JP5196895B2 - 巻線方法及び巻線装置 - Google Patents
巻線方法及び巻線装置 Download PDFInfo
- Publication number
- JP5196895B2 JP5196895B2 JP2007184342A JP2007184342A JP5196895B2 JP 5196895 B2 JP5196895 B2 JP 5196895B2 JP 2007184342 A JP2007184342 A JP 2007184342A JP 2007184342 A JP2007184342 A JP 2007184342A JP 5196895 B2 JP5196895 B2 JP 5196895B2
- Authority
- JP
- Japan
- Prior art keywords
- wire
- winding
- guide
- magnetic pole
- wound
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004804 winding Methods 0.000 title claims description 258
- 238000000034 method Methods 0.000 title claims description 55
- 230000007246 mechanism Effects 0.000 claims description 93
- 230000002093 peripheral effect Effects 0.000 claims description 9
- 230000008569 process Effects 0.000 claims description 9
- 238000003780 insertion Methods 0.000 claims description 6
- 230000037431 insertion Effects 0.000 claims description 6
- 230000009471 action Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
Images








Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/08—Forming windings by laying conductors into or around core parts
- H02K15/085—Forming windings by laying conductors into or around core parts by laying conductors into slotted stators
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/08—Forming windings by laying conductors into or around core parts
- H02K15/095—Forming windings by laying conductors into or around core parts by laying conductors around salient poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
- H02K3/28—Layout of windings or of connections between windings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/4902—Electromagnet, transformer or inductor
- Y10T29/49071—Electromagnet, transformer or inductor by winding or coiling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/4902—Electromagnet, transformer or inductor
- Y10T29/49075—Electromagnet, transformer or inductor including permanent magnet or core
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/53143—Motor or generator
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
まず、図1及び図2を参照して、本発明の第1の実施の形態に係る巻線装置100の構成について説明する。図1は巻線装置100を示す斜視図であり、図2は巻線装置100の要部拡大斜視図である。
(1)線材2が巻線されていない状態で、隣合うティース4の間隔がノズル9の幅よりも小さいステータ1に対して巻線を行う場合には、1層目から上部ガイド7及び下部ガイド8を用いた巻線が行われる。
(2)以上の巻線方法では、ノズル9がスロット5内を通過不能となった場合には、ノズル9を、スロット5の各開口部5a,5b,5c(各開口部5d,5e,5f)に沿ってスロット5外を移動させ、繰出される線材2をスロット5内に挿入させた。これに代わり、ノズル9を移動させずに、ステータ1及び上部ガイド7、下部ガイド8を移動させることによって、ノズル9をスロット5の各開口部5a,5b,5c(各開口部5d,5e,5f)に沿って相対移動させ、ノズル9から繰出される線材2をスロット5内に挿入するようにしてもよい。
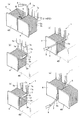
(3)以上の巻線方法では、上部ガイド7による線材2の保持の解除は、スロット5内に挿入された線材2が巻線対象ティース4の一側面の巻線位置に導かれた直後(図4(a)に示す状態)に行った。しかし、上部ガイド7による線材2の保持の解除は、スロット5内に挿入された線材2が巻線対象ティース4の一側面の巻線位置に導かれた直後から下部ガイド8が線材2の保持を解除するまでの間(図4(a)から図4(f)の間)であれば、どのタイミングにて行ってもよい。
(4)以上では、ヨーク3の内周にティース4が放射状に配置されるインナーステータに対して線材2を巻線する場合について説明した。しかし、ステータ1は、ヨーク3の外周にティース4が放射状に配置されるアウターステータであってもよい。この場合、ノズル移動機構11は、アウターステータの外周に配置される。
図9を参照して、本発明の第2の実施の形態に係る巻線装置200について説明する。図9は巻線装置200を示す断面図である。
1 ステータ
2 線材
3 ヨーク
4 ティース
4A,4B 巻線対象ティースに隣接するティース
5 スロット
5a〜5f スロットの開口部
7 上部ガイド
8 下部ガイド
9 ノズル
10 インデックス機構
11 ノズル移動機構
12 ガイド移動機構
21 ノズル保持部材
Claims (4)
- 複数の磁極が放射状に配置されたステータに対して線材繰出し部材から繰出される線材を巻線する巻線方法であって、
前記線材繰出し部材から繰出された線材をガイドにて保持し、磁極に対して位置決めする位置決め工程と、
前記ガイドにて線材を保持した状態で、前記線材繰出し部材を隣接する磁極の間を通すことなく前記ステータに対して相対移動させ、前記線材繰出し部材から繰出される線材を隣接する磁極の間に挿入する線材挿入工程と、を備え、
前記線材繰出し部材を磁極の周囲を周回させることによって磁極に対して線材を巻線する過程にて、前記線材繰出し部材が隣接する磁極に巻線された線材との間を通過不能となった場合に、前記位置決め工程及び前記線材挿入工程を行って線材を磁極に対して巻線し、
前記位置決め工程の位置決めは、巻線対象の磁極の外周面のうち、隣接する磁極に対峙しない非対峙面に対して行われ、
前記線材挿入工程は、前記線材繰出し部材を、隣接する磁極の間に形成されたスロットの開口部に沿って相対移動させることによって行われ、
前記ガイドは、巻線対象の磁極の外周面のうち、隣接する磁極に対峙しない非対峙面に対向して配置され、
線材が巻線対象の磁極に対して1巻きされる毎に、前記ガイドを前記巻線対象の磁極の巻軸方向に線材の線径分だけ移動させ、巻線対象の磁極に対する線材の整列巻きを行い、
前記ガイドは、
前記巻線対象の磁極に巻線される線材の巻線方向と平行に配置された第1ガイドと、
当該第1ガイドとの間に線材の線径分の間隔をもって配置された第2ガイドと、を備え、
前記第1ガイドと前記第2ガイドとの間にて線材を保持し、
前記ガイドは、巻線方向に並んで一対配置されることを特徴とする巻線方法。 - 前記位置決め工程は、
前記線材繰出し部材から繰出された線材を、前記巻線対象の磁極に対向して配置された前記第1ガイドに当接させ磁極上に導く工程と、
前記第2ガイドを磁極に対して接近させ、前記第1ガイドと前記第2ガイドとの間にて線材を保持すると共に、保持した線材を磁極に対して位置決めする工程と、
を備えることを特徴とする請求項1に記載の巻線方法。 - 前記ガイドは、線材を保持する切欠部を有することを特徴とする請求項1又は2に記載の巻線方法。
- 複数の磁極が放射状に配置されたステータに対して線材繰出し部材から繰出される線材を巻線する巻線装置であって、
前記線材繰出し部材を前記ステータに対して相対移動させる線材繰出し部材移動機構と、
前記線材繰出し部材から繰出された線材を保持し、磁極に対して位置決めするガイドと、を備え、
前記線材繰出し部材を磁極の周囲を周回させることによって磁極に対して線材を巻線する過程にて、前記線材繰出し部材が隣接する磁極に巻線された線材との間を通過不能となった場合には、前記ガイドにて線材を保持して位置決めした状態で、前記線材繰出し部材を隣接する磁極の間を通すことなく前記ステータに対して相対移動させ、前記線材繰出し部材から繰出される線材を隣接する磁極の間に挿入することによって線材を磁極に対して巻線し、
前記位置決めは、巻線対象の磁極の外周面のうち、隣接する磁極に対峙しない非対峙面に対して行われ、
前記線材繰出し部材から繰出される線材を隣接する磁極の間に挿入するには、前記線材繰出し部材を、隣接する磁極の間に形成されたスロットの開口部に沿って相対移動させ、
前記ガイドは、巻線対象の磁極の外周面のうち、隣接する磁極に対峙しない非対峙面に対向して配置され、
線材が巻線対象の磁極に対して1巻きされる毎に、前記ガイドを前記巻線対象の磁極の巻軸方向に線材の線径分だけ移動させ、巻線対象の磁極に対する線材の整列巻きを行い、
前記ガイドは、
前記巻線対象の磁極に巻線される線材の巻線方向と平行に配置された第1ガイドと、
当該第1ガイドとの間に線材の線径分の間隔をもって配置された第2ガイドと、を備え、
前記第1ガイドと前記第2ガイドとの間にて線材を保持し、
前記ガイドは、巻線方向に並んで一対配置されることを特徴とする巻線装置。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007184342A JP5196895B2 (ja) | 2007-07-13 | 2007-07-13 | 巻線方法及び巻線装置 |
| TW097123279A TWI384727B (zh) | 2007-07-13 | 2008-06-23 | Winding method and winding device |
| EP08011423.4A EP2015427B1 (en) | 2007-07-13 | 2008-06-24 | Winding method and winding device |
| CN2008101323368A CN101345460B (zh) | 2007-07-13 | 2008-07-11 | 绕线方法以及绕线装置 |
| US12/216,879 US8146238B2 (en) | 2007-07-13 | 2008-07-11 | Winding method |
| KR1020080067304A KR100965696B1 (ko) | 2007-07-13 | 2008-07-11 | 권선 방법 및 권선 장치 |
| US13/409,147 US8490280B2 (en) | 2007-07-13 | 2012-03-01 | Winding device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007184342A JP5196895B2 (ja) | 2007-07-13 | 2007-07-13 | 巻線方法及び巻線装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009022133A JP2009022133A (ja) | 2009-01-29 |
| JP5196895B2 true JP5196895B2 (ja) | 2013-05-15 |
Family
ID=39790283
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007184342A Active JP5196895B2 (ja) | 2007-07-13 | 2007-07-13 | 巻線方法及び巻線装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US8146238B2 (ja) |
| EP (1) | EP2015427B1 (ja) |
| JP (1) | JP5196895B2 (ja) |
| KR (1) | KR100965696B1 (ja) |
| CN (1) | CN101345460B (ja) |
| TW (1) | TWI384727B (ja) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5508147B2 (ja) * | 2010-06-02 | 2014-05-28 | 日特エンジニアリング株式会社 | 巻線機及び巻線方法 |
| JP5610887B2 (ja) * | 2010-07-16 | 2014-10-22 | 株式会社ベステック | 分割コア式ワークの巻線機及び巻線方法 |
| DE102014006406B4 (de) | 2014-04-25 | 2018-01-04 | Audi Ag | Vorrichtung und Verfahren zum Bewickeln eines Wicklungsträgers |
| CN106463257B (zh) * | 2014-05-22 | 2018-10-30 | 株式会社村田制作所 | 多线绕线方法、多线绕线装置以及绕线型线圈部件 |
| CN104201844B (zh) * | 2014-09-19 | 2016-09-28 | 合肥凯邦电机有限公司 | 定子绕线机的切线装置 |
| DE102015007836A1 (de) | 2015-03-13 | 2016-09-15 | Audi Ag | Verfahren zum Wickeln einer Spule |
| CN105553198B (zh) * | 2016-02-04 | 2020-06-05 | 郑州工商学院 | 外定子电机快速下线器 |
| DE102016004013A1 (de) * | 2016-04-02 | 2017-10-05 | Audi Ag | Verfahren zum Bewickeln eines Spulenträgers |
| JP6629136B2 (ja) * | 2016-05-18 | 2020-01-15 | 株式会社ミツバ | 巻線方法 |
| DE102016219051A1 (de) * | 2016-09-30 | 2018-04-05 | Robert Bosch Gmbh | Elektromotor zum Antrieb eines ABS-Systems |
| CN106787524A (zh) * | 2016-12-30 | 2017-05-31 | 浙江省三门县王中王电机焊接设备有限公司 | 飞叉式绕线机 |
| JP6779527B2 (ja) * | 2017-08-04 | 2020-11-04 | 株式会社小田原エンジニアリング | コイル組立装置、コイル組立方法及び回転電機の製造装置 |
| DE102017223859A1 (de) * | 2017-12-28 | 2019-07-04 | Aumann Espelkamp Gmbh | Wickelmaschine |
| US20190214893A1 (en) * | 2018-01-11 | 2019-07-11 | Aumann Espelkamp Gmbh | Wire outlet nozzle arrangement |
| KR102146824B1 (ko) * | 2018-10-29 | 2020-08-21 | 동성이엔지 주식회사 | 코일권선장치를 이용한 코일권선유닛 제조시스템 |
| CN111181331B (zh) * | 2020-03-02 | 2020-11-10 | 江苏卓燃工程咨询有限公司 | 一种电动机转子绕线机 |
| JP7367619B2 (ja) * | 2020-06-12 | 2023-10-24 | 株式会社デンソー | 巻線装置及び巻線方法 |
| CN116526782B (zh) * | 2023-05-17 | 2024-03-08 | 跃科智能制造(无锡)有限公司 | 一种扁线定子自动插线工艺 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DD120575A1 (ja) * | 1975-08-19 | 1976-06-12 | ||
| JPH09154264A (ja) * | 1995-09-25 | 1997-06-10 | Toyota Motor Corp | コイル巻線機 |
| JP3611411B2 (ja) | 1996-10-03 | 2005-01-19 | 株式会社アルテック京都 | アウターローター型モーターの巻線機 |
| JP3451033B2 (ja) * | 1999-04-28 | 2003-09-29 | 日特エンジニアリング株式会社 | 巻線装置 |
| JP3380885B2 (ja) * | 2000-05-25 | 2003-02-24 | 株式会社林工業所 | モータ固定子の巻線方法及び巻線装置 |
| JP3719122B2 (ja) * | 2000-09-27 | 2005-11-24 | ダイキン工業株式会社 | 電動機の巻線方法および巻線装置および電動機 |
| JP2002199673A (ja) * | 2000-12-26 | 2002-07-12 | Tamagawa Seiki Co Ltd | ステータ巻線方法及びステータ巻線機 |
| JP2003047215A (ja) | 2001-08-03 | 2003-02-14 | Moric Co Ltd | 回転界磁型電気機器の電機子巻線方法および装置 |
| JP3765747B2 (ja) * | 2001-11-22 | 2006-04-12 | 日特エンジニアリング株式会社 | 巻線方法及び巻線装置 |
| JP4304362B2 (ja) | 2002-06-25 | 2009-07-29 | 日本電気株式会社 | Pki対応の証明書確認処理方法及びその装置、並びにpki対応の証明書確認処理プログラム |
| WO2004032311A1 (ja) | 2002-10-04 | 2004-04-15 | Matsushita Electric Industrial Co., Ltd. | 電動機の固定子巻線方法 |
| JP2005318695A (ja) * | 2004-04-27 | 2005-11-10 | Toyota Motor Corp | ステータ鉄心の巻線装置、及びステータの製造方法 |
| JP3913242B2 (ja) * | 2004-09-13 | 2007-05-09 | 日特エンジニアリング株式会社 | 多極電機子の巻線方法及び巻線装置 |
-
2007
- 2007-07-13 JP JP2007184342A patent/JP5196895B2/ja active Active
-
2008
- 2008-06-23 TW TW097123279A patent/TWI384727B/zh active
- 2008-06-24 EP EP08011423.4A patent/EP2015427B1/en active Active
- 2008-07-11 US US12/216,879 patent/US8146238B2/en active Active
- 2008-07-11 CN CN2008101323368A patent/CN101345460B/zh active Active
- 2008-07-11 KR KR1020080067304A patent/KR100965696B1/ko active IP Right Grant
-
2012
- 2012-03-01 US US13/409,147 patent/US8490280B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2015427A3 (en) | 2014-04-23 |
| US20120160950A1 (en) | 2012-06-28 |
| EP2015427B1 (en) | 2020-06-24 |
| KR20090007224A (ko) | 2009-01-16 |
| TW200906029A (en) | 2009-02-01 |
| US8490280B2 (en) | 2013-07-23 |
| EP2015427A2 (en) | 2009-01-14 |
| KR100965696B1 (ko) | 2010-06-24 |
| JP2009022133A (ja) | 2009-01-29 |
| CN101345460A (zh) | 2009-01-14 |
| TWI384727B (zh) | 2013-02-01 |
| US20090013520A1 (en) | 2009-01-15 |
| US8146238B2 (en) | 2012-04-03 |
| CN101345460B (zh) | 2010-12-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5196895B2 (ja) | 巻線方法及び巻線装置 | |
| KR100454374B1 (ko) | 코일 권선기 및 와이어 권선 방법 | |
| JP5075429B2 (ja) | 多極電機子の巻線装置及び巻線方法 | |
| JP3669966B2 (ja) | 巻線方法及び巻線装置 | |
| US10715016B2 (en) | Winding device and winding method | |
| JP2006081372A (ja) | 多極電機子の巻線方法及び巻線装置 | |
| JP2011130554A (ja) | コイルの製造装置 | |
| JP4778389B2 (ja) | コイル巻線方法および装置 | |
| KR102021662B1 (ko) | 모터 고정자용 다열정렬 권선장치 및 이를 이용한 권선방법 | |
| JP2020145778A (ja) | 巻線装置及び巻線方法 | |
| JP2010135710A (ja) | 多連巻きコイル巻線方法及び装置 | |
| JP5112709B2 (ja) | コイル巻線装置及び方法 | |
| JP2003164123A (ja) | 巻線方法及び巻線装置 | |
| KR100642704B1 (ko) | 전기자의 권선 장치 및 권선 방법 | |
| JP5255827B2 (ja) | 分割コア式ワークの巻線方法、巻線機及び保持治具 | |
| JP2015126661A (ja) | 集中巻ステータの巻線挿入方法および巻線挿入機 | |
| JPH11312620A (ja) | 巻線装置 | |
| JP4401093B2 (ja) | 巻線装置 | |
| JP4713222B2 (ja) | 巻線方法及び巻線装置 | |
| JP2011125143A (ja) | 分割コアの巻線装置 | |
| JP4259066B2 (ja) | モータの製造方法 | |
| JP6996433B2 (ja) | ステータの製造装置及び製造方法 | |
| JP2008301573A (ja) | 分割コア式ワークの巻線方法、巻線機、保持治具、及び分割コア式ワーク | |
| JP6992554B2 (ja) | コイル組付装置 | |
| JP2005176531A (ja) | 電機子の巻線方法及び巻線装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100614 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120814 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120815 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120912 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130129 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130205 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5196895 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |