JP5936282B2 - 半導電性ローラ - Google Patents
半導電性ローラ Download PDFInfo
- Publication number
- JP5936282B2 JP5936282B2 JP2014094656A JP2014094656A JP5936282B2 JP 5936282 B2 JP5936282 B2 JP 5936282B2 JP 2014094656 A JP2014094656 A JP 2014094656A JP 2014094656 A JP2014094656 A JP 2014094656A JP 5936282 B2 JP5936282 B2 JP 5936282B2
- Authority
- JP
- Japan
- Prior art keywords
- rubber
- mass
- roller
- parts
- semiconductive roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/0025—Applying surface layers, e.g. coatings, decorative layers, printed layers, to articles during shaping, e.g. in-mould printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/91—Heating, e.g. for cross linking
- B29C48/9105—Heating, e.g. for cross linking of hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C71/00—After-treatment of articles without altering their shape; Apparatus therefor
- B29C71/04—After-treatment of articles without altering their shape; Apparatus therefor by wave energy or particle radiation, e.g. for curing or vulcanising preformed articles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/16—Ethylene-propylene or ethylene-propylene-diene copolymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L9/00—Compositions of homopolymers or copolymers of conjugated diene hydrocarbons
- C08L9/02—Copolymers with acrylonitrile
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/02—Apparatus for electrographic processes using a charge pattern for laying down a uniform charge, e.g. for sensitising; Corona discharge devices
- G03G15/0208—Apparatus for electrographic processes using a charge pattern for laying down a uniform charge, e.g. for sensitising; Corona discharge devices by contact, friction or induction, e.g. liquid charging apparatus
- G03G15/0216—Apparatus for electrographic processes using a charge pattern for laying down a uniform charge, e.g. for sensitising; Corona discharge devices by contact, friction or induction, e.g. liquid charging apparatus by bringing a charging member into contact with the member to be charged, e.g. roller, brush chargers
- G03G15/0233—Structure, details of the charging member, e.g. chemical composition, surface properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0827—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using UV radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/04—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould using liquids, gas or steam
- B29C35/049—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould using liquids, gas or steam using steam or damp
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/04—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould using liquids, gas or steam
- B29C35/06—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould using liquids, gas or steam for articles of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/16—EPM, i.e. ethylene-propylene copolymers; EPDM, i.e. ethylene-propylene-diene copolymers; EPT, i.e. ethylene-propylene terpolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2055/00—Use of specific polymers obtained by polymerisation reactions only involving carbon-to-carbon unsaturated bonds, not provided for in a single one of main groups B29K2023/00 - B29K2049/00, e.g. having a vinyl group, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/16—Fillers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2507/00—Use of elements other than metals as filler
- B29K2507/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0003—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular electrical or magnetic properties, e.g. piezoelectric
- B29K2995/0005—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2023/00—Tubular articles
- B29L2023/22—Tubes or pipes, i.e. rigid
- B29L2023/225—Insulated
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/001—Conductive additives
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49544—Roller making
- Y10T29/49565—One-piece roller making
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Physics & Mathematics (AREA)
- Medicinal Chemistry (AREA)
- Organic Chemistry (AREA)
- Polymers & Plastics (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Electrostatic Charge, Transfer And Separation In Electrography (AREA)
- Rolls And Other Rotary Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Electrophotography Configuration And Component (AREA)
Description
近年、例えばスモールオフィスやパーソナル向けとして使用可能なコンパクトでかつ安価なレーザープリンタが開発され、普及しつつあり、かかるレーザープリンタに組み込まれる帯電ローラ等の半導電性ローラについても製造が容易でできるだけコスト安価に提供できることが求められるようになってきている。
しかし前者の場合にはイオン導電性ゴムやイオン導電剤が非常に高価である上、入手や取り扱い等も難しいため、これらのことが半導電性ローラの生産性を低下させ、製造コストを増加させる原因となっている。
しかしゴム組成物中に導電性充填剤を均一に分散させるのは難しく、半導電性ローラの外周面の周方向や幅方向で単位体積あたりの導電性充填剤の含有量がばらつきやすいため、それに伴って1つの半導電性ローラの外周面で電気抵抗値が一定せずにばらつきやすいという問題がある。そして、外周面の電気抵抗値にばらつきのある半導電性ローラを例えば帯電ローラとして使用した場合には、感光体の表面を均一に帯電させることができず、形成画像に濃度ムラ等の画像不良を生じるおそれがある。
また半導電性ローラを帯電ローラ等として感光体と直接に接触させた状態で使用した際に、当該半導電性ローラ中から外周面にブリードあるいはブルームしてくる成分によって感光体が汚染されて形成画像に影響がでるのを防ぐこともできる。さらにトナーの流動性や帯電性を改善するべくトナーに添加されるシリカ等の添加剤が半導電性ローラの外周面に蓄積されて形成画像に影響がでるのを防止することもできる(特許文献1等)。
しかもコーティング膜の形成は既に確立された技術であって更なる改良の余地は少ないため、これらの不良が発生する割合(不良率)を現状より大幅に低下させるのは難しく、このことも半導電性ローラの歩留まりおよび生産性を低下させ、製造コストを上昇させる一因となっている。
したがってプレス型に多額の設備投資を要し、このことが半導電性ローラの生産性を低下させ、製造コストを増加させる原因の一つとなっている。
前記ゴム分の総量100質量部あたり50質量部未満の範囲で、かつローラ抵抗値が104Ω以上、106.5Ω以下となるように配合割合が調整されたSAF、ISAF、およびHAFからなる群より選ばれた少なくとも1種のカーボンブラック、ならびに
前記ゴム分を架橋させるための架橋成分としての硫黄、過酸化物架橋剤、およびスルフェンアミド系促進剤を含むゴム組成物を筒状に押出成形し、
加硫缶または連続架橋装置を用いて架橋させたのちシャフトを挿通した状態で、
紫外線の照射により外周面に酸化膜を形成してなる半導電性ローラである。
また、かかるゴム組成物を筒状に押出成形後、プレス型を使用せずに、加硫缶または連続架橋装置を用いて架橋させているため半導電性ローラの外径や幅、シャフトの径等に応じた複数のプレス型を常時用意しておく必要がなく、多額の設備投資を不要にできる。外径やシャフトの径の違いは押出成形に使用するダイを変更したり押出条件を調整したりすることにより、また幅の違いは押出成形した筒体のカット位置を変更したりすることにより、それぞれ対応できる。
またカーボンブラックとして、HAFより粒径の大きいFEFを使用した場合には半導電性ローラのローラ抵抗値を106.5Ω以下とするためにゴム分の総量100質量部あたり50質量部以上の多量のカーボンブラックを配合しなければならない。
これに対しカーボンブラックとしてSAF、ISAF、およびHAFからなる群より選ばれた少なくとも1種を使用した場合には、これらのカーボンブラックを、導電性カーボンブラックよりも均一にゴム組成物中に分散させて、含有量のばらつきとそれによる電気抵抗値のばらつきを、半導電性ローラの外周面に形成する酸化膜によって十分にカバーできる程度まで小さくすることが可能となる。
一方EPDMは半導電性ローラの耐オゾン性、耐老化性、耐候性等の耐性を向上するために機能する成分であり、かかるEPDMの割合が先述の範囲より少ない場合にはかかる耐性が不足して、例えば酸化膜形成のために紫外線照射した際に外周面にクラック等を生じやすくなる。
ただし架橋成分として過酸化物架橋剤のみを使用し、硫黄とスルフェンアミド系促進剤を使用しない場合には、酸素が存在する加硫缶や連続架橋装置での架橋ではゴム分を架橋反応させることができず、例えば帯電ローラとして感光体と接触させた際に当該帯電ローラに貼りつくといった問題を生じてしまう。
かかる半導電性ローラのローラ抵抗値が104Ω以上、106.5Ω以下に限定されるのは、ローラ抵抗値がこの範囲未満である場合、および範囲を超える場合には、そのいずれにおいても当該半導電性ローラを帯電ローラとして使用した際に良好な画像を形成できず、画像不良を生じるためである。これに対しローラ抵抗値を上記の範囲とすることにより、特に帯電ローラとして使用した際に画像不良のない良好な画像を形成しうる半導電性ローラを形成できる。
前記ゴム分の総量100質量部あたり50質量部未満の範囲で、かつローラ抵抗値が104Ω以上、106.5Ω以下となるように配合割合が調整されたSAF、ISAF、およびHAFからなる群より選ばれた少なくとも1種のカーボンブラック、ならびに
前記ゴム分を架橋させるための架橋成分としての硫黄、過酸化物架橋剤、およびスルフェンアミド系促進剤を含むゴム組成物を筒状に押出成形し、
加硫缶または連続架橋装置を用いて架橋させたのちシャフトを挿通した状態で、
紫外線の照射により外周面に酸化膜を形成してなる半導電性ローラである。
〈ゴム分〉
ゴム分としては、先に説明したようにNBRとEPDMの2種のみを、質量比(NBR)/(EPDM)=70/30〜30/70の範囲で併用する。
この範囲よりNBRの割合が少ない場合には、当該NBRのジエン結合部分の割合が少なくなるため、半導電性ローラの外周面に、先述した機能に優れた十分な厚みと強度を有する酸化膜を形成することができない。
これに対しゴム分としてNBRとEPDMの2種のみを上記の質量比で併用することにより、クラック等の発生を抑制しながら、紫外線の照射によって半導電性ローラの外周面に、先述した機能に優れた十分な厚みと強度を有する酸化膜を形成することが可能となる。
NBRとしては、アクリロニトリル含量によって分類される低ニトリルNBR、中ニトリルNBR、中高ニトリルNBR、高ニトリルNBR、および極高ニトリルNBRがいずれも使用可能である。
これらNBRの1種または2種以上を使用できる。
EPDMとしては、エチレンとプロピレンに少量の第3成分(ジエン分)を加えることで主鎖中に二重結合を導入した種々のEPDMがいずれも使用可能である。EPDMとしては、第3成分の種類や量の違いによる様々な製品が提供されている。代表的な第3成分としては、例えばエチリデンノルボルネン(ENB)、1,4−ヘキサジエン(1,4−HD)、ジシクロペンタジエン(DCP)等が挙げられる。
〈カーボンブラック〉
カーボンブラックとしては、先に説明したようにSAF、ISAF、およびHAFからなる群より選ばれた少なくとも1種が選択して用いられる。
上記3種以外の、例えば導電性カーボンブラックを使用した場合には、当該導電性カーボンブラックのゴム分に対する分散性が低いため半導電性ローラの外周面の単位体積あたりの含有量に大きなばらつきを生じやすく、酸化膜ではかかる含有量のばらつきによる電気抵抗値のばらつきを十分にカバーすることができない。
またHAFより粒径の大きいFEFを使用した場合には、半導電性ローラのローラ抵抗値を106.5Ω以下とするためにゴム分の総量100質量部あたり50質量部以上の多量のカーボンブラックを配合しなければならない。
これに対しカーボンブラックとしてSAF、ISAF、およびHAFからなる群より選ばれた少なくとも1種を使用した場合には、これらのカーボンブラックを、導電性カーボンブラックよりも均一にゴム組成物中に分散させて、含有量のばらつきとそれによる電気抵抗値のばらつきを、半導電性ローラの外周面に形成する酸化膜によって十分にカバーできる程度まで小さくすることが可能となる。
具体的には、使用するカーボンブラックが上記3種のうちどの1種または2種以上であるかや、組み合わせるゴム分におけるNBRとEPDMの質量比、あるいは組み合わせる架橋成分の種類等と、目的とするローラ抵抗値との兼ね合いにより、上記ゴム分の総量100質量部あたり50質量部未満の範囲で、カーボンブラックの配合割合の好適範囲を設定できる。
架橋成分としては、先に説明したように硫黄、過酸化物架橋剤、およびスルフェンアミド系促進剤の3種を少なくとも併用する。これにより、加硫缶や連続架橋装置を用いた架橋によってゴム分を十分に架橋させて感光体への貼りつきやヘタリ等を生じない半導電性ローラを形成できる。
硫黄としては、架橋剤(加硫剤)として機能しうる種々の硫黄が使用可能である。特に粉末硫黄が好ましい。
硫黄の配合割合は、ゴム分の総量100質量部あたり0.5質量部以上であるのが好ましく、2.5質量部以下であるのが好ましい。
これに対し、硫黄の配合割合を上記の範囲とすることで、ブルームの発生を防止しながら、ゴム分をより一層良好に架橋させることができる。
過酸化物架橋剤としては、例えばジベンゾイルパーオキサイド、ジクミルパーオキサイド、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキサン、α,α′−ジ(t−ブチルパーオキシ)ジイソプロピルベンゼン、t−ブチルクミルパーオキサイド、ジ−t−ヘキシルパーオキサイド、ジ−t−ブチルパーオキサイド、2,5−ジメチル−2,5−ビス(t−ブチルパーオキシ)へキシン−3、1,1−ジ(t−ヘキシルパーオキシ)シクロヘキサン、1,1−ジ(t−ブチルパーオキシ)シクロヘキサン、n−ブチル−4,4−ジ(t−ブチルパーオキシ)バレレート、2,5−ジメチル−2,5−ジ(ベンゾイルパーオキシ)ヘキサン、t−ヘキシルパーオキシベンゾエート、t−ブチルパーオキシベンゾエート等の1種または2種以上が挙げられる。
過酸化物架橋剤の配合割合がこの範囲未満では、加硫缶や連続架橋装置を用いた架橋によってゴム分を十分に架橋できないおそれがある。一方、過酸化物架橋剤の配合割合が上記の範囲を超える場合には、架橋後の筒体が硬くなってシャフトをスムースに挿通できないおそれがある。
(スルフェンアミド系促進剤)
スルフェンアミド系促進剤としては、例えばN−シクロヘキシル−2−ベンゾチアゾリルスルフェンアミド、N−オキシジエチレン−2−ベンゾチアゾリルスルフェンアミド、N−tert−ブチル−2−ベンゾチアゾリルスルフェンアミド、N,N−ジイソプロピル−2−ベンゾチアゾリルスルフェンアミド等の1種または2種以上が挙げられる。
スルフェンアミド系促進剤の配合割合がこの範囲未満では、加硫缶や連続架橋装置を用いた架橋によってゴム分を十分に架橋できないおそれがある。一方、スルフェンアミド系促進剤の配合割合が上記の範囲を超える場合には、架橋後の筒体が硬くなってシャフトをスムースに挿通できないおそれがある。
(他の架橋成分)
架橋成分としては、上記3成分に加えて、さらに他の促進剤や架橋助剤を配合してもよい。
架橋助剤の配合割合は、ゴム分の総量100質量部あたり3質量部以上、10質量部以下であるのが好ましい。
〈その他の成分〉
ゴム組成物には、さらに充填剤、老化防止剤、酸化防止剤、スコーチ防止剤、滑剤、顔料、難燃剤、中和剤、および気泡防止剤からなる群より選ばれた少なくとも1種の添加剤を配合してもよい。
スコーチ防止剤としてはN−シクロヘキシルチオフタルイミド、無水フタル酸、N−ニトロソジフェニルアミン、2,4−ジフェニル−4−メチル−1−ペンテン等が挙げられる。
以上の各成分を含むゴム組成物は従来同様に調製できる。すなわちNBRとEPDMを所定の割合で配合して素練りし、次いで架橋成分以外の添加剤を加えて混練した後、最後に架橋成分を加えて混練することでゴム組成物を調製できる。
混練には、例えばニーダ、バンバリミキサ、押出機等を用いることができる。
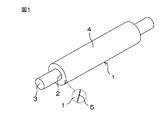
図1は、本発明の半導電性ローラの、実施の形態の一例を示す斜視図である。
図1を参照して、この例の半導電性ローラ1は、先に説明した各成分を含むゴム組成物によって筒状に形成され、中心の通孔2にシャフト3が挿通されて固定されるとともに、外周面4に紫外線照射によって酸化膜5が形成されたものである。
かかる半導電性ローラ1は、例えばレーザープリンタ等の、電子写真法を利用した画像形成装置に組み込んで感光体の表面を一様に帯電させるための帯電ローラとして好適に使用できる。
半導電性ローラ1は、先に説明した各成分を含むゴム組成物を用いて、下記の工程を経て製造される。
次いで冷却して固化させた筒体を所定の長さにカットし、通孔2に架橋用の仮のシャフトを挿通した状態で加硫缶内に収容し、当該加硫缶内に加熱水蒸気を供給して加熱、加圧することでゴム分を架橋させる。
次いで外周面に導電性の接着剤を塗布したシャフト3を通孔2に挿通して、接着剤が熱硬化性接着剤である場合は加熱により硬化させて半導電性ローラ1とシャフト3とを電気的に接合するとともに機械的に固定する。
かかる半導電性ローラ1は、先に説明した各成分を含有するゴム組成物からなり、しかも外周面4が酸化膜5で被覆されているため、先に説明したメカニズムにより、外周面の周方向や幅方向で電気抵抗値がばらついたりせず均一である。また感光体の汚染や外周面へのトナーの蓄積等よる画像不良が生じるおそれもない。しかも半導電性ローラ1は、上記ゴム組成物を用いることと、上記の工程を経ることとが相まって、従来に比べてコスト安価に製造することもできる。
また半導電性ローラ1は多孔質構造としてもよいが、耐摩耗性等を向上したり、先に説明したヘタリによるニップ跡の発生を防止したりすることを考慮すると非多孔質構造であるのが好ましい。
《ローラ抵抗値の測定方法》
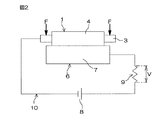
図2は、半導電性ローラ1のローラ抵抗値を測定する方法を説明する図である。
すなわち一定の回転速度で回転させることができるアルミニウムドラム6を用意し、かかるアルミニウムドラム6の外周面7に、上方からローラ抵抗値を測定する半導電性ローラ1の、酸化膜5を形成した外周面4を接触させる。
次いでシャフト3の両端部にそれぞれ450gの荷重Fをかけて半導電性ローラ1をアルミニウムドラム6に圧接させた状態で、当該アルミニウムドラム6を回転(回転数:40rpm)させながら、両者間に直流電源8から直流50Vの印加電圧Eを印加した際に抵抗9にかかる検出電圧Vを計測する。
R=r×E/(V−r) (1′)
によって求められる。ただし式(1′)中の分母中の−rの項は微小とみなすことができるため、本発明では式(1):
R=r×E/V (1)
によって求めた値でもって半導電性ローラ1のローラ抵抗値とすることとする。測定の条件は、先に説明したように温度23℃、相対湿度55%である。
NBR〔低ニトリルNBR、アクリロニトリル含量:19.5%、非油展、JSR(株)製のJSR(登録商標)N250SL〕70質量部、およびEPDM〔エチレン含量:50%、ジエン含量:9.5%、非油展、住友化学(株)製のエスプレン(登録商標)505A〕30質量部をゴム分として、9Lニーダを用いて素練りしながら、下記表1に示す各成分を先に説明した手順で加えてさらに混練してゴム組成物を調製した。

ISAF:カーボンブラック〔東海カーボン(株)製のシースト6〕
粉末硫黄:架橋剤〔鶴見化学工業(株)製〕
促進剤CZ:N−シクロヘキシル−2−ベンゾチアゾリルスルフェンアミド〔大内新興化学工業(株)製のノクセラー(登録商標)CZ〕
過酸化物架橋剤:ジクミルパーオキサイド〔日油(株)製のパークミル(登録商標)D〕
酸化亜鉛2種:架橋助剤〔三井金属鉱業(株)製〕
表中の質量部は、先のゴム分の総量100質量部あたりの質量部である。
次いで、外周面に導電性の熱硬化性接着剤(ポリアミド系)を塗布した外径φ6mmの金属シャフトを挿通し直してオーブン中で150℃×60分間加熱して接着したのち両端をカットし、広幅研磨機を用いて外径がφ8.5mmになるまで外周面を研磨した。
〈実施例2、3、比較例1、2〉
NBRとEPDMの質量比(NBR)/(EPDM)を80/20(比較例1)、50/50(実施例2)、30/70(実施例3)、および20/80(比較例2)としたこと以外は実施例1と同様にしてゴム組成物を調製し、半導電性ローラを製造した。
粉末硫黄と促進剤CZを配合しなかったこと以外は実施例1と同様にしてゴム組成物を調製し、半導電性ローラを製造した。NBRとEPDMの質量比(NBR)/(EPDM)=70/30であった。
〈比較例4〉
過酸化物架橋剤を配合しなかったこと以外は実施例1と同様にしてゴム組成物を調製し、半導電性ローラを製造した。NBRとEPDMの質量比(NBR)/(EPDM)=70/30であった。
ISAFの配合割合を、ゴム分の総量100質量部あたり25質量部(比較例5)、27.5質量部(実施例4)、35質量部(実施例5)、および40質量部(比較例6)としたこと以外は実施例1と同様にしてゴム組成物を調製し、半導電性ローラを製造した。
〈実施例6、7、比較例7、8〉
ISAFに代えてSAF〔東海カーボン(株)製のシースト9〕を、ゴム分の総量100質量部あたり20質量部(比較例7)、22.5質量部(実施例6)、32.5質量部(実施例7)、および35質量部(比較例8)配合したこと以外は実施例1と同様にしてゴム組成物を調製し、半導電性ローラを製造した。
ISAFに代えてHAF〔東海カーボン(株)製のシースト3〕を、ゴム分の総量100質量部あたり30質量部(比較例9)、32.5質量部(実施例8)、40質量部(実施例9)、および45質量部(比較例10)配合したこと以外は実施例1と同様にしてゴム組成物を調製し、半導電性ローラを製造した。
ISAFに代えてFEF〔東海カーボン(株)製のシーストSO〕を、ゴム分の総量100質量部あたり50質量部配合したこと以外は実施例1と同様にしてゴム組成物を調製し、半導電性ローラを製造した。
〈比較例12、13〉
ISAFに代えて導電性カーボンブラック〔電気化学工業(株)製のデンカ ブラック(登録商標)〕を、ゴム分の総量100質量部あたり20質量部(比較例12)、および30質量部(比較例13)配合したこと以外は実施例1と同様にしてゴム組成物を調製し、半導電性ローラを製造した。
架橋後に金属シャフトを挿通しなおす際に、スムースに挿通できたものを加工性良好「○」、挿通できなかったものを加工性不良「×」と評価した。
〈耐性評価〉
滋賀院照射によって外周面にクラックが発生したものを耐性不良「×」、発生しなかったものを耐性良好「○」と評価した。
実施例、比較例で製造した半導電性ローラのローラ抵抗値を、温度23℃、相対湿度55%の常温常湿環境下、印加電圧50Vの条件で、先に説明した測定方法によって測定した。なお以下の表ではローラ抵抗値をlogR値で表している。
〈実機試験〉
感光体と、当該感光体の表面に常時接触させて配設された帯電ローラとを備え、レーザープリンタ本体に着脱自在とされたトナーカートリッジ〔キヤノン(株)製のCRG−316BLK〕の純正の帯電ローラに代えて、実施例、比較例で製造した半導電性ローラを帯電ローラとして組み込んだ。
そして組み立てたトナーカートリッジを、直後にカラーレーザープリンタ〔キヤノン(株)製のLBP5050〕に装填し、直ちにハーフトーン画像、ベタ画像を印刷して初期画像として評価した。
評価は、何らかの画像不良が見られたものを「×」、見られなかったものを「○」とした。
また装填して500枚/日、1分間に2枚のペースでの通紙を5日間実施した後にハーフトーン画像、ベタ画像を各5枚ずつ連続印刷して、通紙後画像として評価した。
評価は、連続印刷の間に何らかの画像不良が見られたものを「×」、見られなかったものを「○」とした。
また別に用意した、組み立てた直後のトナーカートリッジを温度50℃、相対湿度90%の高温、高湿環境下で5日間静置したのち同じカラーレーザープリンタに装填してハーフトーン画像、ベタ画像を各5枚ずつ枚連続印刷する保管試験を実施した。
評価は、連続印刷中に1枚でも白スジの画像不良が見られたものを「×」、連続印刷の全枚数を通して白スジの画像不良が全く見られなかったものを「○」とした。
また比較例2の結果より、ゴム分としてのNBRとEPDMの質量比(NBR)/(EPDM)が20/80でNBRの量が不足する場合には、通紙後画像評価においてシリカ等の添加剤の蓄積による画像ムラが発生しているのが確認された。そしてこのことから、外周面に良好な酸化膜が形成されていないことが判った。
表4の比較例4の結果より、架橋成分として硫黄とスルフェンアミド系促進剤のみを使用した場合には保管試験においてニップ跡の画像不良が発生した。そこで状態を観察したところ、保管時に感光体と接触し続けていた半導電性ローラの接触部位にヘタリが生じているのが確認され、ゴム分の架橋が十分でないことが判った。
また比較例12、13の結果より、カーボンブラックとして導電性カーボンブラックを使用した場合には、当該導電性カーボンブラックの分散性が低いため、酸化膜では十分にカバーできない電気抵抗値のばらつきを生じて感光体の表面を均一に帯電させることができず、形成画像に濃度ムラ等の画像不良を生じることが判った。
さらに実施例8、9、比較例9、10の結果より、カーボンブラックとしてHAFを使用した系では、ローラ抵抗値を上記の範囲として良好な画像を形成するために、当該HAFの配合割合を、ゴム分の総量100質量部あたり32.5質量部以上に設定するのが好ましく、40質量部以下に設定するのが好ましいことが判った。
2 通孔
3 シャフト
4 外周面
5 酸化膜
6 アルミニウムドラム
7 外周面
8 直流電源
9 抵抗
10 計測回路
F 荷重
V 検出電圧
Claims (4)
- アクリロニトリルブタジエンゴム(NBR)、およびエチレンプロピレンジエンゴム(EPDM)の2種のみを質量比(NBR)/(EPDM)=70/30〜30/70の範囲で含むゴム分、
前記ゴム分の総量100質量部あたり50質量部未満の範囲で、かつローラ抵抗値が104Ω以上、106.5Ω以下となるように配合割合が調整されたSAF、ISAF、およびHAFからなる群より選ばれた少なくとも1種のカーボンブラック、ならびに
前記ゴム分を架橋させるための架橋成分としての硫黄、過酸化物架橋剤、およびスルフェンアミド系促進剤を含むゴム組成物を筒状に押出成形し、
加硫缶または連続架橋装置を用いて架橋させたのちシャフトを挿通した状態で、
紫外線の照射により外周面に酸化膜を形成してなる半導電性ローラ。 - 前記ゴム組成物は、さらに架橋助剤、充填剤、老化防止剤、酸化防止剤、スコーチ防止剤、滑剤、顔料、難燃剤、中和剤、および気泡防止剤からなる群より選ばれた少なくとも1種の添加剤を含んでいる請求項1に記載の半導電性ローラ。
- 前記シャフトを挿通したのち紫外線の照射に先立って前記外周面を研磨してなる請求項1または2に記載の半導電性ローラ。
- 電子写真法を利用した画像形成装置において、帯電ローラとして使用される請求項1ないし3のいずれか1項に記載の半導電性ローラ。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014094656A JP5936282B2 (ja) | 2014-05-01 | 2014-05-01 | 半導電性ローラ |
| CN201510212303.4A CN105017579B (zh) | 2014-05-01 | 2015-04-29 | 半导电性辊 |
| US14/700,604 US9539744B2 (en) | 2014-05-01 | 2015-04-30 | Semiconductive roller and production method therefor |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014094656A JP5936282B2 (ja) | 2014-05-01 | 2014-05-01 | 半導電性ローラ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015212728A JP2015212728A (ja) | 2015-11-26 |
| JP5936282B2 true JP5936282B2 (ja) | 2016-06-22 |
Family
ID=54355175
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014094656A Active JP5936282B2 (ja) | 2014-05-01 | 2014-05-01 | 半導電性ローラ |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US9539744B2 (ja) |
| JP (1) | JP5936282B2 (ja) |
| CN (1) | CN105017579B (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5009406B2 (ja) * | 2010-05-12 | 2012-08-22 | 住友ゴム工業株式会社 | 帯電ローラ |
| JP6140505B2 (ja) * | 2013-03-29 | 2017-05-31 | 住友ゴム工業株式会社 | ゴム組成物、紙送りローラ、および画像形成装置 |
| CN108508723A (zh) * | 2018-03-02 | 2018-09-07 | 郴州市展信龙科技有限公司 | 一种环保式显影辊的生产工艺 |
| CN108445722A (zh) * | 2018-03-02 | 2018-08-24 | 郴州市展信龙科技有限公司 | 一种环保式显影辊 |
| CN112662028A (zh) * | 2020-12-24 | 2021-04-16 | 中国化工集团曙光橡胶工业研究设计院有限公司 | 一种耐热老化丁腈橡胶及其制备方法 |
| JP2022168615A (ja) * | 2021-04-26 | 2022-11-08 | 住友ゴム工業株式会社 | 電子写真用導電性ローラ |
| JP7772663B2 (ja) * | 2022-06-24 | 2025-11-18 | 住友理工株式会社 | 電子写真機器用帯電ロール |
| CN117912854B (zh) * | 2024-03-19 | 2024-06-28 | 深圳新宙邦科技股份有限公司 | 一种电容器封装材料及其制备方法、电容器 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3449726B2 (ja) | 1995-07-11 | 2003-09-22 | 日本ゼオン株式会社 | 導電性ゴム組成物及びその製造方法 |
| JPH1144317A (ja) * | 1997-07-29 | 1999-02-16 | Sumitomo Rubber Ind Ltd | 導電性発泡ゴムチューブ及びその製造方法、並びに、導電性弾性ローラ |
| JP3951860B2 (ja) * | 2001-08-28 | 2007-08-01 | 東海ゴム工業株式会社 | 電子写真装置半導電性部材用の半導電性高分子弾性部材およびそれを用いた半導電性部材、ならびに電子写真装置半導電性部材用の半導電性高分子弾性部材の製法 |
| JP4221186B2 (ja) * | 2002-03-28 | 2009-02-12 | 住友ゴム工業株式会社 | 転写ローラ |
| KR100592928B1 (ko) | 2002-11-13 | 2006-06-23 | 스미토모 고무 고교 가부시키가이샤 | 도전성 엘라스토머 조성물, 상기 조성물을 사용한 도전성부재, 상기 도전성부재를 구비한 화상 형성 장치 |
| KR100996727B1 (ko) | 2002-11-15 | 2010-11-25 | 스미토모 고무 고교 가부시키가이샤 | 도전성 롤러 및 상기 도전성 롤러를 구비한 화상 형성 장치 |
| JP4221211B2 (ja) * | 2002-11-15 | 2009-02-12 | 住友ゴム工業株式会社 | 導電性ローラ及び、該導電性ローラを備えた画像形成装置 |
| JP2006016552A (ja) * | 2004-07-02 | 2006-01-19 | Sumitomo Rubber Ind Ltd | ゴム組成物および紙送りローラ |
| JP5158738B2 (ja) * | 2005-09-30 | 2013-03-06 | シンジーテック株式会社 | 発泡ゴムロール及び発泡ゴムロールの製造方法 |
| JP4116043B2 (ja) * | 2006-04-14 | 2008-07-09 | 住友ゴム工業株式会社 | 画像形成装置用のゴムローラ |
| JP5188681B2 (ja) * | 2006-04-14 | 2013-04-24 | 住友ゴム工業株式会社 | 半導電性ゴム部材および該ゴム部材からなる現像ローラ |
| JP2007283659A (ja) * | 2006-04-18 | 2007-11-01 | Canon Chemicals Inc | 導電性ゴムローラーの製造装置及び製造方法、並びに電子写真装置用ローラー及び転写ローラー |
| JP5021354B2 (ja) * | 2006-04-28 | 2012-09-05 | 住友ゴム工業株式会社 | ゴム部材および該ゴム部材からなる現像ローラ |
| JP4700746B2 (ja) * | 2009-04-21 | 2011-06-15 | 住友ゴム工業株式会社 | 導電性ローラ |
| JP2011048188A (ja) * | 2009-08-27 | 2011-03-10 | Sumitomo Rubber Ind Ltd | 導電性ローラとそれを用いた電子写真装置 |
| JP5009406B2 (ja) | 2010-05-12 | 2012-08-22 | 住友ゴム工業株式会社 | 帯電ローラ |
| JP5081292B2 (ja) * | 2010-11-18 | 2012-11-28 | 住友ゴム工業株式会社 | 転写部材 |
| CN102156399B (zh) * | 2011-01-28 | 2012-07-25 | 刘宝利 | 导电橡胶海绵转印辊的制造方法及海绵组合物 |
| JP5236757B2 (ja) * | 2011-02-07 | 2013-07-17 | 住友ゴム工業株式会社 | 半導電性ローラ |
| JP5736888B2 (ja) * | 2011-03-25 | 2015-06-17 | 富士ゼロックス株式会社 | ロール部材、帯電装置、プロセスカートリッジ、及び画像形成装置 |
| JP2013117678A (ja) * | 2011-12-05 | 2013-06-13 | Sumitomo Rubber Ind Ltd | 半導電性ローラ |
| CN103242571B (zh) * | 2012-02-02 | 2016-08-03 | 住友橡胶工业株式会社 | 导电性橡胶组合物及使用其的转印辊 |
| JP5386025B1 (ja) * | 2012-09-06 | 2014-01-15 | ヤマウチ株式会社 | 導電性ゴムローラ用組成物および導電性ゴムローラ |
| JP2014085479A (ja) * | 2012-10-23 | 2014-05-12 | Sumitomo Rubber Ind Ltd | 半導電性ローラ |
| KR20150034515A (ko) * | 2013-09-26 | 2015-04-03 | 삼성전자주식회사 | 화상 형성 장치용 반도전성 롤러 |
-
2014
- 2014-05-01 JP JP2014094656A patent/JP5936282B2/ja active Active
-
2015
- 2015-04-29 CN CN201510212303.4A patent/CN105017579B/zh active Active
- 2015-04-30 US US14/700,604 patent/US9539744B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN105017579A (zh) | 2015-11-04 |
| US20150316869A1 (en) | 2015-11-05 |
| JP2015212728A (ja) | 2015-11-26 |
| CN105017579B (zh) | 2018-05-18 |
| US9539744B2 (en) | 2017-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5936282B2 (ja) | 半導電性ローラ | |
| JP3639773B2 (ja) | 半導電性ゴム組成物、帯電部材、電子写真装置、プロセスカートリッジ | |
| JP3449726B2 (ja) | 導電性ゴム組成物及びその製造方法 | |
| JP5009406B2 (ja) | 帯電ローラ | |
| JPWO1997003122A1 (ja) | 導電性ゴム組成物及びその製造方法 | |
| JP6764568B2 (ja) | 半導電性ローラ | |
| JP5086418B2 (ja) | 半導電性ローラの製造方法 | |
| CN1189796C (zh) | 导电橡胶辊 | |
| WO2016158813A1 (ja) | 電子写真機器用導電性部材 | |
| JP2008256908A (ja) | 帯電部材用導電性ゴムローラ | |
| JP2009031574A (ja) | 導電性ゴムローラ、転写ローラ及び画像形成装置 | |
| US10199134B2 (en) | Electrically conductive rubber composition, and developing roller | |
| JP2009122592A (ja) | 導電性ゴムローラー | |
| JP3820764B2 (ja) | 転写ベルト部材 | |
| CN105637033B (zh) | 导电性弹性体组合物及其制备方法 | |
| JP2011138004A (ja) | 電子写真装置用導電性ローラー及びこれを用いた帯電ローラー | |
| JP3656904B2 (ja) | 導電性ゴムローラ | |
| JP2016206457A (ja) | 半導電性ローラ | |
| JP2022168615A (ja) | 電子写真用導電性ローラ | |
| JP2008299120A (ja) | 帯電部材 | |
| JP2004263059A (ja) | 導電性ゴムローラ | |
| JP4886864B2 (ja) | 非ハロゲン系導電性ローラ | |
| JP3886722B2 (ja) | 導電性高分子弾性体組成物 | |
| JP7396135B2 (ja) | 電子写真用導電性ローラ | |
| JP2004059691A (ja) | 導電性ゴム組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160414 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160509 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5936282 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |