KR850000774B1 - 곡물 공급 조절기구를 갖는 제분용 롤밀의 자동 조절장치 - Google Patents
곡물 공급 조절기구를 갖는 제분용 롤밀의 자동 조절장치 Download PDFInfo
- Publication number
- KR850000774B1 KR850000774B1 KR1019810001223A KR810001223A KR850000774B1 KR 850000774 B1 KR850000774 B1 KR 850000774B1 KR 1019810001223 A KR1019810001223 A KR 1019810001223A KR 810001223 A KR810001223 A KR 810001223A KR 850000774 B1 KR850000774 B1 KR 850000774B1
- Authority
- KR
- South Korea
- Prior art keywords
- control
- roll
- supply
- pressure
- signal
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C4/00—Crushing or disintegrating by roller mills
- B02C4/28—Details
- B02C4/32—Adjusting, applying pressure to, or controlling the distance between, milling members
- B02C4/38—Adjusting, applying pressure to, or controlling the distance between, milling members in grain mills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C4/00—Crushing or disintegrating by roller mills
- B02C4/28—Details
- B02C4/286—Feeding devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C25/00—Control arrangements specially adapted for crushing or disintegrating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C4/00—Crushing or disintegrating by roller mills
- B02C4/28—Details
- B02C4/32—Adjusting, applying pressure to, or controlling the distance between, milling members
Landscapes
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Crushing And Grinding (AREA)
- Fluid-Pressure Circuits (AREA)
- Disintegrating Or Milling (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Control Of Metal Rolling (AREA)
- Devices For Medical Bathing And Washing (AREA)
- Percussion Or Vibration Massage (AREA)
- Sampling And Sample Adjustment (AREA)
- Adjustment And Processing Of Grains (AREA)
- Steroid Compounds (AREA)
- Ticket-Dispensing Machines (AREA)
Abstract
내용 없음.
Description
제1도는 본 발명에 관한 제분용 롤밀 일부 절개한 약식도.
제2도는 본 발명에 관한 공급조절기구의 실시예도면.
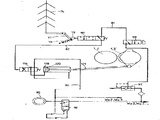
제3도는 본 발명에 관한 공급 조절기구의 다른 실시예.
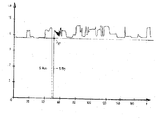
제4도, 제5도는 제3도의 실시예의 공기압 조절신호의 압력추이를 나타낸 도면.
제6도는 자동 롤 결합 해리 기구를 갖는 본 발명의 제분용 롤밀의 실시도.
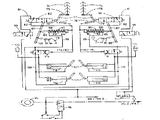
제7도는 공급조절기구와 자동롤의 결합해리 기구를 갖는 본 발명에 관한 제분용 롤밀의 제어 방식도.
제8도는 기계식 조절신호를 공기압 조절신호로 변환하는 공기압 밸브의 단면도.
본 발명은 곡물 공급 조절기구를 설치하여 곡물의 공급용 배량댐퍼(damper)의 설정치를 제어하기 위하여 곡물공급량에 따라 기계적 조절신호를 발생하는 제분용 롤밀의 자동제어 장치에 관한 것이다.
제분 즉 제빵용 가루, 활맥, 고운밀가루, 굵은밀가루등의 제조는 분쇄기술에서 특별한 경우에 속한다. 왜냐하면, 롤밀과 그 운전에 대한 질적 요구가 극히 크고 도료등의 압연가구의 경우와는 대조적으로 쉽지 않기 때문이다.
패스트(paste) 상태의 도료등의 분쇄작업에서는 두개의 인입롤 상단의 저장탱크의 저장량의 레벨에 의존하여 항상 일정하게 두 인입롤에 진입할수가 있기 때문이다. 즉, 압연기구로의 공급은 저장통에 들어 있는 원료 상태에 따라 조종된다.
이에 반하여, 제분용 롤밀은 완전 자동으로 운전되는 제분-분급 푸로세스의 부분에 지나지 않는다. 원료인 곡물은 1 또는 2단계의 제분준비과정을 거쳐 1내지 4단계 또는 그 이상의 조곡물 유로를 지나게된다. 이렇게 얻어진 거치른 가루는 평면 분급기에서 여러 부분으로 분리가 되는데 이때에 분리된 가루중 일부는 이미 완전한 제품으로서 제분과정에서 빼낼수 있을만큼 곱게 빻아져 있고 나머지 분급물은 후단의 제분 분급기에 연속적으로 공급된다.
이 경우 후단 제분 라인을 위해서는 복수의 평면 분급기의 각 배출부는 통합된다.
원료 제분준비 및 주위의 영향(습도, 온도 등과 같은)에 따라 평면 분급기에서 떨어지는 가루의 량이 빠르거나 늦게 된다. 그 외에는 예를들면, 원료가 경사면을 빠르게 또는 느리게 빠저나가게 하는등 잠간동안의 방해요인이 생기기도 한다.
이러한 방해요인에 의한 역작용은 많을수도 또는 상쇄될수도 있다.
농율상의 변동은 혼합물이 비슷할 경우에는 대개는 중간 위치의 10% 이하이지만 10-30%되는 경우도 있으며 그 상한은 혼합상태가 극히 상이한 경우에는 평균치에서 50%까지 되는 경우도 있다.
후단 제분 라인과 모든 평 로올에서는 피제분물이 공급되지 않는 경우에는 제분롤을 서로 분리시켜 놓아야 한다.
그렇지 아니하면 롤이 큰상대 속도로 또는 전압력으로 회전하여 그 결과 롤이 파손될 위험성이 있기 때문이다.
제분용 롤밀에 있어서의 곡물공급 조절의 목적은 일정한 공급량을 확보하는 것이 아니다. 왜냐하면, 각 롤밀은 전 장치속에 공급되는 곡물을 완전히 수용하여 처리되지 아니하면 아니되기 때문이다. 따라서 이와같은 곡물공급조절의 주목적은 롤밀의 전 길이에 거처서 균일한 곡물 스크린을 작성하는데 있다.
제분용 롤밀의 자동운전을 위해서는 2개의 기본기능 즉 공급량의 조절기능과 제분롤의 자동결합 해리기능을 사용한다.
이 두가지 기능에 대하여는 이미 여러번 제의한 바 있는데 이 경우 이 두 기능을 곡물 공급량 또는 대응하는 검지 소자에 의하여 제어하여야 한다.
스위스 특허 제418791호에는 공급롤상의 공급실 내애 충분한 곡물이 존재하는 것을 검지하며 롤의 결합해리와 배량 댐퍼 위치를 제어하는 상기 공기압 밸브에 대응하는 전기 제어신호를 공급하는 중앙전기 용량식 공급량 측정장치에 의하여 작동요소를 제어하는 형식의 제분용 롤밀이 기재되어 있다.
이 경우 특히 처리하기 곤란한 곡물의 공급량에 대해서는 적절한 공급량 조절은 불가능하다. 왜냐하면, 곡물이 측정장치에 정착된채 남아 있어서 정밀조정이 곤란하기 때문이다.
이에 반하여 스위스 특허 제306619호 또는 제286814호의 기재와 같이 기계적 피제분물 공급조절장치를 사용하면 상기 문제는 나타나지 않는다.
이 경우 곡물의 량은 곡물의 흐름안에 현가한 검지소자로 검지하여 레버 아암으로 공급량 조절 댐퍼에 직접 가한다. 이 경우 상기 댐퍼 끝단은 적절한 스프링에 의하여 폐쇄 위치로 유지된다.
이와 같은 제어 방법에서는 제어 부재의 조절력은 곡물의 흐름자체에서 직접 얻어야 하며, 따라서 비교적 큰 제어력을 필요로 하는 경우에는 이용할수가 없다. 독일 특허 제582423호에는 제어력이 큰 경우에 사용하기에 적합한 전기 기계적 제어수단이 기재되어 있다. 그러나 이 수단은 기계적 시스템과 전기적 시스템을 조합하기 때문에 고가이다.
비교적 작은 액압실린더에 의하여 큰힘을 얻을 수 있고 기계적 펄스 발생기의 사용도 가능한 액압식 제어기구로 시용되며 서어브 제어기구의 작동력은 대단히 적고 검지소자의 구조도 간단하게 할수 있다. 작동력이 적음에 따라 검지소자는 곡물의 흐름에 대하여 거의 저항을 가하지 아니하고 자체 정화구조로써 구성할수 있다는 이점이 있다.
그러나 뜻하지 않게 기름이 부지중에 이물로써 혼입되어 곡물을 오염시키는 위험성이 있다. 또한 이와 같은 액압구조체는 대단히 고가이고 보존에 많은 여려운 점이 있다. 그리고 사용되는 기름의 점도 변화에 따른 사고도 가끔 있다.
다시 말하면, 기계적 제어시스템의 경우 그 결점으로서 가격이 고가이며 자동화에 문제가 있다는 것(이것은 원격 조작에서 중요하다) 등을 들수 있으며 잇점으로는 조작의 용이성을 들수 있다.
그리고 순액압식 제어시스템에는 작동이 확실하고 신호발생기의 필요한 힘이 작다는 잇점이 잇으나 고가이고 작동매체로서 이물(기름)을 사용할 필요가 있고 액압펌프를 사용할 필요가 있어서 단위 에너지 소비량이 크다는 결점이 있다.
손앱압식의 해결법은 지금까지 특정의 제어기능(예를들면 재분롤의 결합 해리)의 실시에 이용되는 것에 불과하다. 실용화 될수 있는 공급 조절용은 아직 알려지지 않았다.
순 전기적 시스템은 특히 현재 요구되는 방폭성을 고려한다면 대단히 고가이나 원격제어가 용이한다. 본 발명의 목적은 상술한 선행기술에서 출발하여 구조가 간단하고 저렴하며 큰 힘을 필요로하는 제어조작에도 적합하며 조절작용이 대단히 양호하고 특히 작동이 확실하도록 (곡물 공급량을 검지하는 기계적 신호발생기를 사용한다) 모두에 설명한 종류의 방법과 이에 따르는 장치를 개선하는데 있다.
또한, 이 목적은 전술한 바와같은 종류의 방법에서 본 발명에 따라 기계적 조정신호를 먼저 공기압 조절신호로 변환시키고 이어서 곡물 공급량 조절용 자동제어 기구와 또는 제분롤의 결합 해리용 자동제어기구에 입력신호로서 즉 롤밀의 작동요소를 제어하는 공기압 시어보 조절신호로써 공급하므로써 달성된다.
즉, 본 발명에서는 우선 곡물의 공급의 흐름에서 유도되는 기계적 조절신호를 공기압 조절신호로 변환하고 이어서 상기 공기압 조절신호를 공기압 자동제어 수단을 통하여 롤밀의 작동요소에 공급한다. 상기요소는 공기압자동제어 수단의 지원을 받아서 소망의 조절력을 만들고 필요한 제어기능을 행한다.
본 발명은 특히 기계적 조절신호가 공기압 디지탈 조절신호로 변환되어 공기압 조절신호에 의한 제분롤간의 압압력을 제어할 수 있다는 것이고 이러한 구성으로서 기계적 조절 신호의 변화를 즉시 공기압 조절신호와 같게 변환하여 이어서 변환된 이 공기압 조절 신호를 시간에 따라 변환전의 출발치로 다시 복귀시키는데 있다. 이 경우 기계적 조절신호의 변화에 의해 즉시 중지되고 대시 개시된다. 그리하여 공기압 조절신호의 변경 때문에 0점의 추종이 지연되어서 작동요소(배량댐퍼, 또 제분롤의 결합 해리 기구)의 작동에 적절한 공기압 서어보 모오터를 사용하면 새로운 조절 펄스를 발생하는 안정한 평형위치의 설정 때문에 적절한 전제 조건이 만들어 진다. 또 일정한 평형 위치의 설정에 의하여 안정한 공급이 행하여진다. 이경우 공기압 조절신호는 출발치의 방향으로 복귀시켰을때 단계적으로(디지탈적으로도)복귀시키는 것이 좋다.
기계적 공급 조절 신호의 발생기에서 부분적으로 디지탈 또 부분적으로 아날로그의 공기압 신호를 유도할수 있기 때문에 디지탈 성분을 조절기능에 직접 사용하여 또한 아날로그 성분을 특정위치(평형위치)로 유지하는데 이용하므로서 디지탈 스탭을 이용할 수 있다.
안정된 평형상체가 잠간 동안만 방해된다는 것도 장점의 하나인데 이는 기계적 조절신호가 발생한후 미리 정하여 놓은 시차(짧은)가 지난후에야 비로소 공기압 조절신호로 바꾸어지기 때문이다.
그러므로 곡물공급량이 극히 짧은 시간동안 변화하였을때 바로 제어 조작이 개시되는 일은 없다. 본 발명은 공지의 방법과는 달리 예를들면 곡물공급량이 비교적 일정한 경우 챔버내의 곡물의 레벨을 언제나 일정하게 유지할 수가 있고 또한 작업능률상의 편차가 심하게 되더라도 내부에 설치된 곡물공급 조절기구에 따라 상기 레벨을 어느정도 고르게 유지할수 있다.
그러나 장치 자체의 탄성때문에 약간의 지연이 생기므로 신호가 바뀔때 잠간동안의 시차가 생기는 것은 고려하지 아니하더라도 곡물공급상 짧은 충격부하(stopbelastung)가 생기게 된다.
상술의 0점. 이동에 의하여 장치를 대충 조정하지만 정밀조정은 공기압 신호로 변환한 아나로그 조정신호의 정상적 조정에 따라 정확한 조정이 행하여진다.
본 발명에 관한 방법을 실시하는 곡물 공급 조절기구를 구비한 본 발명에 관한 전자동 제어식 제분용 롤밀의 곡물 공급용 배량댐퍼와 그댐퍼와 작동결합하여 공급곡물의 부하를 받은 기계적 신호기와의 구비하고 있다.
이 경우 기계적 신호발생기는 본 발명에 의하여 배량댐퍼를 조절하는 그리고 또는 제분롤을 결합해리하는 자동제어 장치의 입력에 출력을 접속한 공기압 조절밸브를 작동하도록 구성되어 있다.
이 경우 공기압 조절변은 발생기의 운동을 지연시켜 추종하도록 자동제어장치에 작동 결합시키는 것이 좋다.
이는 발생기에 따라 공기압 조절밸브를 ON위치 OFF위치 그리고 ON 위치와 OFF 위치의 중간의 0위치에 절환할수 있도록하면 특히 간단하고 효과적이어서 좋은 구성을 얻을 수 있다.
이때 상기 밸브는 구성유니트 범위안에서 상기 3가지 위치에 각각 셋트할 수 있다.
본 발명에 관한 제분용롤밀의 또다른 유리한 구성에서는 자동제어 장치는 피스톤과 피스톤 롯드를 가지며 롤밀의 하우징에 고정한 공기압 실린더를 가지며 피스톤 롯드는 배량댐퍼의 조절기구 또는 제분롤의 결합해리 장치에 직접 결합하고 있으며 피스톤 롯드의 일측에는 대응하는 공급용 공기압 또는 스프링으로 일정한 힘으로 가할수 있는 공급력이 생성되면 타측에는 공기압 밸브의 제어압(출력압)이 생성되고 따라서 밸브의 0 위치에서는 제어측의 고압공기가 폐쇄되어 최종시점의 제어압이 유지되도록 되어 있다.
자동조절 장치가 롤밀의 작동요소의 조절수단에 힘결합하는 이 구성에 따라 조절장치와 공급조절 신호발생기에서 어떤 종류의 기계적-공기압 폐 계량계를 얻을 수 있다.
또한 제분용 롤밀에서는 롤밀의 푸레임에 일단을 부착하여 공기압 밸브의 자유단을 결합한 레버암을 설치하고 자동조절장치의 피스톤 롯드를 필요에 따라서는 또한 배량댐퍼와 또는 공급을 회전수의 조절기구도 상기 레버 아암에 고정하면 대단히 유리하다. 자동조절장치는 롤밀에 일단을 체결한 레버 아암과 함께 하나의 기능 유니트를 형성한다. 이 경우 공급조절 신호 발생기는 레버아암의 외측단에 고정한 공기압 제어밸브를 제어하며 공기압 실린더는 레버아암에 직접작용한다.
본 발명에 의하면 자동조절 장치를 통하여 배량댐퍼와 또는 공급률 회전수를 조절하므로써 부재를 거의 운동시키지 않고 공급기능을 조절 할수 있으며 배량댐퍼와 공급롤 회전수를 교호로 또는 동시에 조절하여 공급량 조절을 행하는 형식의 성능이 양호하고 대단히 저렴한 제분용 롤밀의 실시예를 얻을수 있다. 이때 곡물이 밀가루 (고운가루) 또는 활맥(거친가루)인 경우에는 배량댐퍼의 조절에 따라 최적의 결과를 얻을 수가 있으며 이에 반하여 다른 사례에서는 (예 겨가 많이 생기는 제1차 통로) 배량댐퍼만의 조절에 의하여서는 만족 할만한 결과르 얻을 수 없다는 것이 판명되었다.
그러나 본 발명에 있어서의 롤밀은 이와 같은 경우 자동조절 장치를 통하여 극히 간단하게 공급롤 회전수 조절에도 충분한 힘을 만들수가 있으며 공기압 신호로 바꾼 조절신호는 제분롤의 결합 해리의 제어에 이용할 수가 있다.
즉, 제분용 롤의 결합 해리는 제어하는 제2밸브에 공기압 제어밸브의 제어압을 가하면 된다. 동시에 제어밸브의 제어압으로 제분롤의 결합해리 상태를 광학적으로 표시할 수도 있다. 또는 이러한 제분롤 밀의 다른 좋은 구성에서는 공기압 제어밸브는 배기루를 갖는 압봉 또는 롤 레버에 의하여 작동하는 다이야프램막으로서 구성한다.
본 발명에 의한 롤밀의 구조는 극히 간단하며 실지의 조건하에서의 실혐에서 본 발명에 관한 롤밀은 본 발명의 목적을 확실하게 달설할 수 있다는 것이 판명되었다.
롤밀의 생산 기능을 균일하게 한 실험예에 있어서 분배롤상의 공급챔버내의 곡물 레벨도 일정하게 유지되며 처리량의 변동이 극히 큰 다른 실험예에서 본 발명에 관한 해결법에 따라 배량기능은 처리량변동에 극히 적합하며 동시에 충분하 조정이 달성되었다.
롤밀의 하우징에 선회자재케 취부한 레버아암의 단부에 공기압 제어밸브를 설치하여 동시에 상기밸브를 기계적 신호 발생기에 추종하도록 구성하면 작동의 확실성과 설치비용에 관하여는 적절한 결과를 얻을 수 있다.
이하 도면에 따라 본 발명을 상술하면 다음과 같다. 제1도에는 2조의 제분롤(1,1'.2,2')을 갖는 2중 구조의 제분용 롤밀을 표시하였다. 제분롤은 스탠드(3)에 축지되어 있으며 롤밀 전체는 케이싱(4)으로 외부와 밀폐되어 있다.
피제분물은 풀라스틱 유리로된 공급용 실린더(5)를 통하여 분배스크류(7)와 공급롤(8)을 하단에 설치한 넓은 공급챔버(6)에 공급된다.
상기 공급롤(8)은 배량댐퍼(9)와 함께 배량유니트의 기계적 부분을 구성하며 제분롤(1,1',2,2') 하방에는 분쇄물의 슈트(SHUTE)(10)가 설치되어 있다.
그리고 케이싱(4)에는 제분롤(1,1',2,2')의 공급 측의 보수용 창(11)과 분쇄물의 품질 및 성상을 감시하기 위한 감시용 창(12)이 설치되어 있다. 공급챔버(6)내부의 상방에는 회전축(14)의 주변에 발생기(15)를 이동시킬 수 있는 검지소자(snode)(13)가 설치되어 있다.
발생기(15)의 운동은 곡물의 량과 유동하는 생성물의 에너지와 후진스프링(16)에 의하여 영향을 받는다. 후진스프링(16)의 행정-힘특성은 선택할수 있거나 공지이며 발생기(15)로 곡물공급량에 비례하는 기계적 신호가 얻어진다. (기계식 계량기의 경우와 같다)발생기(15)는 공기압 밸브(17) 또는 로울러 레버 및 상기 밸브의 변동과 직접 작동결합되어 있다.
발생기(15)의 기계적 신호는 공기압 밸브(17)에서 공기압 신호로 변환되고 이 고압공기는 공기압 밸브에 의하여 곡물 공급량에 비례하는 압력조절신호로 변환된다. 상기 신호(이하공급 조절 신호라 한다)는 롤밀의 각 작동요소를 제어조절하기 위한 출력신호이다.
이 경우 공급조절 신호는 본래의 공급조절, 공급롤(8)의 회전수 제어와 배량 댐퍼(9)의 조절에 의한 배량간극조절에 이용되며 실린더(18)를 통한 롤 결합해리 및 자동제어와 각 롤위치의 표시에 함께 이용된다.
또한 이러한 공급조절신호는 자동조절장치(19)에 의한 제분롤 설정치를 최적으로 하는데도 이용된다. 이 조절장치(19)는 수동 조절휠(20)과 조합할수가 있어 자동의 경우 스위스특허 제418791호에 기재된 것과 같은 대응하는 콤퓨터 제어식 원격 제어기구와 조합할 수가 있다.
이상의 설명에서 명백한 바와같이 입력 신호로써의 조절신호는 각 기능에 별도로 이용할수가 있고 더구나 복수의 제어조절 기능의 조합에도 이용할 수가 있다. 이경우 공급량 조절과 롤의 결합해리의 조합조절이 주체이며 상기 조절은 공통의 공기압/기계적 자동제어 회로를 통하여 실시 할수 있다.
제2도는 공급조절기구의 각 요소를 도식적으로 표시하고 있는데 도면의 좌반부는 제1도의 제분용롤밀의 공급챔버의 영역의 단면을 표시하고 우반부는 공급롤과 제분롤의 연관성을 표시하였다.
피 제분물은 유리원통부(30)를 통하여 배량댐퍼(32) 및 공급롤(33)에서 하부로 폐쇄한 공급챔버(31)에 보내진다. 공급롤(33)과 배량댐퍼(32)와의 사이에는 배량간극(SP)이 형성된다. 공급롤(33)의 바로뒤에 롤의 전길이에 걸쳐곡물을 균일하게 분배하는 분배롤(34)이 설치되어 있고 공급챔버(31)내에는 검지소자(35)가 개량빔에 축설된 홀다(36)에 부착되어 있으며 이홀다는 검지소자(35)와 함께 축(37)을 중심으로 선회할 수 있게 한다.
인장스프링(38)은 홀다(36)에 의하여 시계방향으로 가해지는 피제분물의 중량과 충격에 대항하여 이의 특성은 홀다의 지렛대작용 거리 및 인장스프링의 예압상태에 의하여 검지소자의 행정을 정할 수가 있다. 제1도와 같이 이 경우에도 기계적 조절신호는 발생기로서의홀다(36)의 아암(36')을 통하여 예를들면 제8도에 같이 구성할수 있는 공기압밸브(39)에 공급된다. 공기압밸브(39)는 기계적 조절신호를 공기압 아나로그 입력신홀로 변환한다.
이 압력신호는 유효한 제어력 또는 입력으로서 제어로(40)를 통하여 공기압 실린더(41)의 일측에 가한다. 공기압 실린더(41)내의 피수톤(42) 또는 피스톤롯드(43)의 일축에는 압축스프링(44)가 작용하여 타측에는 공기압 밸브(39)의 아나로그 조절신호에 의한압력이 작용한다. 피스톤롯드(43)는 배량댐퍼(32)에 연결되어 있으므로 상기 댐퍼는 피스톤롯드(43)에 의하여 회전중심점(45)을 중심으로 변위되어 배량간극(SP)을 조절할수 있다. 즉, 상기요소(특히 공기압 밸브(39) 서어보 장치로서의 공기압 실린더(41) 배량댐퍼(32)와 피 제분물 검지소자(snode)간의 역학 관계에 의하여 고압공기외에는 다른 외부에 너지를 필요로 하지 않는 공기 조절용 폐서어보 계통이 형성된다).
장치의 작동 방법은 다음과 같다.
공급챔버내의 곡물 레벨이 검지소자의 하방에(예를들면 높이 A) 있을때 피 제분물은 검지소자(35)에 힘을 가하지 않는다. 그러므로 인장스프링(38)은 아암부재(36')를 하부로 당겨 공기압밸브(39)의 밸브봉(46)이 해방되어 제어회로(40)내에는 압력이 존재하지 않는다. 그러므로 배량댐퍼(32)는 압축스프링(44)에 의하여 공급롤 또는 스토퍼(도시하지 않음)에 압압되어 있으므로 배량간극(SP)은 0 또는 거의 0에 가깝다.
이런 상태에서 피 제분물이 유리재 원통부(30)를 통하여 롤밑에 공급되면 충격력과 중량이 검지소자(35)에 가해진다.
동시에 아암(36')은 밸브봉(46)을 곡물공급량에 비례하여 상방으로 밀어 올리고 공기압 밸브(39)내에는 서어브 공기압 실린더(41)을 통하여 배량간극(SP)을 확대하는 대응의 압력신호가 형성된다.
배량댐퍼(32)는 공급챔버(31)로의 곡물공급량과 하방으로의 인출량이 서로 바란스가 맞을때까지 개방운동을 계속한다.
평형상태에서는 공급잠바내의 피 제분물 레벨은 거의 일정하다.
제2도 우반부에 표시된 바와 같이 제어로(4)가 공기압 실린더(41)로 부터 시작하여 바리오 디스크(51)의 축에 고정된 제2서어보 실린더(50)에 이르고 있다. 공급롤은 주 전동기(도시하지 않음)에 의하여 구동되는 제분롤(1,1',2,2')의 하나에 의하여 바리오 디스크 V 밸트(52)를 통하여 구동된다. 제어로(40)에 압력이 전혀 없을때에는 스프링(53)이 밸트풀리(52)의 가동반부(51')를 고정반부(51")쪽으로 이동시킨다. 그리하여 쌍방의 밸트풀리 반부의 간격은 작아져서 V밸트가 외측으로 밀려난다. 동시에 밸트풀리의 유효경의 중대에 따라 공급롤의 회전수가 감소된다. 이런 상태에서 제어로(40)내의 압력이 증가하면 이 압력은 대응하는 접속내경(54)을 통하여 서어보 실린더 반대측에 작동하여 스프링(53)의 힘을 감소시키므로 쌍방의 밸브풀리 반부 간격이 증가되어 V밸트의 원운동원이 작게된다.
그러므로 공급롤 회전수는 배량간극(SP)의 증가에 대응하여 자동적으로 증가한다. 공기압 밸브(39)는 제8도에 표시한 바와 같이 스토로그 압력변환기로써 작용한다. 즉 스토로그는 아나로그 공기압 신호로 변환된다. 상기 공기압 밸브의 작동상태는 다음과 같다.
밸브봉(61)이 내측으로 밀리면 압축스프링(62)이 가압되고 동시에 스프링 슈우(63)가 구형볼을 제어 노즐(64)의 시이트 쪽으로 밀고 챔버(65)내의 압력이 스프링의 힘 또는 스프링 스토로그에 비례하여 증가하고 증가된 챔버(65)내의 압력에 의하여 다이야프램막은 아래로 하향하고 하방챔버(66)내에도 균등한 압력이 있게될때까지 구형밸브(67)를 개방한다.
그리고 압축스프링(62)이 방압되면 제어노즐(64)이 열리고 챔버(65)내의 압력이 소실되고 챔버(65)내의 압력이 소실되어 압력이 저하되면 다이야프램이 챔버(66)내의 압력에 의하여 상방으로 밀려서 구형밸브(68)가 열린다. 제3도에서는 곡물공급조절기구를 도식적으로 표시하였다. 도면의 좌반부에 분배를(71) 공급롤(72) 그리고 배량댐퍼(73)로써 하부를 폐쇄한 공급챔버(70)를 표시하였다. 공급챔버(70)내에는 회전볼트(76)에 지지된 홀다(75)를 통하여 검지소자(74)가 설치되어 있다. 홀다(75)는 인장스프링(78)과 공기압 밸브(80)의 롤 레버(79)에 의해 작동되는 발생기(77)를 갖는다.
공기압 밸브(80)의 입력측은 고압공기도관(81)에 접속되오 있고 제어로(82)는 공기압식밸브(80)에서 서어보실린더(83)에 이르고 있으며 상기 실린더(83) 내의 피스톤(84)의 일측에 부하를 가한다.
또한 피스톤(84)에는 피스톤 롯드(85)가 연결되고 그 타단은, 핀축(88)을 중심으로 선회할수 있도록 고정프레임(89)에 고정된 레버아암(87)의 일측에 보올트(86)로 축설되어 있다.
즉 공기압밸브(80)는 레버아암(87)의 끝단부에 고정되어 지렛대 법칙에 의하여 피스톤 롯드(85) 또는 레버아암(87)의 운동에 따른다. 상기 레버아암(87)에는 롯드(91)가 볼트(92)(93)를 통하여 배량댐퍼(73)에 결합되어 있다.
배량댐퍼(73)는 회전축받이(94)를 중심으로 회전할수가 있으며 배량댐퍼의 순간 위치에 따라 상기 댐퍼와 공급롤(72)과의 사이에는 배량간극(SP)이 발생된다. 그리고 전 계통에는 압력원(95)이 설치되고 제어축의 고압공기는 보수작업을 위하여 수동스위치(98)로 차단할 수 있다.
각 계통의 압력은 상기의 압력원에 의하여 언제나 일정압(예를들면 6 바아)으로 유지된다. 이 압력은 배압으로서 도관(99)을 통하여 피스톤(84)의 제어압과는 반대측에 가해진다. 이러한 일정압은 스프링(100)을 대신사용할수가 있으며 또는 쌍방을 함께 사용할수가 있다. 스프링(100)을 사용하면 고압공기의 공급이 정지되었을때 배량댐퍼는 활실하게 닫을 수 있다.
제4도에는 압력기록계로 기록한 제어로(82)내의 조절신호의 압력추이를 표시하였다.
수치는 제1도에서의 롤밀의 B라인에 따른 측정치이다. 최초의 50초동안 압력은 극히 안정적이고 극히 짧은 잠깐(약 29초)의 얍력상승을 볼수 있을 뿐이다.
곡선이 본질적으로 수평한 추이에서 명백한 바와 같이 조절신호의 출력변동은 극히 단시간 뿐이다. 약 50초에서 제분롤을 수동으로 해리하여 조절회로를 인위적으로 차단하였다. 그랗여 이 조절신호는 바로 0으로 하강하였다. 따라서 어떤 방해 작용에도 조절기구의 응답은 신속하며 극히 유리하다.
그러나 제분롤의 결합후의 조절 개시가 특히 중요하다. 압력 기록계의 측정치에 의하면 조정신호의 중단은 약1초이다. 신호의 재발생은 지체없이 행하여 지고 이 신호는 즉시 평균치는 바뀐다음 약 10초 동한 이 수치 근방에 머물러 있다가 다시 안정된 상태로 되돌아 오는데 이것은 조절기술상 특히 유리한 일이다. 또한 변동시 과제어 또는 오바렙이 거의 없고 신속하게 응답이 된다.
제4도에는 5-10초 동안의 끊임없이 반복되는 일정한 조절주기 표시되어 있는 데 이는 제분롤과 롤축수로서 대단히 중요한 것이다. 이는 공급조절장치에 따라 언제나 변동하는 제분압력에 의한 진동을 방지할수가 있기 때문이다.
제5도에는 롤밀로 인도되는 곡물공급량이 단시간이나 장시간에 거의 변화하지 아니하는 C라인(즉 후단라인) (도면 불표시)에 있어서의 조절신호를 표시하였다.
이런 경우 조절기술상 용이하게 제어된다. 곡물공급은 측정개시후 약 5초 동안 잠시 방해를 받았는데 이에 상응하여 즉시 조절신호는 감락현상이 발생하였다. 그후의 곡선추이의 조절기술적으로 거의 이상적추이라고 보아진다. 이경우 약 115초 후에야 제분롤이 수동으로 단시간 해리하여 즉시 재결합하였다.
도시의 곡선추이에서 명백한 바와 같이 잠깐의 과제어후 약 1-2초가 경과하면 인위적 소란전과 동일한 조절치로 회복되어 본래의 곡선추이가 계속된다. 제6도의 실시예에서는 제3도와 같이 발생기(77)는 검지소자(74)에 의하여 작동된다.
발생기(77)에는 인장스프링(78)이 작용하고 롤밀에 곡물이 공급되지 아니하는 경우에는 공기압밸브(80)의 접점(79)에서 상기 발생기가 분리된다.
공기압 밸브(80)는 발생기(77)의 기계적 조절신호를 공기압 압력신호로 변환한다. 공기압 조절신호는 검지소자(74)에 전달되는 곡물량에 비례하여 형성된다.
증폭밸브(116)는 제어로(82)의 공기압 조절신호의 입력이 조정치에 달하면 즉시 고압도관(99)의 주압력(예를들면 6바아)을 공기압 실린더(118)에 보내도록 조정되어 있다.
증폭밸브(116)의 압력신호가 설정치에 달하지 못할때에는 공기압 실린더(118)내를 섭동하는 피스톤(120)의 좌측부는 부압력 상태로 유지된다.
이에 반하여 우측부에는 정압력이 작용하므로 피스톤(120)은 좌측 위치에 유지된다.
그러나 제어로(82)내의 압력이 설정치(예를들면 2바아)를 넘으면 전압력이 피스톤의 좌측면에 가하여져서 피스톤이 우측으로 이동한다.
그 다음 중앙의 제어밸브(96)과 고속 배기기구(97)에 의하여 모든 롤(Wa1, Wa2…)을 해리할 수 있다.
피스톤(120)은 피스톤 롯드(121)을 통하여 가동롤(1',2') 또는 대응하는 롤 또는 축수에 결합하여 있으므로 조절신호에 의한 상기 운동은 제분롤의 결합해리에 이용된다.
제6도의 실시예의 고압공기원은 제3도의 실시예에 대용하여 구성할수 있다. (따라서 동일부재에는 동일참조부호를 부하였다)
공급량 조절기능은 물론 롤의 결합해리 기능과는 크게 다르다. 공급량 조절은 서서히 행하여 지는 것이 소망스러우나 제분롤의 결합해리는 순식간에 이루어져야 한다. (단 롤이 충돌하지 않아야 한다)
제4도와 제5도에서는 제분롤의 결합해리용 증폭밸브(116)를 절환하는 한계치로서 점 S-OFF S-ON이 2바아의 압력레벨로 표시하여 왔다. 증폭밸브(116)의 절환점은 공급조작의 통상의 작동범위보다 본질적으로 낯게 선택되어 있다.
제4도와 제5도의 압력곡선추이에서 명백한 바와 같이 제분롤의 해리 특히 결합은 배량댐퍼의 개방과 동시에 행하여진다(곡선 X 참조).
그리고 쌍방의 기능은 동시에 행하여지며 곡물의 공급전에 제분롤을 결합하면 평활한 롤이 부딪쳐서 손상될 우려가 있다.
제7도에는 제3도의 공급조절기구를 제6도의 롤 결합해리 기구와 조합한 실시예를 표시하였다. 제7도에는 제1도와 대응하여 2중 구조의 전형적 제본롤밀의 실시예를 표시하였다.
이때 롤밀의 결합해리용 서어보 실린더가 각롤(즉 합계 4기)끝에 설치되어 있다.
제1도-제7도에 표시한 제분용 롤밀의 작동상태를 설명하면 다음과 같다.
제분롤(1,1',2,2')의 분쇄 간극은 피 제분물에 대응하여 수동휠도 설정된다. 공급용 실린더(5)에서 피 제분물이 공급되지 아니할때에는 검지소자(13,74)는 인장스프링(16,78)에 의하여 밀어 올려진다. 발생기(15,77)는 공기압 밸브(17,80)의 롤 레버(79)에 접촉하지 아니하므로 제어로(82)내에는 압력이 발생하지 않는다.
스프링(100) 또는 도관(99)의 압력(또는 각 계통의 선택에 의하여 상기 쌍방)은 레버아암(87)을 역시계방향으로 압압하여 배량댐퍼(9,73)을 폐쇄위치에 놓여지게 된다. 이렇게 배량간극(SP)이 닫아지게 되면 곡물은 제분롤(1,1',2,2')에 보내지지 않게된다. 제어로(82,115)에 조절신호가 나타나지 아니하면 증폭밸브(116)에도 제어압이 나타나지 아니하므로 제분롤(1,1',2,2')은 실린더(118)에 의하여 해리위치에 놓여진다.
이런 상태에서 피 제분물이 공급롤 실린더(5)에서 롤밀로 공급되는 바로 순간 유동물의 충격 또는 이와 같은 중량성분이 검지소자(13,74)에 작용하여 상기 검지소자는 아래로 눌러진다. 동시에 발생기(77)는 우측으로 이동하고 작동접검 롤레버(79)을 눌러 조절신호를 발생한다.
그리고 제어로(82) 내에는 압력이 발생하는 신호 형성에 변화가 발생하는 일이없다.
그러나 압력이 설정한계치에 달하면 바로(제6도 표시)제분롤이 결합된다.
이는 동력 프로세스이다.
검지소자(13,74)는 발생기(15,117)와 함께 이동하며 작동접점롤레버(79)는 공기압 밸브(17,80)에 의해 완전히 압압된다.
공기압 밸브(80)는 극히 민감한 다이야프램 밸브를 사용하였을때 특히 대단히 작은 운동에 의해서도 발생기에서 제어로(82)에 최대 조절압이 보내진다. 따라서 피스톤 롯드(85)는 레버(87)와 공기압 밸브(80)와 함께 100분에 수초간 또는 10분에 수초간 운동하여 직접결합한 배량댐퍼가 열리기 시작하여 곡물이 재분롤에 공급된다.
실린더(118,83)는 공기압 서어보실린더로써 구성되어 있으므로 작동력은 신속하게 그러나 비 충격적으로 이루어진다.
실린더 내의 공기는 액압 내체와는 달리 일종의 충격 방호로써 작용한다. 인장스프링, 압축스프링, 고압도관의 단면적과 스프링의 예압상태을 적절하게 선택하면 제어기능 또는 조절기능은 당해 장치요소에 관하여 완전히 동기된다. 이는 시동시나 정지시에 발생된다.
제3도-제7도를 참조하여 이하의 작동경과를 설명한다. 곡물의 공급개시때 제1단계로서 레버아암(87)이 시계방향으로 작은 선회운동을 한다. 동시에 작동 접점 롤레버(79)가 발생기(77)에서 떨어진다.
인장스프링(78)은 발생기의 스토로그에 비례하여 긴장상태로된다. 그러면 소량의 곡물이 유리원통부에서 공급되면 감지소자(13,74)에 대한 피제분물의 힘이 상호 평형상태로되어 배량댐퍼(73), 레버아암(87)과 공기압 밸브는 정지한다. 동시에 발생기(77)와 작동 접점롤 레버(79)가 작동결합하고 롤레버(79)는 공기압 밸브(80)내에 압입된다. 이때 나타나는 극히 작은 운동은 유리하게는 변환되는 공기압 조절 신호에 직접적 영향을 미치지 아니한다.
공기압 밸브는 이단계에서는 모든 입력과 출력이 폐쇄되는 0 위치에 머문다. 따라서 제1단계로 이루어진 조절신호의 압력치는 불변이며 피스톤(84)은 피스톤 양측의 안정된 압력 상태에 의하여 비교적 큰 힘으로 고정되고 배량댐퍼는 정지된다.
유리원통에서의 피제분물의 공급량이 증가하든가 또 다른 이유로 공급챔버에 공급되는 량이 배량간극을 통하여 배출되는 양보다 많아지면 발생기977),(15)는 롤레버(79)를 공기압 밸브(80)의 방향으로 이동시킨다. 즉 상기 밸브는 발생기(77,16)에 따라 성정한계치에서 보다 큰 압력치의 대응하는 조절신호를 제어로(82)로 다시 보낸다.
주어진 여건에 따라 예를들면 접치과정을 다루는 경우데도 제4도 또는 제5도에 따라 공기압 조절신호가 미리 주어지거나 발생된다.
제5도에서 명백한 바와 같이 설정조건에 부응하여 균일한 신호 추이가 이루어지며 균일한 평형상태가 발생된다. 공급량이 수시 변동하여도 각 주기는 공기압 밸브가 제어암의 임의의 위치 즉 0 위치에 있게된다. 따라서 도시된 조절기구는 매우 균일한 조절신호를 발생할 수가 있어(제5도) 공급량이 크게 변하여도 안정위상으로 복귀하는 신호를 발명시킬수 있다. (제4도)
제7도에서 명백한 바와 같이 도관(119)내의 제어아암은 롤의 각 위치를 광학적으로 표시하는데 이용할 수가 있다. 예를들면, 고압공기에 의하여 투시창(11)의 후치에 착색판을 부착하여 대응하는 색조(예 적록)에 의하여 제분롤의 결합분리를 표시할수 있다. 또한 제1도에서 명백한 바와 같이 제어로(81)의 공기압 조절신호를 공급량에 다라 제분롤을 조절하는데 이용할 수가 있다. 즉 제분간극을 일정하게 유지할수 있으며, 또한 증감할수가 있다.
제분간극 조절장치(19)는 공기압 실린더와 다른 적절한 기계적 수단으로 구성할수가 있어 공기압 조절신호에 의하여 롤밀의 순간적 처리 기능에 적합하게 할수 있는 기준치를 각 조건에 따라 정하는 원격 제어기구(예를 들면 콤퓨터)에 접속할 수 있다.
또한 한계치의 작동을 확실하게 하기 위하여 다른 구성 또는 다른 기능을 채용할수가 있다.
또한 특히 유리한 것은 제분롤의 압을 공급량에 의존하여 즉 공기압 조절신호에 따라 제어할수가 있는 것이며 또 공급량에 제분롤의 결합해리를 동시에 제어할 수 있다.
Claims (1)
- 공급 쳄버내의 설치된 검지소자의 신호의 의해 곡물의 공급을 자동 조절하는 롤밀에 있어서 검지소자의 홀다(36,75)에 후진스프링(38,78)을 탄설하고 그 타단에는 기계적 조절신호를 공기압 제어 신호로 변환하는 공기압 제어밸브(39,80)를 설치하여 쳄버내 하단부에는 간극(SP)을 조절하는 배량댐퍼(73,32)를 장치하여 서어보 실린더(41,83)의 피스톤 롯드에 연결하고, 이러한 서어보 실린더 등 (118)은 제분롤에 연결하며, 상기 공기압 제어밸브(39,80)의 출력에는 제어로(40,82)를 연결하고 상기 조절기구에 연결된 각 서오보 실린더(41,83,118…)의 입력측에 연결하여 이 제어로를 통해 검지소자에서 발생된 기계적신호를 공기압 제어밸브에서 공기압 제어신호를 변환하여 각 서오보 실린더에 송출하므로써 상기 기구를 제어하도록 한 곡물 공급 조절기구를 갖는 제분용 롤밀의 자동 조절장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH2796/80A CH655251A5 (de) | 1980-04-11 | 1980-04-11 | Muellerei-walzenstuhl mit einer produkt-speiseregelvorrichtung sowie verfahren zum betrieb des muellerei-walzenstuhles. |
| CH2796/80-5 | 1980-04-11 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR830004885A KR830004885A (ko) | 1983-07-20 |
| KR850000774B1 true KR850000774B1 (ko) | 1985-05-31 |
Family
ID=4241774
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019810001223A KR850000774B1 (ko) | 1980-04-11 | 1981-04-10 | 곡물 공급 조절기구를 갖는 제분용 롤밀의 자동 조절장치 |
Country Status (19)
| Country | Link |
|---|---|
| US (1) | US4442980A (ko) |
| EP (1) | EP0038054B2 (ko) |
| JP (1) | JPS6112745B2 (ko) |
| KR (1) | KR850000774B1 (ko) |
| AT (1) | ATE16570T1 (ko) |
| BR (1) | BR8108439A (ko) |
| CH (1) | CH655251A5 (ko) |
| CS (1) | CS256368B2 (ko) |
| DD (1) | DD158209A5 (ko) |
| DE (1) | DE3022564A1 (ko) |
| ES (1) | ES8207442A1 (ko) |
| HU (1) | HU189976B (ko) |
| LT (1) | LT2539B (ko) |
| LV (1) | LV5593A3 (ko) |
| MX (1) | MX156160A (ko) |
| PL (1) | PL140702B1 (ko) |
| SU (1) | SU1173937A3 (ko) |
| UA (1) | UA6000A1 (ko) |
| WO (2) | WO1984004469A1 (ko) |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH658202A5 (de) * | 1982-03-16 | 1986-10-31 | Budapesti Elelmiszeripari Gepg | Mahlanlage zum vermahlen von getreide und aehnlichen produkten. |
| IT1160480B (it) * | 1983-02-25 | 1987-03-11 | Sangati Spa | Dispositivo per la regolazione automatica della alimentazione del prodotto in un laminatoio di macinazione per cereali |
| IT1161106B (it) * | 1983-03-10 | 1987-03-11 | Sangati Spa | Dispositivo per la regolazione automatica della alimentazione del prodotto in un laminatoio di macinazione per cereali |
| US4591054A (en) * | 1984-07-23 | 1986-05-27 | Blossom Carolyn S | Combination purse-coupon organizer device, methods of constructing and utilizing same |
| JPS6137629A (ja) * | 1984-07-30 | 1986-02-22 | Asahi Breweries Ltd | 軽粉粒体処理装置における詰り防止方法及びその装置 |
| FR2576223A1 (fr) * | 1985-01-24 | 1986-07-25 | Schneider Jaquet Cie Ets | Dispositif de reglage applicable a l'appareil de distribution quantitatif pour cylindres de broyage et de reduction |
| US5201470A (en) * | 1987-10-06 | 1993-04-13 | Buehler Ag | Method for the production of milled grain products and roller mill |
| GB2214106B (en) * | 1987-12-24 | 1991-06-26 | Smidth & Co As F L | Vertical roller mill |
| CH682809A5 (de) * | 1990-12-12 | 1993-11-30 | Buehler Ag | Produktspeiseautomatik, Verfahren zur Steuerung der Vermahlung eines Müllereiwalzenstuhles. |
| DE4314413C2 (de) * | 1993-05-04 | 1996-05-09 | Heidenauer Maschf Gmbh | Verfahren zum Beschicken einer Walzenreibmaschine |
| DE19651836A1 (de) * | 1996-12-13 | 1998-06-18 | Buehler Ag | Speisemodul für einen Walzenstuhl |
| DE19726551A1 (de) | 1997-06-23 | 1998-12-24 | Buehler Ag | Speisesensorik |
| US20070051836A1 (en) * | 2005-09-07 | 2007-03-08 | The Coca-Cola Company | Bi-modal roller grinder |
| ITMI20072248A1 (it) * | 2007-11-29 | 2009-05-30 | Ocrim Spa | Apparecchiatura e metodo di controllo di laminatoi a rulli negli impianti per la macinazione di prodotti alimentari |
| RU2449835C1 (ru) * | 2010-08-24 | 2012-05-10 | Государственное образовательное учреждение высшего профессионального образования "Сибирская государственная автомобильно-дорожная академия (СибАДИ)" | Валковая дробилка |
| EP2707138A2 (de) * | 2011-05-12 | 2014-03-19 | Bühler AG | Vorrichtung und verfahren zum zerkleinern von partikeln in einem fliessfähigen material |
| DE102012106554A1 (de) * | 2012-07-19 | 2014-05-15 | Thyssenkrupp Resource Technologies Gmbh | Verfahren und Anlage zur Zerkleinerung von Mahlgut mit einer Rollenmühle |
| JP6238044B2 (ja) * | 2013-04-23 | 2017-11-29 | 株式会社サタケ | 製粉用ロール機におけるストックレベル検出器 |
| CN103341392A (zh) * | 2013-06-06 | 2013-10-09 | 吉林市新大科机电技术有限责任公司 | 一种轮式连续自动加料装置 |
| BR102015021252B1 (pt) * | 2015-09-01 | 2019-10-15 | Vale S/A | Prensa de rolos para minérios e método para obtenção de máxima eficiência de uma prensa de rolos |
| CN105170301B (zh) * | 2015-10-27 | 2017-09-01 | 张荣斌 | 一种八辊式破碎机的自动控制方法 |
| CN106732926A (zh) * | 2017-01-23 | 2017-05-31 | 温州市朴红农业科技有限公司 | 一种红薯磨粉机 |
| SE541957C2 (en) * | 2017-11-10 | 2020-01-14 | Metso Sweden Ab | A deflection distributor refitting kit, a method for mounting and a roller crusher comprising such kit |
| WO2019093958A1 (en) * | 2017-11-10 | 2019-05-16 | Metso Sweden Ab | A deflection distributor refitting kit for a roller crusher, a roller crusher and method for mounting such kit |
| WO2019093956A1 (en) * | 2017-11-10 | 2019-05-16 | Metso Sweden Ab | A deflection distributor refitting kit for a roller crusher, a roller crusher and method for mounting such kit |
| US11246330B2 (en) * | 2018-01-26 | 2022-02-15 | Chris Deakin | System and method for flaking |
| CN108325614B (zh) * | 2018-05-04 | 2019-10-11 | 唐山冀东发展机械设备制造有限公司 | 齿辊可调的破碎机 |
| CN112021379A (zh) * | 2018-07-19 | 2020-12-04 | 杨亚洲 | 一种猪头肉用绞碎机构及使用方法 |
| CA3139936A1 (en) * | 2019-05-09 | 2020-11-12 | Metso Outotec USA Inc. | Crushing device |
| WO2020226653A1 (en) * | 2019-05-09 | 2020-11-12 | Metso Minerals Industries, Inc. | Crushing device |
| AU2019444627A1 (en) * | 2019-05-09 | 2021-12-09 | Metso Outotec USA Inc. | Crushing device |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE582423C (de) * | 1933-08-15 | Schneider Jaquet & Cie Sa | Speisevorrichtung fuer Walzenstuehle | |
| CH306619A (de) * | 1942-12-10 | 1955-04-30 | Miag Muehlenbau & Ind Gmbh | Regelvorrichtung für den Mahlgutzulauf bei Walzenstühlen. |
| DE817069C (de) * | 1949-04-14 | 1951-10-15 | Buehler Ag Geb | Regeleinrichtung fuer Walzenstuhlspeisung |
| CH275417A (de) * | 1949-04-14 | 1951-05-31 | Buehler Ag Geb | Schalt- und Regelvorrichtung für Walzenstühle. |
| GB698085A (en) * | 1949-04-14 | 1953-10-07 | Buehler Ag Geb | Improved regulator for roller-mills |
| CH282359A (de) * | 1949-04-14 | 1952-04-30 | Buehler Ag Geb | Selbsttätige Regelungseinrichtung für Walzenstühle. |
| DE859102C (de) * | 1949-12-01 | 1952-12-11 | Miag Vertriebs Gmbh | Regelvorrichtung fuer Walzenstuehle mit Servomotor |
| CH286841A (de) * | 1950-12-09 | 1952-11-15 | Buehler Ag Geb | Reguliervorrichtung für die Segmentspeisung eines Walzenstuhles. |
| GB751464A (en) * | 1954-10-14 | 1956-06-27 | Allis Chalmers Mfg Co | Roller mill feed and roll positioning control apparatus |
| US2984423A (en) * | 1956-08-23 | 1961-05-16 | Buehler Ag Geb | Control device for roller mill |
| CH418791A (de) * | 1964-07-03 | 1966-08-15 | Buehler Ag Geb | Müllereiwalzenstuhl |
| US3468488A (en) * | 1965-11-30 | 1969-09-23 | Buehler Ag Geb | Automatic control of feed material in a comminuting mill |
| CH508421A (de) * | 1969-05-09 | 1971-06-15 | Buehler Ag Geb | Verfahren zum Verreiben von pastösem Reibgut und Vorrichtung zur Durchführung des Verfahrens |
| DE2856546A1 (de) * | 1978-12-28 | 1980-07-10 | Rickmeier Pumpen | Druckeinstellventil fuer einen hydraulikkreis |
-
1980
- 1980-04-11 CH CH2796/80A patent/CH655251A5/de not_active IP Right Cessation
- 1980-06-16 DE DE19803022564 patent/DE3022564A1/de active Granted
- 1980-12-05 WO PCT/CH1980/000151 patent/WO1984004469A1/de unknown
- 1980-12-05 US US06/321,165 patent/US4442980A/en not_active Expired - Lifetime
-
1981
- 1981-04-08 CS CS812637A patent/CS256368B2/cs unknown
- 1981-04-10 BR BR8108439A patent/BR8108439A/pt unknown
- 1981-04-10 HU HU811453A patent/HU189976B/hu unknown
- 1981-04-10 JP JP56501293A patent/JPS6112745B2/ja not_active Expired
- 1981-04-10 UA UA3362004A patent/UA6000A1/uk unknown
- 1981-04-10 ES ES501239A patent/ES8207442A1/es not_active Expired
- 1981-04-10 EP EP81102782A patent/EP0038054B2/de not_active Expired - Lifetime
- 1981-04-10 KR KR1019810001223A patent/KR850000774B1/ko active
- 1981-04-10 WO PCT/EP1981/000028 patent/WO1981002852A1/de unknown
- 1981-04-10 AT AT81102782T patent/ATE16570T1/de not_active IP Right Cessation
- 1981-04-13 DD DD81229198A patent/DD158209A5/de not_active IP Right Cessation
- 1981-04-13 MX MX186828A patent/MX156160A/es unknown
- 1981-04-13 PL PL1981230664A patent/PL140702B1/pl unknown
- 1981-12-10 SU SU813362004A patent/SU1173937A3/ru active
-
1993
- 1993-09-28 LT LTRP1211A patent/LT2539B/xx not_active IP Right Cessation
- 1993-11-25 LV LV931276A patent/LV5593A3/xx unknown
Also Published As
| Publication number | Publication date |
|---|---|
| SU1173937A3 (ru) | 1985-08-15 |
| ES501239A0 (es) | 1982-09-16 |
| CH655251A5 (de) | 1986-04-15 |
| US4442980A (en) | 1984-04-17 |
| DE3022564C2 (ko) | 1987-03-05 |
| EP0038054B2 (de) | 1990-01-10 |
| ES8207442A1 (es) | 1982-09-16 |
| CS256368B2 (en) | 1988-04-15 |
| DE3022564A1 (de) | 1981-10-15 |
| LT2539B (lt) | 1994-02-15 |
| DD158209A5 (de) | 1983-01-05 |
| BR8108439A (pt) | 1982-03-09 |
| KR830004885A (ko) | 1983-07-20 |
| WO1984004469A1 (en) | 1984-11-22 |
| HU189976B (en) | 1986-08-28 |
| WO1981002852A1 (en) | 1981-10-15 |
| JPS57500681A (ko) | 1982-04-22 |
| EP0038054A1 (de) | 1981-10-21 |
| MX156160A (es) | 1988-07-19 |
| PL230664A1 (ko) | 1981-12-23 |
| UA6000A1 (uk) | 1994-12-29 |
| PL140702B1 (en) | 1987-05-30 |
| JPS6112745B2 (ko) | 1986-04-09 |
| ATE16570T1 (de) | 1985-12-15 |
| LV5593A3 (lv) | 1994-05-10 |
| EP0038054B1 (de) | 1985-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR850000774B1 (ko) | 곡물 공급 조절기구를 갖는 제분용 롤밀의 자동 조절장치 | |
| CA2726518C (en) | Electronically controlled journal loading system | |
| US4770621A (en) | Pellet mill | |
| RU2066564C1 (ru) | Система автоматического управления мукомольным 4- или 8-валковым станком и способ управления помолом в мукомольном 4- или 8-валковом станке | |
| CA1084467A (en) | Hydraulically loaded pulverizer journal | |
| RU2223148C2 (ru) | Устройство регулирования подачи продукта к вальцовой мельнице | |
| KR860000245B1 (ko) | 접시형 분쇄기의 저어널 하중 수압제어용 전자 제어기 | |
| US3777778A (en) | Two-position liquid level controller | |
| US4572441A (en) | Pneumatic control system for grinding mill | |
| US4768548A (en) | Pressure reducer | |
| US3888389A (en) | Flow controller for flowing products, more particularly, bulk materials | |
| KR880007129A (ko) | 분쇄할 취성재료의 2단계 파쇄방법 및 장치 | |
| US4773443A (en) | Pressure reducer | |
| US4097183A (en) | Method of and apparatus for controlling by-pass valve | |
| US3690570A (en) | Method of and system for controlling grinding mills | |
| US2851063A (en) | Automatic weighing and filling machine | |
| US3157365A (en) | Automatic control of materials processing machines | |
| US558900A (en) | Governor for feed-regulators | |
| JP4409270B2 (ja) | 穀物・種子・固形樹脂の製粉機 | |
| SU1344414A1 (ru) | Способ автоматического управлени процессом измельчени зерна и устройство дл его осуществлени | |
| JP2745022B2 (ja) | 粉砕機のロール間隙自動調節装置 | |
| US3321144A (en) | Metering and control devices for feeder appliances | |
| SE411102B (sv) | Anordning for automatisk krosspaltreglering vid en kross | |
| JPH08112538A (ja) | ミルローラの圧下力制御方法及び装置 | |
| US818375A (en) | Feed-regulator. |