JP5584970B2 - リチウム電池用外装材 - Google Patents
リチウム電池用外装材 Download PDFInfo
- Publication number
- JP5584970B2 JP5584970B2 JP2008273068A JP2008273068A JP5584970B2 JP 5584970 B2 JP5584970 B2 JP 5584970B2 JP 2008273068 A JP2008273068 A JP 2008273068A JP 2008273068 A JP2008273068 A JP 2008273068A JP 5584970 B2 JP5584970 B2 JP 5584970B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- thermoplastic elastomer
- adhesive resin
- mass
- acid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000463 material Substances 0.000 title claims description 89
- 229910052744 lithium Inorganic materials 0.000 title claims description 49
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 title claims description 48
- 238000011282 treatment Methods 0.000 claims description 153
- 238000005536 corrosion prevention Methods 0.000 claims description 90
- 239000004840 adhesive resin Substances 0.000 claims description 85
- 229920006223 adhesive resin Polymers 0.000 claims description 85
- 229910052782 aluminium Inorganic materials 0.000 claims description 83
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 80
- 239000011888 foil Substances 0.000 claims description 77
- 229920002725 thermoplastic elastomer Polymers 0.000 claims description 58
- 239000000565 sealant Substances 0.000 claims description 57
- 229920005672 polyolefin resin Polymers 0.000 claims description 53
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 claims description 35
- 238000002844 melting Methods 0.000 claims description 31
- 230000008018 melting Effects 0.000 claims description 31
- 229920001971 elastomer Polymers 0.000 claims description 29
- 239000000806 elastomer Substances 0.000 claims description 27
- 229920006317 cationic polymer Polymers 0.000 claims description 25
- 150000001732 carboxylic acid derivatives Chemical class 0.000 claims description 24
- 239000011342 resin composition Substances 0.000 claims description 22
- 230000001070 adhesive effect Effects 0.000 claims description 21
- 229920000642 polymer Polymers 0.000 claims description 18
- 239000000178 monomer Substances 0.000 claims description 15
- 229920005989 resin Polymers 0.000 claims description 14
- 239000011347 resin Substances 0.000 claims description 14
- 150000003440 styrenes Chemical class 0.000 claims description 12
- 229920002873 Polyethylenimine Polymers 0.000 claims description 10
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 8
- 238000000926 separation method Methods 0.000 claims description 8
- CDAWCLOXVUBKRW-UHFFFAOYSA-N 2-aminophenol Chemical compound NC1=CC=CC=C1O CDAWCLOXVUBKRW-UHFFFAOYSA-N 0.000 claims description 6
- 239000004925 Acrylic resin Substances 0.000 claims description 6
- 229920000178 Acrylic resin Polymers 0.000 claims description 6
- 229920000083 poly(allylamine) Polymers 0.000 claims description 6
- 150000002148 esters Chemical class 0.000 claims description 5
- 125000000524 functional group Chemical group 0.000 claims description 5
- 229920000831 ionic polymer Polymers 0.000 claims description 5
- 150000003141 primary amines Chemical class 0.000 claims description 5
- 150000008065 acid anhydrides Chemical class 0.000 claims description 4
- 230000000379 polymerizing effect Effects 0.000 claims description 3
- 239000010410 layer Substances 0.000 description 307
- 238000000034 method Methods 0.000 description 69
- -1 polypropylene Polymers 0.000 description 56
- 239000008151 electrolyte solution Substances 0.000 description 55
- 230000002087 whitening effect Effects 0.000 description 46
- 238000011156 evaluation Methods 0.000 description 39
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 38
- 239000011248 coating agent Substances 0.000 description 32
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 30
- 239000000126 substance Substances 0.000 description 29
- 238000000576 coating method Methods 0.000 description 28
- 238000006243 chemical reaction Methods 0.000 description 23
- 238000005238 degreasing Methods 0.000 description 23
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 23
- 239000000853 adhesive Substances 0.000 description 22
- 238000010438 heat treatment Methods 0.000 description 22
- 230000008569 process Effects 0.000 description 21
- 239000002585 base Substances 0.000 description 20
- 150000003839 salts Chemical class 0.000 description 20
- 238000010030 laminating Methods 0.000 description 18
- 229910052757 nitrogen Inorganic materials 0.000 description 18
- 239000005022 packaging material Substances 0.000 description 18
- 150000001875 compounds Chemical class 0.000 description 17
- 239000002253 acid Substances 0.000 description 16
- 239000000203 mixture Substances 0.000 description 15
- 235000011007 phosphoric acid Nutrition 0.000 description 15
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 14
- 238000002425 crystallisation Methods 0.000 description 14
- 230000008025 crystallization Effects 0.000 description 14
- 229910052761 rare earth metal Inorganic materials 0.000 description 14
- 239000004743 Polypropylene Substances 0.000 description 13
- 230000006870 function Effects 0.000 description 13
- 229920005862 polyol Polymers 0.000 description 13
- 229920001155 polypropylene Polymers 0.000 description 13
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 12
- ZCDOYSPFYFSLEW-UHFFFAOYSA-N chromate(2-) Chemical compound [O-][Cr]([O-])(=O)=O ZCDOYSPFYFSLEW-UHFFFAOYSA-N 0.000 description 12
- 239000003792 electrolyte Substances 0.000 description 12
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 11
- 239000003795 chemical substances by application Substances 0.000 description 11
- 229920001577 copolymer Polymers 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 11
- 239000000047 product Substances 0.000 description 11
- 238000009823 thermal lamination Methods 0.000 description 11
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 10
- 238000005260 corrosion Methods 0.000 description 10
- 239000003431 cross linking reagent Substances 0.000 description 10
- 239000002904 solvent Substances 0.000 description 10
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 9
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 9
- 229920006318 anionic polymer Polymers 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 9
- 230000032798 delamination Effects 0.000 description 9
- 239000004593 Epoxy Substances 0.000 description 8
- 239000012790 adhesive layer Substances 0.000 description 8
- 229910000420 cerium oxide Inorganic materials 0.000 description 8
- 230000007797 corrosion Effects 0.000 description 8
- 239000006185 dispersion Substances 0.000 description 8
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 7
- 239000003513 alkali Substances 0.000 description 7
- 238000001035 drying Methods 0.000 description 7
- 239000012948 isocyanate Substances 0.000 description 7
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 description 7
- 238000005191 phase separation Methods 0.000 description 7
- 239000002356 single layer Substances 0.000 description 7
- 239000004711 α-olefin Substances 0.000 description 7
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 6
- VVJKKWFAADXIJK-UHFFFAOYSA-N Allylamine Chemical compound NCC=C VVJKKWFAADXIJK-UHFFFAOYSA-N 0.000 description 6
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 6
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 6
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 6
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 6
- 238000007743 anodising Methods 0.000 description 6
- 150000001845 chromium compounds Chemical class 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 238000001125 extrusion Methods 0.000 description 6
- 238000003475 lamination Methods 0.000 description 6
- 229910003002 lithium salt Inorganic materials 0.000 description 6
- 159000000002 lithium salts Chemical class 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 5
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 5
- 239000006087 Silane Coupling Agent Substances 0.000 description 5
- 150000001412 amines Chemical class 0.000 description 5
- 230000006872 improvement Effects 0.000 description 5
- 150000002500 ions Chemical class 0.000 description 5
- 150000007522 mineralic acids Chemical class 0.000 description 5
- 238000002156 mixing Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 238000000465 moulding Methods 0.000 description 5
- 229920005906 polyester polyol Polymers 0.000 description 5
- 150000003077 polyols Chemical class 0.000 description 5
- 230000009257 reactivity Effects 0.000 description 5
- 238000007789 sealing Methods 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 239000003381 stabilizer Substances 0.000 description 5
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 4
- 229920002845 Poly(methacrylic acid) Polymers 0.000 description 4
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 4
- XMUZQOKACOLCSS-UHFFFAOYSA-N [2-(hydroxymethyl)phenyl]methanol Chemical compound OCC1=CC=CC=C1CO XMUZQOKACOLCSS-UHFFFAOYSA-N 0.000 description 4
- 125000001931 aliphatic group Chemical group 0.000 description 4
- 239000003990 capacitor Substances 0.000 description 4
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 4
- 238000013329 compounding Methods 0.000 description 4
- 238000004132 cross linking Methods 0.000 description 4
- 238000007598 dipping method Methods 0.000 description 4
- 239000012153 distilled water Substances 0.000 description 4
- 238000007667 floating Methods 0.000 description 4
- 238000006460 hydrolysis reaction Methods 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 230000007774 longterm Effects 0.000 description 4
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 4
- 229910017604 nitric acid Inorganic materials 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 239000011241 protective layer Substances 0.000 description 4
- 229910001415 sodium ion Inorganic materials 0.000 description 4
- IMSODMZESSGVBE-UHFFFAOYSA-N 2-Oxazoline Chemical class C1CN=CO1 IMSODMZESSGVBE-UHFFFAOYSA-N 0.000 description 3
- 125000003504 2-oxazolinyl group Chemical group O1C(=NCC1)* 0.000 description 3
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 3
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 3
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 3
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 3
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 3
- 239000004721 Polyphenylene oxide Substances 0.000 description 3
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 3
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 3
- 239000001361 adipic acid Substances 0.000 description 3
- 235000011037 adipic acid Nutrition 0.000 description 3
- 229910052783 alkali metal Inorganic materials 0.000 description 3
- 150000003863 ammonium salts Chemical class 0.000 description 3
- 150000001735 carboxylic acids Chemical class 0.000 description 3
- 238000011109 contamination Methods 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 description 3
- 150000002009 diols Chemical class 0.000 description 3
- 230000007613 environmental effect Effects 0.000 description 3
- BXOUVIIITJXIKB-UHFFFAOYSA-N ethene;styrene Chemical group C=C.C=CC1=CC=CC=C1 BXOUVIIITJXIKB-UHFFFAOYSA-N 0.000 description 3
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 3
- 230000007062 hydrolysis Effects 0.000 description 3
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 3
- 229910001416 lithium ion Inorganic materials 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 3
- OJMIONKXNSYLSR-UHFFFAOYSA-N phosphorous acid Chemical compound OP(O)O OJMIONKXNSYLSR-UHFFFAOYSA-N 0.000 description 3
- 229920000570 polyether Polymers 0.000 description 3
- 229920000223 polyglycerol Polymers 0.000 description 3
- 239000005056 polyisocyanate Substances 0.000 description 3
- 229920001228 polyisocyanate Polymers 0.000 description 3
- 229920000098 polyolefin Polymers 0.000 description 3
- 229920005749 polyurethane resin Polymers 0.000 description 3
- 239000004576 sand Substances 0.000 description 3
- 239000007921 spray Substances 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 230000001629 suppression Effects 0.000 description 3
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 3
- WYTZZXDRDKSJID-UHFFFAOYSA-N (3-aminopropyl)triethoxysilane Chemical compound CCO[Si](OCC)(OCC)CCCN WYTZZXDRDKSJID-UHFFFAOYSA-N 0.000 description 2
- KMOUUZVZFBCRAM-OLQVQODUSA-N (3as,7ar)-3a,4,7,7a-tetrahydro-2-benzofuran-1,3-dione Chemical compound C1C=CC[C@@H]2C(=O)OC(=O)[C@@H]21 KMOUUZVZFBCRAM-OLQVQODUSA-N 0.000 description 2
- FKTHNVSLHLHISI-UHFFFAOYSA-N 1,2-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC=C1CN=C=O FKTHNVSLHLHISI-UHFFFAOYSA-N 0.000 description 2
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 2
- ZLAOXGYWRBSWOY-UHFFFAOYSA-N 3-chloropropyl(methoxy)silane Chemical compound CO[SiH2]CCCCl ZLAOXGYWRBSWOY-UHFFFAOYSA-N 0.000 description 2
- UUEWCQRISZBELL-UHFFFAOYSA-N 3-trimethoxysilylpropane-1-thiol Chemical compound CO[Si](OC)(OC)CCCS UUEWCQRISZBELL-UHFFFAOYSA-N 0.000 description 2
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 2
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 2
- CIWBSHSKHKDKBQ-JLAZNSOCSA-N Ascorbic acid Chemical compound OC[C@H](O)[C@H]1OC(=O)C(O)=C1O CIWBSHSKHKDKBQ-JLAZNSOCSA-N 0.000 description 2
- SOGAXMICEFXMKE-UHFFFAOYSA-N Butylmethacrylate Chemical compound CCCCOC(=O)C(C)=C SOGAXMICEFXMKE-UHFFFAOYSA-N 0.000 description 2
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 2
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 description 2
- OIFBSDVPJOWBCH-UHFFFAOYSA-N Diethyl carbonate Chemical compound CCOC(=O)OCC OIFBSDVPJOWBCH-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 2
- 239000005058 Isophorone diisocyanate Substances 0.000 description 2
- 229910013870 LiPF 6 Inorganic materials 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 2
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 2
- 229910019142 PO4 Inorganic materials 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000002202 Polyethylene glycol Substances 0.000 description 2
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 2
- 229920002125 Sokalan® Polymers 0.000 description 2
- RAHZWNYVWXNFOC-UHFFFAOYSA-N Sulphur dioxide Chemical compound O=S=O RAHZWNYVWXNFOC-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 239000007983 Tris buffer Substances 0.000 description 2
- 235000011054 acetic acid Nutrition 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000004075 alteration Effects 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 2
- 229910001593 boehmite Inorganic materials 0.000 description 2
- CDQSJQSWAWPGKG-UHFFFAOYSA-N butane-1,1-diol Chemical compound CCCC(O)O CDQSJQSWAWPGKG-UHFFFAOYSA-N 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- 150000001244 carboxylic acid anhydrides Chemical class 0.000 description 2
- 150000001733 carboxylic acid esters Chemical class 0.000 description 2
- 239000011651 chromium Substances 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 238000009833 condensation Methods 0.000 description 2
- 230000005494 condensation Effects 0.000 description 2
- PDXRQENMIVHKPI-UHFFFAOYSA-N cyclohexane-1,1-diol Chemical compound OC1(O)CCCCC1 PDXRQENMIVHKPI-UHFFFAOYSA-N 0.000 description 2
- 125000000113 cyclohexyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 description 2
- INSRQEMEVAMETL-UHFFFAOYSA-N decane-1,1-diol Chemical compound CCCCCCCCCC(O)O INSRQEMEVAMETL-UHFFFAOYSA-N 0.000 description 2
- 230000018044 dehydration Effects 0.000 description 2
- 238000006297 dehydration reaction Methods 0.000 description 2
- GTZOYNFRVVHLDZ-UHFFFAOYSA-N dodecane-1,1-diol Chemical compound CCCCCCCCCCCC(O)O GTZOYNFRVVHLDZ-UHFFFAOYSA-N 0.000 description 2
- 238000009820 dry lamination Methods 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 235000011187 glycerol Nutrition 0.000 description 2
- 238000010559 graft polymerization reaction Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- MHIBEGOZTWERHF-UHFFFAOYSA-N heptane-1,1-diol Chemical compound CCCCCCC(O)O MHIBEGOZTWERHF-UHFFFAOYSA-N 0.000 description 2
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 2
- ACCCMOQWYVYDOT-UHFFFAOYSA-N hexane-1,1-diol Chemical compound CCCCCC(O)O ACCCMOQWYVYDOT-UHFFFAOYSA-N 0.000 description 2
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 2
- SAMYCKUDTNLASP-UHFFFAOYSA-N hexane-2,2-diol Chemical compound CCCCC(C)(O)O SAMYCKUDTNLASP-UHFFFAOYSA-N 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- FAHBNUUHRFUEAI-UHFFFAOYSA-M hydroxidooxidoaluminium Chemical compound O[Al]=O FAHBNUUHRFUEAI-UHFFFAOYSA-M 0.000 description 2
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 2
- 238000007654 immersion Methods 0.000 description 2
- 239000003999 initiator Substances 0.000 description 2
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 2
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 2
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 2
- JVTAAEKCZFNVCJ-UHFFFAOYSA-N lactic acid Chemical compound CC(O)C(O)=O JVTAAEKCZFNVCJ-UHFFFAOYSA-N 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 2
- 239000011976 maleic acid Substances 0.000 description 2
- 229920001179 medium density polyethylene Polymers 0.000 description 2
- 239000004701 medium-density polyethylene Substances 0.000 description 2
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 2
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 2
- 125000004123 n-propyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])* 0.000 description 2
- KYTZHLUVELPASH-UHFFFAOYSA-N naphthalene-1,2-dicarboxylic acid Chemical compound C1=CC=CC2=C(C(O)=O)C(C(=O)O)=CC=C21 KYTZHLUVELPASH-UHFFFAOYSA-N 0.000 description 2
- FVXBCDWMKCEPCL-UHFFFAOYSA-N nonane-1,1-diol Chemical compound CCCCCCCCC(O)O FVXBCDWMKCEPCL-UHFFFAOYSA-N 0.000 description 2
- BDJRBEYXGGNYIS-UHFFFAOYSA-N nonanedioic acid Chemical compound OC(=O)CCCCCCCC(O)=O BDJRBEYXGGNYIS-UHFFFAOYSA-N 0.000 description 2
- QWVGKYWNOKOFNN-UHFFFAOYSA-N o-cresol Chemical compound CC1=CC=CC=C1O QWVGKYWNOKOFNN-UHFFFAOYSA-N 0.000 description 2
- OEIJHBUUFURJLI-UHFFFAOYSA-N octane-1,8-diol Chemical compound OCCCCCCCCO OEIJHBUUFURJLI-UHFFFAOYSA-N 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 150000001451 organic peroxides Chemical class 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 2
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 2
- 239000010452 phosphate Substances 0.000 description 2
- WLJVNTCWHIRURA-UHFFFAOYSA-N pimelic acid Chemical compound OC(=O)CCCCCC(O)=O WLJVNTCWHIRURA-UHFFFAOYSA-N 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 239000004584 polyacrylic acid Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920001223 polyethylene glycol Polymers 0.000 description 2
- 229920001451 polypropylene glycol Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 230000035484 reaction time Effects 0.000 description 2
- GHMLBKRAJCXXBS-UHFFFAOYSA-N resorcinol Chemical compound OC1=CC=CC(O)=C1 GHMLBKRAJCXXBS-UHFFFAOYSA-N 0.000 description 2
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 2
- 229910000077 silane Inorganic materials 0.000 description 2
- 239000011734 sodium Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 239000000600 sorbitol Substances 0.000 description 2
- 230000035882 stress Effects 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 150000005846 sugar alcohols Polymers 0.000 description 2
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 2
- GQIUQDDJKHLHTB-UHFFFAOYSA-N trichloro(ethenyl)silane Chemical compound Cl[Si](Cl)(Cl)C=C GQIUQDDJKHLHTB-UHFFFAOYSA-N 0.000 description 2
- ARCGXLSVLAOJQL-UHFFFAOYSA-N trimellitic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C(C(O)=O)=C1 ARCGXLSVLAOJQL-UHFFFAOYSA-N 0.000 description 2
- DQZNLOXENNXVAD-UHFFFAOYSA-N trimethoxy-[2-(7-oxabicyclo[4.1.0]heptan-4-yl)ethyl]silane Chemical compound C1C(CC[Si](OC)(OC)OC)CCC2OC21 DQZNLOXENNXVAD-UHFFFAOYSA-N 0.000 description 2
- BPSIOYPQMFLKFR-UHFFFAOYSA-N trimethoxy-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CO[Si](OC)(OC)CCCOCC1CO1 BPSIOYPQMFLKFR-UHFFFAOYSA-N 0.000 description 2
- 239000005050 vinyl trichlorosilane Substances 0.000 description 2
- JNYAEWCLZODPBN-JGWLITMVSA-N (2r,3r,4s)-2-[(1r)-1,2-dihydroxyethyl]oxolane-3,4-diol Chemical compound OC[C@@H](O)[C@H]1OC[C@H](O)[C@H]1O JNYAEWCLZODPBN-JGWLITMVSA-N 0.000 description 1
- BJEPYKJPYRNKOW-REOHCLBHSA-N (S)-malic acid Chemical compound OC(=O)[C@@H](O)CC(O)=O BJEPYKJPYRNKOW-REOHCLBHSA-N 0.000 description 1
- PHWXYKUZSUKPCM-ALCCZGGFSA-N (z)-2-pentan-3-ylbut-2-enedioic acid Chemical compound CCC(CC)C(\C(O)=O)=C\C(O)=O PHWXYKUZSUKPCM-ALCCZGGFSA-N 0.000 description 1
- BPXVHIRIPLPOPT-UHFFFAOYSA-N 1,3,5-tris(2-hydroxyethyl)-1,3,5-triazinane-2,4,6-trione Chemical compound OCCN1C(=O)N(CCO)C(=O)N(CCO)C1=O BPXVHIRIPLPOPT-UHFFFAOYSA-N 0.000 description 1
- OUPZKGBUJRBPGC-UHFFFAOYSA-N 1,3,5-tris(oxiran-2-ylmethyl)-1,3,5-triazinane-2,4,6-trione Chemical compound O=C1N(CC2OC2)C(=O)N(CC2OC2)C(=O)N1CC1CO1 OUPZKGBUJRBPGC-UHFFFAOYSA-N 0.000 description 1
- BOSWPVRACYJBSJ-UHFFFAOYSA-N 1,3-di(p-tolyl)carbodiimide Chemical compound C1=CC(C)=CC=C1N=C=NC1=CC=C(C)C=C1 BOSWPVRACYJBSJ-UHFFFAOYSA-N 0.000 description 1
- QGLRLXLDMZCFBP-UHFFFAOYSA-N 1,6-diisocyanato-2,4,4-trimethylhexane Chemical compound O=C=NCC(C)CC(C)(C)CCN=C=O QGLRLXLDMZCFBP-UHFFFAOYSA-N 0.000 description 1
- 229940008841 1,6-hexamethylene diisocyanate Drugs 0.000 description 1
- RTBFRGCFXZNCOE-UHFFFAOYSA-N 1-methylsulfonylpiperidin-4-one Chemical compound CS(=O)(=O)N1CCC(=O)CC1 RTBFRGCFXZNCOE-UHFFFAOYSA-N 0.000 description 1
- IRPGOXJVTQTAAN-UHFFFAOYSA-N 2,2,3,3,3-pentafluoropropanal Chemical compound FC(F)(F)C(F)(F)C=O IRPGOXJVTQTAAN-UHFFFAOYSA-N 0.000 description 1
- ZABMHLDQFJHDSC-UHFFFAOYSA-N 2,3-dihydro-1,3-oxazole Chemical compound C1NC=CO1 ZABMHLDQFJHDSC-UHFFFAOYSA-N 0.000 description 1
- GIXFALHDORQSOQ-UHFFFAOYSA-N 2,4,6,8-tetrahydroxy-1,3,5,7,2$l^{5},4$l^{5},6$l^{5},8$l^{5}-tetraoxatetraphosphocane 2,4,6,8-tetraoxide Chemical compound OP1(=O)OP(O)(=O)OP(O)(=O)OP(O)(=O)O1 GIXFALHDORQSOQ-UHFFFAOYSA-N 0.000 description 1
- DTQJMAHDNUWGFH-UHFFFAOYSA-N 2,4-diphenyl-4,5-dihydro-1,3-oxazole Chemical compound C1OC(C=2C=CC=CC=2)=NC1C1=CC=CC=C1 DTQJMAHDNUWGFH-UHFFFAOYSA-N 0.000 description 1
- DXPIUHXKXUKZDK-UHFFFAOYSA-N 2,5-dimethyl-4,5-dihydro-1,3-oxazole Chemical compound CC1CN=C(C)O1 DXPIUHXKXUKZDK-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- XMNIXWIUMCBBBL-UHFFFAOYSA-N 2-(2-phenylpropan-2-ylperoxy)propan-2-ylbenzene Chemical compound C=1C=CC=CC=1C(C)(C)OOC(C)(C)C1=CC=CC=C1 XMNIXWIUMCBBBL-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- HEXHLHNCJVXPNU-UHFFFAOYSA-N 2-(trimethoxysilylmethyl)butane-1,4-diamine Chemical compound CO[Si](OC)(OC)CC(CN)CCN HEXHLHNCJVXPNU-UHFFFAOYSA-N 0.000 description 1
- LCZVSXRMYJUNFX-UHFFFAOYSA-N 2-[2-(2-hydroxypropoxy)propoxy]propan-1-ol Chemical compound CC(O)COC(C)COC(C)CO LCZVSXRMYJUNFX-UHFFFAOYSA-N 0.000 description 1
- KFNAHVKJFHDCSK-UHFFFAOYSA-N 2-[2-(4,5-dihydro-1,3-oxazol-2-yl)ethyl]-4,5-dihydro-1,3-oxazole Chemical compound N=1CCOC=1CCC1=NCCO1 KFNAHVKJFHDCSK-UHFFFAOYSA-N 0.000 description 1
- HMOZDINWBHMBSQ-UHFFFAOYSA-N 2-[3-(4,5-dihydro-1,3-oxazol-2-yl)phenyl]-4,5-dihydro-1,3-oxazole Chemical compound O1CCN=C1C1=CC=CC(C=2OCCN=2)=C1 HMOZDINWBHMBSQ-UHFFFAOYSA-N 0.000 description 1
- ZDNUPMSZKVCETJ-UHFFFAOYSA-N 2-[4-(4,5-dihydro-1,3-oxazol-2-yl)phenyl]-4,5-dihydro-1,3-oxazole Chemical compound O1CCN=C1C1=CC=C(C=2OCCN=2)C=C1 ZDNUPMSZKVCETJ-UHFFFAOYSA-N 0.000 description 1
- 125000000954 2-hydroxyethyl group Chemical group [H]C([*])([H])C([H])([H])O[H] 0.000 description 1
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- GUXJXWKCUUWCLX-UHFFFAOYSA-N 2-methyl-2-oxazoline Chemical compound CC1=NCCO1 GUXJXWKCUUWCLX-UHFFFAOYSA-N 0.000 description 1
- ZXTHWIZHGLNEPG-UHFFFAOYSA-N 2-phenyl-4,5-dihydro-1,3-oxazole Chemical compound O1CCN=C1C1=CC=CC=C1 ZXTHWIZHGLNEPG-UHFFFAOYSA-N 0.000 description 1
- LPIQIQPLUVLISR-UHFFFAOYSA-N 2-prop-1-en-2-yl-4,5-dihydro-1,3-oxazole Chemical compound CC(=C)C1=NCCO1 LPIQIQPLUVLISR-UHFFFAOYSA-N 0.000 description 1
- ZDZYGYFHTPFREM-UHFFFAOYSA-N 3-[3-aminopropyl(dimethoxy)silyl]oxypropan-1-amine Chemical compound NCCC[Si](OC)(OC)OCCCN ZDZYGYFHTPFREM-UHFFFAOYSA-N 0.000 description 1
- ORTCGSWQDZPULK-UHFFFAOYSA-N 3-isocyanatopropyl prop-2-enoate Chemical compound C=CC(=O)OCCCN=C=O ORTCGSWQDZPULK-UHFFFAOYSA-N 0.000 description 1
- AYKYXWQEBUNJCN-UHFFFAOYSA-N 3-methylfuran-2,5-dione Chemical compound CC1=CC(=O)OC1=O AYKYXWQEBUNJCN-UHFFFAOYSA-N 0.000 description 1
- OFNISBHGPNMTMS-UHFFFAOYSA-N 3-methylideneoxolane-2,5-dione Chemical compound C=C1CC(=O)OC1=O OFNISBHGPNMTMS-UHFFFAOYSA-N 0.000 description 1
- XDLMVUHYZWKMMD-UHFFFAOYSA-N 3-trimethoxysilylpropyl 2-methylprop-2-enoate Chemical compound CO[Si](OC)(OC)CCCOC(=O)C(C)=C XDLMVUHYZWKMMD-UHFFFAOYSA-N 0.000 description 1
- HDPBBNNDDQOWPJ-UHFFFAOYSA-N 4-[1,2,2-tris(4-hydroxyphenyl)ethyl]phenol Chemical compound C1=CC(O)=CC=C1C(C=1C=CC(O)=CC=1)C(C=1C=CC(O)=CC=1)C1=CC=C(O)C=C1 HDPBBNNDDQOWPJ-UHFFFAOYSA-N 0.000 description 1
- FAUAZXVRLVIARB-UHFFFAOYSA-N 4-[[4-[bis(oxiran-2-ylmethyl)amino]phenyl]methyl]-n,n-bis(oxiran-2-ylmethyl)aniline Chemical compound C1OC1CN(C=1C=CC(CC=2C=CC(=CC=2)N(CC2OC2)CC2OC2)=CC=1)CC1CO1 FAUAZXVRLVIARB-UHFFFAOYSA-N 0.000 description 1
- WFCQTAXSWSWIHS-UHFFFAOYSA-N 4-[bis(4-hydroxyphenyl)methyl]phenol Chemical compound C1=CC(O)=CC=C1C(C=1C=CC(O)=CC=1)C1=CC=C(O)C=C1 WFCQTAXSWSWIHS-UHFFFAOYSA-N 0.000 description 1
- BQKCABNKOFEHEG-UHFFFAOYSA-N 5H-dioxazole Chemical class O1ON=CC1 BQKCABNKOFEHEG-UHFFFAOYSA-N 0.000 description 1
- KNDQHSIWLOJIGP-UHFFFAOYSA-N 826-62-0 Chemical compound C1C2C3C(=O)OC(=O)C3C1C=C2 KNDQHSIWLOJIGP-UHFFFAOYSA-N 0.000 description 1
- 229920002126 Acrylic acid copolymer Polymers 0.000 description 1
- KLZUFWVZNOTSEM-UHFFFAOYSA-K Aluminum fluoride Inorganic materials F[Al](F)F KLZUFWVZNOTSEM-UHFFFAOYSA-K 0.000 description 1
- 229920001342 Bakelite® Polymers 0.000 description 1
- DPUOLQHDNGRHBS-UHFFFAOYSA-N Brassidinsaeure Natural products CCCCCCCCC=CCCCCCCCCCCCC(O)=O DPUOLQHDNGRHBS-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- 229910052684 Cerium Inorganic materials 0.000 description 1
- 239000004970 Chain extender Substances 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- QOSSAOTZNIDXMA-UHFFFAOYSA-N Dicylcohexylcarbodiimide Chemical compound C1CCCCC1N=C=NC1CCCCC1 QOSSAOTZNIDXMA-UHFFFAOYSA-N 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 1
- 241000446313 Lamella Species 0.000 description 1
- 229910013063 LiBF 4 Inorganic materials 0.000 description 1
- UEZVMMHDMIWARA-UHFFFAOYSA-N Metaphosphoric acid Chemical compound OP(=O)=O UEZVMMHDMIWARA-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- 229920003354 Modic® Polymers 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- HDONYZHVZVCMLR-UHFFFAOYSA-N N=C=O.N=C=O.CC1CCCCC1 Chemical compound N=C=O.N=C=O.CC1CCCCC1 HDONYZHVZVCMLR-UHFFFAOYSA-N 0.000 description 1
- FRCLQKLLFQYUJJ-UHFFFAOYSA-N P(O)(O)O.P(O)(O)O.C(C)(C)(C)C1=C(C(=CC(=C1)C)C(C)(C)C)C(O)(C(CO)(CO)CO)C1=C(C=C(C=C1C(C)(C)C)C)C(C)(C)C Chemical compound P(O)(O)O.P(O)(O)O.C(C)(C)(C)C1=C(C(=CC(=C1)C)C(C)(C)C)C(O)(C(CO)(CO)CO)C1=C(C=C(C=C1C(C)(C)C)C)C(C)(C)C FRCLQKLLFQYUJJ-UHFFFAOYSA-N 0.000 description 1
- GIATZHZBSIMOEE-UHFFFAOYSA-N P(O)(O)O.P(O)(O)O.C(C)(C)(C)C1=C(C=CC(=C1)C(C)(C)C)C(O)(C(CO)(CO)CO)C1=C(C=C(C=C1)C(C)(C)C)C(C)(C)C Chemical compound P(O)(O)O.P(O)(O)O.C(C)(C)(C)C1=C(C=CC(=C1)C(C)(C)C)C(O)(C(CO)(CO)CO)C1=C(C=C(C=C1)C(C)(C)C)C(C)(C)C GIATZHZBSIMOEE-UHFFFAOYSA-N 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- JKIJEFPNVSHHEI-UHFFFAOYSA-N Phenol, 2,4-bis(1,1-dimethylethyl)-, phosphite (3:1) Chemical compound CC(C)(C)C1=CC(C(C)(C)C)=CC=C1OP(OC=1C(=CC(=CC=1)C(C)(C)C)C(C)(C)C)OC1=CC=C(C(C)(C)C)C=C1C(C)(C)C JKIJEFPNVSHHEI-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- KJTLSVCANCCWHF-UHFFFAOYSA-N Ruthenium Chemical compound [Ru] KJTLSVCANCCWHF-UHFFFAOYSA-N 0.000 description 1
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- GSEJCLTVZPLZKY-UHFFFAOYSA-N Triethanolamine Chemical compound OCCN(CCO)CCO GSEJCLTVZPLZKY-UHFFFAOYSA-N 0.000 description 1
- 241001080519 Zera Species 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- ORLQHILJRHBSAY-UHFFFAOYSA-N [1-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1(CO)CCCCC1 ORLQHILJRHBSAY-UHFFFAOYSA-N 0.000 description 1
- NOKSMMGULAYSTD-UHFFFAOYSA-N [SiH4].N=C=O Chemical compound [SiH4].N=C=O NOKSMMGULAYSTD-UHFFFAOYSA-N 0.000 description 1
- NOZAQBYNLKNDRT-UHFFFAOYSA-N [diacetyloxy(ethenyl)silyl] acetate Chemical compound CC(=O)O[Si](OC(C)=O)(OC(C)=O)C=C NOZAQBYNLKNDRT-UHFFFAOYSA-N 0.000 description 1
- RMKZLFMHXZAGTM-UHFFFAOYSA-N [dimethoxy(propyl)silyl]oxymethyl prop-2-enoate Chemical compound CCC[Si](OC)(OC)OCOC(=O)C=C RMKZLFMHXZAGTM-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 239000002313 adhesive film Substances 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 229910001413 alkali metal ion Inorganic materials 0.000 description 1
- 229910001420 alkaline earth metal ion Inorganic materials 0.000 description 1
- 125000003545 alkoxy group Chemical group 0.000 description 1
- 125000005907 alkyl ester group Chemical group 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- BJEPYKJPYRNKOW-UHFFFAOYSA-N alpha-hydroxysuccinic acid Natural products OC(=O)C(O)CC(O)=O BJEPYKJPYRNKOW-UHFFFAOYSA-N 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- JFCQEDHGNNZCLN-UHFFFAOYSA-N anhydrous glutaric acid Natural products OC(=O)CCCC(O)=O JFCQEDHGNNZCLN-UHFFFAOYSA-N 0.000 description 1
- 125000000129 anionic group Chemical group 0.000 description 1
- 150000001450 anions Chemical class 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 235000006708 antioxidants Nutrition 0.000 description 1
- 239000000010 aprotic solvent Substances 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 235000010323 ascorbic acid Nutrition 0.000 description 1
- 239000011668 ascorbic acid Substances 0.000 description 1
- 229960005070 ascorbic acid Drugs 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- TWHGFQHPCCPTCV-UHFFFAOYSA-M azanium sodium difluoride Chemical compound [NH4+].[F-].[F-].[Na+] TWHGFQHPCCPTCV-UHFFFAOYSA-M 0.000 description 1
- 230000001588 bifunctional effect Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- NFVGWOSADNLNHZ-UHFFFAOYSA-N bis(oxiran-2-ylmethyl) decanedioate Chemical compound C1OC1COC(=O)CCCCCCCCC(=O)OCC1CO1 NFVGWOSADNLNHZ-UHFFFAOYSA-N 0.000 description 1
- OHJMTUPIZMNBFR-UHFFFAOYSA-N biuret Chemical compound NC(=O)NC(N)=O OHJMTUPIZMNBFR-UHFFFAOYSA-N 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 239000001273 butane Substances 0.000 description 1
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 description 1
- 125000004106 butoxy group Chemical group [*]OC([H])([H])C([H])([H])C(C([H])([H])[H])([H])[H] 0.000 description 1
- 239000001506 calcium phosphate Substances 0.000 description 1
- 229910000389 calcium phosphate Inorganic materials 0.000 description 1
- 235000011010 calcium phosphates Nutrition 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 1
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 1
- 125000002091 cationic group Chemical group 0.000 description 1
- 150000001768 cations Chemical class 0.000 description 1
- GWXLDORMOJMVQZ-UHFFFAOYSA-N cerium Chemical compound [Ce] GWXLDORMOJMVQZ-UHFFFAOYSA-N 0.000 description 1
- DRVWBEJJZZTIGJ-UHFFFAOYSA-N cerium(3+);oxygen(2-) Chemical class [O-2].[O-2].[O-2].[Ce+3].[Ce+3] DRVWBEJJZZTIGJ-UHFFFAOYSA-N 0.000 description 1
- 239000013522 chelant Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- HNEGQIOMVPPMNR-IHWYPQMZSA-N citraconic acid Chemical compound OC(=O)C(/C)=C\C(O)=O HNEGQIOMVPPMNR-IHWYPQMZSA-N 0.000 description 1
- 229940018557 citraconic acid Drugs 0.000 description 1
- 239000000306 component Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- IFDVQVHZEKPUSC-UHFFFAOYSA-N cyclohex-3-ene-1,2-dicarboxylic acid Chemical compound OC(=O)C1CCC=CC1C(O)=O IFDVQVHZEKPUSC-UHFFFAOYSA-N 0.000 description 1
- AZSFNUJOCKMOGB-UHFFFAOYSA-N cyclotriphosphoric acid Chemical compound OP1(=O)OP(O)(=O)OP(O)(=O)O1 AZSFNUJOCKMOGB-UHFFFAOYSA-N 0.000 description 1
- 239000013527 degreasing agent Substances 0.000 description 1
- 238000005237 degreasing agent Methods 0.000 description 1
- LSXWFXONGKSEMY-UHFFFAOYSA-N di-tert-butyl peroxide Chemical compound CC(C)(C)OOC(C)(C)C LSXWFXONGKSEMY-UHFFFAOYSA-N 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- IEPRKVQEAMIZSS-AATRIKPKSA-N diethyl fumarate Chemical compound CCOC(=O)\C=C\C(=O)OCC IEPRKVQEAMIZSS-AATRIKPKSA-N 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- GPLRAVKSCUXZTP-UHFFFAOYSA-N diglycerol Chemical compound OCC(O)COCC(O)CO GPLRAVKSCUXZTP-UHFFFAOYSA-N 0.000 description 1
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical class C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 description 1
- 125000005442 diisocyanate group Chemical group 0.000 description 1
- KIQKWYUGPPFMBV-UHFFFAOYSA-N diisocyanatomethane Chemical compound O=C=NCN=C=O KIQKWYUGPPFMBV-UHFFFAOYSA-N 0.000 description 1
- ZWWQRMFIZFPUAA-UHFFFAOYSA-N dimethyl 2-methylidenebutanedioate Chemical compound COC(=O)CC(=C)C(=O)OC ZWWQRMFIZFPUAA-UHFFFAOYSA-N 0.000 description 1
- VGQLNJWOULYVFV-UHFFFAOYSA-N dimethyl bicyclo[2.2.1]hept-5-ene-2,3-dicarboxylate Chemical compound C1C2C=CC1C(C(=O)OC)C2C(=O)OC VGQLNJWOULYVFV-UHFFFAOYSA-N 0.000 description 1
- 125000000118 dimethyl group Chemical group [H]C([H])([H])* 0.000 description 1
- LDCRTTXIJACKKU-ARJAWSKDSA-N dimethyl maleate Chemical compound COC(=O)\C=C/C(=O)OC LDCRTTXIJACKKU-ARJAWSKDSA-N 0.000 description 1
- ROORDVPLFPIABK-UHFFFAOYSA-N diphenyl carbonate Chemical compound C=1C=CC=CC=1OC(=O)OC1=CC=CC=C1 ROORDVPLFPIABK-UHFFFAOYSA-N 0.000 description 1
- XPPKVPWEQAFLFU-UHFFFAOYSA-N diphosphoric acid Chemical compound OP(O)(=O)OP(O)(O)=O XPPKVPWEQAFLFU-UHFFFAOYSA-N 0.000 description 1
- SZXQTJUDPRGNJN-UHFFFAOYSA-N dipropylene glycol Chemical compound OCCCOCCCO SZXQTJUDPRGNJN-UHFFFAOYSA-N 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- BXKDSDJJOVIHMX-UHFFFAOYSA-N edrophonium chloride Chemical compound [Cl-].CC[N+](C)(C)C1=CC=CC(O)=C1 BXKDSDJJOVIHMX-UHFFFAOYSA-N 0.000 description 1
- 238000005868 electrolysis reaction Methods 0.000 description 1
- 239000003344 environmental pollutant Substances 0.000 description 1
- 239000003759 ester based solvent Substances 0.000 description 1
- FWDBOZPQNFPOLF-UHFFFAOYSA-N ethenyl(triethoxy)silane Chemical compound CCO[Si](OCC)(OCC)C=C FWDBOZPQNFPOLF-UHFFFAOYSA-N 0.000 description 1
- WOXXJEVNDJOOLV-UHFFFAOYSA-N ethenyl-tris(2-methoxyethoxy)silane Chemical compound COCCO[Si](OCCOC)(OCCOC)C=C WOXXJEVNDJOOLV-UHFFFAOYSA-N 0.000 description 1
- 239000004210 ether based solvent Substances 0.000 description 1
- 125000001301 ethoxy group Chemical group [H]C([H])([H])C([H])([H])O* 0.000 description 1
- SUPCQIBBMFXVTL-UHFFFAOYSA-N ethyl 2-methylprop-2-enoate Chemical compound CCOC(=O)C(C)=C SUPCQIBBMFXVTL-UHFFFAOYSA-N 0.000 description 1
- JBTWLSYIZRCDFO-UHFFFAOYSA-N ethyl methyl carbonate Chemical compound CCOC(=O)OC JBTWLSYIZRCDFO-UHFFFAOYSA-N 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- NKHAVTQWNUWKEO-UHFFFAOYSA-N fumaric acid monomethyl ester Natural products COC(=O)C=CC(O)=O NKHAVTQWNUWKEO-UHFFFAOYSA-N 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 150000004676 glycans Chemical class 0.000 description 1
- 150000002334 glycols Chemical class 0.000 description 1
- 238000007756 gravure coating Methods 0.000 description 1
- 229940093915 gynecological organic acid Drugs 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 150000002432 hydroperoxides Chemical class 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 125000002768 hydroxyalkyl group Chemical group 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 239000010954 inorganic particle Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 125000002510 isobutoxy group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])O* 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical compound OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 1
- 125000000654 isopropylidene group Chemical group C(C)(C)=* 0.000 description 1
- 239000005453 ketone based solvent Substances 0.000 description 1
- 150000003951 lactams Chemical class 0.000 description 1
- 239000004310 lactic acid Substances 0.000 description 1
- 235000014655 lactic acid Nutrition 0.000 description 1
- 150000002641 lithium Chemical class 0.000 description 1
- 239000002075 main ingredient Substances 0.000 description 1
- 239000001630 malic acid Substances 0.000 description 1
- 235000011090 malic acid Nutrition 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- XMYQHJDBLRZMLW-UHFFFAOYSA-N methanolamine Chemical group NCO XMYQHJDBLRZMLW-UHFFFAOYSA-N 0.000 description 1
- 125000000956 methoxy group Chemical group [H]C([H])([H])O* 0.000 description 1
- AYLRODJJLADBOB-QMMMGPOBSA-N methyl (2s)-2,6-diisocyanatohexanoate Chemical compound COC(=O)[C@@H](N=C=O)CCCCN=C=O AYLRODJJLADBOB-QMMMGPOBSA-N 0.000 description 1
- NKHAVTQWNUWKEO-IHWYPQMZSA-N methyl hydrogen fumarate Chemical compound COC(=O)\C=C/C(O)=O NKHAVTQWNUWKEO-IHWYPQMZSA-N 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- JCNCSCMYYGONLU-UHFFFAOYSA-N n,n'-bis(2-methylphenyl)methanediimine Chemical compound CC1=CC=CC=C1N=C=NC1=CC=CC=C1C JCNCSCMYYGONLU-UHFFFAOYSA-N 0.000 description 1
- XLDBGFGREOMWSL-UHFFFAOYSA-N n,n'-bis[2,6-di(propan-2-yl)phenyl]methanediimine Chemical compound CC(C)C1=CC=CC(C(C)C)=C1N=C=NC1=C(C(C)C)C=CC=C1C(C)C XLDBGFGREOMWSL-UHFFFAOYSA-N 0.000 description 1
- CMESPBFFDMPSIY-UHFFFAOYSA-N n,n'-diphenylmethanediimine Chemical compound C1=CC=CC=C1N=C=NC1=CC=CC=C1 CMESPBFFDMPSIY-UHFFFAOYSA-N 0.000 description 1
- GBCKRQRXNXQQPW-UHFFFAOYSA-N n,n-dimethylprop-2-en-1-amine Chemical compound CN(C)CC=C GBCKRQRXNXQQPW-UHFFFAOYSA-N 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- IHDRUIHIJWCTIY-JOCHJYFZSA-N n-[(2r)-5-methyl-8-(4-methylpiperazin-1-yl)-1,2,3,4-tetrahydronaphthalen-2-yl]-4-morpholin-4-ylbenzamide Chemical compound C1CN(C)CCN1C1=CC=C(C)C2=C1C[C@H](NC(=O)C=1C=CC(=CC=1)N1CCOCC1)CC2 IHDRUIHIJWCTIY-JOCHJYFZSA-N 0.000 description 1
- IJDNQMDRQITEOD-UHFFFAOYSA-N n-butane Chemical compound CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 1
- OFBQJSOFQDEBGM-UHFFFAOYSA-N n-pentane Natural products CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 1
- DYUWTXWIYMHBQS-UHFFFAOYSA-N n-prop-2-enylprop-2-en-1-amine Chemical compound C=CCNCC=C DYUWTXWIYMHBQS-UHFFFAOYSA-N 0.000 description 1
- 239000007773 negative electrode material Substances 0.000 description 1
- 125000001971 neopentyl group Chemical group [H]C([*])([H])C(C([H])([H])[H])(C([H])([H])[H])C([H])([H])[H] 0.000 description 1
- 229920003986 novolac Polymers 0.000 description 1
- KCRLWVVFAVLSAP-UHFFFAOYSA-N octyl dihydrogen phosphite Chemical compound CCCCCCCCOP(O)O KCRLWVVFAVLSAP-UHFFFAOYSA-N 0.000 description 1
- 150000007524 organic acids Chemical class 0.000 description 1
- 235000005985 organic acids Nutrition 0.000 description 1
- 235000006408 oxalic acid Nutrition 0.000 description 1
- 150000002923 oximes Chemical class 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- NFHFRUOZVGFOOS-UHFFFAOYSA-N palladium;triphenylphosphane Chemical compound [Pd].C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1 NFHFRUOZVGFOOS-UHFFFAOYSA-N 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000005453 pelletization Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 150000004978 peroxycarbonates Chemical class 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 150000003018 phosphorus compounds Chemical class 0.000 description 1
- MRFDIIXYTDNCAZ-UHFFFAOYSA-N phthalic acid;terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1.OC(=O)C1=CC=CC=C1C(O)=O MRFDIIXYTDNCAZ-UHFFFAOYSA-N 0.000 description 1
- 231100000719 pollutant Toxicity 0.000 description 1
- 229920001515 polyalkylene glycol Polymers 0.000 description 1
- 229920001692 polycarbonate urethane Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920006124 polyolefin elastomer Polymers 0.000 description 1
- 150000008442 polyphenolic compounds Chemical class 0.000 description 1
- 235000013824 polyphenols Nutrition 0.000 description 1
- 229920005629 polypropylene homopolymer Polymers 0.000 description 1
- 229920001282 polysaccharide Polymers 0.000 description 1
- 239000005017 polysaccharide Substances 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 239000007774 positive electrode material Substances 0.000 description 1
- 238000010248 power generation Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- RUOJZAUFBMNUDX-UHFFFAOYSA-N propylene carbonate Chemical compound CC1COC(=O)O1 RUOJZAUFBMNUDX-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 229940005657 pyrophosphoric acid Drugs 0.000 description 1
- 229910052707 ruthenium Inorganic materials 0.000 description 1
- FZHAPNGMFPVSLP-UHFFFAOYSA-N silanamine Chemical compound [SiH3]N FZHAPNGMFPVSLP-UHFFFAOYSA-N 0.000 description 1
- 239000012748 slip agent Substances 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- RPACBEVZENYWOL-XFULWGLBSA-M sodium;(2r)-2-[6-(4-chlorophenoxy)hexyl]oxirane-2-carboxylate Chemical compound [Na+].C=1C=C(Cl)C=CC=1OCCCCCC[C@]1(C(=O)[O-])CO1 RPACBEVZENYWOL-XFULWGLBSA-M 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- UUCCCPNEFXQJEL-UHFFFAOYSA-L strontium dihydroxide Chemical compound [OH-].[OH-].[Sr+2] UUCCCPNEFXQJEL-UHFFFAOYSA-L 0.000 description 1
- 229910001866 strontium hydroxide Inorganic materials 0.000 description 1
- 125000003011 styrenyl group Chemical group [H]\C(*)=C(/[H])C1=C([H])C([H])=C([H])C([H])=C1[H] 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- UFDHBDMSHIXOKF-UHFFFAOYSA-N tetrahydrophthalic acid Natural products OC(=O)C1=C(C(O)=O)CCCC1 UFDHBDMSHIXOKF-UHFFFAOYSA-N 0.000 description 1
- RUELTTOHQODFPA-UHFFFAOYSA-N toluene 2,6-diisocyanate Chemical compound CC1=C(N=C=O)C=CC=C1N=C=O RUELTTOHQODFPA-UHFFFAOYSA-N 0.000 description 1
- 150000004992 toluidines Chemical class 0.000 description 1
- QORWJWZARLRLPR-UHFFFAOYSA-H tricalcium bis(phosphate) Chemical compound [Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O QORWJWZARLRLPR-UHFFFAOYSA-H 0.000 description 1
- DXNCZXXFRKPEPY-UHFFFAOYSA-N tridecanedioic acid Chemical compound OC(=O)CCCCCCCCCCCC(O)=O DXNCZXXFRKPEPY-UHFFFAOYSA-N 0.000 description 1
- FRGPKMWIYVTFIQ-UHFFFAOYSA-N triethoxy(3-isocyanatopropyl)silane Chemical compound CCO[Si](OCC)(OCC)CCCN=C=O FRGPKMWIYVTFIQ-UHFFFAOYSA-N 0.000 description 1
- JXUKBNICSRJFAP-UHFFFAOYSA-N triethoxy-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CCO[Si](OCC)(OCC)CCCOCC1CO1 JXUKBNICSRJFAP-UHFFFAOYSA-N 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- FTBATIJJKIIOTP-UHFFFAOYSA-K trifluorochromium Chemical compound F[Cr](F)F FTBATIJJKIIOTP-UHFFFAOYSA-K 0.000 description 1
- 239000013638 trimer Substances 0.000 description 1
- WGKLOLBTFWFKOD-UHFFFAOYSA-N tris(2-nonylphenyl) phosphite Chemical compound CCCCCCCCCC1=CC=CC=C1OP(OC=1C(=CC=CC=1)CCCCCCCCC)OC1=CC=CC=C1CCCCCCCCC WGKLOLBTFWFKOD-UHFFFAOYSA-N 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 229920003169 water-soluble polymer Polymers 0.000 description 1
- 238000009816 wet lamination Methods 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
- 150000003755 zirconium compounds Chemical class 0.000 description 1
Images

Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Sealing Battery Cases Or Jackets (AREA)
Description
また、電池の電解質であるリチウム塩としてはLiPF6、LiBF4等の塩が用いられるが、これらの塩は水分との加水分解反応によりフッ酸を発生し、金属面の腐食や、多層フィルムの各層間のラミネート強度の低下を引き起こすことがあった。アルミニウム箔を用いることで、外装材の表面からの水分侵入はほぼ遮断されるが、リチウム電池用外装材は多層フィルムをヒートシールによって貼り合わせた構造をしていることから、シーラントとなる熱融着性フィルム層のシール部端面から浸入する水分によってリチウム塩の加水分解が懸念されている。そのため、アルミニウム箔と熱融着性フィルム層との層間密着強度を強め、内容物耐性(耐電解液性や耐フッ酸性)を持たせることが必須であった。
さらに、リチウム電池は携帯型のモバイルに使用されることが多く、その使用環境が、例えば真夏の車内等では60〜70℃という高温下になる場合もあり、このような高温環境においても、リチウム電池用外装材には電解液に対する耐性を付与する必要があった。
そこで、例えば特許文献1〜3には、電解液やフッ酸に対してディラミネーションが起こりにくいリチウム電池用の外装材が開示されている。
また、リチウム電池用の外装材は、ドライラミネート法で作製すると、作製の際に使用するウレタン系接着剤が電解液により膨潤し、ディラミネーションを引き起こすことがあるため、通常、押出ラミネートや熱ラミネートなどの手法で作製される。
そこで、例えば特許文献4には、ドライラミネート法で用いるウレタン系接着剤を改良する手法が開示されており、これにより、電解液耐性を有するウレタン系接着剤が得られ、ドライラミネート法でも、ディラミネーションを抑制した外装材が作製できる。
例えば特許文献5には、塗布型クロメート処理や、浸漬法によるクロメート処理など、多くのクロメート処理が開示されている。
このようなクロメート処理に代表される化成処理は、民生用途や大型用途に関係なく検討されている。また、近年では、クロム化合物の環境面への影響を考慮して、クロム化合物を用いずにアルミニウム箔層の腐食防止処理を行う方法が検討されている。
例えば特許文献6には、クロム化合物を用いることなく、耐電解性、耐フッ酸性、耐水性を付与したリチウム電子用外装材が開示されている。
このような白化現象の発生の問題は、製造の際に過度な熱量を伴わないドライラミネート法の場合は起こりにくいが、上述したように信頼性や長期安定性の観点から大型用途には不向きである。
一方、熱ラミネート法の場合は、耐電解液性に優れたリチウム電池用外装材を製造できるため、大型用途に好適であるものの、白化現象の発生の問題があった。
Tm(SL)−Tm(AR)≧10 ・・・(1)
さらに、前記樹脂組成物(A)が、前記変性ポリオレフィン樹脂(A−1)に対し、分散相サイズが200nmを超え、50μm以下の範囲でマクロ相分離構造を形成する熱可塑性エラストマー(A−2)を含有することが好ましい。
また、前記熱可塑性エラストマー(B)が、スチレン単量体を1〜20質量%含む単量体成分を重合したスチレン系エラストマーまたは水添スチレン系エラストマーであることが好ましい。
また、前記ポリマーが、カチオン性ポリマーであることが好ましい。
さらに、前記カチオン性ポリマーが、ポリエチレンイミン、ポリエチレンイミンとカルボン酸を有するポリマーからなるイオン高分子錯体、アクリル主骨格に1級アミンをグラフトさせた1級アミングラフトアクリル樹脂、ポリアリルアミンまたはその誘導体、アミノフェノールよりなる群から選ばれる少なくとも1種であることが好ましい。
また、本発明によれば、冷間成形性を向上できるので、特に熱ラミネート法を採用する大型用途のリチウム電池用外装材を製造するのに好適である。さらに、本発明は環境面的に負荷を与えにくい。
本発明のリチウム電池用外装材(以下、「外装材」と略す。)は、少なくともアルミニウム箔層(AL)、接着性樹脂層(AR)、シーラント層(SL)が順次積層された積層体からなる。
図1に本発明の外装材の一例を示す。この例の外装材10は、基材層(SB)11の一方の面に、粘着剤層(AD)12、アルミニウム箔層(AL)13、腐食防止処理層(CL)14、接着性樹脂層(AR)15、シーラント層(SL)16が順次積層している。
接着性樹脂層(AR)は、変性ポリオレフィン樹脂(A−1)を含む樹脂組成物(A)と、熱可塑性エラストマー(B)を含有する。
変性ポリオレフィン樹脂(A−1)は、不飽和カルボン酸、不飽和カルボン酸の酸無水物、不飽和カルボン酸のエステルのいずれかから導かれる不飽和カルボン酸誘導体成分が、ポリオレフィン樹脂にグラフト変性された樹脂であることが好ましい。
具体的には、不飽和カルボン酸として、例えばアクリル酸、メタクリル酸、マレイン酸、フマール酸、イタコン酸、シトラコン酸、テトラヒドロフタル酸、ビシクロ[2,2,1]ヘプト−2−エン−5,6−ジカルボン酸などが挙げられる。
不飽和カルボン酸の酸無水物としては、例えば無水マレイン酸、無水イタコン酸、無水シトラコン酸、テトラヒドロ無水フタル酸、ビシクロ[2,2,1]ヘプト−2−エン−5,6−ジカルボン酸無水物などの不飽和カルボン酸の酸無水物などが挙げられる。
不飽和カルボン酸のエステルとしては、例えばアクリル酸メチル、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチル、マレイン酸ジメチル、マレイン酸モノメチル、フマール酸ジエチル、イタコン酸ジメチル、シトラコン酸ジエチル、テトラヒドロ無水フタル酸ジメチル、ビシクロ[2,2,1]ヘプト−2−エン−5,6−ジカルボン酸ジメチルなどの不飽和カルボン酸のエステルなどが挙げられる。
反応温度は、50〜250℃が好ましく、60〜200℃がより好ましい。
反応時間は、製造方法に応じて適宜設定されるが、例えば二軸押出機による溶融グラフト重合の場合、押出機の滞留時間内、具体的には2〜30分が好ましく、5〜10分がより好ましい。
なお、グラフト変性は、常圧、加圧のいずれの条件下においても実施できる。
これらの有機過酸化物は、上述した反応温度や反応時間の条件によって適宜選択して用いることができる。例えば、二軸押出機による溶融グラフト重合の場合、アルキルパーオキサイド、パーオキシケタール、パーオキシエステルが好ましく、具体的にはジ−t−ブチルパーオキサイド、2,5−ジメチル−2,5−ジ−t−ブチルペルオキシ−ヘキシン−3、ジクミルペルオキシドなどが好ましい。
このような変性ポリオレフィン樹脂(A−1)は、各種金属や各種官能基を有するポリマーとの反応性に優れるため、該反応性を利用して接着性樹脂層(AR)に密着性を付与でき、耐電解液性を向上できる。
なお、熱可塑性エラストマー(A−2)とは、変性ポリオレフィン樹脂(A−1)に対し、分散相サイズが200nmを超え、50μm以下の範囲でマクロ相分離構造を形成するものであり、例えばポリオレフィン系の熱可塑性エラストマーが挙げられる。以下、本明細書において熱可塑性エラストマー(A−2)を「マクロ系熱可塑性エラストマー(A−2)」と称する。
マクロ系熱可塑性エラストマー(A−2)は、変性ポリオレフィン樹脂(A−1)上で海島状に存在するが、分散相サイズが200nm以下であると、粘弾性的な接着性の改善を付与させることが困難になる。一方、分散相サイズが50μmを超えると、変性ポリオレフィン樹脂(A−1)とマクロ系熱可塑性エラストマー(A−2)は本質的に非相溶性であるため、ラミネート適正(加工性)が著しく低下すると共に、接着性樹脂層(AR)の物理的強度が低下しやすくなる。分散相サイズは、500nm〜10μmが好ましい。
また、マクロ系熱可塑性エラストマー(A−2)としては、市販品を使用することができ、例えば三井化学社製の「タフマー」、三菱化学社製の「ゼラス」、モンテル社製の「キャタロイ」などが適している。
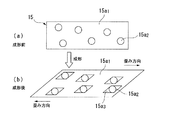
(i)熱ラミネート時の熱処理により、接着性樹脂層(AR)15中の変性ポリオレフィン樹脂(A−1)15a1が結晶化する。
(ii)変性ポリオレフィン樹脂(A−1)15a1と、マクロ系熱可塑性エラストマー(A−2)15a2は非相溶性であるため、(i)の結晶化の挙動により、両者の界面で歪が生じる。
(iii)成形時に応力が加わることで、両者の界面に亀裂が生じ、ボイド−クレイズ15a3が形成される(図2(b))。
(iv)ボイド−クレイズ15a3により光が散乱し、光学的な光の乱反射による白化現象が起こる。
なお、上述したマクロ相分離構造とは、ミクロ相分離構造のような相分離構造が確認できないほどの分散レベルではなく、分散相サイズが200nmを超え、50μm以下の範囲内において形成される海島構造のことである。
まず、変性ポリオレフィン樹脂(A−1)と、ミクロ系熱可塑性エラストマー(B)の混合物をプレスシート成形し、0.5mm角の小片とし、ルテニウム酸(RuO4)にり染色する。これを、ダイヤモンドナイフを備えたウルトラミクロトーム(REICHERT ULTRACUT S、REICHERT FCSなど)を用いて膜厚が約100nmの超薄切片を作製する。
ついで、超薄切片にカーボンを蒸着させて、透過型電子顕微鏡で観察する。観察箇所は、少なくとも5箇所をランダムに選択し、1万倍、5万倍、15万倍の倍率で観察する。その際、上述した(1)の楕円としての近似を行う場合は、透過型電子顕微鏡にて、1万倍ないし15万倍にて観察される視野の中で、Image−Pro Plusのソフトを用い、Axis−majorを選択することにより、分散相を同面積で、かつ一次および2次モーメントが等しい楕円に近似し、その長軸を最大径(d1)とする。
スチレン系エラストマー、水添スチレン系エラストマーとしては、例えばスチレンと、エチレンやプロピレンやブチレンなどから選択される構造単位を有するAB型、ABA型などのブロック共重合体が挙げられ、具体的にはスチレン−エチレン・ブチレン−スチレン共重合体、スチレン−エチレン・プロピレン−スチレン共重合体などが挙げられる。
一方、スチレン単量体の含有量が20質量%を超えると、スチレンユニットが多いエラストマーとなるため、変性ポリオレフィン樹脂(A−1)との相溶性の観点からミクロ相分離構造を形成することが困難となり、白化現象を抑制することが困難となる。
樹脂組成物(A)の含有量が50質量%未満であると、接着性樹脂層(AR)のアルミニウム箔層(AL)への密着性が低下しやすくなる。一方、樹脂組成物(A)の含有量が99質量%を越えると、白化現象を抑制しにくくなる。
接着性樹脂層(AR)の厚さは、1〜50μmが好ましく、10〜20μmがより好ましい。
シーラント層(SL)には、外装材のヒートシールによる封止性が求められ、一般的には、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、エチレン−αオレフィン共重合体、ホモ、ブロック、あるいはランダムポリプロピレン、プロピレン−αオレフィン共重合体などのポリオレフィン樹脂、エチレン−酢酸ビニル共重合体、エチレン−(メタ)アクリル酸共重合体あるいはそのエステル化物あるいはイオン架橋物などが挙げられる。シーラント層(SL)は、上述した1種あるいは2種以上のブレンドからなる材料の単層から構成されていてもよく、シーラントとして求められる他の要求性能に応じて多層構造を形成していてもよい。該多層構造には、エチレン−酢酸ビニル共重合体の部分あるいは完全ケン化物や、ポリ酢酸ビニル共重合体の部分あるいは完全ケン化物といった、ガスバリア性を有する樹脂を介在させるということも含まれる。
Tm(SL)−Tm(AR)≧10 ・・・(1)
なお、完全に溶融した接着性樹脂層(AR)の結晶化を抑制するためには、上述したミクロ系熱可塑性エラストマー(B)を接着性樹脂層(AR)に含有させることが重要となる。
なお、接着性樹脂層(AR)および/またはシーラント層(SL)が複数の融点を有する場合は、最も高い温度を融点とする。
腐食防止処理層(CL)は、電解液やフッ酸によるアルミニウム箔層(AL)の腐食を防止するために設けられる層である。腐食防止処理層(CL)を設ける場合は、接着性樹脂層(AR)との密着性に優れることが求められる。従って、接着性樹脂層(AR)と腐食防止処理層(CL)との密着性をより低熱量で確保できれば、熱ラミネート時の熱量をより下げることが可能になり、白化現象の抑制という点で有効となる。
特に、上述した官能基を有するポリマーがカチオン性ポリマーであれば、酸・塩基相互作用による反応性を付与できるため、低熱量で不飽和カルボン酸誘導体成分と容易に反応することが可能となり、接着性樹脂層(AR)と腐食防止処理層(CL)との密着性を低熱量で確保できるので好ましい。
カチオン性ポリマーとしては、ポリエチレンイミン、ポリエチレンイミンとカルボン酸を有するポリマーからなるイオン高分子錯体、アクリル主骨格に1級アミンをグラフトさせた1級アミングラフトアクリル樹脂、ポリアリルアミンまたはその誘導体、アミノフェノールよりなる群から選ばれる少なくとも1種が挙げられる。
腐食防止処理層(CL)は単層であってもよく、多層であってもよい。単層の場合は、腐食防止処理層(CL)自体に上記カチオン性ポリマーを配合して単層化すればよい。一方、多層の場合は、図1に示すように、アルミニウム箔層(AL)13の腐食防止を目的とする第一の腐食防止処理層(CL−1)14−1と、密着性向上を目的とする、上記カチオン性ポリマーを含む第二の腐食防止処理層(CL−2)14−2を積層すればよく、それぞれの目的を分離させている。
ここで、多層の腐食防止処理層(CL)の一例について詳しく説明する。
第一の腐食防止処理層(CL−1)は、アルミニウム箔層(AL)に脱脂処理、熱水変成処理、陽極酸化処理、化成処理などを施すことで形成される。また、これら処理を組み合わせて施してもよい。
脱脂処理としては、酸脱脂、アルカリ脱脂が挙げられ、酸脱脂としては硫酸、硝酸、塩酸、フッ酸などの無機酸を単独あるいはこれらを混合して得られたものを用いる方法などが挙げられる。また、一ナトリウム二フッ化アンモニウムなどのフッ素含有化合物を上述した無機酸で溶解させた酸脱脂剤を用いれば、アルミニウムの脱脂効果だけでなく不動態であるアルミニウムのフッ化物を形成させることが可能であり、耐フッ酸性という点で有効である。一方、アルカリ脱脂としては、水酸化ナトリウム等を用いる方法が挙げられる。
陽極酸化処理としては、アルマイト処理が挙げられる。
化成処理としては、クロメート処理やジルコニウム処理やチタニウム処理、バナジウム処理、モリブデン処理、リン酸カルシウム処理、水酸化ストロンチウム処理、セリウム処理、ルテニウム処理、またはこれらの混合相からなる各種化成処理が挙げられる。
これらの熱水変成処理、陽極酸化処理、化成処理は、事前に上述した脱脂処理を施すことが好ましい。
希土類元素系酸化物のゾルは、通常、その分散を安定化させるために、硝酸、塩酸、リン酸などの無機酸またはその塩、あるいは酢酸、りんご酸、アスコルビン酸、乳酸などの有機酸またはその塩を分散安定化剤として用いる。これらの分散安定化剤のうち、特にリン酸またはその塩は「ゾルの分散安定化」に優れるだけでなく、本発明の外装材を製造する上で、リン酸のアルミキレート能力を利用した「アルミニウム箔層(AL)との密着性向上」、フッ酸の影響で溶出したアルミニウムイオンを捕獲(不動態形成)することよる「耐電解液性の付与」、低温でもリン酸の脱水縮合が起こりやすいことによる「酸化物層の凝集力の向上」などが期待される。
特に、希土類元素系酸化物のゾルを用いて、各種コーティング法により希土類元素系酸化物からなる層を形成させる際の乾燥造膜性(乾燥能力、熱量)を考慮すると、低温での反応性に優れる剤が好ましいことから、アルカリ金属塩として、低温での脱水縮合性に優れるNaイオン塩などが好適に用いられる。
また、リン酸塩を形成する塩としては、特に制約は受けないが、より好ましくは水溶性の塩であることが好ましい。
リン酸またはその塩の配合量の下限値は5質量部以上がより好ましい。一方、上限値は50質量部以下がより好ましく、20質量部以下が特に好ましい。
アニオン性ポリマーとしては、具体的にはカルボキシル基を有するポリマーが挙げられ、ポリ(メタ)アクリル酸(またはその塩)、あるいはポリ(メタ)アクリル酸を主成分とする共重合体が挙げられる。
共重合体として用いられる成分としては、アルキル基としてメチル基、エチル基、n−プロピル基、i−プロピル基、n−ブチル基、i−ブチル基、t−ブチル基、2−エチルヘキシル基、シクロヘキシル基であるアルキル(メタ)アクリレート系モノマー;(メタ)アクリルアミド、N−アルキル(メタ)アクリルアミド、N,N−ジアルキル(メタ)アクリルアミド(アルキル基としては、メチル基、エチル基、n−プロピル基、i−プロピル基、n−ブチル基、i−ブチル基、t−ブチル基、2−エチルヘキシル基、シクロヘキシル基等)、N−アルコキシ(メタ)アクリルアミド、N,N−ジアルコキシ(メタ)アクリルアミド(アルコキシ基としては、メトキシ基、エトキシ基、ブトキシ基、イソブトキシ基等)、N−メチロール(メタ)アクリルアミド、N−フェニル(メタ)アクリルアミドなどのアミド基含有モノマー;2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレートなどの水酸基含有モノマー;グリシジル(メタ)アクリレート、アリルグリシジルエーテル等のグリシジル基含有モノマー;(メタ)アクリロキシプロピルトリメトキシシラン、(メタ)アクリロキシプロピルトリエトキシランなどのシラン含有モノマー;(メタ)アクリロキシプロピルイソシアネートなどのイソシアネート基含有モノマー等を共重合させたものが挙げられる。
しかし、アニオン性ポリマーを用いれば、後述する希土類元素系酸化物のゾル中に含まれるナトリウムイオンなどのイオンコンタミを固定化できるので、第一の腐食防止処理層(CL−1)の耐性を向上させることができる。
アニオン性ポリマーの形態としては、水溶性であるアニオン性ポリマーを架橋剤で架橋させた構造が好ましい。
イソシアネート基を有する化合物としては、トリレンジイソシアネート、キシリレンジイソシアネートまたはその水素添加物、ヘキサメチレンジイソシアネート、4−4’ジフェニルメタンジイソシアネートまたはその水素添加物、イソホロンジイソシアネートなどのジイソシアネート類、あるいはこれらのイソシアネート類を、トリメチロールプロパンなどの多価アルコールと反応させたアダクト体、水と反応させることで得られたビューレット体、または三量体であるイソシアヌレート体などのポリイソシアネート類、あるいはこれらのポリイソシアネート類をアルコール類、ラクタム類、オキシム類などでブロック化させたブロックポリイソシアネートなどが挙げられる。
グリシジル基を有する化合物としては、エチレングリコール、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、プロピレングリコール、ジプロピレングリコール、トリプロピレングリコール、ポリプロピレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、ネオペンチルグリコール等のグリコール類とエピクロルヒドリンを作用させたエポキシ化合物;グリセリン、ポリグリセリン、トリメチロールプロパン、ペンタエリスリトール、ソルビトール等の多価アルコール類とエピクロルヒドリンを作用させたエポキシ化合物;フタル酸テレフタル酸、シュウ酸、アジピン酸等のジカルボン酸とエピクロルヒドリンとを作用させたエポキシ化合物などが挙げられる。
カルボキシル基を有する化合物としては、各種脂肪族あるいは芳香族ジカルボン酸などが挙げられ、さらにはポリ(メタ)アクリル酸やポリ(メタ)アクリル酸のアルカリ(土類)金属塩を用いることも可能である。
オキサゾリン基を有する化合物としては、オキサゾリンユニットを2つ以上有する低分子化合物、あるいはイソプロペニルオキサゾリンのように重合性モノマーを用いる場合には、アクリル系モノマー、例えば(メタ)アクリル酸、(メタ)アクリル酸アルキルエステル、(メタ)アクリル酸ヒドロキシアルキルなどと共重合させたものを用いることが可能である。
水溶性ポリマーを架橋させる方法としては、上述した架橋剤を用いる方法に限らず、例えばチタニウムやジルコニウム化合物を用い、イオン架橋などの架橋構造を形成させる方法でもよい。
また、コーティング剤の性状として、酸性、アルカリ性、中性の制約を受けることがないことから作業環境的にも適した処理方法である。さらには、クロメート処理に用いるクロム化合物の環境衛生性を考慮すると、その代替案を望まれている腐食防止技術分野の点からも興味深い内容であるといえる。
第二の腐食防止処理層(CL−2)は、上述したカチオン性ポリマーを含み、第一の腐食防止処理層(CL−1)と接着性樹脂層(AR)との密着性を向上させるものである。
カチオン性ポリマーとしては、アミンを含有するポリマーが挙げられ、具体的には上述したように、ポリエチレンイミン、ポリエチレンイミンとカルボン酸を有するポリマーからなるイオン高分子錯体、アクリル主骨格に1級アミンをグラフトさせた1級アミングラフトアクリル樹脂、ポリアリルアミンまたはこれらの誘導体、アミノフェノールよりなる群から選ばれる少なくとも1種であることが好ましい。
ポリアリルアミンとしては、例えばアリルアミン、アリルアミンアミド硫酸塩、ジアリルアミン、ジメチルアリルアミンなどの単独重合体、または共重合体が挙げられる。さらに、これらのアミンはフリーのアミンとして用いてもよく、酢酸または塩酸による安定化物の状態で用いてもよい。また共重合体成分としては、マレイン酸、二酸化イオウなどを用いることが可能である。さらには1級アミンを部分メトキシ化させることで熱架橋性を付与させたタイプも用いることが可能である。また、アミノフェノールを利用することも可能である。
これらカチオン性ポリマーとしては、アリルアミンまたはその誘導体が特に好ましい。
また、カチオン性ポリマーは、第一の腐食防止処理層(CL−1)と、接着性樹脂層(AR)との接着性を向上させる点でも非常に好ましい化合物であるため、腐食防止処理層(CL)を構成する一構成要素として好適である。
従って、カチオン性ポリマーが架橋構造を形成していれば、上述した腐食防止処理層(CL−1)を構成する要素として希土類元素系酸化物のゾルを用いた場合に、その保護層としてアニオン性ポリマーを用いる変わりに、カチオン性ポリマーを用いることが可能である。
また、上述した希土類元素系酸化物のゾルとカチオン性ポリマーとを事前に一液化して得られたコーティング剤(すなわち、腐食防止機能を有する材料とカチオン性ポリマーとを混合した塗液)を用いて、腐食防止処理層(CL)を形成することも可能である。ただし、この場合は塗液の安定性を考慮する必要がある。
本発明においては、腐食防止処理層(CL)の厚さを単位面積あたりの質量で記載しているが、比重が分かる場合は比重より厚さを換算することもできる。
アルミニウム箔層(AL)の材質としては、一般の軟質アルミニウム箔を用いることができるが、さらなる耐ピンホール性、及び成形時の延展性を付与させる目的で、鉄を含むアルミニウム箔を用いるのが好ましい。鉄の含有量はアルミニウム箔100質量%中、0.1〜9.0質量%が好ましく、0.5〜2.0質量%がより好ましい。鉄の含有量が0.1質量%未満であると、耐ピンホール性、延展性を十分に付与させることが困難となる。一方、鉄の含有量が9.0質量%を超えると、柔軟性が損なわれやすくなる。
アルミニウム箔層(AL)の厚さは、バリア性、耐ピンホール性、加工性を考慮して9〜200μmが好ましく、15〜100μmがより好ましい。
ウェットタイプとしては、第一の腐食防止処理層(CL−1)の説明において先に例示した酸脱脂やアルカリ脱脂などが挙げられる。酸脱脂に使用する酸としては、例えば硫酸、硝酸、塩酸、フッ酸などの無機酸が挙げられ、これら無機酸は、1種単独で用いてもよく、2種以上を併用してもよい。また、アルミニウム箔のエッチング効果を向上させるという観点から、必要に応じてFeイオンやCeイオンなどの供給源となる各種金属塩を配合しても構わない。アルカリ脱脂に使用するアルカリとしては、例えば水酸化ナトリウムなどの強エッチングタイプが挙げられる。また、弱アルカリ系や界面活性剤を配合したものを用いてもよい。これらの脱脂は浸漬法やスプレー法で行われる。
ドライタイプとしては、アルミニウムを焼鈍処理する工程で、脱脂処理を行う方法が挙げられる。また、脱脂処理の他にも、フレーム処理やコロナ処理などを行ってもよい。さらには特定波長の紫外線を照射して発生する活性酸素により、汚染物質を酸化分解・除去するような脱脂処理も挙げられる。
なお、アルミニウム箔に脱脂処理する場合は、アルミニウム箔の片面のみに脱脂処理を施してもよく、両面に脱脂処理を施してもよい。
接着剤層(AD)を構成する材料としては、ポリエステルポリオール、ポリエーテルポリオール、アクリルポリオール、カーボネートポリオールなどの主剤に対し、2官能以上のイソシアネート化合物を作用させたポリウレタン樹脂が挙げられる。
ポリエステルポリオールは、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スペリン酸、アゼライン酸、セバシン酸、ブラシル酸などの脂肪族系;イソフタル酸、テレフタル酸、ナフタレンジカルボン酸などの芳香族系の二塩基酸の一種以上と、エチレングリコール、プロピレングリコール、ブタンジオール、ネオペンチルグリコール、メチルペンタンジオール、ヘキサンジオール、ヘプタンジオール、オクタンジオール、ノナンジオール、デカンジオール、ドデカンジオールなど脂肪族系;シクロヘキサンジオール、水添キシリレングリーコルなどの脂環式系;キシリレングリーコルなどの芳香族系のジオールの一種以上とを用いて得られる。
アクリルポリオールとしては、上述したアクリル系モノマーを用いて重合したアクリル樹脂を用いることが可能である。
カーボネートポリオールとしては、カーボネート化合物とジオールとを反応させて得る事ができる。カーボネート化合物としては、ジメチルカーボネート、ジフェニルカーボネート、エチレンカーボネートなどを用いることができる。一方、ジオールとしては、エチレングリコール、プロピレングリコール、ブタンジオール、ネオペンチルグリコール、メチルペンタンジオール、ヘキサンジオール、ヘプタンジオール、オクタンジオール、ノナンジオール、デカンジオール、ドデカンジオールなどの脂肪族ジオール;シクロヘキサンジオール、水添キシリレングリールなどの脂環式ジオール;キシリレングリールなどの芳香族ジオール等の1種以上の混合物を用いたカーボネートポリオール、あるいは上述したイソシアネート化合物により鎖伸長を施したポリカーボネートウレタンポリオールが挙げられる。
カルボジイミド化合物としては、例えばN,N’−ジ−o−トルイルカルボジイミド、N,N’−ジフェニルカルボジイミド、N,N’−ジ−2,6−ジメチルフェニルカルボジイミド、N,N’−ビス(2,6−ジイソプロピルフェニル)カルボジイミド、N,N’−ジオクチルデシルカルボジイミド、N−トリイル−N’−シクロヘキシルカルボジイミド、N,N’−ジ−2,2−ジ−t−ブチルフェニルカルボジイミド、N−トリイル−N’−フェニルカルボジイミド、N,N’−ジ−p−ニトロフェニルカルボジイミド、N,N’−ジ−p−アミノフェニルカルボジイミド、N,N’−ジ−p−ヒドロキシフェニルカルボジイミド、N,N’−ジ−シクロヘキシルカルボジイミド、N,N’−ジ−p−トルイルカルボジイミドなどが挙げられる。
接着剤層(AD)の厚さは、1〜10μmが好ましく、3〜7μmがより好ましい。
基材層(SB)は、リチウム電池製造時のシール工程における耐熱性付与、加工や流通の際に起こりうるピンホール対策という目的で設けるものであり、絶縁性を有する樹脂層を用いるのが好ましい。そのような樹脂層としては、例えばポリエステルフィルム、ポリアミドフィルム、ポリプロピレンフィルム等の延伸または未延伸フィルムを、単層または2層以上積層した多層フィルムとして使用することができる。
基材層(SB)の厚さは、6〜40μmが好ましく、10〜25μmがより好ましい。基材層(SB)の厚さが6μm未満であると、耐ピンホール性、絶縁性が低下する。一方、基材層(SB)の厚さが40μmを超えると、外装材を成形しにくくなる。
次に、図1に示すリチウム電池用外装材10の製造方法の一例について説明するが、本発明はこれに限定されない。
本例においては、アルミニウム箔層(AL)13に腐食防止処理層(CL)14を積層する工程と、基材層(SB)11とアルミニウム箔層(AL)13を貼り合わせる工程と、接着性樹脂層(AR)15およびシーラント層(SL)16をさらに積層して積層体を作製する工程と、得られた積層体を熱処理する工程とを有する。
本工程は、アルミニウム箔層(AL)に対して、腐食防止処理層(CL)を形成する工程である。その方法としては、上述したように、アルミニウム箔層(AL)に脱脂処理、熱水変成処理、陽極酸化処理、化成処理を施したり、腐食防止性能を有するコーティング剤を塗工したりする方法などが挙げられる。
また、図1に示すように腐食防止処理層(CL)が多層の場合は、例えば第一の腐食防止処理層(CL−1)を構成する塗工液(コーティング剤)をアルミニウム箔層(AL)に塗工し、焼き付けて第一の腐食防止処理層(CL−1)を形成した後、第二の腐食防止処理層(CL−2)を構成する塗工液(コーティング剤)を第一の腐食防止処理層(CL−1)に塗工し、焼き付けて第二の腐食防止処理層(CL−2)を形成すればよい。また第二の腐食防止処理層(CL−2)は、後述する接着性樹脂層(AR)およびシーラント層(SL)の積層工程において形成することもできる。
腐食防止性能を有するコーティング剤のコート法については、グラビアコート、リバースコート、ロールコート、バーコートなど各種方法を用いることが可能である。
また、コーティング剤の塗布量は、0.005〜0.200g/m2が好ましく、0.010〜0.100g/m2がより好ましい。
また、乾燥キュアが必要な場合は、用いる腐食防止処理層(CL)の乾燥条件に応じて、母材温度として60〜300℃の範囲で行うことができる。
本工程は、腐食防止処理層(CL)を設けたアルミニウム箔層(AL)と、基材層(SB)とを、接着剤層(AD)を介して貼り合わせる工程である。貼り合わせの方法としては、ドライラミネーション、ノンソルベントラミネーション、ウエットラミネーションなどの手法を用い、上述した接着剤層(AD)を構成する材料にて両者を貼り合わせる。接着剤層(AD)は、ドライ塗布量として1〜10g/m2の範囲、より好ましくは3〜7g/m2の範囲で設ける。
本工程は、先の工程により形成された腐食防止処理層(CL)上に、接着性樹脂層(AR)およびシーラント層(SL)を形成する工程である。その方法としては、押出ラミネート機を用いて接着性樹脂層(AR)をシーラント層(SL)と共にサンドラミネーションする方法が挙げられる。
本工程により、図1に示すような、基材層(SB)/接着剤(AD)/アルミニウム箔層(AL) /腐食防止処理層(CL)/接着性樹脂層(AR)/シーラント層(SL)の順で各層が積層された積層体が得られる。
また、多層の腐食防止処理層(CL)を形成する場合、押出ラミネート機にアンカーコート層を塗工することが可能なユニットを備えていれば、該ユニットにて第二の腐食防止処理層(CL−2)を塗工してもよい。
本工程は、積層体を熱処理する工程である。積層体を熱処理することで、アルミニウム箔層(AL)/腐食防止処理層(CL)/接着性樹脂層(AR)/シーラント層(SL)間での密着性を向上させ、より優れた耐電解液性や耐フッ酸性を付与することができる。ただし、シーラント層(SL)に、必要以上に熱が加わるとシーラント層(SL)の結晶化が進行し、成形時の歪みで白化現象が発生することがある。
従って本工程では、シーラント層(SL)の結晶化が促進されない程度に熱処理するのが好ましい。熱処理の温度は、接着性樹脂層(AR)やシーラント層(SL)を構成する材料の種類などに依存するが、目安としては、積層体の最高到達温度が30〜{Tm(SL)+20}℃になるように熱処理するのが好ましく、より好ましくは、60〜{Tm(SL)}℃であり、特に好ましくはTm(AR)〜Tm(SL)℃である。積層体の最高到達温度が30℃未満であると、各層間での密着性が十分に得られず、耐電解液性が低下する場合がある。一方、積層体の最高到達温度が{Tm(SL)+20}℃を超えると、シーラント層(SL)にて結晶化が生じ、シーラント層(SL)で白化現象が起こりやすくなる。
例えば、処理温度が70℃以下の場合であれば、70℃以下の所定の温度に調整した熟成(エージング)室にて1日以上積層体を保管して熱処理を行うのが好ましい。
一方、処理温度が70℃よりも高い場合であれば、乾燥炉やベーキング炉といった炉内で30秒以上の時間をかけて熱処理を行うのが好ましい。ただし、生産性やハンドリングを考慮すると、高温(例えば100℃以上)に設定した乾燥炉やベーキング炉に加え、熱ラミネーションやヤンキードラムといった熱処理方法を併用して、短時間(例えば30秒未満)で熱処理するのが好ましい。
また、接着性樹脂層(AR)とシーラント層(SL)の融点間で熱ラミネーションを行うことで、シーラント層(SL)の結晶化を抑制しつつ、アルミニウム箔層(AL)または腐食防止処理層(CL)と、接着性樹脂層(AR)との密着性を確保できることから、上記式(1)の条件は、熱ラミネーションのプロセスウィンドウを広げるという観点において重要な要件であるといえる。
以下の実施例および比較例に用いた共通材料は下記の通りである。
<基材層(SB)>
SB−1:25μm−2軸延伸ポリアミドフィルム(ユニチカ社製)を用いた。
<接着剤層(AD)>
AD−1:ポリエステルポリオール系主剤に対して、トリレンジイソシアネートのアダクト体系硬化剤を配合したポリウレタン系接着剤(東洋インキ社製)を用いた。
<アルミニウム箔層(AL)>
AL−1:焼鈍脱脂処理した40μm−軟質アルミニウム箔 (東洋アルミニウム社製、「8079材」) を用いた。
(CL−1)−1:溶媒として蒸留水を用い、固形分濃度10wt%に調整した「ポリリン酸ナトリウム安定化酸化セリウムゾル」を用いた。なお、酸化セリウム100質量部に対して、リン酸のNa塩を10質量部配合し、酸化セリウムゾルを得た。
(CL−1)−2:溶媒として蒸留水を用い、固形分濃度5wt%に調整した「ポリアクリル酸アンモニウム塩(東亞合成社製)」90wt%と、「アクリル−イソプロペニルオキサゾリン共重合体(日本触媒社製)」10wt%からなる組成物を用いた。
(CL−1)−3:溶媒として1質量%濃度のリン酸水溶液を用い、固形分濃度1wt%に調整した水溶フェノール樹脂(住友ベークライト社製)に対し、フッ化クロム(CrF3)を最終乾燥皮膜中に存在するCr量として10mg/m2となるように濃度を調整した化成処理剤を用いた。
(CL−2)−1:溶媒として蒸留水を用い固形分濃度5wt%に調整した「ポリアリルアミン(日東紡社製)」90wt%と、「ポリグリセロールポリグリシジルエーテル(ナガセケムテックス社製)」10wt%からなる組成物を用いた。
(CL−2)−2:溶媒として蒸留水を用い固形分濃度5wt%に調整した「ポリエチレンイミン(日本触媒社製)」と90wt%と、「ポリグリセロールポリグリシジルエーテル(ナガセケムテックス社製)」10wt%からなる組成物を用いた。
AR−A−1:ランダムポリプロピレン(PP)ベース(Tm(AR)=約135℃)に、無水マレイン酸をグラフト変性させた変性ポリオレフィン樹脂100質量部に対して、エチレン−αオレフィン共重合体からなるマクロ相分離型エラストマー(分散相サイズ0.5〜5μm)を15質量部配合した樹脂組成物(三井化学社製)を用いた。
AR−A−2:ホモポリプロピレン(PP)ベース(Tm(AR)=約165℃)に、無水マレイン酸をグラフト変性させた変性ポリオレフィン100質量部に対して、エチレン−αオレフィン共重合体からなるマクロ相分離型エラストマー(分散相サイズ0.5〜5μm)を15質量部配合した樹脂組成物(三井化学社製)を用いた。
AR−B−1:ポリオレフィン系エラストマー(三井化学社製、「ノティオ」)を用いた。
AR−B−2:スチレンコンテントが12wt%のスチレン−エチレン/プロピレン−スチレン共重合体(AKエラストマー社製)を用いた。
AR−B−3:スチレンコンテントが30wt%のスチレン−エチレン/プロピレン−スチレン共重合体(AKエラストマー社製)を用いた。
SL−1:トータル厚みが30μmのランダムPP/ブロックPP/ランダムPPからなる2種3層構造の多層フィルム(オカモト社製)を用いた(Tm(SL)=ブロックPPの高温側融点:約160℃)。
<外装材の製造>
まず、アルミニウム箔層(AL)に、第一の腐食防止処理層(CL−1)をマイクログラビコートにより設けた。コーティング量はコーティング剤のドライ塗布量として70〜100mg/m2となるようにし、乾燥ユニットにおいてコーティング剤のタイプに応じて150〜250℃で焼き付け処理を施した。
なお、(CL−1)−1と(CL−1)−2を用いた構成については、これらの剤を複合化させることで腐食防止性能を発現させており、最初に、アルミニウム箔層(AL)に(CL−1)−1を塗工・焼付けした後、さらにその層上に(CL−1)−2をコーティングすることで、(CL−1)−1と(CL−1)−2からなる複合層を形成させた。(CL−1)−3については、この層を単独で第一の腐食防止処理層(CL−1)として用いた。
このようにして得られた積層体を、該積層体の最高到達温度が160、170、180℃のいずれかになるように、熱ラミネーションにより熱処理を施して、リチウム電池用外装材を製造し、以下に記載の評価を行った。
(初期強度の測定)
リチウム電池用外装材のラミネート強度を、万能試験機(オリエンテック社製、「テンシロン」)を用いて、クロスヘッドスピード300mm/分の条件で測定した。
エチレンカーボネート/ジエチルカーボネート/ジメチルカーボネート=1/1/1の溶液を、LiPF6が1.5Mになるように調整した後に、さらに水の濃度が1500ppmになるように水を配合した電解液を調製した。この電解液を内容量250mLのテフロン(登録商標)容器に充填し、その中にサンプルを入れ、密栓後85℃、24時間の保管条件で保管した。保管後のサンプルの外観を、以下の基準にて評価した。なお、サンプルは、リチウム電池用外装材を100×15mmサイズの短冊状に切り取り取ったものを用いた。
○:ディラミネーションによる浮きがない。
×:ディラミネーションによる浮きが発生した。
初期強度の測定と同様にして、耐電解液性評価1の後のサンプルのラミネート強度を測定した。
保管条件を、85℃、4週間に変更した以外は、耐電解液性評価1と同様にして行った。保管後のサンプルの外観を、以下の基準にて評価した。
○:ディラミネーションによる浮きがない。
×:ディラミネーションによる浮きが発生した。
初期強度の測定と同様にして、耐電解液性評価2の後のサンプルのラミネート強度を測定した。
電解液評価2の強度の測定結果から、以下の基準にて評価した。
◎:ラミネート強度が5N/15mm以上。
○:ラミネート強度が3N/15mm以上、5N/15mm未満。
△:ラミネート強度が1N/15mm以上、3N/15mm未満。
×:ラミネート強度が1N/15mm未満。
50×30mmサイズの絞り深さ5.5mmからなる冷間成形用金型内に、リチウム電池用外装材を配置し、冷間成形後の歪みに伴う接着性樹脂層(AR)とシーラント層(SL)の白化の有無について目視で評価した。白化の指標は、冷間成形サンプルの歪み部分(絞り部)と未成形部を比較し、以下の基準にて評価した。なお、白化した部分については、歪み部で白化しているサンプルの端面を光学顕微鏡で観察することで特定を行った。
○:歪み部分(絞り部)は未成形部と同レベルである。
△:歪み部分(絞り部)が未成形部よりわずかに白化し、かつ、白化部位がARおよび/またはSLである。
×:歪み部分(絞り部)が完全に白濁するほど白化し、かつ、白化部位がARおよび/またはSLである。
××:歪み部分(絞り部)の周辺部(未成形部)も白化し、かつ、白化部位がARおよび/またはSLである。
上記評価結果を総合し、以下の基準にて総合評価した。
◎:耐電解液性評価が◎で、白化の評価が○である。
○:耐電解液性評価が◎で、白化の評価が△であるか、または、耐電解液性評価が○で、白化の評価が○である。
△:耐電解液性評価が○で、白化の評価が△であるか、または、耐電解液性評価が△で、白化の評価が○であるか、または、耐電解液性評価が△で、白化の評価が△である。
×:耐電解液性評価が△で、白化の評価が×あるいは××であるか、または、耐電解液性評価が×である。
表1に示す材料を用い、表1に示す最高到達温度にて積層体を熱処理して、リチウム電池用外装材を製造し、各々評価を行った。結果を表2に示す。なお、積層体の最高到達温度はサーモラベルにて検知した。

実施例4〜6で得られた外装材は白化現象を抑制できると共に、ミクロ系熱可塑性エラストマー(B)として水添スチレン系エラストマーを用いることで、特に耐電解液性により優れるものとなった。なお、積層体の最高到達温度が180℃になるように熱処理した実施例6の場合は、実施例3と同様にシーラント層(SL)にて白化現象が起きたが、実使用上では問題のない程度である。
実施例7〜9で得られた外装材は、実施例4〜6と同程度の耐電解液性を示したが、スチレンの割合が30wt%と多かったため、白化現象の抑制効果という点では、実施例4〜6に比べて劣るものであったが、実使用上では問題のない程度である。
実施例10〜12で得られた外装材は、第二の腐食防止処理層(CL−2)を設けていないので、実施例1〜9に比べて接着性樹脂層(AR)と腐食防止処理層(CL)との密着性が低下し、その結果、耐電解液性がわずかではあるものの低下したが、実使用上では問題のない程度である。なお、積層体の最高到達温度が180℃になるように熱処理した実施例12の場合は、実施例3と同様にシーラント層(SL)にて白化現象が起きたが、実使用上では問題のない程度である。
実施例13〜15で得られた外装材は、耐電解液性に優れると共に、白化現象を抑制できた。この結果は、実施例1〜12で用いた材料に限らず、他の材料でも本発明の課題を解決できることを示している。
比較例1〜3で得られた外装材は、積層体の熱処理時の熱により接着性樹脂層(AR)が結晶化し、図2に示す白化現象が起きた。特に、比較例3の場合、積層体を熱処理する際の最高到達温度が高かったため、シーラント層(SL)においても白化現象が起き、白化がより顕著に現れた。
比較例6で得られた外装材は、各実施例と同程度に白化現象を抑制することはできたが、耐電解液性が各実施例に比べて劣っていた。熱処理による耐電解液性の向上は、初期における接着性樹脂層(AR)とシーラント層(SL)との密着性の向上と相関があるが、熱処理条件は接着性樹脂層(AR)の融点を超える温度で設定した方が好ましい。従って、特に比較例4、5の場合は、積層体の最高到達温度が接着性樹脂層(AR)の融点近傍(160、170℃)であったため、初期密着性が低く、各実施例に比べて耐電解液性が著しく劣る結果となった。
また、積層体の最高到達温度が180℃になるように熱処理した比較例6は、実施例3と同様にシーラント層(SL)にて白化現象が起きた。
11:基材層
12:接着剤層
13:アルミニウム箔層
14:腐食防止処理層
14−1:第一の腐食防止処理層
14−2:第二の腐食防止処理層
15:接着性樹脂層
15a1:変性ポリオレフィン樹脂(A−1)
15a2:マクロ系熱可塑性エラストマー(A−2)
15a3:ボイド−クレイズ
16:シーラント層
Claims (6)
- 少なくともアルミニウム箔層(AL)、接着性樹脂層(AR)、シーラント層(SL)が順次積層された積層体からなるリチウム電池用外装材において、
前記接着性樹脂層(AR)は、変性ポリオレフィン樹脂(A−1)を含む樹脂組成物(A)を50〜99質量%と、熱可塑性エラストマー(B)を1〜50質量%含有し(ただし、樹脂組成物(A)と熱可塑性エラストマー(B)との合計を100質量%とする。)、前記熱可塑性エラストマー(B)が、前記変性ポリオレフィン樹脂(A−1)に対し、分散相サイズが1〜200nmの範囲でミクロ相分離構造を形成し、
前記変性ポリオレフィン樹脂(A−1)は、不飽和カルボン酸、不飽和カルボン酸の酸無水物、不飽和カルボン酸のエステルのいずれかから導かれる不飽和カルボン酸誘導体成分が、ポリオレフィン樹脂にグラフト変性された樹脂であり、
前記変性ポリオレフィン樹脂(A−1)を構成する前記不飽和カルボン酸誘導体成分と反応する官能基を有するポリマーを含有する腐食防止処理層(CL)が、前記アルミニウム箔層(AL)と前記接着性樹脂層(AR)の間に積層され、
かつ、前記接着性樹脂層(AR)の融点(Tm(AR))と、前記シーラント層(SL)の融点(Tm(SL))が、下記式(1)を満たす(ただし、接着性樹脂層(AR)および/またはシーラント層(SL)が複数の融点を有する場合は、最も高い温度を融点とする。)ことを特徴とするリチウム電池用外装材。
Tm(SL)−Tm(AR)≧10 ・・・(1) - 前記ポリマーが、カチオン性ポリマーであることを特徴とする請求項1に記載のリチウム電池用外装材。
- 前記カチオン性ポリマーが、ポリエチレンイミン、ポリエチレンイミンとカルボン酸を有するポリマーからなるイオン高分子錯体、アクリル主骨格に1級アミンをグラフトさせた1級アミングラフトアクリル樹脂、ポリアリルアミンまたはその誘導体、アミノフェノールよりなる群から選ばれる少なくとも1種であることを特徴とする請求項2に記載のリチウム電池用外装材。
- 少なくともアルミニウム箔層(AL)、接着性樹脂層(AR)、シーラント層(SL)が順次積層された積層体からなるリチウム電池用外装材において、
前記接着性樹脂層(AR)は、変性ポリオレフィン樹脂(A−1)を含む樹脂組成物(A)を50〜99質量%と、熱可塑性エラストマー(B)を1〜50質量%含有し(ただし、樹脂組成物(A)と熱可塑性エラストマー(B)との合計を100質量%とする。)、前記熱可塑性エラストマー(B)が、前記変性ポリオレフィン樹脂(A−1)に対し、分散相サイズが1〜200nmの範囲でミクロ相分離構造を形成し、
前記樹脂組成物(A)が、前記変性ポリオレフィン樹脂(A−1)に対し、分散相サイズが200nmを超え、50μm以下の範囲でマクロ相分離構造を形成する熱可塑性エラストマー(A−2)を含有し、
かつ、前記接着性樹脂層(AR)の融点(Tm(AR))と、前記シーラント層(SL)の融点(Tm(SL))が、下記式(1)を満たす(ただし、接着性樹脂層(AR)および/またはシーラント層(SL)が複数の融点を有する場合は、最も高い温度を融点とする。)ことを特徴とするリチウム電池用外装材。
Tm(SL)−Tm(AR)≧10 ・・・(1) - 少なくともアルミニウム箔層(AL)、接着性樹脂層(AR)、シーラント層(SL)が順次積層された積層体からなるリチウム電池用外装材において、
前記接着性樹脂層(AR)は、変性ポリオレフィン樹脂(A−1)を含む樹脂組成物(A)を50〜99質量%と、熱可塑性エラストマー(B)を1〜50質量%含有し(ただし、樹脂組成物(A)と熱可塑性エラストマー(B)との合計を100質量%とする。)、前記熱可塑性エラストマー(B)が、前記変性ポリオレフィン樹脂(A−1)に対し、分散相サイズが1〜200nmの範囲でミクロ相分離構造を形成し、
前記熱可塑性エラストマー(B)が、スチレン系エラストマーまたは水添スチレン系エラストマーであり、
かつ、前記接着性樹脂層(AR)の融点(Tm(AR))と、前記シーラント層(SL)の融点(Tm(SL))が、下記式(1)を満たす(ただし、接着性樹脂層(AR)および/またはシーラント層(SL)が複数の融点を有する場合は、最も高い温度を融点とする。)ことを特徴とするリチウム電池用外装材。
Tm(SL)−Tm(AR)≧10 ・・・(1) - 前記熱可塑性エラストマー(B)が、スチレン単量体を1〜20質量%含む単量体成分を重合したスチレン系エラストマーまたは水添スチレン系エラストマーであることを特徴とする請求項5に記載のリチウム電池用外装材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008273068A JP5584970B2 (ja) | 2008-10-23 | 2008-10-23 | リチウム電池用外装材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008273068A JP5584970B2 (ja) | 2008-10-23 | 2008-10-23 | リチウム電池用外装材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010102935A JP2010102935A (ja) | 2010-05-06 |
| JP5584970B2 true JP5584970B2 (ja) | 2014-09-10 |
Family
ID=42293418
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008273068A Active JP5584970B2 (ja) | 2008-10-23 | 2008-10-23 | リチウム電池用外装材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5584970B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170100401A (ko) * | 2016-02-25 | 2017-09-04 | 후지모리 고교 가부시키가이샤 | 전지 외장용 적층체, 전지 외장체 및 전지 |
Families Citing this family (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5862564B2 (ja) * | 2010-07-12 | 2016-02-16 | 大日本印刷株式会社 | 電気化学セル用包装材料 |
| JP5540967B2 (ja) | 2010-07-27 | 2014-07-02 | 住友電気工業株式会社 | 電気部品、非水電解質電池およびそれに用いるリード線及び封入容器 |
| JP5538121B2 (ja) * | 2010-07-30 | 2014-07-02 | 藤森工業株式会社 | 電池外装用積層体 |
| JP2012033394A (ja) * | 2010-07-30 | 2012-02-16 | Fujimori Kogyo Co Ltd | 電池外装用積層体 |
| TWI511351B (zh) * | 2010-10-14 | 2015-12-01 | Toppan Printing Co Ltd | 鋰離子電池用外裝材料 |
| WO2012114776A1 (ja) * | 2011-02-25 | 2012-08-30 | 東洋インキScホールディングス株式会社 | 非水電解質二次電池容器用積層体、及びその製造方法、並びに非水電解質二次電池、及び接着剤組成物 |
| JP5953652B2 (ja) * | 2011-03-23 | 2016-07-20 | 凸版印刷株式会社 | リチウムイオン電池用外装材及びリチウムイオン電池 |
| JP5757120B2 (ja) * | 2011-03-23 | 2015-07-29 | 凸版印刷株式会社 | リチウムイオン電池用外装材 |
| JP5879722B2 (ja) * | 2011-03-31 | 2016-03-08 | 大日本印刷株式会社 | 電気化学セル用包装材料 |
| JP5670803B2 (ja) * | 2011-03-31 | 2015-02-18 | ユニチカ株式会社 | 電池用外装体及びその製造方法並びに電池 |
| JP5849434B2 (ja) * | 2011-05-11 | 2016-01-27 | 凸版印刷株式会社 | 蓄電デバイス |
| KR20140099447A (ko) * | 2011-11-07 | 2014-08-12 | 도판 인사츠 가부시키가이샤 | 축전 디바이스용 외장재 |
| JP5801701B2 (ja) * | 2011-12-14 | 2015-10-28 | 大倉工業株式会社 | 非水電解質電池用外包材および自動車の動力源として用いる非水電解質電池の外包材 |
| KR102231414B1 (ko) * | 2013-02-06 | 2021-03-25 | 다이니폰 인사츠 가부시키가이샤 | 전지용 포장 재료 |
| CN105144423A (zh) | 2013-05-01 | 2015-12-09 | 大仓工业株式会社 | 电池外包装材料 |
| TWI634692B (zh) * | 2013-05-09 | 2018-09-01 | 凸版印刷股份有限公司 | Lithium-ion battery exterior materials |
| WO2014208463A1 (ja) * | 2013-06-27 | 2014-12-31 | 東レ株式会社 | シート、無機物積層シートおよびそれを用いてなる電子デバイス |
| JP6458338B2 (ja) | 2013-11-01 | 2019-01-30 | 凸版印刷株式会社 | 二次電池用外装材、二次電池、及び二次電池用外装材の製造方法 |
| JP5830585B2 (ja) * | 2014-07-15 | 2015-12-09 | 藤森工業株式会社 | 電池外装用積層体 |
| JP5876552B2 (ja) * | 2014-09-08 | 2016-03-02 | 藤森工業株式会社 | 電池外装用積層体 |
| JP2015053289A (ja) * | 2014-11-20 | 2015-03-19 | 凸版印刷株式会社 | リチウムイオン電池用外装材 |
| JP6987109B2 (ja) * | 2014-12-25 | 2021-12-22 | 藤森工業株式会社 | 非水系電池外装用積層体 |
| JP6987113B2 (ja) * | 2014-12-25 | 2021-12-22 | 藤森工業株式会社 | 非水系電池外装用積層体 |
| JP6083448B2 (ja) * | 2015-03-18 | 2017-02-22 | 大日本印刷株式会社 | 電気化学セル用包装材料 |
| JP6135711B2 (ja) * | 2015-06-04 | 2017-05-31 | 凸版印刷株式会社 | リチウムイオン電池用外装材 |
| JP6135712B2 (ja) * | 2015-06-04 | 2017-05-31 | 凸版印刷株式会社 | リチウムイオン電池用外装材 |
| JP6098689B2 (ja) * | 2015-09-24 | 2017-03-22 | 凸版印刷株式会社 | 蓄電デバイス |
| JP2017073200A (ja) * | 2015-10-05 | 2017-04-13 | 住友電気工業株式会社 | リード部材 |
| JP6805563B2 (ja) * | 2016-06-15 | 2020-12-23 | 凸版印刷株式会社 | 蓄電装置用外装材 |
| JP6168200B2 (ja) * | 2016-06-16 | 2017-07-26 | 凸版印刷株式会社 | リチウムイオン電池用外装材及びリチウムイオン電池 |
| WO2018074090A1 (ja) * | 2016-10-17 | 2018-04-26 | 住友電気工業株式会社 | 非水電解質電池用リード線及びそれを含む非水電解質電池 |
| JP7058074B2 (ja) | 2017-02-16 | 2022-04-21 | 藤森工業株式会社 | 積層体及び積層体の製造方法 |
| JP6595634B2 (ja) * | 2018-01-10 | 2019-10-23 | 昭和電工パッケージング株式会社 | 包装材及び成形ケース |
| CN114156576A (zh) * | 2021-11-26 | 2022-03-08 | 江苏睿捷新材料科技有限公司 | 一种耐电解液锂离子电池装置用外包装材料及电池 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003123709A (ja) * | 2001-10-17 | 2003-04-25 | Toagosei Co Ltd | 非水電解質二次電池用液状接着剤組成物 |
| JP4360139B2 (ja) * | 2003-08-11 | 2009-11-11 | 東亞合成株式会社 | 電池ケース用包装材料及びそれを用いて成形された電池ケース |
| JP5114260B2 (ja) * | 2007-03-30 | 2013-01-09 | 大日本印刷株式会社 | 扁平型電気化学セル用包装材料 |
-
2008
- 2008-10-23 JP JP2008273068A patent/JP5584970B2/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170100401A (ko) * | 2016-02-25 | 2017-09-04 | 후지모리 고교 가부시키가이샤 | 전지 외장용 적층체, 전지 외장체 및 전지 |
| KR101868798B1 (ko) | 2016-02-25 | 2018-06-19 | 후지모리 고교 가부시키가이샤 | 전지 외장용 적층체, 전지 외장체 및 전지 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010102935A (ja) | 2010-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5584970B2 (ja) | リチウム電池用外装材 | |
| JP6465176B2 (ja) | リチウムイオン電池用外装材 | |
| KR102701922B1 (ko) | 축전 장치용 외장재 | |
| JP6812792B2 (ja) | リチウム電池用外装材 | |
| JP5477503B2 (ja) | リチウムイオン電池用外装材 | |
| JP6519209B2 (ja) | 蓄電装置用外装材 | |
| JP5573254B2 (ja) | リチウムイオン電池用外装材 | |
| JP5772412B2 (ja) | リチウムイオン電池外装材、リチウムイオン電池 | |
| JP7172132B2 (ja) | 蓄電装置用外装材 | |
| WO2017209184A1 (ja) | 蓄電装置用外装材 | |
| JP6672586B2 (ja) | リチウム電池用外装材 | |
| JP6728600B2 (ja) | 蓄電装置用外装材 | |
| JP6572609B2 (ja) | 蓄電装置用外装材 | |
| JP6194577B2 (ja) | リチウムイオン電池用外装材 | |
| JP2020107573A (ja) | 蓄電装置用外装材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110916 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130318 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130326 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130520 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130903 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131031 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140624 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140707 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5584970 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |