JP5414101B2 - ドリップシート及びその製造方法 - Google Patents
ドリップシート及びその製造方法 Download PDFInfo
- Publication number
- JP5414101B2 JP5414101B2 JP2009119314A JP2009119314A JP5414101B2 JP 5414101 B2 JP5414101 B2 JP 5414101B2 JP 2009119314 A JP2009119314 A JP 2009119314A JP 2009119314 A JP2009119314 A JP 2009119314A JP 5414101 B2 JP5414101 B2 JP 5414101B2
- Authority
- JP
- Japan
- Prior art keywords
- layer sheet
- sheet
- drip
- upper layer
- lower layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/24—Adaptations for preventing deterioration or decay of contents; Applications to the container or packaging material of food preservatives, fungicides, pesticides or animal repellants
- B65D81/26—Adaptations for preventing deterioration or decay of contents; Applications to the container or packaging material of food preservatives, fungicides, pesticides or animal repellants with provision for draining away, or absorbing, or removing by ventilation, fluids, e.g. exuded by contents; Applications of corrosion inhibitors or desiccators
- B65D81/264—Adaptations for preventing deterioration or decay of contents; Applications to the container or packaging material of food preservatives, fungicides, pesticides or animal repellants with provision for draining away, or absorbing, or removing by ventilation, fluids, e.g. exuded by contents; Applications of corrosion inhibitors or desiccators for absorbing liquids
Landscapes
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Mechanical Engineering (AREA)
- Packages (AREA)
Description
(1)前記上層シートの前記導液部が、前記上層シートの平面方向に互いに隣接して規則的に配列する複数の開孔である。
(2)前記上層シートの前記導液部が、前記上層シートの平面方向に互いに隣接して規則的に配列する複数のスリットである。
(3)前記上層シートの前記導液部が、前記上層シートの平面方向に互いに隣接して規則的に配列する複数の開孔及びスリットである。
(4)前記導液部が、前記上面から前記下面側に向かって径小となる管状部を有する。
(5)前記下層シートのクレープ率が10〜30%、質量が25〜80g/m2である。
(6)前記下層シートの製造時の機械方向におけるウエット時伸び率が10%以下である。
(7)前記ドリップシートのリウエット量が0.2g以下である。
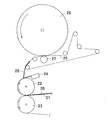
(8)ウエットクレープ加工によって前記下層シートを形成し、前記下層シートにそれを巻き出すときの前記機械方向に掛かる引張力を付与した状態で、前記下層シートと前記上層シートとを接合する工程を含む。
(9)前記ウエットクレープ加工によって前記下層シートに形成されるクレープは、前記機械方向と直交する方向に延びる。
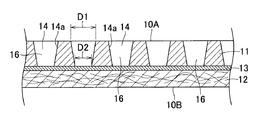
図1は、ドリップシート10の平面図、図2は、図1のII−II線断面図である。なお、図1において、製造時の機械方向をMDの矢印、それに直交する方向をCDの双頭矢印で示す。
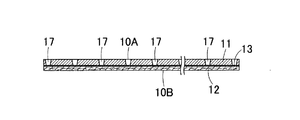
図4は、他の実施の形態を示す、図1と同様のドリップシート10の平面図、図5は、図4におけるV−V線断面図である。本実施形態におけるドリップシート10の基本的な構成は、第1実施形態と同様であるので、相違する点についてのみ以下に述べる。

<シートの厚み>
JISL1096.6.5の規格に準拠して、卓上厚み計(MITUTOYO社製、測定面φ50.5mm、測定圧3g/cm2)を用いて測定する。まず、各シートから100mm×100mmのサンプルを切り取り、サンプルの中心を上下に位置する円盤で静かに挟み込み、そのときの測定器の値を求める(N=10)。
各シートから100×100mmのサンプルを切り取り、サンプルを自動化純曲げ試験機(カトーテック社製)の測定台のガイドラインに合わせて配置し、チャックの中央に固定して測定を行った。MD方向、CD方向についてそれぞれ5回測定した。
各シートから140mm×60mmのサンプルを切り取り、各サンプルの質量(Ag)を測定する。重量を測定した後、サンプルを10メッシュの金網の上に置き、サンプル全体をトレイに入れた試験液(水道水、生理食塩水、食用油)に浸ける。3分間試験液に浸したのち、サンプルを金網ごとトレイから取り出し、軽く水切りをして、5分間静置する。その後、金網とサンプルとの質量(Bg)を測定し、サンプルを取り外して、金網のみの質量(Cg)を測定する。そして、サンプルをサンプル台の上に置き、420gの重りをサンプルにのせて、3分間そのまま放置する。3分後における、サンプルの質量を測定する(Dg)。上記の測定方法によって求めた値(A〜D)を用いて、下記の計算方法により、吸水量、保水量を求める。測定は3回行い、その平均値を各シートの吸水量・保水量とした。
吸水量(g/m2)=(B−C−A)/0.06/0.14
保水量(g/m2)=(D−A)/0.06/0.14
各シートから65×100mmのサンプルを切り取り、自動注入機にセットする。1.0ml/3secの条件で、生食をサンプルから10mm離れた上方の位置からサンプルの中心に滴下する。滴下して3分経過後に、ドリップシートの上面、下層シートの上面、下層シートの下面の拡散幅(mm)を測定(N=5)した。
鮮度保持試験として、鮮度試験機(QS−SOLUTION社製)を用いたK値測定法を行った。K値は、生鮮度の指標で、食材のATPが分解され、イノシンとヒポキサンチンが生成、蓄積された度合を示すもので、具体的には、生のマグロの切り身をサンプルシートに載せ、4℃に設定された冷蔵庫内で保存し、0、1、2日後のマグロの切り身の鮮度(K値)を求めた。
上記試験の結果、下層シートのリウエットが2.0g以下の場合には、鮮度(K値)が1〜2日後にかけて悪化することが分かった。よって、下層シートのリウエットが2.0g以下の場合には良好(○)、2.0g以上の場合には、不良(×)とした。
各シートから150mm×25mmのサンプルを切り取り、サンプルの両端縁から25mmの場所に油性のペンで印をつけ、サンプル全体をトレイに入れた水道水に浸ける。水道水に1分間浸した後、サンプルをトレイから取り出し、印の離間寸法(寸法E)を測定(N=3)し、以下の計算によって、ウエット時伸び率(%)を求めた。
ウエット時伸び率=(E−100)/100×100
ドリップシートを0.1N/25mmの応力で引張したときのカールする割合を求めた。
上記方法によって各ドリップシート10のカールする割合を求めたが、各ドリップシート10の下層シート12のウエット時伸び率が10%以下の場合には、カールしづらく、10以上の場合には、カールしやすくなることが分かった。よって、下層シート12のウエット時伸び率が10%以下の場合には良好(○)、10%以上の場合には、不良(×)とした。
上層シート11として、LDPE(低密度ポリエチレン)からなる開孔プラスチックフィルムを用い、下層シート12として、NBKP(針葉樹クラフト法漂白パルプ)を原材料とする、質量48g/m2、クレープ率10%のウエットクレープ紙を使用した。
実施例1と同様の上層シート11を用い、下層シート12として、NBKPを原材料とする、質量48g/m2、クレープ率20%のウエットクレープ紙を使用した。
実施例1と同様の上層シート11を用い、下層シート12として、NBKPを原材料とする、質量48g/m2、クレープ率30%のウエットクレープ紙を使用した。
実施例1と同様の上層シート11を用い、下層シート12として、NBKPを原材料とする、質量48g/m2、クレープ率20%のウエット・ドライクレープ紙を使用した。
実施例1と同様の上層シート11を用い、下層シート12として、NBKPを原材料とする、質量25g/m2、クレープ率20%のウエットクレープ紙を使用した。
実施例1と同様の上層シート11を用い、下層シート12として、NBKPを原材料とする、質量25g/m2、クレープ率20%のウエットクレープ紙を使用した。
実施例1と同様の上層シート11を用い、下層シート12として、NBKPを原材料とする、質量48g/m2、クレープ率20%のドライクレープ紙を使用した。
実施例1と同様の上層シート11を用い、下層シート12として、NBKPを原材料とする、質量48g/m2、クレープ加工されてない湿式紙を使用した。
上層シート11として、HDPE(高密度ポリエチレン)からなる開孔プラスチックフィルムを用い、下層シート12として合成繊維とNBKPとを混合した、質量48g/m2のエアレイド不織布を使用した。
表1の結果の示すとおり、実施例1〜6において、下層シート12の質量が25〜48g/m2、クレープ率が10〜30%の間であれば、巻き易さ、鮮度保持、カールのそれぞれの判定結果は良好(○)であった。また、実施例4の判定結果から明らかなように、ウエット・ドライクレープ紙であっても、ウエットクレープ紙と同様の判定結果を得ることができた。
10A 上面
10B 下面
11 上層シート
12 下層シート
14 開孔
16 管状部
17 スリット
MD 機械方向
Claims (10)
- 上面及び下面と、透液性を有する上層シートと、前記上層シートの前記下面に接合された、吸液性を有する下層シートとを含むドリップシートであって、
前記上層シートが、前記上層シートの前記上面に載せられた食材から滲出するドリップを前記下層シートに移動させるための、前記上層シートの厚さ方向に延びる導液部を有する熱可塑性プラスチックフフィルムから形成されており、
前記下層シートが、ウエットクレープ加工されたクレープ紙であり、前記上層シートよりも薄く高密度であることを特徴とする前記ドリップシート。 - 前記上層シートの前記導液部が、前記上層シートの平面方向に互いに隣接して規則的に配列する複数の開孔である請求項1に記載のドリップシート。
- 前記上層シートの前記導液部が、前記上層シートの平面方向に互いに隣接して規則的に配列する複数のスリットである請求項1に記載のドリップシート。
- 前記上層シートの前記導液部が、前記上層シートの平面方向に互いに隣接して規則的に配列する複数の開孔及びスリットである請求項1に記載のドリップシート。
- 前記導液部が、前記上面から前記下面側に向かって径小となる管状部を有する請求項1〜4のいずれかに記載のドリップシート。
- 前記下層シートのクレープ率が10〜30%、質量が25〜80g/m 2 である請求項1〜5のいずれかに記載のドリップシート。
- 前記下層シートの製造時の機械方向におけるウエット時伸び率が10%以下である請求項1〜6のいずれかに記載のドリップシート。
- 前記ドリップシートのリウエット量が0.2g以下である請求項1〜7のいずれかに記載のドリップシート。
- ウエットクレープ加工によって前記下層シートを形成し、前記下層シートにそれを巻き出すときの前記機械方向に掛かる引張力を付与した状態で、前記下層シートと前記上層シートとを接合する工程を含む請求項1〜8のいずれかに記載のドリップシートの製造方法。
- 前記ウエットクレープ加工によって前記下層シートに形成されるクレープは、前記機械方向と直交する方向に延びる請求項9記載のドリップシートの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009119314A JP5414101B2 (ja) | 2009-05-15 | 2009-05-15 | ドリップシート及びその製造方法 |
| PCT/JP2010/057020 WO2010131553A1 (ja) | 2009-05-15 | 2010-04-20 | ドリップシート及びその製造方法 |
| TW99115459A TW201039790A (en) | 2009-05-15 | 2010-05-14 | Drip sheet and method for producing same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009119314A JP5414101B2 (ja) | 2009-05-15 | 2009-05-15 | ドリップシート及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010265012A JP2010265012A (ja) | 2010-11-25 |
| JP5414101B2 true JP5414101B2 (ja) | 2014-02-12 |
Family
ID=43084930
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009119314A Active JP5414101B2 (ja) | 2009-05-15 | 2009-05-15 | ドリップシート及びその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5414101B2 (ja) |
| TW (1) | TW201039790A (ja) |
| WO (1) | WO2010131553A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5755464B2 (ja) * | 2011-02-28 | 2015-07-29 | 大王製紙株式会社 | 吸液シートの製造方法及び吸液シート |
| JP6510783B2 (ja) * | 2013-09-30 | 2019-05-08 | ユニ・チャーム株式会社 | 吸液性シート |
| JP6320613B1 (ja) * | 2017-11-17 | 2018-05-09 | ユニ・チャーム株式会社 | ドリップシート、ドリップシート用の液透過性シートを製造するためのプレート、並びにドリップシート用の液透過性シートの製造方法 |
| JP2019094071A (ja) * | 2017-11-20 | 2019-06-20 | ユニ・チャーム株式会社 | 生鮮食品用のドリップシート及びそれを使用したトレイ |
| JP7741681B2 (ja) * | 2021-10-04 | 2025-09-18 | 金星製紙株式会社 | 多層シート |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5340878U (ja) * | 1976-09-11 | 1978-04-08 | ||
| JPS6345302Y2 (ja) * | 1984-12-05 | 1988-11-24 | ||
| JPS62109621A (ja) * | 1985-11-07 | 1987-05-20 | Daiki Suritsutaa Kogyo:Kk | プラスチックフイルムとパルプ紙による複合資材の製造方法 |
| JPH06374Y2 (ja) * | 1986-06-04 | 1994-01-05 | 株式会社三和企画 | 生鮮食品包装パック用のドリップ吸収シート |
| JPH0723542U (ja) * | 1993-10-04 | 1995-05-02 | エヌケー工業株式会社 | 包装用積層シート |
| JP3038427B2 (ja) * | 1994-10-28 | 2000-05-08 | 栄和化学工業株式会社 | 食品用包装用紙およびその製造方法 |
| JP3688417B2 (ja) * | 1996-12-11 | 2005-08-31 | 金星製紙株式会社 | 吸水マット |
| JP3760157B2 (ja) * | 2003-02-28 | 2006-03-29 | 東洋アルミホイルプロダクツ株式会社 | 食品用シート及び食品用シートの製造方法 |
| JP4303606B2 (ja) * | 2004-01-23 | 2009-07-29 | ユニ・チャーム株式会社 | 食品用包装体 |
| JP4493674B2 (ja) * | 2007-02-28 | 2010-06-30 | 大王製紙株式会社 | ロール状食材紙 |
-
2009
- 2009-05-15 JP JP2009119314A patent/JP5414101B2/ja active Active
-
2010
- 2010-04-20 WO PCT/JP2010/057020 patent/WO2010131553A1/ja not_active Ceased
- 2010-05-14 TW TW99115459A patent/TW201039790A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010265012A (ja) | 2010-11-25 |
| WO2010131553A1 (ja) | 2010-11-18 |
| TW201039790A (en) | 2010-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6080246B2 (ja) | 吸収性物品 | |
| US6585855B2 (en) | Paper product having improved fuzz-on-edge property | |
| JP5414101B2 (ja) | ドリップシート及びその製造方法 | |
| ES3014223T3 (en) | Tissue product | |
| ES2931541T3 (es) | Producto de papel tisú de varias capas y método de fabricación del mismo | |
| US10406775B2 (en) | Perforated laminated product and method for producing this product | |
| JP2025137661A (ja) | キッチンロールタオル製品 | |
| JP2025114608A (ja) | キッチンタオルロール製品 | |
| JP2022116768A (ja) | キッチンタオルロール | |
| JP3214290U (ja) | 生鮮食品用のドリップシート及びそれを使用したトレイ | |
| JP2019065417A (ja) | 吸液紙及びその製造方法 | |
| JP7730304B2 (ja) | ロール状ペーパータオル | |
| KR20210107808A (ko) | 한 손 분배를 위한 롤형 제품 | |
| JP5641758B2 (ja) | キッチンペーパー | |
| JP2013108185A (ja) | 薄葉紙の製造方法 | |
| JPH03286726A (ja) | 化粧用払拭布 | |
| JP2025109732A (ja) | ペーパータオルロール | |
| JP2025007375A (ja) | キッチンタオルロール | |
| JP2024108450A (ja) | ペーパータオル包装体 | |
| JP2026018862A (ja) | ロール状ペーパータオル包装体 | |
| JP2025161173A (ja) | ペーパータオル包装体 | |
| JP2025175873A (ja) | キッチンタオルロール、及びキッチンタオルロール製造方法 | |
| JP2024171789A (ja) | ロール状ペーパータオル包装体 | |
| JP2025179696A (ja) | キッチンタオルロール及びその包装体 | |
| TW202430089A (zh) | 廚房紙巾捲 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120502 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130806 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131004 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131111 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5414101 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |