JP2007000915A - 半田付け方法及び半田付け装置 - Google Patents
半田付け方法及び半田付け装置 Download PDFInfo
- Publication number
- JP2007000915A JP2007000915A JP2005186111A JP2005186111A JP2007000915A JP 2007000915 A JP2007000915 A JP 2007000915A JP 2005186111 A JP2005186111 A JP 2005186111A JP 2005186111 A JP2005186111 A JP 2005186111A JP 2007000915 A JP2007000915 A JP 2007000915A
- Authority
- JP
- Japan
- Prior art keywords
- pressure
- chamber
- solder
- soldering
- heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/74—Apparatus for manufacturing arrangements for connecting or disconnecting semiconductor or solid-state bodies
- H01L24/75—Apparatus for connecting with bump connectors or layer connectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L24/83—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a layer connector
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/83—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a layer connector
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/15—Details of package parts other than the semiconductor or other solid state devices to be connected
- H01L2924/151—Die mounting substrate
- H01L2924/156—Material
- H01L2924/15786—Material with a principal constituent of the material being a non metallic, non metalloid inorganic material
- H01L2924/15787—Ceramics, e.g. crystalline carbides, nitrides or oxides
Abstract
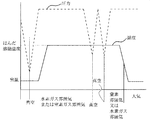
【解決手段】 圧力がほぼ大気圧の還元雰囲気または不活性雰囲気中において、半田6とこの半田によって半田付けされる基板2とIC4を加熱して、半田を溶融させる。この溶融状態で、前記圧力をほぼ大気圧から減圧する。次に、前記ほぼ大気圧の還元雰囲気または不活性雰囲気に戻す。この圧力変化後に、ほぼ大気圧の還元雰囲気または不活性雰囲気中で基板とICと半田とを冷却する。
【選択図】図3
Description
2 基板(被半田付け体)
4 ICチップ(被半田付け体)
6 半田
30 加熱ヒータ(加熱手段)
34 冷却盤(冷却手段)
Claims (6)
- 圧力がほぼ大気圧の還元雰囲気または不活性雰囲気中において、半田とこの半田によって半田付けされる被半田付け体とを備える半田付け処理物を加熱して、前記半田を溶融させる溶融過程と、
前記半田の溶融状態において前記圧力を前記ほぼ大気圧から減圧し、その後に前記ほぼ大気圧の還元雰囲気または不活性雰囲気に戻す圧力変化過程と、
この圧力変化過程の後に、前記ほぼ大気圧の還元雰囲気または不活性雰囲気において前記半田付け処理物を冷却する冷却過程とを、
具備する半田付け方法。 - 請求項1記載の半田付け方法において、前記圧力変化過程を複数回にわたって繰り返す半田付け方法。
- 半田と、この半田によって半田付けされる被半田付け体とを、備えた半田付け処理物が、順に移動可能な加熱チャンバと冷却チャンバとを、備え、
前記加熱チャンバは、
前記半田が溶融する温度に加熱する加熱手段と、
この加熱手段による加熱状態において前記加熱チャンバの圧力がほぼ大気圧の還元雰囲気または不活性雰囲気とし、その後に前記加熱チャンバを減圧し、再びほぼ大気圧の還元雰囲気または不活性雰囲気とする圧力調整手段とを、
具備し、
前記冷却チャンバは、ほぼ大気圧の還元雰囲気または不活性雰囲気中で前記半田付け処理物を冷却する冷却手段を有する
半田付け装置。 - 請求項3記載の半田付け装置において、前記加熱チャンバの前と前記冷却チャンバの後に、圧力がほぼ大気圧の還元雰囲気または不活性雰囲気の状態と、大気状態とに、切換可能なロードロックチャンバをそれぞれ設けた半田付け装置。
- 圧力がほぼ大気圧である還元雰囲気または不活性ガス雰囲気であって、半田とこの半田によって半田付けされる被半田付け体とを備える半田付け処理物が搬送経路に沿って搬送されるチャンバと、
前記搬送経路の中途に設けられ、前記被半田付け処理物を前記半田の溶融温度に加熱する加熱手段と、
この加熱手段による加熱状態において、前記半田付け処理物の周囲の圧力を減少させ、その後に前記チャンバ内の圧力に戻す圧力変更手段と、
前記加熱手段よりも後方の搬送経路において、前記半田付け処理物を冷却する冷却手段とを、
具備する半田付け装置。 - 請求項5記載の半田付け装置において、前記チャンバの前後に、圧力がほぼ大気圧の不活性雰囲気の状態と、大気状態とに、切換可能なロードロックチャンバをそれぞれ設けた半田付け装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005186111A JP2007000915A (ja) | 2005-06-27 | 2005-06-27 | 半田付け方法及び半田付け装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005186111A JP2007000915A (ja) | 2005-06-27 | 2005-06-27 | 半田付け方法及び半田付け装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007000915A true JP2007000915A (ja) | 2007-01-11 |
| JP2007000915A5 JP2007000915A5 (ja) | 2008-08-07 |
Family
ID=37686975
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005186111A Pending JP2007000915A (ja) | 2005-06-27 | 2005-06-27 | 半田付け方法及び半田付け装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007000915A (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009130123A (ja) * | 2007-11-22 | 2009-06-11 | Toyota Motor Corp | 電子部品と回路基板との接合方法、その接合装置、および半導体装置 |
| WO2012164776A1 (ja) * | 2011-05-30 | 2012-12-06 | 有限会社ヨコタテクニカ | 半田付け装置 |
| CN103681363A (zh) * | 2012-09-17 | 2014-03-26 | Psk有限公司 | 串行线性热处理器排列 |
| US8962792B2 (en) | 2010-09-30 | 2015-02-24 | Dow Global Technologies Llc | Process for preparing epoxy resins |
| US9080059B2 (en) | 2010-09-30 | 2015-07-14 | Blue Cube Ip Llc | Coating compositions |
| US9284434B2 (en) | 2010-09-30 | 2016-03-15 | Blue Cube Ip Llc | Epoxy resin compositions |
| US9371414B2 (en) | 2010-09-30 | 2016-06-21 | Blue Cube Ip Llc | Epoxy resin adducts and thermosets thereof |
| JP2016140870A (ja) * | 2015-01-30 | 2016-08-08 | 株式会社タムラ製作所 | はんだバンプの形成方法 |
| JP2016155141A (ja) * | 2015-02-24 | 2016-09-01 | 株式会社タムラ製作所 | はんだ接合構造体の製造方法 |
| JP2016157766A (ja) * | 2015-02-24 | 2016-09-01 | 株式会社タムラ製作所 | はんだバンプのリフロー方法 |
| JP2020064937A (ja) * | 2018-10-16 | 2020-04-23 | トヨタ自動車株式会社 | 半導体装置の製造方法 |
| JP2021507812A (ja) * | 2017-12-29 | 2021-02-25 | シャンドン ツァイジュー エレクトロニック テクノロジー カンパニー リミテッド | 広範囲に適応する真空溶接炉 |
| JP2021508602A (ja) * | 2017-12-29 | 2021-03-11 | シャンドン ツァイジュー エレクトロニック テクノロジー カンパニー リミテッド | 真空溶接炉及び溶接方法 |
| CN117139941A (zh) * | 2023-10-30 | 2023-12-01 | 北京中科同志科技股份有限公司 | 真空系统及其工作方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54114455A (en) * | 1978-02-24 | 1979-09-06 | Kanto Yakin Kogyo | Furnace for soldering aluminium material under protecting gas without using flux and use |
| JP2003297860A (ja) * | 2002-03-29 | 2003-10-17 | Fuji Electric Co Ltd | 半導体装置の製造方法 |
-
2005
- 2005-06-27 JP JP2005186111A patent/JP2007000915A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54114455A (en) * | 1978-02-24 | 1979-09-06 | Kanto Yakin Kogyo | Furnace for soldering aluminium material under protecting gas without using flux and use |
| JP2003297860A (ja) * | 2002-03-29 | 2003-10-17 | Fuji Electric Co Ltd | 半導体装置の製造方法 |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009130123A (ja) * | 2007-11-22 | 2009-06-11 | Toyota Motor Corp | 電子部品と回路基板との接合方法、その接合装置、および半導体装置 |
| US9284434B2 (en) | 2010-09-30 | 2016-03-15 | Blue Cube Ip Llc | Epoxy resin compositions |
| US9371414B2 (en) | 2010-09-30 | 2016-06-21 | Blue Cube Ip Llc | Epoxy resin adducts and thermosets thereof |
| US8962792B2 (en) | 2010-09-30 | 2015-02-24 | Dow Global Technologies Llc | Process for preparing epoxy resins |
| US9080059B2 (en) | 2010-09-30 | 2015-07-14 | Blue Cube Ip Llc | Coating compositions |
| WO2012164776A1 (ja) * | 2011-05-30 | 2012-12-06 | 有限会社ヨコタテクニカ | 半田付け装置 |
| JP2012245553A (ja) * | 2011-05-30 | 2012-12-13 | Yokota Technica:Kk | 半田付け装置 |
| JP2014060401A (ja) * | 2012-09-17 | 2014-04-03 | Psk Inc | 連続線形熱処理装置の配列 |
| CN103681363A (zh) * | 2012-09-17 | 2014-03-26 | Psk有限公司 | 串行线性热处理器排列 |
| JP2016140870A (ja) * | 2015-01-30 | 2016-08-08 | 株式会社タムラ製作所 | はんだバンプの形成方法 |
| JP2016155141A (ja) * | 2015-02-24 | 2016-09-01 | 株式会社タムラ製作所 | はんだ接合構造体の製造方法 |
| JP2016157766A (ja) * | 2015-02-24 | 2016-09-01 | 株式会社タムラ製作所 | はんだバンプのリフロー方法 |
| JP2021507812A (ja) * | 2017-12-29 | 2021-02-25 | シャンドン ツァイジュー エレクトロニック テクノロジー カンパニー リミテッド | 広範囲に適応する真空溶接炉 |
| JP2021508602A (ja) * | 2017-12-29 | 2021-03-11 | シャンドン ツァイジュー エレクトロニック テクノロジー カンパニー リミテッド | 真空溶接炉及び溶接方法 |
| JP7127132B2 (ja) | 2017-12-29 | 2022-08-29 | シャンドン ツァイジュー エレクトロニック テクノロジー カンパニー リミテッド | 真空溶接炉及び溶接方法 |
| JP7181297B2 (ja) | 2017-12-29 | 2022-11-30 | シャンドン ツァイジュー エレクトロニック テクノロジー カンパニー リミテッド | 広範囲に適応する真空溶接炉 |
| JP2020064937A (ja) * | 2018-10-16 | 2020-04-23 | トヨタ自動車株式会社 | 半導体装置の製造方法 |
| CN117139941A (zh) * | 2023-10-30 | 2023-12-01 | 北京中科同志科技股份有限公司 | 真空系统及其工作方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007000915A (ja) | 半田付け方法及び半田付け装置 | |
| TWI492347B (zh) | 加熱熔融處理裝置以及加熱熔融處理方法 | |
| EP1350588B1 (en) | Method of manufacturing semiconductor device | |
| JP5343566B2 (ja) | 接合方法及びリフロー装置 | |
| US20070170227A1 (en) | Soldering method | |
| JP2008153337A (ja) | 貼り合せ基板の分離方法、貼り合せ基板の分離装置及びプログラムを記録したコンピュータ読み取り可能な記録媒体 | |
| JP2007000915A5 (ja) | ||
| MXPA02004579A (es) | Metodo y dispositivo para producir una junta estano soldada. | |
| JP5233764B2 (ja) | リフローはんだ付方法 | |
| JP2008182120A (ja) | 半田付け方法、半田付け装置、及び半導体装置の製造方法 | |
| JP2009115413A (ja) | 熱処理装置 | |
| WO2007088695A1 (ja) | 半田付け装置、半田付け方法、及び半導体装置の製造方法 | |
| JPS63174778A (ja) | 自動半田付け方法及び装置 | |
| JP2023518120A (ja) | 電子アセンブリを接続するためのシステム | |
| JP2008229660A (ja) | 半田付け装置 | |
| JP2015082630A (ja) | 粉末半田を使った半田付け方法及びフラックスレス連続リフロー炉 | |
| JP3043435B2 (ja) | リフロー半田付け装置およびリフロー半田付け方法 | |
| JP2010161207A (ja) | 半田付け方法および半田付け装置 | |
| JP2011054865A (ja) | リフロー装置およびリフロー方法 | |
| JP6675622B1 (ja) | 電子部品のシンタリング装置および方法 | |
| JP2007053245A (ja) | はんだ付け方法及びはんだ付け装置 | |
| WO2022190450A1 (ja) | 樹脂成形装置および樹脂成形品の製造方法 | |
| WO2020170877A1 (ja) | 金属-セラミックス接合基板およびその製造方法 | |
| JP2004119664A (ja) | 接合方法および装置 | |
| JP2013173157A (ja) | ハンダ実装装置及びハンダ実装方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080623 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080623 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100903 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100914 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110208 |