JP5259191B2 - ガスバリア性フィルム - Google Patents
ガスバリア性フィルム Download PDFInfo
- Publication number
- JP5259191B2 JP5259191B2 JP2007545766A JP2007545766A JP5259191B2 JP 5259191 B2 JP5259191 B2 JP 5259191B2 JP 2007545766 A JP2007545766 A JP 2007545766A JP 2007545766 A JP2007545766 A JP 2007545766A JP 5259191 B2 JP5259191 B2 JP 5259191B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- gas barrier
- layer
- barrier film
- polyurethane resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/095—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/266—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension of base or substrate
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/269—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension including synthetic resin or polymer layer or component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/27—Web or sheet containing structurally defined element or component, the element or component having a specified weight per unit area [e.g., gms/sq cm, lbs/sq ft, etc.]
- Y10T428/273—Web or sheet containing structurally defined element or component, the element or component having a specified weight per unit area [e.g., gms/sq cm, lbs/sq ft, etc.] of coating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
- Y10T428/31565—Next to polyester [polyethylene terephthalate, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
- Y10T428/31605—Next to free metal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
- Y10T428/31609—Particulate metal or metal compound-containing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31652—Of asbestos
- Y10T428/31663—As siloxane, silicone or silane
Landscapes
- Laminated Bodies (AREA)
- Physical Vapour Deposition (AREA)
- Wrappers (AREA)
- Coating Of Shaped Articles Made Of Macromolecular Substances (AREA)
Description
また、ポリエステル系樹脂フィルム等の熱可塑性樹脂フィルムの一方の面に、真空蒸着法等の物理気相成長法を用いて、例えば、アルミニウム等の金属蒸着膜や酸化アルミニウム、酸化珪素等の無機酸化物の蒸着膜を設けた蒸着フィルムなども提案されている(特許文献3〜5)。しかし、そのガスバリア性は、基材である熱可塑性樹脂フィルムの表面粗さや熱収縮性等に大きく依存し、不安定であり、また不十分なものであった。
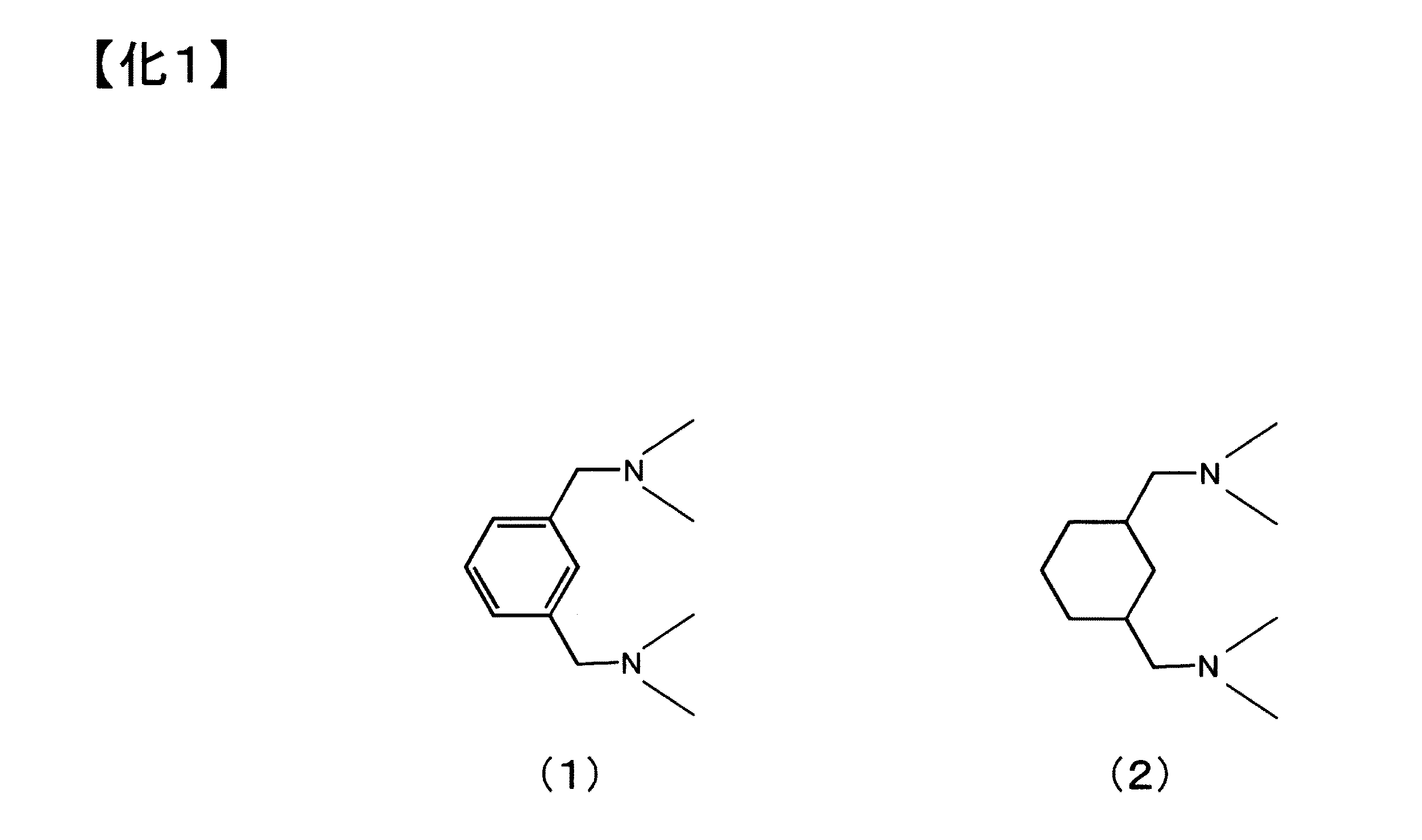
(i)本発明のガスバリア性フィルムは、ポリエステル系樹脂フィルムの少なくとも片面に、ポリウレタン系樹脂層および無機物層がポリエステル系樹脂フィルム側からこの順に配されたガスバリア性フィルムであって、前記ポリウレタン系樹脂層を構成するポリウレタン系樹脂が下記(1)式および/または下記(2)式で示される骨格を含有する樹脂であり、かつ前記ポリウレタン系樹脂層が塗布によって形成され、前記ポリウレタン系樹脂層と無機物層との間に金属アンカー蒸着層が配され、全光線透過率が89.8%以上、ヘイズが2.2%以下、酸素透過率0.17cc/(m 2 ・day・atm)以下、水蒸気透過率0.33g/(m 2 ・day)以下であるものである。
(iii)本発明のガスバリア性フィルムの好ましい態様によれば、前記(i)〜(ii)のいずれかのガスバリア性フィルムにおいて、前記ポリウレタン系樹脂層の塗布量が0.01〜2.0g/m2の範囲である。
(iv)本発明のガスバリア性フィルムの好ましい態様によれば、前記(i)〜(iii)のいずれかのガスバリア性フィルムにおいて、前記金属アンカー蒸着層の蒸着量が5〜1000ng/cm2の範囲である。
(v)本発明のガスバリア性フィルムの好ましい態様によれば、前記(i)〜(iv)のいずれかのガスバリア性フィルムにおいて、前記金属アンカー蒸着層を構成する金属が銅である。
(vi)本発明のガスバリア性フィルムの好ましい態様によれば、前記(i)〜(v)のいずれかのガスバリア性フィルムにおいて、前記無機物層を構成する無機物が無機酸化物である。
(vii)本発明のガスバリア性フィルムの好ましい態様によれば、前記(vi)のガスバリア性フィルムにおいて、無機物層を構成する無機酸化物が酸化アルミニウム、酸化珪素および酸化窒化珪素からなる群から選択された少なくとも1種の無機酸化物である。
以下、本発明のガスバリア性フィルムについて詳細に説明する。
本発明において用いられるポリウレタン系樹脂は、下記(1)式および/または下記(2)式に示される骨格を構造中に含有するものであり、脂環族化合物および芳香族化合物のいずれであっても良い。
本発明で用いた特性の評価方法は、下記のとおりである。
温度23℃、湿度0%RHの条件で、米国、モコン(MOCON)社製の酸素透過率測定装置(機種名、“オキシトラン”(登録商標)(“OXTRAN ”2/20))を使用して、JIS K7126(2000年版)に記載のB法(等圧法)に基づいて測定した。1つのサンプルから2枚の試験片を切り出し、各々の試験片について測定を1回ずつ行い、2つの測定値の平均値をそのサンプルの酸素透過率の値とした。
温度40℃、湿度90%RHの条件で、米国、モコン(MOCON)社製の水蒸気透過率透過率測定装置(機種名、“パ−マトラン”(登録商標)W3/31)を使用してJIS K7129(2000年版)に記載のB法(赤外センサー法)に基づいて測定した。1つのサンプルから2枚の試験片を切り出し、各々の試験片について測定を1回ずつ行い、2つの測定値の平均値をそのサンプルの酸素透過率の値とした。
1つのサンプルから2枚の4cm角の試験片を切り出した。この試験片を希硝酸に溶解した後、蒸留水25mlで定容した。この定容液について加熱原子吸光法により金属の蒸着量を定量した。2枚の試験片で行った測定結果の平均値をそのサンプルのアンカー蒸着層の蒸着量とした。
透過型電子顕微鏡(日立製作所製H−7100FA型)にて試験片の断面写真を撮り、写真上で厚みを実測し、写真倍率で割り返し、実際の厚みを求めた。1つのサンプルから2枚の試験片を切り出し、各々の試験片について測定を2箇所ずつ行い、得られた4つの測定値の平均値をそのサンプルの無機物層の厚みとした。
直読式ヘイズメーター(スガ試験機製 HGM−20P)を用いてJIS K 7361(1997年版)の方法に基づいて測定した。1つのサンプルから3枚の試験片を切り出し、各々の試験片について測定を行い、その結果の平均値をそのサンプルの全光線透過率とした。
直読式ヘイズメーター(スガ試験機製 HGM−20P)を用いてJIS K 7361(1997年版)の方法に基づいて測定した。1つのサンプルから3枚の試験片を切り出し、各々の試験片について測定を行い、その結果の平均値をそのサンプルのヘイズとした。
東洋モートン株式会社製ドライラミネート用接着剤 AD−503 20部、東洋モートン株式会社製硬化剤 CAT−10 1部、および酢酸エチル 20部を量りとり、30分間攪拌して固形分濃度19重量%のドライラミネート用接着剤溶液を調整した。
この接着剤溶液を得られたガスバリア性フィルムの蒸着層面にワイヤーバーで塗布し、80℃で45秒間乾燥して3.5μmの接着剤層を形成した。次に接着剤層に、シーラントフィルムとして東レフィルム加工株式会社製無延伸ポリプロピレンフィルム ZK93Kをコロナ処理面が接着剤層と向かい合うように重ね、ハンドローラを用いて貼り合わせた。このラミネートフィルムを40℃に加熱したオーブン内で2日間エージングして密着強度測定用の積層フィルムを得た。
得られた積層フィルムから、幅15mm(TD方向)長さ200mm(MD方向)の短冊状サンプルを切り出した。短冊状サンプルの一方の短辺で基材フィルムを、他方の短辺でシーラントフィルムを把持し、引っ張り試験機を用いて引っ張り速度300mm/分、T型剥離(剥離面角度:90°)で引っぱり、基材フィルムおよびシーラントフィルム間の密着強度を測定した。その際、剥離口には水を付着させながら測定を行い、耐水密着力の評価とした。なお、測定は2つのサンプルについて行い、2つの測定値の平均値を密着強度の値とした。
1,3−キシリレンジイソシアネート429.1部、ジメチロールプロピオン酸35.4部、エチレングリコール61.5部および溶剤としてアセトニトリル140部を混合し、窒素雰囲気下で70℃の温度で3時間反応させ、カルボン酸基含有ポリウレタンプレポリマー溶液を得た。次いで、このカルボン酸基含有ポリウレタンプレポリマー溶液を50℃の温度で、トリエチルアミン24.0部で中和させた。このポリウレタンプレポリマー溶液267.9部を、750部の水にホモディスパーにより分散させ、2−[(2−アミノエチル)アミノ]エタノール35.7部で鎖伸長反応を行い、アセトニトリルを留去することにより、固形分25重量%で前記(1)式に示される骨格構造を含有するポリウレタン系樹脂1の水分散体を得た。このようにして得られたポリウレタン系樹脂1の水分散体(10部)に希釈溶媒として水35部およびメタノール5部を添加し、30分間攪拌することにより固形分濃度5%のコーティング液1を得た。
1,4−ビス(イソシアネートメチル)シクロヘキサン439.1部、ジメチロールプロピオン酸35.4部、エチレングリコール61.5部および溶剤としてアセトニトリル140部を混合し、窒素雰囲気下で70℃の温度で3時間反応させ、カルボン酸基含有ポリウレタンプレポリマー溶液を得た。次いで、このカルボン酸基含有ポリウレタンプレポリマー溶液を50℃の温度で、トリエチルアミン24.0部で中和させた。このポリウレタンプレポリマー溶液267.9部を、750部の水にホモディスパーにより分散させ、2−[(2−アミノエチル)アミノ]エタノール35.7部で鎖伸長反応を行い、アセトニトリルを留去することにより、固形分25重量%で前記(2)式に示される骨格構造を含有するポリウレタン系樹脂2の水分散体を得た。このようにして得られたポリウレタン系樹脂2の水分散体(10部)に希釈溶媒として水35部およびメタノール5部を添加し、30分間攪拌することにより固形分濃度5%のコーティング液2を得た。
ポリエチレンテレフタレート樹脂ペレットを押出機の口金から押し出し、静電密着法を併用しつつ冷却ドラム上にキャストし、無定形ポリエステルシートを得た。上記の無定形ポリエステルシートを90℃の温度で縦方向に3.4倍延伸した後、実施例1に記載の方法で調製したコーティング液1をワイヤーバー方式で無定形ポリエステルフィルムシートの片面に塗布し、更に110℃の温度で横方向に2.9倍延伸し、228℃の温度で熱処理して塗布量が0.1g/m2で、厚さ40μmのコーティングポリエステルフィルム3を得た。次に、蒸着用キャリアフィルムとしての厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)のフィルムロールに、A4サイズにカットしたコーティングフィルム3をポリウレタン樹脂層面が外側を向くように複数枚貼りつけた。次いで、参考例1’に記載の方法と同様にして銅蒸着層とアルミ蒸着層を形成してガスバリア性フィルム3を得た。
一方の面がコロナ放電処理された厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)を、一方の面がコロナ放電処理された厚さ12μmの二軸延伸ポリエチレンナフタレートフィルムに替える以外は、実施例1と同様の方法でコーティングフィルム4を得た。次に、蒸着用キャリアフィルムとしての厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)のフィルムロールに、A4サイズにカットしたコーティングフィルム4をポリウレタン樹脂層面が外側を向くように複数枚貼りつけた。次いで、参考例1’に記載の方法と同様にして銅蒸着層とアルミ蒸着層を形成してガスバリア性フィルム4を得た。
一方の面がコロナ放電処理された厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)を、一方の面がコロナ放電処理された厚さ15μmの延伸ポリ乳酸フィルムに替える以外は実施例1と同様の方法でコーティングフィルム5を得た。次に、蒸着用キャリアフィルムとしての厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)のフィルムロールに、A4サイズにカットしたコーティングフィルム5をポリウレタン樹脂層面が外側を向くように複数枚貼りつけた。次いで、参考例1’に記載の方法と同様にして銅蒸着層とアルミ蒸着層を形成してガスバリア性フィルム5を得た。
参考例1’に記載の方法と同様にしてコーティングフィルム1を得た。次に、蒸着用キャリアフィルムとしての厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)のフィルムロールに、A4サイズにカットしたコーティングフィルム1をポリウレタン樹脂層面が外側を向くように複数枚貼りつけた。次いで、巻き取り式の真空蒸着装置を使用して、そのポリウレタン樹脂層面に、1Paのプラズマ雰囲気、5×10−4torrにてルツボから溶融・蒸気化する純度99.9%アルミニウムに対して純度99.9%の酸素ガスを導入しながら、フィルム上に膜厚15nmの酸化アルミニウム層を形成した。最後に、A4サイズのフィルムを蒸着用キャリアフィルムから剥がしてガスバリア性フィルム6を得た。得られたガスバリア性フィルム6について密着力の評価を行った結果、50g/15mmの耐水密着力であった。
参考例1’に記載の方法と同様にしてコーティングフィルム1を得た。次に、蒸着用キャリアフィルムとしての厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)のフィルムロールに、A4サイズにカットしたコーティングフィルム1をポリウレタン樹脂層面が外側を向くように複数枚貼りつけた。次いで、巻き取り式の真空蒸着装置を使用して、そのポリウレタン樹脂層面に、1Paのプラズマ雰囲気においてイオン化させた酸素ガスを99.9%銅からなるターゲットにスパッタリングすることにより、平均厚み10ng/cm2の銅蒸着層を形成した。次いで、1Paのプラズマ雰囲気、5×10−4torrにてルツボから溶融・蒸気化する純度99.9%アルミニウムに対して純度99.9%の酸素ガスを導入しながら、銅蒸着層上に膜厚15nmの酸化アルミニウム層を形成した。最後に、A4サイズのフィルムを蒸着用キャリアフィルムから剥がしてガスバリア性フィルム7を得た。得られたガスバリア性フィルム7について密着力の評価を行った結果、400g/15mmの耐水密着力であった。
参考例2に記載の方法と同様にしてコーティングフィルム2を得た。次に、蒸着用キャリアフィルムとしての厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)のフィルムロールに、A4サイズにカットしたコーティングフィルム2をポリウレタン樹脂層面が外側を向くように複数枚貼りつけた。次いで、実施例6に記載の方法と同様にして銅蒸着層と酸化アルミニウム層を形成してガスバリア性フィルム8を得た。
参考例3に記載の方法と同様にしてコーティングフィルム3を得た。次に、蒸着用キャリアフィルムとしての厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)のフィルムロールに、A4サイズにカットしたコーティングフィルム3をポリウレタン樹脂層面が外側を向くように複数枚貼りつけた。次いで、実施例6に記載の方法と同様にして銅蒸着層と酸化アルミニウム層を形成してガスバリア性フィルム9を得た。
コーティングフィルム1の替わりに、一方の面がコロナ放電処理された厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)を用意した(フィルムAとする)。蒸着用キャリアフィルムとしての厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)のフィルムロールに、A4サイズにカットしたフィルムAを複数枚貼りつけた。次いで、参考例1’に記載の方法と同様にして銅蒸着層とアルミ蒸着層を形成してガスバリア性フィルム10を得た。
前記(1)式および前記(2)式に示される骨格構造を含まないポリウレタン系樹脂の水分散体である固形分30重量%の大日本インキ化学工業株式会社製“ハイドラン”(登録商標)AP−30F (10部)に、希釈溶媒として水44部およびメタノール6部を添加し、30分間攪拌することにより固形分濃度5%のコーティング液3を得た。次に一方の面がコロナ放電処理された厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)の処理面側にコーティング液3を、乾燥後の塗布量が0.2g/m2となるようにワイヤーバーを用いて塗布し、120℃の温度で20秒間乾燥してコーティングフィルム6を得た。次に、蒸着用キャリアフィルムとしての厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)のフィルムロールに、A4サイズにカットしたコーティングフィルム6をポリウレタン樹脂層面が外側を向くように複数枚貼りつけた。次いで、参考例1’に記載の方法と同様にして銅蒸着層とアルミ蒸着層を形成してガスバリア性フィルム11を得た。
前記(1)式および前記(2)式に示される骨格構造を含まないポリウレタン樹脂の水分散体である固形分30重量%の三井化学ポリウレタン株式会社製“タケラック”(登録商標)W−6010 (10部)に、希釈溶媒として水44部およびメタノール6部を添加し、30分間攪拌することで固形分濃度5%のコーティング液4を得た。次に、一方の面がコロナ放電処理された厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)の処理面側にコーティング液4を、乾燥後の塗布量が0.2g/m2となるようにワイヤーバーを用いて塗布し、120℃で20秒間乾燥してコーティングフィルム7を得た。次に、蒸着用キャリアフィルムとしての厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)のフィルムロールに、A4サイズにカットしたコーティングフィルム7をポリウレタン樹脂層面が外側を向くように複数枚貼りつけた。次いで、参考例1’に記載の方法と同様にして銅蒸着層とアルミ蒸着層を形成してガスバリア性フィルム12を得た。
ポリエチレンテレフタレート樹脂ペレットを押出機の口金から押し出し、静電密着法を併用しつつ冷却ドラム上にキャストし、無定形ポリエステルシートを得た。上記の無定形ポリエステルシートを90℃の温度で縦方向に3.4倍延伸した後、更に110℃の温度で横方向に2.9倍延伸し、228℃の温度で熱処理して厚さ40μmの2軸延伸ポリエステルフィルムを得た(フィルムBとする)。次に、蒸着用キャリアフィルムとしての厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)のフィルムロールに、A4サイズにカットしたフィルムBを複数枚貼りつけた。次いで、参考例1’に記載の方法と同様にして銅蒸着層とアルミ蒸着層を形成してガスバリア性フィルム13を得た。
一方の面がコロナ放電処理された厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)に替えて、一方の面がコロナ放電処理された厚さ12μmの二軸延伸ポリエチレンナフタレートフィルムを使用した以外は、比較例1に記載の方法と同様ガスバリア性フィルム14を得た。
一方の面がコロナ放電処理された厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)に替えて、一方の面がコロナ放電処理された厚さ15μmの延伸ポリ乳酸フィルムを使用した以外は、比較例1に記載の方法と同様にしてガスバリア性フィルム15を得た。
コーティングフィルム1の替わりに、一方の面がコロナ放電処理された厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)を使用した以外は、実施例6に記載の方法と同様にしてガスバリア性フィルム16を得た。
ポリエチレンテレフタレート樹脂ペレットを押出機の口金から押し出し、静電密着法を併用しつつ冷却ドラム上にキャストし、無定形ポリエステルシートを得た。上記の無定形ポリエステルシートを90℃の温度で縦方向に3.4倍延伸した後、更に110℃の温度で横方向に2.9倍延伸し、228℃の温度で熱処理して厚さ40μmの2軸延伸ポリエステルフィルムを得た(フィルムCとする)。次に、蒸着用キャリアフィルムとしての厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製“ルミラー”(登録商標)12T705)のフィルムロールに、A4サイズにカットしたフィルムCを複数枚貼りつけた。次いで、実施例6に記載の方法と同様の方法にして銅蒸着層とアルミ蒸着層を形成してガスバリア性フィルム17を得た。
コーティングフィルム1の替わりに、コーティングフィルム6を使用した以外は、実施例6に記載の方法と同様にしてガスバリア性フィルム18を得た。
コーティングフィルム1の替わりに、コーティングフィルム7を使用した以外は、実施例6に記載の方法と同様にしてガスバリア性フィルム19を得た。
(参考例1’、参考例2〜3と比較例1〜4の比較)
ガスバリア性フィルム1(参考例1’)、ガスバリア性フィルム2(参考例2)およびガスバリア性フィルム3(参考例3)は、前記(1)式または前記(2)式に示される骨格構造を含有するポリウレタン系樹脂層を設け、さらにアルミ蒸着層を形成したものである。ガスバリア性フィルム10(比較例1)およびガスバリア性フィルム13(比較例4)は、ポリウレタン系樹脂層を設けず、アルミ蒸着層を形成したものである。ガスバリア性フィルム11(比較例2)およびガスバリア性フィルム12(比較例3)は、前記(1)式および前記(2)式に示される骨格構造を含有しないポリウレタン系樹脂層を設け、さらにアルミ蒸着層を形成したものである。前記(1)式または前記(2)式に示される骨格構造を含有するポリウレタン系樹脂層を設けたガスバリア性フィルム1〜3はガスバリア性フィルム10〜13と比較して、酸素バリア性および水蒸気バリア性のどちらも優れていることがわかる。
また、ガスバリア性フィルム1(参考例1’)、ガスバリア性フィルム2(参考例2)は、ポリウレタン系樹脂層をオフラインコーティング法により形成したものである。ガスバリア性フィルム3(実施例3)は、ポリウレタン系樹脂層をインラインコーティング法により形成したものである。ガスバリア性フィルム1〜3とガスバリア性フィルム10,13とを比較すると、ポリウレタン系樹脂層を形成する手段としては、オフラインコーティング法あるいはインラインコーティング法のいずれの手法であっても、ガスバリア性フィルムの酸素バリア性および水蒸気バリア性を向上できることがわかる。
ガスバリア性フィルム4(参考例4)およびガスバリア性フィルム5(参考例5)は、基材フィルムとしてポリエチレンナフタレートあるいはポリ乳酸で構成されたフィルムを用い、前記(1)式または前記(2)式に示される骨格構造を含有するポリウレタン系樹脂層を設け、さらにアルミ蒸着層を形成したものである。ガスバリア性フィルム14(比較例5)およびガスバリア性フィルム15(比較例6)は、基材フィルムとしてポリエチレンナフタレートあるいはポリ乳酸で構成されたフィルムを用い、ポリウレタン系樹脂層を設けず、アルミ蒸着層を形成したものである。ガスバリア性フィルム4,5はガスバリア性フィルム5,6と比較して、酸素バリア性および水蒸気バリア性のどちらも優れていることがわかる。従って、本発明はポリエチレンテレフタレートフィルムに限らず、その他のポリエステル系フィルムにも適用可能な技術であることがわかる。
ガスバリア性フィルム6(参考例1)、ガスバリア性フィルム7(実施例6)、ガスバリア性フィルム8(参考例7)およびガスバリア性フィルム9(実施例8)は前記(1)式または前記(2)式に示される骨格構造を含有するポリウレタン系樹脂層を設け、さらに酸化アルミニウム蒸着層を形成したものである。ガスバリア性フィルム16(比較例7)およびガスバリア性フィルム17(比較例8)は、ポリウレタン系樹脂層を設けず、酸化アルミニウム蒸着層を形成したものである。前記(1)式または前記(2)式に示される骨格構造を含有するポリウレタン系樹脂層を設けたガスバリア性フィルム6〜9は、ガスバリア性フィルム16,17と比較して、酸素バリア性および水蒸気バリア性のいずれも優れていることがわかる。
また、酸化アルミニウム蒸着層を形成したフィルムは高い全光線透過率と低いヘイズを示し、透明性に優れたガスバリア性フィルムである。
さらに、ガスバリア性フィルム6(参考例1)およびガスバリア性フィルム7(実施例6)の比較から、アンカー蒸着層の有無に関わらず、前記(1)式または前記(2)式に示される骨格構造を含有するポリウレタン系樹脂層を設けたガスバリア性フィルムは高い酸素および水蒸気バリア性を示す。ただし、アンカー蒸着層を形成した方が、ポリウレタン系樹脂層と酸化アルミニウム層との間の耐水密着力が向上する。
Claims (7)
-
ポリエステル系樹脂フィルムの少なくとも片面に、ポリウレタン系樹脂層および無機物層がポリエステル系樹脂フィルムからこの順に配されたガスバリア性フィルムであって、前記ポリウレタン系樹脂層を構成するポリウレタン系樹脂が下記(1)式および/または下記(2)式で示される骨格を含有する樹脂であり、かつ前記ポリウレタン系樹脂層が塗布によって形成され、前記ポリウレタン系樹脂層と無機物層との間に金属アンカー蒸着層が配され、全光線透過率が89.8%以上、ヘイズが2.2%以下、酸素透過率0.17cc/(m2・day・atm)以下、水蒸気透過率0.33g/(m2・day)以下であるガスバリア性フィルム。
- 前記ポリエステル系樹脂フィルムを構成するポリエステル系樹脂が、ポリエチレンテレフタレート、ポリエチレンナフタレート、またはポリ乳酸のいずれかである請求項1に記載のガスバリア性フィルム。
- 前記ポリウレタン系樹脂層の塗布量が0.01〜2.0g/m2の範囲である請求項1に記載のガスバリア性フィルム。
- 前記金属アンカー蒸着層の蒸着量が5〜1000ng/cm2の範囲である請求項1に記載のガスバリア性フィルム。
- 前記金属アンカー蒸着層を構成する金属が銅である請求項1に記載のガスバリア性フィルム。
- 前記無機物層を構成する無機物が無機酸化物である請求項1に記載のガスバリア性フィルム。
- 前記無機物層を構成する無機酸化物が酸化アルミニウム、酸化珪素および酸化窒化珪素からなる群から選択された少なくとも1種の無機酸化物である請求項6に記載のガスバリア性フィルム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007545766A JP5259191B2 (ja) | 2006-09-22 | 2007-08-31 | ガスバリア性フィルム |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006257775 | 2006-09-22 | ||
| JP2006257775 | 2006-09-22 | ||
| PCT/JP2007/066968 WO2008035557A1 (en) | 2006-09-22 | 2007-08-31 | Gas barrier film |
| JP2007545766A JP5259191B2 (ja) | 2006-09-22 | 2007-08-31 | ガスバリア性フィルム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2008035557A1 JPWO2008035557A1 (ja) | 2010-01-28 |
| JP5259191B2 true JP5259191B2 (ja) | 2013-08-07 |
Family
ID=39200384
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007545766A Expired - Fee Related JP5259191B2 (ja) | 2006-09-22 | 2007-08-31 | ガスバリア性フィルム |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US8252421B2 (ja) |
| EP (1) | EP2065178B1 (ja) |
| JP (1) | JP5259191B2 (ja) |
| KR (1) | KR101448321B1 (ja) |
| CN (1) | CN101516614B (ja) |
| WO (1) | WO2008035557A1 (ja) |
Families Citing this family (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2007111076A1 (ja) * | 2006-03-24 | 2009-08-06 | コニカミノルタエムジー株式会社 | 透明バリア性シートおよび透明バリア性シートの製造方法 |
| JP5040491B2 (ja) * | 2007-07-13 | 2012-10-03 | 東レ株式会社 | ガスバリア性フィルム |
| EP2222459A4 (en) | 2007-12-10 | 2012-12-05 | Toray Plastics America Inc | BIAXIALLY ORIENTED POLYLACTIC ACID FILM WITH LOW PERMEABILITY BARRIER |
| JP5298656B2 (ja) * | 2008-06-18 | 2013-09-25 | 凸版印刷株式会社 | 強密着ガスバリア性フィルム |
| JP2010006935A (ja) * | 2008-06-26 | 2010-01-14 | Toyobo Co Ltd | 被覆フィルムおよび蒸着フィルム |
| CA2733581A1 (en) | 2008-08-15 | 2010-02-18 | Toray Plastics (America), Inc. | Biaxially oriented polylactic acid film with high barrier |
| KR101563950B1 (ko) * | 2008-10-01 | 2015-10-28 | 도레이 카부시키가이샤 | 가스 배리어성 필름 |
| JP5375255B2 (ja) * | 2009-03-27 | 2013-12-25 | 東レ株式会社 | 蒸着用フィルムおよびガスバリアフィルム |
| EP2411224B1 (en) * | 2009-03-27 | 2017-06-21 | Toray Plastics (America) , Inc. | Biaxially oriented metallized polylactic acid film with high metal adhesion and high barrier properties |
| US9150004B2 (en) | 2009-06-19 | 2015-10-06 | Toray Plastics (America), Inc. | Biaxially oriented polylactic acid film with improved heat seal properties |
| WO2010151872A1 (en) * | 2009-06-26 | 2010-12-29 | Toray Plastics (America) , Inc. | Biaxially oriented polylactic acid film with improved moisture barrier |
| US9221213B2 (en) | 2009-09-25 | 2015-12-29 | Toray Plastics (America), Inc. | Multi-layer high moisture barrier polylactic acid film |
| EP2480710B1 (en) * | 2009-09-25 | 2018-01-24 | Toray Plastics (America) , Inc. | Multi-layer high moisture barrier polylactic acid film and its method of forming |
| CA2774653C (en) * | 2009-10-02 | 2015-05-19 | Toray Plastics (America), Inc. | Biodegradable composite barrier film |
| JP2011104996A (ja) * | 2009-10-22 | 2011-06-02 | Toyobo Co Ltd | 被覆フィルムおよび蒸着フィルム |
| JP2011131902A (ja) * | 2009-12-23 | 2011-07-07 | Taoka Chem Co Ltd | 2−シアノアクリレート系接着剤用包装材料 |
| JP4799700B1 (ja) * | 2010-03-23 | 2011-10-26 | 尾池工業株式会社 | 熱水耐性を有するガスバリアフィルムの製造方法及び熱水耐性を有するガスバリアフィルム |
| JP4799699B1 (ja) * | 2010-03-23 | 2011-10-26 | 尾池工業株式会社 | ガスバリアフィルムの製造方法及びガスバリアフィルム |
| JP4799698B1 (ja) * | 2010-03-23 | 2011-10-26 | 尾池工業株式会社 | ガスバリアフィルムの製造方法及びガスバリアフィルム |
| JP4772165B1 (ja) * | 2010-03-23 | 2011-09-14 | 尾池工業株式会社 | ガスバリアフィルムの製造方法及びガスバリアフィルム |
| WO2011123165A1 (en) | 2010-03-31 | 2011-10-06 | Toray Plastics (America), Inc. | Biaxially oriented polyactic acid film with reduced noise level |
| US9492962B2 (en) | 2010-03-31 | 2016-11-15 | Toray Plastics (America), Inc. | Biaxially oriented polylactic acid film with reduced noise level and improved moisture barrier |
| KR101712177B1 (ko) * | 2010-06-29 | 2017-03-07 | 코오롱인더스트리 주식회사 | 수축필름 및 이의 제조방법 |
| WO2012039259A1 (ja) * | 2010-09-22 | 2012-03-29 | 三井化学株式会社 | ポリウレタン樹脂組成物、ポリウレタンディスパージョン、蒸着用アンカーコートフィルムおよびアンカーコートされた蒸着フィルム |
| JP5351204B2 (ja) * | 2011-04-05 | 2013-11-27 | 尾池工業株式会社 | 熱水耐性を有するガスバリアフィルムの製造方法及び熱水耐性を有するガスバリアフィルム |
| US20130034689A1 (en) * | 2011-08-05 | 2013-02-07 | Andrew Tye Hunt | Inorganic Nanocoating Primed Organic Film |
| US20130330531A1 (en) * | 2012-06-06 | 2013-12-12 | Cheil Industries, Inc. | Barrier stacks and methods of making the same |
| KR102196648B1 (ko) * | 2013-01-11 | 2020-12-30 | 도레이 카부시키가이샤 | 가스 배리어성 필름 |
| EP3015261A4 (en) * | 2013-06-27 | 2017-03-01 | Toray Industries, Inc. | Sheet, inorganic-substance-laminated sheet and electronic device using same |
| WO2015111572A1 (ja) * | 2014-01-27 | 2015-07-30 | 東レ株式会社 | ガスバリア性フィルム |
| JP2017513746A (ja) * | 2014-04-10 | 2017-06-01 | ナノパック、インク. | 蒸着コーティングと高分子コーティングを併用した強化バリアフィルム |
| JP6537266B2 (ja) * | 2014-12-24 | 2019-07-03 | ユニチカ株式会社 | 積層体 |
| SG11201707057YA (en) | 2015-03-11 | 2017-09-28 | Mitsui Chemicals Inc | Laminate, food packaging material, and method for producing laminate |
| WO2016205061A1 (en) * | 2015-06-16 | 2016-12-22 | 3M Innovative Properties Company | Barrier films, vacuum insulation panels and moisture barrier bags employing same |
| DK178929B9 (en) * | 2015-12-15 | 2017-06-26 | Radiometer Medical Aps | A Bag Containing a Reference Fluid |
| BR112019011623A2 (pt) * | 2016-12-09 | 2020-08-18 | Bemis Company, Inc | filmes de embalagem com camadas individuais alternadas de vidro e plástico |
| US10882289B2 (en) | 2017-08-14 | 2021-01-05 | Engineered Materials, Inc. | Barrier film substrate, method of making same, and use thereof |
| EP4282891A4 (en) * | 2021-01-22 | 2024-12-18 | Mitsui Chemicals, Inc. | Polyurethane dispersion, gas barrier coating material, and laminate |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08269689A (ja) | 1995-03-31 | 1996-10-15 | Toyo Metaraijingu Kk | 蒸着プラスチックフィルム及びその製造方法 |
| JPH09106926A (ja) | 1995-10-09 | 1997-04-22 | Diafoil Co Ltd | 金属蒸着ポリエステルフィルムコンデンサ |
| JPH11157008A (ja) | 1997-11-28 | 1999-06-15 | Toyo Metallizing Co Ltd | アルミ蒸着ポリエステルフィルム及びその製法 |
| JPH11322982A (ja) | 1998-05-14 | 1999-11-26 | Dainippon Printing Co Ltd | 透明バリア性フィルム |
| JP2000177052A (ja) * | 1998-12-11 | 2000-06-27 | Toyo Metallizing Co Ltd | 金属蒸着ポリウレタンフイルム |
| US6166849A (en) * | 1998-12-15 | 2000-12-26 | Ppg Industries Ohio, Inc. | Aromatic glycidyl amine-based epoxy edge seals for electrooptic devices |
| JP2000185374A (ja) | 1998-12-22 | 2000-07-04 | Mitsubishi Chem Mkv Co | 塩化ビニル系樹脂材及び樹脂サーミスタ用外装絶縁体 |
| JP2001010003A (ja) * | 1999-06-28 | 2001-01-16 | Tohcello Co Ltd | ガスバリア性フィルム |
| JP4524463B2 (ja) | 1999-07-27 | 2010-08-18 | 三井化学株式会社 | ガスバリア性ポリウレタン樹脂及びこれを含むガスバリア性フィルム |
| KR100923609B1 (ko) * | 2001-09-05 | 2009-10-23 | 미츠비시 가스 가가쿠 가부시키가이샤 | 가스 차단성 라미네이트용 접착제 및 라미네이트 필름 |
| US6866949B2 (en) * | 2002-03-08 | 2005-03-15 | Dai Nippon Printing Co., Ltd. | Substrate film, gas barrier film, and display using the same |
| JP2004035833A (ja) | 2002-07-05 | 2004-02-05 | Toyo Ink Mfg Co Ltd | ガスバリア性フィルム及び該フィルムの製造方法 |
| CA2507030C (en) * | 2002-11-22 | 2011-12-20 | Toppan Printing Co., Ltd. | Gas barrier laminate film |
| JP2004231730A (ja) | 2003-01-29 | 2004-08-19 | Mitsubishi Gas Chem Co Inc | ガスバリア性コートフィルム |
| JP4402412B2 (ja) * | 2003-09-25 | 2010-01-20 | 大日本印刷株式会社 | 積層材およびそれを使用した包装用袋 |
| JP4344673B2 (ja) * | 2003-10-15 | 2009-10-14 | フタムラ化学株式会社 | ガスバリアフィルム |
| CN101786350B (zh) * | 2004-03-25 | 2011-07-27 | 三菱树脂株式会社 | 阻气性叠层体 |
| US20080070043A1 (en) * | 2004-10-12 | 2008-03-20 | Tory Industries, Inc. | Gas Barrier Resin Composition and Gas Barrier Film |
-
2007
- 2007-08-31 EP EP20070806445 patent/EP2065178B1/en not_active Not-in-force
- 2007-08-31 WO PCT/JP2007/066968 patent/WO2008035557A1/ja not_active Ceased
- 2007-08-31 CN CN200780034806.0A patent/CN101516614B/zh not_active Expired - Fee Related
- 2007-08-31 US US12/442,166 patent/US8252421B2/en not_active Expired - Fee Related
- 2007-08-31 KR KR1020097005782A patent/KR101448321B1/ko not_active Expired - Fee Related
- 2007-08-31 JP JP2007545766A patent/JP5259191B2/ja not_active Expired - Fee Related
-
2012
- 2012-07-25 US US13/557,811 patent/US8449982B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN101516614B (zh) | 2014-01-15 |
| WO2008035557A1 (en) | 2008-03-27 |
| KR20090054450A (ko) | 2009-05-29 |
| KR101448321B1 (ko) | 2014-10-07 |
| EP2065178A4 (en) | 2009-09-23 |
| US8252421B2 (en) | 2012-08-28 |
| EP2065178B1 (en) | 2014-06-25 |
| JPWO2008035557A1 (ja) | 2010-01-28 |
| EP2065178A1 (en) | 2009-06-03 |
| US8449982B2 (en) | 2013-05-28 |
| US20090263654A1 (en) | 2009-10-22 |
| US20120288708A1 (en) | 2012-11-15 |
| CN101516614A (zh) | 2009-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5259191B2 (ja) | ガスバリア性フィルム | |
| EP2011641B1 (en) | Gas barrier film | |
| JP5540704B2 (ja) | ガスバリア性フィルム | |
| JP6631098B2 (ja) | 積層フィルム | |
| JP6962364B2 (ja) | 積層フィルム | |
| CN103237659A (zh) | 层叠膜 | |
| JP6927336B2 (ja) | ガスバリア性積層フィルムおよびその製造方法 | |
| JPWO2018159248A1 (ja) | 積層フィルム | |
| JP5625346B2 (ja) | 蒸着用二軸配向ポリエステルフィルム | |
| JP2010131756A (ja) | ガスバリア性フィルム | |
| JP7355019B2 (ja) | 積層フィルム | |
| JP2001058383A (ja) | 樹脂被覆ポリエステルフィルムおよびその製造方法 | |
| JP5040491B2 (ja) | ガスバリア性フィルム | |
| JP7231004B2 (ja) | ラミネート積層体 | |
| JP2017177544A (ja) | ガスバリア性アルミニウム蒸着フィルム | |
| JP2017177590A (ja) | 積層フィルム | |
| JP7279759B2 (ja) | 積層フィルム、積層体及び包装体 | |
| JP7218577B2 (ja) | 積層フィルム | |
| JPWO2008120600A1 (ja) | ガスバリア性フィルム | |
| WO2022176630A1 (ja) | 積層フィルム | |
| JP2018167505A (ja) | 積層フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100823 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120206 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120612 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130124 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130319 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130424 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160502 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5259191 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |