JP3650546B2 - 導電性ペースト、およびそれを用いた導電性構造、セラミック電子部品、電子部品、実装体、回路基板、電気的接続方法、回路基板の製造方法、及びセラミック電子部品の製造方法 - Google Patents
導電性ペースト、およびそれを用いた導電性構造、セラミック電子部品、電子部品、実装体、回路基板、電気的接続方法、回路基板の製造方法、及びセラミック電子部品の製造方法 Download PDFInfo
- Publication number
- JP3650546B2 JP3650546B2 JP24225499A JP24225499A JP3650546B2 JP 3650546 B2 JP3650546 B2 JP 3650546B2 JP 24225499 A JP24225499 A JP 24225499A JP 24225499 A JP24225499 A JP 24225499A JP 3650546 B2 JP3650546 B2 JP 3650546B2
- Authority
- JP
- Japan
- Prior art keywords
- conductive
- particles
- conductive paste
- resin
- electronic component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images












Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/26—Layer connectors, e.g. plate connectors, solder or adhesive layers; Manufacturing methods related thereto
- H01L2224/28—Structure, shape, material or disposition of the layer connectors prior to the connecting process
- H01L2224/29—Structure, shape, material or disposition of the layer connectors prior to the connecting process of an individual layer connector
- H01L2224/29001—Core members of the layer connector
- H01L2224/29099—Material
- H01L2224/2919—Material with a principal constituent of the material being a polymer, e.g. polyester, phenolic based polymer, epoxy
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01005—Boron [B]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01029—Copper [Cu]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01046—Palladium [Pd]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01049—Indium [In]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01079—Gold [Au]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/06—Polymers
- H01L2924/0665—Epoxy resin
Landscapes
- Paints Or Removers (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Ceramic Capacitors (AREA)
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
- Printing Elements For Providing Electric Connections Between Printed Circuits (AREA)
- Conductive Materials (AREA)
- Parts Printed On Printed Circuit Boards (AREA)
Description
【発明の属する技術分野】
本発明は、電子部品の基板への実装や、電極間接合等に用いられる、導電性ペースト等に関するものである。
【0002】
【従来の技術】
従来、電子部品の基板への実装や電極間の接合に用いられてきた導電性接着剤は、その目的が固定と電気的接続であるため、固定用の粘着性の樹脂や硬化性の樹脂ペースト中に、導電性を有する銀や銅などの金属粒子を分散させたものが一般的であった。
【0003】
接着が有効になるためには、接着剤と被着体の表面がミクロなレベルで充分近接することが重要である。粘着タイプの場合は柔軟で変形しやすく被着体表面との親和性の高い樹脂が、また、硬化タイプの場合は流動性および濡れ性が高い樹脂が用いられてきた。これにより、粘着タイプ、硬化タイプいずれの場合も、接着剤は被着体のミクロな凹凸に入ることができ、良好な接着性を達成できる。
【0004】
一方、導電性粒子はその用途によって各種形状の粒子が用いられてきたが、粘着タイプ、硬化タイプともに、良好な電気的接続を得るために低抵抗であることが要求され、接着剤中の導電性粒子の含有率を向上させ、かつ気泡を除去し、導電性粒子による体積占有率を高くするようなされてきた。
【0005】
また、硬化タイプでは、硬化時に体積収縮が起こるので、発生する内部応力を緩和するために可塑剤等の添加が行われることもあった。
【0006】
導電性接着剤を用いる電気的接合方法は、一般には、その簡便さから種々の分野に利用されているが、昨今、樹脂自体が、あるいは可塑剤が添加されているために柔軟性を有するということで、熱的および機械的に歪の発生しやすい部分の電気的接続方法として広く利用されつつある。また、小型電子部品の端子電極や、電子部品の基板への実装についても、導電性接着剤を用いる電気的接合方法の応用展開が著しい。一例として挙げれば、基板への実装への例が、特開平1−232735公報に開示されている。
【0007】
【発明が解決しようとする課題】
しかしながら、従来の導電性接着剤の場合、その導電性が導電性粒子間の接触により保持されているため、加熱により被着体に膨張収縮が生じた時や基板がたわんだ際に、応力が発生し、その応力緩和時に粒子間の接触がはずれて抵抗が高くなるという問題点を有していた。
【0008】
また、接続する電極との電気的接続も導電性粒子と電極との接触により行っているため、上述同様応力に弱いだけでなく、場合によっては初期から電極と接着剤との間の界面抵抗が大きくなってしまうという問題点を有していた。
【0009】
他方、近年、電子機器の小型化、高性能化に伴い、産業用にとどまらず広く民生用機器の分野においてもLSI等の半導体チップを高密度に実装できる多層配線回路基板が安価に供給されることが強く要望されてきている。このような多層配線回路基板では微細な配線ピッチで形成された複数層の配線パターン間を高い接続信頼性で電気的に接続できることが重要である。
【0010】
このような市場の要望に対して従来の多層配線基板の層間接続の主流となっていたスルーホール内壁の金属めっき導体に代えて、多層プリント配線基板の任意の電極を任意の配線パターン位置において層間接続できるインナービアホール接続法すなわち全層IVH構造樹脂多層基板と呼ばれるものがある(特開平06−268345号公報)。これは多層プリント配線基板のビアホール内に導電体を充填して必要な各層間のみを接続することが可能であり、部品ランド直下にインナービアホールを設けることができるために、基板サイズの小型化や高密度実装を実現することができる。
【0011】
しかしながら一般的なインナービアホール接続方式では、導電性ペーストをスキージ印刷してビアホール内へ充填することによって行われているが、とくに微小径のビアホールに対する導電性ペーストの充填には導電性ペーストの粘度特性が重要な役割を占めることとなる。ビアホール充填用導電性ペーストにおいて印刷特性と層間接続における導電性とはその構成材料面から見て相反するものである。
【0012】
すなわち導電性を向上させるために微粒子の導電性粒子の構成比を上げると樹脂成分が導電性粒子の表面に吸着されてペーストの粘度が上昇し、印刷しにくくなる。またペーストの粘度を下げて印刷特性を向上させるために表面積の小さい、すなわち粒径の大きい導電性粒子を用いたり、導電性粒子の構成比を減少したりすると導電性粒子同士の接触面積が小さくなり、接続信頼性に問題が生じる。すなわち導電性ペースト中の導電性は、導電性粒子同士が点接触することにより、またビアホールの上面にある電極箔と導電性粒子との電気的接続も導電性粒子と電極箔との点接触に依存しているため、とくに配線パターンが線幅、線間隔ともに微細化され、したがってビアホール径も微小化されたとき多層配線間の層間接続において高い接続信頼性を確保することが極めて難しいものとなる。
【0013】
本発明は、以上のような課題を解決し、低抵抗でかつ応力に耐えうる導電性構造を形成し得る導電性ペーストなどを提供することを目的とする。
【0014】
【課題を解決するための手段】
そもそも、たとえば、導電性ペーストの典型例である接着剤の導電性は、接着剤中に分散された導電性粒子同士の接触により付与される。また、接続する電極との電気的接続は接着剤中の導電性粒子と電極間の接触により付与される。従って、導電性粒子間の接触面積および導電性粒子と電極間の接触面積が大きい程、抵抗が小さく良好な電気的接続が得られる。
【0015】
導電性接着剤中に、発泡性材料として例えば発泡性樹脂粉を含有させ加熱あるいは減圧により発泡性樹脂粉を発泡させた場合、マクロ構造としては接着剤中の導電性粒子の体積含有率が減少する。しかしながら、ミクロ構造的には、導電性粒子間および導電性粒子と電極間の接触面積は、発泡性樹脂粉を含有させない場合の接触面積と同等あるいはそれ以上にすることができる。これは、例えば自由に膨張できる場所で本発明の硬化タイプの導電性接着剤を利用する場合には、本発明の方法のように、樹脂が硬化する前に発泡性樹脂粉を発泡させ、その後に硬化する工法を採用することにより達成できる。このとき、導電性粒子間の接触は、発泡により生じた気泡部以外の部分における樹脂の硬化収縮により決まるため、発泡性樹脂粉を含まない場合と比べてほとんど変化せず、導電性粒子間の接合点の数も大きく減少しない。そのため、導電性接着剤層全体としての導電性粒子間の接触面積はほぼ同等となる。これにより、導電性接着剤層の全体体積が増加して見かけの比抵抗は増加するが、抵抗値としてはあまり増加せず、ほぼ同等の導電性をもつものになる。
一方、一定距離の隙間に導電性接着剤を入れ硬化させるような場合には、従来の導電性接着剤を用いると、空間規制により導電性接着剤層全体の硬化収縮が阻害され、通常期待される硬化収縮による導電性粒子間の接触面積の増大が阻害される。この場合、単に膨張させたようになったり、隙間が発生したりして、抵抗値が高い接続となってしまう。これに対し、本発明の導電性接着剤を用いると、気泡以外の導電性部分が硬化収縮する以上に気泡部が膨張するため、限定された空間の中では、気泡以外の部分には従来と比較して大きな圧縮応力が発生して加圧されることになる。これにより従来よりも、導電性粒子間および導電性粒子と被着される電極間の接触面積が増大し、隙間も発生させずに、抵抗も低い良接合状態を達成できる。この場合は見かけの比抵抗も小さくなる。
【0016】
これにより、発泡性樹脂粉を含有させてもその含有率が過大とならない限り、発泡を起こさない場合に比べて、同等以上の導電性を有する接着剤を提供することができる。
【0017】
それと同時に、接着剤に発泡性樹脂粉を含有させた場合、その発泡後の構造体は内部に多数の小気孔を有した、導電性粒子と接着剤樹脂からなるネットワーク構造となる。多数の気孔を有する構造体は非常に柔軟性に富み、応力に対して容易に変形し応力緩和することができる。この応力緩和は主として気孔の変形により行われ、導電性粒子間の接触および電極との接合を引き離す力は大きく減衰する。したがって、歪を与えた際においても電気的良接続を保持し続けることが可能となる。
【0018】
上述したように、導電性接着剤中に発泡性材料を含有させることにより、耐歪応力特性の良い低抵抗な導電性接着剤等の導電性ペーストを提供することができる。
【0019】
上記目的を達成するため、本発明の導電性ペーストは、導電性粒子と、加熱あるいは減圧時に発泡する発泡性材料と、樹脂とを含有し、前記発泡性材料が発泡した後でも、電気的接続材料としての良導電性を失わないことすなわち、体積中抵抗率で10-6Ω・cm以上10-2Ω・cm以下を保ち得ることを特徴とする導電性ペーストである。
【0020】
また、本発明は、そのような導電性ペーストを用いた導電性構造、電子部品、実装体、回路基板、電気的接続方法、回路基板の製造方法、及びセラミック電子部品の製造方法である。
【0021】
【発明の実施の形態】
以下、本発明の実施の形態について図面を参照して詳細に説明する。
【0022】
本発明の導電性ペーストの実施の形態である導電性接着剤は、粘着性の樹脂あるいは硬化タイプの樹脂中に、導電性を有する導電性粒子を分散させている。
【0023】
その導電性粒子としては、一般的な導電性接着剤に用いられている金属粒子ならその種類は限定されないが、金粒子、銀粒子、銅粒子、錫粒子、インジウム粒子、パラジウム粒子、ニッケル粒子、あるいは鉛粒子から選択された少なくとも1種の金属粒子またはこれらの任意の合金粒子であることが好ましい。中でも、金属自体が軟らかい場合、圧縮力が作用した際に接触面積を拡大化しやすいので、金粒子や銀粒子、あるいはインジウム粒子がさらに好ましい。また、半田粒子を加熱硬化タイプに用いた場合、加熱時に粒子同士の界面が溶融して金属結合するため、低抵抗化に有利である。一方、腐食性がないという長所から、カーボン粒子も好ましく利用できる。さらに、上述の金属、つまり、金、銀、銅、錫、インジウム、パラジウム、ニッケル、あるいは鉛から選択された少なくとも1種の金属またはこれらの任意の合金を、樹脂粒子表面や他の金属粒子表面あるいはセラミック粒子表面等にコートした粒子も好ましく利用できる。
【0024】
粘着性の樹脂としては、アクリル系、ビニル系、ゴム系等、一般的な粘着テープに用いられているものであればその種類は限定されない。
【0025】
硬化タイプの樹脂としても、フェノール系、エポキシ系、シリコーン系、アクリル系、ポリイミド系、アクリル酸エステル系、アミド系、ゴム系、ビニル系等、一般的に硬化型接着剤に用いられている樹脂であればその種類は限定されない。
【0026】
さらに、本発明の実施の形態の導電性接着剤は、上述の導電性粒子を分散させた樹脂中に、加熱あるいは減圧時に発泡する発泡性樹脂粉を含有させて得られる。
【0027】
この発泡性樹脂粉を含有する導電性接着剤を用いて、例えば基板上の電極同士の接続固定を行う場合には、加熱処理あるいは減圧処理工程を施すことにより、含まれる発泡性樹脂粉が発泡して膨張する。
【0028】
図1(A)に示すように、この際形成される導電性接着剤層1は、導電性粒子と樹脂が形成する構造体2の中に小気孔4を多数内在した膨張構造を採るようになる。その微細構造は、図1(B)に示すように、導電性粒子3がネットワーク構造で連なり、発泡性樹脂粉が発泡して形成された小気孔4を覆うように導電性粒子3が存在するようになる。
【0029】
このような多数の小気孔4を有するネットワーク構造をとることにより、導電性接着剤層1には柔軟性が付与され、歪み負荷時においても容易に変形し、接着剤層1内で応力を緩和することが可能となる。
【0030】
この場合、発泡性樹脂粉を含有させない従来の導電性接着剤層に比べて、マクロ構造としては接着剤中の導電性粒子3の体積含有率が減少する。しかしながら、全体の粒子数は塗布量によるためほとんど変わらず、ミクロ構造的には、導電性粒子3間、および導電性粒子3と被着体である電極間の接触面積は、発泡性樹脂粉を含有させない場合の接触面積と同等あるいはそれ以上にすることができる。その理由は、先にも述べたように距離が限定されている場合、発泡性樹脂粉が発泡する際の膨張力により、導電性粒子3間および導電性粒子3と被着体である電極間の間に圧縮応力が発生し、それらが相互に密に詰まって接触面積が増大するためである。
【0031】
一方、自由に膨張できる場合でも、たとえばその発泡によって全体の大きさが大きくなっても、単に膨張したものでなく、気泡以外の部分はほとんど変化しないため、結局相互の接触面積がほぼ同等となる。
【0032】
これにより、発泡性樹脂粉を含有させてもその含有率が過大とならない限り、従来と同等以上の導電性を発現することが可能となる。
【0033】
さらに、歪負荷時の応力緩和も主として小気孔4の変形により行われ、導電性粒子3間の接触および電極との接合を引き離す力は大きく減衰する。したがって、歪を与えた際においても電気的良接続を保持し続けることが可能となる。
【0034】
なお、導電性接着剤に用いる樹脂が加熱硬化タイプの場合、発泡性樹脂粉の発泡と接着剤の硬化を同時に行うことができる。加熱する際、接着剤が完全に硬化すると発泡性樹脂粉が発泡できなくなる。それを防止するために、低温加熱工程を別に設けるか、あるいは、硬化との競争過程で発泡させる方法が採用できる。その他の硬化タイプの場合は、硬化処理前に別途加熱処理工程を設けることで、容易に発泡させることができる。
【0035】
また、減圧により発泡性樹脂粉を発泡させる方法も採用でき、この方法を採用すると、発泡工程と硬化工程を分離制御できるという利点がある。
【0036】
導電性接着剤に用いる樹脂が粘着タイプの場合も、別途加熱処理工程あるいは減圧処理工程を設けることで容易に発泡性樹脂粉を発泡させることができる。ここで、硬化タイプのものと異なり、樹脂層の硬化収縮による圧縮応力が作用しないので、初期抵抗が多少大きくなる傾向になるが、十分な導電性と応力緩和効果の両立が可能となる。
【0037】
導電性接着剤中に含有させる発泡性樹脂粉は、図3に示すように、中空樹脂粒子5の殻壁6内部に低沸点炭化水素7のような加熱あるいは減圧により膨張する物質を含有するマイクロカプセルであることが好ましい。なお、膨張には分解や気化を含むものとする。
【0038】
さて、加熱発泡の場合、構成する樹脂は低温加熱により軟化するものであれば種類は問わないが、塩化ビニリデンやアクリル系の樹脂等が好ましい。これにより低温での膨張が容易となり取り扱いが容易となる。特に加熱硬化型の場合、乾燥や硬化前に充分膨張させることができ、応力緩和可能な膨張構造を達成することができる。他方、減圧発泡の場合、構成樹脂は常温で変形可能な柔らかい、ポリエチレン等の樹脂であることが好ましい。
【0039】
ここで、導電性接着剤中に含有させる発泡性樹脂粉の含有量を、発泡前の体積で、接着剤中の導電性粒子量1に対して0.001〜0.5体積比とすることで上述の耐応力効果が得られる。0.001体積比未満ではその応力緩和効果が実用上なく、0.5体積比を超えると導電性接着剤層単位体積あたりの導電性粒子数が激減するため、たわまなくても形成初期から抵抗特性が著しく低い状態となる。さらに好ましくは、発泡性樹脂粉の含有量が発泡前の体積で、接着剤中の導電性粒子量に対して0.01〜0.1体積比であることが良い。その実験的裏付けは後述する。
【0040】
さらに、良好な耐応力特性と低抵抗特性を両立するためには、小気孔4を可能な限り分散させる必要がある。そのため、発泡前の発泡性樹脂粉の粒径は、導電性接着剤層単位体積あたりの導電性粒子数を激減させないために1μm以上50μm以下であることが好ましい。これにより、抵抗特性の低下を引き起こすことなく応力緩和可能な膨張構造を達成することができる。その実験的裏付けは後述する。なお、容易に混練可能な粒径は1μm以上である。
【0041】
また、発泡による発泡性樹脂粉の体積膨張率が、1倍を超え100倍以下であることが好ましい。発泡性樹脂粉が発泡しても、導電性粒子間および導電性粒子と接続電極との間に硬化時に圧縮応力が十分作用し、低抵抗化を図ることができる。但し、膨張率が100倍を超えると導電性接着剤層単位体積あたりの導電性粒子数が激減するため、抵抗特性が大きく低下する。その実験的裏付けは後述する。
【0042】
また、形成された導電性接着剤層1(導電体)中の空孔が1μm以上100μm以下の径の大きさで、かつ導電体体積全体に占める比率が3〜50vol%であることが好ましい。空孔が10μm未満で導電体体積に対して3vol%未満の場合、応力緩和作用が小さく、歪が生じた際に良好な電気的接続が維持できない。また、50vol%を超えた場合、導電性粒子成分の体積含有率が低下しすぎて、初期的な電気抵抗が高くなるという不具合が生じる。この時、1μm未満の空孔の場合あるいは100μm以上の空孔の場合、その占有体積比が3〜50vol%内であっても均一な応力緩和作用が付与できず、歪発生時に電気抵抗の上昇が確認された。その実験的裏付けは後述する。
【0043】
なお、上述した実施の形態では、本発明の発泡性材料として発泡性樹脂粉を用いたが、発泡性材料は発泡性樹脂粉に限定されることはない。要するに、発泡性材料は、粉、粒子または液状のものなど、加熱あるいは減圧時に発泡するものでありさえすればよい。このように、発泡性材料が発泡性樹脂粉でない場合であっても、発泡性材料の発泡前の含有量を、導電性粒子量1に対して0.001〜0.5体積比となる量とする。また、発泡性材料の発泡前の粒径を、1μm以上50μm以下とする。さらに、加熱あるいは減圧により発泡性材料が発泡するさいの体積膨張率を、1倍を超え100倍以下とする。
【0044】
また、上述した実施の形態では、本発明の、加熱あるいは減圧時に膨張する物質として低沸点炭化水素を用いたが、上述したように、本願においては、膨張には分解や気化が含まれるとするので、加熱あるいは減圧時に膨張する物質として、例えば塩化銅の水和物のような無機化合物の水和物などを用いることもできる。また、例えば重曹(炭酸水素ナトリウム)を用いることができる。また、有機物としては、低沸点炭化水素以外にショウノウ(樟脳)、クエン酸ソーダ、ハロゲン化炭化水素、アゾジカルボンアミドなどを用いることもできる。
【0045】
また、本発明にかかる電気的接続方法は、上述の構成による導電性接着剤を用いて電気的接続を行うことにより、電子部品や電極を、耐歪応力特性が良好でかつ低抵抗に接続することができるようにしたものである。
【0046】
たとえば、基板上の異なる2つの電極を電気的に接続するさいに用いられるものであって、そのような2つの電極を、上述した導電性接着剤を用いて接続し、その後、その導電性接着剤を加熱あるいは減圧して、その導電性接着剤に含有されている発泡性材料を発泡させるというものである。なお、加熱硬化型導電性接着剤の場合、導電性接着剤を加熱するさい、加熱を1回のみ行って、発泡性樹脂粉等の発泡性材料を発泡させるとともに、導電性接着剤本体そのものを硬化させることもできるし、例えば低温加熱工程と高温加熱工程を設けて、低温加熱工程のさいに発泡性材料を発泡させ、高温加熱工程のさいに導電性接着剤本体そのものを硬化させるとしてもよい。さらには、加熱工程を3工程以上設けるとしてもよい。他に、発泡工程として、減圧処理工程を別途設けてもよい。
【0047】
以上説明したように、本発明の実施の形態の導電性接着剤を用いて、電子部品を基板に実装した場合、基板が機械的および熱的に歪んだ際においても、導電性接着剤層中の導電性粒子同士および基板側の電極と導電性粒子の接続が引き離されることがなく、抵抗上昇が無い信頼性の高い電気的接続を達成することができる。特に、導電性粒子として表面に金属をコートした樹脂粒子を用いた場合、耐歪応力特性が非常に向上する。
【0048】
また、一定距離をおいて対面して配置された電極間の電気的接続を、導電性接着剤で行う場合、上述した本発明の実施の形態の導電性接着剤を用い、発泡性材料が発泡する際に、その電極間で、接着剤を膨張させることにより、より容易に電極間を電気的に接続することが可能となる(図4、図5参照)。
【0049】
この場合、発泡性材料の発泡により接着剤層全体が膨張して電極間の接続が容易になると同時に、導電性粒子間および導電性粒子と電極間の間に圧縮応力が発生するため、各々導電性物質間の接触面積を拡大することができるので、導電性接着剤層の低抵抗化および電極との界面抵抗の低抵抗化を図ることができるという効果も得られる。
【0050】
また、内部に電極を有するセラミック電子部品のように、端部に外部電極を形成する場合に、上述した本発明の実施の形態の導電性接着剤を用いて空孔を有する外部電極とすることにより、たわみ発生時にも特性低下やわれの発生しない信頼性の高い電子部品とすることができる。(図7、図8参照)
【0051】
【実施例】
以下に、本発明の具体的実施例について説明する。
【0052】
(実施例1)
導電性接着剤として市販の一液性加熱硬化型銀接着剤を準備した。また、発泡性材料の一つとしての発泡性樹脂粉として、図3に示すような中空樹脂粒子5中に低沸点炭化水素7を充填した構造を持ち、100℃近傍で発泡する、平均粒子径約20μmのマイクロカプセルを準備した。
【0053】
そして、銀接着剤に、銀量に対して0.0001〜1体積比となる発泡性樹脂粉を添加し、再度混練を行った。つまり、発泡性樹脂粉の添加量を、体積比で銀量1に対して、0.0001、0.0005、0.001、0.005、0.01、0.05、0.1、0.5、1.0となるように添加し、再度混練を行った。
【0054】
以上のようにして準備した導電性接着剤塗料をガラス基板上に一定幅のライン状になるように、塗布厚さ500μmで塗布した後、100℃で予備加熱を施し発泡性樹脂粉を発泡させた後、150℃で加熱硬化を行った。比較のため、市販の銀接着剤に何も添加しない場合も同様に試料を作製した。
【0055】
次に、得られた試料のラインの断面構造を観察した。従来品の導電性接着剤層(銀接着剤層)1の断面構造は図2(A),(B)に示すように、ほとんど気孔8がなく、導電性粒子(銀粒子)3は均質に樹脂中に分散されており、相互に密に接触していた。
【0056】
一方、発泡性樹脂粉を添加した導電性接着剤(銀接着剤)の場合の断面構造は、図1に示すように、導電性接着剤層(銀接着剤層)1中に多数の小気孔4を有し、導電性粒子(銀粒子)3は小気孔4以外の部分で従来品同様密に相互接触していた。ここで、発泡性樹脂粉の発泡後の径から換算すると、発泡による発泡性樹脂粉の体積膨張率は約50倍であった。
【0057】
次に、得られた試料のライン抵抗を評価した。各抵抗値は、従来品も含めていずれも約10mΩであったが、0.5体積比の発泡性樹脂粉を添加した場合は、約30mΩと抵抗が多少高くなり、1.0体積比の場合は約150mΩと非常に高くなった。
【0058】
次いで、各銀接着剤層においてたわみ試験を行った。試験方法はJIS C6481の5.8曲げ強さの試験法に準じ、基板のたわみ量に対する抵抗特性を評価した。発泡性樹脂粉を添加した導電性接着剤を用いた各試料は添加量が0.001体積比以上でいずれも20mmたわませても抵抗上昇がほとんど見られず、耐応力性が良好であった。一方、従来品および発泡性樹脂粉の添加量が0.001体積比未満では、10mm程度たわませた時点から、抵抗上昇が確認された。
【0059】
評価結果を表1に示す。
【0060】
【表1】
以上のように、添加量が0.001から0.5体積比の範囲で初期抵抗、耐応力特性ともに良好な結果が得られた。
【0062】
(実施例2)
発泡前粒径について説明する。実施例1と同様に、導電性接着剤として市販の一液性加熱硬化型銀接着剤を準備した。また、発泡性樹脂粉としても実施例1と同様ものを準備した。ただし、発泡性樹脂粉の発泡による体積膨張率は、実施例1よりも小さくなるものを選んだ。
【0063】
さらに、発泡性樹脂粉の粒径としては各種取り揃え、発泡前の粒径を1.0μm未満、1.0μmから10μm、10μmから50μm、50μm超に分級して添加用とした。
準備した銀接着剤にそれぞれ分級した発泡性樹脂粉を銀量1に対して0.05体積比となるように添加し、再度混練を行い、実施例2の導電性接着剤を作製した。
以上のようにして準備した導電性接着剤塗料を実施例1と同様に評価した。ただし、今回は200μm厚に塗料を塗布して評価を行った。発泡による発泡性樹脂粉の体積膨張率は約10倍であった。
評価結果を表2に示す。
【0064】
【表2】
ここで、1.0μm未満の発泡性樹脂粉を用いた場合では、接着剤塗料を再混練する時に発泡性樹脂粉を均一に分散できなかったため、応力緩和効果が不充分であった。また、50μm超の発泡性樹脂粉を用いた場合には、200μmの厚みでは導電性接着剤層の中で局所的に発泡性樹脂粉が存在することになり、初期抵抗、耐応力特性ともに不具合が生じた。
(実施例3)
体積膨張率について説明する。添加する発泡性樹脂粉として、マイクロカプセルの殻壁の軟化温度が異なるものを数種用意し、各々添加したことを除いて、実施例1と同様に作製した導電性接着剤を実施例3の導電性接着剤として準備した。ただし、発泡性樹脂粉の添加量は銀量1に対して0.05体積比とした。
次いで、評価用の試料についても実施例1と同様に作製した。ただし、各々軟化温度の異なる発泡性樹脂粉に対して加熱発泡条件を変化させ、結果として、発泡性樹脂粉の発泡による体積膨張率が50倍、100倍、200倍となるものを得た。
一方、発泡しない樹脂球を準備し、マイクロカプセルの変わりに樹脂球を接着剤に添加した以外は上述同様にして、結果として樹脂粉の体積膨張率が1倍(膨張しない)となる導電性接着剤も準備し、この接着剤についても同様に評価試料を作製した。
以上のようにして準備した評価試料について、実施例1と同様にしてライン抵抗を評価した。
【0066】
その結果、従来品および1倍、50倍、100倍のものは、同様に約10mΩ、200倍となるものは約50mΩとなり、ライン抵抗の増大が確認された。
【0067】
しかしながら、実施例1と同様のたわみ試験を行うと、従来品および1倍品は、実施例1の従来品と同様、ライン抵抗が上昇し、たわみに対して良抵抗特性を維持できなかった。
【0068】
(実施例4)
接着部の空孔体積比率について説明する。実施例1に準じ、各種発泡性樹脂粉を所定の添加量で添加した銀接着剤塗料を準備し、約500μm厚にライン状に塗布し、評価試料を作製した。
【0069】
評価結果を表3に示す。
【0070】
【表3】
以上の評価結果から導電性構造体中における空孔について以下のことが確認できた。
【0072】
*3vol%以上の必要性:耐応力特性を発現するためには、ある程度の空孔量が必要。
【0073】
*50vol%以下である必要性:50vol%を越えると初期の抵抗値が上昇。
【0074】
*1μm径以上である必要性:1μm未満の発泡性樹脂粉を仕込むのが塗料として困難であり、凝集してたわみに対する応力緩和効果が発現しない。
【0075】
*100μm径以下の必要性:電子部品の接続用途としては最大見積もっても1mm以下の厚みであり、1mm厚の中での均質性を保持して耐応力特性を発現するためには、空孔径は100μm以下である必要がある。
【0076】
(実施例5)
実施例1と同様に、導電性接着剤として市販の一液性加熱硬化型銀接着剤を準備した。また、発泡性樹脂粉として、中空樹脂粒子中に低沸点炭化水素を充填し、100℃近傍で発泡する、平均粒子径約20μmのマイクロカプセルを準備した。そして、銀接着剤に、銀量に対して0.1体積比となる発泡性樹脂粉を添加し、再度混練を行い実施例5の導電性接着剤を作製した。
【0077】
上述したものとは別に、導電性粒子として表面に銀をコートした樹脂粒子を用いた以外は上記市販の接着剤と同様の、一液性加熱硬化型銀接着剤を準備した。この接着剤にも、上述したものと同様の発泡性樹脂粉(マイクロカプセル)を導電性粒子体積(樹脂粒子体積を含む)に対して0.1となるように添加し、もう1種の実施例5の導電性接着剤を作製した。
【0078】
作製した各々の導電性接着剤を用いて、圧電素子を基板に実装した。比較として、従来の、発泡性樹脂粉を含まない導電性接着剤(銀接着剤)を用いた試料も作製した。なお、接着剤の加熱硬化は150℃で行い、発泡性樹脂粉の発泡と接着剤の硬化を同時に行った。この時、発泡性樹脂粉の発泡による体積膨張率は約20倍であった。
【0079】
実装した圧電素子に駆動電圧の印加を繰り返し、負荷耐久試験を行った。
【0080】
1万回の負荷試験において、実施例5の導電性接着剤を用いた試料では、導電性粒子として通常の銀粒子を用いた場合、銀コートを施した樹脂粒子を用いた場合ともに、抵抗の上昇が発生せず良好な電気機械変換特性が得られた。一方、従来の導電性接着剤を用いた試料では、接着部分の抵抗成分が上昇し、電気機械変換特性が低下した。
【0081】
(実施例6)
実施例1と同様にして、導電性接着剤として市販の一液性加熱硬化型銀接着剤を準備した。また、発泡性樹脂粉として、中空樹脂粒子中に低沸点炭化水素を充填し、120℃近傍で発泡する、平均粒子径約10μmのマイクロカプセルを準備した。そして、銀接着剤に、銀量に対して0.05体積比となる発泡性樹脂粉を添加し、再度混練を行い実施例6の導電性接着剤を作製した。
【0082】
一方それとは別に、タンタルを用いた固体電解コンデンサの陽極部であるタンタル多孔質焼結体を準備した。この焼結体に一般的な方法で誘電体酸化皮膜を形成し、さらに固体電解質を形成した。その後、固体電解質と接触するように素子外周にカーボンペースト層、銀ペースト層を積層形成し、固体電解コンデンサ要部を作製した。
【0083】
図6は、一実施例としてのTa電解コンデンサの中央断面図である。ここで、52は陰極層(カーボンペースト層と銀ペースト層)、53は本発明の導電性接着剤層、54は外装樹脂、55は陰極端子、56は陽極リード、57は絶縁板、58は陽極端子であり、導電性接着剤層53は陰極層52と陰極端子55とを接続するものである。
【0084】
作製した実施例6の導電性接着剤を用いて、固体電解コンデンサ要部の陰極層52と、陰極端子55との接続をおこなった。
【0085】
比較のため、従来の導電性接着剤(銀接着剤)を用いた試料も作製した。ここで、導電性接着剤の加熱硬化は150℃で行い、発泡性樹脂の発泡と同時に硬化を行った。この時、発泡性樹脂粉の発泡による体積膨張率は2〜5倍であった。この時点での接続抵抗を評価した結果、従来品、発明品ともに2mΩ以下であった。
【0086】
ここで、図6のように、通常の方法によりコンデンサ各試料を樹脂でモールドし、固体電解コンデンサを完成させた。樹脂モールド時には、用いている各材料の熱膨張収縮により歪が発生する。樹脂モールドにより、従来品では接続抵抗が5mΩまで増加したのに対し、実施例6の導電性接着剤を用いたものの場合は、接続抵抗の増加は見られなかった。
(実施例7)
実施例1と同様にして、導電性接着剤として市販の一液性加熱硬化型銀接着剤を準備した。また、発泡性樹脂粉として、中空樹脂粒子中に低沸点炭化水素を充填し、120℃近傍で発泡する、平均粒子径約10μmのマイクロカプセルを準備した。そして、銀接着剤に、銀量に対して0.05体積比となる発泡性樹脂粉を添加し、再度混練を行い実施例7の導電性接着剤を作製した。
【0087】
一方それとは別に、タンタルを用いた固体電解コンデンサの陽極部であるタンタル多孔質焼結体を準備した。この焼結体に一般的な方法で誘電体酸化皮膜を形成し、さらに固体電解質を形成した。その後、固体電解質と接触するように素子外周にカーボンペースト層、銀ペースト層を積層形成し、固体電解コンデンサ要部を作製した。
【0088】
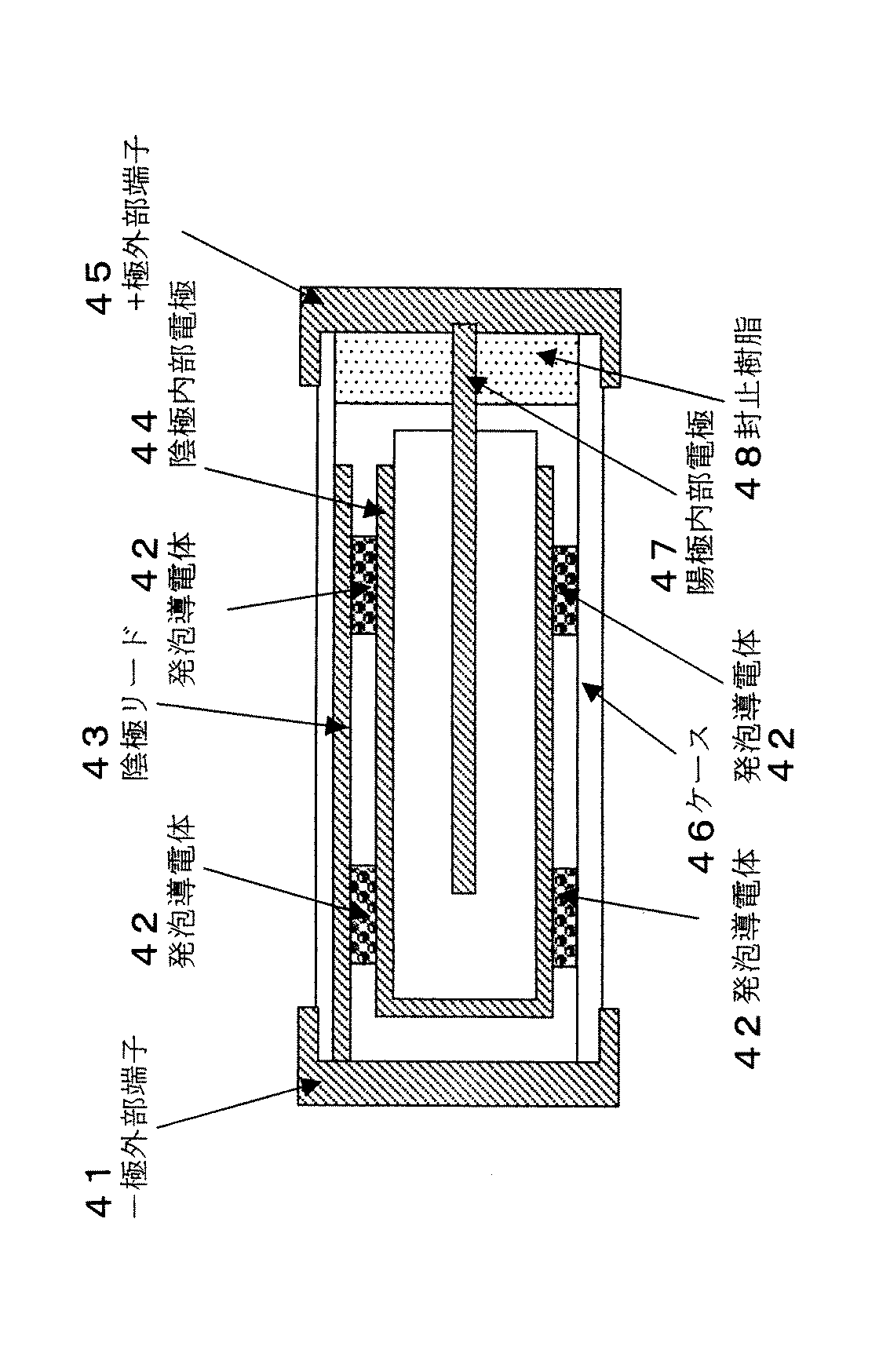
図4は、一実施例としてのTa電解コンデンサの中央断面図である。上述のように作製した固体電解コンデンサ要部を予め用意されたケース(樹脂製が一般的)の中に挿入し、ケース内に形成された陰極リードと陰極内部電極である銀ペースト層を導電性接着剤で接続した後、両極に外部端子を形成してコンデンサとする。図4において、41はマイナス極外部端子、42は導電性接着剤層、43は陰極リード、44は陰極内部電極、45はプラス極外部端子、46はケース、47は陽極内部電極、48は封止樹脂である。
【0089】
しかしながら、実際には硬化タイプの接着剤は硬化時に収縮するので硬化後の導電性接着剤はフルに充填されず、空間があく。従って、極端に表現すれば概念図は図5に近くなる。また、接着剤コストの低減のために故意に局所塗布をする場合もあり、図5のようになる場合が多い。
【0090】
本実施例では、図4の導電性接着剤層42の部分に本発明の発泡性の導電性接着剤を用いる。
【0091】
ただし、従来例では導電性接着剤層42の部分に通常の導電性接着剤を用いた。
【0092】
すなわち、固体コンデンサ要部を予め用意されたケースに挿入し、ケース内に形成された陰極用端子電極リードとの接続を、作製した実施例6の導電性接着剤を用いて行った。この場合、陰極用端子電極リードとコンデンサ要部の銀ペースト層(陰極内部電極)との距離はケースによって規定され、一定距離を保持することとなる。その後封止し、両極の外部電極を形成し、コンデンサを完成させた。
【0093】
比較のため、従来の導電性接着剤(銀接着剤)を用いた試料も作製した。
【0094】
ここで、導電性接着剤の加熱硬化は150℃で行い、発泡性樹脂の発泡と同時に硬化を行った。この時、発泡性樹脂粉の発泡による体積膨張率は2〜5倍であった。
【0095】
この時点での接続抵抗を評価した結果、従来品では5mΩであったのに対し、本実施例の導電性接着剤を用いたものでは全て2mΩ以下に低減した。発泡性樹脂粉を導電性接着剤中に含有させることにより、抵抗特性の良い電気的接合がえられた。
(実施例8)
従来、積層セラミックコンデンサは内部電極とセラミック誘電体層を一体焼結してえられた素体に、外部電極となる金属ペーストを端部に塗布し焼付けることで製造される。
【0096】
本実施例では、図7および図8に示すように、素体端部に実施例6と同様の発泡性の導電性接着剤を金属ペーストのかわりに塗布し、発泡硬化させたものを外部電極3とした以外は従来法により作製された積層セラミックコンデンサを準備した。ここで、61は誘電体セラミック層、62は内部電極、63は外部電極である。そして、図7のA部を拡大した図である図8に示すように、外部電極63の空孔64の体積は、ほぼ20vol%であった。比較のため従来法で作製した積層セラミックコンデンサも準備した。
【0097】
両種のコンデンサの外部電極63に半田メッキを施した後、所定の基板に半田実装を行った。その後、実装した基板をたわませ(試験方法はJIS C6481の5.8曲げ強さの試験法に準じた)、基板からの剥離および積層セラミックコンデンサのわれを評価した。
【0098】
評価の結果、従来例の積層セラミックコンデンサでは、20mmたわませた時点で、外部電極の剥離やコンデンサ部にクラックが発生するために静電容量が低下した(100個中80個)。一方、本発明の実施例においては、20mmたわませても100個全数剥離やクラックが発生せず静電容量も低下しなかった。
【0099】
(実施例9)
従来の積層セラミックコンデンサを、実施例6と同様に作製した本発明の発泡性の導電性接着剤を用いて基板上に実装した。図9はその様子を示す断面図である。ここで、71は外部電極、72はコンデンサ要部素子、74は本発明の導電性接着剤を用いて形成した接着部、75は基板76上のランドである。
【0100】
その際、実施例8のように基板をたわませ(試験方法はJIS C6481の5.8曲げ強さの試験法に準じた)、基板からの剥離および積層セラミックコンデンサのわれを評価した。
【0101】
評価の結果、本発明の実施例においては、20mmたわませても100個全数剥離やクラックが発生せず静電容量も低下しなかった。
【0102】
(実施例10)
図10(A),(B)は、半導体装置81、87を、基板86,810に実装した図である。ここで、82は電極パッド部、83はバンプ電極、84は導電性接着剤層、85、89は端子電極部である。本実施例では図10(A)の導電性接着剤層84としては発泡性の導電性接着剤を用いて形成した。接着剤中の発泡性樹脂粉の径、含有率、発泡倍率については実施例6と同様のものを用いた。
また別に、バンプ電極83自体を本発明の導電性接着剤を用いて形成した。
また、電極パッド部82を本発明の導電性接着剤で形成したものも作製した。
上記3種のうちいずれかまたは組み合わせで装置と端子電極の電気的接続を行った結果、耐撓み性の高い実装体がえられ、信頼性の高い電気的接続が実現できた。
また、図10(B)の構成においてバンプ電極83の部分を本発明の導電性接着剤による接続に変更した場合においても、十分信頼性の高い電気的接続を実現できた。
【0103】
なお、上述した本発明のそれぞれの実施例では、導電性接着剤として加熱硬化タイプのものについてその効果を確認したが、他の硬化タイプのものでも加熱処理を別に施すことにより同様の効果が得られることは言うまでもない。
【0104】
また、減圧処理法によっても、その効果が得られることはいうまでもない。
【0105】
また、粘着タイプの場合も、多少抵抗特性は低下するが同様に応力緩和効果が得られることは言うまでもない。
【0106】
また、上述したそれぞれの実施例では、導電性粒子として銀粒子を用いた場合について示したが、金粒子、銅粒子、錫粒子、インジウム粒子、パラジウム粒子、ニッケル粒子、あるいは鉛粒子から選択された少なくとも1種の金属粒子またはこれらの任意の合金粒子であっても同様の効果が得られることは言うまでもない。また、カーボン粒子についても同様であり、さらには、金属粒子、セラミック粒子やあるいは樹脂粒子に金、銀、銅、錫、インジウム、パラジウム、ニッケル、あるいは鉛から選択された少なくとも1種の金属またはこれらの任意の合金等をコートした粒子を用いても同様の効果が確認できた。特に、実施例5においては差異が明確とはならなかったが、導電性粒子として金属コート樹脂粒子を用いた場合の方が、その他の導電性粒子を用いた場合よりも接着剤層全体がより柔軟になり、かなり大きな変形にも追随が可能となり、耐応力性の良好な電気的接続状態を達成することができた。
【0107】
さらに、上述したそれぞれの実施例では、発泡性樹脂粉を既存の導電性接着剤に後添加で含有させたが、導電性粒子と樹脂を混練する際に、同時に添加して含有させても良いことは言うまでもない。
【0108】
なお、本発明の導電性ペーストは、上記実施の形態では接着剤であったが、ある部材と別の部材を接着させるためのものに限らず、その他の、たとえば、次に述べるようなビアホール充填用導電性ペーストであってもよい。
【0109】
また、本発明における、発泡性材料、導電性部材、あるいは樹脂などの構成は、上記実施の形態に限らず、同様の効果が得られることは、上述の説明により明らかである。
【0110】
つぎに本発明のビアホール充填用導電性ペーストの実施の形態について図面を参照しながら説明する。
【0111】
本実施の形態におけるビアホール充填用導電性ペーストが、導電性粒子とバインダである合成樹脂とから構成される従来の導電性ペーストと異なる点は、ペースト構成材料の第3成分として導電性ペーストを加熱硬化させる際にその体積が膨張する発泡性材料を含有することにある。すなわち本実施の形態に関わるビアホール充填用導電性ペーストは導電性粒子として銅粉末を30〜70vol%、発泡性材料を0.001〜40vol%の範囲において所定の配合比で構成し、これに必要とする印刷適性に合うようにバインダとして熱硬化性エポキシ樹脂と、また必要に応じて溶剤とを加えたものである。
【0112】
導電性粒子の含有量としては上記30〜70vol%の範囲が好ましく、30vol%未満では導電性粒子同士の接触確率が小さくその固有抵抗が高くなり、また70vol%を超えるとペースト中のバインダ成分が少なくなり、粘度が上昇して印刷が困難となる。つぎにこのようにして調製したビアホール充填用導電性ペーストを用いた回路基板について説明する。
【0113】
図11(A)は絶縁基板10の所定の位置に設けられた貫通孔20に本実施の形態に関わるビアホール充填用導電性ペースト30を充填し、その両面に銅箔40を配置した状態を示すものである。ビアホール充填用導電性ペースト30は銅粉末よりなる導電性粒子50と塩化ビニリデン、アクリル樹脂等の熱可塑性樹脂の中空合成樹脂粒子60の内部に加熱時に体積膨張する気体、液体または固体70を充填したマイクロカプセル80およびエポキシ樹脂等の熱硬化性樹脂90とを有するものである。
【0114】
本実施の形態では導電性粒子50として平均粒径が0.5〜20μm、その比表面積が0.05〜1.5m2/gで、かつ粒子表面の酸素密度が1.0重量%以下である銅粉末を使用し、加熱時に体積膨張する気体70としてブタンを封入したマイクロカプセル80を用いた。ブタン以外に体積膨張する気体として低沸点炭化水素ではメタン、エタン等を使用することができる。さらに加熱時に体積膨張する物質として気体以外にアルコール等の低沸点有機溶剤系の液体またはショウノウ、ナフタレン等の昇華型固体を用いることも可能である。
【0115】
図11(B)はこの絶縁基板10を加熱、加圧してエポキシ樹脂90を硬化させた状態を示すものであり、マイクロカプセル8は加熱によって内部のブタン70が体積膨張し、まだ未硬化状態のエポキシ樹脂90を押しのけて銅粉末50同士に強い圧力を加えることによってその接触面積を増大させるとともに銅粉末50の銅箔40への接触を強力なものとしてビアホール導体100の内部抵抗を低減させることに役立っている。さらに本発明におけるビアホール充填用導電性ペーストは導電性ペースト中の導電性粒子の含有量をその内部抵抗を上昇させることなく従来の導電性ペーストよりも減らすことができるので導電性ペーストの印刷性を向上させることが可能となり、また導電性粒子の使用量を減らすことにより、コストを低減することができる。
【0116】
本実施の形態では導電性粒子50として銅粉末を用いた例について説明したが、このほか金、銀、パラジウム、ニッケル、錫、鉛等の金属粉を単独でまたは合金粉末として用いても同様の効果を得ることができる。
【0117】
本発明に関わる技術を用いて最も大きい効果を得るためには、マイクロカプセルが加熱時に発泡して体積膨張する際の圧力によって変形することが容易である比較的軟質な、すなわち塑性変形し易い金属粉を導電性粒子として用いることが好ましい。また導電性粒子50の粒子径は低い固有抵抗と高い接続信頼性を得るためには、0.2〜20μmの範囲にあることが望ましい。すなわち粒子径が20μmより大きいと粒子間の接続面積が減少して固有抵抗を増大させ、一方0.2μmより小さいとその比表面積が増大してペースト粘度を高くし、ペーストの印刷特性が低下する。導電性粒子50の比表面積は上記の粒子径との関係においてペーストの印刷特性を最適にするために、0.05〜1.5m2/gとすることが好ましい。
【0118】
前述のように本実施の形態では導電性粒子50として銅粉末を用いているが、銅粉はその表面が酸化されやすく、粒子表面を金属状態のままペースト化することは実質上困難である。しかし銅粉末の表面の酸化膜が厚くなるとビアホール導体を形成したときに導電性を阻害する要因となる。したがって本発明ではその銅粉末表面における酸素濃度として1.0重量%以下のものを使用した。
【0119】
つぎに本発明の実施の形態における回路基板の製造方法について図12(A)〜(D)を用いて説明する。
【0120】
図12(A)に示すように、アラミド不織布等の繊維基材にエポキシ樹脂等の熱硬化性樹脂を含浸させて半硬化状態とした絶縁基板110の両面に例えばポリエチレンテレフタレート等の有機フィルム120を貼着した後、レーザ等により絶縁基板110の所定の位置に複数個の貫通孔130を形成し、その貫通孔130内にマイクロカプセル80を有するビアホール充填用導電性ペースト30を印刷法により充填する。
【0121】
図12(B)に示すように、有機フィルム120を剥離したのち、絶縁基板110の両面に図12(C)に示すように銅箔140を載置し、両面より加圧、加熱してマイクロカプセル80を体積膨張させることにより液状の熱硬化性樹脂を押しのけると同時にその膨張圧力により導電性粒子同士を強く接触させて強固な導電パスを形成する。
【0122】
つぎに半硬化状態にある絶縁基板110を完全硬化させ銅箔140と貼着する。
【0123】
つぎに図12(D)に示すように銅箔140を従来のフォトリソ法によりパターニングして所定の配線150を両面に設けることにより回路基板が形成される。
【0124】
本実施の形態では絶縁基板110として、アラミド不織布等の繊維基材にエポキシ樹脂等の熱硬化性樹脂を含浸させて半硬化状態とした全層IVH構造樹脂多層基板を形成する過程における両面回路基板を用いた例について説明したが、絶縁基板110としてガラスエポキシ基板や合成樹脂フィルム基材を用いることも可能である。この場合、図12(C)の工程におけるマイクロカプセル80の発泡は加熱のみで十分であり、圧力はマイクロカプセル80が体積膨張したときにその内部圧力を逃がさない程度の圧力を絶縁基板110の両面から加えておくだけで良い。勿論さらに大きい圧力を加えることも可能であり、この場合さらに強固な導電パスが確保される。
【0125】
このように形成された両面配線回路基板を複数枚積層することによって多層配線回路基板を形成することもできる。
【0126】
【発明の効果】
以上説明したところから明らかなように、本発明の導電性ペーストは、耐歪応力特性の良い低抵抗な特徴を持つ。
【0127】
また、本発明の導電性ペーストを用いる電気的接続方法は、耐応力特性の良い、低抵抗な電気的接続状態を達成できる。
【0128】
また、本発明の導電性構造は、低抵抗で耐歪応力特性の優れた導電性構造を得ることが出来る。
【0129】
また、本発明のビアホール充填用導電性ペーストは、発泡性材料が体積膨張する際の内部圧力によって、導電性ペースト中の導電性粒子同士の接触面積と、導電性粒子と配線を形成するための銅箔との接触面積とをそれぞれ増大させることにより、ビアホール導体の内部抵抗を低減させることができ、また配線の層間接続の信頼性を向上させることができる。
【0130】
さらに導電性ペースト中の導電性粒子の含有量を減らすことが可能となり、したがって導電性ペーストの印刷性が向上されて生産性が良くなり、また導電性粒子の使用量を減らすことにより、コスト低減にも効果が得られる。
【図面の簡単な説明】
【図1】本発明の一実施の形態における導電性接着剤層の構造を示す断面図(A)とその微細構造を示す断面図(B)。
【図2】従来例における導電性接着剤層の構造を示す断面図(A)とその微細構造を示す断面図(B)。
【図3】本発明の一実施の形態における発泡性樹脂粉の構造を示す断面図。
【図4】本発明の一実施例であるコンデンサの断面図。
【図5】本発明の一実施例であるコンデンサの断面図。
【図6】本発明の一実施例であるコンデンサの断面図。
【図7】本発明の一実施例である積層セラミックコンデンサの外部電極部の断面図。
【図8】本発明の一実施例である積層セラミックコンデンサの外部電極部の一部拡大断面図。
【図9】本発明の一実施例である積層セラミックコンデンサの基板への実装体の断面図。
【図10】本発明の一実施例である半導体の基板への実装体の断面図。
【図11】本発明の一実施の形態におけるビアホール充填用導電性ペーストの構成を示す回路基板の一部拡大断面図。
【図12】同実施の形態における回路基板の製造方法を説明する一部工程断面図。
【符号の説明】
1 導電性接着剤層
2 導電性粒子と樹脂が形成する構造体
3 導電性粒子
4 発泡性樹脂粉が発泡した後の小気孔
5 中空樹脂粒子
6 殻壁
7 低沸点炭化水素
8 気孔
10 絶縁基板
20 貫通孔
30 ビアホール充填用導電性ペースト
40 銅箔
50 導電性粒子
60 中空合成樹脂粒子
70 気体、液体または固体
80 マイクロカプセル
90 熱硬化性樹脂
100 ビアホール導体
Claims (34)
- 導電性粒子と、発泡性材料と、樹脂とを含有し、前記発泡性材料は、中空樹脂粒子内部に加熱あるいは減圧時に膨張する物質を含有するマイクロカプセルであることを特徴とする導電性ペースト。
- 前記導電性粒子は、金属粒子、カーボン粒子、あるいは金属が表面にコートされた粒子、であることを特徴とする請求項1記載の導電性ペースト。
- 前記加熱あるいは減圧時に膨張する物質は、低沸点炭化水素であることを特徴とする請求項1記載の導電性ペースト。
- 前記発泡性材料の発泡前の含有量は、前記導電性粒子量1に対して0.001〜0.5体積比となる量であることを特徴とする請求項1に記載の導電性ペースト。
- 前記発泡性材料の発泡前の粒径は、1μm以上50μm以下であることを特徴とする請求項1記載の導電性ペースト。
- 前記加熱あるいは減圧による前記発泡性材料が発泡するさいの体積膨張率は、1倍を超え100倍以下であることを特徴とする請求項1記載の導電性ペースト。
- 前記金属粒子は、金粒子、銀粒子、銅粒子、錫粒子、インジウム粒子、パラジウム粒子、ニッケル粒子、あるいは鉛粒子から選択された少なくとも1種の金属粒子またはこれらの任意の合金粒子であることを特徴とする請求項2記載の導電性ペースト。
- 前記金属が表面にコートされた粒子のコート材料は、金、銀、銅、錫、インジウム、パラジウム、ニッケル、あるいは鉛から選択された少なくとも1種の金属またはこれらの任意の合金であることを特徴とする請求項2記載の導電性ペースト。
- 前記金属が表面にコートされた粒子の母材粒子は、樹脂粒子であることを特徴とする請求項2記載の導電性ペースト。
- 前記導電性ペーストは、導電性接着剤であることを特徴とする請求項1〜9のいずれかに記載の導電性ペースト。
- 導電性粒子と、加熱あるいは減圧時に発泡する発泡性材料と、熱硬化性樹脂とを主成分とするビアホール充填用の導電性ペースト。
- 前記導電性粒子が、平均粒径0.5〜20μmで、その比表面積が0.05〜1.5m2/gの金、銀、パラジウム、銅、ニッケル、錫、鉛、インジウムから選択された少なくとも一種の金属粒子またはこれらの合金粒子である請求項11に記載の導電性ペースト。
- 前記導電性粒子が、平均粒径0.5〜20μm、比表面積が0.05〜1.5m2/gで、その表面の酸素濃度が1.0重量%以下の銅粉末である請求項12記載の導電性ペースト。
- 前記熱硬化性樹脂が、熱硬化性エポキシ樹脂組成物である請求項11に記載の導電性ペースト。
- 貫通孔を有する絶縁基板と、前記絶縁基板の表面に形成された配線パターンと、前記貫通孔に充填されて前記絶縁基板の両面または多層構造に形成された前記配線パターンを電気的に接続するビアホール導体とを備える回路基板において、
前記ビアホール導体として、請求項11記載の導電性ペーストを用いて形成した導電体を用いることを特徴とする回路基板。 - 前記絶縁基板が、合成樹脂フィルム基板または、アラミドエポキシ樹脂、ガラスエポキシ樹脂の半硬化状態の樹脂含浸織布基板または、不織布基板である請求項15記載の回路基板。
- 絶縁基板に複数の貫通孔を設ける工程と、前記貫通孔に請求項11に記載のビアホール充填用導電性ペーストを充填する工程と、前記絶縁基板の両面に銅箔を配置したのち加熱、加圧して前記ビアホール充填用導電性ペースト中の発泡性材料を体積膨張させる工程と、導電性ペーストを硬化させる工程と、前記銅箔を所定のパターン形状にエッチングすることにより配線パターンを形成する工程とを少なくとも備えた回路基板の製造方法。
- 前記絶縁基板として、合成樹脂フィルム基板またはアラミドエポキシ樹脂、ガラスエポキシ樹脂の半硬化状態の樹脂含浸織布基板または不織布基板を用いることを特徴とする請求項17に記載の回路基板の製造方法。
- 回路基板の所定の部位に電気的に接続しているビアホールの導電性構造であって、前記導電性構造は、請求項11記載のビアホール充填用導電性ペーストを利用して形成された、多数の実質上空洞を有することを特徴とする導電性構造。
- 所定の部位に電気的に接続している導電性構造であって、前記導電性構造は、請求項1記載の導電性ペーストを利用して形成された、多数の実質上空洞を有することを特徴とする導電性構造。
- 前記多数の実質上空洞を有する導電性構造が、1μm以上100μm以下の空孔を3〜50vol%有することを特徴とする請求項19又は20記載の導電性構造。
- 前記多数の実質上空洞を有する導電性構造の、体積抵抗率が10-6Ω・cm以上10-2Ω・cm以下である請求項19又は20記載の導電性構造。
- 内部に電極を有するセラミック電子部品において、
前記内部の電極と電気的に接続し、かつ端部に形成された外部電極部が、請求項20記載の、多数の実質上空洞を有する導電性構造を有することを特徴とするセラミック電子部品。 - 内部に電極を有し、外部端子電極と導電体を介して電気的接続をとる、ケーシングタイプあるいはモールドタイプの電子部品であって、
前記内部の電極と、外部電極あるいは外部電極に電気的に接続されたリード電極とを互いに接続するための導電体が、請求項1記載の導電性ペーストを利用して形成された多数の実質上空洞を有する導電性構造を有することを特徴する電子部品。 - 電子部品が基板上に電気的に接続された実装体において、
前記接続部が、請求項1記載の導電性ペーストを利用して形成された多数の実質上空洞を有する導電性構造を有することを特徴とする実装体。 - 前記電子部品が、半導体装置であることを特徴とする請求項25記載の実装体。
- 内部に電極を有するセラミック電子部品の製造方法において、
前記内部の電極が露出した端部の所定部位に、導電性粒子と、加熱あるいは減圧時に発泡する発泡性材料と、樹脂とを主成分とする導電性ペーストを塗布する工程と、
前記導電性ペーストを加熱あるいは減圧して、前記導電性ペーストに含まれる発泡性材料を発泡させて外部電極部を形成する工程と、
を備えたことを特徴とするセラミック電子部品の製造方法。 - 所定の部位と、その部位とは別の所定の部位とを導電性粒子と、加熱あるいは減圧時に発泡する発泡性材料と、樹脂とを主成分とする導電性ペーストを用いて接続する接続ステップと、
その後、前記導電性ペーストを加熱あるいは減圧して、その導電性ペーストに含有されている発泡性材料を発泡させる発泡ステップと、
を備えたことを特徴とする導電性ペーストを用いる電気的接続方法。 - 前記発泡ステップで、同時に前記導電性ペーストの硬化を行うことを特徴とする請求項28記載の電気的接続方法。
- 前記発泡ステップの後に、前記導電性ペーストの硬化を行うステップを備えたことを特徴とする請求項28記載の電気的接続方法。
- 前記発泡ステップは所定の温度で行い、前記硬化ステップにおいては、前記所定の温度よりも高い温度で硬化を行うことを特徴とする請求項30記載の電気的接続方法。
- 前記所定の部位は電子部品の所定の部位であり、前記別の所定の部位は、基板の所定の部位であることを特徴とする請求項28の電気的接続方法。
- 前記電子部品は、半導体装置であることを特徴とする請求項32記載の電気的接続方法。
- 前記所定の部位は、内部に電極を有し、外部端子電極と導電体を介して電気的接続をとる、ケーシングタイプあるいはモールドタイプの電子部品の、前記内部の電極であり、
前記別の所定の部位は、前記外部電極あるいは、前記外部電極に電気的に接続されたリード電極である請求項28記載の電気的接続方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP24225499A JP3650546B2 (ja) | 1998-08-28 | 1999-08-27 | 導電性ペースト、およびそれを用いた導電性構造、セラミック電子部品、電子部品、実装体、回路基板、電気的接続方法、回路基板の製造方法、及びセラミック電子部品の製造方法 |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP24415198 | 1998-08-28 | ||
| JP10-324699 | 1998-11-16 | ||
| JP32469998 | 1998-11-16 | ||
| JP10-244151 | 1998-11-16 | ||
| JP24225499A JP3650546B2 (ja) | 1998-08-28 | 1999-08-27 | 導電性ペースト、およびそれを用いた導電性構造、セラミック電子部品、電子部品、実装体、回路基板、電気的接続方法、回路基板の製造方法、及びセラミック電子部品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000215729A JP2000215729A (ja) | 2000-08-04 |
| JP3650546B2 true JP3650546B2 (ja) | 2005-05-18 |
Family
ID=27333026
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP24225499A Expired - Lifetime JP3650546B2 (ja) | 1998-08-28 | 1999-08-27 | 導電性ペースト、およびそれを用いた導電性構造、セラミック電子部品、電子部品、実装体、回路基板、電気的接続方法、回路基板の製造方法、及びセラミック電子部品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3650546B2 (ja) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4872166B2 (ja) * | 2001-06-28 | 2012-02-08 | 日立化成工業株式会社 | 導電ペーストを用いた電気回路とその製造方法及び導電ペーストの製造方法 |
| US6661644B2 (en) | 2001-10-05 | 2003-12-09 | Matsushita Electric Industrial Co., Ltd. | Capacitor |
| JP3974860B2 (ja) * | 2003-01-28 | 2007-09-12 | 京セラ株式会社 | 太陽電池素子 |
| JP2005225904A (ja) * | 2004-02-10 | 2005-08-25 | Ricoh Co Ltd | 被接着物と接着物の接合方法、接合構造および接合装置 |
| JP4775995B2 (ja) * | 2004-03-25 | 2011-09-21 | 住友ベークライト株式会社 | 配線基板 |
| JP2005298654A (ja) * | 2004-04-09 | 2005-10-27 | Ricoh Co Ltd | 接合方法 |
| JP4624017B2 (ja) * | 2004-07-07 | 2011-02-02 | 三洋電機株式会社 | 固体電解コンデンサの製造方法 |
| JP4492330B2 (ja) * | 2004-12-07 | 2010-06-30 | パナソニック株式会社 | 電子部品実装構造体およびその製造方法 |
| JP4891895B2 (ja) * | 2005-03-04 | 2012-03-07 | ソニーケミカル&インフォメーションデバイス株式会社 | 異方導電性接着剤及びこれを用いた電極の接続方法 |
| US8153891B2 (en) | 2006-01-31 | 2012-04-10 | Sanyo Electric Co., Ltd. | Solar cell and solar cell module |
| JP5004654B2 (ja) * | 2007-05-16 | 2012-08-22 | パナソニック株式会社 | 配線基板の接続方法および配線基板構造 |
| KR100888404B1 (ko) * | 2007-06-22 | 2009-03-13 | 삼성전기주식회사 | 도전성 페이스트와 이를 이용한 인쇄회로기판 및 그제조방법 |
| KR20110065622A (ko) * | 2009-12-10 | 2011-06-16 | 삼성전기주식회사 | 적층 세라믹 커패시터 |
| JP5402910B2 (ja) * | 2010-11-22 | 2014-01-29 | 日立化成株式会社 | 導電ペースト及びその製造方法 |
| JP5806030B2 (ja) * | 2011-07-28 | 2015-11-10 | 京セラ株式会社 | 回路基板およびこれを備える電子装置 |
| JPWO2013171918A1 (ja) * | 2012-05-15 | 2016-01-07 | 京セラ株式会社 | 圧電アクチュエータ、圧電振動装置および携帯端末 |
| JP6151412B2 (ja) * | 2012-09-18 | 2017-06-21 | デクセリアルズ株式会社 | 異方性導電フィルム、異方性導電フィルムの製造方法、接続体の製造方法、及び接続方法 |
| JP6017921B2 (ja) * | 2012-10-29 | 2016-11-02 | 日本特殊陶業株式会社 | 多層配線基板の製造方法 |
| JP6262586B2 (ja) * | 2014-03-27 | 2018-01-17 | 京セラ株式会社 | セルスタックおよびモジュールならびにモジュール収容装置 |
| EP3182417A1 (en) * | 2014-08-14 | 2017-06-21 | Alteco Korea Co. Ltd. | Conductive complex and preparing method therefor |
| JP6818400B2 (ja) * | 2015-06-26 | 2021-01-20 | 京セラ株式会社 | セルスタック、モジュールおよびモジュール収容装置 |
| DE102016214693B4 (de) | 2016-08-08 | 2018-05-09 | Steinbeiss-Forschungszentrum, Material Engineering Center Saarland | Elektrisch leitendes Kontaktelement für einen elektrischen Steckverbinder, elektrischer Steckverbinder, der ein solches Kontaktelement umfasst, und Verfahren zum Einschließen eines Hilfsstoffes unter der Kontaktoberfläche eines solchen Kontaktelements |
| JP2018037478A (ja) | 2016-08-30 | 2018-03-08 | 株式会社村田製作所 | カーボンペーストおよびそれを用いた固体電解コンデンサを構成するコンデンサ素子 |
| KR101892849B1 (ko) | 2017-03-02 | 2018-08-28 | 삼성전기주식회사 | 전자 부품 |
| JP7358828B2 (ja) * | 2019-08-09 | 2023-10-11 | Tdk株式会社 | 電子部品 |
| JP7358829B2 (ja) * | 2019-08-09 | 2023-10-11 | Tdk株式会社 | 電子部品 |
| CN111136971A (zh) * | 2020-01-16 | 2020-05-12 | 北京华清凯尔空气净化技术有限公司 | 一种复合材料 |
| WO2021220976A1 (ja) * | 2020-05-01 | 2021-11-04 | 昭栄化学工業株式会社 | 導電性樹脂組成物及び電子部品の製造方法 |
| JP7078195B2 (ja) * | 2020-05-01 | 2022-05-31 | 昭栄化学工業株式会社 | 電子部品の製造方法 |
-
1999
- 1999-08-27 JP JP24225499A patent/JP3650546B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000215729A (ja) | 2000-08-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3650546B2 (ja) | 導電性ペースト、およびそれを用いた導電性構造、セラミック電子部品、電子部品、実装体、回路基板、電気的接続方法、回路基板の製造方法、及びセラミック電子部品の製造方法 | |
| US6479763B1 (en) | Conductive paste, conductive structure using the same, electronic part, module, circuit board, method for electrical connection, method for manufacturing circuit board, and method for manufacturing ceramic electronic part | |
| JP3057924B2 (ja) | 両面プリント基板およびその製造方法 | |
| JP3051700B2 (ja) | 素子内蔵多層配線基板の製造方法 | |
| KR970005002B1 (ko) | 회로형성용기판의 제조방법 및 회로형성용기판 및 이것을 사용한 다층회로기판 | |
| JPH10256687A (ja) | ビアホール充填用導体ペースト組成物とそれを用いたプリント配線基板 | |
| JPH11126978A (ja) | 多層配線基板 | |
| JP4508193B2 (ja) | 実装基板、実装体とそれを用いた電子機器 | |
| JP3964085B2 (ja) | プリント配線基板、及びプリント配線基板の製造方法 | |
| JP2006294725A (ja) | 配線基板、多層配線基板およびそれらの製造方法 | |
| US6528733B2 (en) | Multi-layer circuit board and method of manufacturing same | |
| JP2002026520A (ja) | 多層配線基板及びその製造方法 | |
| JP5310545B2 (ja) | ビアホール充填用導電体ペースト組成物と、それを用いたプリント基板並びにその製造方法 | |
| TWI412313B (zh) | 多層印刷配線板及其製法 | |
| JP3956087B2 (ja) | プリント基板の製造方法 | |
| JP2007109697A (ja) | 多層プリント配線板及びその製造方法 | |
| JP2002368364A (ja) | プリント配線基板とその製造方法 | |
| JP4012022B2 (ja) | 多層配線基板、多層配線基板用基材およびその製造方法 | |
| JP2003008161A (ja) | 導電体、および回路基板 | |
| JP2005340279A (ja) | 多層配線板およびその製造方法 | |
| JPH06209148A (ja) | 両面プリント基板およびその製造方法 | |
| JP2008181914A (ja) | 多層プリント配線板及びその製造方法 | |
| JP3238901B2 (ja) | 多層プリント配線基板およびその製造方法 | |
| JP3063427B2 (ja) | 回路基板およびその形成方法 | |
| JP2007142147A (ja) | 導電性ペースト組成物並びにそれを用いたプリント配線基板とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040802 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041116 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050208 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050218 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3650546 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080225 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090225 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100225 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100225 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110225 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120225 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130225 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130225 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140225 Year of fee payment: 9 |
|
| EXPY | Cancellation because of completion of term |