
- the fiber substrate used for the first fiber substrate layer 101 and the third fiber substrate layer 105 is not particularly limited, but a glass fiber substrate such as glass cloth, polybenzoxazole resin fiber, Polyamide resin fibers such as polyamide resin fibers, aromatic polyamide resin fibers, wholly aromatic polyamide resin fibers, polyester resin fibers such as polyester resin fibers, aromatic polyester resin fibers, wholly aromatic polyester resin fibers, polyimide resin fibers, Examples thereof include organic fiber base materials such as synthetic fiber base materials composed mainly of fluororesin fibers, kraft paper, cotton linter paper, paper base materials mainly composed of linter and kraft pulp mixed paper, and the like. Among these, glass cloth is particularly preferable from the viewpoint of strength and water absorption. Moreover, the thermal expansion coefficient of a laminated board can be made still smaller by using a glass cloth.
- the basis weight (weight of the fiber base material per 1 m 2 ) is preferably 4 g / m 2 or more and 150 g / m 2 or less, more preferably 8 g / m 2 or more and 110 g. / M 2 or less, more preferably 12 g / m 2 or more and 60 g / m 2 or less, further preferably 12 g / m 2 or more and 30 g / m 2 or less, and particularly preferably 12 g / m 2 or more and 24 g / m 2 or less. 2 or less.
- the basis weight is not more than the above upper limit value, the impregnation property of the resin composition in the fiber base material is improved, and the occurrence of strand voids and a decrease in insulation reliability can be suppressed.
- strength of a glass fiber base material or a laminated board can be improved as basic weight is more than the said lower limit. As a result, handling properties can be improved, prepreg can be easily produced, and reduction in the warpage reduction effect of the substrate can be suppressed.
- a glass fiber base material having a linear expansion coefficient of 6 ppm / ° C. or lower is preferable, and a glass fiber base material of 3.5 ppm / ° C. or lower is more preferable.
- the glass fiber base material having such a linear expansion coefficient it is possible to further suppress the warpage of the laminated board of the present embodiment.
- the fiber base material used in this embodiment preferably has a Young's modulus of 60 GPa to 100 GPa, more preferably 65 GPa to 92 GPa, and still more preferably 86 GPa to 92 GPa.
- a glass fiber base material having such a Young's modulus for example, deformation of the wiring board due to reflow heat during semiconductor mounting can be effectively suppressed, so that the connection reliability of electronic components is further improved.
- the glass fiber base material used in the present embodiment preferably has a dielectric constant at 1 MHz of 3.8 to 7.0, more preferably 3.8 to 6.8, and even more preferably 3. .8 or more and 5.5 or less.
- the dielectric constant of the laminate can be further reduced, which is suitable for a semiconductor package using a high-speed signal.
- E glass, S glass, NE glass, T glass, UN glass, and quartz glass are preferably used as the glass fiber base material having the above-described linear expansion coefficient, Young's modulus, and dielectric constant.
- the first fiber base layer 101 and the third fiber base layer 105 in the laminated plate 100a are the first resin layer 102 and the second resin layer 103, and the third resin layer 106 and the fourth resin.
- the resin composition constituting the layer 107 is impregnated with each other, the thickness of the fiber base layer can usually be considered as the thickness of the fiber base.
- the thickness of the fiber base layer is not particularly limited, but is preferably 5 ⁇ m or more and 100 ⁇ m or less, more preferably 10 ⁇ m or more and 60 ⁇ m or less, and further preferably 12 ⁇ m or more and 35 ⁇ m or less.
- the thickness of the fiber base material layer is not more than the above upper limit, the impregnation property of the resin composition in the fiber base material is improved, and the occurrence of strand voids and a decrease in insulation reliability can be suppressed.
- strength of a fiber base material or a prepreg can be improved as the thickness of a fiber base material layer is more than the said lower limit. As a result, handling properties can be improved, prepreg can be easily produced, and reduction in the warpage reduction effect of the substrate can be suppressed.
- the number of fiber base materials used is not limited to one, and a plurality of thin fiber base materials can be used in an overlapping manner. In addition, when using a plurality of fiber base materials in piles, the total thickness only needs to satisfy the above range.
- the first fiber base layer 101 and the third fiber base layer 105 in the laminated plate 100a may be the same or different.
- Laminate 100a has a fiber substrate layer formed by impregnating a resin composition into a fiber substrate such as a glass fiber substrate, thereby being excellent in low linear expansion coefficient and high elastic modulus, a thin multilayer wiring board, A semiconductor package in which a semiconductor chip is mounted on a multilayer wiring board can be obtained with less warping and excellent heat resistance and thermal shock reliability.
- high strength, low water absorption, and low thermal expansion can be achieved by having a fiber base layer formed by impregnating a glass fiber base with a resin composition.
- the resin composition impregnated into the fiber base material is not particularly limited, but preferably has a low linear expansion coefficient and a high elastic modulus and is excellent in thermal shock reliability. It is preferable that the resin composition contains a thermosetting resin.
- thermosetting resin Although it does not specifically limit as a thermosetting resin, It is preferable that it has a low linear expansion coefficient and a high elasticity modulus, and is excellent in the reliability of thermal shock property.
- the glass transition temperature of the thermosetting resin is preferably 160 ° C. or higher and 350 ° C. or lower, more preferably 180 ° C. or higher and 300 ° C. or lower. By using a thermosetting resin having such a glass transition temperature, the effect of further improving the lead-free solder reflow heat resistance can be obtained.
- thermosetting resins include, for example, novolac type phenolic resins such as phenol novolak resin, cresol novolak resin, bisphenol A novolak resin, unmodified resole phenolic resin, oil modified resole modified with tung oil, linseed oil, walnut oil, etc.
- novolac type phenolic resins such as phenol novolak resin, cresol novolak resin, bisphenol A novolak resin, unmodified resole phenolic resin, oil modified resole modified with tung oil, linseed oil, walnut oil, etc.
- Phenol resin such as phenolic resin, bisphenol A type epoxy resin, bisphenol F type epoxy resin, bisphenol S type epoxy resin, bisphenol E type epoxy resin, bisphenol M type epoxy resin, bisphenol P type epoxy resin, bisphenol Bisphenol type epoxy resin such as Z type epoxy resin, novolak type epoxy resin such as phenol novolac type epoxy resin, cresol novolac type epoxy resin, biffe Type epoxy resin, biphenyl aralkyl type epoxy resin, aryl alkylene type epoxy resin, naphthalene type epoxy resin, anthracene type epoxy resin, phenoxy type epoxy resin, dicyclopentadiene type epoxy resin, norbornene type epoxy resin, adamantane type epoxy resin, fluorene Type epoxy resin, epoxy resin, urea (urea) resin, resin having triazine ring such as melamine resin, unsaturated polyester resin, bismaleimide resin, polyurethane resin, diallyl phthalate resin, silicone resin, resin having benzoxazine ring, Examples
- cyanate resins are particularly preferable.
- the thermal expansion coefficient of a laminated board can be made small.
- the cyanate resin is excellent in electrical characteristics (low dielectric constant, low dielectric loss tangent), mechanical strength, and the like.
- cyanate resin for example, those obtained by reacting a cyanogen halide compound with phenols, or those obtained by prepolymerization by a method such as heating as required can be used.
- bisphenol cyanate resins such as novolac type cyanate resin, bisphenol A type cyanate resin, bisphenol E type cyanate resin, tetramethylbisphenol F type cyanate resin, naphthol aralkyl type polyvalent naphthols, and cyanogen halides Cyanate resin, dicyclopentadiene-type cyanate resin, biphenylalkyl-type cyanate resin, and the like obtained by the above reaction.
- novolac type cyanate resin is preferable. By using the novolac type cyanate resin, the crosslink density is increased and the heat resistance is improved. Therefore, the flame retardancy of the laminate can be improved.
- novolak cyanate resin forms a triazine ring after the curing reaction. Furthermore, it is considered that novolak-type cyanate resin has a high benzene ring ratio due to its structure and is easily carbonized. Even when the thickness of the laminate is 0.6 mm or less, the laminate including the resin layer produced by curing the novolac-type cyanate resin has excellent rigidity. Since such a laminated board is excellent in the rigidity at the time of a heating, it is excellent also in the reliability at the time of semiconductor element mounting.
- a novolak-type cyanate resin what is shown by the following general formula (I) can be used, for example.
- the average repeating unit n of the novolak cyanate resin represented by the general formula (I) is an arbitrary integer. Although the minimum of n is not specifically limited, 1 or more are preferable and 2 or more are more preferable. When n is not less than the above lower limit, the heat resistance of the novolak-type cyanate resin is improved, and it is possible to suppress desorption and volatilization of the low monomer during heating.
- the upper limit of n is not particularly limited, but is preferably 10 or less, and more preferably 7 or less. It can suppress that a melt viscosity becomes it high that n is below the said upper limit, and can suppress that the moldability of a resin layer falls.
- a naphthol type cyanate resin represented by the following general formula (II) is also preferably used.
- the naphthol type cyanate resin represented by the following general formula (II) includes, for example, naphthols such as ⁇ -naphthol or ⁇ -naphthol and p-xylylene glycol, ⁇ , ⁇ '-dimethoxy-p-xylene, 1,4- It is obtained by condensing naphthol aralkyl resin obtained by reaction with di (2-hydroxy-2-propyl) benzene and cyanic acid.
- n is preferably 10 or less.
- n 10 or less
- the resin viscosity does not increase, the impregnation property to the fiber base material is good, and there is a tendency not to deteriorate the performance as a laminate.
- intramolecular polymerization hardly occurs at the time of synthesis, the liquid separation property at the time of washing with water tends to be improved, and the decrease in yield tends to be prevented.
- R represents a hydrogen atom or a methyl group, and n represents an integer of 1 or more.
- a dicyclopentadiene type cyanate resin represented by the following general formula (III) is also preferably used.
- n in the following general formula (III) is preferably 0 or more and 8 or less. When n is 8 or less, the resin viscosity does not increase, the impregnation property to the fiber base material is good, and the performance as a laminated plate can be prevented from being lowered.
- a dicyclopentadiene type cyanate resin it is excellent in low hygroscopicity and chemical resistance.
- N represents an integer of 0 or more and 8 or less.
- Mw500 or more is preferable and Mw600 or more is more preferable.
- Mw600 or more is more preferable.
- the upper limit of Mw is not particularly limited, but is preferably Mw 4,500 or less, and more preferably Mw 3,000 or less.
- Mw is not more than the above upper limit value, it is possible to suppress the reaction from being accelerated, and in the case of a circuit board, it is possible to suppress the occurrence of molding defects and the decrease in interlayer peel strength.
- Mw such as cyanate resin can be measured by, for example, GPC (gel permeation chromatography, standard substance: converted to polystyrene).
- one kind of cyanate resin may be used alone, two or more kinds having different Mw may be used in combination, and one kind or two or more kinds and a prepolymer thereof may be used in combination.
- the content of the thermosetting resin contained in the resin composition is not particularly limited as long as it is appropriately adjusted according to the purpose, but is preferably 5% by mass or more and 90% by mass or less based on the entire resin composition, 10 mass% or more and 80 mass% or less are more preferable, and 20 mass% or more and 50 mass% or less are especially preferable.
- the content of the thermosetting resin is not less than the above lower limit value, handling properties are improved, and it becomes easy to form a resin layer.
- the content of the thermosetting resin is less than or equal to the above upper limit, the strength and flame retardancy of the resin layer are improved, or the linear expansion coefficient of the resin layer is reduced and the effect of reducing the warpage of the laminate is improved. There is a case.
- an epoxy resin substantially free of halogen atoms
- the epoxy resin include bisphenol A type epoxy resin, bisphenol F type epoxy resin, bisphenol E type epoxy resin, bisphenol S type epoxy resin, bisphenol M type epoxy resin, bisphenol P type epoxy resin, bisphenol Z type epoxy resin and the like.
- Type epoxy resin phenol novolac type epoxy resin, novolac type epoxy resin such as cresol novolac type epoxy resin, arylphenyl type epoxy resin such as biphenyl type epoxy resin, xylylene type epoxy resin, biphenyl aralkyl type epoxy resin, naphthol type epoxy resin, Naphthalenediol type epoxy resin, bifunctional or tetrafunctional epoxy type naphthalene resin, naphthylene ether type epoxy resin, binaphthyl type epoxy resin Naphthalene type epoxy resins such as xylic resin, naphthalene aralkyl type epoxy resin, anthracene type epoxy resin, phenoxy type epoxy resin, dicyclopentadiene type epoxy resin, norbornene type epoxy resin, adamantane type epoxy resin, fluorene type epoxy resin, etc. .
- epoxy resin one of these may be used alone, or two or more having different weight average molecular weights may be used in combination, or one or two or more and those prepolymers may be used in combination. May be.
- aryl alkylene type epoxy resins are particularly preferable. Thereby, moisture-absorbing solder heat resistance and flame retardance can be further improved.
- the arylalkylene type epoxy resin refers to an epoxy resin having one or more arylalkylene groups in a repeating unit.
- a xylylene type epoxy resin, a biphenyl dimethylene type epoxy resin, etc. are mentioned.
- a biphenyl dimethylene type epoxy resin is preferable.
- mold epoxy resin can be shown, for example with the following general formula (IV).
- the average repeating unit n of the biphenyl dimethylene type epoxy resin represented by the general formula (IV) is an arbitrary integer. Although the minimum of n is not specifically limited, 1 or more are preferable and 2 or more are more preferable. When n is not less than the above lower limit, crystallization of the biphenyldimethylene type epoxy resin can be suppressed and the solubility in a general-purpose solvent is improved, so that handling becomes easy.
- the upper limit of n is not particularly limited, but is preferably 10 or less, and more preferably 5 or less. When n is less than or equal to the above upper limit, the fluidity of the resin is improved and the occurrence of molding defects and the like can be suppressed.
- epoxy resin other than the above a novolac type epoxy resin having a condensed ring aromatic hydrocarbon structure is preferable. Thereby, heat resistance and low thermal expansibility can further be improved.
- the novolak type epoxy resin having a condensed ring aromatic hydrocarbon structure is a novolak type epoxy resin having a naphthalene, anthracene, phenanthrene, tetracene, chrysene, pyrene, triphenylene, and tetraphen or other condensed ring aromatic hydrocarbon structure.
- the novolac type epoxy resin having a condensed ring aromatic hydrocarbon structure is excellent in low thermal expansion because a plurality of aromatic rings can be regularly arranged. Moreover, since the glass transition temperature is also high, it is excellent in heat resistance.
- the molecular weight of the repeating structure is large, it is superior in flame retardancy compared to conventional novolak type epoxies, and the weakness of cyanate resin can be improved by combining with cyanate resin. Therefore, when used in combination with a cyanate resin, the glass transition temperature is further increased, so that the lead-free compatible mounting reliability is excellent.
- the novolak-type epoxy resin having a condensed ring aromatic hydrocarbon structure is obtained by epoxidizing a novolac-type phenol resin synthesized from a phenol compound, a formaldehyde compound, and a condensed ring aromatic hydrocarbon compound.
- the phenol compound is not particularly limited, but examples thereof include cresols such as phenol, o-cresol, m-cresol, p-cresol, 2,3-xylenol, 2,4-xylenol, 2,5-xylenol, 2, 6-xylenol, 3,4-xylenol, xylenols such as 3,5-xylenol, trimethylphenols such as 2,3,5 trimethylphenol, ethyl such as o-ethylphenol, m-ethylphenol, p-ethylphenol Phenols, alkylphenols such as isopropylphenol, butylphenol, t-butylphenol, o-phenylphenol, m-phenylphenol, p-phenylphenol, catechol, 1,5-dihydroxynaphthalene, 1,6-dihydroxynaphtha , Naphthalenediols such as 2,7-dihydroxyn
- the aldehyde compound is not particularly limited, and examples thereof include formaldehyde, paraformaldehyde, trioxane, acetaldehyde, propionaldehyde, polyoxymethylene, chloral, hexamethylenetetramine, furfural, glyoxal, n-butyraldehyde, caproaldehyde, allylaldehyde, Examples include benzaldehyde, crotonaldehyde, acrolein, tetraoxymethylene, phenylacetaldehyde, o-tolualdehyde, salicylaldehyde, dihydroxybenzaldehyde, trihydroxybenzaldehyde, 4-hydroxy-3-methoxyaldehyde paraformaldehyde and the like.
- the fused ring aromatic hydrocarbon compound is not particularly limited, but for example, naphthalene derivatives such as methoxynaphthalene and butoxynaphthalene, anthracene derivatives such as methoxyanthracene, phenanthrene derivatives such as methoxyphenanthrene, other tetracene derivatives, chrysene derivatives, pyrene derivatives, Derivatives such as triphenylene and tetraphen derivatives are mentioned.
- the novolak-type epoxy resin having a condensed ring aromatic hydrocarbon structure is not particularly limited.
- methoxynaphthalene-modified orthocresol novolak epoxy resin, butoxynaphthalene-modified meta (para) cresol novolak epoxy resin, and methoxynaphthalene-modified novolak epoxy resin Etc are preferable.
- Ar is a condensed ring aromatic hydrocarbon group.
- R may be the same or different from each other, and is a hydrogen atom, a hydrocarbon group having 1 to 10 carbon atoms, a halogen element, a phenyl group, A group selected from an aryl group such as a benzyl group and an organic group containing a glycidyl ether, n, p and q are integers of 1 or more, and the values of p and q may be the same for each repeating unit, May be different.
- R in formula (V) is a structure represented by (Ar1) to (Ar4) in formula (VI).
- R in formula (VI) may be the same or different from each other. It is often a group selected from a hydrogen atom, a hydrocarbon group having 1 to 10 carbon atoms or a halogen element, an aryl group such as a phenyl group and a benzyl group, and an organic group including glycidyl ether.
- naphthalene type epoxy resins such as naphthol type epoxy resin, naphthalene diol type epoxy resin, bifunctional or tetrafunctional epoxy type naphthalene resin, naphthylene ether type epoxy resin and the like are preferable.
- heat resistance and low thermal expansibility can further be improved.
- the naphthalene ring has a higher ⁇ - ⁇ stacking effect than the benzene ring, it is particularly excellent in low thermal expansion and low thermal shrinkage.
- the polycyclic structure has a high rigidity effect and the glass transition temperature is particularly high, the heat shrinkage change before and after reflow is small.
- the naphthol type epoxy resin for example, the following general formula (VII-1); as the naphthalene diol type epoxy resin, the following formula (VII-2); as the bifunctional or tetrafunctional epoxy type naphthalene resin, the following formula (VII-3): Examples of (VII-4) (VII-5) and naphthylene ether type epoxy resin can be represented by the following general formula (VII-6).
- N represents an average number of 1 to 6, and R represents a glycidyl group or a hydrocarbon group having 1 to 10 carbon atoms.
- R 1 represents a hydrogen atom or a methyl group.
- R 2 each independently represents a hydrogen atom, an alkyl group having 1 to 4 carbon atoms, an aralkyl group, a naphthalene group, or a glycidyl ether group-containing naphthalene group.
- O and m are each an integer of 0 to 2, and either o or m is 1 or more.
- the lower limit of the content of the epoxy resin is not particularly limited, but is preferably 1% by mass or more and more preferably 2% by mass or more in the entire resin composition. When the content is not less than the above lower limit, the reactivity of the cyanate resin is improved, and the moisture resistance of the resulting product can be improved.
- the upper limit of content of an epoxy resin is not specifically limited, 55 mass% or less is preferable and 40 mass% or less is more preferable. Heat resistance can be improved more as content is below the said upper limit.
- the lower limit of the weight average molecular weight (Mw) of the epoxy resin is not particularly limited, but is preferably 500 or higher, more preferably 800 or higher. It can suppress that tackiness arises in a resin layer as Mw is more than the said lower limit.
- the upper limit of Mw is not particularly limited, but is preferably Mw 20,000 or less, and more preferably Mw 15,000 or less. When Mw is not more than the above upper limit, the impregnation property to the fiber base material is improved at the time of producing the prepreg, and a more uniform product can be obtained.
- the Mw of the epoxy resin can be measured by GPC, for example.
- Cyanate resins (especially novolac-type cyanate resins, naphthol-type cyanate resins, dicyclopentadiene-type cyanate resins) and epoxy resins (arylalkylene-type epoxy resins, especially biphenyldimethylene-type epoxy resins, condensed ring aromatic hydrocarbons)
- epoxy resins arylalkylene-type epoxy resins, especially biphenyldimethylene-type epoxy resins, condensed ring aromatic hydrocarbons
- a phenol resin examples include novolac type phenol resins, resol type phenol resins, aryl alkylene type phenol resins, and the like.
- phenol resin one of these may be used alone, two or more having different weight average molecular weights may be used in combination, and one or two or more thereof and a prepolymer thereof may be used in combination. May be.
- aryl alkylene type phenol resins are particularly preferable. Thereby, moisture absorption solder heat resistance can be improved further.
- aryl alkylene type phenol resin examples include xylylene type phenol resin and biphenyl dimethylene type phenol resin.
- a biphenyl dimethylene type phenol resin can be shown by the following general formula (VIII), for example.
- the repeating unit n of the biphenyldimethylene type phenol resin represented by the general formula (VIII) is an arbitrary integer. Although the minimum of n is not specifically limited, 1 or more are preferable and 2 or more are more preferable. Heat resistance can be improved more as n is more than the said lower limit.
- the upper limit of the repeating unit n is not particularly limited, but is preferably 12 or less, and more preferably 8 or less. When n is not more than the above upper limit value, compatibility with other resins is improved, and workability can be improved.
- Cyanate resin especially novolac-type cyanate resin, naphthol-type cyanate resin, dicyclopentadiene-type cyanate resin
- epoxy resin arylalkylene-type epoxy resin, especially biphenyldimethylene-type epoxy resin, condensed ring aromatic hydrocarbon structure
- a combination of a novolac type epoxy resin or a naphthol type epoxy resin) and an arylalkylene type phenol resin can control the crosslinking density and easily control the reactivity.
- the minimum of content of a phenol resin is not specifically limited, 1 mass% or more is preferable in the whole resin composition, and 5 mass% or more is more preferable. Heat resistance can be improved as content of a phenol resin is more than the said lower limit. Moreover, especially the upper limit of content of a phenol resin is although it is not limited, 55 mass% or less is preferable in the whole resin composition, and 40 mass% or less is more preferable. When the content of the phenol resin is not more than the above upper limit value, the characteristics of low thermal expansion can be improved.
- the lower limit of the weight average molecular weight (Mw) of the phenol resin is not particularly limited, but is preferably Mw 400 or more, particularly preferably Mw 500 or more. It can suppress that tackiness arises in a resin layer as Mw is more than the said lower limit.
- the upper limit of Mw of a phenol resin is not specifically limited, Mw18,000 or less is preferable and Mw15,000 or less is more preferable. When Mw is not more than the above upper limit value, the impregnation property to the fiber base material is improved at the time of producing the prepreg, and a more uniform product can be obtained.
- the Mw of the phenol resin can be measured by GPC, for example.
- cyanate resins especially novolac-type cyanate resins, naphthol-type cyanate resins, dicyclopentadiene-type cyanate resins
- phenol resins arylalkylene-type phenol resins, especially biphenyldimethylene-type phenol resins
- epoxy resins arylalkylene-type epoxy resins
- a board particularly a circuit board
- it has excellent dimensional stability. Sex can be obtained.
- the resin composition preferably contains an inorganic filler. Thereby, even if the laminated board is made thinner, it is possible to impart even better strength. Furthermore, the low thermal expansion of the laminate can be further improved.
- inorganic filler examples include silicates such as talc, calcined clay, unfired clay, mica and glass, oxides such as titanium oxide, alumina, boehmite, silica and fused silica, calcium carbonate, magnesium carbonate and hydrotalcite.
- silicates such as talc, calcined clay, unfired clay, mica and glass
- oxides such as titanium oxide, alumina, boehmite, silica and fused silica, calcium carbonate, magnesium carbonate and hydrotalcite.
- Carbonates such as, hydroxides such as aluminum hydroxide, magnesium hydroxide, calcium hydroxide, sulfates or sulfites such as barium sulfate, calcium sulfate, calcium sulfite, zinc borate, barium metaborate, aluminum borate, Examples thereof include borates such as calcium borate and sodium borate, nitrides such as aluminum nitride, boron nitride, silicon nitride and carbon nitride, titanates such as strontium titanate and barium titanate.
- hydroxides such as aluminum hydroxide, magnesium hydroxide, calcium hydroxide, sulfates or sulfites
- barium sulfate calcium sulfate, calcium sulfite, zinc borate, barium metaborate, aluminum borate
- borates such as calcium borate and sodium borate
- nitrides such as aluminum nitride, boron nitride, silicon nit
- the inorganic filler one of these may be used alone, or two or more may be used in combination.
- silica is particularly preferable, and fused silica is preferable in terms of excellent low thermal expansion.
- the fused silica has a crushed shape and a spherical shape.
- a usage method suitable for the purpose such as using spherical silica to lower the melt viscosity of the resin composition. .
- the minimum of the average particle diameter of an inorganic filler is not specifically limited, 0.01 micrometer or more is preferable and 0.1 micrometer or more is more preferable. It can suppress that the viscosity of a varnish becomes high as the particle size of an inorganic filler is more than the said lower limit, and can improve workability
- the upper limit of the average particle diameter is not particularly limited, but is preferably 5.0 ⁇ m or less, and more preferably 2.0 ⁇ m or less. When the particle size of the inorganic filler is not more than the above upper limit, phenomena such as sedimentation of the filler in the varnish can be suppressed, and a more uniform resin layer can be obtained.
- the average particle size of the inorganic filler is measured, for example, by measuring the particle size distribution of the particles on a volume basis using a laser diffraction type particle size distribution analyzer (manufactured by HORIBA, LA-500), and the median diameter (D 50 ) is determined as the average particle size.
- the inorganic filler is not particularly limited, and an inorganic filler having a monodispersed average particle diameter may be used, or an inorganic filler having a polydispersed average particle diameter may be used. Furthermore, one type or two or more types of inorganic fillers having a monodispersed and / or polydispersed average particle size may be used in combination.
- the inorganic filler is preferably spherical silica having an average particle size of 5.0 ⁇ m or less, more preferably spherical silica having an average particle size of 0.01 ⁇ m or more and 2.0 ⁇ m or less. Thereby, the filling property of an inorganic filler can further be improved.
- the content of the inorganic filler is not particularly limited, but is preferably 20% by weight to 80% by weight, and more preferably 30% by weight to 75% by weight based on the entire resin composition. When the content is within the above range, particularly low thermal expansion and low water absorption can be achieved.
- the resin composition used in the present embodiment can also contain a rubber component, and for example, rubber particles can be used.
- rubber particles include core-shell type rubber particles, crosslinked acrylonitrile butadiene rubber particles, crosslinked styrene butadiene rubber particles, acrylic rubber particles, and silicone particles.
- the core-shell type rubber particle is a rubber particle having a core layer and a shell layer.
- the outer shell layer is made of a glassy polymer
- the inner core layer is made of a rubbery polymer
- the outer shell layer is made of a glassy polymer
- the intermediate layer is made of a rubbery polymer.
- the glassy polymer layer is made of, for example, a polymer of methyl methacrylate
- the rubbery polymer layer is made of, for example, a butyl acrylate polymer (butyl rubber).
- core-shell type rubber particles include Staphyloid AC3832, AC3816N (trade names, manufactured by Ganz Kasei Co., Ltd.), and Metabrene KW-4426 (trade names, manufactured by Mitsubishi Rayon Co., Ltd.).
- NBR crosslinked acrylonitrile butadiene rubber
- XER-91 average particle size 0.5 ⁇ m, manufactured by JSR.
- SBR crosslinked styrene butadiene rubber
- acrylic rubber particles include methabrene W300A (average particle size 0.1 ⁇ m), W450A (average particle size 0.2 ⁇ m) (manufactured by Mitsubishi Rayon Co., Ltd.), and the like.
- the silicone particles are not particularly limited as long as they are rubber elastic fine particles formed of organopolysiloxane.
- silicone rubber fine particles commercially available products such as KMP-605, KMP-600, KMP-597, KMP-594 (manufactured by Shin-Etsu Chemical), Trefil E-500, Trefil E-600 (manufactured by Toray Dow Corning), etc. Can be used.
- the content of the rubber particles is not particularly limited, but is preferably 20% by weight or more and 80% by weight or less, more preferably 30% by weight or more and 75% by weight or less based on the entire resin composition, including the above inorganic fillers. . When the content is within the range, particularly low water absorption can be achieved.
- additives such as a coupling agent, a curing accelerator, a curing agent, a thermoplastic resin, and an organic filler can be appropriately blended in the resin composition as necessary.
- the resin composition used in the present embodiment can be suitably used in a liquid form in which the above components are dissolved and / or dispersed with an organic solvent or the like.
- the coupling agent By using the coupling agent, the wettability of the interface between the thermosetting resin and the inorganic filler is improved, and the resin composition can be uniformly fixed to the fiber substrate. Therefore, it is preferable to use a coupling agent, and heat resistance, particularly solder heat resistance after moisture absorption can be improved.
- any of those usually used as a coupling agent can be used. Specifically, an epoxy silane coupling agent, a cationic silane coupling agent, an aminosilane coupling agent, a titanate coupling agent, and silicone. It is preferable to use one or more coupling agents selected from oil-type coupling agents. Thereby, the wettability with the interface of an inorganic filler can be made high, and thereby heat resistance can be improved more.
- the lower limit of the addition amount of the coupling agent is not particularly limited because it depends on the specific surface area of the filler, but is preferably 0.05 parts by mass or more, more preferably 0.1 parts by mass or more with respect to 100 parts by mass of the filler. .
- covered as content of a coupling agent is more than the said lower limit, and heat resistance can be improved.
- especially the upper limit of addition amount is although it is not limited, 3 mass parts or less are preferable and 2 mass parts or less are more preferable. When the content is not more than the above upper limit value, it is possible to suppress the influence on the reaction, and it is possible to suppress a decrease in bending strength and the like.
- Known curing accelerators can be used.
- organic metal salts such as zinc naphthenate, cobalt naphthenate, tin octylate, cobalt octylate, bisacetylacetonate cobalt (II), trisacetylacetonate cobalt (III), triethylamine, tributylamine, diazabicyclo [2, Tertiary amines such as 2,2] octane, 2-phenyl-4-methylimidazole, 2-ethyl-4-ethylimidazole, 2-phenyl-4-ethylimidazole, 2-phenyl-4-methyl-5-hydroxy Onium salt compounds such as imidazoles such as imidazole and 2-phenyl-4,5-dihydroxyimidazole, phenolic compounds such as phenol, bisphenol A and nonylphenol, organic acids such as acetic acid, benzoic acid, salicylic acid and paratoluenesul
- the onium salt compound is not particularly limited, and for example, an onium salt compound represented by the following general formula (IX) can be used.
- R 1, R 2, R 3 and R 4 are each an organic group having a substituted or unsubstituted aromatic ring or heterocyclic ring, or a substituted or unsubstituted aliphatic group, and are identical to each other.
- a - represents an anion of an n (n ⁇ 1) -valent proton donor having at least one proton that can be released outside the molecule, or a complex anion thereof.
- the content of the curing accelerator is not particularly limited, but is preferably 0.01% by weight to 5% by weight, and more preferably 0.1% by weight to 2% by weight of the entire resin composition.
- the content is not less than the above lower limit, the effect of promoting curing can be sufficiently exerted.
- the preservability of a prepreg can be improved more as content is below the said upper limit.
- the resin composition in the present embodiment includes a phenoxy resin, a polyimide resin, a polyamideimide resin, a polyphenylene oxide resin, a polyethersulfone resin, a polyester resin, a polyethylene resin, a thermoplastic resin such as a polystyrene resin, a styrene-butadiene copolymer, and styrene.
- thermoplastic elastomers such as isoprene copolymers, thermoplastic elastomers such as polyolefin thermoplastic elastomers, polyamide elastomers and polyester elastomers, dienes such as polybutadiene, epoxy modified polybutadiene, acrylic modified polybutadiene and methacryl modified polybutadiene An elastomer may be further used in combination.
- phenoxy resin examples include a phenoxy resin having a bisphenol skeleton, a phenoxy resin having a naphthalene skeleton, a phenoxy resin having an anthracene skeleton, and a phenoxy resin having a biphenyl skeleton.
- a phenoxy resin having a structure having a plurality of these skeletons can also be used.
- a phenoxy resin having a biphenyl skeleton and a bisphenol S skeleton as the phenoxy resin.
- the rigidity of the biphenyl skeleton can increase the glass transition temperature of the phenoxy resin, and the presence of the bisphenol S skeleton can improve the adhesion between the phenoxy resin and the metal.
- the heat resistance of the laminate can be improved, and the adhesion of the wiring layer to the laminate can be improved when the circuit board is manufactured.
- a phenoxy resin having a bisphenol A skeleton and a bisphenol F skeleton as the phenoxy resin.
- the adhesiveness to the laminated board of a wiring layer can further be improved at the time of manufacture of a circuit board.
- a phenoxy resin having a bisphenolacetophenone structure represented by the following general formula (X).
- R1 may be the same or different, and is a hydrogen atom, a hydrocarbon group having 1 to 10 carbon atoms or a group selected from halogen elements, and R2 is a hydrogen atom, 1 carbon atom) And a group selected from a hydrocarbon group having 10 or less or a halogen element, R3 is a hydrogen atom or a hydrocarbon group having 1 to 10 carbon atoms, and m is an integer of 0 to 5.
- the phenoxy resin containing a bisphenol acetophenone structure has a bulky structure, it has excellent solvent solubility and compatibility with the thermosetting resin component to be blended. Moreover, since a uniform rough surface can be formed with low roughness, the fine wiring formability is excellent.
- the phenoxy resin having a bisphenolacetophenone structure can be synthesized by a known method such as a method in which an epoxy resin and a phenol resin are polymerized with a catalyst.
- the phenoxy resin having a bisphenol acetophenone structure may contain a structure other than the bisphenol acetophenone structure of the general formula (X), and the structure is not particularly limited, but bisphenol A type, bisphenol F type, bisphenol S type, biphenyl Type, phenol novolac type, cresol novolac type structure and the like. Among them, those containing a biphenyl structure are preferable because of their high glass transition temperature.
- the content of the bisphenol acetophenone structure of the general formula (X) in the phenoxy resin containing a bisphenol acetophenone structure is not particularly limited, but is preferably 5 mol% to 95 mol%, more preferably 10 mol% to 85 mol%. Or less, more preferably 15 mol% or more and 75 mol% or less.
- the effect which improves heat resistance and moisture-proof reliability can fully be exhibited as content is more than the said lower limit.
- solvent solubility can be improved as content is below the said upper limit.
- the weight average molecular weight (Mw) of the phenoxy resin is not particularly limited, but is preferably from 5,000 to 100,000, more preferably from 10,000 to 70,000, and even more preferably from 20,000 to 50,000.
- Mw is not more than the above upper limit, compatibility with other resins and solubility in a solvent can be improved.
- it is at least the above lower limit the film-forming property is improved, and it is possible to suppress the occurrence of problems when used for manufacturing a circuit board.
- the content of the phenoxy resin is not particularly limited, but is preferably 0.5% by mass or more and 40% by mass or less, and more preferably 1% by mass or more and 20% by mass or less of the resin composition excluding the filler.
- the content is equal to or higher than the lower limit, it is possible to suppress a decrease in mechanical strength of the insulating resin layer and a decrease in plating adhesion with the conductor circuit.
- it is not more than the above upper limit value, an increase in the thermal expansion coefficient of the insulating layer can be suppressed, and the heat resistance can be lowered.
- additives other than the above components such as pigments, dyes, antifoaming agents, leveling agents, ultraviolet absorbers, foaming agents, antioxidants, flame retardants, and ion scavengers may be added to the resin composition. May be.
- pigments examples include kaolin, synthetic iron oxide red, cadmium yellow, nickel titanium yellow, strontium yellow, hydrous chromium oxide, chromium oxide, cobalt aluminate, synthetic ultramarine blue and other inorganic pigments, phthalocyanine polycyclic pigments, azo pigments, etc. Etc.
- the dye examples include isoindolinone, isoindoline, quinophthalone, xanthene, diketopyrrolopyrrole, perylene, perinone, anthraquinone, indigoid, oxazine, quinacridone, benzimidazolone, violanthrone, phthalocyanine, azomethine and the like.
- the laminated board 100a in this embodiment is good also as the laminated board 200 with a metal foil as shown in FIG. 4 by which the metal foil 201 was formed in the at least single side
- the thickness of the metal foil is preferably 1 ⁇ m or more and 18 ⁇ m or less. More preferably, it is 2 ⁇ m or more and 12 ⁇ m or less. When the thickness of the metal foil 201 is within the above range, a fine pattern can be formed and the laminate can be thinned.
- Examples of the metal constituting the metal foil 201 include copper and copper alloys, aluminum and aluminum alloys, silver and silver alloys, gold and gold alloys, zinc and zinc alloys, nickel and nickel alloys, tin and tin. Alloy, iron and iron alloy, Kovar (trade name), 42 alloy, Fe-Ni alloy such as Invar or Super Invar, W or Mo, and the like. Also, an electrolytic copper foil with a carrier can be used.
- a film may be laminated on at least one side of the laminated plate 100a in the present embodiment.
- the film include polyethylene, polypropylene, polyethylene terephthalate, polyethylene naphthalate, polyimide, and fluorine resin.
- the laminated board 200 with metal foil As a manufacturing method of the laminated board 200 with metal foil, it is as follows, for example.
- metal foil is stacked on the upper and lower surfaces or one side of the outer sides of the laminated first prepreg and second prepreg, and a high vacuum condition is applied using a laminator device or a becquerel device. Join them together.
- the metal foil is laminated on the upper and lower surfaces or one surface outside the first prepreg and the second prepreg as they are.
- a laminated plate can be obtained by heating and pressurizing a prepreg and a metal foil or the like with a vacuum press or heating with a dryer.
- the laminated plate 100 a may further include a buildup layer 303 including a fifth fiber base layer 301 and a resin layer on an upper portion of at least one surface 110 of the laminated plate.
- the 5th fiber base material layer 301 does not need to be included, the prevention effect of the curvature of the laminated board 300 with a buildup layer will increase when the 5th fiber base material layer 301 is included.
- the one surface 110 and the fifth fiber base layer 301 are arranged in the stacking direction.
- the buildup layer 303 satisfies the condition of D6> D7.
- the method for laminating the buildup layer 303 is not particularly limited, but may be the same method as the laminating method for the laminated plate 100a or another method.
- the material used for the buildup layer 303 is not particularly limited, but the material used for the laminated plate 100a may be used as appropriate, or another material may be used.
- the manufacturing method of the buildup layer 303 is not particularly limited, but may be the same manufacturing method as the first prepreg 104 or the second prepreg 108 in this embodiment, or may be another manufacturing method. .
- the laminated plate 100a can be used for a circuit board 400 as shown in FIG.
- a method for manufacturing the circuit board 400 is not particularly limited, and examples thereof include the following methods.
- Through-holes 405 for interlayer connection are formed in the laminate 200 with metal foil formed by the above method, and the wiring layer 401 is manufactured by a subtractive method, a semi-additive method, or the like. Thereafter, an optional buildup layer 303 is laminated, and the steps of interlayer connection and circuit formation by an additive method are repeated to manufacture the circuit board 400.
- some or all of the buildup layers may or may not include a fiber base layer.
- the circuit board 500 with a solder resist layer in the present embodiment will be described.
- the circuit board 400 has a sixth fiber base layer 501 and a resin layer on at least one surface 110 of the circuit board (the surface 310 of the buildup layer when a buildup layer is formed).
- a solder resist layer 503 may be further formed.
- the sixth fiber base layer 501 may not be included, but if the sixth fiber base layer 501 is included, the effect of preventing warpage of the circuit board 500 with the solder resist layer is enhanced.
- one surface 110 (build-up layer is formed in the stacking direction).
- the distance between the surface 310) of the build-up layer and the center line A6 of the sixth fiber base layer 501 is D8, and the distance between the surface 510 of the solder resist layer and the center line A6 of the sixth fiber base layer 501 is
- the solder resist layer 503 is preferably laminated so as to satisfy the condition of D8> D9.
- the method for laminating the solder resist layer 503 is not particularly limited, but may be the same method as the laminating method of the laminated plate 100a or the buildup layer 303 in this embodiment, or may be another method.
- the material used for the solder resist layer 503 is not particularly limited, but the material used for the laminated plate 100a or the buildup layer 303 in this embodiment may be used as appropriate, or another material may be used. .
- the method for producing the solder resist layer 503 is not particularly limited, but may be the same production method as the first prepreg 104, the second prepreg 108, or the buildup layer 303 in this embodiment, or another production method. It may be a method.
- the semiconductor package 600 as shown in FIG. 10 can be manufactured by mounting the semiconductor element 601 on the circuit board 500 in the present embodiment.
- the semiconductor package 600 in this embodiment is not specifically limited, For example, it has the laminated board 100a with the metal foil processed circuit, the buildup layer 303, the soldering resist layer 503, and the semiconductor element 601.
- the manufacturing method of the semiconductor package 600 is not particularly limited, but for example, there is the following method.
- the semiconductor element 601 is mounted on the upper part of the laminated board 100a having a circuit processed with the solder resist layer 503. At this time, the semiconductor element 601 and the wiring layer 401 are bonded to each other by the bump 603 in the via hole 403. Thereafter, underfilling is performed by the underfill 605. In this way, a semiconductor package can be obtained.
- the laminated plate 100a with reduced warpage is provided.
- the circuit board using the laminated board 100a is excellent in mechanical characteristics, such as curvature and dimensional stability, and a moldability. Therefore, the laminated board 100a can be suitably used for applications that require reliability, such as printed wiring boards that require high density and high multilayer.
- the semiconductor package 600 according to this embodiment is less likely to warp and crack, and can be thinned.
- a plurality of prepregs each including a fiber base layer and a resin layer may be laminated between the first prepreg 104 and the second prepreg 108.
- a description will be given focusing on differences from the embodiment (A).
- the embodiment (B) will be described.
- the number n of the fiber base layers included in the laminate is 3. According to the present embodiment, the same effect as in the embodiment (A) can be obtained. Furthermore, since the number n of the fiber base layers is larger than that in the embodiment (A), further excellent mechanical strength can be obtained.
- FIG. 11 is a cross-sectional view showing the configuration of the laminated plate 100b in the present embodiment.
- the laminated plate 100b includes a first prepreg 104 including a first fiber base layer 101, a first resin layer 102, and a second resin layer 103, a second fiber base layer 101a, a fifth resin layer 701, and a sixth.
- a third prepreg 703 including the resin layer 702 and a second prepreg 108 including the third fiber base layer 105, the third resin layer 106, and the fourth resin layer 107 are stacked in this order, and further stacked.
- the first fiber base layer 101 and the third fiber base layer 105 are laminated so as to be arranged on the outside.
- “arranged outside” means that the center line A1 of the first fiber base layer 101 and the second fiber base layer 101a adjacent to the first fiber base layer 101 as shown in FIG.
- D1 the distance between the center line A2 of the third fiber base material layer 105 and A3
- D2 the distance between the center line A2 of the third fiber base material layer 105 and A3
- both the conditions of D3 / 3 ⁇ D1 and D3 / 3 ⁇ D2 are satisfied. It means to be arranged.
- the laminated plate is arranged so as to further satisfy the conditions of D4 ⁇ D1 and D5 ⁇ D2.
- the first fiber substrate layer 101 and the third fiber substrate layer 105 are placed on the center line B1 of the laminate.
- they are arranged symmetrically, and it is more preferable that the second fiber base material layer 101a further satisfies that it is arranged on the center line B1 of the laminate.
- first prepreg 104 including a first fiber base layer 101, a first resin layer 102, and a second resin layer 103, a second fiber base layer 101a, a fifth resin layer 701, and a sixth resin layer 702.
- second prepreg 108 including a third fiber base layer 105, a third resin layer 106, and a fourth resin layer 107.
- the fifth resin layer 701 and the sixth resin layer 702 have the same thickness, and the second fiber base layer 101a is on the center line B2 of the third prepreg 703 with respect to the thickness direction. It is formed so that it may be arranged.
- the prepreg in which the fiber base material is disposed on the center line of the prepreg is referred to as a symmetric prepreg.
- the thicknesses of the fifth resin layer 701 and the sixth resin layer 702 of the symmetric prepreg are usually 1 ⁇ m or more and 100 ⁇ m or less.
- the first prepreg 104, the first prepreg 104, and the third fiber base layer 105 are arranged outside in the prepreg lamination direction.
- the three prepregs 703 and the second prepreg 108 are overlapped in this order.
- “arranged outside” means that the center line A1 of the first fiber base layer 101 and the second fiber base layer 101a adjacent to the first fiber base layer 101 as shown in FIG.
- D1 the distance between the center line A2 of the third fiber base material layer 105 and A3
- D2 the distance between the center line A2 of the third fiber base material layer 105 and A3
- both the conditions of D3 / 3 ⁇ D1 and D3 / 3 ⁇ D2 are satisfied. It means to be arranged.
- the laminated plate is arranged so as to further satisfy the conditions of D4 ⁇ D1 and D5 ⁇ D2.
- the first fiber substrate layer 101 and the third fiber substrate layer 105 are placed on the center line B1 of the laminate.
- stacking method For example, the method similar to embodiment (A) can be used.
- the laminate in this embodiment as shown in FIG. 100b is obtained. Moreover, even if symmetrical prepregs having different thicknesses are used as shown in FIG. 12C, a laminated plate 100b2 in the present embodiment as shown in FIG. 12D is obtained.
- the material used for the laminated boards 100b and 100b2 in this embodiment is not specifically limited, the material used in Embodiment (A) may be used suitably, and another material may be used. .
- a laminate with metal foil, a laminate with a buildup layer, a circuit board, a laminate with a solder resist layer, and a semiconductor element are manufactured.
- a mounted semiconductor package can be manufactured.
- the embodiment (C) will be described.
- the number n of fiber base layers included in the laminate is 4. According to the present embodiment, the same warp reduction effect as in the embodiments (A) and (B) can be obtained. Furthermore, since the number n of the fiber base layers is larger than those in the embodiments (A) and (B), further excellent mechanical strength can be obtained.
- FIG. 13 is a cross-sectional view showing the configuration of the laminated plate 100c in the present embodiment.
- the laminated plate 100c includes a first prepreg 104 including a first fiber base layer 101, a first resin layer 102, and a second resin layer 103, a second fiber base layer 101a, a fifth resin layer 701, and a sixth.
- the layer 106 and the second prepreg 108 including the fourth resin layer 107 are laminated in this order, and the first fiber base layer 101 and the third fiber base layer 105 are arranged outside in the stacking direction. Are stacked as shown.
- “arranged outside” means that the center line A1 of the first fiber base layer 101 and the second fiber base layer 101a adjacent to the first fiber base layer 101 as shown in FIG.
- the distance from the center line A3 is D1
- the distance between the center line A2 of the third fiber base layer 105 and the center line A4 of the fourth fiber base layer 105a adjacent to the third fiber base layer 105 is D2.
- the laminated plates are arranged so as to satisfy the conditions of D4 ⁇ D1 and D5 ⁇ D2.
- the first fiber base layer 101 and the third fiber base layer 105 are arranged with respect to the center line B1 of the laminated plate.
- the second fiber base layer 101a and the fourth fiber base layer 105a are preferably arranged symmetrically with respect to the center line B1 of the laminated plate. preferable.
- the 2nd prepreg 108 provided with the 4th resin layer 107 is prepared.
- the first prepreg 104 and the second prepreg 108 are asymmetric prepregs
- the third prepreg 703 and the fourth prepreg 803 are symmetric prepregs.
- the first prepreg 104, the first fiber base layer 105, and the third fiber base layer 105 are arranged on the outside in the prepreg stacking direction.
- the three prepregs 703, the fourth prepreg 803, and the second prepreg 108 are overlapped in this order.
- “arranged outside” means that the center line A1 of the first fiber base layer 101 and the second fiber base layer 101a adjacent to the first fiber base layer 101 as shown in FIG.
- the distance from the center line A3 is D1
- the distance between the center line A2 of the third fiber base layer 105 and the center line A4 of the fourth fiber base layer 105a adjacent to the third fiber base layer 105 is D2.
- the laminated plates are arranged so as to satisfy the conditions of D4 ⁇ D1 and D5 ⁇ D2.
- the first fiber base layer 101 and the third fiber base layer 105 are placed on the center line B1 of the laminate.
- the second fiber base material layer 101a and the fourth fiber base material layer 105a are arranged symmetrically with respect to the center line B1 of the laminated plate. Is more preferable.
- stacking method For example, the method similar to embodiment (A) or embodiment (B) can be used.
- the first prepreg 104, the third prepreg 703, the fourth prepreg 803, and the second prepreg 108 that are superposed as described above are molded by heating and pressing, as shown in FIG.
- the laminated board 100c in this embodiment is obtained.
- a laminated plate 100c2 in the present embodiment as shown in FIG. 15B is obtained.
- a laminated plate 100c3 in the present embodiment as shown in FIG. 16B is obtained.
- the material used for the laminated plates 100c, 100c2, and 100c3 in this embodiment is not particularly limited, but the material used in the embodiment (A) or (B) may be used as appropriate, or another material. May be used.
- a semiconductor package on which a semiconductor element is mounted can be manufactured.
- the laminate in the present embodiment can be obtained according to the embodiments (A) to (C).
- the present invention is not limited to these.
- parts are parts by weight unless otherwise specified.
- the thickness of the layer is represented by an average film thickness.
- Epoxy resin A Biphenyl aralkyl type novolak epoxy resin (Nippon Kayaku Co., Ltd., NC-3000)
- Epoxy resin B naphthalene skeleton-modified cresol novolac type epoxy resin (manufactured by DIC, EXA-7320)
- Epoxy resin C naphthalene diol diglycidyl ether (DIC Corporation, Epicron HP-4032D)
- Epoxy resin D Naphthalene ether type epoxy resin (manufactured by DIC, HP-6000)
- Epoxy resin E Polyfunctional naphthalene type epoxy resin (manufactured by DIC, HP-4750)
- Cyanate resin A Novolac-type cyanate resin (Lonza Japan, Primaset PT-30) Cyanate resin B: Bisphenol A type cyanate resin (Lonza Japan, Primaset BA230) Cyanate resin C: p-xylene-modified naphthol aralkyl type cyanate resin represented by the general formula (II) (a reaction product of naphthol aralkyl type phenol resin (manufactured by Toto Kasei Co., Ltd., “SN-485”) and cyanogen chloride)
- Phenol resin A biphenyl dimethylene type phenol resin (manufactured by Nippon Kayaku Co., Ltd., GPH-103)
- Phenol resin B naphthol aralkyl type phenol resin (manufactured by Toto Kasei Co., Ltd., SN-485)
- Bismaleimide resin A manufactured by KAI Kasei Kogyo Co., Ltd., BMI-70
- Phenoxy resin A Phenoxy resin containing bisphenolacetophenone structure (Synthesis example)
- a reaction vessel having a capacity of 1 L 100 g of tetramethylbiphenyl type epoxy resin (“YX-4000” manufactured by Japan Epoxy Resin Co., Ltd., epoxy equivalent of 185 g / eq)
- 80 g of bisphenolacetophenone, and 70 g of cyclohexanone were stirred and dissolved.
- 0.4 g of a 50 wt% tetramethylammonium chloride solution was added dropwise and reacted at 180 ° C. for 5 hours in a nitrogen atmosphere.
- the precipitate was filtered, dried in a vacuum dryer at 95 ° C. for 8 hours, and bisphenolacetophenone having a weight average molecular weight of 38,000 represented by the above general formula (X) and a glass transition temperature of 130 ° C.
- a phenoxy resin containing structure was obtained.
- Filler A Spherical silica (manufactured by Admatechs, SO-32R, average particle size 1 ⁇ m)
- Filler B Spherical silica (manufactured by Tokuyama, NSS-5N, average particle size 75 nm)
- Filler C Aluminum hydroxide (manufactured by Showa Denko KK, HP-360)
- Filler D Silicone particles (manufactured by Shin-Etsu Chemical Co., Ltd., KMP600, average particle size 5 ⁇ m)
- Coupling agent A ⁇ -glycidoxypropyltrimethoxysilane (GE Toshiba Silicone, A187)
- Coupling agent B Epoxysilane (manufactured by Shin-Etsu Chemical Co., Ltd., KBM-403E)
- Curing catalyst A phosphorus-based catalyst of an onium salt compound corresponding to the above general formula (IX) (C05-MB, manufactured by Sumitomo Bakelite Co., Ltd.)
- the laminated board in this embodiment was produced using the following procedures. First, production of a prepreg will be described.
- the composition of the resin varnish used is shown in Table 1, and the thickness of each layer of the obtained prepregs 1 to 15 is shown in Table 2.
- P1 to P15 mean prepreg 1 to prepreg 15, and Unitika in Table 2 means Unitika Glass Fiber Co., Ltd., and Nittobo means Nittobo Co., Ltd.
- the prepregs 1 to 8 are asymmetric prepregs, and the prepregs 9 to 15 are symmetric prepregs.
- Prepreg 1 Preparation of Varnish A of Resin Composition 11.0 parts by weight of biphenylaralkyl type novolak epoxy resin (Nippon Kayaku Co., Ltd., NC-3000) as epoxy resin A, biphenyldimethylene type phenolic resin (Nippon Kayaku Co., Ltd.) as phenol resin A GPH-103) 8.8 parts by weight, cyanate resin A novolak cyanate resin (Lonza Japan Co., Ltd., Primaset PT-30) 16.0 parts by weight, cyanate resin B bisphenol A type cyanate resin (Lonza Japan) 4.0 parts by weight of Primaset BA230 (manufactured by KK) was dissolved and dispersed in methyl ethyl ketone.
- biphenylaralkyl type novolak epoxy resin Nippon Kayaku Co., Ltd., NC-3000
- cyanate resin A novolak cyanate resin Lionza Japan Co., Ltd., Primaset PT-30
- Resin varnish A is dried on a PET film (polyethylene terephthalate, Teijin DuPont Films Purex film, thickness 36 ⁇ m) using a die coater device, resulting in a resin layer thickness of 13.0 ⁇ m This was coated and dried for 5 minutes with a drying apparatus at 160 ° C. to obtain a resin sheet A with PET film (carrier material A) for the first resin layer.
- a PET film polyethylene terephthalate, Teijin DuPont Films Purex film, thickness 36 ⁇ m
- the resin varnish A was coated on a PET film in the same manner, and dried with a dryer at 160 ° C. for 5 minutes so that the thickness of the resin layer after drying was 7.0 ⁇ m.
- Resin sheet B with PET film (carrier material B) was obtained.
- Carrier material A for the first resin layer and carrier material B for the second resin layer are made of a glass fiber substrate (thickness 15 ⁇ m, E glass woven fabric manufactured by Unitika Glass Fiber, E02Z 04 53SK, IPC standard 1015 , Linear expansion coefficient: 5.5 ppm / ° C.) on both sides of the resin layer so as to face the fiber base material, impregnated with the resin composition with a vacuum laminator and hot air dryer shown in FIG. Prepreg was obtained.
- the carrier material A and the carrier material B are overlapped on both surfaces of the glass fiber base so that they are positioned at the center in the width direction of the glass fiber base, respectively, and 9.999 ⁇ 10 4 Pa (from normal pressure) Bonding was performed using a laminate roll at 80 ° C. under a reduced pressure of about 750 Torr).
- the resin layers of the carrier material A and the carrier material B are respectively bonded to both sides of the glass fiber base material, and the width direction dimension of the glass fiber base material In the outer region, the resin layers of the carrier material A and the carrier material B were joined together.
- the bonded product was heated for 2 minutes through a horizontal conveyance type hot air drying apparatus set at 120 ° C. without applying pressure to obtain prepreg 1 (P1).
- the thickness (C1) of the first resin layer is 9 ⁇ m
- the thickness of the glass fiber base layer is 15 ⁇ m
- the thickness (C2) of the second resin layer is 3 ⁇ m
- the total thickness is 27 ⁇ m
- C2 / C1 is 0.00. 33.
- the thickness of the resin layer was measured by cutting out a cross section of the prepreg and observing it with an optical microscope.
- prepreg 2, 4, 5 are the same as the prepreg 1 except that the thickness (C1) of the first resin layer, the thickness (C2) of the second resin layer, and the glass fiber base used were changed as shown in Table 2. Produced in the same manner.
- Prepreg 3 uses resin varnish B obtained above.
- Table 2 shows the thickness (C1) of the first resin layer, the thickness (C2) of the second resin layer, and the glass fiber base used. It was manufactured in the same manner as prepreg 1 except that
- Prepreg 6 In the prepreg 6, the thickness (C1) of the first resin layer and the thickness (C2) of the second resin layer were changed as shown in Table 2, and the glass fiber base used was 28 ⁇ m thick. Manufactured in the same manner as prepreg 1 except that it was changed to a cloth, WTX1035-53-X133, IPC standard 1035, linear expansion coefficient: 2.8 ppm / ° C.
- (Prepreg 7) Preparation of Varnish C of Resin Composition
- epoxy resin A biphenyl aralkyl type novolak epoxy resin (Nippon Kayaku Co., Ltd., NC-3000) 8.0 parts by weight, as epoxy resin B naphthalene skeleton modified cresol novolak type epoxy resin (DIC Corporation) Manufactured by EXA-7320), 3.0 parts by weight of bismaleimide resin A, 20.0 parts by weight of bismaleimide resin (KMI Kasei Kogyo Co., Ltd., BMI-70), and 3.5 parts by weight of dicyandiamide as curing catalyst B in methyl ethyl ketone. Dissolved and dispersed.
- the prepreg 7 uses the resin varnish C obtained above, and the thickness (C1) of the first resin layer, the thickness (C2) of the second resin layer, and the glass fiber substrate used are as shown in Table 2. It was manufactured in the same manner as prepreg 1 except that
- the prepreg 8 uses the resin varnish D obtained above.
- the thickness (C1) of the first resin layer, the thickness (C2) of the second resin layer, and the glass fiber base used are as shown in Table 2. It was manufactured in the same manner as prepreg 1 except that
- Prepreg 9 Preparation of resin composition varnish E 10.8 parts by weight of naphthalene ether type epoxy resin (manufactured by DIC, HP-6000) as epoxy resin D, novolak type cyanate resin (manufactured by Lonza Japan, Primaset PT-) as cyanate resin A 30) 14.0 parts by weight, and 5.0 parts by weight of naphthol aralkyl type phenol resin (manufactured by Toto Kasei Co., Ltd., SN-485) as phenol resin B were dissolved and dispersed in methyl ethyl ketone.
- the prepreg 9 uses the resin varnish E obtained above, and the thickness (C1) of the first resin layer, the thickness (C2) of the second resin layer, and the glass fiber substrate used are as shown in Table 2. It was manufactured in the same manner as prepreg 1 except that
- the prepreg 10 uses the resin varnish F obtained above, and the thickness (C1) of the first resin layer, the thickness (C2) of the second resin layer, and the glass fiber substrate used are as shown in Table 2. It was manufactured in the same manner as prepreg 1 except that
- Prepreg 11 The resin varnish A obtained above was impregnated with a glass fiber substrate (thickness 15 ⁇ m, E glass woven fabric manufactured by Unitika Glass Fiber, E02Z 04 53SK, IPC standard 1015, linear expansion coefficient: 5.5 ppm / ° C.), The prepreg was obtained by drying in a heating furnace at 150 ° C. for 2 minutes. At this time, the thickness of the glass fiber base layer was 15 ⁇ m, the resin layers having the same thickness (6 ⁇ m) were provided on both surfaces of the glass fiber base layer, and the total thickness was 27 ⁇ m.
- prepreg 12, 14 The prepregs 12 and 14 were produced in the same manner as the prepreg 11 except that the thickness of the resin layer and the glass fiber base used were changed as shown in Table 2.
- prepreg 13 The prepreg 13 was produced in the same manner as the prepreg 11 except that the resin varnish B obtained above was used and the thickness of the resin layer and the glass fiber substrate used were changed as shown in Table 2.
- Prepreg 15 In the prepreg 15, the thickness of the resin layer was changed as shown in Table 2, the glass fiber base used was 28 ⁇ m in thickness, N glass fiber fabric manufactured by Nittobo, WTX1035-53-X133, IPC standard 1035, linear expansion coefficient: It was manufactured in the same manner as the prepreg 11 except that it was changed to 2.8 ppm / ° C.
- prepreg 16 The prepreg 16 was produced in the same manner as the prepreg 11 except that the resin varnish C obtained above was used and the thickness of the resin layer and the glass fiber substrate used were changed as shown in Table 2.
- prepreg 17 The prepreg 17 was produced in the same manner as the prepreg 11 except that the resin varnish D obtained above was used and the thickness of the resin layer and the glass fiber substrate used were changed as shown in Table 2.
- Examples 1 to 13 and Comparative Examples 1 to 9 a laminate was manufactured using the prepregs 1 to 17 (in the table, simply described as P1 to 17), and the laminate was used to produce a circuit board and A semiconductor package was manufactured.
- Example 1 Manufacture of Laminate Sheets Two prepregs 1 (P1) were each peeled from the PET film on both sides and laminated so that the first resin layers face each other, and a 12 ⁇ m copper foil ( 3EC-VLP foil manufactured by Mitsui Kinzoku Mining Co., Ltd.) was stacked and heat-pressed at 220 ° C. and 3 MPa for 2 hours to obtain a laminate with metal foil.
- the thickness of the core layer (part consisting of the laminate) of the obtained laminate with metal foil was 0.054 mm.
- the thickness of the prepreg and the resin layer used in the examples and comparative examples hardly changed before and after curing. Therefore, the thickness of the core layer (portion made of the laminated plate) is the total thickness of the prepreg.
- Resin varnish G is coated on a PET film (polyethylene terephthalate, Teijin DuPont Films Purex film, thickness 36 ⁇ m) using a die coater so that the resin layer after drying has a thickness of 22.0 ⁇ m. And this was dried for 5 minutes with a 160 degreeC drying apparatus, and the resin sheet C with PET film (carrier material C) for 1st resin layers was obtained.
- PET film polyethylene terephthalate, Teijin DuPont Films Purex film, thickness 36 ⁇ m
- the resin varnish G is coated on the PET film in the same manner, and dried for 5 minutes with a drier at 160 ° C. so that the thickness of the resin layer after drying becomes 11.0 ⁇ m.
- Resin sheet D with PET film (carrier material D) was obtained.
- Carrier material C for the first resin layer and carrier material D for the second resin layer are made of glass fiber substrate (thickness 15 ⁇ m, E glass woven fabric manufactured by Unitika Glass Fiber, E02Z 04 53SK, IPC standard 1015, linear expansion (Building coefficient: 5.5 ppm / ° C)
- the resin layer is placed on both sides so as to face the fiber substrate, and the resin composition is impregnated with the vacuum laminating apparatus and hot air drying apparatus shown in FIG. An up layer A was obtained.
- the carrier material C and the carrier material D are overlapped on both surfaces of the glass fiber base so that they are positioned at the center in the width direction of the glass fiber base, respectively, and from the normal pressure, 9.999 ⁇ 104 Pa (about 750 Torr) ) Bonding was performed using a laminate roll at 80 ° C. under the reduced pressure.
- the resin layers of the carrier material C and the carrier material D are respectively bonded to both sides of the glass fiber base material, and the width direction dimension of the glass fiber base material In the outer region, the resin layers of the carrier material C and the carrier material D were joined together.
- the above bonded material was heat-treated without applying pressure by passing it through a horizontal conveyance type hot air drying apparatus set at 120 ° C. for 2 minutes to obtain a buildup layer A.
- the thickness (C1) of the first resin layer is 18 ⁇ m
- the thickness of the glass fiber base layer is 15 ⁇ m
- the thickness (C2) of the second resin layer is 7 ⁇ m
- the total thickness is 40 ⁇ m
- C2 / C1 is 0.00. 39.
- Resin varnish H is coated on a PET film (polyethylene terephthalate, Teijin DuPont Films Purex film, thickness 36 ⁇ m) using a die coater so that the thickness of the resin layer after drying is 14.0 ⁇ m. And this was dried for 5 minutes with a 160 degreeC drying apparatus, and the resin sheet E with PET film (carrier material E) for 1st resin layers was obtained.
- PET film polyethylene terephthalate, Teijin DuPont Films Purex film, thickness 36 ⁇ m
- the resin varnish H was coated on the PET film in the same manner, and dried for 5 minutes with a dryer at 160 ° C. so that the thickness of the resin layer after drying was 9.0 ⁇ m.
- the resin sheet F with PET film (carrier material F) was obtained.
- Carrier material E for the first resin layer and carrier material F for the second resin layer are made of glass fiber substrate (thickness 15 ⁇ m, E glass woven fabric manufactured by Unitika Glass Fiber, E02Z 04 53SK, IPC standard 1015, linear expansion Solder in which the resin layer is disposed on both sides of the coefficient (5.5 ppm / ° C.) so as to face the fiber base material, impregnated with the resin composition by the vacuum laminating apparatus and hot air drying apparatus shown in FIG. A resist layer A was obtained.
- the carrier material E and the carrier material F are overlapped on both surfaces of the glass fiber base so as to be positioned at the center in the width direction of the glass fiber base, respectively, and are 9.999 ⁇ 104 Pa (about 750 Torr) from normal pressure. ) Bonding was performed using a laminate roll at 80 ° C. under the reduced pressure.
- the resin layers of the carrier material E and the carrier material F are respectively bonded to both sides of the glass fiber base material, and the width direction dimension of the glass fiber base material In the outer region, the resin layers of the carrier material E and the carrier material F were joined together.
- the joined material was heat-treated without applying pressure by passing it through a horizontal conveyance type hot air drying apparatus set at 120 ° C. for 2 minutes to obtain a solder resist layer A.
- the thickness (C1) of the first resin layer is 10 ⁇ m
- the thickness of the glass fiber base layer is 15 ⁇ m
- the thickness (C2) of the second resin layer is 5 ⁇ m
- the total thickness is 30 ⁇ m
- C2 / C1 is 0.00. It was 5.
- blind via holes were formed by a carbonic acid laser.
- the inside of the via and the surface of the resin layer were immersed in a swelling liquid at 60 ° C. (Atotech Japan, Swelling Dip Securigant P) for 5 minutes, and further an aqueous potassium permanganate solution at 80 ° C. (Atotech Japan, After being immersed in Concentrate Compact CP) for 10 minutes, it was neutralized and roughened.
- an electroless copper plating film is formed to about 0.5 ⁇ m, a plating resist is formed, and a pattern electroplated copper is formed to 10 ⁇ m using the electroless copper plating film as a feeding layer.
- L / S 50/50 ⁇ m fine circuit processing was performed.
- the power feeding layer was removed by flash etching.
- the PET film on the first resin layer side of the solder resist layer A obtained above is peeled off and the first resin layer is overlaid, and a vacuum pressure laminator device is used for this, and the temperature is 150 ° C. and the pressure is 1 MPa. Then, vacuum heating and pressure molding was performed for 120 seconds. Thereafter, heat curing was performed at 220 ° C. for 60 minutes with a hot air dryer, and the PET film on the second resin layer side was peeled off. Next, blind via holes (non-through holes) were formed by a carbonic acid laser so that the semiconductor element mounting pads and the like were exposed.
- a circuit board for a semiconductor package was obtained by cutting into a size of 50 mm ⁇ 50 mm.
- a semiconductor element (TEG chip, size 20 mm ⁇ 20 mm, thickness 725 ⁇ m) having solder bumps was mounted on a circuit board for a semiconductor package by thermocompression bonding using a flip chip bonder device.
- a liquid sealing resin (CRP-X4800B, manufactured by Sumitomo Bakelite Co., Ltd.) was filled, and the liquid sealing resin was cured to obtain a semiconductor package.
- the liquid sealing resin was cured at a temperature of 150 ° C. for 120 minutes.
- the solder bumps of the semiconductor element used were formed of lead-free solder having a Sn / Ag / Cu composition.
- Examples 2 to 8, 12, 13 laminates with metal foil, circuit boards, and semiconductor packages were manufactured in the same manner as Example 1 except that prepregs 2 to 10 were used.
- Example 9 Except for the prepreg 4, the prepreg 14, and the prepreg 4 in this order, the PET films on both sides of the prepreg 4 were peeled off, and a total of three prepregs were laminated so that the first resin layer of the prepreg 4 was in contact with the prepreg 14 side.
- Example 10 In order of prepreg 4, prepreg 14, prepreg 14, and prepreg 4, the PET films on both sides of prepreg 4 are peeled off, and a total of four prepregs are attached so that the first resin layer of prepreg 4 is in contact with the prepreg 14 side.
- a laminated board with metal foil, a circuit board, and a semiconductor package were produced in the same manner as in Example 1 except that the lamination was performed.
- Example 11 Example 1 except that four prepregs 4 (P4) were each peeled off the PET film on both sides, and a total of four prepregs were laminated so that the first resin layer of the prepreg 4 was directed toward the center of the laminate. Similarly, a laminate with metal foil, a circuit board, and a semiconductor package were manufactured.
- Comparative Examples 1 to 7 a laminate with metal foil, a circuit board, and a semiconductor package were manufactured in the same manner as in Example 1 except that two prepregs 11 to 17 were laminated.
- Comparative Examples 8 and 9 a laminate with metal foil, a circuit board, and a semiconductor package were manufactured in the same manner as in Example 1 except that three and four prepregs 14 were laminated.
- Amount of substrate warpage The laminate with metal foil produced in Examples and Comparative Examples was cut at a size of 270 mm x 350 mm near the center, and after peeling off the metal foil with an etching solution, it was cut into 50 mm x 50 mm size at 30 mm intervals. A total of 12 pieces of the substrate warp samples were obtained. Substrate warpage of the obtained sample was measured at normal temperature (25 ° C.) using a temperature variable laser three-dimensional measuring machine (LS200-MT100MT50: manufactured by TETECH).
- the measurement range is 48 mm x 48 mm, the measurement is performed by applying a laser to one side of the substrate, the distance from the laser head is the difference between the farthest point and the nearest point, and the warp amount of each piece. The average of the amount of warpage was taken as the amount of substrate warpage.
- the measurement location was 61 locations per semiconductor package, and a total of 183 locations were measured.
- Each code is as follows. (Double-circle): There was no disconnection location. ⁇ : The disconnection portion was 1 to 10%. ⁇ : The disconnection portion was 11 to 50%. X: The disconnection location was 51% or more.
- Temperature cycle (TC) test Four semiconductor packages prepared in the examples and comparative examples were treated for 40 hours under the conditions of 60 ° C and 60%, and then treated three times in an IR reflow furnace (peak temperature: 260 ° C). And 500 cycles at ⁇ 55 ° C. (15 minutes) and 125 ° C. (15 minutes) in the atmosphere. Next, using an ultrasonic imaging apparatus (manufactured by Hitachi Construction Machinery Finetech Co., Ltd., FS300), the semiconductor element and the solder bump were observed for abnormalities. A: No abnormality in both semiconductor element and solder bump. ⁇ : Cracks are seen in a part of the semiconductor element and / or solder bump, but there is no practical problem. (Triangle
- Table 5 shows the amount of change in substrate warpage in comparison with an example in which the thickness (type) and the number of glass fiber base material layers are equal to each other. .
- the curvature radius of the substrate warpage is different, and as a result, the amount of substrate warpage is different, and it is necessary to unify these when comparing the example and the comparative example.
- the amount of substrate warpage was reduced as compared with the comparative example. As a result, it became clear that the laminates of Examples 1 to 13 were less warped than the laminates of Comparative Examples 1 to 9.
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Computer Hardware Design (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Production Of Multi-Layered Print Wiring Board (AREA)
- Laminated Bodies (AREA)
- Reinforced Plastic Materials (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020137030028A KR101953404B1 (ko) | 2011-04-14 | 2012-04-13 | 적층판, 회로 기판, 반도체 패키지 및 적층판의 제조 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-090469 | 2011-04-14 | ||
| JP2011090469 | 2011-04-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012140907A1 true WO2012140907A1 (ja) | 2012-10-18 |
Family
ID=47009096
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/002581 WO2012140907A1 (ja) | 2011-04-14 | 2012-04-13 | 積層板、回路基板、半導体パッケージおよび積層板の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6083127B2 (zh) |
| KR (1) | KR101953404B1 (zh) |
| TW (1) | TWI568587B (zh) |
| WO (1) | WO2012140907A1 (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2017122819A1 (ja) * | 2016-01-15 | 2018-11-01 | 日立化成株式会社 | プリプレグ、プリント配線板、半導体パッケージ及びプリント配線板の製造方法 |
| CN111491467A (zh) * | 2020-04-16 | 2020-08-04 | 广州兴森快捷电路科技有限公司 | 具有外层芯板的多层线路板及其压合方法 |
| CN114554733A (zh) * | 2022-04-25 | 2022-05-27 | 绵阳新能智造科技有限公司 | 一种层叠pcb板的粘贴装置 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014240456A (ja) * | 2013-06-11 | 2014-12-25 | 住友ベークライト株式会社 | プライマー層付きプリプレグ、金属張積層板、プリント配線基板および半導体パッケージ |
| JP5895217B2 (ja) * | 2014-05-19 | 2016-03-30 | パナソニックIpマネジメント株式会社 | 電流検出用コイル |
| JP2016066733A (ja) * | 2014-09-25 | 2016-04-28 | イビデン株式会社 | プリント配線板 |
| KR102350152B1 (ko) * | 2016-04-19 | 2022-01-11 | 파나소닉 아이피 매니지먼트 가부시키가이샤 | 프리프레그, 금속 클래드 적층판 및 프린트 배선판 |
| CN109153228B (zh) * | 2016-05-25 | 2021-09-07 | 昭和电工材料株式会社 | 覆金属层叠板、印刷布线板及半导体封装体 |
| WO2018130288A1 (en) * | 2017-01-12 | 2018-07-19 | Applied Materials, Inc. | Barrier layer system and method for manufacturing a barrier layer system in a continuous roll-to-roll process |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001036214A (ja) * | 1999-07-23 | 2001-02-09 | Matsushita Electric Ind Co Ltd | 回路基板用部材及びこれを用いた回路基板の製造方法 |
| WO2007063960A1 (ja) * | 2005-12-01 | 2007-06-07 | Sumitomo Bakelite Company Limited | プリプレグ、プリプレグの製造方法、基板および半導体装置 |
| WO2007126130A1 (ja) * | 2006-04-28 | 2007-11-08 | Sumitomo Bakelite Co., Ltd. | ソルダーレジスト材料及びそれを用いた配線板並びに半導体パッケージ |
| WO2008096540A1 (ja) * | 2007-02-08 | 2008-08-14 | Sumitomo Bakelite Co., Ltd. | 積層体、積層体を含む回路基板、半導体パッケージおよび積層体の製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07115444B2 (ja) | 1986-06-13 | 1995-12-13 | 東芝ケミカル株式会社 | 銅張積層板 |
| JPH04259543A (ja) | 1991-02-13 | 1992-09-16 | Sumitomo Bakelite Co Ltd | 印刷回路用積層板の製造方法 |
| JP2889474B2 (ja) * | 1993-11-25 | 1999-05-10 | 松下電工株式会社 | コンポジット積層板及びその製造方法 |
| JPH09254331A (ja) * | 1996-03-25 | 1997-09-30 | Sumitomo Bakelite Co Ltd | 積層板 |
| JP2003012836A (ja) * | 2001-06-27 | 2003-01-15 | Matsushita Electric Works Ltd | プリプレグ、及び、それを用いた積層板 |
| JP2003198142A (ja) * | 2001-12-25 | 2003-07-11 | Matsushita Electric Works Ltd | 多層板の製造方法及び多層板 |
| JP5119608B2 (ja) * | 2006-05-15 | 2013-01-16 | 住友ベークライト株式会社 | 金属張積層板 |
| JP5200405B2 (ja) | 2007-04-03 | 2013-06-05 | 住友ベークライト株式会社 | 多層配線板及び半導体パッケージ |
| WO2008126817A1 (ja) * | 2007-04-11 | 2008-10-23 | Hitachi Chemical Company, Ltd. | 金属箔張り積層板およびプリント配線板 |
| JP5491767B2 (ja) * | 2009-05-26 | 2014-05-14 | パナソニック株式会社 | プリント配線板用プリプレグの製造方法及びプリント配線板用プリプレグ製造装置 |
| US9307636B2 (en) * | 2011-07-20 | 2016-04-05 | Panasonic Intellectual Property Management Co., Ltd. | Printed wiring board |
-
2012
- 2012-04-13 JP JP2012092093A patent/JP6083127B2/ja not_active Expired - Fee Related
- 2012-04-13 KR KR1020137030028A patent/KR101953404B1/ko active IP Right Grant
- 2012-04-13 TW TW101113166A patent/TWI568587B/zh not_active IP Right Cessation
- 2012-04-13 WO PCT/JP2012/002581 patent/WO2012140907A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001036214A (ja) * | 1999-07-23 | 2001-02-09 | Matsushita Electric Ind Co Ltd | 回路基板用部材及びこれを用いた回路基板の製造方法 |
| WO2007063960A1 (ja) * | 2005-12-01 | 2007-06-07 | Sumitomo Bakelite Company Limited | プリプレグ、プリプレグの製造方法、基板および半導体装置 |
| WO2007126130A1 (ja) * | 2006-04-28 | 2007-11-08 | Sumitomo Bakelite Co., Ltd. | ソルダーレジスト材料及びそれを用いた配線板並びに半導体パッケージ |
| WO2008096540A1 (ja) * | 2007-02-08 | 2008-08-14 | Sumitomo Bakelite Co., Ltd. | 積層体、積層体を含む回路基板、半導体パッケージおよび積層体の製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2017122819A1 (ja) * | 2016-01-15 | 2018-11-01 | 日立化成株式会社 | プリプレグ、プリント配線板、半導体パッケージ及びプリント配線板の製造方法 |
| EP3403800A4 (en) * | 2016-01-15 | 2019-08-14 | Hitachi Chemical Company, Ltd. | PREPREG, PRINTED CIRCUIT BOARD, SEMICONDUCTOR HOUSING, AND METHOD FOR PRODUCING PRINTED CIRCUIT BOARD |
| US10856423B2 (en) | 2016-01-15 | 2020-12-01 | Showa Denko Materials Co., Ltd. | Prepreg, printed circuit board, semiconductor package, and method for producing printed circuit board |
| CN111491467A (zh) * | 2020-04-16 | 2020-08-04 | 广州兴森快捷电路科技有限公司 | 具有外层芯板的多层线路板及其压合方法 |
| CN114554733A (zh) * | 2022-04-25 | 2022-05-27 | 绵阳新能智造科技有限公司 | 一种层叠pcb板的粘贴装置 |
| CN114554733B (zh) * | 2022-04-25 | 2022-06-28 | 绵阳新能智造科技有限公司 | 一种层叠pcb板的粘贴装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6083127B2 (ja) | 2017-02-22 |
| KR101953404B1 (ko) | 2019-05-31 |
| TWI568587B (zh) | 2017-02-01 |
| TW201247414A (en) | 2012-12-01 |
| JP2012228879A (ja) | 2012-11-22 |
| KR20140023979A (ko) | 2014-02-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012140908A1 (ja) | 積層板、回路基板、および半導体パッケージ | |
| JP6083127B2 (ja) | 積層板、ビルドアップ層付き積層板、回路基板、半導体パッケージおよび積層板の製造方法 | |
| KR101524898B1 (ko) | 에폭시 수지 조성물, 수지 시트, 프리프레그, 다층 프린트 배선판 및 반도체 장치 | |
| JP6410405B2 (ja) | 樹脂基板、プリプレグ、プリント配線基板、半導体装置 | |
| JP7258453B2 (ja) | 熱硬化性樹脂組成物、キャリア付樹脂膜、プリプレグ、プリント配線基板および半導体装置 | |
| JP6480650B2 (ja) | 金属張積層板、プリント配線基板、半導体パッケージ、半導体装置および金属張積層板の製造方法 | |
| JP5533657B2 (ja) | 積層板、回路板および半導体装置 | |
| JP2013180406A (ja) | プリプレグ、基板、半導体装置、プリプレグの製造方法、基板の製造方法、および半導体装置の製造方法 | |
| JP6281184B2 (ja) | 金属張積層板、プリント配線基板、半導体パッケージ、および半導体装置 | |
| JP6008104B2 (ja) | プリプレグおよび金属張積層板 | |
| WO2014192421A1 (ja) | プリント配線板および半導体装置 | |
| JP6540452B2 (ja) | 回路基板用樹脂組成物、プリプレグ、金属張積層板、回路基板、および半導体パッケージ | |
| JP6217069B2 (ja) | 樹脂基板、金属張積層板、プリント配線基板、および半導体装置 | |
| JP2013006328A (ja) | 積層板、回路基板、および半導体パッケージ | |
| WO2013021587A1 (ja) | プリプレグ、積層板、プリント配線基板、半導体パッケージおよび半導体装置 | |
| JP5935314B2 (ja) | 半導体装置の製造方法 | |
| JP6972522B2 (ja) | プリプレグ、金属張積層板、プリント配線基板および半導体パッケージ | |
| WO2013172008A1 (ja) | 半導体装置および半導体装置の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12771684 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20137030028 Country of ref document: KR Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12771684 Country of ref document: EP Kind code of ref document: A1 |