JP2010058212A - 研削ホイール - Google Patents
研削ホイール Download PDFInfo
- Publication number
- JP2010058212A JP2010058212A JP2008225542A JP2008225542A JP2010058212A JP 2010058212 A JP2010058212 A JP 2010058212A JP 2008225542 A JP2008225542 A JP 2008225542A JP 2008225542 A JP2008225542 A JP 2008225542A JP 2010058212 A JP2010058212 A JP 2010058212A
- Authority
- JP
- Japan
- Prior art keywords
- wheel
- grinding
- grinding wheel
- mount
- wheel base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000004696 Poly ether ether ketone Substances 0.000 claims description 6
- 229920002530 polyetherether ketone Polymers 0.000 claims description 6
- 229920006324 polyoxymethylene Polymers 0.000 claims description 6
- 239000011347 resin Substances 0.000 claims description 4
- 229920005989 resin Polymers 0.000 claims description 4
- 229930182556 Polyacetal Natural products 0.000 claims description 3
- 230000002093 peripheral effect Effects 0.000 abstract description 3
- WSMQKESQZFQMFW-UHFFFAOYSA-N 5-methyl-pyrazole-3-carboxylic acid Chemical compound CC1=CC(C(O)=O)=NN1 WSMQKESQZFQMFW-UHFFFAOYSA-N 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 229920006351 engineering plastic Polymers 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229910052594 sapphire Inorganic materials 0.000 description 3
- 239000010980 sapphire Substances 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- 229910052581 Si3N4 Inorganic materials 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 229910052451 lead zirconate titanate Inorganic materials 0.000 description 2
- HFGPZNIAWCZYJU-UHFFFAOYSA-N lead zirconate titanate Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[Ti+4].[Zr+4].[Pb+2] HFGPZNIAWCZYJU-UHFFFAOYSA-N 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 2
- 229910013641 LiNbO 3 Inorganic materials 0.000 description 1
- 239000006061 abrasive grain Substances 0.000 description 1
- 229910002113 barium titanate Inorganic materials 0.000 description 1
- JRPBQTZRNDNNOP-UHFFFAOYSA-N barium titanate Chemical compound [Ba+2].[Ba+2].[O-][Ti]([O-])([O-])[O-] JRPBQTZRNDNNOP-UHFFFAOYSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- NEHMKBQYUWJMIP-UHFFFAOYSA-N chloromethane Chemical compound ClC NEHMKBQYUWJMIP-UHFFFAOYSA-N 0.000 description 1
- 238000009429 electrical wiring Methods 0.000 description 1
- GQYHUHYESMUTHG-UHFFFAOYSA-N lithium niobate Chemical compound [Li+].[O-][Nb](=O)=O GQYHUHYESMUTHG-UHFFFAOYSA-N 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images







Abstract
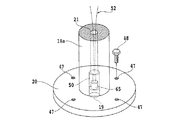
【解決手段】 研削装置のスピンドル先端に固定されたホイールマウントに装着される研削ホイールであって、該ホイールマウントに装着されるマウント装着リングと、第1面及び該第1面と反対側の第2面を有し、複数の研削砥石が該第2面の外周部に固定されたホイールベースと、該研削砥石の半径方向内側で該ホイールベースの該第1面に配設された超音波振動子と、該マウント装着リングと該ホイールベースとの間に介装された振動吸収リングと、を具備したことを特徴とする。
【選択図】図4
Description
超音波振動子60をチタン酸ジルコン酸鉛(Pb(Zi,Ti)O3)から形成した本発明実施形態の研削ホイール22をホイールマウント20に装着し、超音波振動子60に50kHzの周波数で150Vの電圧を印加した。
10 研削ユニット
20 ホイールマウント
22 研削ホイール
36 チャックテーブル
56 ホイールベース
58 研削砥石
60 超音波振動子
62 マウント装着リング
68 振動吸収リング
70 スリット
Claims (5)
- 研削装置のスピンドル先端に固定されたホイールマウントに装着される研削ホイールであって、
該ホイールマウントに装着されるマウント装着リングと、
第1面及び該第1面と反対側の第2面を有し、複数の研削砥石が該第2面の外周部に固定されたホイールベースと、
該研削砥石の半径方向内側で該ホイールベースの該第1面に配設された超音波振動子と、
該マウント装着リングと該ホイールベースとの間に介装された振動吸収リングと、
を具備したことを特徴とする研削ホイール。 - 前記ホイールベースは前記第1面に環状溝を有しており、前記超音波振動子は該環状溝中に挿入固定されていることを特徴とする請求項1記載の研削ホイール。
- 前記振動吸収リングは、該ホイールベースに連結される第1の連結部と、該マウント装着リングに連結される第2の連結部と、該第1の連結部と該第2の連結部との間に形成され、該ホイールベースに生成された超音波振動を吸収するスリット部とを有している請求項1又は2記載の研削ホイール。
- 前記振動吸収リングは硬質樹脂から形成される請求項1〜3の何れかに記載の研削ホイール。
- 該硬質樹脂は、ポリエーテルエーテルケトン(PEEK)又はポリアセタール(POM)の何れかである請求項4記載の研削ホイール。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008225542A JP5259307B2 (ja) | 2008-09-03 | 2008-09-03 | 研削ホイール |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008225542A JP5259307B2 (ja) | 2008-09-03 | 2008-09-03 | 研削ホイール |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010058212A true JP2010058212A (ja) | 2010-03-18 |
| JP5259307B2 JP5259307B2 (ja) | 2013-08-07 |
Family
ID=42185605
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008225542A Active JP5259307B2 (ja) | 2008-09-03 | 2008-09-03 | 研削ホイール |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5259307B2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010058252A (ja) * | 2008-09-08 | 2010-03-18 | Disco Abrasive Syst Ltd | 研削ホイール |
| JP2012016779A (ja) * | 2010-07-08 | 2012-01-26 | Disco Corp | リチウムタンタレートの加工方法 |
| JP2012125850A (ja) * | 2010-12-13 | 2012-07-05 | Disco Corp | 研削ホイール |
| JP2014042947A (ja) * | 2012-08-24 | 2014-03-13 | Disco Abrasive Syst Ltd | 研削装置 |
| CN108747715A (zh) * | 2018-08-28 | 2018-11-06 | 艾尔发智能科技股份有限公司 | 一种湿式自动打磨抛光机 |
| CN109397086A (zh) * | 2017-08-17 | 2019-03-01 | 株式会社迪思科 | 安装座 |
| KR20220060170A (ko) * | 2020-11-04 | 2022-05-11 | 주식회사아일 | 전도체 디코팅 툴 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6478764A (en) * | 1987-09-18 | 1989-03-24 | Inoue Japax Res | Grindstone |
| JP2003218078A (ja) * | 2002-01-18 | 2003-07-31 | Nippei Toyama Corp | ウェーハの加工装置 |
| JP2006142472A (ja) * | 2004-10-19 | 2006-06-08 | Kurenooton Kk | オンラインロール研削用カップ状砥石 |
| WO2006137453A1 (ja) * | 2005-06-21 | 2006-12-28 | Kazumasa Ohnishi | 超音波振動を利用する研磨装置 |
| JP2007030114A (ja) * | 2005-07-28 | 2007-02-08 | Disco Abrasive Syst Ltd | 切削装置 |
| JP2008023693A (ja) * | 2006-07-25 | 2008-02-07 | Disco Abrasive Syst Ltd | 研削装置および研削ホイール |
| JP2008142805A (ja) * | 2006-12-07 | 2008-06-26 | Nikon Corp | 研削用砥石、砥石ペレット及び光学素子の製造方法 |
| WO2009009870A1 (en) * | 2007-07-13 | 2009-01-22 | UNIVERSITé LAVAL | Thermoformable ultrasonic machining tool and method |
-
2008
- 2008-09-03 JP JP2008225542A patent/JP5259307B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6478764A (en) * | 1987-09-18 | 1989-03-24 | Inoue Japax Res | Grindstone |
| JP2003218078A (ja) * | 2002-01-18 | 2003-07-31 | Nippei Toyama Corp | ウェーハの加工装置 |
| JP2006142472A (ja) * | 2004-10-19 | 2006-06-08 | Kurenooton Kk | オンラインロール研削用カップ状砥石 |
| WO2006137453A1 (ja) * | 2005-06-21 | 2006-12-28 | Kazumasa Ohnishi | 超音波振動を利用する研磨装置 |
| JP2007030114A (ja) * | 2005-07-28 | 2007-02-08 | Disco Abrasive Syst Ltd | 切削装置 |
| JP2008023693A (ja) * | 2006-07-25 | 2008-02-07 | Disco Abrasive Syst Ltd | 研削装置および研削ホイール |
| JP2008142805A (ja) * | 2006-12-07 | 2008-06-26 | Nikon Corp | 研削用砥石、砥石ペレット及び光学素子の製造方法 |
| WO2009009870A1 (en) * | 2007-07-13 | 2009-01-22 | UNIVERSITé LAVAL | Thermoformable ultrasonic machining tool and method |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010058252A (ja) * | 2008-09-08 | 2010-03-18 | Disco Abrasive Syst Ltd | 研削ホイール |
| JP2012016779A (ja) * | 2010-07-08 | 2012-01-26 | Disco Corp | リチウムタンタレートの加工方法 |
| JP2012125850A (ja) * | 2010-12-13 | 2012-07-05 | Disco Corp | 研削ホイール |
| JP2014042947A (ja) * | 2012-08-24 | 2014-03-13 | Disco Abrasive Syst Ltd | 研削装置 |
| CN109397086A (zh) * | 2017-08-17 | 2019-03-01 | 株式会社迪思科 | 安装座 |
| CN108747715A (zh) * | 2018-08-28 | 2018-11-06 | 艾尔发智能科技股份有限公司 | 一种湿式自动打磨抛光机 |
| CN108747715B (zh) * | 2018-08-28 | 2024-03-26 | 艾尔发智能科技股份有限公司 | 一种湿式自动打磨抛光机 |
| KR20220060170A (ko) * | 2020-11-04 | 2022-05-11 | 주식회사아일 | 전도체 디코팅 툴 |
| KR102482263B1 (ko) * | 2020-11-04 | 2022-12-28 | 주식회사아일 | 전도체 디코팅 툴 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5259307B2 (ja) | 2013-08-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5259307B2 (ja) | 研削ホイール | |
| JP4977416B2 (ja) | 研削装置および研削ホイール | |
| US7347766B2 (en) | Cutting method and cutting apparatus | |
| JP5280247B2 (ja) | 研削装置 | |
| JP5049095B2 (ja) | 研削ホイール | |
| JP2011148028A (ja) | 研削ホイール | |
| JP5329264B2 (ja) | 研削ホイール | |
| JP6153323B2 (ja) | 研削装置及び研削方法 | |
| JP5362492B2 (ja) | 研削ホイール | |
| JP5902945B2 (ja) | 研削ホイール | |
| JP5301321B2 (ja) | 研削ホイール | |
| JP5208630B2 (ja) | 研削ホイール | |
| JP2009285798A (ja) | サファイア基板の研削方法 | |
| JP2012125850A (ja) | 研削ホイール | |
| JP5766566B2 (ja) | 研削装置 | |
| JP4989213B2 (ja) | 超音波振動子を備えた切削工具 | |
| JP2010194651A (ja) | 研削ホイール | |
| JP5068147B2 (ja) | 研削ホイール | |
| JP4847093B2 (ja) | 切削工具 | |
| JP2007283418A (ja) | 切削工具 | |
| JP5357571B2 (ja) | 研削ホイール | |
| JP5798014B2 (ja) | 研削装置 | |
| JP2011152605A (ja) | 研削装置 | |
| JP5690643B2 (ja) | 研削装置 | |
| JP2016100557A (ja) | 研削方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110824 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130212 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130401 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130423 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130424 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160502 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5259307 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |