JP5538121B2 - 電池外装用積層体 - Google Patents
電池外装用積層体 Download PDFInfo
- Publication number
- JP5538121B2 JP5538121B2 JP2010172265A JP2010172265A JP5538121B2 JP 5538121 B2 JP5538121 B2 JP 5538121B2 JP 2010172265 A JP2010172265 A JP 2010172265A JP 2010172265 A JP2010172265 A JP 2010172265A JP 5538121 B2 JP5538121 B2 JP 5538121B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- aluminum foil
- laminate
- battery exterior
- battery
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/78—Cases; Housings; Encapsulations; Mountings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/06—Coating on the layer surface on metal layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/24—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/10—Batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/13—Energy storage using capacitors
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Laminated Bodies (AREA)
- Electric Double-Layer Capacitors Or The Like (AREA)
Description
ところで、リチウムイオン電池の電解液は水分や光に弱いという性質を有している。そのため、リチウムイオン電池用の外装材料には、ポリアミドやポリエステルからなる基材層とアルミ箔とが積層された、防水性や遮光性に優れた電池外装用積層体が使用されている。
また、リチウムイオン電池の内部に水分が侵入した場合、電解液が水分で分解して、強酸が発生する。この場合、電池外装用積層体の内側から発生した強酸が浸透し、その結果としてアルミ箔が強酸で腐食して劣化してしまい、電解液の液漏れが発生し、電池性能が低下するだけでなく、リチウムイオン電池が発火する恐れがあるという問題があった。
また、前記基材層と前記アルミ箔とは、ウレタン系接着剤を介して接着され、前記アルミ箔と前記最内層とは、ウレタン系接着剤、酸変性ポリオレフィン樹脂、エポキシ基含有ポリオレフィン樹脂のいずれかを介して接着されてなることが好ましい。
また、同様の理由で、電池外装用積層体の耐圧強度が高いので、最内層であるポリプロピレン層又はポリエチレン層の厚みを薄くしても耐圧強度が保持できる為、エッジ部分(側縁部)からリチウムイオン電池内部への水分の浸入が少なくなり、リチウムイオン電池の電解液の経時劣化が減少するので電池の製品寿命が長くなる。
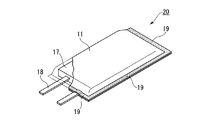
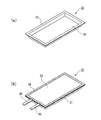
図1に示すように、本発明の電池外装用積層体を用いて作成した電池外装用容器20は、電池外装用積層体10を折り重ねてリチウムイオン電池17および電極18を内包し、さらに電池外装用容器20の三方の側縁部19をヒートシールして袋状に製袋されたものである。なお、本発明に係わる電池外装用積層体を用いて製造した電池用収納容器におけるリチウムイオン電池の収納方法は、図3に示した。
また、アルミ箔12の少なくとも片面は、水酸基を含有するポリビニルアルコールの骨格を有する樹脂又はその共重合樹脂からなる薄膜コーティング層14が積層されてなる。また、薄膜コーティング層14にはフッ化金属又はその誘導体からなり、水酸基を含有するポリビニルアルコールの骨格を有する樹脂又はその共重合樹脂からなる薄膜コーティング層を架橋させ、且つ、アルミ箔の表面を不動態化する物質が含まれている。
また、この電池外装用積層体10は、JIS K7127に規定された測定方法により測定し、前記積層体の引張破断伸度がMD方向、TD方向のいずれも50%以上である。ここで、引張破断伸度とは、JIS K7127に準拠し、引張速度50mm/分で測定した際に求められた引張破断伸度である。電池外装用積層体10の引張破断伸度がMD方向、TD方向のいずれも50%以上であると、電池外装用積層体10を折り重ねてもコーナ部が十分に引き伸ばされ、破断することがないので、ピンホールが発生しない。
また、基材層11とアルミ箔12とは、ウレタン系接着剤を介して接着され、アルミ箔12とポリプロピレン又はポリエチレンとからなる最内層13とは、ウレタン系接着剤又は酸変性ポリオレフィンを介して接着されてなる。
また、アルミ箔12と前記ポリプロピレン又はポリエチレン層からなる最内層13との接着強度が、JIS C6471に規定された測定方法により測定し、20N/inch以上である。
水酸基を含有するポリビニルアルコールの骨格を有する樹脂又はその共重合樹脂とは、ビニルエステル系モノマーの重合体又はその共重合体をケン化して得られる樹脂である。ビニルエステル系モノマーとしては、ギ酸ビニル、酢酸ビニル、酪酸ビニル等の脂肪酸ビニルエステルや、安息香酸ビニル等の芳香族ビニルエステルが挙げられる。共重合させる他のモノマーとしては、エチレン、プロピレン、α−オレフィン類、アクリル酸、メタクリル酸、無水マレイン酸等の不飽和酸類、塩化ビニルや塩化ビニリデン等のハロゲン化ビニル類などが挙げられる。市販品としては、日本合成化学(株)製のGポリマー樹脂(商品名)が挙げられる。
また、薄膜コーティング層14にはフッ化金属又はその誘導体からなり、水酸基を含有するポリビニルアルコールの骨格を有する樹脂又はその共重合樹脂からなる薄膜コーティング層を架橋させ、且つ、アルミ箔の表面を不動態化する物質を含有することが好ましい。フッ化金属又はその誘導体は、不動態であるアルミニウムのフッ化物を形成するF−イオンを含む物質であり、例えばフッ化クロム、フッ化鉄、フッ化ジルコニウム、フッ化チタン、フッ化ハフニウム、ジルコンフッ化水素酸およびそれらの塩、チタンフッ化水素酸およびそれらの塩、等のフッ化物が挙げられる。
このアルミ箔の最内層面に、薄膜コーティング層を形成するには、例えば、水酸基を有するポリビニルアルコールの骨格を持つ非結晶ポリマー(日本合成化学(株)製、商品名:Gポリマー樹脂)を0.2〜6wt%、及びフッ化クロム(III)を0.1〜3wt%溶解した水溶液を用いて、乾燥後の厚みが0.1〜5μm程度のとなるように塗布した後、更にオーブンにて加熱乾燥を行なうことにより、薄膜コーティング層を形成することができる。
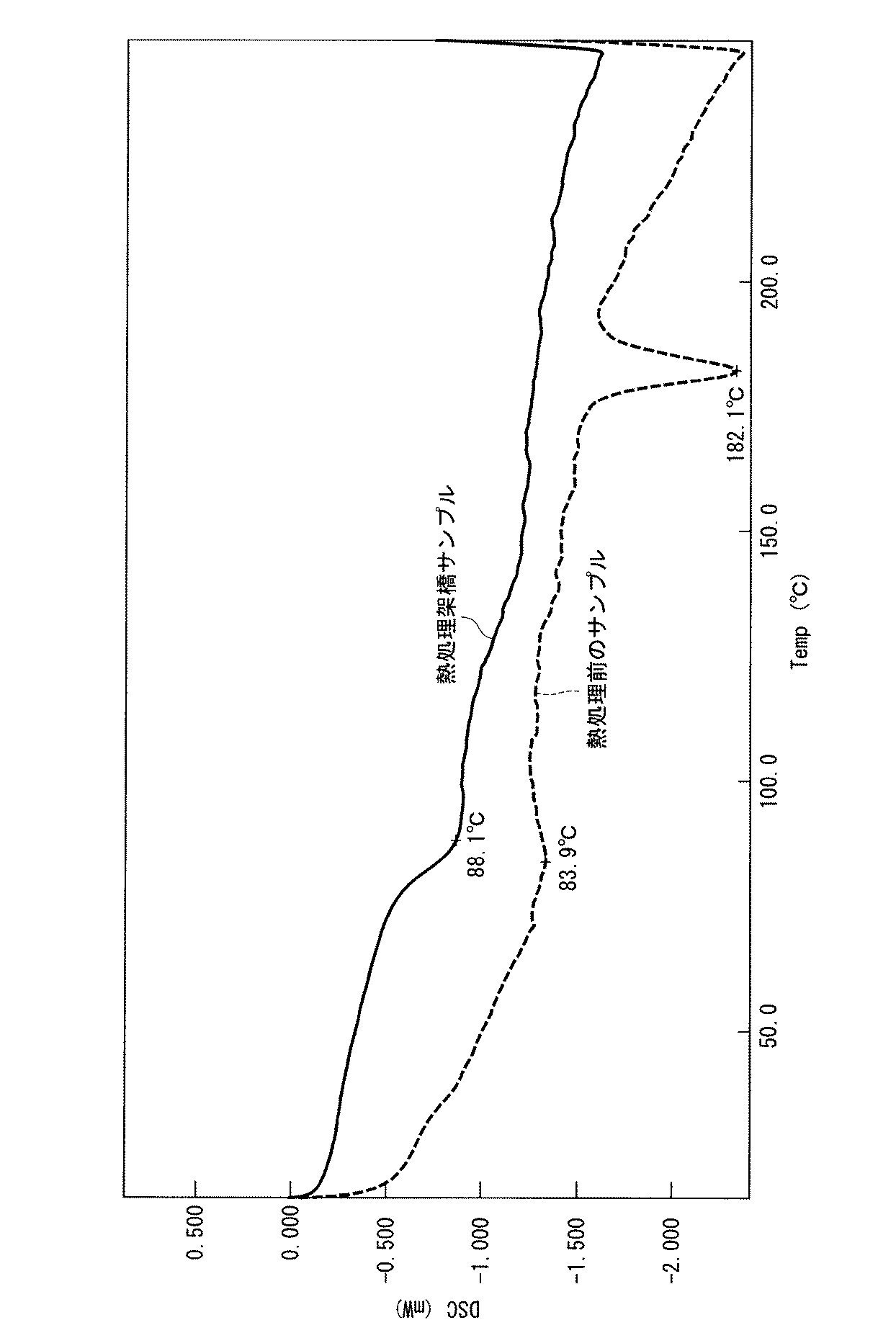
その際、水酸基を有するポリビニルアルコールの骨格を有する樹脂又はその共重合樹脂の融点である180℃以上で熱処理するとポリマーが架橋化し耐水性が向上する。これは、融点以上に熱処理する前後で、示差熱分析装置で融点を測定することで、架橋化しているかどうかで判定されるが、融点以上で熱処理した薄膜コーティング層は、融点のピークが無いことから架橋していることが解った。また、熱水に浸漬しても、この熱処理した薄膜コーティング層に変化は認められない。
また、本発明によれば、アルミ箔12の少なくとも片面に薄膜コーティング層14を積層しているため、アルミ箔12と最内層13との接着強度が非常に強いので、電池外装用積層体を用いて絞り成形や張出成形によりトレーを成形した際に、ピンホールの発生が防止されると共に、基材層11とアルミ箔12との剥離を防止できる。そのため、収納容器の成形の際の不良発生が減少する。
更に、微量の水分が電池内部に浸入し、電解液と水分とが反応して電解液が分解することによりフッ酸が発生した場合にも、アルミ箔12の最内層面に積層された水酸基が含有したポリビニルアルコールの骨格を有する樹脂又はその共重合樹脂からなる薄膜コーティング層14は、フリーボリュームが少ないので、ガスバリヤ性が高く、シーラント層ともなる最内層13に沿って、外部へ拡散すること、及び微量のフッ酸がアルミ箔の表面に接触しても、アルミ箔の表面に形成されている不動態化膜によりアルミ箔の腐食が防止されて、アルミ箔とシーラント層との層間接着強度が保たれ、耐圧強度保持が高くなり、電池性能も劣化しない。
最内層13がポリプロピレンの場合、最内層13に使用されるポリプロピレンとしては、プロピレン単独重合体であってもよいし、エチレンとの共重合体であってもよく、さらに、エチレンとの共重合体としては、ランダム共重合体でもよいし、ブロック共重合体でもよい。最内層13がポリエチレンの場合、最内層13に使用されるポリエチレンとしては、LLDPEが望ましく、HDPEやLDPE及び無水マレイン酸やアクリル酸の共重合体などであっても構わない。
ポリプロピレンからなる最内層13の厚さとしては、20〜100μmであることが好ましい。ポリプロピレンからなる最内層13であると、厚みを100μm以上とするなどの過剰に厚くしなくても、電解液に対する耐食性およびヒートシール性、さらに十分な耐圧強度を保つことができるので、好ましい。特に、ヒートシールした断面からの水分の浸入を防止することにより、非水系電池やキャパシタの劣化を防止できるため、非常に有効な方法である。
接着剤層15の厚さは3〜10μmである。接着剤層15の厚さが3〜10μmであると、基材層11とアルミ箔12とを十分高い接着力で接着させるので、電池外装用積層体10を絞り成形または張出成形しても、稜線部や変形部での接着が維持され、基材層11とアルミ箔12とが層間剥離することがない。
接着剤を使用しない場合には、アルミ箔の薄膜コーティング層14である水酸基を含有するポリビニルアルコールの骨格を有する樹脂又はその共重合樹脂を使用するのが好ましい。この場合、無水マレイン酸変性ポリオレフィン樹脂やエポキシ基含有ポリオレフィン樹脂などと熱接着性が高いので、押出ラミネートや熱ラミネートにより、無水マレイン酸変性ポリオレフィン樹脂やエポキシ基含有ポリオレフィン樹脂などのヒートシール剤を介して、アルミ箔12の薄膜コーティング層14と最内層13とを接着させることができる。
・積層体の引張破断伸度の測定方法:JIS K7127「プラスチック−引張特性の試験方法−第3部:フィルム及びシートの試験条件」に規定された測定方法により測定した。
・アルミ箔と最内層との接着強度の測定方法:JIS C6471「フレキシブルプリント配線板用銅張積層板試験方法」に規定された引き剥がし測定方法A(90°方向引き剥がし)により測定した。
・ピンホール破断発生率の測定方法:50×50mmサイズで深さが6ないし10mmの範囲内の所定の深さの冷間成形による絞り成形品を50個成形し、目視によりピンホールを測定した。
・電解液強度保持率の測定方法:作製した電池外装用積層体を用いて、50×50mm(ヒートシール幅が5mm)の4方袋に製袋して、その中にLiPF6を1mol/リットル添加したプロピレンカーボネート(PC)/ジエチルカーボネート(DEC)電解液に純水を0.5wt%添加して、それを2cc計量し、充填して包装した。この4方袋を60℃のオーブンに100時間保管後、アルミ箔とポリプロピレン(PP)フィルムとの層間接着強度(k2)を測定する。
ここで、事前に測定しておいた、電解液に暴露する前のアルミ箔とポリプロピレン(PP)フィルムとの層間接着強度(k1)と、電解液に暴露した後の層間接着強度(k2)との比率を電解液強度保持率K=(k2/k1)×100(%)とした。
(測定装置)
・引張破断伸度の測定装置:メーカ名:島津製作所、型式:AUTOGRAPH AGS‐100A引張試験装置
・接着強度の測定装置:メーカ名:島津製作所、型式:AUTOGRAPH AGS‐100A引張試験装置
ポリアミド(ナイロン)樹脂からなる厚みが25μmの基材層と、厚みが40μmのアルミ箔とを(エポキシ系接着剤を含有する)ウレタン系接着剤からなる接着剤層7μmを介して積層した。
このアルミ箔の最内層面に、水酸基を有するポリビニルアルコールの骨格を持つ非結晶ポリマー(日本合成化学(株)製、商品名:Gポリマー樹脂)を3wt%、及びフッ化クロム(III)を1wt%溶かした水溶液を用いて1μmの厚みで塗布し、薄膜コーティング層を積層し、更に200℃のオーブンにて加熱乾燥の処理をした。
さらに、アルミ箔の薄膜コーティング層の上に、酸変性ポリプロピレン系ヒートシール剤を3g/m2で塗布し、その上にポリプロピレン層30μmをラミネート加工して実施例1の電池外装用積層体10を作製した。
この実施例1の電池外装用積層体10から引張破断伸度の測定用の試験片を採取し、MD方向およびTD方向の引張破断伸度を測定した。また、この実施例1の電池外装用積層体10で6mmおよび8mm深さの絞り成形を50回行って、ピンホール破断の発生数を計測し、ピンホール破断発生率を求めた。また、この実施例1の電池外装用積層体10からアルミ箔と最内層との接着強度の測定用の試験片を採取し、アルミ箔と最内層との接着強度を測定した。それらの測定結果を表1に示す。
また、実施例1の電池外装用積層体について、電解液強度保持率Kを測定した結果は、K=85%であった。
アルミ箔の最内層面に、水酸基を有するポリビニルアルコールの骨格を持つ非結晶ポリマー(日本合成化学(株)製、商品名:Gポリマー樹脂)を3wt%、及びフッ化クロム(III)を1wt%溶かした水溶液を用いて3μmの厚みで塗布し、薄膜コーティング層を積層し、更に200℃のオーブンにて加熱乾燥の処理をした。
この薄膜コーティング層を示差熱分析装置で、融点を確認したところ、融点のピークが無いことから架橋していることが解った。図4に、薄膜コーティング層を示差熱分析装置で測定した結果を示す。
さらに、アルミ箔の薄膜コーティング層の上に、酸変性ポリプロピレン系ヒートシール剤を3g/m2で塗布した以外は実施例1と同様にして実施例2の電池外装用積層体10を得て、引張破断伸度の測定、ピンホール破断発生率の測定、およびアルミ箔と最内層との接着強度の測定を実施した。それらの測定結果を表1に示す。また、実施例2の電池外装用積層体について、電解液強度保持率Kを測定した結果は、K=78%であった。
アルミ箔に薄膜コーティング層を積層しない以外は実施例1と同様にして、比較例1の電池外装用積層体10を得て、引張破断伸度の測定、ピンホール破断発生率の測定、およびアルミ箔と最内層との接着強度の測定を実施した。それらの測定結果を表1に示す。
また、比較例1の電池外装用積層体について、電解液強度保持率Kを測定した結果は、K=10%以下であり、アルミ箔と最内層とが剥離現象(デラミ)を起した。
アルミ箔の最内層面に、水酸基を有するポリビニルアルコールの骨格を持つ非結晶ポリマー(日本合成化学(株)製、商品名:Gポリマー樹脂)を3wt%、及びフッ化クロム(III)を1wt%混ぜた塗料を用いて1μmの厚みで塗布し、薄膜コーティング層を積層し、その後に加熱乾燥の処理をしなかった以外は実施例1と同様にして比較例2の電池外装用積層体10を得て、引張破断伸度の測定、ピンホール破断発生率の測定、およびアルミ箔と最内層との接着強度の測定を実施した。それらの測定結果を表1に示す。
一方、比較例1では、アルミ箔と最内層との接着強度が20N/inch以上であり、引張破断伸度が高く、ピンホール破断も発生しなかったが、電解液耐性が無く、剥離現象(デラミ)を起した。
また、比較例2では、アルミ箔と最内層との接着強度が20N/inch未満である為、引張破断伸度が低く、電解液耐性も低く、ピンホール破断も発生した。
厚みが5μmのポリエチレンテレフタレート(PET)フィルムと厚みが25μmのポリアミド(ナイロン)フィルム層とが、3g/m2で塗布されたウレタン系接着剤層を介して積層してなる基材層と、厚みが40μmのアルミ箔とを、エポキシ系接着剤を含有するウレタン系接着剤層7μmを介して積層した。
このアルミ箔の最内層面に、水酸基を有するポリビニルアルコールの骨格を持つ非結晶ポリマー(日本合成化学(株)製、商品名:Gポリマー樹脂)を3wt%、及びフッ化クロム(III)を1wt%溶かした水溶液を用いて3μmの厚みで塗布し、その上に酸変性ポリプロピレン系ヒートシール剤を3g/m2で塗布し、その後にポリプロピレン層40μmを熱ラミネートされた事からなる、4層構成の実施例3の電池外装用積層体を作製した。
この実施例3の電池外装用積層体から引張破断伸度の測定用の試験片を採取し、MD方向およびTD方向の引張破断伸度を測定した。また、この実施例3の電池外装用積層体で8mmおよび10mm深さの絞り成形を50回行って、ピンホール破断の発生数を計測し、ピンホール破断発生率を求めた。また、電解液強度保持率を測定した。それらの測定結果を表2に示す。
最内層のポリプロピレン層の厚みを30μmにした以外は、実施例3と同様にして実施例4の電池外装用積層体を得て、引張破断伸度の測定、ピンホール破断発生率の測定、および電解液強度保持率の測定を実施した。それらの測定結果を表2に示す。
(比較例3)
アルミニウムの不動態化性能を付与する物質であるフッ化クロムを添加していない薄膜コーティング層を形成するための塗布液を用いた以外は、実施例3と同様にして、比較例3の電池外装用積層体を得た後、引張破断伸度の測定、ピンホール破断発生率の測定、および電解液強度保持率の測定を実施した。それらの測定結果を表2に示す。
一方、比較例3では、アルミニウムの不動態化性能を付与する物質であるフッ化クロムを添加していない塗布液を用いて薄膜コーティング層を形成した為、電解液強度保持率の値が低く耐電解液性能が十分ではなかった。
Claims (5)
- アルミ箔及び樹脂層を順次積層してなる電池外装用の積層体において、基材層と、アルミ箔と、ポリプロピレン又はポリエチレン層からなる最内層とが順に積層され、前記基材層が、ポリエチレンテレフタレートフィルム層と、ポリアミドフィルム層とが、前記アルミ箔の外表面に外側から順に積層されてなる、積層フィルムであり、前記アルミ箔の少なくとも最内層面には、水酸基を含有するポリビニルアルコールの骨格を有する樹脂又はその共重合樹脂からなる薄膜コーティング層が積層されていて、前記薄膜コーティング層には、フッ化金属又はその誘導体からなり、水酸基を含有するポリビニルアルコールの骨格を有する樹脂又はその共重合樹脂からなる薄膜コーティング層を架橋させ、且つ、アルミ箔の表面を不動態化する物質が含まれていることを特徴とする電池外装用積層体。
- JIS K7127に規定された測定方法により測定し、前記積層体の引張破断伸度がMD方向、TD方向のいずれも50%以上であることを特徴とする請求項1に記載の電池外装用積層体。
- 前記薄膜コーティング層が、熱処理により、架橋または非晶化することにより耐水化されてなることを特徴とする請求項1又は2に記載の電池外装用積層体。
- 前記基材層と前記アルミ箔とは、ウレタン系接着剤を介して接着され、前記アルミ箔と前記最内層とは、ウレタン系接着剤、酸変性ポリオレフィン樹脂、エポキシ基含有ポリオレフィン樹脂のいずれかを介して接着されてなることを特徴とする請求項1から3のいずれかに記載の電池外装用積層体。
- 前記最内層の厚みが、20μm以上40μm以下であり、かつ前記アルミ箔と前記最内層との接着強度が、JIS C6471に規定された引き剥がし測定方法Aにより測定し、20N/inch以上であることを特徴とする請求項1から4のいずれかに記載の電池外装用積層体。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010172265A JP5538121B2 (ja) | 2010-07-30 | 2010-07-30 | 電池外装用積層体 |
| CN201110220061.5A CN102420291B (zh) | 2010-07-30 | 2011-07-28 | 电池外包装用层压件 |
| KR1020110075096A KR101272542B1 (ko) | 2010-07-30 | 2011-07-28 | 전지 외장용 적층체 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010172265A JP5538121B2 (ja) | 2010-07-30 | 2010-07-30 | 電池外装用積層体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012033393A JP2012033393A (ja) | 2012-02-16 |
| JP5538121B2 true JP5538121B2 (ja) | 2014-07-02 |
Family
ID=45846591
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010172265A Active JP5538121B2 (ja) | 2010-07-30 | 2010-07-30 | 電池外装用積層体 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5538121B2 (ja) |
| KR (1) | KR101272542B1 (ja) |
| CN (1) | CN102420291B (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5757120B2 (ja) * | 2011-03-23 | 2015-07-29 | 凸版印刷株式会社 | リチウムイオン電池用外装材 |
| JP6034103B2 (ja) * | 2012-09-14 | 2016-11-30 | ユニチカ株式会社 | リチウムイオン二次電池外装材 |
| WO2014091542A1 (ja) * | 2012-12-10 | 2014-06-19 | 藤森工業株式会社 | 電池外装用積層体 |
| JP6476679B2 (ja) * | 2014-09-19 | 2019-03-06 | 大日本印刷株式会社 | 電池用包装材料 |
| US10128471B2 (en) | 2013-12-02 | 2018-11-13 | Dai Nippon Printing Co., Ltd. | Battery-packaging material |
| EP3131134B1 (en) * | 2014-04-09 | 2019-03-27 | Toppan Printing Co., Ltd. | Outer casing material for electricity storage devices, electricity storage device and method for producing embossed outer casing material |
| JP6596912B2 (ja) * | 2015-05-13 | 2019-10-30 | 凸版印刷株式会社 | 蓄電デバイス用外装材及び蓄電デバイス |
| JP6768364B2 (ja) | 2015-09-17 | 2020-10-14 | 藤森工業株式会社 | 電池外装用積層体、電池外装体及び電池 |
| JP6768362B2 (ja) | 2015-09-17 | 2020-10-14 | 藤森工業株式会社 | 電池外装用積層体、電池外装用積層体の製造方法、電池外装体及び電池 |
| JP6722437B2 (ja) | 2015-11-16 | 2020-07-15 | 藤森工業株式会社 | 電池外装用積層体、電池外装体及び電池 |
| JP6850539B2 (ja) | 2016-02-25 | 2021-03-31 | 藤森工業株式会社 | 電池外装用積層体、電池外装体及び電池 |
| US11305476B2 (en) | 2016-03-17 | 2022-04-19 | Lg Energy Solution, Ltd. | Manufacturing device of battery case having improved manufacturing processability and manufacturing method using the same |
| KR101752307B1 (ko) * | 2016-11-14 | 2017-06-30 | 율촌화학 주식회사 | 성형성이 우수한 셀 파우치 |
| US11450911B2 (en) | 2018-02-07 | 2022-09-20 | Dai Nippon Printing Co., Ltd. | Battery packaging material, method for manufacturing the same, and battery |
| CN114520367B (zh) * | 2022-01-20 | 2023-07-18 | 上海紫江新材料科技股份有限公司 | 一种内表面含氟的耐电解液腐蚀铝塑膜的制备方法 |
| CN119735978A (zh) * | 2024-12-26 | 2025-04-01 | 上海启渊探索材料科技有限公司 | 一种防腐涂料及其制备方法、防腐涂层和应用以及防腐铝箔 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11149909A (ja) * | 1997-11-14 | 1999-06-02 | Showa Denko Kk | 電池用外装体 |
| JP3922826B2 (ja) * | 1999-02-03 | 2007-05-30 | 東洋アルミニウム株式会社 | 電池容器用蓋と電池用容器およびそれらを使用した包装体 |
| JP4372898B2 (ja) * | 1999-07-16 | 2009-11-25 | 大日本印刷株式会社 | 積層体およびそれを用いたポリマー電池用包装材料 |
| JP4360139B2 (ja) * | 2003-08-11 | 2009-11-11 | 東亞合成株式会社 | 電池ケース用包装材料及びそれを用いて成形された電池ケース |
| JP4661073B2 (ja) * | 2004-04-05 | 2011-03-30 | 東レ株式会社 | 積層フィルム |
| JP2007073402A (ja) * | 2005-09-08 | 2007-03-22 | Sumitomo Light Metal Ind Ltd | 電池外装用アルミラミネート構成物 |
| CN2913230Y (zh) * | 2006-04-03 | 2007-06-20 | 浙江比例包装股份有限公司 | 液态乳品包装用高阻隔镀铝复合膜 |
| JP5228360B2 (ja) * | 2007-04-12 | 2013-07-03 | ソニー株式会社 | 電池パック |
| KR101132169B1 (ko) * | 2008-04-02 | 2012-04-05 | 주식회사 엘지화학 | 전지케이스용 라미네이트 시트 및 이를 포함하고 있는 리튬이차전지 |
| KR100995884B1 (ko) * | 2008-07-16 | 2010-11-22 | 주식회사 엘티케이 | 대용량 리튬폴리머 2차 전지용 포장재의 제조방법 |
| JP5584970B2 (ja) * | 2008-10-23 | 2014-09-10 | 凸版印刷株式会社 | リチウム電池用外装材 |
-
2010
- 2010-07-30 JP JP2010172265A patent/JP5538121B2/ja active Active
-
2011
- 2011-07-28 CN CN201110220061.5A patent/CN102420291B/zh active Active
- 2011-07-28 KR KR1020110075096A patent/KR101272542B1/ko active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN102420291A (zh) | 2012-04-18 |
| KR20120023538A (ko) | 2012-03-13 |
| JP2012033393A (ja) | 2012-02-16 |
| CN102420291B (zh) | 2014-07-02 |
| KR101272542B1 (ko) | 2013-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5538121B2 (ja) | 電池外装用積層体 | |
| JP5830585B2 (ja) | 電池外装用積層体 | |
| JP2012033394A (ja) | 電池外装用積層体 | |
| JP6188009B2 (ja) | 電池外装用積層体 | |
| JP5988695B2 (ja) | 電池外装用積層体 | |
| JP5562176B2 (ja) | 非水系電池用の電極リード線部材 | |
| JP5959878B2 (ja) | 電極リード線部材を備えた非水系電池用収納容器 | |
| JP6420424B2 (ja) | 電池外装用積層体 | |
| JP5876552B2 (ja) | 電池外装用積層体 | |
| CN104756277A (zh) | 非水系电池用的电极引线部件 | |
| JP2013012468A (ja) | 非水系電池用の電極リード線部材 | |
| JP2013187018A (ja) | 非水系電池用の電極リード線部材 | |
| JP6096540B2 (ja) | 電池外装用積層体の製造方法 | |
| JP6722739B2 (ja) | 電池外装用積層体の製造方法 | |
| JP6422195B2 (ja) | アルミ箔と、シーラントフィルムとの接着方法 | |
| JP5859604B2 (ja) | 非水系電池用の電極リード線部材 | |
| JP6647349B2 (ja) | 非水系電池用の電極リード線部材の製造方法 | |
| JP2020123591A (ja) | 非水系電池用の電極リード線部材 | |
| JP6382386B2 (ja) | 非水系電池用の電極リード線部材 | |
| JP6125054B2 (ja) | 非水系電池用の電極リード線部材 | |
| WO2014091542A1 (ja) | 電池外装用積層体 | |
| JP6397080B2 (ja) | 非水系電池用の電極リード線部材 | |
| JP6129362B2 (ja) | 非水系電池用の電極リード線部材 | |
| JP2018186104A (ja) | 非水系電池用の電極リード線部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130422 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131210 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140401 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5538121 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140428 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |