JP4448875B2 - 溶接設備 - Google Patents
溶接設備 Download PDFInfo
- Publication number
- JP4448875B2 JP4448875B2 JP2007250096A JP2007250096A JP4448875B2 JP 4448875 B2 JP4448875 B2 JP 4448875B2 JP 2007250096 A JP2007250096 A JP 2007250096A JP 2007250096 A JP2007250096 A JP 2007250096A JP 4448875 B2 JP4448875 B2 JP 4448875B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- panel
- stage
- line
- skeleton
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P21/00—Machines for assembling a multiplicity of different parts to compose units, with or without preceding or subsequent working of such parts, e.g. with programme control
- B23P21/004—Machines for assembling a multiplicity of different parts to compose units, with or without preceding or subsequent working of such parts, e.g. with programme control the units passing two or more work-stations whilst being composed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P2700/00—Indexing scheme relating to the articles being treated, e.g. manufactured, repaired, assembled, connected or other operations covered in the subgroups
- B23P2700/50—Other automobile vehicle parts, i.e. manufactured in assembly lines
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
- Automatic Assembly (AREA)
Description
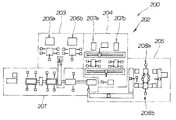
図23は従来の技術の基本構成を説明する図であり、溶接設備200は、メイン溶接ライン201と、このメイン溶接ライン201に合流するサブ溶接ライン202とからなる。サブ溶接ライン202は、フロントフロア組立ライン203と、リヤフロア組立ライン204と、エンジンコンパートメント組立ライン205とからなり、これらの各組立ライン203〜205で組み立てられたワークは、メイン溶接ライン201に供給され、溶接されて車体が組み立てられる。
複数の種類の製品を溶接可能にした溶接設備において、溶接設備を有効に且つ柔軟に活用することができるとともに、必要な設備面積を小さくすることができる技術が望まれる。また、お互いに車体構造が全く異なる複数種類の車体を、最小限の設備で多品種混流生産を可能にする技術が望まれる。
この点、本発明によれば、合流部を変更可能にする移載機構が設けられているので、製品の種類ごとに個別の移載機構を設ける必要がなくなる。つまり、移載機構の共通化が図れる。
移載機構の共通化によって、必要な設備面積を小さくすることができ、併せて、設備費用を低減することができる。
図1は本発明に係る溶接設備に備えられている溶接ラインの平面図であり、四輪車のリヤフロア部を組み立てる溶接ライン11のレイアウトを示すものである。
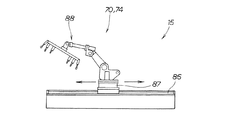
また、第1の後受取ステージ73に移載されたパネル部品アッシーは、第5移載ロボット62を用いて、主溶接ラインの第5溶接ステージ56に移載可能となっている。
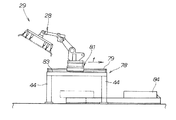
高架フレーム78は、鉛直方向上向きに延ばした4本の柱部44・・・とこれら柱部44・・・の上端部に取り付けた床部83からなる。
なお、第3パーツ移載機構49、第4パーツ移載機構54は、第1パーツ移載機構29と同様な基本構成をもつものであり、説明を省略する。
第1パネル供給部15に備えられている第1主溶接ライン移載機構74は、パネルアッシー取出ステージ71でパネル部材アッシーを受取り、主溶接ライン13の側方に配置されている第1の前受取ステージ72又は後受取ステージ73に移載するというものである。
図5は本発明の溶接ラインにおいて第1車型に係るワークの流れを説明する図であり、図1を併せて参照して説明する。
ワークとしての第1車型に係るパネル部材は、サブ溶接ライン12に配置した第1溶接ステージ31及び第2溶接ステージ33を通過し、第1主溶接ライン移載機構74により第1の前受取ステージ72に到達する。
第4溶接ステージ55から第5溶接ステージ56に移載された車体は、第5溶接ステージ56にて増打溶接される。以下、各工程の詳細を順に説明する。
サブ溶接ライン12には、複数種類のパネル部材を溶接するパネル溶接工程が設けられている。以下、具体的に説明を行う。
主溶接ライン13には、複数種類の骨格部材を溶接する骨格溶接工程が設けられている。以下、具体的に説明を行う。
(b)には、仮止溶接された第1骨格部材アッシー98が示されている。
主溶接ライン13には、骨格部材としての第1骨格部材アッシー98に、パネル部材としての第1パネル部材アッシー95を合体する骨格−パネル合体工程が設けられている。
主溶接ライン13には、第1骨格部材アッシー98に第1パネル部材アッシー95を溶接する骨格−パネル溶接工程が設けられている。
図10は本発明の溶接ラインにおいて第2車型の生産に係るワークの流れを説明する図であり、図1を併せて参照して説明を行う。
(a)において、所定の治具台車を第1溶接ステージ31に移動させ、この第1溶接ステージ31にて、左右の補強部材100L、100Rをセットし、第2リヤフロアリヤ102をセットし、左右の補強部材100L、100Rの上方で第2リヤフロアリヤ102の前端部に第2リヤフロアフロント101をセットし、この第2リヤフロアフロント101の上面に第2クロスサブレール104をセットし、上記の各部品同士を相互に仮止溶接を行い一体化させる。以下、左右の補強部材100L、100Rと第2リヤフロアフロント101と第2リヤフロアリヤ102と第2クロスサブレール104とを一体化させた部材を第2パネル部材アッシー105と云う。
主溶接ライン13には、複数種類の骨格部材を溶接する骨格溶接工程が設けられている。以下、具体的に説明する。
(b)には、仮止溶接された第2骨格部材アッシー108が示されている。
主溶接ライン13には、骨格部材としての第2骨格部材アッシー108に、パネル部材としての第2パネル部材アッシー105を合体する骨格−パネル合体工程が設けられている。
主溶接ライン13には、第2骨格部材アッシー108に第2パネル部材アッシー105を溶接する骨格−パネル溶接工程が設けられている。
第5溶接ステージ56にて、第2骨格部材アッシー108と第2パネル部材アッシー105とを合体させ、仮止溶接した第2骨格パネルアッシー109に増打溶接を行う。
(a)において、第6溶接ステージ57にて、第2骨格パネルアッシー109の左右端部の所定位置に左右の第2ホイールハウス部材111L、111Rをセットし仮止溶接を行う。
(b)には、第2ホイールハウス部材111L、111Rが第2骨格パネルアッシー109に取り付けられていることを示す。
(a)において、第7溶接ステージ58にて、第2の左右のホイールハウス部材111L、111Rの間に第2クロスビーム部材112を仮止溶接する。
組立が完了した第2骨格パネルアッシー109は、第9溶接ステージ61をパスし、最終的に、エンドステージ68に到達する。
図17は本発明の溶接ラインにおいて第3車型の生産に係るワークの流れを説明する図であり、図1を併せて参照して説明を行う。
所定の治具台車を第1溶接ステージ31に移動させ、この第1溶接ステージ31にて、第3リヤフロア121に図示せぬ補強部材をセットし溶接を行う。
第1溶接ステージ31の次ステージの第2溶接ステージ33では、第3リヤフロア111への溶接は行わない。できあがったものを第3パネル部材アッシー126と云う。
(a)において、第3溶接ステージ51に、所定の治具を移動させ、この治具の上に第3の左レール122L及び右レール122Rをセットし、これら第1の左右のレール112L、112Rの間に複数の第3リヤクロス部材123a〜123eをセットするとともに、第2サブクロス部材124をセットし、上記の各部品同士を相互に仮止溶接を行い一体化させる。以下、左レール122L、右レール122Rと第3リヤクロス部材123a〜123eと第2サブクロス部材124とを一体化させた部材を第3骨格部材アッシー125と云う。
(b)において、第4溶接ステージ55にて第3骨格部材アッシー125に増打溶接を行う。
主溶接ライン13には、骨格部材としての第3骨格部材アッシー125に、パネル部材としての第1パネル部材アッシー126を合体する骨格−パネル合体工程が設けられている。
主溶接ライン13には、第3骨格部材アッシー125に第3パネル部材アッシー126を溶接する骨格−パネル溶接工程が設けられている。
具体的には、第6溶接ステージ57にて、第3骨格パネルアッシー127に増打溶接を行う。
(a)において、第7溶接ステージ58にて、第3骨格パネルアッシー127の左右端部に左右の第3ホイールハウス部材128L、128Rを仮止溶接する。
表中、WHはホイールハウス部材を、CBはクロスビーム部材を意味する。
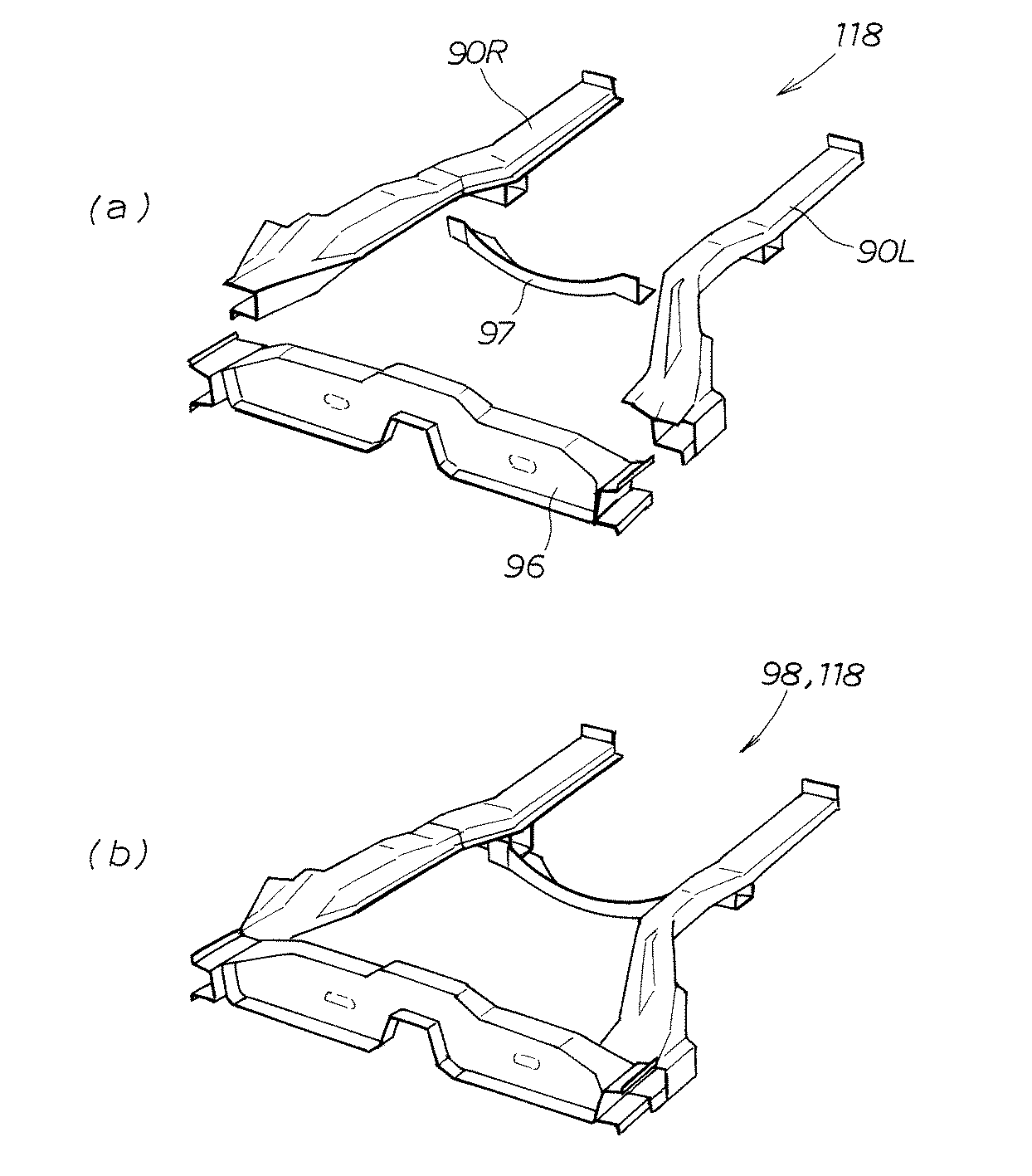
図1、図4、図5、図10及び図17を参照して、複数種類のパネル部材をサブ溶接ライン12で溶接し、複数種類の骨格部材を主溶接ライン13で溶接し、主溶接ライン13で骨格部材にパネル部材を合体するとともに溶接することで車体を生産するようにした。
サブ溶接ライン12の出口には、パネル部材を任意の溶接ステージに移載する移載機構70が設けられており、溶接作業の工程数に対応して合流部75が変更できるように構成した。
この点、本発明によれば、合流部75を変更可能にする移載機構70が設けられているので、製品ごとに個別の移載機構を設ける必要がなくなる。つまり、移載機構70の共通化が図れる。移載機構70の共通化が図れるので、必要な設備面積を小さくすることができ、併せて、設備費用を低減することができる。
Claims (3)
- パネル部材を溶接するサブ溶接ラインが、主溶接ラインに合流され、この合流部で、骨格部材に前記パネル部材を合体して溶接する溶接設備であって、
前記主溶接ラインは、溶接ロボットを備える複数個の溶接ステージで構成され、前記サブ溶接ラインの出口には、前記パネル部材を任意の溶接ステージに移載する移載機構が設けられており、溶接する製品の種類に対応して前記合流部が変更できることを特徴とする溶接設備。 - 前記移載機構は、前記主溶接ラインに並行に敷設されたレールと、このレールに沿って移動する台車と、この台車に設けられている運搬ロボットとからなることを特徴とする請求項1記載の溶接設備。
- 前記溶接設備には、主溶接ラインに合流し任意の溶接ステージに移載する移載機構が付設されたサブ溶接ラインが少なくとも2本以上設けられていることを特徴とする請求項1又は請求項2記載の溶接設備。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007250096A JP4448875B2 (ja) | 2007-09-26 | 2007-09-26 | 溶接設備 |
| US12/284,681 US20090078741A1 (en) | 2007-09-26 | 2008-09-24 | Method of manufacturing vehicle body and welding facility |
| US12/853,405 US8047419B2 (en) | 2007-09-26 | 2010-08-10 | Method of manufacturing vehicle body and welding facility |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007250096A JP4448875B2 (ja) | 2007-09-26 | 2007-09-26 | 溶接設備 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009078331A JP2009078331A (ja) | 2009-04-16 |
| JP4448875B2 true JP4448875B2 (ja) | 2010-04-14 |
Family
ID=40470570
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007250096A Expired - Fee Related JP4448875B2 (ja) | 2007-09-26 | 2007-09-26 | 溶接設備 |
Country Status (2)
| Country | Link |
|---|---|
| US (2) | US20090078741A1 (ja) |
| JP (1) | JP4448875B2 (ja) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8201723B2 (en) * | 2008-03-12 | 2012-06-19 | Comau, Inc. | Robotic high density welding body shop |
| KR20090105759A (ko) * | 2008-04-03 | 2009-10-07 | 현대자동차주식회사 | 자동차용 플로워 생산시스템 |
| US8713780B2 (en) * | 2008-05-13 | 2014-05-06 | Comau, Inc. | High density welding subassembly machine |
| EP2419319B1 (en) * | 2009-04-15 | 2018-11-21 | Comau LLC | Vehicle body assembly and sequencing system |
| JP5421172B2 (ja) * | 2010-03-31 | 2014-02-19 | 日立建機株式会社 | 溶接ライン |
| CA2753071C (en) * | 2010-09-23 | 2018-05-01 | Magna International Inc. | Flexible assembly process |
| KR101198662B1 (ko) | 2010-11-09 | 2012-11-12 | 현대자동차주식회사 | 자동차용 사이드패널 생산시스템 |
| CN104302442A (zh) * | 2012-05-09 | 2015-01-21 | Abb技术股份公司 | 用于组装不同金属板元件的可适配设备 |
| US9132872B2 (en) * | 2013-03-14 | 2015-09-15 | Honda Motor Co., Ltd. | System for assembling a vehicle body |
| CN103302426B (zh) * | 2013-06-17 | 2015-04-22 | 四川成焊宝玛焊接装备工程有限公司 | 多车型机器人柔性焊接的车身定位夹具自动更换系统 |
| JP2015027838A (ja) * | 2013-07-30 | 2015-02-12 | 富士重工業株式会社 | 車体の製造方法 |
| JP6257752B2 (ja) * | 2014-04-09 | 2018-01-10 | 本田技研工業株式会社 | 車体組立システム及び車体組立方法 |
| PL3233370T3 (pl) | 2014-12-15 | 2018-12-31 | Comau Llc | Modułowy system montażu pojazdu i sposób |
| WO2017193042A1 (en) | 2016-05-06 | 2017-11-09 | Comau Llc | Inverted carrier lift device system and method |
| EP3707096B1 (en) | 2017-11-07 | 2024-06-12 | Comau LLC | Transport system and methods |
| IT201800004759A1 (it) * | 2018-04-20 | 2019-10-20 | Linea di assemblaggio di sottoinsiemi di carrozzeria di autoveicoli | |
| US11059534B2 (en) * | 2018-12-18 | 2021-07-13 | GM Global Technology Operations LLC | Nondeterministic assembly system and method |
| CN112519637A (zh) * | 2019-09-19 | 2021-03-19 | 观致汽车有限公司 | 后排座椅安装支架、后地板总成及其安装方法 |
| US11420853B2 (en) | 2019-10-03 | 2022-08-23 | Comau Llc | Assembly material logistics system and methods |
| MX2022014615A (es) | 2020-06-08 | 2023-01-04 | Comau Llc | Sistema y metodos de logistica de materiales de montaje. |
| CN112723024B (zh) * | 2020-12-25 | 2022-12-20 | 天津市金桥焊材集团股份有限公司 | 一种工字轮转运方法 |
Family Cites Families (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57100879A (en) * | 1980-12-16 | 1982-06-23 | Nissan Motor Co Ltd | Floor assembly line of car |
| JPS60252077A (ja) * | 1984-05-26 | 1985-12-12 | Mazda Motor Corp | 車体組立システム |
| CA1278418C (en) * | 1985-12-03 | 1991-01-02 | Kiyoshi Kumagai | Assembling apparatus for motorcar vehicle body |
| JPS62149572A (ja) | 1985-12-24 | 1987-07-03 | Nissan Motor Co Ltd | 自動車のボデイメイン組立ライン |
| JPH07115663B2 (ja) * | 1986-09-01 | 1995-12-13 | トヨタ自動車株式会社 | 溶接ライン装置 |
| ES2083366T3 (es) * | 1988-06-11 | 1996-04-16 | Nissan Motor | Metodo para el montaje de una carroceria de vehiculo. |
| US5044541A (en) * | 1989-04-21 | 1991-09-03 | Nissan Motor Co., Ltd. | Method and apparatus for assembling vehicle body |
| US5011068A (en) * | 1989-12-05 | 1991-04-30 | Progressive Tool & Industries Co. | Automotive body framing system |
| JP2895906B2 (ja) * | 1990-03-31 | 1999-05-31 | マツダ株式会社 | 自動車車体の組立装置 |
| US5111988A (en) * | 1990-04-16 | 1992-05-12 | Saturn Corporation | Flexible automated body assembly system and method |
| JP2520787B2 (ja) * | 1990-11-28 | 1996-07-31 | 本田技研工業株式会社 | 車両のリヤフロア加工ライン |
| CA2054856C (en) * | 1990-11-28 | 1994-12-13 | Akio Hamada | System for assembling motorcar vehicle body |
| US5374799A (en) * | 1991-01-30 | 1994-12-20 | Mazda Motor Corporation | Method for the assembly of automotive vehicle bodies and a jig unit therefor |
| US5347700A (en) * | 1992-03-19 | 1994-09-20 | Mazda Motor Corporation | Method of assembling vehicle parts |
| US5518166A (en) * | 1994-11-09 | 1996-05-21 | Kurata Corporation | Assembling method of products and assembling apparatus of the same |
| IT1288733B1 (it) * | 1996-10-08 | 1998-09-24 | Comau Spa | Dispositivo per la saldatura a punti di strutture costituite da elementi metallici, in particolare scocche di autoveicoli o loro |
| US6193142B1 (en) * | 1996-12-25 | 2001-02-27 | Nissan Motor Co., Ltd. | Assembling apparatus assembling body side of automotive vehicle and assembling method thereof |
| US6339874B2 (en) * | 1997-08-28 | 2002-01-22 | Nissan Motor Co., Ltd. | Assembling apparatus assembling body side of automotive vehicle |
| DE19820094A1 (de) * | 1998-05-06 | 1999-11-18 | Thyssen Industrie | Anlage zum Positionieren und Verschweißen von Karosserieteilen unterschiedlicher Kfz-Typen |
| US6112390A (en) * | 1998-05-25 | 2000-09-05 | Honda Giken Kogyo Kabushiki Kaisha | Apparatus for manufacturing hemmed workpieces |
| JP4076664B2 (ja) * | 1999-03-19 | 2008-04-16 | 本田技研工業株式会社 | 車体構成部品の製造ライン |
| US6360421B1 (en) * | 1999-07-16 | 2002-03-26 | Honda Giken Kogyo Kabushiki Kaisha | Automotive manufacturing system for frame component |
| JP2001047328A (ja) | 1999-08-06 | 2001-02-20 | Nissan Motor Co Ltd | 製品組立装置およびその改造方法 |
| GB2353503B (en) * | 1999-08-27 | 2003-02-05 | Honda Motor Co Ltd | Apparatus for assembling vehicle body |
| US6339204B1 (en) * | 1999-11-18 | 2002-01-15 | Honda Giken Kogyo Kabushiki Kaisha | Apparatus for assembling floor of vehicle |
| CA2407768C (en) * | 2000-05-01 | 2008-10-14 | Honda Giken Kogyo Kabushiki Kaisha | Side panel assembly line |
| JP4343404B2 (ja) * | 2000-06-12 | 2009-10-14 | 本田技研工業株式会社 | 自動車用フロアの多機種混合生産方法 |
| US6364817B1 (en) * | 2000-09-08 | 2002-04-02 | Unova Ip Corp. | Automotive framing apparatus |
| JP4803776B2 (ja) * | 2001-02-09 | 2011-10-26 | 株式会社竹中工務店 | 溶接施工装置 |
| US6595407B2 (en) * | 2001-10-16 | 2003-07-22 | Unova Ip Corp. | Flexible framing station tool gate changing method and apparatus |
| DE10158264C1 (de) * | 2001-11-28 | 2002-10-31 | Daimler Chrysler Ag | Typflexible Anlage zum rationellen Zusammenschweißen der wesentlichen Baugruppen einer Fahrzeugkarosserie bei deren Prototypfertigung |
| US6932263B2 (en) * | 2002-04-08 | 2005-08-23 | Progressive Tool & Industries Co. | Vehicle framing system for plurality of vehicle body styles |
| CN1663166B (zh) * | 2002-06-21 | 2010-12-01 | 汤姆森许可贸易公司 | 把wlan注册为umts路由区的方法和设备 |
| US20040056497A1 (en) * | 2002-09-24 | 2004-03-25 | Abid Ghuman | Flexible manufacturing system |
| US20040055131A1 (en) * | 2002-09-24 | 2004-03-25 | Abid Ghuman | Method of assembling vehicles in a flexible manufacturing system |
| US20050230374A1 (en) * | 2004-04-20 | 2005-10-20 | Rapp Kenneth A | Multi-architecture flexible assembly structure and method |
| DE602004003039T2 (de) * | 2004-06-08 | 2007-03-29 | Comau S.P.A., Grugliasco | Vorrichtung zum Verschweissen von Fahrzeugkarrosserien |
| ATE419952T1 (de) * | 2006-09-07 | 2009-01-15 | Comau Spa | System zum schweissen von kraftfahrzeugkarosserien |
| US8042249B2 (en) * | 2006-10-04 | 2011-10-25 | Camau, Inc. | Motor vehicle body assembly apparatus |
| DE602006004885D1 (de) * | 2006-11-03 | 2009-03-05 | Comau Spa | System für die Rohbaumontage einer Fahrzeugkarrosserie |
-
2007
- 2007-09-26 JP JP2007250096A patent/JP4448875B2/ja not_active Expired - Fee Related
-
2008
- 2008-09-24 US US12/284,681 patent/US20090078741A1/en not_active Abandoned
-
2010
- 2010-08-10 US US12/853,405 patent/US8047419B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US8047419B2 (en) | 2011-11-01 |
| US20100301099A1 (en) | 2010-12-02 |
| US20090078741A1 (en) | 2009-03-26 |
| JP2009078331A (ja) | 2009-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4448875B2 (ja) | 溶接設備 | |
| KR101305193B1 (ko) | 다차종 공용 씨알피 대차 | |
| JP4829874B2 (ja) | 車体生産方法 | |
| CN102317142B (zh) | 车辆组装线 | |
| CN1227131C (zh) | 多机种混合生产方法 | |
| WO2013042511A1 (ja) | 部品取付設備および部品取付方法 | |
| JP2010082793A (ja) | 生産ライン | |
| JP5597558B2 (ja) | 組立ラインにおける部品配膳システム | |
| JPH06277888A (ja) | 車体の溶接装置 | |
| JPH0265934A (ja) | 組立ラインにおける部品の供給方法 | |
| JP2007216340A (ja) | 部品供給システムおよび部品供給方法 | |
| JP2009096218A (ja) | 車体組立設備及び車体の生産方法 | |
| JP6534175B2 (ja) | 組立ライン | |
| KR101627457B1 (ko) | 차체공장의 사이드판넬 조립용 다차종 혼류 시스템 | |
| JP2004269143A (ja) | 台車の搬送装置 | |
| JP6876080B2 (ja) | 製造システム | |
| JP2010052036A (ja) | プレス加工システム | |
| JP4389864B2 (ja) | 車両組み立てラインシステム | |
| JP6478016B2 (ja) | ワーク搬送装置 | |
| KR101602907B1 (ko) | 공용 메인벅을 이용한 차체 조립 장치 | |
| KR102488818B1 (ko) | 다차종 차체 용접용 지그장치 | |
| JP6755069B2 (ja) | 車体の生産方法、及び生産設備 | |
| JP2004230485A (ja) | 製品の生産方法 | |
| JP2009214261A (ja) | 組み立てシステム | |
| JP5254709B2 (ja) | プレス加工システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090703 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090715 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090807 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100119 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100125 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130129 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130129 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140129 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |