WO2011126018A1 - 接着剤組成物および内視鏡装置 - Google Patents
接着剤組成物および内視鏡装置 Download PDFInfo
- Publication number
- WO2011126018A1 WO2011126018A1 PCT/JP2011/058626 JP2011058626W WO2011126018A1 WO 2011126018 A1 WO2011126018 A1 WO 2011126018A1 JP 2011058626 W JP2011058626 W JP 2011058626W WO 2011126018 A1 WO2011126018 A1 WO 2011126018A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- adhesive composition
- silica
- adhesive
- endoscope
- mass
- Prior art date
Links
Images

Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B1/00—Instruments for performing medical examinations of the interior of cavities or tubes of the body by visual or photographical inspection, e.g. endoscopes; Illuminating arrangements therefor
- A61B1/00064—Constructional details of the endoscope body
- A61B1/0011—Manufacturing of endoscope parts
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
- A61L15/58—Adhesives
- A61L15/585—Mixtures of macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/40—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the curing agents used
- C08G59/50—Amines
- C08G59/5033—Amines aromatic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J163/00—Adhesives based on epoxy resins; Adhesives based on derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/36—Silica
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/16—Nitrogen-containing compounds
- C08K5/17—Amines; Quaternary ammonium compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/252—Glass or ceramic [i.e., fired or glazed clay, cement, etc.] [porcelain, quartz, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/259—Silicic material
Definitions
- the present invention relates to an adhesive composition and an endoscope apparatus.
- the endoscope Since the endoscope is inserted into a body cavity or the like, it is necessary to make the diameter of the portion (insertion portion) inserted into the body cavity as thin as possible. Various contents are inserted into the insertion portion to diversify the functions of the endoscope.
- various tubes are inserted into the insertion portion of the endoscope.
- a tube for the purpose of improving the endoscopic treatment by an endoscope, a forceps tube for passing a larger treatment tool, and a tube for feeding into a body cavity to reduce a burden on a patient.
- Examples include a tube that cares, a lens surface cleaning incorporated in the distal end hard portion of the insertion portion, and a tube that cleans dirt in the body cavity.
- the material of the tube is usually Teflon (registered trademark), olefin, silicon or the like.
- An adhesive is used to fix the mouth portion of the tube to the tip or the operation unit.
- an optical system for observing the inside of the body cavity is provided at the distal end hard portion of the insertion portion.
- the optical system includes a cover lens and its lens group, and a cover lens for illumination from a light guide and its lens group.
- An adhesive is used to fix these lens groups to the lens frame and the hard tip portion.
- a light guide that transmits light to the distal end and an image guide that transmits video to the eyepiece are inserted in the insertion portion.
- fiber bundles in which a large number of fiber strands are bundled are used.
- An adhesive is used to fix the fiber bundle to the lens frame or the hard tip portion.
- a cable or the like for transmitting an electrical signal from a CCD or the like incorporated in the hard tip portion to a part of the connector is inserted.
- An adhesive is used to protect and fix these CCDs.
- Adhesives are used not only for joining parts that make up the endoscope, but also for finishing the outer surface.
- the end of the flexible outer tube Prior to finishing with an adhesive, the end of the flexible outer tube is fastened with a thread from the outside and fixed to the inner member.
- an adhesive is applied to the yarn. In this way, finishing of the outer surface and thread fixing are performed.
- aldehyde-based sterilizing agents such as glutaraldehyde, hydrogen peroxide, peracetic acid, strongly acidic hydroalcohol, benzalkonium chloride (ammonia), chlorhexidine glucagon (biguanato), alkyldiaminoethyl hydrochloride Glycine (amphoteric surfactant system), phenol system, iodine system, sodium hypochlorite system (chlorine system), sodium hydroxide system and the like are used.
- aldehyde-based sterilizing agents such as glutaraldehyde, hydrogen peroxide, peracetic acid, strongly acidic hydroalcohol, benzalkonium chloride (ammonia), chlorhexidine glucagon (biguanato), alkyldiaminoethyl hydrochloride Glycine (amphoteric surfactant system), phenol system, iodine system, sodium hypochlorite system (chlorine system), sodium hydroxide system
- the reprocessing of the endoscope is usually performed by removing dirt by washing with water and then immersing it in a chemical solution of a sterilizing agent or wiping the surface of the endoscope with a gauze containing a sterilizing solution.
- a plasma gas of hydrogen peroxide has been adopted as a sterilizing agent, in addition to an aqueous solution of peracetic acid and a hydrogen peroxide solution having a high sterilization effect.
- autoclave sterilization with saturated steam at 135 ° C. and about 233 kPa (2.3 atm) is also employed.
- sterilization with hydrogen peroxide solution, hydrogen peroxide plasma gas or autoclave sterilization does not require harmful equipment such as formalin gas and ethylene oxide gas after the sterilization, and does not require ventilation equipment. It is being adopted more widely.
- Epoxy adhesives used to join endoscope parts are subjected to boiling disinfection and autoclave sterilization to produce hot water, saturated steam, active oxygen in peracetic acid, acidic substances in strongly acidic water, and hydrogen peroxide. Damaged by plasma gas. Examples of the damage include peeling of the adhesive surface. In addition, the adhesive itself melts or deteriorates, and the adhesive layer becomes thin, making it difficult to maintain the performance as an endoscope.
- Japanese Patent No. 3806635 describes that an epoxy resin is modified by blending rubber or plastic with the epoxy resin in order to increase the adhesive shear strength and adhesive peel strength of the adhesive.
- Japanese Patent Laid-Open No. 2002-238834 proposes a combination of a main agent containing an epoxy resin blended with rubber and plastic and a specific amine curing agent.
- the oxidation resistance, heat aging resistance and hydrolysis resistance of the adhesive are increasing, the demand for the sterilization resistance of the adhesive is becoming more severe. Since the adhesive is also used for protecting and fixing the CCD, the deterioration of the adhesive layer also leads to image defects. In order to avoid such problems, it is desirable that the water vapor permeation through the adhesive layer is suppressed as much as possible.
- An object of the present invention is to provide an adhesive layer having a viscosity suitable for forming a defect-free adhesive layer, having sufficient durability against various disinfection methods after curing, and difficult to pass water vapor. Is to provide an adhesive composition.
- an object of the present invention is to provide an endoscope apparatus that is excellent in sterilization resistance of an adhesive layer that joins the constituent members or covers the constituent members and is difficult to pass water vapor.
- Means for solving the above problems is an adhesive containing a main agent containing a bisphenol A type epoxy resin, a phenol novolac type epoxy resin, and an acrylic rubber, a curing agent containing xylylenediamine and a derivative thereof, and a filler.
- the composition is an adhesive composition in which the filler is spherical silica having an average particle size of 0.5 to 20 ⁇ m and contained at 22 to 44% by mass of the adhesive composition.
- the endoscope apparatus is characterized in that at least two of the constituent members are joined to each other via an adhesive layer formed by curing the above-described adhesive composition.
- an adhesive layer having a viscosity suitable for forming a defect-free adhesive layer having sufficient durability for various disinfection methods after curing, and hardly allowing water vapor to pass therethrough.
- an endoscope apparatus in which the constituent members are bonded to each other or the adhesive layer that covers the constituent members is excellent in sterilization resistance and hardly allows water vapor to pass through.
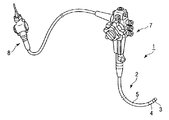
- FIG. 1 is a perspective view illustrating a schematic configuration of an endoscope according to an embodiment.
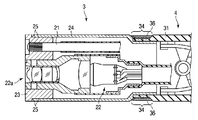
- FIG. 2 is a side partial cross-sectional view showing an outer tube fixing portion at the distal end portion of the endoscope.
- FIG. 3 is a front view of the distal end portion of the endoscope.
- the adhesive composition of this embodiment contains a mixture of an epoxy resin and acrylic rubber as a main agent.
- an epoxy resin two kinds of resins, bisphenol A type epoxy resin and phenol novolac type epoxy resin, are contained.
- the acrylic rubber can be used, for example, in a state dispersed in a bisphenol A type epoxy resin.
- the acrylic rubber is dispersed in the epoxy resin in the form of fine powder, and forms a so-called sea-island structure.
- Such an acrylic rubber can increase the degree of freedom of bonding work and curing conditions.
- the content of acrylic rubber is preferably about 1 to 20% by mass of the total amount of the main agent.
- the content of the acrylic rubber is more preferably about 5 to 15% by mass with respect to the total amount of the main agent.
- the content of the bisphenol A type epoxy resin is preferably about 30 to 98% by mass, more preferably about 55 to 80% by mass of the total amount of the main agent.
- the content of the phenol novolac type epoxy resin is preferably about 1 to 50% by mass, and more preferably about 15 to 30% by mass of the total amount of the main agent.
- a mixture containing xylylenediamine and its derivative is used as the curing agent.
- the reaction rate with the main agent is increased.
- the derivatives of xylylenediamine include an alkylene oxide adduct, a glycidyl ester adduct, a glycidyl ether adduct, a Mannich adduct, an acrylonitrile adduct, an epichlorohydrin adduct, and a xylylenediamine trimer.
- the content of the xylylenediamine derivative is preferably about 10 to 95% by mass of the total amount of the curing agent, and more preferably about 30 to 90% by mass.
- the balance of the curing agent is xylylenediamine.
- the mixing ratio of the main agent and the curing agent is desirably set so that the epoxy group in the epoxy resin in the main agent and the functional group of the curing agent that reacts with the epoxy group are equivalent.
- the molecular weight per function is called epoxy equivalent
- the amine equivalent of the amine curing agent is also called active hydrogen equivalent.
- the theoretical blending ratio is calculated from the epoxy equivalent and the amine equivalent, and the optimum blending ratio is set from the adhesive strength and the like as a guideline for the proper blending ratio.
- the compounding ratio (mass ratio) of the main agent and the curing agent is preferably 10: 1 to 10: 9.
- the compounding ratio of the main agent and the curing agent is more preferably 10: 1 to 10: 7.
- the adhesive composition of the present embodiment contains predetermined silica as a filler.
- the silica used is spherical silica having an average particle size of 0.5 to 20 ⁇ m, and the content thereof is defined as 22 to 44 mass% of the total amount of the adhesive composition.
- the average particle diameter here is a volume average particle diameter and can be determined by a conventional method.
- the shape of the silica was judged to be spherical based on the result of observation with an electron microscope.
- silica examples include fused silica. Specifically, natural quartz burner fused spherical silica and natural quartz burner fused spherical silica.
- An adhesive layer containing silica having an average particle diameter outside the predetermined range cannot form an adhesive layer that is difficult to pass water vapor.
- an adhesive composition having a silica content outside the predetermined range cannot form an adhesive layer that is difficult to pass water vapor.
- the viscosity of an adhesive composition rises and the problem that workability
- the adhesive composition containing non-spherical silica cannot form an adhesive layer that is difficult to pass water vapor.
- the viscosity of the adhesive composition increases and workability is extremely deteriorated.
- An adhesive composition having a viscosity suitable for forming a defect-free adhesive layer is obtained by containing a predetermined amount of spherical silica having a predetermined average particle diameter.
- the adhesive layer obtained by curing such an adhesive composition does not easily pass water vapor, and the resistance is not greatly impaired even after autoclaving or low-temperature hydrogen peroxide plasma sterilization.
- the adhesive composition of this embodiment has a viscosity of 100000 mPa ⁇ s or less, the workability is good, and an adhesive layer having no defects can be formed. Moreover, the cured product obtained after curing of the adhesive composition has a tensile shear strength of 25 MPa or more even after sterilization with autoclave sterilization or plasma gas of low-temperature hydrogen peroxide, and the moisture permeability coefficient is 800 (g ⁇ mm / m 2 ⁇ 24 hr) or less.
- the fused silica is preferably natural silica.
- the average particle diameter of silica is 1 to 10 ⁇ m and the silica content is 34 to 42 mass% of the total amount of the composition, it is more advantageous in that the moisture permeability coefficient is lowered.
- fumed silica may be contained in an amount of about 0.1 to 5% by mass of the total amount of the adhesive in order to improve thixotropy in consideration of workability.
- the adhesive composition of this embodiment further contains additives such as a catalyst, an adhesion-imparting agent, a solvent, a plasticizer, an antioxidant, a polymerization inhibitor, a surfactant, an antifungal agent, and a colorant. can do.
- additives such as a catalyst, an adhesion-imparting agent, a solvent, a plasticizer, an antioxidant, a polymerization inhibitor, a surfactant, an antifungal agent, and a colorant. can do.
- additives can be added to the main agent in advance. Or you may add an additive to the mixture of a main ingredient and a hardening
- the parts of the endoscope are bonded as follows.
- a liquid containing a main agent and a liquid containing a curing agent are mixed at a predetermined ratio, and a predetermined amount of filler is added thereto.
- the obtained mixture is applied to the surface of a predetermined endoscope part to be applied using a brush or the like, and both are joined and fixed. Thereafter, the parts of the endoscope are firmly bonded to each other by heating at a predetermined temperature for a predetermined time.
- the adhesive layer can be raised and formed around the observation lens or the illumination lens by a similar method.
- the heating temperature varies depending on the types of main agent and curing agent contained in the adhesive composition, the mixing ratio, and the like, but is preferably about 60 to 135 ° C. If the heating temperature is within this range, the curing reaction can proceed at a practical speed. In addition, endoscope parts with low heat resistance do not cause thermal degradation.
- the heating time is preferably about 0.5 to 3 hours.
- the member to be joined using the above-described adhesive composition is not particularly limited as long as it is a constituent member of the endoscope apparatus.
- the mouth portion of various tubes inserted into the insertion portion of the endoscope apparatus can be fixed to the distal end of the insertion portion or the operation portion.
- the fiber bundle inserted through the insertion portion can be fixed to the lens frame or the hard tip portion.
- the adhesive composition of this embodiment is also used for protecting and fixing a CCD or the like incorporated in the hard tip portion.
- the outer surface finish When the outer surface finish is performed using the adhesive composition of the present embodiment, insertability can be ensured. Specifically, the end portion of the flexible outer tube of the insertion portion of the endoscope apparatus is bound from the outside with a thread and fixed to the inner member. By applying the adhesive composition to the tightly bound yarn, it is possible to simultaneously ensure the insertability by the outer surface finish and prevent the yarn from fraying.
- the endoscope apparatus 1 includes an elongated insertion portion 2 that is inserted into the body of a subject, an operation portion 7 that is connected to the insertion portion 2, and an electrical connection to the operation portion 7. And a universal cord 8 for supplying illumination light.
- the distal end portion 3 at the distal end of the insertion portion 2 receives illumination light from the distal end and receives reflected light from the body.
- the bending portion 4 and the flexible tube 5 house an optical fiber that transmits light received at the distal end portion 3 and can be bent.
- a member to be bonded using the adhesive composition is not particularly limited as long as it is a constituent member of the endoscope apparatus 1.
- the usage mode in the present embodiment will be described with examples.
- the distal end portion 3 of the endoscope apparatus 1 is provided with a light guide fiber 21 that supplies illumination light and a cylindrical block-shaped distal end hard portion 23 that holds the imaging unit 22.
- a tip cover 24 is fitted to the side surface of the portion 23.
- An adhesive layer 25 using the above-described adhesive composition is provided at a fitting portion between the distal end hard portion 23 and the distal end cover 24 and adheres to each other.
- a cylindrical curved rubber 31 covering the outer periphery of the curved portion 4 is extrapolated on the proximal end side of the distal end cover 24.
- the curved rubber 31 is fixed to the tip cover 24 by winding a thread around the curved rubber 31 and binding it to the extrapolated portion of the curved rubber 31 to form a thread winding portion 34.
- An adhesive layer 36 using the above-described adhesive composition is formed on the outer periphery of the thread winding portion 34, and securing of insertability by outer surface finishing and prevention of fraying of the yarn are achieved at the same time.
- the adhesive layer 36 covers the bobbin 34 along the side surfaces of the tip cover 24 and the curved rubber 31. At the time of insertion of the insertion part 2, the front-end
- the mouth portion of various tubes inserted into the insertion portion 2 of the endoscope apparatus 1 is fixed to the distal end of the insertion portion 2 or the operation portion 7 using the above-described adhesive composition. can do.
- the lens group 22a and the like disposed on the hard distal end portion 23 of the insertion portion 2 may be fixed to the lens frame and the hard distal end portion 23.
- the fiber bundle inserted through the insertion portion 2 may be fixed to the lens frame or the hard tip portion 23. Furthermore, it is possible to protect, fix, seal, etc., the CCD of the imaging unit 22 incorporated in the distal end portion 3.
- the outer periphery of the connecting portion between the bending portion 4 and the flexible tube 5 has the same configuration as the outer periphery of the connecting portion between the distal end portion 3 and the bending portion 4.
- a thread winding portion is formed at the connecting portion between the bending portion 4 and the flexible tube 5, and the same adhesive composition as described above is applied to the outer periphery of the thread winding portion.
- the imaging device of the endoscope apparatus can be sealed using the above-described adhesive composition. Furthermore, the corner
- the adhesive composition of the present embodiment can also be disposed around the lens frame at the distal end portion 3 of the endoscope apparatus 1.
- FIG. 3 is a front view of the distal end portion 3 of the endoscope 1.
- the insulating member 41 is provided with a forceps channel 42, and an objective lens frame 43 is disposed on the inner wall.
- An objective lens 45 is disposed between the two illumination lenses 46, and a space between the illumination lens 46 and the objective lens frame 43 is filled with an adhesive 49 to form a partition wall 48.
- direct light from the illumination lens 46 is prevented from entering the objective lens 45, and the illumination lens 46 and the objective lens frame 43 are fixed by the adhesive layer 49.
- an adhesive containing a main agent containing a bisphenol A type epoxy resin, a phenol novolac type epoxy resin, and an acrylic rubber, a curing agent containing xylylenediamine and a derivative thereof, and a filler spherical silica having an average particle size of 0.5 to 20 ⁇ m was selected as a filler, and the content thereof was defined as 22 to 44% by mass of the adhesive composition.
- Such an adhesive composition has a viscosity suitable for operations such as joining of endoscope members and finishing of the outer surface.
- Such an adhesive composition is used for various applications. For example, for joining parts of an endoscope, finishing the outer surface of the flexible tube tube at the end of the endoscope and fixing the thread, sealing the image sensor of the endoscope, or observing the endoscope For example, smoothing the corners of the outer periphery of the lens by raising an adhesive around the lens or the illumination lens. For this reason, it is possible to obtain an endoscope apparatus having an adhesive layer that is difficult for water vapor to pass and does not impair sterilization resistance even by various disinfection methods.
- Example 1 A main agent was prepared by mixing bisphenol A type epoxy resin, phenol novolac type epoxy resin, and acrylic rubber.
- the mass% of each component in the main agent is as follows.
- Bisphenol A type epoxy resin 60% by mass Phenol novolac type epoxy resin: 30% by mass Acrylic rubber particles: 10% by mass Further, a curing agent was prepared by mixing xylylenediamine and a glycidyl ester adduct which is a derivative thereof. The mass% of each component in the curing agent is as follows.
- Xylylenediamine 10% by mass Xylylenediamine derivative: 90% by mass
- the main agent and the curing agent prepared as described above were mixed at a mass ratio of 10: 4, and a filler was added to the resulting mixture to obtain No. 1 1 adhesive composition was prepared.
- the filler spherical fused silica having an average particle diameter of 4 ⁇ m was used, and the content thereof was 22% by mass of the total amount of the composition.
- the viscosity of the obtained adhesive composition was measured with a viscoelasticity measuring machine.
- the viscosity is required to be 100,000 mPa ⁇ s or less.
- the stainless steel specimens were bonded to each other by curing at 80 ° C. for 2 hours.
- Tensile shear strength was examined using the bonded specimen.
- the tensile shear strength was measured according to JIS K6850 [Test method for tensile shear bond strength of adhesive].
- JIS K6850 Test method for tensile shear bond strength of adhesive.
- the bonded specimen was sterilized using steam at 135 ° C. with a steam sterilizer. Then, it took out in air
- the tensile shear strength is acceptable if it is 25 MPa or more.
- the moisture permeability coefficient was determined by a method improved from JIS Z0208 [Cup method]. The specific method is as follows. First, each adhesive composition is cured to produce a sample plate. On the other hand, a cup containing a predetermined mass of calcium chloride as a hygroscopic agent is prepared. Place the sample in the opening of the cup, seal it, and leave it under saturated steam at 137 ° C. The water vapor that has passed through the sample is absorbed by the moisture absorbent (calcium chloride) disposed in the cup, and the mass of calcium chloride increases. After the elapse of 24 hours, the mass of calcium chloride in the cup is measured, and the moisture permeability coefficient is obtained based on the increase (water content). The moisture permeability coefficient is required to be 800 (g ⁇ mm / m 2 ⁇ 24 hr) or less.
- the end of the flexible outer tube of the insertion portion is fastened with a thread from the outside and fixed to the inner member, and the above-mentioned adhesive composition is applied to the thread. Finished. Moreover, the imaging device of the endoscope apparatus was sealed using this adhesive composition.
- the endoscope apparatus could be assembled without any problem.
- this invention is not limited to the above Example, It can be implemented in various deformation
- the example of the endoscope apparatus is described as the medical device using the adhesive composition.
- the medical device is not particularly limited as long as the medical device is a device that is used in contact with or inserted into a living body.
- medical devices such as an endoscopic device, various surgical devices, a cell extraction device, a blood component separation device, and a blood transfusion device can be exemplified.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Polymers & Plastics (AREA)
- Engineering & Computer Science (AREA)
- Medicinal Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Animal Behavior & Ethology (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- General Health & Medical Sciences (AREA)
- Surgery (AREA)
- Optics & Photonics (AREA)
- Pathology (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Biophysics (AREA)
- Nuclear Medicine, Radiotherapy & Molecular Imaging (AREA)
- Materials Engineering (AREA)
- Hematology (AREA)
- Radiology & Medical Imaging (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Medical Informatics (AREA)
- Molecular Biology (AREA)
- Endoscopes (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
ビスフェノールA型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、およびアクリルゴムを含む主剤と、キシリレンジアミンおよびその誘導体を含む硬化剤と、充填剤とを含有する接着剤組成物である。前記充填剤は、平均粒径0.5~20μmの球状のシリカであり、前記接着剤組成物の総量の22~44質量%で含有されたことを特徴とする。
Description
本発明は、接着剤組成物および内視鏡装置に関する。
内視鏡は体腔内等に挿入するため、体腔内部に挿入される部分(挿入部)の径をできるだけ細くする必要がある。挿入部の内部には、内視鏡の機能の多様化のために種々の内容物が挿通されている。
例えば、内視鏡の挿入部内には種々のチューブが挿通される。チューブとしては、具体的には、内視鏡による経内視鏡処置の向上を図る目的で、より大きな処置具を通すための鉗子用チューブ、患者の負担を軽減するために体腔内への送気をするチューブ、挿入部の先端硬質部に組み込まれたレンズ表面洗浄および体腔内の汚物を洗浄するチューブなどが挙げられる。チューブの材質は、通常、テフロン(登録商標)、オレフィンおよびシリコンなどである。チューブの口元部分を先端や操作部に固定するために、接着剤が使用されている。
また、挿入部の先端硬質部には、体腔内を観察するための光学系が設けられている。光学系には、カバーレンズおよびそのレンズ群、ライトガイドからの照明用のカバーレンズおよびそのレンズ群が含まれる。これらのレンズ群をレンズ枠や先端硬質部と固定するために、接着剤が使用されている。
さらに、挿入部には、先端部に光を伝送するライトガイド、映像を接眼部に伝送するイメージガイドが挿通されている。これらのライトガイドおよびイメージガイドには、多数のファイバー素線を結束させたファイバーバンドルが用いられている。このファイバーバンドルをレンズ枠や先端硬質部に固定するために、接着剤が用いられている。
さらにまた、電子内視鏡の場合には、上述のチューブ類やファイバーバンドルの他に、先端硬質部に組み込まれたCCD等からの電気信号をコネクタ一部に伝送するケーブル等が挿通されている。これらのCCDを保護固定するために、接着剤が用いられている。
内視鏡を構成する部品の接合のみならず、外表面の仕上げにも接着剤が用いられる。接着剤を用いた仕上げに先立って、可撓性外皮チューブの端部を外側から糸で緊縛し、その内側の部材に固定する。可撓性外皮チューブの挿入性を確保するとともに糸のほつれを防止するため、その糸に接着剤が塗布される。こうして、外表面の仕上げと糸固定とが行なわれる。
このように内視鏡機能の多様化に対応して、挿入部内には種々の内容物が挿通されている。挿入部の径をできるだけ細くするためには、内視鏡における部品の接合にネジやビスを用いることはできない。例えば、特許第3806635号公報および特開2002-238834号公報に記載されているように、部品の接合にはエポキシ系接着剤が多用されている。
医療用内視鏡は患者の体腔内に挿入されるので、完全な滅菌が要求される。滅菌剤としてグルタラールアルデヒドに代表されるアルデヒド系の滅菌剤をはじめ、過酸化水素、過酢酸、強酸性水アルコール、塩化ベンザルコニウム(アンモニア系)、グルカゴン酸クロルヘキシジン(ビグアナト系)、塩酸アルキルジアミノエチルグリシン(両性界面活性剤系)、フェノール系、ヨウ素系、次亜塩素酸ナトリウム系(塩素系)、および水酸化ナトリウム系等が使用されている。
内視鏡のリプロセスは、通常、水洗により汚物を除去した後、滅菌剤の薬液内に浸漬させるか、滅菌液を含ませたガーゼで内視鏡の表面を拭くことにより行なわれる。近年、内視鏡を介しての患者間の感染を確実に抑制するために、滅菌レベルの向上が要求されている。このため、滅菌剤として滅菌効果の高い過酢酸水溶液、過酸化水素水の他、過酸化水素のプラズマガスが採用されるようになってきた。さらに、135℃、約233kPa(2.3気圧)の飽和水蒸気によるオートクレーブ滅菌も採用されている。なかでも、過酸化水素水、過酸化水素のプラズマガスによる滅菌やオートクレーブ滅菌は、ホルマリンガスやエチレンオキサイドガスのような有害な残留物が滅菌終了後に残留せず、換気設備を必要としないことからより広く採用されつつある。
しかしながら、滅菌・消毒方法が多様化し、それに伴なって薬液の種類が増加している。内視鏡の部品の接合に使用されるエポキシ接着剤は、煮沸消毒およびオートクレーブ滅菌に供されて、熱水、飽和水蒸気、過酢酸の活性酸素、強酸性水の酸性物質、および過酸化水素のプラズマガス等によってダメージを受ける。ダメージとしては、例えば接着面の剥離が挙げられる。また、接着剤自体が溶け出したり劣化して接着剤層が薄くなり、内視鏡としての性能を維持することが困難となる。
例えば特許第3806635号公報には、接着剤の接着せん断強度および接着剥離強度を高めるために、エポキシ樹脂にゴムやプラスチックをブレンドしてエポキシ樹脂を変性させることが記載されている。また、特開2002-238834号公報には、ゴムやプラスチックがブレンドされたエポキシ樹脂を含む主剤と、特定のアミン系硬化剤とを組み合わせることが提案されている。
接着剤の耐酸化劣化性、耐熱老化性および耐加水分解性は高まっているものの、接着剤の滅菌耐性に対する要求は、よりいっそう厳しくなりつつある。接着剤はCCDの保護固定にも用いられるので、接着剤層の劣化は画像の不具合にもつながる。こうした不具合を回避するには、接着剤層の水蒸気の透過は極力抑制されることが望まれる。
本発明の課題は、欠陥のない接着剤層を形成するのに適した粘度を有し、硬化後には、様々な消毒方法に対して十分な耐久性を備えるとともに、水蒸気を通し難い接着剤層が得られる接着剤組成物を提供することである。
また、本発明の課題は、構成部材同士を接合、あるいは構成部材を被覆する接着剤層の滅菌耐性に優れるとともに水蒸気を通し難い内視鏡装置を提供することである。
上記課題を解決するための手段は、ビスフェノールA型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、およびアクリルゴムを含む主剤と、キシリレンジアミンおよびその誘導体を含む硬化剤と、充填剤とを含有する接着剤組成物であって、前記充填剤は、前記接着剤組成物の22~44質量%で含有された平均粒径0.5~20μmの球状のシリカである接着剤組成物である。
また本発明の一態様にかかる内視鏡装置は、前述の接着剤組成物を硬化させてなる接着剤層を介して、構成部材の少なくとも2つが互いに接合されたことを特徴とする。
本発明によれば、欠陥のない接着剤層を形成するのに適した粘度を有し、硬化後には、様々な消毒方法に対して十分な耐久性を備えるとともに、水蒸気を通し難い接着剤層が得られる接着剤組成物が提供される。
また、本発明によれば、構成部材同士を接合、あるいは構成部材を被覆する接着剤層の滅菌耐性に優れるとともに水蒸気を通し難い内視鏡装置が提供される。
以下、一実施形態にかかる接着剤組成物およびこれを用いた内視鏡装置について説明する。
本実施形態の接着剤組成物は、主剤としてエポキシ樹脂とアクリルゴムとの混合物を含有する。エポキシ樹脂としては、ビスフェノールA型エポキシ樹脂およびフェノールノボラック型エポキシ樹脂の2種類の樹脂が含有される。
アクリルゴムは、例えばビスフェノールA型エポキシ樹脂に分散された状態で用いることができる。アクリルゴムは微粉末の形態でエポキシ樹脂中に分散され、いわゆる海島構造を形成する。こうしたアクリルゴムは、接着作業や硬化条件などの自由度を高めることができる。
アクリルゴムの含有量は、主剤の全量の1~20質量%程度であることが好ましい。所定量のアクリルゴムが含有されることによって、接着せん断強度および接着剥離強度に加えて、架橋密度を高めて硬化物の耐オートクレーブ性や耐薬品性を向上させることができる。アクリルゴムの含有量は、主剤の全量の5~15質量%程度がより好ましい。
ビスフェノールA型エポキシ樹脂の含有量は、主剤の全量の30~98質量%程度であることが好ましく、55~80質量%程度であることがより好ましい。フェノールノボラック型エポキシ樹脂の含有量は、主剤の全量の1~50質量%程度であることが好ましく、15~30質量%程度であることがより好ましい。
硬化剤としては、キシリレンジアミンとその誘導体とを含む混合物が用いられる。キシリレンジアミンとともにその誘導体が含有されることにより、主剤との反応速度が高められる。キシリレンジアミンの誘導体は、具体的には、アルキレンオキサイド付加物、グリシジルエステル付加物、グリシジルエーテル付加物、マンニッヒ付加物、アクリロニトリル付加物、エピクロルヒドリン付加物、およびキシリレンジアミン三量体などである。
キシリレンジアミン誘導体の含有量は、硬化剤の全量の10~95質量%程度であることが好ましく、30~90質量%程度であることがより好ましい。硬化剤の残部が、キシリレンジアミンである。
主剤と硬化剤との配合比は、主剤中のエポキシ樹脂におけるエポキシ基と、このエポキシ基と反応する硬化剤の官能基とが当量となるように設定することが望まれる。
エポキシ樹脂においては、1官能当たりの分子量をエポキシ当量といい、アミン系硬化剤のアミン当量は活性水素当量とも称される。エポキシ当量とアミン当量とから理論配合比を算出して適正配合比の指針とし、接着強度等から最適配合比を設定する。
主剤と硬化剤との配合比(質量比)は、10:1~10:9が好ましい。所定の配合比で主剤と硬化剤とが含有された場合には、酸化劣化、加水分解、熱による軟化劣化、硬化劣化、脆性破壊および接着強度の低下といった不都合を回避することができる。主剤と硬化剤との配合比は、10:1~10:7がより好ましい。
主剤および硬化剤に加えて、本実施形態の接着剤組成物には、充填剤として所定のシリカが含有される。用いられるシリカは、平均粒径が0.5~20μmの球状のシリカであり、その含有量は、接着剤組成物の全量の22~44質量%に規定される。ここでの平均粒径は、体積平均粒径であり、常法により求めることができる。
シリカの形状は、電子顕微鏡により観察した結果で球状と判断した。
用い得るシリカとしては、溶融シリカが挙げられる。具体的には、天然水晶バーナ溶融球状シリカ、および天然水晶バーナ溶融球状シリカなどである。
平均粒径が所定の範囲から外れたシリカが含有された接着剤組成物では、水蒸気を通し難い接着層を形成できない。シリカの含有量が所定の範囲を外れた接着剤組成物も同様に、水蒸気を通し難い接着層を形成することができない。シリカの含有量が多すぎる場合には、接着剤組成物の粘度が上昇して作業性が極端に悪化するといった不都合も生じる。
平均粒径および含有量が所定の範囲内であっても、球状でないシリカが含有された接着剤組成物では、水蒸気を通し難い接着層を形成することができない。しかも、接着剤組成物の粘度が上昇して作業性が極端に悪化する。
所定の平均粒径を有する球状のシリカが所定の量で含有されることによって、欠陥のない接着剤層を形成するのに適した粘度を有する接着剤組成物が得られる。こうした接着剤組成物を硬化させて得られる接着剤層は、水蒸気が通り難いのに加えて、オートクレーブや低温過酸化水素プラズマ滅菌後においても、耐性が大きく損なわれることがない。
すなわち、本実施形態の接着剤組成物は、100000mPa・s以下の粘度を有するので、作業性は良好であり、欠陥のない接着剤層を形成することができる。しかも、かかる接着剤組成物の硬化後に得られる硬化物は、オートクレーブ滅菌や低温過酸化水素のプラズマガスによる滅菌が行なわれた後においても、25MPa以上の引張り剪断強度を有し、透湿度係数は800(g・mm/m2・24hr)以下に保たれる。
充填剤として含有されるシリカの形状、平均粒径、および含有量といった条件のいずれか1つでも欠如した場合には、透湿度係数を所望の範囲の抑えることができない。こうした知見は、本発明者らによって初めて見出されたものである。
なお、オートクレーブ滅菌耐性を考慮すると、溶融シリカは、天然シリカであることが好ましい。シリカの平均粒径が1~10μmであって、シリカの含有量が組成物の全量の34~42質量%の場合には、透湿度係数が低下する点でいっそう有利となる。
本実施形態の接着剤組成物には、作業性を考慮してチクソ性を上げるためにヒュームドシリカが、接着剤全量の0.1~5質量%程度含有されてもよい。
本実施形態の接着剤組成物は、触媒、接着付与剤、溶剤、可塑剤、抗酸化剤、重合抑制剤、界面活性剤、防カビ剤、および着色剤などのような添加剤を、さらに含有することができる。これら添加剤は、予め主剤に添加することができる。あるいは、添加剤は、主剤と硬化剤との混合物に添加してもよい。
上述の接着剤組成物を用い、例えば内視鏡の各部品同士の接着は、次のようにして行なわれる。
まず主剤を含む液と硬化剤を含む液とを所定の割合で混合し、ここに所定の量の充填剤を加える。次いで、得られた混合物を、適用されるべき所定の内視鏡部品の表面に刷毛等を用いて塗布し、両者を接合して固定する。その後、所定の温度で所定時間加熱することにより、内視鏡の部品同士は強固に接着される。
同様の手法を用いて、内視鏡の撮像装置の封止、可撓性外皮チューブの端部の外面仕上げおよび固定を行なうことができる。さらに、観察用レンズまたは照明用レンズの周囲に、接着剤層を盛り上げて形成することも、同様の手法により行なうことができる。
加熱温度は、接着剤組成物に含有される主剤および硬化剤の種類、配合比などにより異なるが、60~135℃程度が好ましい。加熱温度がこの範囲内であれば、実用的な速度で硬化反応を進行させることができる。しかも、耐熱性の低い内視鏡部品が熱劣化を生じることもない。加熱時間は、0.5~3時間程度が好ましい。
上述した接着剤組成物を用いて接合される部材は、内視鏡装置の構成部材であれば特に制限されない。例えば、本実施形態の接着剤組成物を用いて、内視鏡装置の挿入部内に挿通される各種チューブの口元部分を挿入部の先端や操作部に固定することができる。また、挿入部の先端硬質部に配置されたレンズ群などを、レンズ枠や先端硬質部へ固定することも可能である。さらには、挿入部に挿通されたファイバーバンドルを、レンズ枠や先端硬質部に固定することもできる。先端硬質部に組み込まれたCCDなどの保護・固定などにも、本実施形態の接着剤組成物が用いられる。
本実施形態の接着剤組成物を用いて外面仕上げを行なった場合には、挿入性を確保することができる。具体的には、内視鏡装置の挿入部の可撓性外皮チューブの端部を外側から糸で緊縛して、その内側の部材に固定する。緊縛された糸に接着剤組成物を塗布することによって、外面仕上による挿入性の確保と糸のほつれ防止とが同時に達成される。
以下、図面を参照して、本実施形態の接着剤組成物を用いた内視鏡装置について説明する。
図1に示すように、本実施形態の内視鏡装置1は、被検者の体内に挿入する細長の挿入部2と、挿入部2に接続された操作部7と、操作部7に電気的に接続され、照明光を供給するユニバーサルコード8とを含む。
挿入部2の先端における先端部3は、先端から照明光を照射し体内からの反射光を受光する。湾曲部4および可撓管5は、先端部3で受光した光を伝送する光ファイバーを収納し、湾曲動作が可能である。
このような内視鏡装置1において、接着剤組成物を用いて接合されるべき部材は、内視鏡装置1の構成部材であれば特に制限はない。以下、本実施形態における使用態様について、例を挙げて説明する。
内視鏡装置1の先端部3には、図2に示すように、照明光を供給するライトガイドファイバー21と、撮像ユニット22を保持する円柱ブロック状の先端硬質部23が設けられ、先端硬質部23の側面に先端カバー24が嵌合されている。先端硬質部23と先端カバー24との嵌合部には、上述の接着剤組成物を用いた接着剤層25が設けられ、それぞれを接着している。
先端カバー24の基端側には、湾曲部4の外周を覆う筒状の湾曲ゴム31が外挿される。この湾曲ゴム31の外挿部分に、湾曲ゴム31の上から糸を巻き付けて緊縛して糸巻き部34を形成することで、湾曲ゴム31が先端カバー24に固定されている。糸巻き部34の外周には、上述の接着剤組成物を用いた接着剤層36が形成され、外面仕上げによる挿入性の確保と糸のほつれ防止とが同時に達成される。接着剤層36は、先端カバー24および湾曲ゴム31の側面に沿って、糸巻き部34を被覆している。挿入部2の挿入時には、先端部3および湾曲部4は生体に当接して、滑らかに摺動できる。
内視鏡装置1においては、上述の接着剤組成物を用いて、内視鏡装置1の挿入部2内に挿通される各種チューブの口元部分を、挿入部2の先端や操作部7に固定することができる。挿入部2の先端硬質部23に配置されたレンズ群22aなどを、レンズ枠や先端硬質部23へ固定してもよい。また、挿入部2に挿通されたファイバーバンドルをレンズ枠や先端硬質部23に固定してもよい。さらには、先端部3に組み込まれた撮像ユニット22のCCDなどを保護、固定、封止することなどができる。
図示していないが、湾曲部4と可撓管5との連結部の外周も、先端部3と湾曲部4との連結部の外周と同様の構成である。具体的には、湾曲部4と可撓管5との連結部には、糸巻き部が形成され、この糸巻き部の外周に前述と同様の接着剤組成物が塗布される。こうした接着剤組成物を用いた接着剤層を設けることによって、外面仕上げによる挿入性の確保と糸のほつれ防止とが同時に行なわれる。
上述の接着剤組成物を用いて、内視鏡装置の撮像素子の封止を行なうこともできる。さらに、内視鏡装置における観察用レンズまたは照明用レンズの周囲に接着剤組成物を盛り上げて、レンズ外周の角部を滑らかにすることができる。
本実施形態の接着剤組成物は、内視鏡装置1の先端部3におけるレンズ枠の周囲に配置することもできる。
図3は、内視鏡1の先端部3の正面図である。絶縁部材41には、鉗子チャンネル42が設けられ、この内壁には対物レンズ枠43が配置されている。2つの照明レンズ46の間には、対物レンズ45が配置され、照明レンズ46と対物レンズ枠43との間の空間には、接着剤49が充填されて隔壁48が形成される。これによって、照明レンズ46からの直接光が対物レンズ45に入射するのを防止するとともに、照明レンズ46および対物レンズ枠43を前記接着剤層49によって固定する。
以上のように、本実施形態では、ビスフェノールA型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、およびアクリルゴムを含む主剤と、キシリレンジアミンおよびその誘導体を含む硬化剤と、充填剤とを含有する接着剤組成物において、充填剤として平均粒径0.5~20μmの球状のシリカを選択し、その含有量を接着剤組成物の22~44質量%に規定した。
こうした接着剤組成物は、内視鏡の部材同士の接合や外面仕上げなどの作業に適切な粘度を有している。かかる接着剤組成物は、種々の用途に用いられる。例えば、内視鏡の部品同士の接合、内視鏡の挿入部の可撓性外皮チューブ端部に対する外面仕上げと糸の固定、内視鏡の撮像素子の封止、あるいは内視鏡の観察用レンズまたは照明用レンズの周囲に接着剤を盛り上げることによるレンズ外周の角部の円滑化などである。このため、水蒸気が通り難く、様々な消毒方法によっても滅菌耐性が損なわれない接着剤層を有する内視鏡装置を得ることが可能である。
<実施例>
以下、本発明の実施例について説明するが、本発明は以下の実施例により限定されるものではない。
以下、本発明の実施例について説明するが、本発明は以下の実施例により限定されるものではない。
(実施例1)
ビスフェノールA型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、およびアクリルゴムを混合して、主剤を調製した。主剤における各成分の質量%は、それぞれ以下のとおりである。
ビスフェノールA型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、およびアクリルゴムを混合して、主剤を調製した。主剤における各成分の質量%は、それぞれ以下のとおりである。
ビスフェノールA型エポキシ樹脂:60質量%
フェノールノボラック型エポキシ樹脂:30質量%
アクリルゴム粒子:10質量%
また、キシリレンジアミンと、その誘導体であるグリシジルエステル付加物とを混合して硬化剤を調製した。硬化剤における各成分の質量%は、それぞれ以下のとおりである。
フェノールノボラック型エポキシ樹脂:30質量%
アクリルゴム粒子:10質量%
また、キシリレンジアミンと、その誘導体であるグリシジルエステル付加物とを混合して硬化剤を調製した。硬化剤における各成分の質量%は、それぞれ以下のとおりである。
キシリレンジアミン:10質量%
キシリレンジアミン誘導体:90質量%
上述のように調製された主剤と硬化剤とを10:4の質量比で混合し、得られた混合物に充填剤を加えてNo.1の接着剤組成物を作製した。充填剤としては、平均粒径4μmの球状の溶融シリカを用い、その含有量は組成物の全量の22質量%とした。
キシリレンジアミン誘導体:90質量%
上述のように調製された主剤と硬化剤とを10:4の質量比で混合し、得られた混合物に充填剤を加えてNo.1の接着剤組成物を作製した。充填剤としては、平均粒径4μmの球状の溶融シリカを用い、その含有量は組成物の全量の22質量%とした。
さらに、充填剤としてのシリカの平均粒径および含有量を、下記表1に示すように変更した以外はNo.1と同様にして、No.2~14の接着剤組成物を得た。なお、No.2~13で用いたシリカは球状の溶融シリカであるが、No.14で用いたシリカは平板状である。

得られた接着剤組成物の粘度を、粘弾性測定機により測定した。粘度は100000mPa・s以下であることが求められる。
さらに、各接着剤組成物を使用して、ステンレス試験片同士を80℃、2時間で硬化することにより接着を行なった。接着された試験片を用いて、引張り剪断強度を調べた。引張り剪断強度の測定は、JIS K6850[接着剤の引張り剪断接着強さ試験方法]に準拠して行なった。オートクレーブ試験の引張強度の測定にあたっては、まず、接着された試験片を、蒸気滅菌装置で135℃の蒸気を用いて滅菌処理した。その後、大気中に取り出して常温で乾燥し、24時間後の引張り強度を測定した。引張り剪断強度は、25MPa以上であれば許容範囲である。
透湿度係数は、JIS Z0208[カップ法]を改良した手法により求めた。具体的な手法は、次のとおりである。まず、各接着剤組成物を硬化させて、サンプルとなるプレートを作製する。一方、吸湿剤として所定の質量の塩化カルシウムが収容されたカップを準備する。カップの開口にサンプルを配置して密閉し、137℃の飽和水蒸気下に放置する。サンプルを通過した水蒸気は、カップ内に配置された吸湿剤(塩化カルシウム)に吸収され、塩化カルシウムの質量が増加する。24時間経過後、カップ内の塩化カルシウムの質量を測定し、その増加分(水分量)に基づいて透湿度係数が得られる。透湿度係数は、800(g・mm/m2・24hr)以下であることが要求される。
得られた結果を、粘度、滅菌前後の引張り剪断強度、および総合評価とともに下記表2にまとめる。
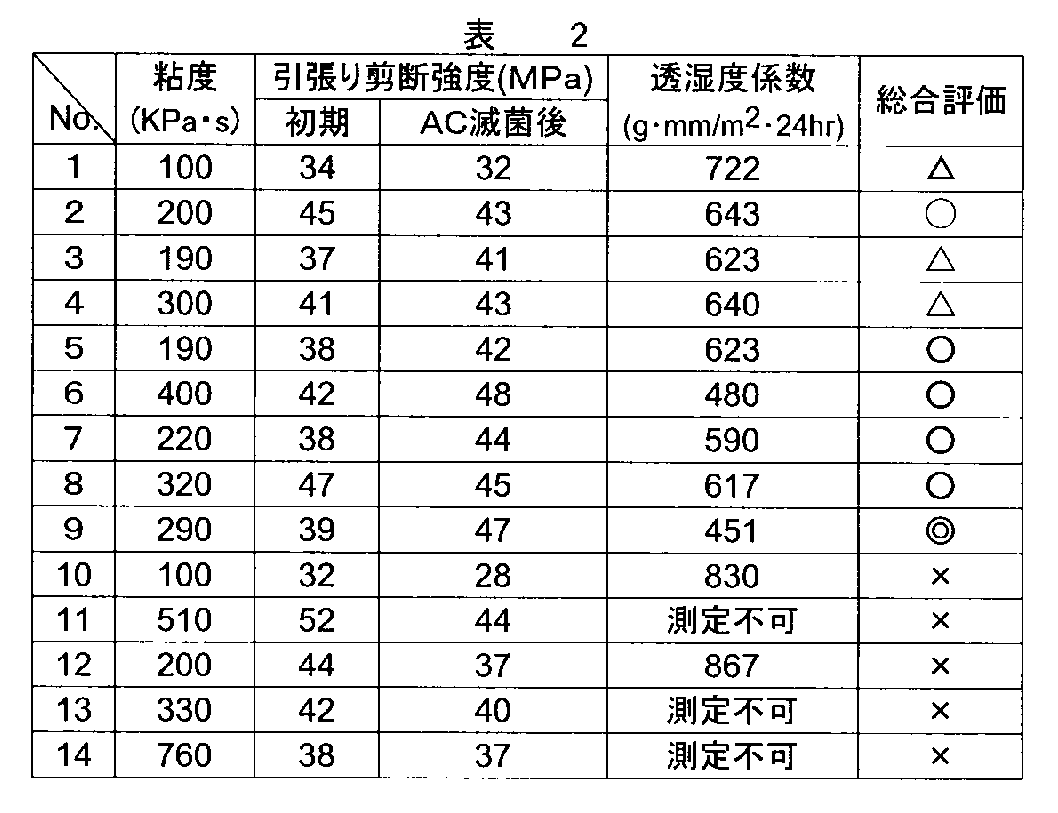
上記表2に示されるように、平均粒径0.5~20μmの球状の溶融シリカが、22~44質量%含有された場合(No.1~9)には、粘度、剪断引張強度、および透湿度係数は、全て合格レベルに達している。
これに対し、平均粒径、含有量、および形状のいずれかの条件が欠けたシリカが含有された場合(No.10~14)には、所望の特性が得られない。具体的には、シリカの含有量が少なすぎるNo.10では、樹脂の割合が相対的に多くなることに起因して、透湿度係数が800(g・mm/m2・24hr)を超えている。シリカの含有量が多すぎるNo.11では、脆弱化したためにサンプルが割れ、透湿度係数を測定することができない。しかも、このNo.11の組成物は粘度も高く、100000mPa・sを超えている。
シリカの平均粒径が小さいNo.12では、透湿度係数が800(g・mm/m2・24hr)を超えており、平均粒径が大きいNo.13では、サンプルが割れたために透湿度係数を測定することができない。平均粒径および含有量の条件が満たされても、球状シリカでなければ、サンプルが割れたために透湿度係数を測定できず、組成物の粘度も100000mPa・sを越えることがNo.14の結果に示されている。
粘度、引張り剪断強度、および透湿度係数のいずれか1つでも所定の範囲から外れた場合には、総合評価はNGである。すなわち、こうした接着剤組成物では、本発明の目的を達成することができないことが確認された。
No.1~9の接着剤組成物を、各々、内視鏡装置の部品に塗布し、これらの部品同士を貼り合わせた状態として、80℃で2時間硬化反応させた。
内視鏡装置の部品として、挿入部の可撓性外皮チューブの端部を外側から糸で緊縛してその内側の部材に固定し、その糸に上述の接着剤組成物を塗布することにより外面仕上げを施した。また、内視鏡装置の撮像装置をこの接着剤組成物を用いて封止した。
さらに、内視鏡装置の観察用レンズおよび照明用レンズの周囲に、この接着剤組成物を用いて、接着剤層を盛り上げて形成することにより、観察用レンズおよび照明用レンズ外周の角部を滑らかにした。以上のようにして、内視鏡装置の組み立てを問題なく行なうことができた。
なお、本発明は、以上の実施例に限定されるものではなく、本発明の要旨を逸脱しない範囲で種々変形して実施することが可能である。
また、上述した説明では、接着剤組成物を用いる医療機器として、内視鏡装置の場合の例で説明したが、医療機器は、生体に接触または挿入して用いる機器であれば、特に限定されない。例えば、内視鏡装置、各種手術用装置、細胞抽出装置、血液成分分離装置、輸血装置等の医療機器を挙げることができる。
1…内視鏡装置; 2…挿入部; 3…先端部; 4…湾曲部; 5…可撓管
7…操作部; 8…ユニバーサルコード; 21…ライトガイドファイバー
22…撮像ユニット; 22a…レンズ群; 23…先端硬質部; 24…先端カバー
25…接着剤層; 31…湾曲ゴム; 34…糸巻き部; 36…接着剤層
41…絶縁部材; 42…鉗子チャンネル; 43…対物レンズ枠
45…対物レンズ; 46…照明レンズ; 48…隔壁; 49…接着剤層
7…操作部; 8…ユニバーサルコード; 21…ライトガイドファイバー
22…撮像ユニット; 22a…レンズ群; 23…先端硬質部; 24…先端カバー
25…接着剤層; 31…湾曲ゴム; 34…糸巻き部; 36…接着剤層
41…絶縁部材; 42…鉗子チャンネル; 43…対物レンズ枠
45…対物レンズ; 46…照明レンズ; 48…隔壁; 49…接着剤層
Claims (6)
- ビスフェノールA型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、およびアクリルゴムを含む主剤と、
キシリレンジアミンおよびその誘導体を含む硬化剤と、
充填剤とを含有する接着剤組成物であって、
前記充填剤は、前記接着剤組成物の総量の22~44質量%で含有された平均粒径0.5~20μmの球状のシリカである接着剤組成物。 - 前記シリカは溶融シリカである請求項1に記載の接着剤組成物。
- 前記溶融シリカは天然シリカである請求項2に記載の接着剤組成物。
- 前記シリカの含有量は、前記接着剤組成物の総量の34~42質量%である請求項1乃至3のいずれか1項に記載の接着剤組成物。
- 前記シリカの体積平均粒径は、1~10μmである請求項1乃至4のいずれか1項に記載の接着剤組成物。
- 請求項1乃至5のいずれか1項に記載の接着剤組成物を硬化させてなる接着剤層を介して、構成部材の少なくとも2つが互いに接合された内視鏡装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011540630A JP4875790B2 (ja) | 2010-04-09 | 2011-04-05 | 内視鏡装置 |
| EP11765918A EP2433996A4 (en) | 2010-04-09 | 2011-04-05 | LIQUID COMPOSITION AND ENDOSCOPE |
| CN2011800029095A CN102471661B (zh) | 2010-04-09 | 2011-04-05 | 内窥镜装置 |
| US13/253,424 US20120082842A1 (en) | 2010-04-09 | 2011-10-05 | Endoscopic device |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010090910 | 2010-04-09 | ||
| JP2010-090910 | 2010-04-09 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US13/253,424 Continuation US20120082842A1 (en) | 2010-04-09 | 2011-10-05 | Endoscopic device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011126018A1 true WO2011126018A1 (ja) | 2011-10-13 |
Family
ID=44762954
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/058626 WO2011126018A1 (ja) | 2010-04-09 | 2011-04-05 | 接着剤組成物および内視鏡装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20120082842A1 (ja) |
| EP (1) | EP2433996A4 (ja) |
| JP (1) | JP4875790B2 (ja) |
| CN (1) | CN102471661B (ja) |
| WO (1) | WO2011126018A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013051458A1 (ja) * | 2011-10-05 | 2013-04-11 | オリンパス株式会社 | 医療器具用接着剤組成物、および内視鏡装置 |
| WO2014171166A1 (ja) * | 2013-04-17 | 2014-10-23 | オリンパス株式会社 | 接着剤組成物および内視鏡装置 |
| WO2020170309A1 (ja) * | 2019-02-18 | 2020-08-27 | オリンパス株式会社 | 内視鏡 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5772325B2 (ja) * | 2011-07-15 | 2015-09-02 | 大日本印刷株式会社 | 熱硬化性樹脂組成物 |
| JP6100446B2 (ja) * | 2014-12-08 | 2017-03-22 | オリンパス株式会社 | 撮像ユニット、内視鏡、および撮像ユニットの製造方法 |
| WO2019044754A1 (ja) * | 2017-08-30 | 2019-03-07 | 富士フイルム株式会社 | 内視鏡用接着剤、硬化物、内視鏡および内視鏡の製造方法 |
| JP6948454B2 (ja) * | 2018-02-27 | 2021-10-13 | 富士フイルム株式会社 | 内視鏡用接着剤、硬化物、内視鏡及び内視鏡の製造方法 |
| JP7162119B2 (ja) * | 2019-02-26 | 2022-10-27 | 富士フイルム株式会社 | 内視鏡用接着剤及びその硬化物、並びに内視鏡及びその製造方法 |
| CN111685717B (zh) * | 2020-07-24 | 2022-06-10 | 湖南省华芯医疗器械有限公司 | 一种内窥镜前端组件及内窥镜 |
| EP4056100A1 (en) * | 2021-03-12 | 2022-09-14 | Ambu A/S | A tip part for a medical insertion vision device |
| WO2023199730A1 (ja) * | 2022-04-14 | 2023-10-19 | 富士フイルム株式会社 | 医療機器用接着剤、硬化物、医療機器部材及び医療機器、並びに、医療機器の製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002238834A (ja) | 2001-02-20 | 2002-08-27 | Olympus Optical Co Ltd | 内視鏡装置 |
| JP2003126023A (ja) * | 2001-10-23 | 2003-05-07 | Olympus Optical Co Ltd | 内視鏡装置 |
| JP2005533919A (ja) * | 2002-07-24 | 2005-11-10 | アドヒーシブズ・リサーチ・インコーポレイテッド | 形態変化可能な感圧接着剤テープ、およびそのディスプレイスクリーンにおける使用 |
| JP2009138048A (ja) * | 2007-12-04 | 2009-06-25 | Shin Etsu Chem Co Ltd | 接着剤組成物及び接着フィルム |
| JP2010016383A (ja) * | 2009-07-03 | 2010-01-21 | Hitachi Chem Co Ltd | 回路部材接続用接着剤、回路板、及びその製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5181097A (en) * | 1988-06-10 | 1993-01-19 | Hitachi, Ltd. | Plastic molded type electronic device |
| KR0181615B1 (ko) * | 1995-01-30 | 1999-04-15 | 모리시다 요이치 | 반도체 장치의 실장체, 그 실장방법 및 실장용 밀봉재 |
| US5997517A (en) * | 1997-01-27 | 1999-12-07 | Sts Biopolymers, Inc. | Bonding layers for medical device surface coatings |
| CN1900195B (zh) * | 1998-08-13 | 2011-06-22 | 日立化成工业株式会社 | 电路构件连接用的粘结剂、电路板及其制造方法 |
| US20060079645A1 (en) * | 2003-02-24 | 2006-04-13 | Nobuhiro Hasegawa | Curable compositions |
| WO2006013860A1 (ja) * | 2004-08-03 | 2006-02-09 | Olympus Corporation | 医療機器封止用樹脂組成物及びそれにより封止された内視鏡用医療機器 |
| JP2006218102A (ja) * | 2005-02-10 | 2006-08-24 | Olympus Corp | 内視鏡装置 |
-
2011
- 2011-04-05 JP JP2011540630A patent/JP4875790B2/ja active Active
- 2011-04-05 CN CN2011800029095A patent/CN102471661B/zh active Active
- 2011-04-05 EP EP11765918A patent/EP2433996A4/en not_active Ceased
- 2011-04-05 WO PCT/JP2011/058626 patent/WO2011126018A1/ja active Application Filing
- 2011-10-05 US US13/253,424 patent/US20120082842A1/en not_active Abandoned
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002238834A (ja) | 2001-02-20 | 2002-08-27 | Olympus Optical Co Ltd | 内視鏡装置 |
| JP2003126023A (ja) * | 2001-10-23 | 2003-05-07 | Olympus Optical Co Ltd | 内視鏡装置 |
| JP3806635B2 (ja) | 2001-10-23 | 2006-08-09 | オリンパス株式会社 | 内視鏡装置 |
| JP2005533919A (ja) * | 2002-07-24 | 2005-11-10 | アドヒーシブズ・リサーチ・インコーポレイテッド | 形態変化可能な感圧接着剤テープ、およびそのディスプレイスクリーンにおける使用 |
| JP2009138048A (ja) * | 2007-12-04 | 2009-06-25 | Shin Etsu Chem Co Ltd | 接着剤組成物及び接着フィルム |
| JP2010016383A (ja) * | 2009-07-03 | 2010-01-21 | Hitachi Chem Co Ltd | 回路部材接続用接着剤、回路板、及びその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2433996A4 * |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013051458A1 (ja) * | 2011-10-05 | 2013-04-11 | オリンパス株式会社 | 医療器具用接着剤組成物、および内視鏡装置 |
| JP2013078513A (ja) * | 2011-10-05 | 2013-05-02 | Olympus Corp | 医療器具用接着剤組成物、および内視鏡装置 |
| WO2014171166A1 (ja) * | 2013-04-17 | 2014-10-23 | オリンパス株式会社 | 接着剤組成物および内視鏡装置 |
| JP2014210836A (ja) * | 2013-04-17 | 2014-11-13 | オリンパス株式会社 | 接着剤組成物および内視鏡装置 |
| EP2987839A4 (en) * | 2013-04-17 | 2016-11-23 | Olympus Corp | LAYER COMPOSITION AND ENDOSCOPE DEVICE |
| US9822287B2 (en) | 2013-04-17 | 2017-11-21 | Olympus Corporation | Adhesive composition and endoscope device |
| WO2020170309A1 (ja) * | 2019-02-18 | 2020-08-27 | オリンパス株式会社 | 内視鏡 |
| JPWO2020170309A1 (ja) * | 2019-02-18 | 2021-10-14 | オリンパス株式会社 | 内視鏡、および、内視鏡の挿入部 |
| JP7059435B2 (ja) | 2019-02-18 | 2022-04-25 | オリンパス株式会社 | 内視鏡、および、内視鏡の挿入部 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20120082842A1 (en) | 2012-04-05 |
| EP2433996A1 (en) | 2012-03-28 |
| JPWO2011126018A1 (ja) | 2013-07-11 |
| CN102471661A (zh) | 2012-05-23 |
| EP2433996A4 (en) | 2012-08-01 |
| JP4875790B2 (ja) | 2012-02-15 |
| CN102471661B (zh) | 2013-08-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4875790B2 (ja) | 内視鏡装置 | |
| JP6037927B2 (ja) | 接着剤組成物および内視鏡装置 | |
| JP5800659B2 (ja) | 医療器具用接着剤組成物、および内視鏡装置 | |
| US20190082937A1 (en) | Adhesive composition, ultrasonic transducer, endoscope, and ultrasonic endoscope | |
| WO2006085623A1 (ja) | 内視鏡装置 | |
| WO2015093127A1 (ja) | 医療機器用接着剤組成物及び医療機器 | |
| JP6782364B2 (ja) | 内視鏡用接着剤、硬化物、内視鏡および内視鏡の製造方法 | |
| JP2008284191A (ja) | 医療機器用接着剤およびこれを用いた内視鏡装置 | |
| US20210189203A1 (en) | Adhesive for endoscope and cured product thereof, and endoscope and method for producing the same | |
| JP2002238834A (ja) | 内視鏡装置 | |
| JP5535726B2 (ja) | 内視鏡装置及びその製造方法 | |
| JP6782365B2 (ja) | 内視鏡用接着剤、硬化物、内視鏡および内視鏡の製造方法 | |
| WO2019167675A1 (ja) | 内視鏡用接着剤、硬化物、内視鏡及び内視鏡の製造方法 | |
| JP3806635B2 (ja) | 内視鏡装置 | |
| JP2005152461A (ja) | 内視鏡装置 | |
| WO2017204012A1 (ja) | 接着剤組成物、超音波振動子、内視鏡装置、および超音波内視鏡装置 | |
| JP2019041873A (ja) | 内視鏡用接着剤及びその硬化物、並びに内視鏡及びその製造方法 | |
| WO2021131523A1 (ja) | 内視鏡用接着剤及びその硬化物、並びに内視鏡及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180002909.5 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011540630 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11765918 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011765918 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |