WO2011052701A1 - 亜鉛系めっき鋼板 - Google Patents
亜鉛系めっき鋼板 Download PDFInfo
- Publication number
- WO2011052701A1 WO2011052701A1 PCT/JP2010/069233 JP2010069233W WO2011052701A1 WO 2011052701 A1 WO2011052701 A1 WO 2011052701A1 JP 2010069233 W JP2010069233 W JP 2010069233W WO 2011052701 A1 WO2011052701 A1 WO 2011052701A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- steel sheet
- surface treatment
- treatment liquid
- compound
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/60—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using alkaline aqueous solutions with pH greater than 8
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/14—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/092—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/08—Anti-corrosive paints
- C09D5/082—Anti-corrosive paints characterised by the anti-corrosive pigment
- C09D5/084—Inorganic compounds
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/60—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using alkaline aqueous solutions with pH greater than 8
- C23C22/64—Treatment of refractory metals or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/82—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/82—After-treatment
- C23C22/83—Chemical after-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2222/00—Aspects relating to chemical surface treatment of metallic material by reaction of the surface with a reactive medium
- C23C2222/20—Use of solutions containing silanes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12542—More than one such component
- Y10T428/12549—Adjacent to each other
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12556—Organic component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12556—Organic component
- Y10T428/12569—Synthetic resin
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12785—Group IIB metal-base component
- Y10T428/12792—Zn-base component
- Y10T428/12799—Next to Fe-base component [e.g., galvanized]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
- Y10T428/12972—Containing 0.01-1.7% carbon [i.e., steel]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
- Y10T428/12972—Containing 0.01-1.7% carbon [i.e., steel]
- Y10T428/12979—Containing more than 10% nonferrous elements [e.g., high alloy, stainless]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/263—Coating layer not in excess of 5 mils thick or equivalent
- Y10T428/264—Up to 3 mils
- Y10T428/265—1 mil or less
Definitions
- the present invention is used for automobiles, home appliances, building materials, and the like, and has been subjected to a surface treatment that does not contain any pollution-controlling substances such as hexavalent chromium in a surface treatment film formed on the surface of a zinc-based plated steel sheet.
- the present invention relates to a zinc-based plated steel sheet excellent in electromagnetic wave shielding characteristics and corrosion resistance, which is suitable for applications that require prevention of electromagnetic wave leakage (EMI) such as electrical and electronic equipment.
- EMI electromagnetic wave leakage
- VCCI Information Processing Equipment
- the shield box shields electromagnetic waves when the conductive material constituting the shield box reflects the electromagnetic waves. Moreover, the higher the conductivity of the material constituting the shield box, the higher the reflectivity of the electromagnetic wave, and the electromagnetic wave shielding property is improved. Therefore, in order to ensure the electromagnetic shielding properties of the shield box, it is important that the metal plate constituting the shield box has high conductivity.
- the shield box since the shield box is manufactured by molding a metal plate, it has a discontinuous portion (seam or joint), and electromagnetic waves are likely to leak or enter from the discontinuous portion. For this reason, in a shield box, a conductive gasket is usually inserted in a discontinuous portion to prevent leakage and intrusion of electromagnetic waves.
- the contact portion between the metal body and the gasket is usually low in contact pressure, the electrical conductivity between the metal body and the gasket (hereinafter simply referred to as “conductivity”) is inferior, and the amount of current flowing through the contact portion is low. Tend to be. Therefore, in addition to ensuring the conductivity of the metal plate constituting the shield box, securing the conductivity between the metal plate and the gasket is important for further improving the performance of the shield box.
- Chromate treatment is known as a typical method for improving the corrosion resistance (white rust resistance, red rust resistance) of galvanized steel sheets.
- steel sheets for home appliances, steel sheets for building materials, and steel sheets for automobiles Zinc-based plated steel sheets subjected to chromate treatment with a treatment liquid containing chromic acid, dichromic acid or salts thereof as main components have been widely used.
- the metal body (steel plate) constituting the shield box is required to have high conductivity and further conductivity with the gasket.
- the film formed on the steel plate surface by chromate treatment is less conductive than the base steel plate, but the film formed by chromate treatment exhibits rust prevention performance even if its film thickness is thin. Is possible.
- conductivity comparable to that of a steel sheet (without surface treatment) can be obtained by making the coating inferior in conductivity as thin as possible. Therefore, it was possible to achieve both rust prevention performance and electromagnetic shielding properties.
- due to recent global environmental problems there is an increasing demand for adopting non-polluted surface-treated steel sheets that do not depend on chromate treatment, so-called chromium-free treated steel sheets.
- Patent Document 1 Technology for forming a film from a coating solution obtained by reacting an organic resin such as a polyvinylphenol derivative with an acid component, an epoxy compound, and a silane coupling agent or a vanadium compound
- Patent Document 2 Patent Document 3
- Patent Document 4 A technique for forming a film containing an aqueous resin, a thiocarbonyl group, a vanadic acid compound, and phosphoric acid
- Patent Document 5 for example, Patent Document 5
- Patent Document 6 Technology for forming a film from a treatment liquid containing a metal compound such as Ti and an inorganic acid and organic acid such as fluoride and phosphate compound
- Patent Document 6 Patent Document 7, Patent Document 8, Patent Document 9, Patent Document 10, Patent Document 11, Patent Document 12
- Patent Document 13 Technology for forming a composite coating of rare earth elements such as Ce, La, Y, etc. and Ti, Zr elements, and concentrating the oxide layer on the plating interface side and the hydroxide layer on the surface side in the coating
- Patent Document 14 Technology for forming a composite film of Ce and Si oxide
- Patent Document 15 and Patent Document 16 Technology for forming an organic composite coating comprising a phosphoric acid and / or phosphoric acid compound film containing an oxide in the lower layer and a resin film on the upper layer.
- Patent Document 15 and Patent Document 16 Technology for forming a composite film composed of a specific inhibitor component and a silica / zirconium compound.
- Films formed by these techniques aim to suppress the occurrence of zinc white rust by the combined addition of organic or inorganic components.
- the techniques (1) and (2) described above are mainly used. Corrosion resistance is ensured by adding organic resin.
- the organic resin has an insulating property. Therefore, a steel plate on which such a film is formed does not have sufficient conductivity, and is not suitable as a material for a shield box.
- the techniques (3) and (4) above are inorganic single films that do not contain any organic components.
- the galvanized steel sheet must be thickened unless the film is thickened. Cannot provide sufficient corrosion resistance.
- a non-conductive film such as zinc phosphate, it is disadvantageous for obtaining good conductivity as in the techniques (1) and (2). It was difficult to achieve both corrosion resistance and conductivity.
- the technique (5) focuses on the fact that the conductivity of the surface-treated steel sheet surface depends on the film thickness of the insulating film covering the surface, and attempts to obtain good conductivity by thinning the insulating film. To do. However, since the corrosion resistance of the steel sheet is reduced when the film thickness is reduced, it is difficult to obtain a surface-treated steel sheet having excellent corrosion resistance and conductivity.
- a passivating action of a vanadate compound and a sparingly soluble metal salt by a phosphate compound are used as an inhibitor component, and a composite film of a zirconium compound, fine-particle silica, and a silane coupling agent is formed as a skeleton film. It has excellent corrosion resistance. However, in order to ensure conductivity, it is necessary to reduce the film thickness, and it is difficult to achieve both corrosion resistance and conductivity.
- the present invention solves the above-mentioned problems found in the prior art, and does not contain any pollution-controlling substances such as hexavalent chromium, and the gasket and the steel plate are in contact with each other at a low contact pressure without deteriorating the corrosion resistance.
- An object of the present invention is to provide a galvanized steel sheet having a surface-treated film that exhibits excellent electrical conductivity even under such severe conditions.
- the surface of the zinc-based plating layer has a water-soluble zirconium compound, tetraalkoxysilane, a compound having an epoxy group, a chelating agent, and vanadic acid.
- An alkaline surface treatment liquid (A) containing a compound and a metal compound is applied and dried by heating to form a first layer film that is a composite oxide film (inorganic film). Further, the surface of the first layer film It was found that the above problems can be solved by applying a surface treatment liquid (B) containing an organic resin and heating and drying to form a second layer film which is an organic resin film.
- a surface treatment solution (A) containing a seed-containing metal compound (f) in a range satisfying the following conditions (I) to (V) and having a pH of 8 to 10 is prepared by using a zinc-based plating layer:
- the second layer coating is obtained by applying a surface treatment liquid (B) containing an organic resin (h) to the surface of the first layer coating, followed by heating.
- Zinc-plated steel sheet which is a per 0.1 ⁇ 3 [mu] m.
- the mass ratio (a zr / b) between the Zr equivalent mass (a zr ) and the tetraalkoxysilane (b) of the water-soluble zirconium compound (a) is 1.0 to 6.0.
- the mass ratio (b / c s ) of the tetraalkoxysilane (b) to the solid content (c s ) of the compound (c) having an epoxy group is 0.1 to 1.6.
- the mass ratio (b / d s ) between the tetraalkoxysilane (b) and the solid content (d s ) of the chelating agent (d) is 0.3 to 2.0.
- the mass ratio (e v / d s ) between the V-converted mass (e v ) of the vanadic acid compound (e) and the solid content (d s ) of the chelating agent (d) is 0.03 to 1.0
- the mass ratio (f M / d s ) of the total metal equivalent mass (f M ) of the metal compound (f) to the solid content (d s ) of the chelating agent (d) is 0.05 to 0.8.
- the surface treatment liquid (A) further contains a nonionic acrylic resin emulsion (g), and the ratio of the nonionic acrylic resin emulsion to the surface treatment liquid (A) is 0.
- the galvanized steel sheet according to (1) above which is 5 to 45.0% by mass.
- the organic resin (h) in the surface treatment liquid (B) contains an organic resin (F) having an OH group and / or a COOH group.
- the organic resin (h) in the surface treatment liquid (B) is produced by a reaction with an active hydrogen-containing compound (D) composed of a hydrazine derivative (E) in which some or all of the compounds have active hydrogen.
- an active hydrogen-containing compound (D) composed of a hydrazine derivative (E) in which some or all of the compounds have active hydrogen.
- the rust preventive additive component (Y) is the following (i) and / or (j), and the content of the rust preventive additive component (Y) is a solid content ratio, and the surface treatment liquid (B).
- the galvanized steel sheet according to (6) which satisfies the range of 1 to 100 parts by mass with respect to 100 parts by mass of the total organic resin (h).
- the zinc-based plated steel sheet has various performances such as corrosion resistance and adhesion, and is excellent in electrical conductivity even under severe conditions in which the steel sheet comes into contact with a gasket or the like at a low contact pressure without particularly reducing the corrosion resistance. Can be provided.
- the galvanized steel sheet of the present invention is not particularly limited, but is a hot dip galvanized steel sheet (GI), an alloyed hot dip galvanized steel sheet (GA) alloyed with this, or a molten Zn-5 mass% Al alloy plated steel sheet. (GF), hot-dip Zn-55 mass% Al alloy plated steel sheet (GL), electrogalvanized steel sheet (EG), electrogalvanized Ni alloy plated steel sheet (Zn-11 mass% Ni), and the like.
- GI hot dip galvanized steel sheet
- GA alloyed hot dip galvanized steel sheet
- GF hot-dip Zn-55 mass% Al alloy plated steel sheet
- EG electrogalvanized steel sheet
- Zn-11 mass% Ni electrogalvanized Ni alloy plated steel sheet
- membrane is formed by apply
- the first layer film derived from the surface treatment liquid (A) is a complex oxide film (inorganic film), which has excellent heat resistance, weldability and adhesion, and also excellent conductivity. Therefore, in the present invention, the first layer coating plays an important role in obtaining a zinc-based plated steel sheet that is excellent in electrical conductivity even under severe conditions in which the steel sheet comes into contact with a gasket or the like at a low contact pressure without particularly reducing the corrosion resistance. Take on.
- the surface treatment liquid (A) includes a water-soluble zirconium compound (a), a tetraalkoxysilane (b), a compound (c) having an epoxy group, a chelating agent (d), a vanadate compound (e), And a metal compound (f) containing at least one selected from the group consisting of Ti, Al and Zn.
- the type of the water-soluble zirconium compound (a) is not particularly limited.
- zirconyl ammonium carbonate and sodium zirconyl carbonate are preferable in that the corrosion resistance and conductivity of the galvanized steel sheet are more excellent.
- the content of the water-soluble zirconium compound (a) is not particularly limited, but from the viewpoint of better corrosion resistance and adhesion of the obtained first layer film, Zr is based on the total solid content of the surface treatment liquid (A).
- the converted mass (a zr ) is preferably about 12 to 38% by mass, and more preferably 14 to 36% by mass.
- the total solid content means a solid component that is applied with the surface treatment liquid (A) and dried by heating to form a first layer film, and does not include a solvent or the like.
- a first layer film is formed on a zinc-based plated steel sheet using a surface treatment liquid containing a tetraalkoxysilane (b) together with a water-soluble zirconium compound (a), the corrosion resistance of the steel sheet, the adhesion of the formed film, and A zinc-based plated steel sheet excellent in various corrosion resistance performance of the steel sheet after alkali degreasing and excellent in heat resistance and weldability, which are the characteristics of the inorganic film, can be obtained.
- the type of tetraalkoxysilane (b) is not particularly limited, and examples thereof include tetramethoxysilane, tetraethoxysilane, and tetrapropoxysilane, and one or more of these can be used. Among these, tetraethoxysilane and tetramethoxysilane are preferable from the viewpoint that the corrosion resistance of the galvanized steel sheet is more excellent.
- the content of the water-soluble zirconium compound (a) and the tetraalkoxysilane (b) is the mass ratio of the water-soluble zirconium compound (a) in terms of Zr (a zr ) to the tetraalkoxysilane (b) (a zr / b ) In the range of 1.0 to 6.0. More preferably, it is in the range of 1.6 to 3.1.
- the mass ratio is less than 1.0, a galvanized steel sheet excellent in corrosion resistance cannot be obtained.
- it exceeds 6.0 the conductivity of the galvanized steel sheet decreases.
- the corrosion resistance of the steel sheet When the first layer film is formed on the zinc-based plated steel sheet using the surface treatment liquid containing the epoxy group-containing compound (c) together with the water-soluble zirconium compound (a) and the tetraalkoxysilane (b), the corrosion resistance of the steel sheet.
- the corrosion resistance of the steel sheet it is possible to form a coating film excellent in various corrosion resistance performances of the steel sheet after alkali degreasing, and particularly excellent in adhesion and scratch resistance, on the surface of the galvanized steel sheet.
- the kind of the compound (c) having an epoxy group is not particularly limited.
- epoxy of ⁇ -glycidoxypropyltrimethoxysilane, ⁇ -glycidoxypropylmethyldiethoxysilane, and ⁇ -glycidoxypropyltriethoxysilane Silane coupling agent having a group adipic acid diglycidyl ester, phthalic acid diglycidyl ester, ester compound having epoxy group of terephthalic acid diglycidyl ester, sorbitol polyglycidyl ether, sorbitan polyglycidyl ether, polyglycerol polyglycidyl ether, penta Erythritol polyglycidyl ether, diglycerol polyglycidyl ether, glycerol polyglycidyl ether, trimethylpropane polyglycidyl ether, neopentyl glycol diglycol Jill ether, ethylene glycol digly
- the content of the compound (c) having an epoxy group is from 0.1 to 10 in terms of a mass ratio (b / c s ) between the tetraalkoxysilane (b) and the solid content (c s ) of the compound (c) having an epoxy group.
- the range is 1.6. More preferably, it is in the range of 0.2 to 1.2.
- the mass ratio is less than 0.1, a galvanized steel sheet excellent in corrosion resistance cannot be obtained. On the other hand, when it exceeds 1.6, the adhesion of the film is lowered.
- the chelating agent (d) is effective in ensuring the storage stability (storage stability) of the surface treatment liquid (A). The reason is not clear, but the chelating agent (d) is presumed to have an effect of inhibiting the tetraalkoxysilane (b) from polymerizing in the surface treatment liquid, and the surface treatment is caused by the effect. Even when the liquid (A) is stored for a long time after preparation, it is presumed that the quality at the time of preparation is maintained without deterioration. The chelating agent (d) is necessary for stably dissolving the vanadate compound (e) and the metal compound (f) described later in the surface treatment liquid (A).
- the chelating agent (d) has less etching action on the surface of the galvanized layer than inorganic acids such as nitric acid, phosphoric acid, sulfuric acid, and hydrofluoric acid, and does not form a nonconductive film such as zinc phosphate. . Therefore, it is estimated that the zinc-based plated steel sheet having the first layer film formed using the surface treatment liquid containing the chelating agent (d) exhibits more excellent conductivity.
- the type of the chelating agent (d) is not particularly limited, and may be a hydroxycarboxylic acid such as tartaric acid or malic acid, a dicarboxylic acid such as monocarboxylic acid, oxalic acid, malonic acid, succinic acid, citric acid or adipic acid, or a tricarboxylic acid.
- examples thereof include polycarboxylic acids and aminocarboxylic acids such as glycine, phosphonic acids or phosphonates, and one or more of these chelating agents can be used.
- a compound having two or more carboxyl groups or phosphonic acid groups in one molecule is preferable from the viewpoints of storage stability (storage stability) of the surface treatment liquid (A), and corrosion resistance and conductivity of the galvanized steel sheet. .
- the content of the chelating agent (d) is in the range of 0.3 to 2.0 in terms of mass ratio (b / d s ) between the tetraalkoxysilane (b) and the solid content (d s ) of the chelating agent (d). To do. More preferably, it is in the range of 0.5 to 1.8. When the mass ratio is less than 0.3 or more than 2.0, a galvanized steel sheet excellent in corrosion resistance cannot be obtained.
- the vanadic acid compound (e) is present in the film formed on the surface of the zinc-based plated steel sheet (in the first layer film) and is uniformly dispersed in a form that is easily dissolved in water. Is expressed.
- Examples of the vanadate compound (e) include ammonium metavanadate and sodium metavanadate, and one or more of these can be used.
- the content of the vanadate compound (e) is a weight ratio of vanadate compound V converted mass (e v) of (e) the solid content of the chelating agent (d) and (d s) (e v / d s)
- the range is 0.03 to 1.0. More preferably, it is in the range of 0.05 to 0.71.
- the mass ratio is less than 0.03, a galvanized steel sheet excellent in corrosion resistance cannot be obtained.
- it exceeds 1.0 the vanadate compound (e) is dissolved in the surface treatment liquid (A). It becomes difficult.
- the metal compound (f) contains a metal component such as Ti, Al, Zn, etc., it is effective in imparting excellent corrosion resistance (particularly a processed part) to the zinc-based plated steel sheet.
- the metal compound (f) is not particularly limited as long as it is a metal compound containing at least one metal selected from the group consisting of Ti, Al and Zn.
- metal compounds containing Ti include titanyl sulfate, titanyl nitrate, titanium nitrate, titanyl chloride, titanium chloride, titania sol, titanium oxide, potassium oxalate titanate, titanium hydrofluoric acid, ammonium titanium fluoride, titanium lactate, titanium tetra Examples include isopropoxide, titanium acetylacetonate, and diisopropyltitanium bisacetylacetone. Moreover, metatitanic acid obtained by thermally hydrolyzing an aqueous solution of titanyl sulfate, orthotitanic acid obtained by alkali neutralization, and salts thereof are also included.
- Examples of the metal compound containing Al include aluminum oxide, aluminum hydroxide, aluminum sulfate, aluminum nitrate, aluminum phosphate, and aluminum chloride.
- metal compounds containing Zn include zinc carbonate, zinc oxide, zinc hydroxide, zinc sulfate, zinc nitrate, zinc chloride, zinc phosphate, and zinc is an amphoteric metal. Examples thereof include sodium and potassium zincate. One or more of these can be mixed and used.
- the content of the metal compound (f) is 0 with a metal compound (f) metal total mass in terms of (f M) and a chelating agent solid content of the (d) (d s) and the mass ratio of (f M / d s)
- the range is from 05 to 0.8. More preferably, it is in the range of 0.17 to 0.34.
- the mass ratio is less than 0.05, a galvanized steel sheet excellent in corrosion resistance cannot be obtained.
- it exceeds 0.8 the metal compound (f) is dissolved in the surface treatment liquid (A). It becomes difficult.
- the surface treatment liquid (A) needs to have a pH of 8 to 10. More preferably, the pH is 8.2 to 9.5.
- the pH of the surface treatment liquid (A) is less than 8, the storage stability (storage stability) of the surface treatment liquid (A), the corrosion resistance of the galvanized steel sheet, and the film formed on the steel sheet surface (first The adhesion of the layer coating is reduced.
- the pH exceeds 10 or becomes acidic, the etching of zinc becomes remarkable, and the corrosion resistance and conductivity of the galvanized steel sheet are lowered.
- the alkali used for adjusting the pH is preferably ammonium, an amine, an amine derivative, or an aminopolycarboxylic acid, and the acid is preferably selected from the above-described chelating agents (d).
- the surface treatment liquid (A) can contain a nonionic acrylic resin emulsion (g) for the purpose of improving the corrosion resistance of the first layer coating.
- the type of the nonionic acrylic resin emulsion (g) is not particularly limited.
- a nonionic type having a vinyl monomer such as acrylic acid, methacrylic acid, acrylic ester, methacrylic ester, styrene, or the like, having a polyethylene oxide or polypropylene oxide structure.
- An acrylic resin emulsified with a nonionic emulsifier such as an aqueous emulsion obtained by emulsion polymerization in water in the presence of a surfactant (emulsifier) can be used.
- the content of the nonionic acrylic resin emulsion (g) is preferably 0.5 to 45.0% by mass in terms of solid content, and preferably 1.0 to 40.0% by mass in the surface treatment liquid (A). % Is more preferable, and the upper limit is more preferably 4.5% by mass or less. If it is 0.5 mass% or more, the effect of improving the wettability of the surface treatment liquid (A) is obtained, and if it is 45.0 mass% or less, the conductivity of the galvanized steel sheet is not lowered.
- the surface treatment liquid (A) includes a surfactant and a thickener called a wettability improver for forming a uniform film on the surface to be coated, a conductive substance for improving conductivity, and a design property. A coloring pigment for improving, a solvent for improving film forming property, and the like may be appropriately added as necessary.
- the surface treatment liquid (A) is obtained by mixing the above-described components in water such as deionized water or distilled water. What is necessary is just to select the solid content ratio of a surface treatment liquid (A) suitably.
- alcohol, ketone, cellosolve water-soluble solvent, surfactant, antifoaming agent, leveling agent, antibacterial and antifungal agent, coloring agent, etc. may be added to the surface treatment liquid (A) as necessary. Also good. By adding these, the drying property, coating appearance, workability, storage stability (storage stability), and design properties of the surface treatment agent are improved. However, it is important to add them to such an extent that the quality obtained in the present invention is not impaired.
- the addition amount is less than 5% by mass based on the total solid content of the surface treatment liquid (A).
- the surface treatment liquid (A) is applied to the surface of the zinc-based plated layer of the zinc-based plated steel sheet, and is dried by heating, whereby the first layer that is a composite oxide film (inorganic film). Form a film.
- the method for applying the surface treatment liquid (A) to the zinc-based plated steel sheet include a roll coating method, a bar coating method, a dipping method, and a spray coating method. Method is selected.
- the zinc-based plated steel sheet to be treated is a sheet
- a roll coating method, a bar coating method, or a surface treatment liquid (A) is sprayed on the zinc-based plated steel sheet to produce a roll squeeze or gas. Adjust the coating amount by spraying at high pressure. If the galvanized steel sheet is a molded product, it is dipped in the surface treatment liquid (A) and pulled up. In some cases, the excess surface treatment liquid (A) is blown off with compressed air to adjust the coating amount. A method is selected.
- the galvanized steel sheet may be pretreated for removing oil and dirt on the surface of the galvanized steel sheet.
- Zinc-based plated steel sheets are often coated with rust-preventive oil for the purpose of rust-prevention, and even when not coated with rust-preventive oil, there are oil and dirt attached during work. These oil coating, oil content and dirt inhibit the wettability of the surface of the galvanized layer and hinder the formation of a uniform first layer film.
- the zinc-based plating is performed. The surface of the layer is cleaned and is easily wetted uniformly.
- the pretreatment step is not particularly necessary.
- the pretreatment method is not particularly limited, and examples thereof include hot water washing, solvent washing, and alkaline degreasing washing.
- the heating temperature (maximum ultimate plate temperature) for heating and drying the surface treatment liquid (A) applied to the surface of the zinc-based plating layer is usually 60 to 200 ° C, and more preferably 80 to 180 ° C. . If the heating temperature is 60 ° C. or higher, the moisture as the main solvent does not remain in the first layer coating, and if the heating temperature is 200 ° C. or lower, the generation of cracks in the first layer coating is suppressed. There is no problem such as a decrease in corrosion resistance of the plated steel sheet.
- the heating time is appropriately selected according to the type of zinc-based plated steel sheet used. In view of productivity and the like, 0.1 to 60 seconds is preferable, and 1 to 30 seconds is more preferable.
- the first layer film is preferably formed so that the film thickness after heat drying is 0.01 to 1.0 ⁇ m.
- the film thickness is 0.01 ⁇ m or more, there is no concern about insufficient corrosion resistance.
- the film thickness is 1.0 ⁇ m or less, the conductivity of the galvanized steel sheet is not lowered.
- a more preferable film thickness is 0.05 to 0.5 ⁇ m.
- the first layer film obtained as described above is excellent in heat resistance, weldability, and adhesion, and in the present invention, the first layer film is formed on the surface of the zinc-based plated layer of the zinc-based plated steel sheet.
- a zinc-based plated steel sheet having desired electrical conductivity can be obtained without reducing the corrosion resistance. The reason is not necessarily clear, but is presumed to be due to the following effects.
- the present invention among the components of the surface treatment liquid (A), zinc-based plating of a zinc-based plated steel sheet using a water-soluble zirconium compound (a), a tetraalkoxysilane (b), and an epoxy group-containing compound (c). It constitutes the skeleton of the first layer film formed on the surface of the layer.
- the coating containing the water-soluble zirconium compound (a) does not dissolve in water again once dried, and has a barrier effect.
- a galvanized steel sheet excellent in various corrosion resistance performances and excellent in heat resistance and weldability, which are the characteristics of an inorganic film can be obtained.
- a dense film is formed by three-dimensionally crosslinking the silanol group generated from the alkoxy group of tetraalkoxysilane (b) and the water-soluble zirconium compound (a). Presumed to be. Further, by containing the compound (c) having an epoxy group, the epoxy group of the compound (c) having an epoxy group undergoes a cross-linking reaction with the silanol group and the water-soluble zirconium compound (a), thereby resulting in a bonding strength of the film. Is estimated to be stronger.
- the vanadic acid compound (e) and the metal compound (f) are uniformly dispersed in a form that is easily soluble in water in the film, and have an inhibitory effect during so-called zinc corrosion.
- the vanadic acid compound (e) and the metal compound (f) are partially ionized and passivated in a corrosive environment to suppress zinc corrosion itself.
- the metal compound (f) elutes preferentially in the film defect part even when a defect occurs in the film of the processed part when the zinc-based plated steel sheet is processed into a desired shape. Presumed to suppress corrosion.
- the chelating agent (d) has an effect of inhibiting the tetraalkoxysilane (b) from being polymerized in the surface treatment liquid (A), and the vanadic acid compound (e ) And the metal compound (f) are presumed to have an effect of stably dissolving in the surface treatment liquid (A). Furthermore, when the first layer film is formed by heating and drying, the carboxyl group or phosphonic acid group of the chelating agent (d) is not formed without forming an insulating film (non-conductive film) such as zinc phosphate. Since it acts as a cross-linking agent for forming a dense film skeleton with the skeleton component of the first layer film, it is presumed that it contributes to improvement of conductivity.
- the first layer film of the present invention has a high corrosion resistance while the film formed by the water-soluble zirconium compound, tetraalkoxysilane, and the compound having an epoxy group is a thin film, a chelating agent, a vanadic acid compound,
- the constitution in which the corrosion inhibitor of the metal compound is contained in the film makes it possible to maintain excellent electrical conductivity even when contacting with a gasket or the like at a low pressure.
- the first layer film can provide good corrosion resistance to the zinc-based plated steel sheet, it is a complex oxide film (inorganic film). In some cases, it may be difficult to satisfy the required corrosion resistance depending on the application. Therefore, in the present invention, the second layer coating is formed by applying the surface treatment liquid (B) to the surface of the first layer coating and drying by heating.
- the second layer coating derived from the surface treatment liquid (B) is an organic resin layer.
- the first layer coating is protected, and the corrosion resistance (chemical resistance, mold galling resistance, fingerprint resistance) of the galvanized steel sheet is protected. Play a role to reinforce properties, design properties, etc.).
- the second layer film is formed by adjusting the film thickness so as not to impair the conductivity of the galvanized steel sheet.
- the balance between the conductivity and the corrosion resistance is excellent, and it is practically used as a material for a shield box or the like.
- a galvanized steel sheet suitable for the above can be obtained.
- the surface treatment liquid (B) contains an organic resin (h) as a main component.
- organic resins (h) are applicable, for example, epoxy resins, modified epoxy resins, urethane resins, alkyd resins, acrylic resins, ethylene resins (polyolefin resins), polyester resins, polybutadiene resins, amino resins.
- the type of phenol resin, fluorine resin, silicon resin, etc. is not limited.
- the content of the organic resin (h) is about 50 to 90% by mass in the solid content ratio in the surface treatment liquid (B), and within this range, the role of the second layer film is achieved. it can.
- the organic resin film is more effective than the composite oxide film (inorganic film) for imparting corrosion resistance to the galvanized steel sheet. Therefore, in the present invention, regardless of the type of organic resin (h) contained in the surface treatment liquid (B), the second layer coating is used to protect the first layer coating and reinforce the corrosion resistance of the galvanized steel sheet. Form.
- the organic resin (F) having an OH group and / or COOH group shown below or a hydrazine-modified organic resin (X) as the organic resin (h) to be contained in the surface treatment liquid (B). Further improvement of the film becomes possible.
- Examples of the organic resin (F) having an OH group and / or a COOH group include (F1) epoxy resin, (F2) modified epoxy resin, (F3) polyhydroxy polyether resin, (F4) urethane resin, ( F5) alkyd resin, (F6) acrylic resin, (F7) ethylene copolymer, (F8) acrylic silicon resin, (F9) fluororesin copolymer, and the like.
- Epoxy resin As the epoxy resin, an epoxy resin obtained by glycidyl etherification of bisphenol A, bisphenol F, novolak, etc., an epoxy resin obtained by adding propylene oxide, ethylene oxide or polyalkylene glycol to bisphenol A, and further, An aliphatic epoxy resin, an alicyclic epoxy resin, a polyether epoxy resin, or the like can be used. Further, when the surface treatment liquid (B) containing an epoxy resin is heated and dried to form the second layer film, particularly when a film formation in a low temperature range is required, an epoxy resin having a number average molecular weight of 1500 or more Is desirable. In addition, the said epoxy resin can also be used individually or in mixture of a different kind.
- modified epoxy resin examples include resins obtained by reacting various modifiers with the epoxy group or bidoxyl group in the epoxy resin, specifically, the epoxy group or bidroxyl group is dry.
- Epoxy ester resin in which carboxyl group in oil fatty acid is reacted Epoxy acrylate resin in which acrylic acid or methacrylic acid is reacted with the above epoxy group or bidoxyl group
- examples thereof include an amine-added urethane-modified epoxy resin obtained by adding an alkanolamine to a urethane-modified epoxy resin obtained by reacting an isocyanate compound with a resin or an epoxy resin.
- Polyhydroxypolyether resin is a mononuclear or binuclear dihydric phenol or a mixed dihydric phenol of mononuclear and binuclear types in the presence of an alkali catalyst. It is a polymer obtained by polycondensation with a molar amount of epihalohydrin.
- mononuclear dihydric phenols include resorcin, hydroquinone, and catechol
- binuclear phenols include bisphenol A. These may be used alone or in combination of two or more.
- urethane resin examples include an oil-modified polyurethane resin, an alkyd polyurethane resin, a polyester polyurethane resin, a polyether urethane resin, and a polycarbonate polyurethane resin.
- alkyd resins examples include oil-modified alkyd resins, rosin-modified alkyd resins, phenol-modified alkyd resins, styrenated alkyd resins, silicon-modified alkyd resins, acrylic-modified alkyd resins, oil-free alkyd resins, and high molecular weight oils.
- a free alkyd resin etc. can be mentioned.
- Acrylic resins include polyacrylic acid and copolymers thereof, polyacrylate esters and copolymers thereof, polymethacrylic acid and copolymers thereof, polymethacrylate esters and copolymers thereof. Resin, urethane-acrylic acid copolymer (or urethane-modified acrylic resin), styrene-acrylic acid copolymer, etc., and resins obtained by modifying these resins with other alkyd resins, epoxy resins, phenol resins, etc. May be used.
- (F7) Ethylene copolymer examples include ethylene copolymers such as ethylene-acrylic acid copolymer, ethylene-methacrylic acid copolymer, carboxyl-modified polyolefin resin, and ethylene-unsaturated. Examples thereof include carboxylic acid copolymers and ethylene ionomers, and resins obtained by modifying these resins with other alkyd resins, epoxy resins, phenol resins, or the like may be used.
- acrylic Silicon Resin examples include those containing a hydrolyzable alkoxysilyl group at the side chain or terminal of the acrylic copolymer as a main agent and added with a curing agent. When these acrylic silicon resins are used, excellent weather resistance can be expected.
- Fluororesin copolymers include fluoroolefin copolymers, which include, for example, alkyl vinyl ether, cycloalkyl vinyl ether, carboxylic acid-modified vinyl ester, and hydroxyalkyl allyl as monomers. There are copolymers obtained by copolymerizing ether, tetrafluoropropyl vinyl ether, and the like with a fluorine monomer (fluoroolefin). When these fluororesin-based copolymers are used, excellent weather resistance and excellent hydrophobicity can be expected.
- thermosetting resin is preferable, and among them, a thermosetting epoxy resin or a modified epoxy resin having an excellent blocking property against a corrosion factor such as oxygen is optimal.
- a corrosion factor such as oxygen
- the second layer film is formed using the surface treatment liquid (B) containing these organic resins (F)
- a zinc-based plated steel sheet having desired corrosion resistance can be obtained even if the film thickness is thin. Therefore, it is particularly advantageous when emphasizing the continuity and spot weldability of the galvanized steel sheet and suppressing the coating amount to a low level.
- thermosetting epoxy resins and modified epoxy resins having excellent barrier properties against corrosion factors such as oxygen are Particularly preferred.
- thermosetting resins include thermosetting epoxy resins, thermosetting modified epoxy resins, acrylic copolymer resins copolymerized with epoxy group-containing monomers, polybutadiene resins having epoxy groups, and polyurethane resins having epoxy groups. , And adducts or condensates of these resins.
- One of these epoxy group-containing resins can be used alone or in admixture of two or more.
- a polybutadiene resin, a phenol resin, a polyamine resin, a polyphenylene resin, or the like can be used as the organic resin (h) of the present invention. Further, a mixture or an addition polymer obtained by mixing two or more kinds of the resins described above can also be used.
- a core-shell type water-dispersible resin made of a resin having a different resin type or a different glass transition temperature in the core part and the shell part of the resin particles.
- a water-dispersible resin having self-crosslinkability for example, by adding an alkoxysilane group to the resin particles, silanol groups are generated by hydrolysis of the alkoxysilane when the resin is heated and dried, and silanol groups between the resin particles Interparticle cross-linking utilizing the dehydration condensation reaction can be used.
- an organic composite silicate in which an organic resin is combined with silica through a silane coupling agent is also suitable.
- the thermosetting resin is particularly preferably used as the organic resin (F) with the aim of improving the corrosion resistance and workability of the second layer coating.
- the organic resin (F ) Is mixed with urea resins (butylated urea resins, etc.), melamine resins (butylated melamine resins), butylated urea / melamine resins, amino resins such as benzoguanamine resins, block isocyanates, oxazoline compounds, phenol resins, and other curing agents. You can also
- the adhesion between the first layer film and the second layer film is improved, and as a result, the corrosion resistance is further increased.
- a galvanized steel sheet having excellent resistance can be obtained.
- the organic resin (F) preferably a thermosetting resin, more preferably an epoxy resin and / or a modified epoxy resin
- the organic resin (F) having an OH group and / or a COOH group is a curing agent. It is presumed that a dense barrier film is formed by reaction with the (crosslinking agent), and this barrier film expresses an excellent permeation suppressing ability against corrosion factors such as oxygen.
- this barrier film has a strong bond between the OH group and COOH group in the molecule and the first layer film component alkoxysilane or epoxy group-containing compound, and therefore the adhesion between the first layer film and the second layer film It is estimated that it will greatly contribute to the improvement.
- a surface treatment liquid containing a hydrazine-modified organic resin (X) produced by reaction with an active hydrogen-containing compound (D) comprising a hydrazine derivative (E) in which some or all of the compounds have active hydrogen By using B, it is possible to obtain a zinc-based plated steel sheet having extremely good corrosion resistance while minimizing the decrease in conductivity.
- the hydrazine-modified organic resin (X) is produced by a reaction between a predetermined organic resin (C) and an active hydrogen-containing compound (D) composed of a hydrazine derivative (E) in which some or all of the compounds have active hydrogen. .
- a predetermined organic resin (C) As the kind of the organic resin (C), it can react with the active hydrogen-containing compound (D) comprising the hydrazine derivative (E), and the active hydrogen-containing compound (D) can be bonded to the organic resin by a reaction such as addition or condensation.
- the resin can appropriately form a film.
- organic resin (C) examples include epoxy resins, modified epoxy resins, polyurethane resins, polyester resins, alkyd resins, acrylic copolymer resins, polybutadiene resins, phenol resins, and adducts or condensates of these resins. One of these can be used alone, or two or more can be mixed and used.
- the organic resin (C) is particularly preferably an epoxy group-containing resin (C1) containing an epoxy group in the resin from the viewpoints of reactivity, ease of reaction, corrosion resistance, and the like.
- an epoxy group-containing resin (C1) in addition to the epoxy resin (C1-1) and the modified epoxy resin (C1-2), for example, an acrylic copolymer resin (C1- 3), polybutadiene resins having an epoxy group, polyurethane resins having an epoxy group, and adducts or condensates of these resins.
- an acrylic copolymer resin (C1- 3) polybutadiene resins having an epoxy group
- polyurethane resins having an epoxy group and adducts or condensates of these resins.
- One of these epoxy group-containing resins may be used alone or in combination of two or more. Can be used.
- epoxy group-containing resins (C1) epoxy resin (C1-1) and modified epoxy resin (C1-2) from the viewpoint of adhesion to the surface of the first layer film (composite oxide film) and corrosion resistance. Is particularly preferred. Of these, thermosetting epoxy resins and modified epoxy resins having excellent barrier properties against corrosion factors such as oxygen are optimal, and these epoxy group-containing resins (C1) and some or all of the compounds
- a second layer film is formed using a surface treatment liquid (B) containing a hydrazine-modified organic resin (X) produced by a reaction with an active hydrogen-containing compound (D) comprising a hydrazine derivative (E) having active hydrogen.
- the epoxy resin (C1-1) is formed by reacting a polyphenol such as bisphenol A, bisphenol F, or novolak type phenol with an epihalohydrin such as epichlorohydrin to introduce a glycidyl group, or this glycidyl group introduction reaction product.
- a polyphenol such as bisphenol A, bisphenol F, or novolak type phenol
- an epihalohydrin such as epichlorohydrin
- Examples include aromatic epoxy resins obtained by further reacting polyphenols with the product to increase the molecular weight, and aliphatic epoxy resins and alicyclic epoxy resins. These are used alone or in combination of two or more. Can be used.
- An epoxy resin (C1-1) having a number average molecular weight of 1500 or more is suitable when forming a second film by heating and drying the treatment liquid (B), particularly when a film formation in a low temperature range is required. .
- the epoxy resin (C1-1) is a resin having a chemical structure represented by the following formula (1), which is a reaction product of bisphenol A and epihalohydrin, and this epoxy resin is particularly excellent in corrosion resistance. Therefore, it is preferable.
- a method for producing such a bisphenol A type epoxy resin is widely known in the art.
- q is 0 to 50, preferably 1 to 40, more preferably 2 to 20.
- Examples of the modified epoxy resin (C1-2) include resins obtained by reacting various modifiers with epoxy groups or hydroxyl groups in the epoxy resin (C1-1). For example, a dry oil fatty acid is reacted. Examples thereof include an epoxy ester resin, an epoxy acrylate resin modified with a polymerizable unsaturated monomer component containing acrylic acid or methacrylic acid, and a urethane-modified epoxy resin reacted with an isocyanate compound.
- acrylic copolymer resin (C1-3) copolymerized with the above epoxy group-containing monomer
- a resin synthesized by a solution polymerization method, an emulsion polymerization method or a suspension polymerization method a resin synthesized by a solution polymerization method, an emulsion polymerization method or a suspension polymerization method.
- Examples of the polymerizable unsaturated monomer component include methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, n-, iso- or tert-butyl (meth) acrylate, hexyl (meth) acrylate, C1-24 alkyl ester of acrylic acid or methacrylic acid such as 2-ethylhexyl (meth) acrylate, decyl (meth) acrylate, lauryl (meth) acrylate; acrylic acid, methacrylic acid, styrene, vinyltoluene, acrylamide, acrylonitrile, N- Examples thereof include methylol (meth) acrylamide, C1-4 alkyl etherified products of N-methylol (meth) acrylamide; N, N-diethylaminoethyl methacrylate and the like.
- the unsaturated monomer having an epoxy group is not particularly limited as long as it has an epoxy group and a polymerizable unsaturated group, such as glycidyl methacrylate, glycidyl acrylate, and 3,4-epoxycyclohexylmethyl (meth) acrylate.
- the acrylic copolymer resin (C1-3) copolymerized with the epoxy group-containing monomer may be a resin modified with a polyester resin, an epoxy resin, a phenol resin, or the like.
- the organic resin (C) may be any of an organic solvent dissolution type, an organic solvent dispersion type, a water dissolution type, and a water dispersion type.
- the hydrazine-modified organic resin (X) of the present invention aims to provide the hydrazine derivative (E) in the molecule of the organic resin (C), and therefore, at least a part of the active hydrogen-containing compound (D). (Preferably all) need to be hydrazine derivatives (E) having active hydrogen.
- the organic resin (C) is an epoxy group-containing resin (C1)
- examples of the active hydrogen-containing compound (D) that reacts with the epoxy group include the following, and one or more of these may be Can be used.
- at least a part (preferably all) of the active hydrogen-containing compound (D) needs to be a hydrazine derivative (E) having active hydrogen.
- D1 / E Hydrazine derivatives with active hydrogen
- D2 Primary or secondary amine compounds having active hydrogen
- D3 Organic acids such as ammonia and carboxylic acids
- D4 Hydrogen halides such as hydrogen chloride
- D5 Alcohols and thiols
- D6 A quaternary chlorinating agent which is a mixture of a hydrazine derivative having no active hydrogen or a tertiary amine and an acid
- Examples of the hydrazine derivative (E) having active hydrogen include the following. (1) Carbohydrazide, propionic acid hydrazide, salicylic acid hydrazide, adipic acid dihydrazide, sebacic acid dihydrazide, dodecanedioic acid dihydrazide, isophthalic acid dihydrazide, thiocarbohydrazide, 4,4'-oxybisbenzenesulfonyl hydrazide, N-benzophenone hydrazone Hydrazide compounds such as aminopolyacrylamide; (2) pyrazole compounds such as pyrazole, 3,5-dimethylpyrazole, 3-methyl-5-pyrazolone, 3-amino-5-methylpyrazole; (3) 1,2,4-triazole, 3-amino-1,2,4-triazole, 4-amino-1,2,4-triazole, 3-mercapto-1,2,4-triazole, 3-amino -5-mercapto-1,2,4
- Pyridazine compounds Among these, pyrazole compounds and triazole compounds having a 5-membered or 6-membered ring structure and having a nitrogen atom in the ring structure are particularly suitable. These hydrazine derivatives (E) can be used individually by 1 type or in mixture of 2 or more types.
- Typical examples of the amine compound (D2) having the active hydrogen that can be used as a part of the active hydrogen-containing compound (D) include the following.
- a primary amino group of an amine compound containing one secondary amino group and one or more primary amino groups such as diethylenetriamine, hydroxyethylaminoethylamine, ethylaminoethylamine, methylaminopropylamine, etc., a ketone, A compound modified with aldimine, ketimine, oxazoline or imidazoline by heat reaction with aldehyde or carboxylic acid at a temperature of about 100 to 230 ° C., for example;
- Secondary monoamines such as diethylamine, diethanolamine, di-n- or -iso-propanolamine, N-methylethanolamine, N-ethylethanolamine;
- Examples of the organic acid (D3) that can be used as a part of the active hydrogen-containing compound (D) include formic acid, acetic acid, propionic acid, butyric acid, caproic acid, lauric acid, palmitic acid, stearic acid, oleic acid, linolenic acid, and shu Examples include acid, malonic acid, succinic acid, glutaric acid, benzoic acid, phthalic acid, gallic acid, terephthalic acid, isophthalic acid, salicylic acid, lactic acid, citric acid, maleic acid, and adipic acid.
- Examples of the hydrogen halide (D4) that can be used as a part of the active hydrogen-containing compound (D) include hydrogen fluoride, hydrogen bromide, and hydrogen iodide.
- Examples of the alcohols and thiols (D5) that can be used as part of the active hydrogen-containing compound (D) include methanol, ethanol, propanol, propan-2-ol, butanol, phenylmethanol, propane-1,2-diol, Examples include ethanethiol, butane-2,3-dithiol, and 3-mercapto-2-butanol.
- the quaternary chlorinating agent (D6) which can be used as a part of the active hydrogen-containing compound (D), is a hydrazine derivative or tertiary amine that does not have active hydrogen, because it itself has no reactivity with an epoxy group. In order to be able to react with the epoxy group.
- the quaternary chlorinating agent reacts with an epoxy group in the presence of water as necessary to form a quaternary salt with the epoxy group-containing resin.
- the acid used to obtain the quaternary chlorinating agent may be any of organic acids such as acetic acid and lactic acid, and inorganic acids such as hydrochloric acid.
- a hydrazine derivative having no active hydrogen used for obtaining a quaternary chlorinating agent for example, 3,6-dichloropyridazine and the like
- a tertiary amine for example, dimethylethanolamine, triethylamine
- examples include trimethylamine, triisopropylamine, and methyldiethanolamine.
- the hydrazine-modified organic resin (X) produced by the reaction of the organic resin (C) and the active hydrogen-containing compound (D) comprising a hydrazine derivative (E) in which a part or all of the compounds have active hydrogen is an organic resin ( C) and the active hydrogen-containing compound (D) can be obtained by reacting at 10 to 300 ° C., preferably 50 to 150 ° C., for about 1 to 8 hours. This reaction may be performed by adding an organic solvent.
- the kind of the organic solvent to be used is not particularly limited.
- ketones such as acetone, methyl ethyl ketone, methyl isobutyl ketone, dibutyl ketone, and cyclohexanone; ethanol, butanol, 2-ethylhexyl alcohol, benzyl alcohol, ethylene glycol, ethylene glycol monoisopropyl Alcohols and ethers containing hydroxyl groups such as ether, ethylene glycol monobutyl ether, ethylene glycol monohexyl ether, propylene glycol, propylene glycol monomethyl ether, diethylene glycol, diethylene glycol monoethyl ether, diethylene glycol monobutyl ether; ethyl acetate, butyl acetate, ethylene Esters such as glycol monobutyl ether acetate; Ene, can be exemplified aromatic hydrocarbons such as such as xylene, can be used one or two or more thereof.
- ketone-based or ether-based solvent such as such
- the compounding ratio of the organic resin (C) and the active hydrogen-containing compound (D) composed of a hydrazine derivative (E) in which some or all of the compounds have active hydrogen is 100% by mass of the organic resin (C).
- the active hydrogen-containing compound (D) is preferably 0.5 to 20 parts by mass, particularly preferably 1.0 to 10 parts by mass with respect to parts.
- the organic resin (C) is an epoxy group-containing resin (C1)
- the blending ratio of the epoxy group-containing resin (C1) and the active hydrogen-containing compound (D) is that of the active hydrogen-containing compound (D).
- the ratio of the number of active hydrogen groups to the number of epoxy groups in the epoxy group-containing resin (C1) [the number of active hydrogen groups / the number of epoxy groups] is 0.01 to 10, more preferably 0.1 to 8, and still more preferably 0.8. 2 to 4 is appropriate from the viewpoint of corrosion resistance and the like.
- the proportion of the hydrazine derivative (E) having active hydrogen in the active hydrogen-containing compound (D) is preferably 10 to 100 mol%, preferably 30 to 100 mol%, more preferably 40 to 100 mol%. More preferred. If the ratio of the hydrazine derivative (E) having active hydrogen is less than 10 mol%, the second layer film (organic resin film) cannot be provided with a sufficient rust preventive function, and the resulting rust preventive effect is a film-forming organic resin. There is no significant difference from the case where the hydrazine derivative is simply mixed and used.
- the anticorrosion mechanism of the second layer film (organic resin film) described above can be considered as follows. That is, by providing the organic resin (C) with a hydrazine derivative (E) having active hydrogen, the hydrazine derivative is incorporated into the molecule of the organic resin (C), (1) A dense organic resin film (second layer film) is formed, and the organic resin film exhibits an effect of blocking corrosion factors such as oxygen and chlorine ions.
- the hydrazine derivative (E) is stably and firmly bonded to the surface of the first layer film to form a passivating layer; (3) Since the free hydrazine derivative group (E) in the second layer film traps zinc ions eluted by the corrosion reaction and forms a stable insoluble chelate compound layer, the interface between the first layer film and the galvanized layer The formation of an ion conductive layer at the substrate is suppressed, and the progress of corrosion is suppressed, It is considered that the progress of corrosion is effectively suppressed by the action effects and the like, and excellent corrosion resistance is obtained.
- a dense barrier film is formed by a reaction between the epoxy group-containing resin (C1) and a curing agent (crosslinking agent).
- This barrier film exhibits an excellent permeation suppressing ability against corrosion factors such as oxygen.
- coat is obtained with the hydroxyl group in a molecule
- a pyrazole compound having active hydrogen or / and a triazole compound having active hydrogen as the hydrazine derivative (E) having active hydrogen more excellent corrosion resistance (barrier properties) can be obtained.
- the surface treatment liquid (B) containing the hydrazine-modified organic resin (X) is used. If it is the 2nd layer membrane
- the antirust additive component (Y) can be further contained in the surface treatment liquid (B) containing the organic resin (h).
- ⁇ Anti-rust additive component (Y)> As described above, when the second layer film is formed using the surface treatment liquid (B) of the present invention, a zinc-based plated steel sheet having extremely good corrosion resistance can be obtained. In order to further increase the corrosion resistance of the plated steel sheet, it is effective to add an antirust additive component (Y).
- the content of the rust preventive additive component (Y) in the surface treatment liquid (B) is preferably about 20 to 30% by mass in terms of solid content.
- the type of the anticorrosive additive (Y) is not particularly limited, and the above effect is sufficiently exhibited by any anticorrosive additive such as a known anticorrosive, but the following self-repairing substance is expressed. It is particularly preferable to use one or more of (i) and (j). (I) Ca ion exchange silica (j) Silicon oxide
- the component (i) Ca ion-exchanged silica is obtained by fixing calcium ions on the surface of a porous silica gel powder.
- This Ca ion exchange silica exhibits a rust prevention effect by releasing Ca ions in a corrosive environment to form a precipitated film.
- Any Ca ion-exchanged silica can be used, but an average particle size of 6 ⁇ m or less, more preferably 4 ⁇ m or less, for example, an average particle size of 2 to 4 ⁇ m can be suitably used. .
- the average particle diameter of the Ca ion exchange silica exceeds 6 ⁇ m, there is a concern that the corrosion resistance is lowered and the dispersion stability in the surface treatment liquid (B) is lowered.
- the Ca concentration in the Ca ion exchange silica is preferably 1% by mass or more, and more preferably 2 to 8% by mass. If the Ca concentration is less than 1% by mass, the rust prevention effect due to Ca release may be insufficient.
- the surface area, pH, oil absorption, etc. of the Ca ion exchange silica are not particularly limited.
- SHIELDEX C303 (average particle size: 2.5 to 3.5 ⁇ m, Ca concentration: 3% by mass), SHIELDEX AC3 (average particle size: 2.3 to 3.1 ⁇ m, Ca concentration: 6% by mass), SHIELDEX AC5 (Average particle size: 3.8 to 5.2 ⁇ m, Ca concentration: 6% by mass) (all are trade names), SHIELDEX (average particle size: 3 ⁇ m, Ca concentration: 6 to 6) manufactured by Fuji Silysia Chemical Ltd. 8 mass%), SHIELDEX SY710 (average particle size: 2.2 to 2.5 ⁇ m, Ca concentration: 6.6 to 7.5 mass%) (all are trade names) and the like can be used.
- the silicon oxide of component (j) may be either colloidal silica or dry silica.
- colloidal silica may be, for example, Nissan Chemical Industries, Ltd. Snowtex 0, Snowtex N, Snowtex 20, Snowtex 30, Snowtex 40, Snowtex C, Snowtex S (above, all are trade names), Cataloid S, Cataloid SI-350, Cataloid SI-40, Cataloid SA, Cataloid SN (above, trade names), manufactured by Catalytic Kasei Kogyo Co., Ltd. Adelite AT-20 to 50, Adelite AT-20N, Adelite AT-300, Adelite AT-300S, Adelite AT20Q (all of which are trade names) manufactured by ADEKA can be used.
- examples of colloidal silica include organosilica sol MA-ST-MS, organosilica sol IPA-ST, organosilica sol EG-ST, organo, manufactured by Nissan Chemical Industries, Ltd.
- the organic solvent-dispersed silica sol is excellent in dispersibility and excellent in corrosion resistance than fumed silica (dry silica).
- fumed silica dry silica
- examples of fumed silica include AEROSIL R812, AEROSIL R974, AEROSIL R202, AEROSIL R805, AEROSIL 130, AEROSIL 200, and AEROSIL 300 (all are trade names) manufactured by Nippon Aerosil Co., Ltd. Can be used.
- the fine particle silica as described above contributes to the formation of a dense and stable corrosion product of zinc in a corrosive environment, and this corrosion product is densely formed on the plating surface, thereby suppressing the promotion of corrosion. It is considered possible.
- the particle diameter of the fine particle silica is preferably 5 to 50 nm, more preferably 5 to 20 nm, and even more preferably 5 to 15 nm.
- the above components (i) and (j ) even when one or more of the following self-repairing substances are used as the antirust additive component (Y), the above components (i) and (j ) Has the same effect.
- (L) Phosphate (m) Molybdate (n) One or more organic compounds selected from triazoles, thiols, thiadiazoles, thiazoles, thiurams Phosphoric acid which is the above component (1)
- the salt includes all kinds of salts such as a single salt and a double salt.
- the metal cation which comprises it, and any metal cation, such as zinc phosphate, magnesium phosphate, calcium phosphate, and aluminum phosphate, may be used.
- phosphate ions there is no limitation on the skeleton or the degree of condensation of phosphate ions, and any of normal salt, dihydrogen salt, monohydrogen salt or phosphite may be used.
- orthophosphate may be polyphosphate other than orthophosphate. Includes all condensed phosphates such as salts.
- corrosion resistance can further be improved by adding a calcium compound together with the phosphate which is the said component (l).
- the calcium compound may be any of calcium oxide, calcium hydroxide, and calcium salt, and one or more of these can be used.
- the molybdate that is the component (m) is not limited in its skeleton and degree of condensation, and examples thereof include orthomolybdate, paramolybdate, and metamolybdate. Moreover, all salts, such as a single salt and a double salt, are included, and phosphoric acid molybdate etc. are mentioned as a double salt.
- the triazoles include 1,2,4-triazole, 3-amino-1,2,4-triazole, 3-mercapto-1,2,4-triazole, 5- Amino-3-mercapto-1,2,4-triazole, 1H-benzotriazole, etc.
- thiols include 1,3,5-triazine-2,4,6-trithiol, 2-mercaptobenzimidazole, etc.
- the thiadiazoles include 5-amino-2-mercapto-1,3,4-thiadiazole, 2,5-dimercapto-1,3,4-thiadiazole, and the thiazoles include 2-N, N -Diethylthiobenzothiazole, 2-mercaptobenzothiazole, etc., and thiurams include tetraethylthiuramdisulfur Such as soil, and the like, respectively.
- Total amount of the above-mentioned antirust additive component (Y) in the second layer film (the above components (i), (j), and further, one or more self-repairs selected from (l) to (n))
- the total compounding amount of the substance exhibiting property is preferably 1 to 100 parts by mass (solid content) with respect to 100 parts by mass (solid content) of the organic resin in the surface treatment liquid (B). More preferably, it is 80 parts by mass (solid content), more preferably 10 to 50 parts by mass (solid content).
- the blending amount of the rust preventive additive component (Y) is less than 1 part by mass or more than 100 parts by mass, the corrosion resistance may be lowered, which is not preferable.
- a particularly excellent anticorrosion performance is obtained by blending a proper amount of self-repairing substances (l) to (n) as antirust additive components (Y) in the second layer coating.
- Y antirust additive components
- coat is considered as follows.
- the ion exchange occurs when cations such as Na ions enter the second layer coating (corresponding to the second layer coating).
- Ca ions on the silica surface are released by the action, and OH ions are generated by a cathode reaction in a corrosive environment.
- Ca ions released from the Ca ion exchange silica precipitate as Ca (OH) 2 near the plating interface, block defects as a dense and poorly soluble product, and corrode. Suppresses the reaction.
- the eluted zinc ion is exchanged with Ca ion, and the effect fixed to the silica surface is also considered.
- the component (j) contributes to the production of a dense and stable zinc corrosion product in a corrosive environment, and the corrosion product is formed densely on the plating surface, thereby suppressing the promotion of corrosion. To do.
- the component (l) is dissociated into phosphate ions by hydrolysis in a corrosive environment, and forms a protective film by causing a complex formation reaction with the eluted metal.
- the component (m) exhibits self-repairing properties due to the passivating effect. That is, a dense oxide is formed on the surface of the plating film together with dissolved oxygen in a corrosive environment, and this inhibits the corrosion reaction by blocking the corrosion starting point.
- the component (n) exhibits self-repairing properties due to the adsorption effect. That is, zinc and aluminum eluted by corrosion are adsorbed to polar groups containing nitrogen and sulfur contained in the component (n) to form an inactive film, which inhibits the corrosion reaction by blocking the corrosion starting point. .
- the present invention even when the above-mentioned components (i), (j), or the components (l) to (n) are added to a general organic film, a certain degree of anticorrosive effect can be obtained.
- the second layer film excellent in barrier properties including a specific organic resin (an organic resin (F) having an OH group and / or a COOH group, or a hydrazine-modified organic resin (X)), the above (i), ( j), or in addition to these, (1) to (n) self-repairing substances are compounded, and both effects (barrier properties and self-repairing properties) are combined to provide an extremely excellent anticorrosive effect. it is conceivable that.
- the calcium compound when a calcium compound is added in combination with the component (l) above, the calcium compound elutes preferentially over the plated metal in a corrosive environment, so that phosphoric acid is not triggered by the elution of the plated metal. It causes a complexing reaction with ions to form a dense and sparingly soluble protective film to suppress the corrosion reaction.
- the corrosion inhibiting action of each component is combined. Therefore, more excellent corrosion resistance can be obtained.
- organic film in addition to the above-mentioned anticorrosive additive, as a corrosion inhibitor, one or more of other oxide fine particles, phosphomolybdate, organic phosphoric acid and its salt, organic inhibitor, etc. Can be added.
- a lubricant (k) can be mix
- the lubricant (k) applicable to the present invention include the following, and one or more of these can be used.
- Polyolefin wax, paraffin wax For example, polyethylene wax (k1-1) Synthetic paraffin, natural paraffin, microwax, chlorinated hydrocarbon, etc.
- Fluororesin fine particles For example, polyfluoroethylene resin (polytetrafluoride) Ethylene resin), polyvinyl fluoride resin, polyvinylidene fluoride resin, etc.
- fatty acid amide compounds eg, stearic acid amide, palmitic acid amide, methylene bisstearoamide, ethylene bisstearoamide, oleic acid amide, esylic acid amide, alkylene bis fatty acid amide
- metal Soaps eg, calcium stearate, lead stearate, calcium laurate, calcium palmitate, etc.
- metal sulfides eg, molybdenum disulfide, tungsten disulfide, etc.
- graphite graphite fluoride
- boron nitride polyalkylene glycol
- polyethylene wax (k1) examples include, for example, celite dust 9615A, celite dust 3715, celite dust 3620, celite dust 3910 (all are trade names) manufactured by Clariant Japan Co., Ltd., sun wax 131-P manufactured by Sanyo Chemical Co., Ltd.
- fluororesin fine particles (k2) tetrafluoroethylene fine particles are most preferable.
- Lubron L-2 and Lubron L-5 (all are trade names) manufactured by Daikin Industries, Ltd., Mitsui DuPont Co., Ltd. MP1100, MP1200 (all are trade names) manufactured by Asahi IC Fluoropolymers Co., Ltd.
- Full-on dispersion AD1, full-on dispersion AD2, full-on L141J, full-on L150J, full-on L155J (all are trade names) Etc. are suitable.
- a particularly excellent lubricating effect can be expected by the combined use of polyolefin wax and tetrafluoroethylene fine particles.
- the blending amount of the lubricant (k) in the second layer coating is 1 to 80 parts by mass (solid content) with respect to 100 parts by mass (solid content) of the organic resin in the surface treatment liquid (B). It is preferably 3 to 40 parts by mass (solid content).
- the blending amount of the lubricant (k) is 1 part by mass or more, the lubrication effect is sufficient.
- the blending amount is 80 parts by mass or less, there is no concern about a decrease in paintability.
- a curing agent may be blended in the surface treatment liquid (B) and the second layer film may be cured by heating.
- the curing method for forming the second layer film as a dense barrier film includes (1) a curing method using a urethanization reaction between isocyanate and a hydroxyl group in the base resin, and (2) an alkyl etherated amino resin and the base.
- alkyl etherified amino resin is a part of methylol compound obtained by reacting formaldehyde with one or more selected from melamine, urea and benzoguanamine or It is suitable to be obtained by reacting a monohydric alcohol having 1 to 5 carbon atoms), but it is particularly preferable to use a urethanization reaction between an isocyanate and a hydroxyl group in the base resin as a main reaction. is there.
- the surface treatment liquid (B) may be added to an organic coloring pigment (for example, a condensed polycyclic organic pigment, a phthalocyanine organic pigment), a coloring dye (for example, an organic solvent-soluble azo dye, Water-soluble azo metal dyes), inorganic pigments (eg, titanium oxide), chelating agents (eg, thiols), conductive pigments (eg, metal powders such as zinc, aluminum, nickel, iron phosphide, antimony dope) Type tin oxide), a coupling agent (for example, a silane coupling agent, a titanium coupling agent, etc.), or one or more of melamine / cyanuric acid adducts can be added.
- an organic coloring pigment for example, a condensed polycyclic organic pigment, a phthalocyanine organic pigment
- a coloring dye for example, an organic solvent-soluble azo dye, Water-soluble azo metal dyes
- inorganic pigments eg, titanium oxide
- chelating agents
- ⁇ Other organic resins> By using a surface treatment liquid (B) containing an organic resin (F) having an OH group and / or a COOH group or a hydrazine-modified organic resin (X), a galvanized steel sheet having particularly excellent adhesion and electrical conductivity. Is obtained as described above.
- the water-soluble urethane-modified acrylic resin (o) may be either water-soluble or water-dispersible, or both may be used in combination. Further, the method for modifying the acrylic resin with urethane is not particularly limited.
- the water-soluble or water-dispersible urethane-modified acrylic resin (o) preferably has a solid content mass ratio of the urethane component in the resin solid content of 10 to 50% by mass, and preferably 10 to 30% by mass. More preferred.
- the curing agent (p) is added in order to sufficiently crosslink the film, and excellent corrosion resistance and solvent resistance can be obtained by the crosslinking.
- Silicon oxide (j) is added to improve corrosion resistance.
- the particle size and type of silica are not particularly limited in the present invention.
- Lubricant (k) improves the scratch resistance as a lubricating component.
- lubricant (k) such as carnauba wax, rice wax, lanolin wax, montan wax, paraffin wax, microcrystalline wax, fatty acid ester wax, fatty acid amide wax, or a partially saponified product thereof, polyethylene. Waxes, polyolefin waxes, chlorinated hydrocarbons, fluorinated hydrocarbons, ethylene acrylic copolymer waxes and the like can be mentioned, and one or more of these can be used.
- the average particle size of the lubricant (k) is preferably 0.05 to 3.0 ⁇ m.
- the melting point of the lubricant (k) is preferably 50 to 160 ° C. As the shape of the lubricant particles, a spherical shape is more preferable in order to obtain a high workability.
- Total solid content mass of water-soluble urethane-modified acrylic resin and / or water-dispersible urethane-modified acrylic resin (o) + curing agent (p) + silicon oxide (j) + lubricant (k) (hereinafter referred to as “(o) +” (P) + (j) + (k) ”), the total mass ratio of the above (o) and (p) is preferably 50 to 95% by mass, and 55 to 75% by mass. % Is more preferable.
- the compounding amount of silicon oxide (j) is preferably 3 to 40% by mass in terms of a solid mass ratio with respect to (o) + (p) + (j) + (k).
- the blending amount of the lubricant (k) is preferably 2 to 20% by mass, preferably 5 to 15% by mass in terms of the solid content ratio with respect to (o) + (p) + (j) + (k). Is more preferable.
- the surface treatment liquid (B) for the second layer film used in the present invention has a surfactant, a thickener, and conductivity called a wettability improver for forming a uniform film on the coated surface.
- a conductive substance for improving, a color pigment for improving designability, a solvent for improving film forming property, and the like may be appropriately added as necessary.
- the second layer coating is formed by applying the surface treatment liquid (B) to the surface of the first layer coating and drying by heating.
- the method for applying the surface treatment liquid (B) to the surface of the first layer film include a roll coating method, a bar coating method, a dipping method, a spray coating method, and the like. The optimum method is appropriately selected. More specifically, for example, if the zinc-based plated steel sheet to be treated is a sheet, roll coating, bar coating, or surface treatment liquid (B) is sprayed onto the zinc-plated steel sheet to produce a roll squeeze or gas. Adjust the coating amount by spraying at high pressure. If the galvanized steel sheet is a molded product, it can be dipped in the surface treatment liquid (B) and pulled up, and in some cases, a method of adjusting the coating amount by blowing off excess surface treatment agent with compressed air. Selected.
- the heating temperature (maximum ultimate plate temperature) for drying the surface treatment liquid (B) is usually 50 to 350 ° C, and more preferably 80 to 250 ° C. If the heating temperature is 50 ° C. or higher, no solvent remains in the second layer coating, and if the heating temperature is 350 ° C. or lower, cracking of the second layer coating is suppressed. There is no problem such as a decrease in corrosion resistance.
- the heat drying method is not particularly limited.
- the surface treatment liquid (B) may be dried by heating with hot air, an induction heater, infrared rays, near infrared rays, or the like.
- the heating time is appropriately selected according to the type of zinc-based plated steel sheet used. In view of productivity and the like, 0.1 to 60 seconds is preferable, and 1 to 30 seconds is more preferable.
- the thickness of the second layer film after heat drying is preferably 0.01 ⁇ m or more and less than 3 ⁇ m, more preferably 0.1 to 2 ⁇ m.
- the film thickness after heating and drying is 0.01 ⁇ m or more, corrosion resistance and fingerprint resistance are sufficient, while when it is less than 3 ⁇ m, there is no concern of a decrease in conductivity.
- the hydrazine-modified organic resin (X) is used as the organic resin (h) of the second layer film, a uniform and excellent corrosion resistance film can be obtained even if the film thickness is thin, resulting in a decrease in corrosion resistance. This is particularly advantageous when it is desired to improve the electrical conductivity without incurring.
- the total film thickness per one side of the first layer film (composite oxide film) and the second layer film (organic resin film) as an upper layer is 0.1 to 3 ⁇ m, preferably 0.1 to 2 ⁇ m. If the total film thickness is less than 0.1 ⁇ m, the corrosion resistance is insufficient, while if the film thickness exceeds 3 ⁇ m, the conductivity is lowered. In order to achieve both corrosion resistance and conductivity, the film thickness of the first layer film (composite oxide film) is 0.05 ⁇ m or more, and the film thickness of the second layer film (organic resin film) is 1.0 ⁇ m or less. It is preferable to do.
- the present invention includes a steel plate having a coating as described above on both sides or one side. Accordingly, examples of the form of the steel sheet of the present invention include the following. (1) One side: plating layer-first layer coating-second layer coating, one side: plating layer (2) One side: plating layer-first layer coating-second layer coating, one side: plating layer-known phosphate (3) Both sides: plating layer-first layer coating-second layer coating (4) Single side: plating layer-first layer coating-second layer coating, one side: plating layer-first layer coating (5) One side: plating layer-first layer coating-second layer coating, one side: plating layer-second layer coating
- coat if it is a method which can measure the film thickness of each membrane
- the cross section of the film subjected to FIB processing is observed with SEM, the representative elements present in each film are measured by a method such as EDX, and the film interface is specified, and the film thickness of each film is calculated. can do.
- the film thickness is measured at an arbitrary three locations per field of view of the cross section observed with the SEM, and the average value is taken as the film thickness.
- a zinc-based plated steel sheet that has various performances such as corrosion resistance and adhesion, and that is excellent in electrical conductivity even under severe conditions where the steel sheet is contacted at a low pressure without particularly reducing the corrosion resistance. be able to.
- the galvanized steel sheet of the present invention can be applied to various uses, and is suitably used for materials used in various fields such as architecture, electricity, and automobiles.
- Test plate creation method (1) Test plate (material) The following commercially available materials were used as test plates.
- the basis weight indicates the basis weight of each steel sheet. For example, in the case of an electrogalvanized steel sheet (20/20 (g / m 2 )), it means that each side of the steel sheet has a 20 g / m 2 plating layer.
- a surface treatment liquid (B) was prepared by appropriately blending the organic resins (h1 to h7) shown below with the additives shown in Tables 2-1 to 2-5.
- the content of the organic resin (h) in Tables 2-1 to 2-5 was set to a concentration in the surface treatment liquid (B): 4 to 10 g / l.
- (i), (j), and (k) are shown as a blending ratio with the base resin (h).
- ⁇ Organic resin Organic resin (F) having OH group and / or COOH group>
- h3 Epoxy resin (Manufacturer: Japan Epoxy Resin Co., Ltd. Model number: jER1009)
- h4 Urethane resin (Manufacturer: Daiichi Kogyo Seiyaku Co., Ltd. Model: Superflex E-2000)
- h5 Alkyd resin (Manufacturer: Hitachi Chemical Co., Ltd. Model: Phthalkid W2343)
- organic resin (h6) is a product of an organic resin (C) and an active hydrogen-containing compound (D) containing 50 mol% of a hydrazine derivative (E) having active hydrogen.
- the specific method of bar coating is as follows.
- the surface treatment solution was dropped onto the test piece and painted with a # 3-5 bar coater.
- the film thicknesses shown in Tables 3-1 to 3-5 were adjusted according to the number of the bar coater used and the concentration of the surface treatment solution.
- Judgment criteria ⁇ : White rust 5% occurrence time 192 hours or more ⁇ : White rust 5% occurrence time 156 hours or more and less than 192 hours ⁇ -: White rust 5% occurrence time 132 hours or more and less than 156 hours ⁇ : White rust 5% occurrence Time 72 hours or more and less than 132 hours ⁇ : White rust 5% occurrence time less than 72 hours
- Tables 4-1 to 4 show the results of the above evaluations (6-1) to (6-5) for the zinc-based plated steel sheets obtained using the surface treatment liquids described in Examples and Comparative Examples. Shown in -5.
- the galvanized steel sheets according to the present invention not only have excellent corrosion resistance and adhesion, but also have excellent conductivity even when contacting with a gasket or the like at a low contact pressure. Is obtained.
- any of corrosion resistance, adhesion, conductivity, and storage stability was insufficient.
- the surface treatment liquid was unstable and a film could not be formed, and various evaluations could not be performed.
- the coating does not contain any pollution-controlling substances such as hexavalent chromium, has various corrosion resistance and adhesion properties, and does not lower the corrosion resistance in particular. It is possible to provide a galvanized steel sheet having excellent conductivity even under severe conditions. Therefore, the galvanized steel sheet of the present invention is extremely useful as a part for automobiles, home appliances, OA equipment and the like.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Inorganic Chemistry (AREA)
- Chemical Treatment Of Metals (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Laminated Bodies (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
Description
(1)ポリビニルフェノール誘導体などの有機樹脂と酸成分、エポキシ化合物を反応させて得られる被覆剤、およびシランカップリング剤やバナジウム化合物等を配合した処理液から皮膜を形成する技術(例えば特許文献1、特許文献2、特許文献3、特許文献4)。
(2)水性樹脂とチオカルボニル基とバナジン酸化合物とリン酸を含む皮膜を形成する技術(例えば、特許文献5)。
(3)Tiなどの金属化合物とフッ化物、リン酸化合物等の無機酸および有機酸を含む処理液から皮膜を形成する技術(特許文献6、特許文献7、特許文献8、特許文献9、特許文献10、特許文献11、特許文献12)。
(4)Ce、La、Y等の希土類元素とTi、Zr元素の複合皮膜を形成し、その皮膜中でめっき界面側に酸化物層、表面側に水酸化物層を濃化させる技術(特許文献13)や、CeとSi酸化物の複合皮膜を形成する技術(特許文献14)。
(5)下層に酸化物を含有するリン酸及び/又はリン酸化合物皮膜、その上層に樹脂皮膜からなる有機複合被覆を形成する技術(例えば、特許文献15、特許文献16)。
(6)特定のインヒビター成分とシリカ/ジルコニウム化合物からなる複合皮膜を形成する技術(例えば特許文献17)。
(1)亜鉛系めっき層の表面に、第1層皮膜と第2層皮膜の2層構造になる表面皮膜を有する亜鉛系めっき鋼板であって、該第1層皮膜は、水溶性ジルコニウム化合物(a)と、テトラアルコキシシラン(b)と、エポキシ基を有する化合物(c)と、キレート剤(d)と、バナジン酸化合物(e)と、Ti、AlおよびZnからなる群より選ばれる少なくとも1種を含有する金属化合物(f)とを、下記(I)~(V)の条件を満足する範囲で含有させ、かつpHを8~10とした表面処理液(A)を、亜鉛系めっき層の表面に塗布し、加熱乾燥して得たものであり、該第2層皮膜は、有機樹脂(h)を含む表面処理液(B)を、該第1層皮膜の表面に塗布し、加熱乾燥して得たものであり、これら第1層皮膜と第2層皮膜の合計皮膜厚が片面あたり0.1~3μmであることを特徴とする亜鉛系めっき鋼板。
記
(I)水溶性ジルコニウム化合物(a)のZr換算質量(azr)とテトラアルコキシシラン(b)との質量比(azr/b)が1.0~6.0
(II)テトラアルコキシシラン(b)とエポキシ基を有する化合物(c)の固形分(cs)との質量比(b/cs)が0.1~1.6
(III)テトラアルコキシシラン(b)とキレート剤(d)の固形分(ds)との質量比(b/ds)が0.3~2.0
(IV)バナジン酸化合物(e)のV換算質量(ev)とキレート剤(d)の固形分(ds)との質量比(ev/ds)が0.03~1.0
(V)金属化合物(f)の金属合計換算質量(fM)とキレート剤(d)の固形分(ds)との質量比(fM/ds)が0.05~0.8
記
(i)Caイオン交換シリカ
(j)酸化ケイ素
<亜鉛系めっき鋼板>
本発明の亜鉛系めっき鋼板としては、特に制限されないが、溶融亜鉛めっき鋼板(GI)又はこれを合金化した合金化溶融亜鉛めっき鋼板(GA)、更には溶融Zn−5質量%Al合金めっき鋼板(GF)、溶融Zn−55質量%Al合金めっき鋼板(GL)、電気亜鉛めっき鋼板(EG)、電気亜鉛−Ni合金めっき鋼板(Zn−11質量%Ni)等が挙げられる。
本発明においては、亜鉛系めっき鋼板の亜鉛系めっき層の表面に表面処理液(A)を塗布し、加熱乾燥することにより、第1層皮膜を形成する。表面処理液(A)由来の第1層皮膜は複合酸化物皮膜(無機皮膜)であり、耐熱性、溶接性、密着性が良好である上、導通性にも優れる。したがって、本発明において第1層皮膜は、特に耐食性を低下することなく、低い接触圧力で鋼板がガスケットなどと接触するような厳しい条件でも導通性に優れる亜鉛系めっき鋼板を得る上で重要な役割を担う。
表面処理液(A)は、水溶性ジルコニウム化合物(a)と、テトラアルコキシシラン(b)と、エポキシ基を有する化合物(c)と、キレート剤(d)と、バナジン酸化合物(e)と、Ti、AlおよびZnからなる群より選ばれる少なくとも1種を含有する金属化合物(f)とを含有する。
なお、表面処理液(A)には、被塗布面に均一な皮膜を形成するための濡れ性向上剤と呼ばれる界面活性剤や増粘剤、導電性を向上させるための導電性物質、意匠性向上のための着色顔料、造膜性向上のための溶剤等を、必要に応じて適宜添加してもよい。
先述のとおり、本発明においては、亜鉛系めっき鋼板の亜鉛系めっき層の表面に表面処理液(A)を塗布し、加熱乾燥することにより、複合酸化物皮膜(無機皮膜)である第1層皮膜を形成する。
表面処理液(A)を亜鉛系めっき鋼板に塗布する方法としては、ロールコート法、バーコート法、浸漬法、スプレー塗布法などが挙げられ、処理される亜鉛系めっき鋼板の形状等によって適宜最適な方法が選択される。より具体的には、例えば、処理される亜鉛系めっき鋼板がシート状であればロールコート法、バーコート法や、表面処理液(A)を亜鉛系めっき鋼板にスプレーしてロール絞りや気体を高圧で吹きかけて塗布量を調整する。亜鉛系めっき鋼板が成型品とされている場合であれば、表面処理液(A)に浸漬して引き上げ、場合によっては圧縮エアーで余分な表面処理液(A)を吹き飛ばして塗布量を調整する方法などが選択される。
また、加熱時間は、使用される亜鉛系めっき鋼板の種類などによって適宜最適な条件が選択される。なお、生産性などの観点からは、0.1~60秒が好ましく、1~30秒がより好ましい。
第1層皮膜は、亜鉛系めっき鋼板に良好な耐食性を付与し得るとはいえ、複合酸化物皮膜(無機皮膜)であるがゆえに、亜鉛系めっき鋼板の耐食性対策を講じる上で有機樹脂皮膜には劣り、用途によっては要求される耐食性を満足することが困難な場合も想定される。そこで、本発明においては、第1層皮膜の表面に表面処理液(B)を塗布し、加熱乾燥することにより、第2層皮膜を形成する。表面処理液(B)由来の第2層皮膜は有機樹脂層であり、本発明においては、第1層皮膜を保護し、亜鉛系めっき鋼板の耐食性(耐薬品性、耐型かじり性、耐指紋性、意匠性等)を補強する役割を担う。
第2層皮膜は、亜鉛系めっき鋼板の導通性を損なわない程度の膜厚に調整して形成され、かくして、本発明によると、導通性と耐食性のバランスに優れ、シールドボックス等の素材として実用に即した亜鉛系めっき鋼板が得られる。
表面処理液(B)は主成分として有機樹脂(h)を含む。有機樹脂(h)としては種々のものが適用可能であり、例えば、エポキシ樹脂、変性エポキシ樹脂、ウレタン樹脂、アルキド樹脂、アクリル系樹脂、エチレン樹脂(ポリオレフィン樹脂)、ポリエステル樹脂、ポリブタジエン樹脂、アミノ樹脂、フェノール樹脂、フッ素樹脂、シリコン樹脂等、その種類は限定されない。なお、有機樹脂(h)の含有量は、表面処理液(B)に占める割合が固形分比率で50~90質量%程度であり、この範囲であれば上記した第2層皮膜の役割を達成できる。
ここに、表面処理液(B)に含有させる有機樹脂(h)として、以下に示すOH基および/またはCOOH基を有する有機樹脂(F)、または、ヒドラジン変性有機樹脂(X)を用いることにより、より一層の皮膜改善が可能となる。
本発明においては、OH基および/またはCOOH基を有する有機樹脂(F)を含む表面処理液(B)を用いることにより、第1層皮膜と第2層皮膜との密着性に優れ、ひいては一層耐食性に優れた亜鉛系めっき鋼板を得ることができる。
OH基および/またはCOOH基を有する有機樹脂(F)としては、例えば以下に示す(F1)エポキシ樹脂、(F2)変性エポキシ樹脂、(F3)ポリヒドロキシポリエーテル樹脂、(F4)ウレタン樹脂、(F5)アルキド樹脂、(F6)アクリル系樹脂、(F7)エチレン系共重合体、(F8)アクリルシリコン樹脂、(F9)フッ素樹脂系共重合体、等が挙げられる。
エポキシ樹脂としては、ビスフェノールA、ビスフェノールF、ノボラックなどをグリシジルエーテル化したエポキシ樹脂、ビスフェノールAにプロピレンオキサイド、エチレンオキサイドまたはポリアルキレングリコールを付加し、グリシジルエーテル化したエポキシ樹脂、さらには脂肪族エポキシ樹脂、脂環族エポキシ樹脂、ポリエーテル系エポキシ樹脂などを用いることができる。また、エポキシ樹脂を含む表面処理液(B)を加熱乾燥して第2層皮膜を形成するに際し、特に低温域での皮膜形成を必要とする場合には、数平均分子量が1500以上のエポキシ樹脂が望ましい。なお、上記エポキシ樹脂は単独または異なる種類のものを混合して使用することもできる。
変性エポキシ樹脂としては、例えば、上記エポキシ樹脂中のエポキシ基またはビドロキシル基に各種変性剤を反応させた樹脂が挙げられ、具体的には、上記エポキシ基またはビドロキシル基に乾性油脂肪酸中のカルボキシル基を反応させたエポキシエステル樹脂、上記エポキシ基またはビドロキシル基にアクリル酸やメタクリル酸を反応させたエポキシアクリレート樹脂、上記エポキシ基またはビドロキシル基にイソシアネート化合物を反応させたウレタン変性エポキシ樹脂、エポキシ樹脂にイソシアネート化合物を反応させたウレタン変性エポキシ樹脂にアルカノールアミンを付加したアミン付加ウレタン変性エポキシ樹脂などを挙げることができる。
ポリヒドロキシポリエーテル樹脂は、単核型若しくは2核型の2価フェノールまたは単核型と2核型との混合2価フェノールを、アルカリ触媒の存在下にほぼ等モル量のエピハロヒドリンと重縮合させて得られる重合体である。単核型2価フェノールの代表例としてはレゾルシン、ハイドロキノン、カテコールが挙げられ、2核型フェノールの代表例としてはビスフェノールAが挙げられる。これらは単独で使用しても或いは2種以上を併用してもよい。
ウレタン樹脂としては、例えば、油変性ポリウレタン樹脂、アルキド系ポリウレタン樹脂、ポリエステル系ポリウレタン樹脂、ポリエーテル系ウレタン樹脂、ポリカーボネート系ポリウレタン樹脂などを挙げることができる。
アルキド樹脂としては、例えば、油変性アルキド樹脂、ロジン変性アルキド樹脂、フェノール変性アルキド樹脂、スチレン化アルキド樹脂、シリコン変性アルキド樹脂、アクリル変性アルキド樹脂、オイルフリーアルキド樹脂、高分子量オイルフリーアルキド樹脂などを挙げることができる。
アクリル系樹脂としては、例えば、ポリアクリル酸及びその共重合体、ポリアクリル酸エステル及びその共重合体、ポリメタクリル酸及びその共重合体、ポリメタクリル酸エステル及びその共重合体、ウレタン−アクリル酸共重合体(またはウレタン変性アクリル樹脂)、スチレン−アクリル酸共重合体などが挙げられ、さらにこれらの樹脂を他のアルキド樹脂、エポキシ樹脂、フェノール樹脂などによって変性させた樹脂を用いてもよい。
エチレン系共重合体としては、例えば、エチレン−アクリル酸共重合体、エチレン−メタクリル酸共重合体、カルボキシル変性ポリオレフィン樹脂などのエチレン系共重合体、エチレン−不飽和カルボン酸共重合体、エチレン系アイオノマーなどが挙げられ、さらに、これらの樹脂を他のアルキド樹脂、エポキシ樹脂、フェノール樹脂などによって変性させた樹脂を用いてもよい。
アクリルシリコン樹脂としては、例えば、主剤としてアクリル系共重合体の側鎖または末端に加水分解性アルコキシシリル基を含み、これに硬化剤を添加したものなどが挙げられる。これらのアクリルシリコン樹脂を用いた場合、優れた耐候性が期待できる。
フッ素樹脂系共重合体としては、フルオロオレフィン系共重合体があり、これには例えば、モノマーとしてアルキルビニルエーテル、シクロアルキルビニルエーテル、カルボン酸変性ビニルエステル、ヒドロキシアルキルアリルエーテル、テトラフルオロプロピルビニルエーテルなどと、フッ素モノマー(フルオロオレフィン)とを共重合させた共重合体がある。これらフッ素樹脂系共重合体を用いた場合には、優れた耐候性と優れた疎水性が期待できる。
また、自己架橋性を有する水分散性樹脂を用い、例えば、樹脂粒子にアルコキシシラン基を付与することによって、樹脂の加熱乾燥時にアルコキシシランの加水分解によるシラノール基の生成と樹脂粒子間のシラノール基の脱水縮合反応を利用した粒子間架橋を利用することができる。
更に、本発明の有機樹脂(h)としては、有機樹脂をシランカップリング剤を介してシリカと複合化させた有機複合シリケートも好適である。
本発明においては、一部または全部の化合物が活性水素を有するヒドラジン誘導体(E)からなる活性水素含有化合物(D)との反応により生成されたヒドラジン変性有機樹脂(X)を含む表面処理液(B)を用いることにより、導通性の低下を最小限に抑えつつ、耐食性が極めて良好な亜鉛系めっき鋼板を得ることができる。
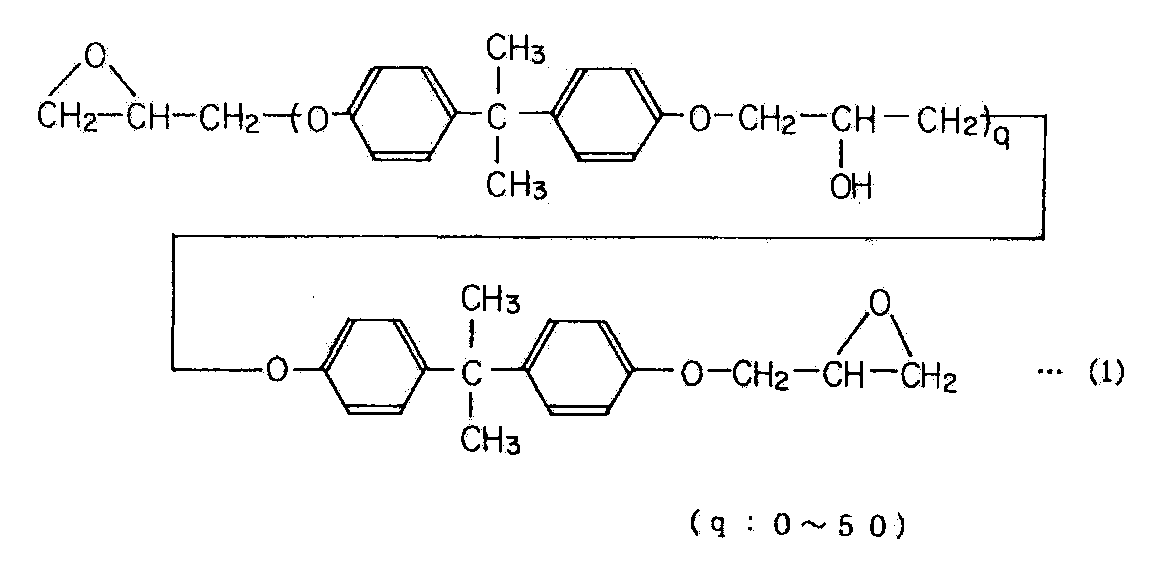
上記重合性不飽和モノマー成分としては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、n−,iso−若しくはtert−ブチル(メタ)アクリレート、ヘキシル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、デシル(メタ)アクリレート、ラウリル(メタ)アクリレートなどのアクリル酸またはメタクリル酸のC1~24アルキルエステル;アクリル酸、メタクリル酸、スチレン、ビニルトルエン、アクリルアミド、アクリロニトリル、N−メチロール(メタ)アクリルアミド、N−メチロール(メタ)アクリルアミドのC1~4アルキルエーテル化物;N,N−ジエチルアミノエチルメタクリレートなどを挙げることができる。
また、エポキシ基を有する不飽和モノマーとしては、グリシジルメタクリレート、グリシジルアクリレート、3,4−エポキシシクロヘキシルメチル(メタ)アクリレートなど、エポキシ基と重合性不飽和基を持つものであれば特別な制約はない。
更に、このエポキシ基含有モノマーと共重合したアクリル系共重合体樹脂(C1−3)は、ポリエステル樹脂、エポキシ樹脂、フェノール樹脂などによって変性させた樹脂とすることもできる。
なお、有機樹脂(C)は、有機溶剤溶解型、有機溶剤分散型、水溶解型、水分散型のいずれであってもよい。
有機樹脂(C)がエポキシ基含有樹脂(C1)である場合、そのエポキシ基と反応する活性水素含有化合物(D)としては以下のようなものを例示でき、これらの1種または2種以上を使用できる。この場合も活性水素含有化合物(D)の少なくとも一部(好ましくは全部)は、活性水素を有するヒドラジン誘導体(E)であることが必要である。
・活性水素を有するヒドラジン誘導体(D1/E)
・活性水素を有する第1級または第2級のアミン化合物(D2)
・アンモニア、カルボン酸などの有機酸(D3)
・塩化水素などのハロゲン化水素(D4)
・アルコール類、チオール類(D5)
・活性水素を有しないヒドラジン誘導体または第3級アミンと酸との混合物である4級塩化剤(D6)
(1)カルボヒドラジド、プロピオン酸ヒドラジド、サリチル酸ヒドラジド、アジピン酸ジヒドラジド、セバシン酸ジヒドラジド、ドデカン二酸ジヒドラジド、イソフタル酸ジヒドラジド、チオカルボヒドラジド、4,4’−オキシビスベンゼンスルホニルヒドラジド、ベンゾフェノンヒドラゾン、N−アミノポリアクリルアミドなどのヒドラジド化合物;
(2)ピラゾール、3,5−ジメチルピラゾール、3−メチル−5−ピラゾロン、3−アミノ−5−メチルピラゾールなどのピラゾール化合物;
(3)1,2,4−トリアゾール、3−アミノ−1,2,4−トリアゾール、4−アミノ−1,2,4−トリアゾール、3−メルカプト−1,2,4−トリアゾール、3−アミノ−5−メルカプト−1,2,4−トリアゾール、2,3−ジヒドロ−3−オキソ−1,2,4−トリアゾール、1H−ベンゾトリアゾール、1−ヒドロキシベンゾトリアゾール(1水和物)、6−メチル−8−ヒドロキシトリアゾロピリダジン、6−フェニル−8−ヒドロキシトリアゾロピリダジン、5−ヒドロキシ−7−メチル−1,3,8−トリアザインドリジンなどのトリアゾール化合物;
(4)5−フェニル−1,2,3,4−テトラゾール5−メルカプト−1−フェニル−1,2,3,4−テトラゾールなどのテトラゾール化合物;
(5)2−アミノ−5−メルカプト−1,3,4−チアジアゾール、2,5−ジメルカプト−1,3,4−チアジアゾールなどのチアジアゾール化合物;
(6)マレイン酸ヒドラジド、6−メチル−3−ピリダゾン、4,5−ジクロロ−3−ピリダゾン、4,5−ジブロモ−3−ピリダゾン、6−メチル−4,5−ジヒドロ−3−ピリダゾンなどのピリダジン化合物
また、これらのなかでも、5員環または6員環の環状構造を有し、環状構造中に窒素原子を有するピラゾール化合物、トリアゾール化合物が特に好適である。
これらのヒドラジン誘導体(E)は1種を単独でまたは2種以上を混合して使用することができる。
(1)ジエチレントリアミン、ヒドロキシエチルアミノエチルアミン、エチルアミノエチルアミン、メチルアミノプロピルアミンなどの1個の2級アミノ基と1個以上の1級アミノ基を含有するアミン化合物の1級アミノ基を、ケトン、アルデヒド若しくはカルボン酸と例えば100~230℃程度の温度で加熱反応させてアルジミン、ケチミン、オキサゾリン若しくはイミダゾリンに変性した化合物;
(2)ジエチルアミン、ジエタノールアミン、ジ−n−または−iso−プロパノールアミン、N−メチルエタノールアミン、N−エチルエタノールアミンなどの第2級モノアミン;
(3)モノエタノールアミンのようなモノアルカノールアミンとジアルキル(メタ)アクリルアミドとをミカエル付加反応により付加させて得られた第2級アミン含有化合物;
(4)モノエタノールアミン、ネオペンタノールアミン、2−アミノプロパノール、3−アミノプロパノール、2−ヒドロキシ−2’(アミノプロポキシ)エチルエーテルなどのアルカノールアミンの1級アミノ基をケチミンに変性した化合物;
なお、4級塩化剤を得るために使用される活性水素を有しないヒドラジン誘導体としては、例えば3,6−ジクロロピリダジンなどを、また、第3級アミンとしては、例えば、ジメチルエタノールアミン、トリエチルアミン、トリメチルアミン、トリイソプロピルアミン、メチルジエタノールアミンなどを挙げることができる。
すなわち、有機樹脂(C)に、活性水素を有するヒドラジン誘導体(E)を付与することによって、ヒドラジン誘導体が有機樹脂(C)の分子中に組み込まれ、
(1)緻密な有機樹脂皮膜(第2層皮膜)を形成し、かかる有機樹脂皮膜が酸素や塩素イオンなどの腐食因子を遮断する効果を発現すること、
(2)上記ヒドラジン誘導体(E)が第1層皮膜の表面と安定で強固に結合して不動態化層を形成すること、
(3)腐食反応によって溶出した亜鉛イオンを第2層皮膜中のフリーのヒドラジン誘導体基(E)がトラップし、安定な不溶性キレート化合物層を形成するため、第1層皮膜と亜鉛めっき層の界面でのイオン伝導層の形成が抑制されて腐食の進行が抑制されること、
などの作用効果により腐食の進行が効果的に抑制され、優れた耐食性が得られるものと考えられる。
<防錆添加成分(Y)>
本発明の表面処理液(B)を用いて第2層皮膜を形成すると、耐食性が極めて良好な亜鉛系めっき鋼板が得られることは先述のとおりであるが、更に錆発生を抑制し、亜鉛系めっき鋼板の耐食性をより一層高める上では、防錆添加成分(Y)を配合することが有効である。なお、表面処理液(B)における防錆添加成分(Y)の含有量は、固形分比率で20~30質量%程度が好ましい。
記
(i)Caイオン交換シリカ
(j)酸化ケイ素
Caイオン交換シリカとしては任意のものを用いることができるが、平均粒子径が6μm以下、より好ましくは4μm以下であり、例えば、平均粒子径が2~4μmのものを好適に使用することができる。Caイオン交換シリカの平均粒子径が6μmを超えると耐食性の低下とともに、表面処理液(B)中での分散安定性の低下が懸念される。
Caイオン交換シリカ中のCa濃度は1質量%以上であることが好ましく、2~8質量%であることがより好ましい。Ca濃度が1質量%未満ではCa放出による防錆効果が不十分となるおそれがある。なお、Caイオン交換シリカの表面積、pH、吸油量等については特に限定されない。
特に、有機溶剤分散型シリカゾルは、分散性に優れ、ヒュームドシリカ(乾式シリカ)よりも耐食性に優れている。
耐食性の観点からは、微粒子シリカの粒子径は5~50nmであることが好ましく、5~20nm、さらには5~15nmであることがより好ましい。
記
(l)リン酸塩
(m)モリブデン酸塩
(n)トリアゾール類、チオール類、チアジアゾール類、チアゾール類、チウラム類の中から選ばれる1種以上の有機化合物
上記成分(1)であるリン酸塩は、単塩、複塩などの全ての種類の塩を含む。また、それを構成する金属カチオンに限定はなく、リン酸亜鉛、リン酸マグネシウム、リン酸カルシウム、リン酸アルミニウムなどのいずれの金属カチオンでもよい。また、リン酸イオンの骨格や縮合度などにも限定はなく、正塩、二水素塩、一水素塩または亜リン酸塩のいずれでもよく、さらに、正塩はオルトリン酸塩の他、ポリリン酸塩などの全ての縮合リン酸塩を含む。
また、上記成分(l)であるリン酸塩とともにカルシウム化合物を複合添加することにより、耐食性をさらに向上させることができる。カルシウム化合物は、カルシウム酸化物、カルシウム水酸化物、カルシウム塩のいずれでもよく、これらの1種または2種以上を使用できる。また、カルシウム塩の種類にも特に制限はなく、ケイ酸カルシウム、炭酸カルシウム、リン酸カルシウムなどのようなカチオンとしてカルシウムのみを含む単塩のほか、リン酸カルシウム・亜鉛、リン酸カルシウム・マグネシウムなどのようなカルシウムとカルシウム以外のカチオンを含む複塩を使用してもよい。
上記成分(m)であるモリブデン酸塩は、その骨格、縮合度に限定はなく、例えば、オルトモリブデン酸塩、パラモリブデン酸塩、メタモリブデン酸塩などが挙げられる。また、単塩、複塩などの全ての塩を含み、複塩としてはリン酸モリブデン酸塩などが挙げられる。
上記成分(n)の有機化合物のうち、トリアゾール類としては、1,2,4−トリアゾール、3−アミノ−1,2,4−トリアゾール、3−メルカプト−1,2,4−トリアゾール、5−アミノ−3−メルカプト−1,2,4−トリアゾール、1H−ベンゾトリアゾールなどが、またチオール類としては、1,3,5−トリアジン−2,4,6−トリチオール、2−メルカプトベンツイミダゾールなどが、またチアジアゾール類としては、5−アミノ−2−メルカプト−1,3,4−チアジアゾール、2,5−ジメルカプト−1,3,4−チアジアゾールなどが、またチアゾール類としては、2−N,N−ジエチルチオベンゾチアゾール、2−メルカプトベンゾチアゾール類などが、またチウラム類としては、テトラエチルチウラムジスルフィドなどが、それぞれ挙げられる。
また、上記(j)の成分は、腐食環境下において緻密で安定な亜鉛の腐食生成物の生成に寄与し、この腐食生成物がめっき表面に緻密に形成されることによって、腐食の促進を抑制する。
また、上記(m)の成分は、不動態化効果によって自己補修性を発現する。すなわち、腐食環境下で溶存酸素と共にめっき皮膜表面に緻密な酸化物を形成し、これが腐食起点を封鎖することによって腐食反応を抑制する。
また、上記(n)の成分は吸着効果によって自己補修性を発現する。すなわち、腐食によって溶出した亜鉛やアルミニウムが、上記(n)の成分が有する窒素や硫黄を含む極性基に吸着して不活性皮膜を形成し、これが腐食起点を封鎖することによって腐食反応を抑制する。
また、上記(l)の成分とともにカルシウム化合物を複合添加した場合には、カルシウム化合物は、腐食環境下においてめっき金属よりも優先的に溶出することにより、めっき金属の溶出をトリガーとせずにリン酸イオンと錯形成反応を起こして緻密で難溶性の保護皮膜を形成し、腐食反応を抑制する。
なお、以上述べた(i)、(j)、或いはこれらに加えて(l)~(n)の成分のうちの2種以上を複合添加すれば、各々の成分による腐食抑制作用が複合化されるため、より優れた耐食性が得られる。
<潤滑剤(k)>
(k1)ポリオレフィンワックス、パラフィンワックス:例えば、ポリエチレンワックス
(k1−1)合成パラフィン、天然パラフィン、マイクロワックス、塩素化炭化水素など
(k2)フッ素樹脂微粒子:例えば、ポリフルオロエチレン樹脂(ポリ4フッ化エチレン樹脂など)、ポリフッ化ビニル樹脂、ポリフッ化ビニリデン樹脂など。
ポリエチレンワックス(k1)としては、例えば、クラリアントジャパン(株)製のセリダスト9615A、セリダスト3715、セリダスト3620、セリダスト3910(以上、いずれも商品名)、三洋化成(株)製のサンワックス131−P、サンワックス161−P(以上、いずれも商品名)、三井化学(株)製のケミパールW−100、ケミパールW−200、ケミパールW−500、ケミパールW−800、ケミパールW−950(以上、いずれも商品名)などを用いることができる。
また、これらのなかで、ポリオレフィンワックスとテトラフルオロエチレン微粒子の併用により特に優れた潤滑効果が期待できる。
第2層皮膜を緻密なバリア皮膜として形成させる場合の硬化方法としては、(1)イソシアネートと基体樹脂中の水酸基とのウレタン化反応を利用する硬化方法、(2)アルキルエーテル化アミノ樹脂と基体樹脂中の水酸基との間のエーテル化反応を利用する硬化方法(アルキルエーテル化アミノ樹脂はメラミン、尿素及びベンゾグアナミンの中から選ばれた1種以上にホルムアルデヒドを反応させてなるメチロール化合物の一部若しくは全部に、炭素数1~5の1価アルコールを反応させて得られる)、が適当であるが、このうちイソシアネートと基体樹脂中の水酸基とのウレタン化反応を主反応とすることが特に好適である。
OH基および/またはCOOH基を有する有機樹脂(F)、または、ヒドラジン変性有機樹脂(X)を含む表面処理液(B)を用いることにより、特に密着性や導通性に優れた亜鉛系めっき鋼板が得られることは先述のとおりである。これに対し、例えば亜鉛系めっき鋼板の加工性を重視する場合には、有機樹脂(h)として(o)水溶性ウレタン変性アクリル樹脂または/および水分散性ウレタン変性アクリル樹脂と、(p)硬化剤と、(j)酸化ケイ素と、(k)潤滑剤とを特定の割合で含有する表面処理液(B)を用いることが推奨される。
水溶性または水分散性のウレタン変性アクリル樹脂(o)は、樹脂固形分中でのウレタン成分の固形分質量割合が10~50質量%であることが好ましく、10~30質量%であることがより好ましい。
潤滑剤(k)の平均粒径は0.05~3.0μmが好ましい。また、潤滑剤(k)の融点は50~160℃が好ましい。なお、潤滑剤粒子の形状としては、真球状のものが高度な加工性を得るためにより好ましい。
先述のとおり、本発明においては、第1層皮膜の表面に表面処理液(B)を塗布し、加熱乾燥することにより、第2層皮膜を形成する。
表面処理液(B)を第1層皮膜の表面に塗布する方法としては、ロールコート法、バーコート法、浸漬法、スプレー塗布法などが挙げられ、処理される亜鉛系めっき鋼板の形状等によって適宜最適な方法が選択される。より具体的には、例えば、処理される亜鉛系めっき鋼板がシート状であればロールコート法、バーコート法や、表面処理液(B)を亜鉛系めっき鋼板にスプレーしてロール絞りや気体を高圧で吹きかけて塗布量を調整する。亜鉛系めっき鋼板が成型品とされている場合であれば、表面処理液(B)に浸漬して引き上げ、場合によっては圧縮エアーで余分な表面処理剤を吹き飛ばして塗布量を調整する方法などが選択される。
また、加熱時間は、使用される亜鉛系めっき鋼板の種類などによって適宜最適な条件が選択される。なお、生産性などの観点からは、0.1~60秒が好ましく、1~30秒がより好ましい。
なお、第2層皮膜の有機樹脂(h)として、特にヒドラジン変性有機樹脂(X)を用いた場合には、膜厚が薄くても均一で耐食性に優れた皮膜が得られるので、耐食性の低下を招くことなしに導通性を向上させようとする場合にとりわけ有利である。
第1層皮膜(複合酸化物皮膜)と、その上層の第2層皮膜(有機樹脂皮膜)の片面当たりの合計皮膜の膜厚は0.1~3μm、好ましくは0.1~2μmとする。合計皮膜の膜厚が0.1μm未満では耐食性が不十分となり、一方、膜厚が3μmを超えると導通性が低下する。
なお、耐食性と導通性の両立を図る上では、第1層皮膜(複合酸化物皮膜)の膜厚は0.05μm以上、第2層皮膜(有機樹脂皮膜)の膜厚は1.0μm以下とすることが好ましい。
(1)片面:めっき層−第1層皮膜−第2層皮膜、片面:めっき層
(2)片面:めっき層−第1層皮膜−第2層皮膜、片面:めっき層−公知のリン酸塩処理皮膜など
(3)両面:めっき層−第1層皮膜−第2層皮膜
(4)片面:めっき層−第1層皮膜−第2層皮膜、片面:めっき層−第1層皮膜
(5)片面:めっき層−第1層皮膜−第2層皮膜、片面:めっき層−第2層皮膜
(1)供試板(素材)
以下の市販の材料を供試板として使用した。
(i)電気亜鉛めっき鋼板(EG):板厚0.8mm、目付量20/20(g/m2)
(ii)溶融亜鉛めっき鋼板(GI):板厚0.8mm、目付量60/60(g/m2)
(iii)合金化溶融亜鉛めっき鋼板(GA):板厚0.8mm、目付け量40/40(g/m2)
なお、目付量はそれぞれの鋼板の目付量を示している。例えば、電気亜鉛めっき鋼板の場合(20/20(g/m2))は、鋼板の両面のそれぞれに20g/m2のめっき層を有することを意味する。
試験片の作製方法としては、まず上記の供試板の表面を、日本パーカライジング(株)製パルクリーンN364Sを用いて処理し、表面上の油分や汚れを取り除いた。次に、水道水で水洗して供試板が水で100%濡れることを確認した後、更に純水(脱イオン水)を流しかけ、100℃雰囲気のオーブンで水分を乾燥したものを試験片として使用した。
各成分を表1−1~1−5に示す組成(質量比)にて脱イオン水中で混合し、表面処理液(A)を得た。なお、pHはアンモニア、酢酸、または硝酸により、pH:8.0~11.0に調整した。
また、表1−1~1−5中の成分(g)の配合量は、表面処理液(A)に占める成分(g)の割合(固形分比率)で表す。
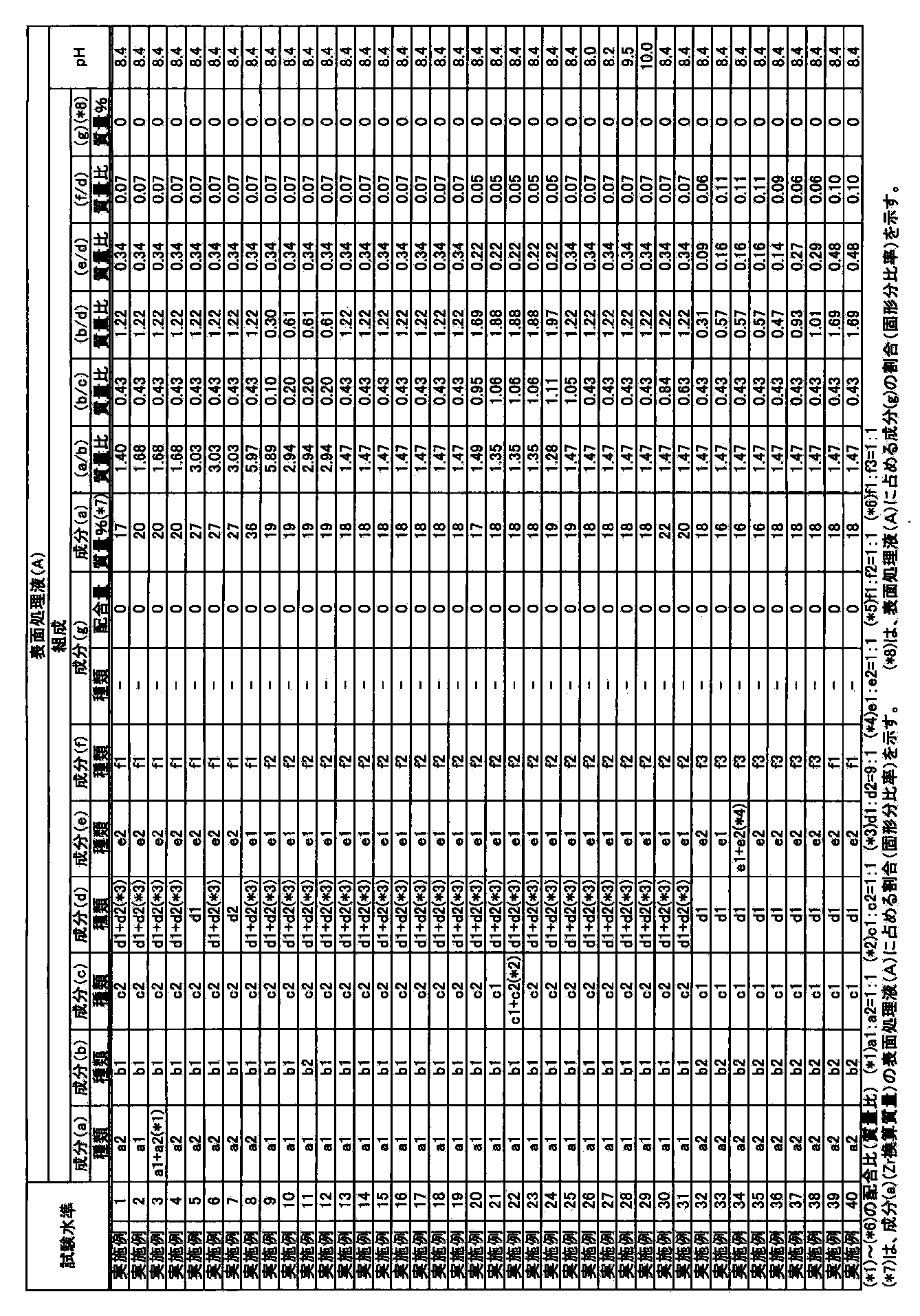
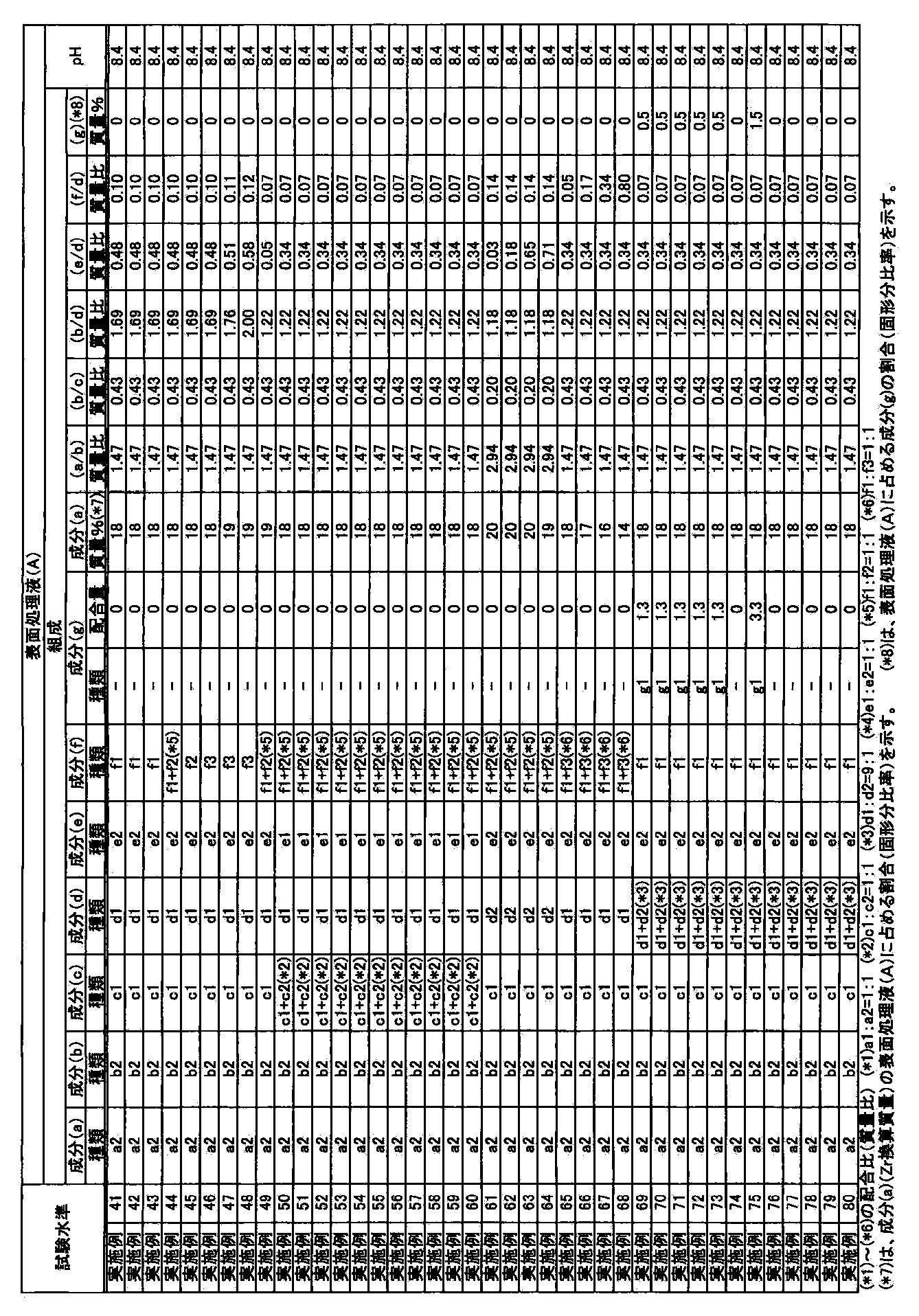

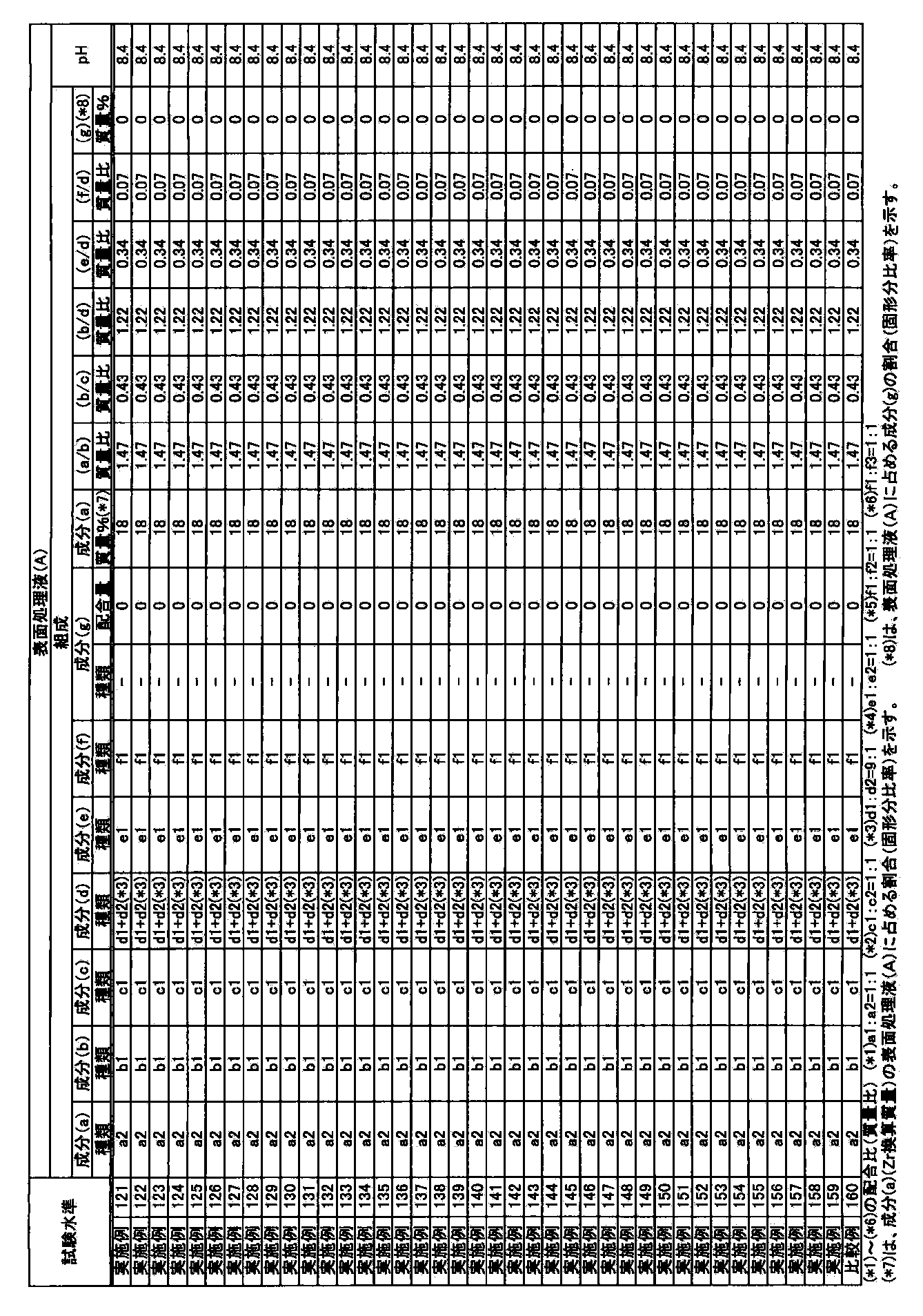
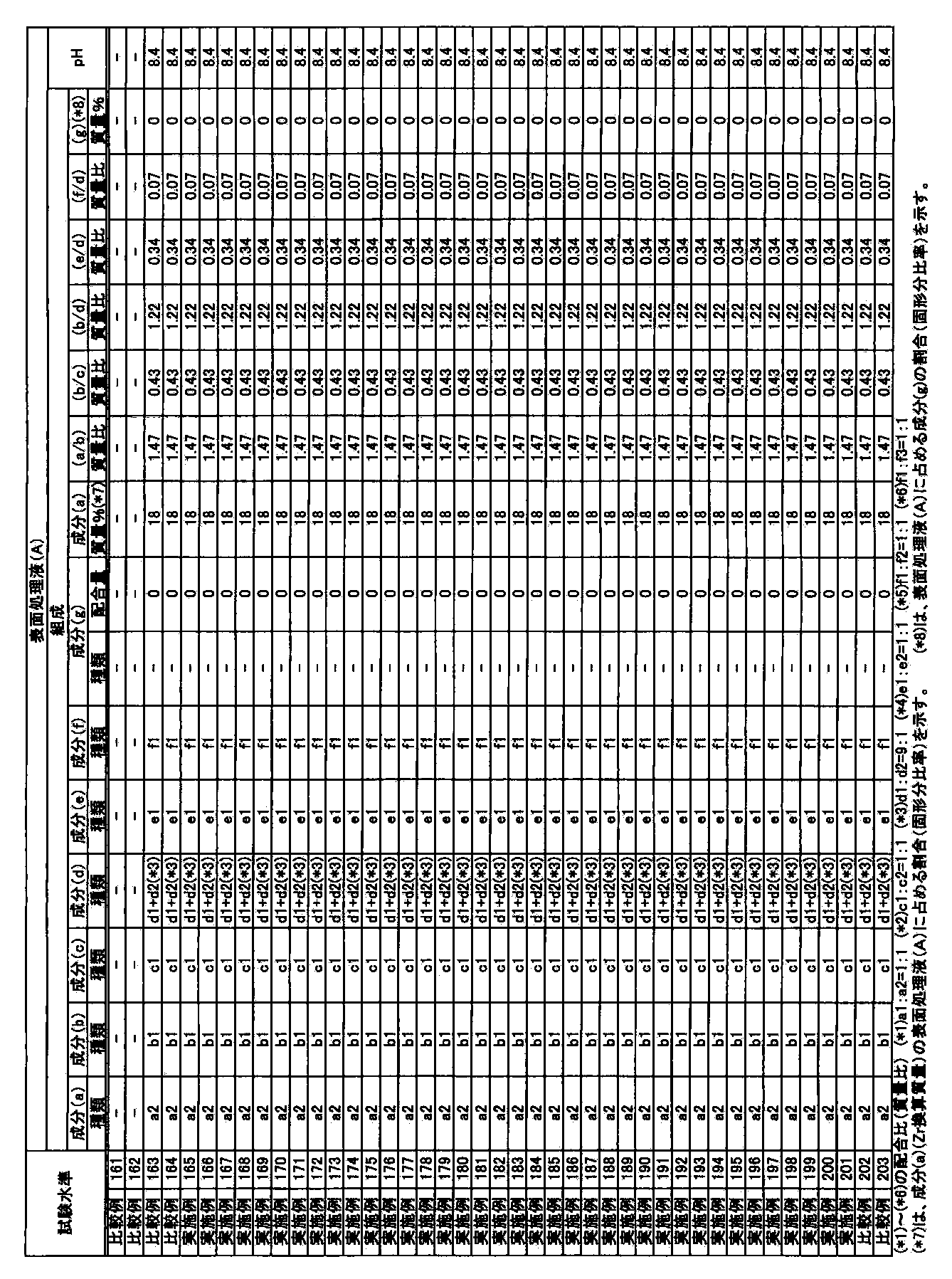
<水溶性ジルコニウム化合物(a)>
a1:炭酸ジルコニウムナトリウム
a2:炭酸ジルコニウムアンモニウム
b1:テトラエトキシシラン
b2:テトラメトキシシラン
c1:γ−グリシドキシプロピルトリエトキシシラン
c2:ポリエチレングリコールジグリシジルエーテル
d1:1−ヒドロキシメタン−1,1−ジホスホン酸
d2:酒石酸
e1:メタバナジン酸アンモニウム
e2:メタバナジン酸ナトリウム
f1:チタンフッ化アンモニウム
f2:硝酸アルミニウム・6水和物
f3:炭酸亜鉛
g1:スチレン−エチルメタアクリレート−n−ブチルアクリレート−アクリル酸共重合体
下記に示した有機樹脂(h1~h7)に、表2−1~2−5に示す添加剤を適宜配合した表面処理液(B)を調製した。
尚、表2−1~2−5中の有機樹脂(h)の含有量は、表面処理液(B)中濃度:4~10g/lとした。また、(i)、(j)、(k)は、基体樹脂(h)との配合比で示す。

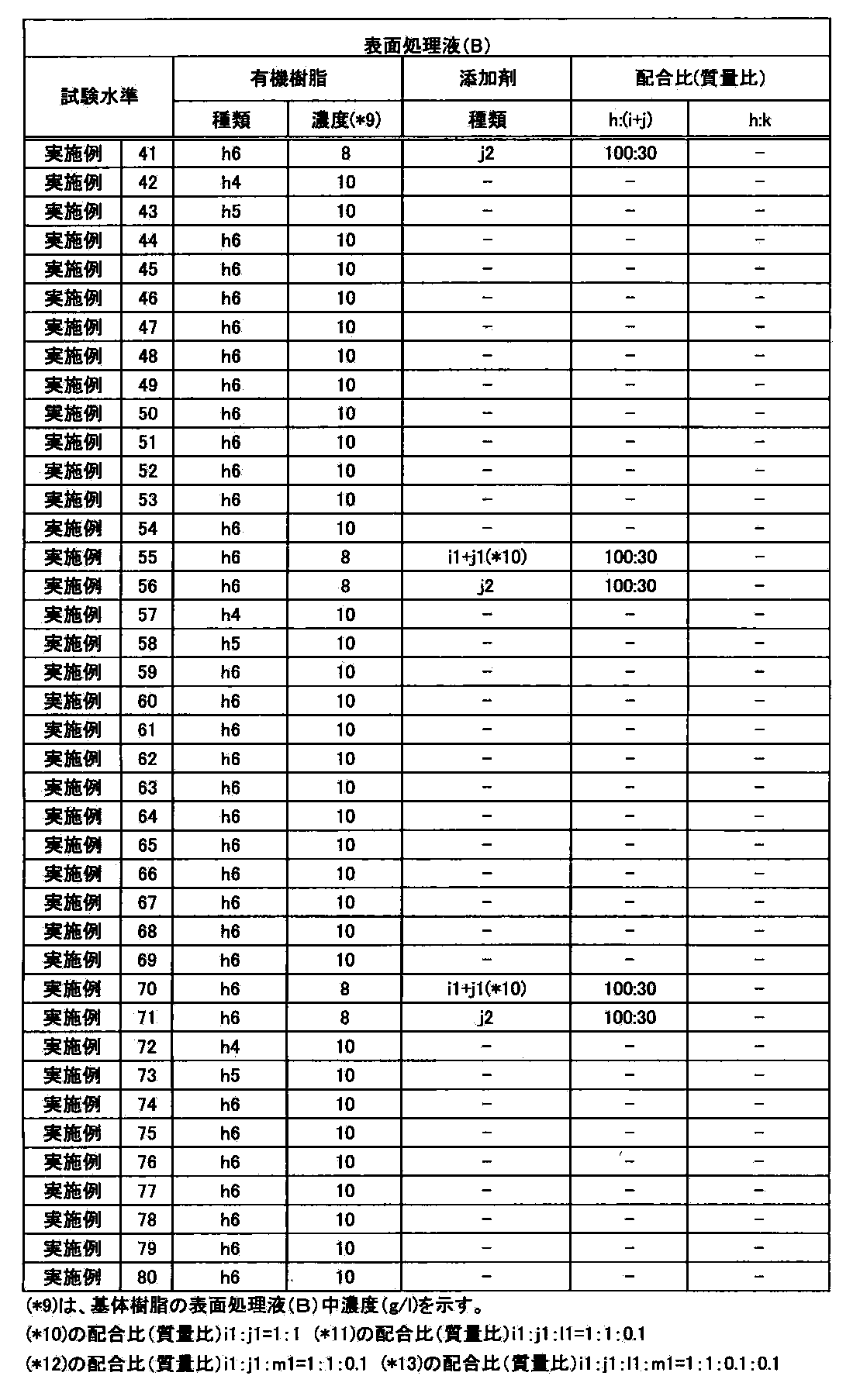
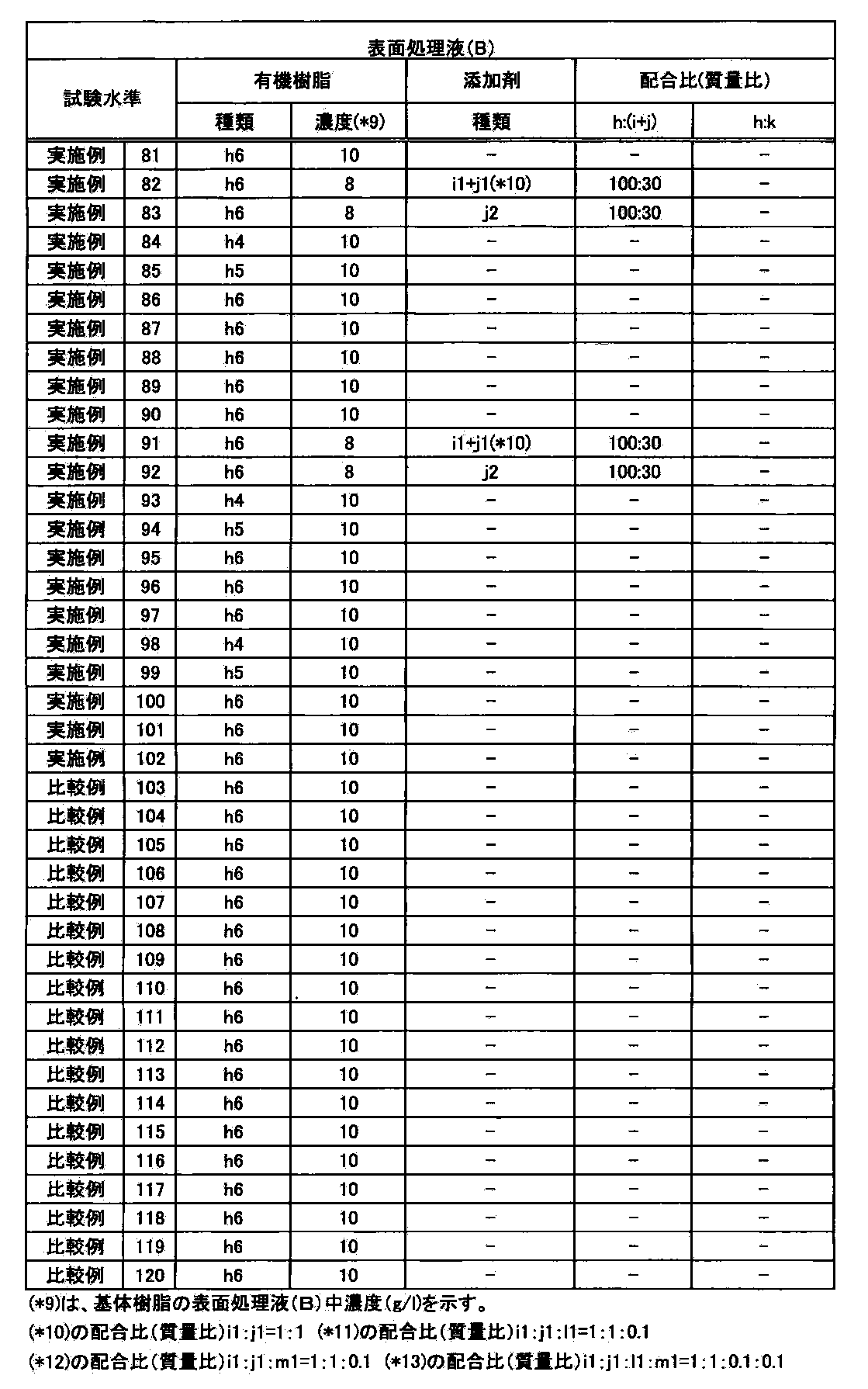

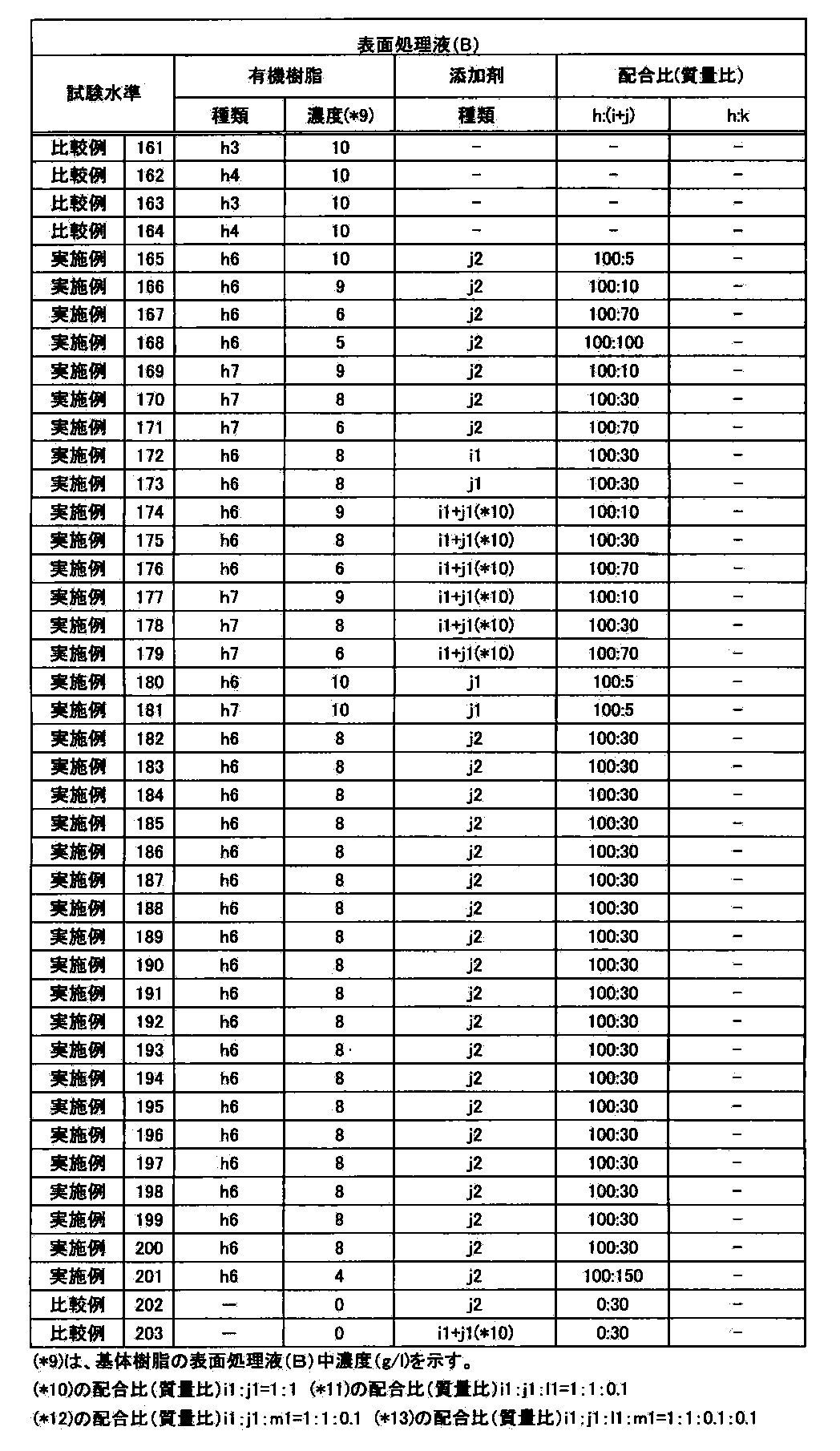
<有機樹脂:OH基および/またはCOOH基を有しない有機樹脂>
h1:ポリオレフィン樹脂(メーカー名:東邦化学工業(株)製 型番:HYTEC S−3121)
h2:フッ素樹脂(メーカー名:旭硝子(株)製 型番:ルミフロン LF552)
h3:エポキシ樹脂(メーカー名:ジャパンエポキシレジン(株)製 型番:jER1009)
h4:ウレタン樹脂(メーカー名:第一工業製薬(株)製 型番:スーパーフレックスE−2000)
h5:アルキド樹脂(メーカー名:日立化成工業(株)製 型番:フタルキッドW2343)
h6:[合成例1]
EP828(油化シェルエポキシ(株)製、エポキシ当量187)1870質量部とビスフェノールA91質量2部、テトラエチルアンモニウムブロマイド2質量部、メチルイソブチルケトン300質量部を四つ口フラスコに仕込み、140℃まで昇温して4時間反応させ、エポキシ当量1391、固形分90質量%のエポキシ樹脂を得た。これに、エチレングリコールモノブチルエーテル1500質量部を加えてから100℃に冷却し、3,5−ジメチルピラゾール(分子量96)を96質量部とジブチルアミン(分子量129)を129質量部加えて、エポキシ基が消失するまで6時間反応させた後、冷却しながらメチルイソブチルケトン205質量部を加えて、固形分60質量%のピラゾール変性エポキシ樹脂を得た。これを有機樹脂(h6)とする。この有機樹脂(h6)は、有機樹脂(C)と、活性水素を有するヒドラジン誘導体(E)を50mol%含む活性水素含有化合物(D)との生成物である。
h7:[合成例2]
EP1007(ジャパンエポキシレジン(株)製、エポキシ当量2000)4000質量部とエチレングリコールモノブチルエーテル2239質量部を四つ口フラスコに仕込み、120℃まで昇温して1時間で完全にエポキシ樹脂を溶解した。これを100℃に冷却し、3−アミノ−1,2,4−トリアゾール(分子量84)を168質量部加えて、エポキシ基が消失するまで6時間反応させた後、冷却しながらメチルイソブチルケトン540質量部を加えて、固形分60質量%のトリアゾール変性エポキシ樹脂を得た。これを有機樹脂(h7)とする。この有機樹脂(h7)は、有機樹脂(C)と、活性水素を有するヒドラジン誘導体(E)を100mol%含む活性水素含有化合物(D)との生成物である。
i1:Caイオン交換シリカ(メーカー名:W.R.Grace&Co.製 型番:SHIELDEXC303)
j1:ヒュームドシリカ(メーカー名:日本アエロジル(株)製 型番:AEROSIL200)
j2:オルガノシリカゾル(メーカー名:日産化学工業(株)製 型番:オルガノシリカゾルMA−ST−MS)
j3:コロイダルシリカ(メーカー名:日産化学工業(株)製 型番:スノーテックス30)
k1:ポリエチレンワックス(メーカー名:クラリアントジャパン(株)製 型番:セリダスト3620)
<リン酸塩(l)>
l1:リン酸亜鉛
<モリブデン酸塩(m)>
m1:モリブデン酸アルミニウム
上記の表面処理液(A)を用いて、バーコート塗装にて各試験片の片側の表面上に塗装し、その後、水洗することなく、そのまま誘導加熱炉に入れて、表3−1~3−5に示す乾燥温度となるように加熱乾燥し、表3−1~3−5に示す皮膜厚(μm)の皮膜を形成した。次いで、この皮膜表面に上記第2層皮膜形成用の表面処理液(B)を塗布し、誘導加熱炉に入れて、表2−1~2−5に示す乾燥温度となるように加熱乾燥し、表3−1~3−5に示される皮膜厚(μm)の皮膜を形成することにより、発明例および比較例の亜鉛系めっき鋼板を製造した。
加熱乾燥温度は、誘導加熱の出力で調節した。なお、加熱乾燥温度とは、試験片表面の最高到達温度を意味する。
表面処理液を試験片に滴下して、#3~5バーコーターで塗装した。使用したバーコーターの番手と表面処理液の濃度とにより、表3−1~3−5に示す皮膜厚となるように調整した。

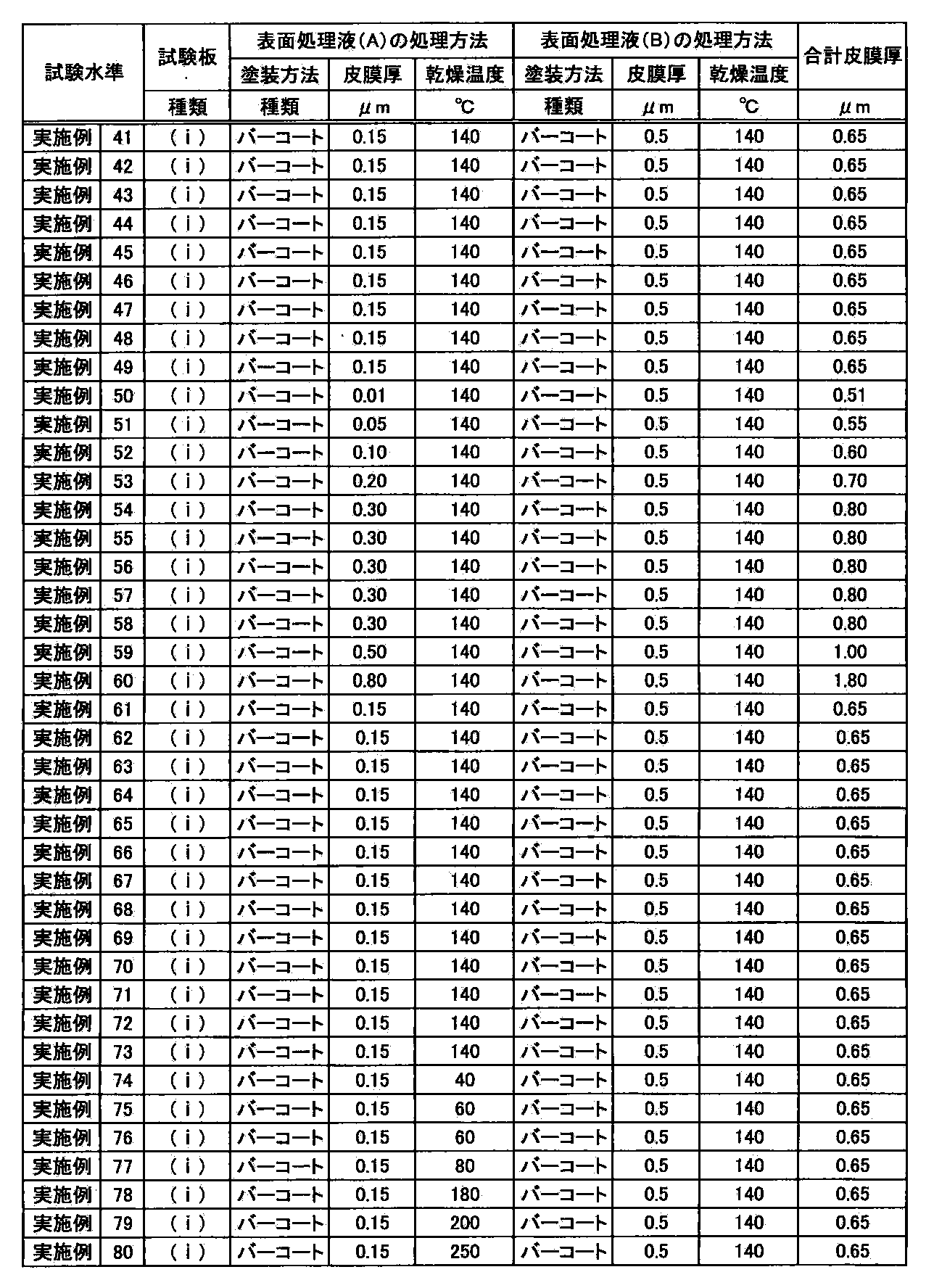


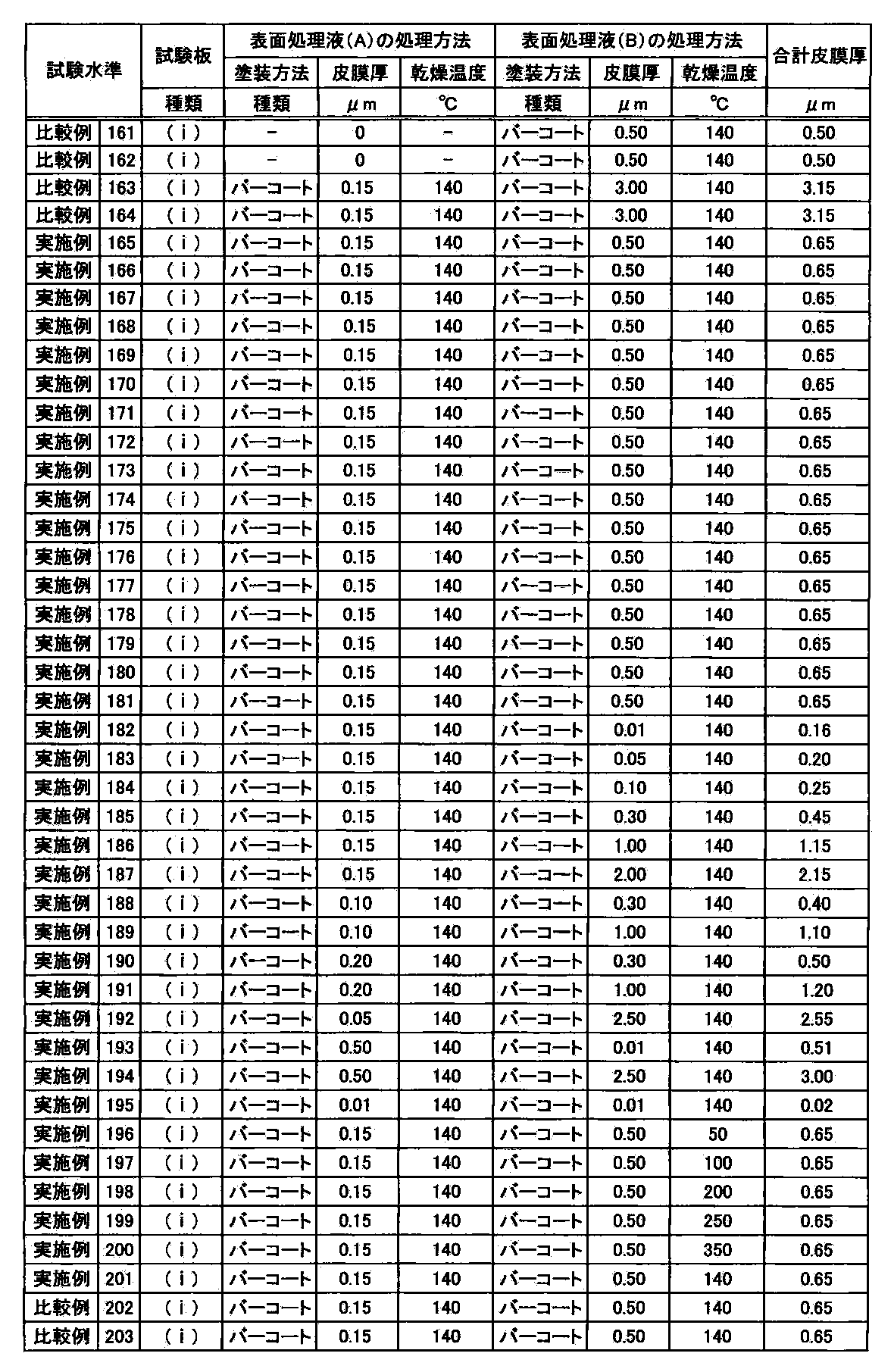
(6−1)耐食性の評価
上記2層の皮膜を形成した各供試板からサイズ70×150mmの試験片を切り出し、切り出した各試験片の裏面と端部をビニールテープでシールして、JIS−Z−2371−2000に準拠する塩水噴霧試験(SST)を実施した。耐食性の評価は、塩水噴霧試験における白錆発生面積率が5%となる時間により行った。評価基準は以下のとおりである。
判定基準:
◎ :白錆5%発生時間が192時間以上
○ :白錆5%発生時間が156時間以上192時間未満
○−:白錆5%発生時間が132時間以上156時間未満
△ :白錆5%発生時間が72時間以上132時間未満
× :白錆5%発生時間が72時間未満
前記と同一サイズの試験片上に市販のメラミンアルキッド塗料を塗装し、140℃で30分間焼き付けた後の塗膜厚さが30μmとなるようにした。その後、沸水に2時間浸漬後、試験片の表面にNTカッターで素地鋼まで達する切り込みを入れて1mm角の碁盤目を100個形成し、切込みを入れた部分が外(表)側となる様にエリクセン押し出し機で5mm押し出した。エリクセン押し出し条件は、JIS−Z−2247−2006(エリクセン値記号:IE)に準拠し、ポンチ径:20mm、ダイス径:27mm、絞り幅:27mmとした。エリクセン押し出し後、テープ剥離試験を行い、塗膜の残存状況の判定により上塗り塗装性(密着性)を評価した。判定基準は以下のとおりである。
判定基準:
◎ :剥離面積5%未満および剥離なし
○ :剥離面積10%未満5%以上
△ :剥離面積20%未満以上10%以上
× :剥離面積20%以上
上記の試験片について、三菱化学アナリテック(株)製ロレスタGP、ESP端子を用い表面抵抗値を測定した。表面抵抗値は、端子にかかる荷重を50gピッチで増加させて測定し、表面抵抗値を10−4Ω以下とすることができる最小荷重の判定により、導通性を評価した。
◎ :10点測定の平均荷重が350g未満
○ :10点測定の平均荷重が350g以上、600g未満
○−:10点測定の平均荷重が600g以上、800g未満
△ :10点測定の平均荷重が800g以上、950g未満
× :10点測定の平均荷重が950g以上
表1−1~1−5に示した成分組成を有する表面処理液(A)について、40℃の恒温槽に30日間保管し、表面処理液の外観を目視によって評価した。
◎ :変化なし
○ :極微量の沈殿が見られる。
△ :微量の沈殿が見られる。もしくは、粘度がやや高くなった。
× :大量の沈殿が見られる。もしくは、ゲル化した。
上記2層の皮膜を形成した各供試板より直径100mmの円板状の試験片を切り出し、ポンチ径:50mm、ダイス径51.91mm、しわ押さえ力:1トンの条件で、カップ状に成型した。成型品の絞り加工を受けた面(カップの側面外側)の外観を目視によって調べ、傷つき程度および黒化程度を評価した。評価基準は次の通りである。
◎ :外観が均一(全面に渡って殆ど変化ない、または極僅かに黒化が発生)
○ :傷つきおよび黒化が発生し、外観が明らかに不均一
△ :コーナー部を中心に傷つきおよび黒化が激しく発生
× :成型できずに割れた

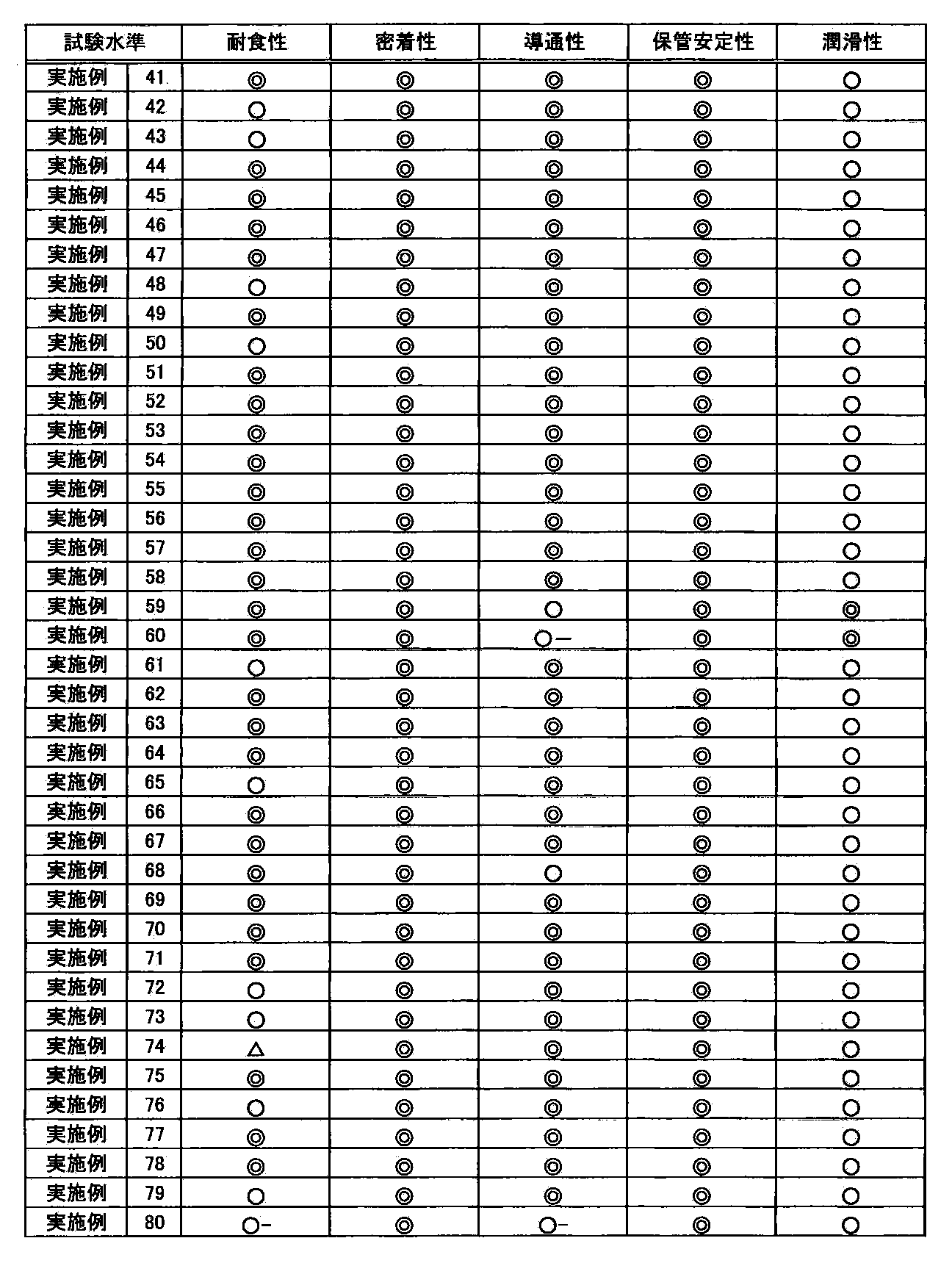

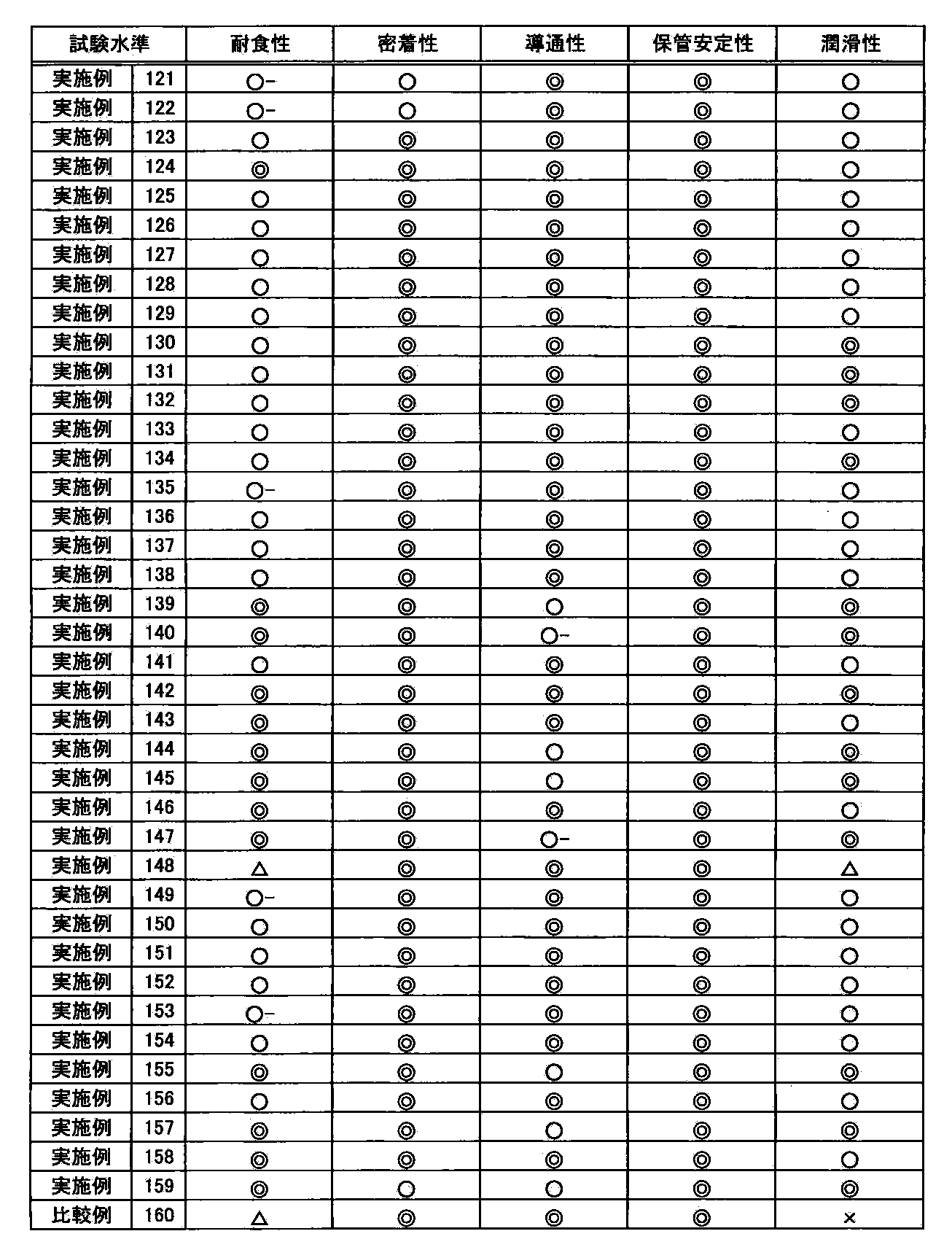

なお、比較例110、および比較例118においては、表面処理液が不安定で皮膜を形成することができず、各種評価を行うことができなかった。
Claims (8)
- 亜鉛系めっき層の表面に、第1層皮膜と第2層皮膜の2層構造になる表面皮膜を有する亜鉛系めっき鋼板であって、前記第1層皮膜は、水溶性ジルコニウム化合物(a)と、テトラアルコキシシラン(b)と、エポキシ基を有する化合物(c)と、キレート剤(d)と、バナジン酸化合物(e)と、Ti、AlおよびZnからなる群より選ばれる少なくとも1種を含有する金属化合物(f)とを、下記(I)~(V)の条件を満足する範囲で含有させ、かつpHを8~10とした表面処理液(A)を、亜鉛系めっき層の表面に塗布し、加熱乾燥して得たものであり、前記第2層皮膜は、有機樹脂(h)を含む表面処理液(B)を、前記第1層皮膜の表面に塗布し、加熱乾燥して得たものであり、前記第1層皮膜と前記第2層皮膜の合計皮膜厚が片面あたり0.1~3μmであることを特徴とする亜鉛系めっき鋼板。
記
(I)水溶性ジルコニウム化合物(a)のZr換算質量(azr)とテトラアルコキシシラン(b)との質量比(azr/b)が1.0~6.0
(II)テトラアルコキシシラン(b)とエポキシ基を有する化合物(c)の固形分(cs)との質量比(b/cs)が0.1~1.6
(III)テトラアルコキシシラン(b)とキレート剤(d)の固形分(ds)との質量比(b/ds)が0.3~2.0
(IV)バナジン酸化合物(e)のV換算質量(ev)とキレート剤(d)の固形分(ds)との質量比(ev/ds)が0.03~1.0
(V)金属化合物(f)の金属合計換算質量(fM)とキレート剤(d)の固形分(ds)との質量比(fM/ds)が0.05~0.8 - 前記表面処理液(A)が、更にノニオン系アクリル樹脂エマルション(g)を含有し、該ノニオン系アクリル樹脂エマルションの前記表面処理液(A)に占める割合が、固形分比率で0.5~45.0質量%であることを特徴とする請求項1に記載の亜鉛系めっき鋼板。
- 前記ノニオン系アクリル樹脂エマルションの前記表面処理液(A)に占める割合が、固形分比率で0.5~4.5質量%であることを特徴とする請求項2に記載の亜鉛系めっき鋼板。
- 前記表面処理液(B)中の有機樹脂(h)が、OH基および/またはCOOH基を有する有機樹脂(F)を含むことを特徴とする請求項1~3の何れか1項に記載の亜鉛系めっき鋼板。
- 前記表面処理液(B)中の有機樹脂(h)が、一部または全部の化合物が活性水素を有するヒドラジン誘導体(E)からなる活性水素含有化合物(D)との反応により生成されたヒドラジン変性有機樹脂(X)を含むことを特徴とする請求項1~3の何れか1項に記載の亜鉛系めっき鋼板。
- 前記表面処理液(B)が、更に防錆添加成分(Y)を含有することを特徴とする請求項1~5の何れか1項に記載の亜鉛系めっき鋼板。
- 前記防錆添加成分(Y)が下記(i)および/または(j)であり、前記防錆添加成分(Y)の含有量が、固形分割合で、前記表面処理液(B)中の全有機樹脂(h):100質量部に対して1~100質量部の範囲を満足することを特徴とする請求項6に記載の亜鉛系めっき鋼板。
記
(i)Caイオン交換シリカ
(j)酸化ケイ素 - 前記表面処理液(B)が、更に潤滑剤(k)を含むことを特徴とする請求項1~7の何れか1項に記載の亜鉛系めっき鋼板。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA2777236A CA2777236C (en) | 2009-10-27 | 2010-10-22 | Galvanized steel sheet |
| EP10826833.5A EP2495351B1 (en) | 2009-10-27 | 2010-10-22 | Zinc-coated steel plate |
| KR1020127013292A KR101433488B1 (ko) | 2009-10-27 | 2010-10-22 | 아연계 도금 강판 |
| CN201080048852.8A CN102648304B (zh) | 2009-10-27 | 2010-10-22 | 镀锌系钢板 |
| US13/503,959 US9051654B2 (en) | 2009-10-27 | 2010-10-22 | Galvanized steel sheet |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009-246819 | 2009-10-27 | ||
| JP2009246819 | 2009-10-27 | ||
| JP2010216037A JP5754102B2 (ja) | 2009-10-27 | 2010-09-27 | 亜鉛系めっき鋼板 |
| JP2010-216037 | 2010-09-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011052701A1 true WO2011052701A1 (ja) | 2011-05-05 |
Family
ID=43922124
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/069233 WO2011052701A1 (ja) | 2009-10-27 | 2010-10-22 | 亜鉛系めっき鋼板 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9051654B2 (ja) |
| EP (1) | EP2495351B1 (ja) |
| JP (1) | JP5754102B2 (ja) |
| KR (1) | KR101433488B1 (ja) |
| CN (1) | CN102648304B (ja) |
| CA (1) | CA2777236C (ja) |
| TW (1) | TWI454591B (ja) |
| WO (1) | WO2011052701A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012165084A1 (ja) * | 2011-05-27 | 2012-12-06 | 関西ペイント株式会社 | 水性金属表面処理剤 |
| US20130302637A1 (en) * | 2010-09-29 | 2013-11-14 | Takeshi Matsuda | Zinc-based metal coated steel sheet |
| JP5545396B1 (ja) * | 2013-06-25 | 2014-07-09 | Nok株式会社 | ゴム−金属積層ガスケット素材 |
| US20140342180A1 (en) * | 2011-09-14 | 2014-11-20 | Jfe Steel Corporation | Surface-treatment solution for zinc or zinc alloy coated steel sheet, and zinc or zinc alloy coated steel sheet and method for manufacturing the same |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101316384B1 (ko) | 2011-12-23 | 2013-10-10 | 주식회사 포스코 | 화성처리용액 조성물, 표면처리강판 및 그 제조방법 |
| KR101449109B1 (ko) * | 2012-08-03 | 2014-10-08 | 주식회사 포스코 | 유무기복합 코팅용액 조성물 및 유무기복합 코팅 강판 |
| JP6132256B2 (ja) * | 2012-09-14 | 2017-05-24 | 荒川化学工業株式会社 | 反応生成物および防錆性組成物 |
| TWI555881B (zh) * | 2012-11-16 | 2016-11-01 | China Steel Corp | A water-based metal surface treatment agent and a metal surface treatment method using the same |
| TWI496947B (en) * | 2012-11-20 | 2015-08-21 | A visible surface coated layer with composite of inorganic and organic, a anti-fingerprint zn-plated steel sheet therewith and manufacturing method thereof | |
| KR101697891B1 (ko) * | 2013-02-08 | 2017-01-18 | 제이에프이 스틸 가부시키가이샤 | 아연계 도금 강판용 표면 처리액과 표면 처리 피막 부착 아연계 도금 강판 및 그 제조 방법 |
| US10053753B2 (en) * | 2013-02-28 | 2018-08-21 | Nippon Steel & Sumikin Coated Sheet Corporation | Aluminum-zinc plated steel sheet and method for producing the same |
| JP6336315B2 (ja) * | 2014-03-31 | 2018-06-06 | 大阪瓦斯株式会社 | 有機無機ハイブリッド材料の製造方法及びエポキシ樹脂組成物 |
| CN106164335B (zh) * | 2014-04-04 | 2018-12-04 | 日涂表面处理化工有限公司 | 镀锌钢材用的金属表面处理剂、被覆方法及被覆钢材 |
| JP6569194B2 (ja) * | 2014-08-06 | 2019-09-04 | Jfeスチール株式会社 | 耐食性に優れた表面処理溶融亜鉛めっき鋼板 |
| US10987695B2 (en) | 2015-03-31 | 2021-04-27 | Nippon Steel Corporation | Hot-dip zinc-based plated steel sheet |
| KR102250420B1 (ko) | 2016-09-01 | 2021-05-13 | 생-고뱅 퍼포먼스 플라스틱스 코포레이션 | 전환 코팅 및 제조 방법 |
| SG11201903215UA (en) | 2016-10-11 | 2019-05-30 | Jfe Steel Corp | Surface-treatment solution for zinc or zinc alloy coated steel sheet, method of producing zinc or zinc alloy coated steel sheet with surface-coating layer, and zinc or zinc alloy coated steel sheet with surface-coating layer |
| US10683576B2 (en) | 2017-03-27 | 2020-06-16 | Baker Hughes, A Ge Company, Llc | Corrosion inhibitors for passivation of galvanized coatings and carbon steel |
| JP7077121B2 (ja) * | 2018-04-27 | 2022-05-30 | Nofメタルコーティングス株式会社 | 修復性めっき基材 |
| KR102082958B1 (ko) * | 2019-01-30 | 2020-03-02 | (주)선영에스티 | 경제성이 우수한 용융아연도금 부분방지제 및 이의 제조방법 |
| KR102592017B1 (ko) * | 2019-05-24 | 2023-10-24 | 닛폰세이테츠 가부시키가이샤 | 도금 강판 |
| CN111074277A (zh) * | 2019-09-26 | 2020-04-28 | 姚云秋 | 一种金属调节液、复合膜液以及金属锅表面处理工艺 |
| JP6695065B1 (ja) * | 2019-10-17 | 2020-05-20 | 株式会社鈴木商店 | 皮膜形成方法 |
| KR102357081B1 (ko) * | 2019-12-12 | 2022-01-28 | 주식회사 포스코 | 내열성 및 테이프 부착성이 우수한 전기아연도금 강판용 코팅 조성물, 이를 이용하여 표면처리된 강판 및 그 제조 방법 |
| US20210198522A1 (en) * | 2019-12-31 | 2021-07-01 | Industrial Technology Research Institute | Water-based coating material and method for manufacturing the same |
| EP4127268A1 (en) | 2020-03-27 | 2023-02-08 | Ecolab Usa Inc. | Galvanized metal corrosion inhibitor compositions and methods of use |
| CN114951933A (zh) * | 2022-04-06 | 2022-08-30 | 攀钢集团攀枝花钢铁研究院有限公司 | 环保钝化镀锌板的点焊方法 |
| CN115851362B (zh) * | 2022-11-21 | 2024-02-20 | 蚌埠学院 | 锌铁合金板用硅基自润滑液的制备及应用研究 |
Citations (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000144449A (ja) * | 1998-11-08 | 2000-05-26 | Nkk Corp | 耐食性に優れた有機被覆鋼板 |
| JP2001181860A (ja) | 1999-12-27 | 2001-07-03 | Nippon Parkerizing Co Ltd | 金属表面処理剤、金属材料の表面処理方法及び表面処理金属材料 |
| JP2001234358A (ja) | 2000-02-18 | 2001-08-31 | Kobe Steel Ltd | 耐白錆性および塗膜密着性に優れる亜鉛系めっき鋼板 |
| JP2001271175A (ja) | 2000-03-27 | 2001-10-02 | Kawasaki Steel Corp | 表面処理亜鉛系めっき鋼板 |
| JP2002030459A (ja) * | 2000-05-10 | 2002-01-31 | Nisshin Steel Co Ltd | 耐食性に優れた亜鉛系めっき鋼板,化成処理液及び化成処理方法 |
| JP2002053980A (ja) | 2000-05-30 | 2002-02-19 | Nkk Corp | 耐食性に優れた有機被覆鋼板およびその製造方法 |
| JP2002053979A (ja) | 2000-05-30 | 2002-02-19 | Nkk Corp | 耐食性に優れた有機被覆鋼板およびその製造方法 |
| JP2002105658A (ja) | 2000-07-26 | 2002-04-10 | Nisshin Steel Co Ltd | 耐黒変性,加工後耐食性に優れた亜鉛めっき鋼板,化成処理液及び化成処理方法 |
| JP2003013252A (ja) | 2001-06-26 | 2003-01-15 | Nippon Parkerizing Co Ltd | 金属表面処理剤、金属材料の表面処理方法及び表面処理金属材料 |
| JP2003155452A (ja) | 2001-11-19 | 2003-05-30 | Nippon Paint Co Ltd | 鋼材用水性被覆剤、被覆方法及び被覆鋼材 |
| JP2003171778A (ja) | 2001-12-06 | 2003-06-20 | Nippon Hyomen Kagaku Kk | 金属の保護皮膜形成方法及び金属の保護皮膜 |
| JP2004183015A (ja) | 2002-11-29 | 2004-07-02 | Nippon Parkerizing Co Ltd | 金属表面処理剤、金属表面処理方法及び表面処理金属材料 |
| JP3549455B2 (ja) | 1999-02-01 | 2004-08-04 | 新日本製鐵株式会社 | 非クロム型表面処理金属材 |
| JP2004263252A (ja) | 2003-03-03 | 2004-09-24 | Jfe Steel Kk | 耐白錆性に優れたクロムフリー化成処理鋼板 |
| JP3596665B2 (ja) | 1999-11-30 | 2004-12-02 | 株式会社神戸製鋼所 | 亜鉛系めっき鋼板用表面処理皮膜及び表面処理鋼板 |
| JP2005048199A (ja) | 2003-07-29 | 2005-02-24 | Jfe Steel Kk | 耐食性、導電性および皮膜外観に優れる表面処理鋼板 |
| JP2005194627A (ja) * | 2003-12-10 | 2005-07-21 | Sumitomo Metal Ind Ltd | 金属表面の水系処理薬剤 |
| JP2006213958A (ja) | 2005-02-02 | 2006-08-17 | Nippon Parkerizing Co Ltd | 金属材料表面処理用組成物及び処理方法 |
| JP2006321957A (ja) * | 2005-05-20 | 2006-11-30 | Nippon Parkerizing Co Ltd | 環境対応型プレコート金属材料用水系表面処理剤及び表面処理方法 |
| JP2007177314A (ja) * | 2005-12-28 | 2007-07-12 | Nippon Paint Co Ltd | 金属表面処理用組成物、金属表面処理方法及び表面処理された亜鉛めっき鋼板 |
| JP2008169470A (ja) | 2006-12-13 | 2008-07-24 | Jfe Steel Kk | 平板部耐食性、耐黒変性およびプレス成形後の外観と耐食性に優れた表面処理亜鉛系めっき鋼板、並びに亜鉛系めっき鋼板用水系表面処理液 |
| JP2008274388A (ja) * | 2006-06-13 | 2008-11-13 | Asahi Kagaku Kogyo Co Ltd | 表面処理剤および鋼板 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MY117334A (en) | 2000-11-10 | 2004-06-30 | Nisshin Steel Co Ltd | Chemically processed steel sheet improved in corrosion resistance |
| CA2527690C (en) * | 2003-11-21 | 2011-01-25 | Jfe Steel Corporation | Surface-treated steel sheet excellent in corrosion resistance, conductivity, and coating appearance |
| MY148014A (en) * | 2006-09-07 | 2013-02-28 | Jfe Steel Corp | Surface-treated steel shee t |
| JP2008274419A (ja) * | 2007-03-30 | 2008-11-13 | Jfe Steel Kk | 耐食性、電着塗装密着性および溶接性に優れた表面処理鋼板 |
-
2010
- 2010-09-27 JP JP2010216037A patent/JP5754102B2/ja active Active
- 2010-10-22 CN CN201080048852.8A patent/CN102648304B/zh active Active
- 2010-10-22 EP EP10826833.5A patent/EP2495351B1/en active Active
- 2010-10-22 US US13/503,959 patent/US9051654B2/en active Active
- 2010-10-22 WO PCT/JP2010/069233 patent/WO2011052701A1/ja active Application Filing
- 2010-10-22 CA CA2777236A patent/CA2777236C/en not_active Expired - Fee Related
- 2010-10-22 KR KR1020127013292A patent/KR101433488B1/ko active IP Right Grant
- 2010-10-25 TW TW099136349A patent/TWI454591B/zh active
Patent Citations (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000144449A (ja) * | 1998-11-08 | 2000-05-26 | Nkk Corp | 耐食性に優れた有機被覆鋼板 |
| JP3549455B2 (ja) | 1999-02-01 | 2004-08-04 | 新日本製鐵株式会社 | 非クロム型表面処理金属材 |
| JP3596665B2 (ja) | 1999-11-30 | 2004-12-02 | 株式会社神戸製鋼所 | 亜鉛系めっき鋼板用表面処理皮膜及び表面処理鋼板 |
| JP2001181860A (ja) | 1999-12-27 | 2001-07-03 | Nippon Parkerizing Co Ltd | 金属表面処理剤、金属材料の表面処理方法及び表面処理金属材料 |
| JP2001234358A (ja) | 2000-02-18 | 2001-08-31 | Kobe Steel Ltd | 耐白錆性および塗膜密着性に優れる亜鉛系めっき鋼板 |
| JP2001271175A (ja) | 2000-03-27 | 2001-10-02 | Kawasaki Steel Corp | 表面処理亜鉛系めっき鋼板 |
| JP3302677B2 (ja) | 2000-05-10 | 2002-07-15 | 日新製鋼株式会社 | 耐食性に優れた亜鉛系めっき鋼板及び化成処理方法 |
| JP2002030459A (ja) * | 2000-05-10 | 2002-01-31 | Nisshin Steel Co Ltd | 耐食性に優れた亜鉛系めっき鋼板,化成処理液及び化成処理方法 |
| JP2002053980A (ja) | 2000-05-30 | 2002-02-19 | Nkk Corp | 耐食性に優れた有機被覆鋼板およびその製造方法 |
| JP2002053979A (ja) | 2000-05-30 | 2002-02-19 | Nkk Corp | 耐食性に優れた有機被覆鋼板およびその製造方法 |
| JP2002105658A (ja) | 2000-07-26 | 2002-04-10 | Nisshin Steel Co Ltd | 耐黒変性,加工後耐食性に優れた亜鉛めっき鋼板,化成処理液及び化成処理方法 |
| JP2003013252A (ja) | 2001-06-26 | 2003-01-15 | Nippon Parkerizing Co Ltd | 金属表面処理剤、金属材料の表面処理方法及び表面処理金属材料 |
| JP2003155452A (ja) | 2001-11-19 | 2003-05-30 | Nippon Paint Co Ltd | 鋼材用水性被覆剤、被覆方法及び被覆鋼材 |
| JP2003171778A (ja) | 2001-12-06 | 2003-06-20 | Nippon Hyomen Kagaku Kk | 金属の保護皮膜形成方法及び金属の保護皮膜 |
| JP2004183015A (ja) | 2002-11-29 | 2004-07-02 | Nippon Parkerizing Co Ltd | 金属表面処理剤、金属表面処理方法及び表面処理金属材料 |
| JP2004263252A (ja) | 2003-03-03 | 2004-09-24 | Jfe Steel Kk | 耐白錆性に優れたクロムフリー化成処理鋼板 |
| JP2005048199A (ja) | 2003-07-29 | 2005-02-24 | Jfe Steel Kk | 耐食性、導電性および皮膜外観に優れる表面処理鋼板 |
| JP2005194627A (ja) * | 2003-12-10 | 2005-07-21 | Sumitomo Metal Ind Ltd | 金属表面の水系処理薬剤 |
| JP2006213958A (ja) | 2005-02-02 | 2006-08-17 | Nippon Parkerizing Co Ltd | 金属材料表面処理用組成物及び処理方法 |
| JP2006321957A (ja) * | 2005-05-20 | 2006-11-30 | Nippon Parkerizing Co Ltd | 環境対応型プレコート金属材料用水系表面処理剤及び表面処理方法 |
| JP2007177314A (ja) * | 2005-12-28 | 2007-07-12 | Nippon Paint Co Ltd | 金属表面処理用組成物、金属表面処理方法及び表面処理された亜鉛めっき鋼板 |
| JP2008274388A (ja) * | 2006-06-13 | 2008-11-13 | Asahi Kagaku Kogyo Co Ltd | 表面処理剤および鋼板 |
| JP2008169470A (ja) | 2006-12-13 | 2008-07-24 | Jfe Steel Kk | 平板部耐食性、耐黒変性およびプレス成形後の外観と耐食性に優れた表面処理亜鉛系めっき鋼板、並びに亜鉛系めっき鋼板用水系表面処理液 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20130302637A1 (en) * | 2010-09-29 | 2013-11-14 | Takeshi Matsuda | Zinc-based metal coated steel sheet |
| US9127366B2 (en) * | 2010-09-29 | 2015-09-08 | Jfe Steel Corporation | Zinc-based metal coated steel sheet |
| WO2012165084A1 (ja) * | 2011-05-27 | 2012-12-06 | 関西ペイント株式会社 | 水性金属表面処理剤 |
| US20140342180A1 (en) * | 2011-09-14 | 2014-11-20 | Jfe Steel Corporation | Surface-treatment solution for zinc or zinc alloy coated steel sheet, and zinc or zinc alloy coated steel sheet and method for manufacturing the same |
| US9187829B2 (en) * | 2011-09-14 | 2015-11-17 | Jfe Steel Corporation | Surface-treatment solution for zinc or zinc alloy coated steel sheet and method for manufacturing zinc or zinc alloy coated steel sheet |
| JP5545396B1 (ja) * | 2013-06-25 | 2014-07-09 | Nok株式会社 | ゴム−金属積層ガスケット素材 |
| WO2014208113A1 (ja) * | 2013-06-25 | 2014-12-31 | Nok株式会社 | ゴム-金属積層ガスケット素材 |
| US10280869B2 (en) | 2013-06-25 | 2019-05-07 | Nok Corporation | Rubber-metal laminated gasket material |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2495351B1 (en) | 2018-02-28 |
| US20120208043A1 (en) | 2012-08-16 |
| TWI454591B (zh) | 2014-10-01 |
| CN102648304B (zh) | 2014-04-09 |
| KR101433488B1 (ko) | 2014-08-22 |
| CN102648304A (zh) | 2012-08-22 |
| EP2495351A4 (en) | 2017-01-18 |
| US9051654B2 (en) | 2015-06-09 |
| JP2011117070A (ja) | 2011-06-16 |
| CA2777236A1 (en) | 2011-05-05 |
| CA2777236C (en) | 2016-06-28 |
| JP5754102B2 (ja) | 2015-07-22 |
| TW201122156A (en) | 2011-07-01 |
| KR20120073359A (ko) | 2012-07-04 |
| EP2495351A1 (en) | 2012-09-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5754102B2 (ja) | 亜鉛系めっき鋼板 | |
| JP5720522B2 (ja) | 亜鉛系めっき鋼板の製造方法および亜鉛系めっき鋼板 | |
| JP5663915B2 (ja) | 亜鉛系めっき鋼板 | |
| JP5720521B2 (ja) | 亜鉛系めっき鋼板の製造方法および亜鉛系めっき鋼板 | |
| WO2010070728A1 (ja) | 金属材料用表面処理剤 | |
| JP5577781B2 (ja) | 表面処理鋼板 | |
| JP2007186767A (ja) | 高耐食性表面処理鋼板およびその製造方法 | |
| JP2008274419A (ja) | 耐食性、電着塗装密着性および溶接性に優れた表面処理鋼板 | |
| JP4110750B2 (ja) | 耐食性と導電性に優れた有機被覆鋼板 | |
| JP4096524B2 (ja) | 高温多湿環境下での耐食性に優れた有機被覆鋼板 | |
| JP6323424B2 (ja) | 耐食性に優れた表面処理溶融亜鉛めっき鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080048852.8 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10826833 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 868/MUMNP/2012 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2777236 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13503959 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010826833 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20127013292 Country of ref document: KR Kind code of ref document: A |