JP6700601B2 - 内燃機関の吸気系部品 - Google Patents
内燃機関の吸気系部品 Download PDFInfo
- Publication number
- JP6700601B2 JP6700601B2 JP2016167241A JP2016167241A JP6700601B2 JP 6700601 B2 JP6700601 B2 JP 6700601B2 JP 2016167241 A JP2016167241 A JP 2016167241A JP 2016167241 A JP2016167241 A JP 2016167241A JP 6700601 B2 JP6700601 B2 JP 6700601B2
- Authority
- JP
- Japan
- Prior art keywords
- molded body
- resin
- housing
- nonwoven fabric
- internal combustion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M35/00—Combustion-air cleaners, air intakes, intake silencers, or induction systems specially adapted for, or arranged on, internal-combustion engines
- F02M35/14—Combined air cleaners and silencers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M35/00—Combustion-air cleaners, air intakes, intake silencers, or induction systems specially adapted for, or arranged on, internal-combustion engines
- F02M35/02—Air cleaners
- F02M35/024—Air cleaners using filters, e.g. moistened
- F02M35/02441—Materials or structure of filter elements, e.g. foams
- F02M35/02458—Materials or structure of filter elements, e.g. foams consisting of multiple layers, e.g. coarse and fine filters; Coatings; Impregnations; Wet or moistened filter elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M35/00—Combustion-air cleaners, air intakes, intake silencers, or induction systems specially adapted for, or arranged on, internal-combustion engines
- F02M35/02—Air cleaners
- F02M35/0201—Housings; Casings; Frame constructions; Lids; Manufacturing or assembling thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M35/00—Combustion-air cleaners, air intakes, intake silencers, or induction systems specially adapted for, or arranged on, internal-combustion engines
- F02M35/02—Air cleaners
- F02M35/024—Air cleaners using filters, e.g. moistened
- F02M35/02408—Manufacturing filter elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M35/00—Combustion-air cleaners, air intakes, intake silencers, or induction systems specially adapted for, or arranged on, internal-combustion engines
- F02M35/02—Air cleaners
- F02M35/024—Air cleaners using filters, e.g. moistened
- F02M35/02441—Materials or structure of filter elements, e.g. foams
- F02M35/0245—Pleated, folded, corrugated filter elements, e.g. made of paper
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Description
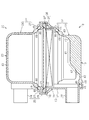
図1に示すように、エアクリーナは車載内燃機関の吸気通路に設けられるものであり、インレット18を有する第1ハウジング10、アウトレット28を有する第2ハウジング20、及び第1ハウジング10の上部開口11と同上部開口11に向かい合う第2ハウジング20の下部開口21との間に介設されたフィルタエレメント30を備えている。
第1ハウジング10は、不織布シートにより形成された不織布成形体14と、硬質樹脂材料により形成され、不織布成形体14の外縁部46を包み込む樹脂成形部15とを有している。不織布成形体14は、インサート成形により樹脂成形部15と一体に形成されている。
不織布成形体14は、例えばPET(ポリエチレンテレフタレート)からなる芯部と、同PET繊維よりも融点の低い変性PETからなる鞘部(いずれも図示略)とを有する周知の芯鞘型の複合繊維により構成されている。
不織布成形体14は、厚肉部41、厚肉部41に比べて不織布シート40の圧縮度が大きくされた、すなわち繊維充填密度(以下、単に充填密度)が高くされた一般部43、及び厚肉部41と一般部43との間に位置し、厚肉部41から一般部43にかけて肉厚が徐々に薄くされた徐変部42を有している。厚肉部41と、徐変部42のうちの肉厚が比較的厚い部位が、吸気音を吸収する効果(以下、吸音効果)を奏する。
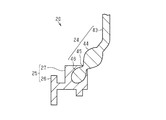
図1及び図2に示すように、第2ハウジング20は、不織布シートにより形成された不織布成形体24と、硬質樹脂材料により形成され、不織布成形体24の外縁部46を包み込む樹脂成形部25とを有している。不織布成形体24は、インサート成形により樹脂成形部25と一体に形成されている。
不織布成形体24は、前述した第1ハウジング10の不織布成形体14と同様な不織布シート40を熱プレスすることにより形成されている。
次に、第1ハウジング10及び第2ハウジング20をインサート成形により製造する方法について説明する。なお、第1ハウジング10及び第2ハウジング20の製造方法は基本的に同一であることから、第2ハウジング20の製造方法について説明することにより、第1ハウジング10の製造方法についての説明を省略する。
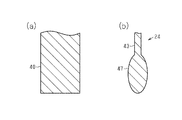
まずは、図3(a)及び図3(b)に示すように、不織布シート40を熱プレスすることにより、一般部43と、一般部43の外縁に位置し、一般部43よりも充填密度の低い低密度部47を有する不織布成形体24が成形される。なお、本実施形態の低密度部47は、断面長円形状をなしているが、低密度部47の断面形状を長方形状などの他の形状に変更することもできる。
続いて、図4に示すように、成形型50に不織布成形体24が載置される。
成形型50は、第1型51及び第2型52により構成されている。第1型51及び第2型52の型割面には、キャビティ53を形成する凹溝511,521がそれぞれ形成されている。
(1)内燃機関のエアクリーナのハウジング10,20は、不織布により形成された不織布成形体14,24と、不織布成形体14,24の外縁部46を包み込むとともに不織布成形体14,24と一体に形成された樹脂成形部15,25とを備えている。外縁部46の充填密度は、不織布成形体14,24における樹脂成形部15,25の外側に位置する一般部43の充填密度よりも低くされている。
不織布成形体14の一般部43は充填密度が高いことから、振動などによる外力により一般部43と樹脂成形部15とが相対変位しようとすると、外縁部46を包み込む樹脂成形部15に応力が集中しやすくなり、剥離や割れが生じるおそれがある。
なお、上記実施形態は、例えば以下のように変更することもできる。
・第2ハウジング20の不織布成形体24に厚肉部41を設けるようにしてもよい。また、第1ハウジング10の不織布成形体14から厚肉部41を省略してもよい。
・吸気ダクトなどのエアクリーナ以外の吸気系部品に対して本発明を適用してもよい。
Claims (2)
- 多孔質材料により形成された多孔質成形体と、前記多孔質成形体の外縁部を包み込むとともに前記多孔質成形体と一体に形成された樹脂成形部とを備える内燃機関の吸気系部品において、
前記外縁部の充填密度は、前記多孔質成形体における前記樹脂成形部の外側に位置する一般部の充填密度よりも低くされており、
前記多孔質成形体における前記樹脂成形部と前記一般部との間には、前記一般部よりも充填密度の低い緩衝部が形成されている、
内燃機関の吸気系部品。 - 内燃機関の吸気系部品は、エアクリーナのハウジングであり、
前記樹脂成形部は、前記ハウジングの開口の周縁に形成されたフランジを含む、
請求項1に記載の内燃機関の吸気系部品。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016167241A JP6700601B2 (ja) | 2016-08-29 | 2016-08-29 | 内燃機関の吸気系部品 |
| US15/677,730 US10309351B2 (en) | 2016-08-29 | 2017-08-15 | Intake system component of internal combustion engine and method for manufacturing intake system component of internal combustion engine |
| DE102017119338.3A DE102017119338A1 (de) | 2016-08-29 | 2017-08-24 | Ansaugsystemkomponente einer brennkraftmaschine und verfahren zur herstellung der ansaugsystemkomponente der brennkraftmaschine |
| CN201710739134.9A CN107795416B (zh) | 2016-08-29 | 2017-08-25 | 内燃机的进气系统部件及其制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016167241A JP6700601B2 (ja) | 2016-08-29 | 2016-08-29 | 内燃機関の吸気系部品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018035698A JP2018035698A (ja) | 2018-03-08 |
| JP6700601B2 true JP6700601B2 (ja) | 2020-05-27 |
Family
ID=61167104
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016167241A Expired - Fee Related JP6700601B2 (ja) | 2016-08-29 | 2016-08-29 | 内燃機関の吸気系部品 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10309351B2 (ja) |
| JP (1) | JP6700601B2 (ja) |
| CN (1) | CN107795416B (ja) |
| DE (1) | DE102017119338A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018112115A (ja) * | 2017-01-11 | 2018-07-19 | トヨタ紡織株式会社 | 内燃機関のエアクリーナ |
| JP6996409B2 (ja) * | 2018-02-14 | 2022-01-17 | トヨタ紡織株式会社 | 内燃機関のプリクリーナ |
| JP2019199834A (ja) * | 2018-05-16 | 2019-11-21 | トヨタ紡織株式会社 | 内燃機関の吸気ダクト |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0768570A (ja) * | 1993-09-07 | 1995-03-14 | Inoac Corp | 発泡製品の製造方法 |
| JP3802267B2 (ja) * | 1998-04-09 | 2006-07-26 | 豊田合成株式会社 | 吸気管 |
| DE19940610A1 (de) * | 1999-08-27 | 2001-03-01 | Mann & Hummel Filter | Luftfilter |
| JP3604006B2 (ja) * | 2000-02-10 | 2004-12-22 | トヨタ紡織株式会社 | エアクリーナ |
| JP2002021660A (ja) | 2000-07-05 | 2002-01-23 | Mitsubishi Motors Corp | エアクリーナ |
| DE10322168B4 (de) * | 2002-05-16 | 2008-12-18 | Toyoda Gosei Co., Ltd. | Lufteinlassvorrichtung |
| JP3919090B2 (ja) * | 2002-05-16 | 2007-05-23 | 豊田合成株式会社 | 吸気装置 |
| JP3815678B2 (ja) * | 2003-03-19 | 2006-08-30 | 豊田合成株式会社 | 吸気装置 |
| JP4727536B2 (ja) * | 2005-09-21 | 2011-07-20 | 株式会社Roki | エアクリーナ |
| JP4552820B2 (ja) * | 2005-09-26 | 2010-09-29 | 豊田合成株式会社 | 吸気ダクト |
| DE202006001440U1 (de) * | 2006-01-31 | 2007-06-14 | Mann+Hummel Gmbh | Filterelement und Filtersystem, insbesondere für die Ansaugluft einer Brennkraftmaschine |
| JP4661672B2 (ja) * | 2006-04-20 | 2011-03-30 | トヨタ紡織株式会社 | 吸気部材 |
| JP2008248848A (ja) * | 2007-03-30 | 2008-10-16 | Denso Corp | 内燃機関のエアクリーナ |
| JP5453061B2 (ja) * | 2009-11-11 | 2014-03-26 | タイガースポリマー株式会社 | 通気ダクト |
| WO2013104792A1 (de) * | 2012-01-13 | 2013-07-18 | Mann+Hummel Gmbh | Luftfilterelement mit haltegeometrie |
| JP2016135615A (ja) * | 2016-05-02 | 2016-07-28 | 長瀬産業株式会社 | 立体網状構造体と発泡体との接合体の製造方法 |
-
2016
- 2016-08-29 JP JP2016167241A patent/JP6700601B2/ja not_active Expired - Fee Related
-
2017
- 2017-08-15 US US15/677,730 patent/US10309351B2/en not_active Expired - Fee Related
- 2017-08-24 DE DE102017119338.3A patent/DE102017119338A1/de active Pending
- 2017-08-25 CN CN201710739134.9A patent/CN107795416B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE102017119338A1 (de) | 2018-03-01 |
| US20180058395A1 (en) | 2018-03-01 |
| US10309351B2 (en) | 2019-06-04 |
| CN107795416B (zh) | 2020-05-12 |
| JP2018035698A (ja) | 2018-03-08 |
| CN107795416A (zh) | 2018-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6700601B2 (ja) | 内燃機関の吸気系部品 | |
| JP7118563B2 (ja) | シール部材および防水構造 | |
| CN103097201B (zh) | 车辆内部装饰件、特别是车门内衬里 | |
| CN102870173A (zh) | 线束制造方法 | |
| JP6251520B2 (ja) | 電線保護部材 | |
| JP6205209B2 (ja) | 電線保護部材 | |
| US20130020125A1 (en) | Wire harness, wire harness manufacturing method | |
| WO2014050221A1 (ja) | ワイヤーハーネス、ワイヤーハーネスの製造方法及び保護部材 | |
| JP5884620B2 (ja) | ワイヤーハーネス、ワイヤーハーネスの製造方法及び保護部材 | |
| JP5307676B2 (ja) | ダクト及びその製造方法 | |
| CN104205540B (zh) | 用于装配的集成夹具的线束保护器及其生产方法 | |
| JP6737073B2 (ja) | エアクリーナ | |
| JP7480148B2 (ja) | 車体の前壁用の遮音要素およびそのような遮音要素のための支持要素 | |
| CN110500212B (zh) | 用于内燃机的进气管 | |
| JP2015046968A (ja) | 電線保護部材 | |
| JP5995581B2 (ja) | 成形型、袋状体、及び黒鉛材料の製造方法 | |
| JP3548662B2 (ja) | 低密度石鹸の製造方法 | |
| JP2018112115A (ja) | 内燃機関のエアクリーナ | |
| JP3821053B2 (ja) | エンジンヘッドカバー一体式エアクリーナ | |
| JP4096871B2 (ja) | インサート成形用金型 | |
| JP2006112439A5 (ja) | ||
| KR102809006B1 (ko) | 배터리 팩 케이스의 제조 방법 및 이를 통해 제조된 배터리 팩 케이스 | |
| JP3973706B2 (ja) | プラスチックリング付き紙カップ | |
| JP2021125097A5 (ja) | ||
| JP7064101B2 (ja) | 枠体外部にシリコンゴム層を形成する製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190411 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200318 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200401 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200414 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6700601 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |