RU2500494C2 - Способ функционирования прокатного стана холодной прокатки с улучшенной динамикой - Google Patents
Способ функционирования прокатного стана холодной прокатки с улучшенной динамикой Download PDFInfo
- Publication number
- RU2500494C2 RU2500494C2 RU2010141991/02A RU2010141991A RU2500494C2 RU 2500494 C2 RU2500494 C2 RU 2500494C2 RU 2010141991/02 A RU2010141991/02 A RU 2010141991/02A RU 2010141991 A RU2010141991 A RU 2010141991A RU 2500494 C2 RU2500494 C2 RU 2500494C2
- Authority
- RU
- Russia
- Prior art keywords
- rolling mill
- stand
- thickness
- strip
- last
- Prior art date
Links
- 238000005096 rolling process Methods 0.000 title claims abstract description 184
- 238000000034 method Methods 0.000 title claims description 32
- 238000005097 cold rolling Methods 0.000 claims abstract description 129
- 230000001105 regulatory effect Effects 0.000 claims description 32
- 238000004590 computer program Methods 0.000 claims description 17
- 230000001276 controlling effect Effects 0.000 claims description 9
- 238000003860 storage Methods 0.000 claims description 7
- 238000005259 measurement Methods 0.000 claims description 4
- 238000006073 displacement reaction Methods 0.000 claims description 3
- 238000010276 construction Methods 0.000 claims 2
- 230000000694 effects Effects 0.000 abstract description 3
- 238000010327 methods by industry Methods 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 230000000875 corresponding effect Effects 0.000 description 8
- 238000009434 installation Methods 0.000 description 3
- 238000012544 monitoring process Methods 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000012549 training Methods 0.000 description 3
- 238000011017 operating method Methods 0.000 description 2
- 230000002596 correlated effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/16—Control of thickness, width, diameter or other transverse dimensions
- B21B37/165—Control of thickness, width, diameter or other transverse dimensions responsive mainly to the measured thickness of the product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2275/00—Mill drive parameters
- B21B2275/02—Speed
- B21B2275/06—Product speed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/46—Roll speed or drive motor control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/48—Tension control; Compression control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/58—Roll-force control; Roll-gap control
- B21B37/62—Roll-force control; Roll-gap control by control of a hydraulic adjusting device
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/58—Roll-force control; Roll-gap control
- B21B37/66—Roll eccentricity compensation systems
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Metal Rolling (AREA)
Abstract
Способ предназначен для повышения мобильности управления многоклетьевым прокатным станом холодной прокатки. Устройством определения усилия прокатки определяют действительное усилие прокатки последней прокатной клети и подают его на устройство регулирования, где определяют и выдают по меньшей мере одно регулирующее воздействие (δs1*, δv'), непосредственно после последней прокатной клети определяют действительную толщину (d) полосы и подают на устройство регулирования толщины, которым воздействуют на последнюю прокатную клеть. Динамичность отработки ошибок толщины полосы обеспечивается за счет того, что посредством другого устройства измерения толщины, расположенного перед последней прокатной клетью, определяют другую действительную толщину (d') полосы, устройствами определения скорости определяют скорости (v, v'), с которыми полоса входит в последнюю прокатную клеть и выходит из нее, скорости (v, v') и заданную конечную толщину (d*) подают на устройство определения номинального значения толщины (d'*), при этом на другое устройство регулирования толщины подают номинальную толщину (d'*) и другую действительную толщину (d') и устройством регулирования толщины воздействуют на предпоследнюю прокатную клеть (3) прокатного стана холодной прокатки. 4 н. и 13 з.п. ф-лы, 5 ил.
Description
Предложенное изобретение относится к способу функционирования многоклетьевого прокатного стана холодной прокатки,
- причем посредством устройства определения усилия прокатки определяется действительное усилие прокатки последней прокатной клети прокатного стана и подается на устройство регулирования усилия,
- причем устройство регулирования усилия на основе поданного на него действительного усилия прокатки и номинального усилия прокатки определяет и выдает по меньшей мере одно регулирующее воздействие,
- причем посредством расположенного непосредственно после последней прокатной клети прокатного стана устройства измерения толщины определяется действительная толщина полосы и подается на устройство регулирования толщины,
- причем устройство регулирования толщины воздействует на последнюю прокатную клеть прокатного стана холодной прокатки.
Предложенное изобретение относится, кроме того, к компьютерной программе, причем компьютерная программа включает в себя машинный код, который непосредственно выполняется управляющим устройством для многоклетьевого прокатного стана холодной прокатки.
Кроме того, предложенное изобретение относится к носителю данных, на котором сохранена в машиночитаемой форме компьютерная программа вышеописанного типа.
Кроме того, предложенное изобретение относится к управляющему устройству для многоклетьевого прокатного стана холодной прокатки, причем управляющее устройство запрограммировано подобной компьютерной программой.
Наконец, предложенное изобретение относится к многоклетьевому прокатному стану холодной прокатки,
- причем прокатный стан холодной прокатки имеет несколько прокатных клетей, через которые при работе прокатного стана холодной прокатки последовательно проходит полоса,
- причем с последней прокатной клетью прокатного стана холодной прокатки соотнесено устройство определения усилия прокатки, посредством которого может определяться действительное усилие прокатки последней прокатной клети,
- причем непосредственно за последней прокатной клетью прокатного стана холодной прокатки расположено устройство измерения толщины, посредством которого может определяться действительная толщина полосы,
- причем прокатный стан холодной прокатки имеет управляющее устройство вышеописанного типа, которое информационно-технически соединено с прокатными клетями прокатного стана холодной прокатки, устройством определения усилия прокатки и устройством измерения толщины.
Вышеописанные объекты в общем известны. Чисто в качестве примера можно сослаться на DE 4243045 A1 и JP 08090028 A.
В многоклетьевых прокатных станах холодной прокатки обычно измеряется толщина полосы за первой и за последней прокатной клетью прокатного стана холодной прокатки. Ошибки толщины полосы, которые возникают в расположенных между ними прокатных клетях прокатного стана холодной прокатки, замечаются только по измерению толщины после последней прокатной клети прокатного стана холодной прокатки. Подверженное времени нечувствительности регулирование мониторинга со стороны выхода прокатного стана холодной прокатки может эту ошибку в принципе отработать лишь не полностью. В частности, в так называемом режиме С, в котором последняя прокатная клеть прокатного стана холодной прокатки эксплуатируется как дрессировочная клеть с постоянным усилием прокатки, регулирование ошибок толщины оказывается затруднительным. Причина этого состоит в том, что регулирование мониторинга воздействует на последнюю регулируемую по очагу деформации прокатную клеть, то есть на предпоследнюю прокатную клеть прокатного стана холодной прокатки. Время нечувствительности состоит, таким образом, из времени транспортировки, которое требуется полосе от предпоследней прокатной клети до устройства измерения толщины. За счет этого достигается лишь очень незначительная динамика регулирования.
Как уже упомянуто, в дрессировочном режиме С последняя прокатная клеть многоклетьевого прокатного стана холодной прокатки эксплуатируется с постоянным усилием прокатки. С этой целью установка последней прокатной клети регулируется по усилию. На основе регулирования усилия прокатки последняя прокатная клеть реагирует на ошибки толщины полосы тем, что она соответственно настраивается. Ошибки толщины полосы, таким образом, проходят последнюю прокатную клеть прокатного стана холодной прокатки без ослабления. Регулирование мониторинга со стороны выхода, то есть устройство измерения толщины за прокатным станом холодной прокатки, изменяет при необходимости уменьшение выходного зазора предпоследней прокатной клети прокатного стана холодной прокатки. На основе большого времени нечувствительности, между управляющим воздействием на предпоследней прокатной клети прокатного стана холодной прокатки и последующим измерением посредством устройства измерения толщины могут, однако, в достаточной степени отрабатываться лишь низкочастотные мешающие воздействия.
Задача настоящего изобретения состоит в том, чтобы создать возможности, посредством которых ошибки толщины в прокатываемой полосе могут отрабатываться (сводиться к минимуму) с более высокой динамикой.
Эта задача в техническом аспекте способа решается посредством способа эксплуатации с признаками пункта 1 формулы изобретения. Предпочтительные выполнения способа эксплуатации являются предметом зависимых пунктов 2-15.
В соответствии с изобретением в способе эксплуатации вышеописанного типа предусмотрено,
- что посредством расположенного непосредственно перед последней прокатной клетью прокатного стана холодной прокатки другого устройства измерения толщины определяется другая действительная толщина полосы,
- что посредством устройств определения скорости определяются скорости, с которыми полоса входит в последнюю прокатную клеть прокатного стана холодной прокатки и выходит из последней прокатной клети прокатного стана холодной прокатки,
- что определенные скорости и заданная конечная толщина, которую должна иметь полоса после последней прокатной клети прокатного стана холодной прокатки, подаются на устройство определения номинального значения,
- что устройство определения номинального значения, в зависимости от поданных на него параметров, определяет номинальную толщину, и
- что на другое устройство регулирования толщины, воздействующее на предпоследнюю прокатную клеть прокатного стана холодной прокатки, подаются номинальная толщина в качестве номинального значения и другая действительная толщина в качестве действительного значения.
Предпочтительное выполнение предложенного изобретения состоит в том,
- что устройство регулирования толщины определяет номинальное значение для устройства перемещения для очага деформации последней прокатной клети прокатного стана холодной прокатки и подает на устройство регулирования очага деформации в качестве номинального значения,
- что на устройство регулирования очага деформации, кроме того, в качестве действительного значения подается установочное движение устройства перемещения,
- что устройство регулирования очага деформации, на основе поданных на него параметров, определяет команду регулирования для перемещения устройства перемещения и выдает ее на устройство перемещения и
- что устройство регулирования толщины определяет регулирующее воздействие для скорости валков последней прокатной клети прокатного стана холодной прокатки и выдает на последнюю прокатную клеть прокатного стана холодной прокатки.
Предпочтительным образом на устройство регулирования очага деформации в качестве дополнительного номинального значения, кроме того, подается значение компенсации эксцентриситета. С помощью этой меры могут компенсироваться обусловленные эксцентриситетом ошибки толщины полосы.
Предпочтительным образом, кроме того, предусмотрено, что выдаваемое устройством регулирования усилия регулирующее воздействие подается на устройство регулирования очага деформации в качестве дополнительного номинального значения. Посредством такого выполнения устройство регулирования усилия «перекрывает» устройство регулирования очага деформации, так что в результате последняя прокатная клеть прокатного стана холодной прокатки эксплуатируется при непосредственном регулировании усилия.
В качестве альтернативы возможно,
- что выдаваемое устройством регулирования усилия регулирующее воздействие воздействует на скорость валков предпоследней прокатной клети прокатного стана холодной прокатки,
- что определяется имеющее место в полосе между последней прокатной клетью и предпоследней прокатной клетью прокатного стана холодной прокатки натяжение полосы, и посредством устройства регулирования натяжения регулируется до достижения номинального натяжения, и
- что устройство регулирования натяжения воздействует на устройство регулирования очага деформации.
В этом случае получается косвенное регулирование усилия последней прокатной клети прокатного стана холодной прокатки.
В предпочтительном варианте осуществления настоящего изобретения, кроме того, предусмотрено,
- что на устройство определения номинального значения также подается действительная толщина, и
- что устройство определения номинального значения при определении номинальной толщины учитывает действительную толщину.
За счет этого выполнения достигаются еще более высокие результаты регулирования.
Является возможным другое устройство измерения толщины выполнять обычным образом. В качестве альтернативы, возможно, что другое устройство измерения толщины определяет другую действительную толщину полосы косвенным образом на основе скорости, определенной перед предпоследней прокатной клетью прокатного стана холодной прокатки, известной соответствующей действительной толщины полосы и определенной скорости полосы между предпоследней и последней прокатной клетью прокатного стана холодной прокатки.
Указанная задача, кроме того, решается в программно-техническом аспекте с помощью компьютерной программы с признаками пункта 10 формулы изобретения. В этом случае компьютерная программа включает в себя машинный код, который непосредственно выполняется управляющим устройством для многоклетьевого прокатного стана холодной прокатки. Выполнение машинного кода управляющим устройством обуславливает то, что управляющее устройство реализует вышеупомянутые устройства регулирования, управляет вышеупомянутыми устройствами определения и измерения и управляет вышеупомянутыми исполнительными элементами. В результате достигается то, что прокатный стан холодной прокатки управляется управляющим устройством согласно способу функционирования вышеописанного типа.
Указанная задача, кроме того, решается носителем данных, на котором сохранена в машиночитаемой форме компьютерная программа вышеописанного типа.
В техническом аспекте устройства указанная задача решается управляющим устройством для многоклетьевого прокатного стана холодной прокатки, причем управляющее устройство запрограммировано компьютерной программой вышеописанного типа. За счет этого управляющее устройство может реализовать соответствующие устройства регулирования, управлять соответствующими устройствами определения и измерения и управлять соответствующими исполнительными элементами, так что в результате прокатный стан холодной прокатки управляется управляющим устройством согласно способу функционирования вышеописанного типа.
В техническом аспекте устройства указанная задача решается многоклетьевым прокатным станом холодной прокатки с признаками пункта 13 формулы изобретения. Многоклетьевой прокатный стан холодной прокатки имеет несколько прокатных клетей, через которые при работе прокатного стана холодной прокатки последовательно проходит полоса. С последней прокатной клетью прокатного стана холодной прокатки соотнесено устройство определения усилия прокатки, посредством которого может определяться действительное усилие прокатки последней прокатной клети. Непосредственно за последней прокатной клетью прокатного стана холодной прокатки расположено устройство измерения толщины, посредством которого может определяться действительная толщина полосы. Прокатный стан холодной прокатки имеет управляющее устройство вышеописанного типа, которое информационно-технически соединено с прокатными клетями прокатного стана холодной прокатки, устройством определения усилия прокатки и устройством измерения толщины, так что прокатный стан холодной прокатки управляется управляющим устройством согласно способу функционирования вышеописанного типа.
Другие преимущества и детали следуют из нижеследующего описания примеров выполнения со ссылками на чертежи, на которых схематично представлено следующее:
Фиг.1 - многоклетьевой прокатный стан холодной прокатки,
Фиг.2-4 - возможные выполнения участка прокатного стана холодной прокатки,
Фиг.5 - возможное выполнение устройства измерения толщины.
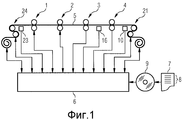
Согласно фиг.1, прокатный стан холодной прокатки имеет несколько прокатных клетей 1-4, через которые в процессе работы прокатного стана холодной прокатки последовательно проходит полоса 5. Только в качестве примера в данном случае прокатный стан холодной прокатки имеет четыре подобных прокатные клети 1-4. Однако число прокатных клетей 1-4 может, в качестве альтернативы, быть больше или меньше.
Прокатный стан холодной прокатки также содержит управляющее устройство 6. Управляющее устройство 6 информационно-технически соединено с прокатными клетями 1-4 прокатного стана холодной прокатки. Управляющее устройство 6 управляет прокатным станом холодной прокатки согласно способу функционирования, который описывается далее более подробно со ссылками на фиг.2-4. При этом в рамках фиг.2-4, в особенности, подробно описывается работа последней прокатной клети 4 и предпоследней прокатной клети 3 прокатного стана холодной прокатки. Остальные прокатные клети 1, 2 прокатного стана холодной прокатки могут управляться обычным известным способом.
Управляющее устройство 6 выполнено как программируемое управляющее устройство 6, которое при работе выполняет компьютерную программу 7. При этом компьютерная программа 7 включает в себя машинный код 8, который может непосредственно выполняться управляющим устройством 6. Выполнение машинного кода 8 вызывает в этом случае то, что управляющее устройство 6 управляет прокатным станом холодной прокатки согласно способу функционирования, соответствующему изобретению.
Компьютерная программа 7 может уже при изготовлении управляющего устройства 6 сохраняться в управляющем устройстве 6. В качестве альтернативы также возможно, что компьютерная программа 7 вводится в управляющее устройство 6 через соединение между компьютерами. Соединение между компьютерами на фиг.1 не показано. Оно может быть выполнено, например, как соединение с локальной сетью (LAN) или с Интернетом. Также, в качестве альтернативы, возможно, что компьютерная программа 7 сохраняется на носителе 9 данных в машиночитаемой форме и вводится в управляющее устройство 6 посредством носителя 9 данных. Выполнение носителя 9 данных может быть любой формы. Например, возможно, что носитель 9 данных выполнен как USB-карта флэш-памяти стандарта MemoryStick или как карта памяти. На фиг.1 показано выполнение носителя 9 данных как CD-ROM (компакт-диск только для чтения).
Согласно фиг.2, в первом варианте выполнения предложенного изобретения непосредственно за последней прокатной клетью 4 прокатного стана холодной прокатки расположено устройство 10 измерения толщины. Посредством устройства 10 измерения толщины определяется действительная толщина d, которую имеет полоса 5 в месте размещения устройства 10 измерения толщины. Устройство 10 измерения толщины подает определенную им действительную толщину d на устройство 11 регулирования толщины. Устройство 11 регулирования толщины воздействует на последнюю прокатную клеть 4 прокатного стана холодной прокатки.
В частности, устройство 11 регулирования толщины определяет номинальное значение s* для устройства 12 перемещения. Посредством устройства 12 перемещения может устанавливаться очаг деформации последней прокатной клети 4 прокатного стана холодной прокатки. Устройство 11 регулирования толщины подает определенное номинальное значение s* на устройство 13 регулирования очага деформации в качестве номинального значения s*.
Устройство 13 регулирования очага деформации затем подает в качестве действительного значения s установочное движение s устройства 12 перемещения. Устройство 13 регулирования очага деформации определяет на основе поданных на него параметров s*, s команду Q регулирования для перемещения устройства 12 перемещения. Оно выдает команду Q регулирования на устройство 12 перемещения.
Согласно фиг.2, устройство 12 перемещения выполнено как устройство с гидравлическими цилиндрами. Однако это не является обязательно необходимым. Принципиальным является только то, что устройство 12 перемещения может перемещаться под нагрузкой.
Кроме того, устройство 11 регулирования толщины определяет другое регулирующее воздействие δv*, которое воздействует на скорость валков последней прокатной клети 4 прокатного стана холодной прокатки.
Согласно фиг.2, кроме того, с последней прокатной клетью 4 прокатного стана холодной прокатки сопоставлено устройство 14 определения усилия прокатки. Посредством устройства 14 определения усилия прокатки определяется действительное усилие F прокатки последней прокатной клетью 4 прокатного стана холодной прокатки и подается на устройство 15 регулирования усилия. Устройство 15 регулирования усилия определяет с помощью поданного на него действительного усилия F прокатки и номинального усилия F* прокатки регулирующее воздействие δs1* и выдает это регулирующее воздействие δs1*. В примере выполнения по фиг.2 выданное устройством 15 регулирования усилия регулирующее воздействие δs1* подается на устройство 13 регулирования очага деформации в качестве дополнительного номинального значения δs1*.
Согласно фиг.2, на устройство 13 регулирования очага деформации, кроме того, в качестве дополнительного номинального значения δs2* подается значение δs2* компенсации эксцентриситета. Это выполнение является предпочтительным, но не обязательно требуется.
На основе описанного выше со ссылкой на фиг.2 возможного выполнения прокатного стана холодной прокатки достигается улучшенная динамика, потому что устройство 11 регулирования толщины динамически воздействует на последнюю прокатную клеть 4 прокатного стана холодной прокатки. Это является противоположным уровню техники, в котором хотя устройство 10 измерения толщины тоже размещено за последней прокатной клетью 4 прокатного стана холодной прокатки, однако устройство 11 регулирования толщины воздействует на предпоследнюю прокатную клеть 3 прокатного стана холодной прокатки.
Описанный выше со ссылкой на фиг.2 способ действий может быть дополнительно улучшен. В частности, согласно фиг.2 возможно, что непосредственно перед последней прокатной клетью 4 прокатного стана холодной прокатки расположено другое устройство 16 измерения толщины. Посредством другого устройства 16 измерения толщины определяется другая действительная толщина d', которую полоса 5 имеет в месте другого устройства 16 измерения толщины. Другая действительная толщина d', согласно фиг.2, также подается на устройство 11 регулирования толщины. Поэтому устройство 11 регулирования толщины может учитывать другую действительную толщину d' при определении номинального значения s*. Тем самым в результате на основе определенной другой действительной толщины d' варьируется регулирующее воздействие Q, действующее на последнюю прокатную клеть 4 прокатного стана холодной прокатки. Варьируемое на основе другой действительной толщины d' регулирующее воздействие s* действует тем самым на устройство 13 регулирования очага деформации.
Согласно фиг.2, кроме того, определяется натяжение Z полосы, которое существует в полосе 5 между последней прокатной клетью 4 и предпоследней прокатной клетью 3 прокатного стана холодной прокатки. Натяжение Z полосы, а также номинальное натяжение Z* подаются на устройство 17 регулирования натяжения, которое регулирует натяжение Z полосы до достижения номинального натяжения Z*. При этом устройство 17 регулирования натяжения может, в частности, воздействовать на скорость валков предпоследней прокатной клети 3 прокатного стана холодной прокатки. В качестве альтернативы, возможно, как показано штриховой линией на фиг.2, что устройство 17 регулирования натяжения воздействует на скорость валков последней прокатной клети 4 прокатного стана холодной прокатки.
В качестве альтернативы выполнению, согласно фиг.2, является возможным управлять прокатным станом холодной прокатки согласно способу функционирования, который поясняется далее со ссылкой на фиг.3. При этом в рамках фиг.3 сначала поясняются общие признаки с выполнением по фиг.2, а затем различия.
Также, согласно выполнению по фиг.3, устройство 10 измерения толщины расположено за последней прокатной клетью 4 прокатного стана холодной прокатки. Устройство 10 измерения толщины определяет действительную толщину d полосы за последней прокатной клетью 4 прокатного стана холодной прокатки и подает действительную толщину d полосы на устройство 11 регулирования толщины. Устройство 11 регулирования толщины воздействует на последнюю прокатную клеть 4 прокатного стана холодной прокатки.
Кроме того, и при выполнении по фиг.3 устройство 11 регулирования толщины определяет номинальное значение s* для устройства 12 перемещения и подает его на устройство 13 регулирования очага деформации в качестве номинального значения s*. Устройство 13 регулирования очага деформации принимает номинальное значение s* и соответствующее действительное значение s и определяет аналогично описанному выше команду Q регулирования для перемещения устройства 12 перемещения. Кроме того, и при выполнении согласно фиг.3, имеется устройство 14 определения усилия прокатки, которое определяет действительное усилие F прокатки последней прокатной клети 4 и подает его на устройство 15 регулирования усилия. Устройство 15 регулирования усилия определяет, как и ранее, с помощью поданного на него действительного усилия F прокатки, а также поданного номинального усилия F* прокатки регулирующее воздействие δv'* и выдает это регулирующее воздействие δv'*. В отличие от примера выполнения по фиг.2, выданное устройством 15 регулирования усилия регулирующее воздействие δv'* воздействует на скорость валков предпоследней прокатной клети 3 прокатного стана холодной прокатки.
Кроме того, и в примере выполнения по фиг.3 предусмотрено, что устройство 11 регулирования толщины определяет другое регулирующее воздействие δv*, которое воздействует на скорость валков последней прокатной клети 4 прокатного стана холодной прокатки. Аналогично примеру выполнения по фиг.2, определяется натяжение Z полосы между последней прокатной клетью 4 и предпоследней прокатной клетью 3 прокатного стана холодной прокатки и подается на устройство 17 регулирования натяжения. Устройство 17 регулирования натяжения регулирует натяжение Z полосы до достижения номинального натяжения Z*. Кроме того, в примере выполнения по фиг.3 предусмотрено, что устройство 17 регулирования натяжения воздействует на устройство 13 регулирования очага деформации.
Посредством выполнения в соответствии с фиг.3 в результате получается аналогичное воздействие, что и при выполнении по фиг.2. Так как устройство 11 регулирования толщины действует на последнюю прокатную клеть 4 прокатного стана холодной прокатки, время нечувствительности уменьшается, и поэтому динамика улучшается.
Также при выполнении согласно фиг.3 возможны различные предпочтительные выполнения. В частности, аналогично фиг.2, кроме того, можно на устройство 13 регулирования очага деформации в качестве дополнительного номинального значения δs2* подавать значение δs2* компенсации эксцентриситета.
Также возможно, что посредством другого устройства 16 измерения толщины определяется другая действительная толщина d', которая подается на устройство 11 регулирования толщины. И в этом случае устройство 11 регулирования толщины может с помощью другой действительной толщины d' полосы 5 варьировать регулирующее воздействие s*, действующее на последнюю прокатную клеть 4 прокатного стана холодной прокатки.
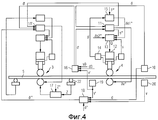
Кроме того, возможно стан холодной прокатки эксплуатировать согласно способу эксплуатации, который поясняется ниже более подробно со ссылкой на фиг.4. При этом способ эксплуатации согласно фиг.4 возможен в качестве альтернативы или дополнительно к выполнениям согласно фиг.2 и 3.
Также, согласно выполнению по фиг.4, устройство 10 измерения толщины расположено непосредственно за последней прокатной клетью 4 прокатного стана холодной прокатки. Кроме того, имеется устройство 11 регулирования толщины, на которое подается действительная толщина d полосы 5. Устройство 11 регулирования толщины при выполнении согласно фиг.4 воздействует на последнюю прокатную клеть 4 прокатного стана холодной прокатки.
При выполнении по фиг.4, аналогично выполнениям по фиг.2 и 3, имеется устройство 14 определения усилия прокатки, которое определяет действительное усилие F прокатки последней прокатной клети 4 и подает его на устройство 15 регулирования усилия. Устройство 15 регулирования усилия определяет, как и ранее, с помощью поданного на него действительного усилия F прокатки, а также поданного номинального усилия F* прокатки регулирующее воздействие δs1* и выдает это регулирующее воздействие δs1*. Регулирующее воздействие δs1* действует, аналогично выполнению по фиг.2, на устройство 13 регулирования очага деформации.
Также при выполнении согласно фиг.4 посредством другого устройства 16 измерения толщины, расположенного непосредственно перед последней прокатной клетью 4 прокатного стана холодной прокатки, определяется другая действительная толщина d' полосы 5, которая подается на другое устройство 11' регулирования толщины в качестве действительного значения d'. Другое устройство 11' регулирования толщины действует при этом на предпоследнюю прокатную клеть 3 прокатного стана холодной прокатки.
Другое устройство 11' регулирования толщины требует для надлежащего регулирования не только другую действительную толщину d', но и номинальную толщину d'*. Номинальная толщина d'* определяется с помощью устройства 18 определения номинального значения. С этой целью имеются устройства 19, 20 определения скорости. Посредством устройств 19, 20 определения скорости определяются скорости v и v*, с которыми полоса 5 входит в последнюю прокатную клеть 4 прокатного стана холодной прокатки и выходит из последней прокатной клети 4 прокатного стана холодной прокатки. Определенные скорости v и v* и конечная толщина d*, которую должна иметь полоса 5 после последней прокатной клети 4 прокатного стана холодной прокатки, подаются на устройство 18 определения номинального значения. Устройство 18 определения номинального значения определяет, в зависимости от поданных на него параметров d*, d, v', v, номинальную толщину d'* и подает ее на устройство 11 регулирования толщины в качестве номинального значения d'*.
Формула для определения номинальной толщины d* получается на основе уравнения непрерывности, так как должно выполняться равенство:
d'*·v' = d*·v 
(1)
Скорости v и v' могут определяться различными способами. Например, возможно, что за последней прокатной клетью 4, согласно фиг.1, расположен S-блок 21 роликов, и определяется окружная скорость роликов S-блока 21 роликов. Эта скорость v очень хорошо корреспондируется со скоростью полосы 5 со стороны выхода за последней прокатной клетью 4. Для определения скорости v' полосы 5 между последней и предпоследней прокатной клетью 4, 3 можно, например, определять окружную скорость ролика 22 измерения натяжения. Однако альтернативно возможны и другие способы действия.
И при выполнении согласно фиг.4 можно на устройство 13 регулирования очага деформации в качестве дополнительного номинального значения δs2* подавать значение δs2* компенсации эксцентриситета.
И при выполнении согласно фиг.4 может достигаться повышенная динамика, по сравнению с уровнем техники. Хотя другое устройство 11' регулирования толщины действует аналогично уровню техники на предпоследнюю прокатную клеть 3 прокатного стана холодной прокатки, однако, в противоположность уровню техники, соответствующее устройство 16 измерения толщины размещено не за последней прокатной клетью 4 прокатного стана холодной прокатки, а перед последней прокатной клетью 4 прокатного стана холодной прокатки.
В качестве другого выполнения способа функционирования по фиг.4 можно также подавать действительную толщину d на устройство 18 определения номинального значения. В этом случае устройство 18 определения номинального значения может учитывать действительную толщину d при определении номинальной толщины d'*.
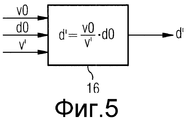
Устройство 10 измерения толщины, посредством которого определяется действительная толщина d полосы 5 за последней прокатной клетью 4 прокатного стана холодной прокатки, предпочтительно выполнено как обычное устройство измерения толщины. Также другое устройство 16 измерения толщины, посредством которого определяется другая действительная толщина d' полосы 5 между предпоследней и последней прокатной клетью 3, 4 прокатного стана холодной прокатки, может быть выполнено как обычное устройство измерения толщины. Ниже, однако, со ссылкой на фиг.5 описывается альтернативное выполнение этого устройства 16 измерения толщины.
Согласно фиг.5, определяется скорость v' полосы 5 между предпоследней и последней прокатной клетью 3, 4 прокатного стана холодной прокатки. Например, может определяться окружная скорость ролика 22 измерения натяжения. В качестве альтернативы, может, например, определяться окружная скорость валков предпоследней прокатной клети 4 прокатного стана холодной прокатки; и скорость v' полосы 5 между предпоследней и последней прокатной клетью 3, 4 прокатного стана холодной прокатки может определяться с учетом опережения.
Кроме того, в месте перед предпоследней прокатной клетью 3 - это может альтернативно быть местом между предпоследней и третьей с конца прокатной клетью 3, 2 или еще более удаленным от предпоследней прокатной клети 3 местом - определятся скорость v0 полосы 5 и толщина d0 полосы, имеющаяся на этом месте, которые подаются на другое устройство 16 измерения толщины. Например, можно с помощью дополнительного устройства 23 измерения толщины с входной стороны прокатного стана холодной прокатки определить входную толщину d0 полосы 5. Аналогичным образом можно на стороне входа прокатного стана холодной прокатки - например, путем определения окружной скорости роликов предыдущего S-блока 24 роликов - определить соответствующую скорость v0 полосы на стороне входа.
Соответствующие места полосы 5, для которых определялись входные толщины d0, отслеживаются в пределах прокатного стана холодной прокатки. В корректный момент времени посредством другого устройства 16 измерения толщины определяется другая действительная толщина d'. При этом определение осуществляется на основе соотношения:
d'·v' = d0·v0 
(2)
при этом v0 и v' - текущие определенные скорости, d0 - начальная толщина d0 полосы 5, которая была определена для места полосы 5 в момент выхода из предпоследней прокатной клети 3 с помощью дополнительного устройства 23 измерения толщины.
Различные устройства 11, 11', 13, 15 и 17 регулирования, а также устройство 18 определения номинального значения, как правило, реализованы программными средствами. Они, таким образом, являются частями компьютерной программы 7. Выполнение компьютерной программы 7 управляющим устройством 6 обуславливает то, что управляющее устройство 6 реализует соответствующие устройства 11, 11', 13, 15 и 17 регулирования, а также устройство 18 определения номинального значения. Кроме того, управляющее устройство 6 на основе выполнения машинного кода 8 управляет устройствами 14, 19, 20 определения и исполнительными элементами 12 (и другими). Поэтому в результате прокатный стан холодной прокатки управляется управляющим устройством 6 согласно одному из вышеописанных способов функционирования. Кроме того, управляющее устройство 6, разумеется, также связано информационно-технически с упомянутыми устройствами 10, 12, 14, 16, 19, 20 и т.д.
Предложенное изобретение имеет множество преимуществ. В частности, в соответствии с изобретением решается проблема, имеющаяся в уровне техники, касающаяся считавшегося неразрешимым противоречия между «постоянным регулированием усилия прокатки в последней прокатной клети 4 для дрессировочного режима» и «использованием регулирующего воздействия установки последней прокатной клети 4 для компенсации ошибок толщины». Учитываются как требования к дрессировочному режиму, так и требования к выдерживанию заданной точности изготавливаемой полосы 5. При этом достигается динамика, считавшаяся согласно уровню техники невозможной.
Представленное выше описание служит исключительно пояснению заявленного изобретения. Однако объем защиты предложенного изобретения должен определяться исключительно формулой изобретения.
Claims (17)
1. Способ управления многоклетьевым прокатным станом холодной прокатки полосы (5), в котором посредством устройства (14) определения усилия прокатки определяют действительное усилие (F) прокатки последней прокатной клети (4) прокатного стана и подают его на устройство (15) регулирования усилия, посредством которого на основе поданного на него действительного усилия (F) прокатки и номинального усилия (F*) прокатки определяют и выдают по меньшей мере одно регулирующее воздействие (δs1*, δv'), посредством расположенного непосредственно после последней прокатной клети (4) прокатного стана устройства (10) измерения толщины определяют действительную толщину (d) полосы (5) и подают на устройство (11) регулирования толщины, которым воздействуют на последнюю прокатную клеть (4) прокатного стана холодной прокатки, отличающийся тем, что посредством другого устройства (16) измерения толщины, расположенного непосредственно перед последней прокатной клетью (4) прокатного стана холодной прокатки, определяют другую действительную толщину (d') полосы (5), посредством устройств (19, 20) определения скорости определяют скорости (v, v'), с которыми полоса (5) входит в последнюю прокатную клеть (4) прокатного стана холодной прокатки и выходит из последней прокатной клети (4) прокатного стана холодной прокатки, определенные скорости (v, v') и заданную конечную толщину (d*), которую должна иметь полоса (5) после последней прокатной клети (4) прокатного стана холодной прокатки, подают на устройство (18) определения номинального значения толщины, которое в зависимости от поданных на него параметров (v', v, d*, d) определяет номинальную толщину (d'*), при этом на другое устройство (11') регулирования толщины подают упомянутую номинальную толщину (d'*) в качестве номинального значения (d'*) и другую действительную толщину (d') в качестве действительного значения (d'), и упомянутым устройством (11') регулирования толщины воздействуют на предпоследнюю прокатную клеть (3) прокатного стана холодной прокатки.
2. Способ по п.1, отличающийся тем, что посредством устройства (11) регулирования толщины определяют номинальное значение (s*) перемещения устройства (12) перемещения для очага деформации последней прокатной клети (4) прокатного стана холодной прокатки и подают его на устройство (13) регулирования очага деформации в качестве номинального значения (s*), в качестве действительного значения (s) на устройство (13) регулирования очага деформации подают также установочное значение (s) перемещения устройства перемещения (12), в устройстве (13) регулирования очага деформации на основе поданных на него параметров (s, s*, δs1*, дополнительно δs2*) определяют команду (Q) регулирования для перемещения устройства (12) перемещения и выдают ее на устройство (12) перемещения, посредством устройства (11) регулирования толщины определяют регулирующее воздействие (δv*) для скорости валков последней прокатной клети (4) прокатного стана холодной прокатки и выдают его на последнюю прокатную клеть (4) прокатного стана холодной прокатки.
3. Способ по п.2, отличающийся тем, что на устройство (13) регулирования очага деформации в качестве дополнительного номинального значения (δs2*) подают значение (δs2*) компенсации эксцентриситета.
4. Способ по п.2, отличающийся тем, что выдаваемое устройством (15) регулирования усилия регулирующее воздействие (δs1*) подают на устройство (13) регулирования очага деформации в качестве дополнительного номинального значения (δs1*).
5. Способ по п.4, отличающийся тем, что определяют натяжение (Z) полосы (5) между последней прокатной клетью (4) и предпоследней прокатной клетью (3) стана холодной прокатки и посредством устройства (17) регулирования натяжения регулируют его относительно номинального натяжения (Z*).
6. Способ по п.5, отличающийся тем, что устройством (17) регулирования натяжения воздействует на скорость валков последней или предпоследней прокатной клети (3, 4) стана холодной прокатки или на устройство (13) регулирования очага деформации.
7. Способ по п.3, отличающийся тем, что выдаваемое устройством (15) регулирования усилия регулирующее воздействие (δs1*) подают на устройство (13) регулирования очага деформации в качестве дополнительного номинального значения (δs1*).
8. Способ по п.7, отличающийся тем, что определяют натяжение (Z) полосы (5) между последней прокатной клетью (4) и предпоследней прокатной клетью (3) стана холодной прокатки и посредством устройства (17) регулирования натяжения регулируют его относительно номинального натяжения (Z*).
9. Способ по п.8, отличающийся тем, что посредством устройства (17) регулирования натяжения воздействуют на скорость валков последней или предпоследней прокатной клети (3, 4) стана холодной прокатки или на устройство (13) регулирования очага деформации.
10. Способ по п.2, отличающийся тем, что регулирующим воздействием (δv'*), выдаваемым устройством (15) регулирования усилия, воздействуют на скорость валков предпоследней прокатной клети (3) прокатного стана холодной прокатки, при этом определяют натяжение (Z) полосы (5) между последней прокатной клетью (4) и предпоследней прокатной клетью (3) прокатного стана холодной прокатки и посредством устройства (17) регулирования натяжения регулируют его относительно номинального натяжения (Z*), причем устройством (17) регулирования натяжения воздействуют на устройство (13) регулирования очага деформации.
11. Способ по п.3, отличающийся тем, что регулирующим воздействием (δv'*), выдаваемым устройством (15) регулирования усилия, воздействуют на скорость валков предпоследней прокатной клети (3) прокатного стана холодной прокатки, при этом определяют натяжение (Z) полосы (5) между последней прокатной клетью (4) и предпоследней прокатной клетью (3) прокатного стана холодной прокатки и посредством устройства (17) регулирования натяжения регулируют его относительно номинального натяжения (Z*), причем устройством (17) регулирования натяжения воздействуют на устройство (13) регулирования очага деформации.
12. Способ по любому из пп.1-11, отличающийся тем, что на устройство (18) определения номинального значения толщины подают также действительную толщину (d), при этом в устройстве (18) определения номинального значения при определении номинальной толщины (d'*) учитывают действительную толщину (d).
13. Способ по любому из пп.1-11, отличающийся тем, что посредством другого устройства (16) измерения толщины определяют другую действительную толщину (d') полосы (5) косвенным образом на основе скорости (v0) полосы (5), определенной перед предпоследней прокатной клетью (3) прокатного стана холодной прокатки, известной соответствующей действительной толщины (d0) полосы (5) и определенной скорости (v') полосы (5) между предпоследней и последней прокатной клетью (3, 4) прокатного стана холодной прокатки.
14. Способ по п.12, отличающийся тем, что посредством другого устройства (16) измерения толщины определяют другую действительную толщину (d') полосы (5) косвенным образом на основе скорости (v0) полосы (5), определенной перед предпоследней прокатной клетью (3) прокатного стана холодной прокатки, известной соответствующей действительной толщины (d0) полосы (5) и определенной скорости (v') полосы (5) между предпоследней и последней прокатной клетью (3, 4) прокатного стана холодной прокатки.
15. Носитель данных, на котором сохранена в машиночитаемой форме компьютерная программа (7), включающая машинный код (8), выполняемый управляющим устройством (6), реализующим управление многоклетьевым прокатным станом холодной прокатки полосы способом по любому из пп.1-14 посредством управления устройствами (11, 11', 13, 15, 17) регулирования, устройствами (10, 14, 16, 19, 20) определения и измерения и исполнительными элементами (12).
16. Управляющее устройство для многоклетьевого прокатного стана холодной прокатки, запрограммированное компьютерной программой (7), включающей машинный код (8), выполняемый управляющим устройством (6) многоклетьевого прокатного стана холодной прокатки и реализующий управление многоклетьевым прокатным станом холодной прокатки полосы способом по любому из пп.1-14 посредством управления устройствами (11, 11', 13, 15, 17) регулирования, устройствами (10, 14, 16, 19, 20) определения и измерения и исполнительными элементами (12).
17. Многоклетьевой прокатный стан холодной прокатки полосы, имеющий несколько прокатных клетей (1-4), через которые при прокатке последовательно проходит полоса (5), устройство (14) определения усилия прокатки в последней прокатной клети (4) прокатного стана для определения действительного усилия (F) прокатки последней прокатной клети (4), устройство (10) измерения толщины, расположенное непосредственно за последней прокатной клетью (4) прокатного стана холодной прокатки, для определения действительной толщины (d) полосы (5), при этом прокатный стан имеет управляющее устройство (6) по п.16, информационно-технически соединенное с прокатными клетями (1-4), устройством (14) определения усилия прокатки и устройством (10) измерения толщины, для управления прокатным станом холодной прокатки согласно способу управления по любому из пп.1-14.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008014304A DE102008014304A1 (de) | 2008-03-14 | 2008-03-14 | Betriebsverfahren für eine Kaltwalzstraße mit verbesserter Dynamik |
| DE102008014304.9 | 2008-03-14 | ||
| PCT/EP2009/052697 WO2009112443A1 (de) | 2008-03-14 | 2009-03-09 | Betriebsverfahren für eine kaltwalzstrasse mit verbesserter dynamik |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2010141991A RU2010141991A (ru) | 2012-04-20 |
| RU2500494C2 true RU2500494C2 (ru) | 2013-12-10 |
Family
ID=40670971
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2010141991/02A RU2500494C2 (ru) | 2008-03-14 | 2009-03-09 | Способ функционирования прокатного стана холодной прокатки с улучшенной динамикой |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8516869B2 (ru) |
| EP (1) | EP2268427B1 (ru) |
| CN (1) | CN101970140B (ru) |
| BR (1) | BRPI0909292A2 (ru) |
| DE (1) | DE102008014304A1 (ru) |
| PL (1) | PL2268427T3 (ru) |
| RU (1) | RU2500494C2 (ru) |
| WO (1) | WO2009112443A1 (ru) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006008574A1 (de) * | 2006-02-22 | 2007-08-30 | Siemens Ag | Verfahren zur Unterdrückung des Einflusses von Walzenexzentrizitäten |
| DE102008014304A1 (de) | 2008-03-14 | 2009-09-24 | Siemens Aktiengesellschaft | Betriebsverfahren für eine Kaltwalzstraße mit verbesserter Dynamik |
| CN104338754B (zh) * | 2014-10-22 | 2016-04-13 | 山东钢铁股份有限公司 | 一种可逆式冷轧机操作台权限控制方法 |
| US11845118B2 (en) * | 2020-09-04 | 2023-12-19 | Toshiba Mitsubishi-Electric Industrial Systems Corporation | Control system of tandem cold rolling mill |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU980891A1 (ru) * | 1981-05-11 | 1982-12-15 | Всесоюзный Научно-Исследовательский Институт Автоматизации Черной Металлургии Научно-Производственное Объединение "Черметавтоматика" | Система совместного регулировани толщины и профил полосы в клети непрерывного прокатного стана |
| SU1110377A3 (ru) * | 1981-09-30 | 1984-08-23 | Мицубиси Денки Кабусики Кайся (Фирма) | Устройство дл регулировани геометрических размеров полосы на стане непрерывной прокатки |
| SU1202650A1 (ru) * | 1983-07-08 | 1986-01-07 | Научно-Исследовательский Институт Тяжелого Машиностроения Производственного Объединения "Уралмаш" | Устройство дл автоматического регулировани толщины полосы на непрерывном прокатном стане |
| SU1611478A1 (ru) * | 1988-07-18 | 1990-12-07 | Киевский институт автоматики им.ХХУ съезда КПСС | Способ настройки клетей прокатного стана |
| DE4243045A1 (en) * | 1991-12-26 | 1993-07-01 | Siemens Ag | Controller form cold strip rolling system - matches stage roller forces, roller speed and strip tension to achieve constant strip thickness, with low axial force on strip |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA932432A (en) | 1968-02-02 | 1973-08-21 | Andrew W. Smith, Jr. | Predictive gauge control method and apparatus with automatic plasticity determination for metal rolling mills |
| US3983194A (en) * | 1971-07-13 | 1976-09-28 | Oxy Metal Industries Corporation | Process for manufacturing a helical reverse osmosis segment |
| US4691547A (en) * | 1983-09-08 | 1987-09-08 | John Lysaght (Australia) Limited | Rolling mill strip thickness controller |
| JPH0195810A (ja) * | 1987-10-07 | 1989-04-13 | Sumitomo Light Metal Ind Ltd | 圧延機における板厚制御方法 |
| DE3821280A1 (de) | 1988-06-24 | 1989-12-28 | Sundwiger Eisen Maschinen | Regeleinrichtung fuer den walzspalt eines walzgeruestes fuer baender |
| DE4105321A1 (de) * | 1991-02-20 | 1992-08-27 | Siemens Ag | Regelung eines warm- und/oder kaltwalzprozesses |
| JPH05200420A (ja) * | 1992-01-28 | 1993-08-10 | Toshiba Corp | マットロール圧延用板厚制御装置 |
| DE4410960B4 (de) * | 1994-03-29 | 2005-03-03 | Siemens Ag | Verfahren zur Unterdrückung des Einflusses von Walzenexzentrizitäten |
| JP3348540B2 (ja) * | 1994-09-21 | 2002-11-20 | 住友金属工業株式会社 | タンデムミルの制御方法 |
| DE19834758A1 (de) * | 1998-08-01 | 2000-02-03 | Salzgitter Ag | Verfahren zur Kompensation des Einflusses von Walzenexzentrizitäten auf die Dicke des Walzgutes |
| FR2887480B1 (fr) * | 2005-06-23 | 2007-09-21 | Vai Clecim Soc Par Actions Sim | Procede et dispositif de regulation de l'epaisseur d'un produit lamine en sortie d'une installation de laminage en tandem |
| DE102007003243A1 (de) | 2007-01-23 | 2008-07-31 | Siemens Ag | Regelanordnung für ein Walzgerüst und hiermit korrespondierende Gegenstände |
| DE102008014304A1 (de) | 2008-03-14 | 2009-09-24 | Siemens Aktiengesellschaft | Betriebsverfahren für eine Kaltwalzstraße mit verbesserter Dynamik |
-
2008
- 2008-03-14 DE DE102008014304A patent/DE102008014304A1/de not_active Withdrawn
-
2009
- 2009-03-09 EP EP09718646A patent/EP2268427B1/de active Active
- 2009-03-09 CN CN2009801090892A patent/CN101970140B/zh active Active
- 2009-03-09 WO PCT/EP2009/052697 patent/WO2009112443A1/de active Application Filing
- 2009-03-09 PL PL09718646T patent/PL2268427T3/pl unknown
- 2009-03-09 US US12/920,508 patent/US8516869B2/en not_active Expired - Fee Related
- 2009-03-09 BR BRPI0909292A patent/BRPI0909292A2/pt not_active IP Right Cessation
- 2009-03-09 RU RU2010141991/02A patent/RU2500494C2/ru not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU980891A1 (ru) * | 1981-05-11 | 1982-12-15 | Всесоюзный Научно-Исследовательский Институт Автоматизации Черной Металлургии Научно-Производственное Объединение "Черметавтоматика" | Система совместного регулировани толщины и профил полосы в клети непрерывного прокатного стана |
| SU1110377A3 (ru) * | 1981-09-30 | 1984-08-23 | Мицубиси Денки Кабусики Кайся (Фирма) | Устройство дл регулировани геометрических размеров полосы на стане непрерывной прокатки |
| SU1202650A1 (ru) * | 1983-07-08 | 1986-01-07 | Научно-Исследовательский Институт Тяжелого Машиностроения Производственного Объединения "Уралмаш" | Устройство дл автоматического регулировани толщины полосы на непрерывном прокатном стане |
| SU1611478A1 (ru) * | 1988-07-18 | 1990-12-07 | Киевский институт автоматики им.ХХУ съезда КПСС | Способ настройки клетей прокатного стана |
| DE4243045A1 (en) * | 1991-12-26 | 1993-07-01 | Siemens Ag | Controller form cold strip rolling system - matches stage roller forces, roller speed and strip tension to achieve constant strip thickness, with low axial force on strip |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2268427A1 (de) | 2011-01-05 |
| RU2010141991A (ru) | 2012-04-20 |
| EP2268427B1 (de) | 2013-01-30 |
| WO2009112443A1 (de) | 2009-09-17 |
| US8516869B2 (en) | 2013-08-27 |
| US20110011143A1 (en) | 2011-01-20 |
| CN101970140A (zh) | 2011-02-09 |
| CN101970140B (zh) | 2013-10-30 |
| BRPI0909292A2 (pt) | 2019-09-24 |
| DE102008014304A1 (de) | 2009-09-24 |
| PL2268427T3 (pl) | 2013-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9547290B2 (en) | Control method for a rolling train | |
| RU2500494C2 (ru) | Способ функционирования прокатного стана холодной прокатки с улучшенной динамикой | |
| US9751165B2 (en) | Control method for mill train | |
| CN102441576A (zh) | 热轧带钢粗轧中间坯镰刀弯和楔形自动控制方法 | |
| CN103108706B (zh) | 用于在精轧机列中的金属热轧带材的温度和几何形状的实时测定方法 | |
| KR101782281B1 (ko) | 압연 라인의 에너지 소비량 예측 장치 | |
| RU2507016C2 (ru) | Способ функционирования для многоклетьевого прокатного стана с определением толщины полосы на основе уравнения непрерывности | |
| EP3332883B1 (en) | Metal thickness control model based inferential sensor | |
| CN102099132A (zh) | 用于在辊式矫平机中矫平部件的方法 | |
| CN104066523A (zh) | 用于在热轧车间中加工轧件的方法 | |
| JPWO2015029171A1 (ja) | 圧延機の板厚制御装置 | |
| JP2008126305A (ja) | 冷間タンデム圧延における板厚制御方法 | |
| US8752409B2 (en) | Method for a operating a rolling mill train with curvature recognition | |
| US10500621B2 (en) | Method for processing material to be rolled on a rolling line, and rolling line | |
| JP2006110627A (ja) | 金属板材の圧延方法および圧延装置 | |
| RU2518831C2 (ru) | Холоднопрокатный стан с регулированием массового потока на прокатной клети | |
| RU2451568C2 (ru) | Способ управления для клети прокатного стана для прокатки полосы | |
| Schulte et al. | Adaptive Pass Scheduling for Roughness Control in Cold Rolling | |
| KR101239187B1 (ko) | 2 스탠드 압연기의 강판 연신율 제어 장치 및 제어 방법 | |
| JP4836876B2 (ja) | タンデム圧延機の制御方法及びタンデム圧延機 | |
| Park et al. | New tension control at the head of strip in hot strip finishing mill | |
| EP1919638A1 (de) | Verfahren zur dickenregelung beim warmwalzen | |
| JPH11285718A (ja) | 熱間圧延における板幅制御方法 | |
| JP2023033789A (ja) | 蛇行制御方法及び蛇行制御装置 | |
| JP2005186085A (ja) | 冷間連続圧延機の走間板厚変更制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PC41 | Official registration of the transfer of exclusive right |
Effective date: 20160229 |
|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20170310 |