JP2005298769A - ポリプロピレン系樹脂予備発泡粒子、及び型内発泡成形体 - Google Patents
ポリプロピレン系樹脂予備発泡粒子、及び型内発泡成形体 Download PDFInfo
- Publication number
- JP2005298769A JP2005298769A JP2004120979A JP2004120979A JP2005298769A JP 2005298769 A JP2005298769 A JP 2005298769A JP 2004120979 A JP2004120979 A JP 2004120979A JP 2004120979 A JP2004120979 A JP 2004120979A JP 2005298769 A JP2005298769 A JP 2005298769A
- Authority
- JP
- Japan
- Prior art keywords
- polypropylene resin
- resin
- mfr
- molding
- mold foam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Molding Of Porous Articles (AREA)
Abstract
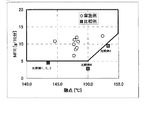
【解決手段】 MFRが5g/10分以上20g/10分以下、融点が140℃以上155℃以下であり、かつ下記条件式を満たす樹脂を基材樹脂とするポリプロピレン系樹脂予備発泡粒子と該予備発泡粒子を成形してなる型内発泡成形体。
〔MFR(g/10分)〕≧1.6×〔融点(℃)〕−235
【選択図】 図1
Description
〔MFR(g/10分)〕≧1.6×〔融点(℃)〕−235 (1)
好ましい実施態様としては、
(1)(A)コモノマーとして1−ブテンとエチレンを含み、MFRが10g/10分以上30g/10分以下のポリプロピレン系樹脂70重量%以上95重量%以下と、(B)コモノマーとしてエチレンを含み、MFRが0.1g/10分以上3g/10分以下のポリプロピレン系樹脂5重量%以上30重量%以下からなるポリプロピレン系樹脂であって、該樹脂のMFRが5g/10分以上20g/10分以下、融点が140℃以上155℃以下であり、かつ下記条件式を満たす樹脂を基材樹脂とすること、
〔MFR(g/10分)〕≧1.6×〔融点(℃)〕−235 (1)
(2)示差走査熱量計法による測定において2つの融解ピークを有し、該融解ピークのうち低温側の融解ピーク熱量Qlと、高温側の融解ピーク熱量Qhから算出した、高温側の融解ピークの比率Qh/(Ql+Qh)×100が15%以上50%以下であること、
を特徴とする、前記記載のポリプロピレン系樹脂予備発泡粒子に関する。
〔MFR(g/10分)〕≧1.6×〔融点(℃)〕−235 (1)
基材樹脂のMFRは、5g/10分以上20g/10分以下であり、好ましくは7g/10分以上15g/10分以下である。MFRが当該範囲内であると型内発泡成形時の成形温度、成形時間のバランスが良い。
また実施例及び比較例における評価は下記の方法で行った。
〔予備発泡粒子の発泡倍率〕嵩体積約50cm3のポリプロピレン系樹脂予備発泡粒子の重量w(g)およびエタノール水没体積v(cm3)を求め、発泡前の樹脂粒子の密度d(g/cm3)から次式により求める。
〔最低成形加熱蒸気圧力〕東洋機械金属株式会社製ポリオレフィン発泡成形機パールスターP−150Nを用い、縦270mm×横290mm×厚み40mmのブロック金型に、あらかじめ粒子内部の空気圧力が2.0atmになるように調整したポリプロピレン系樹脂予備発泡粒子を充填し、まず0.1MPaの水蒸気で金型内の空気を追い出し、その後任意の圧力の加熱蒸気を用いて10秒間加熱成形させることにより、ポリプロピレン系樹脂発泡成形体を得る。この発泡成形体の表面状態を観察し、表面に凹凸が無く、かつ各粒子間の間隙もほとんど目立たない成形体を得ることのできる加熱蒸気圧力の内、最低の圧力。良好な表面美麗性を与える最も低い成形加熱蒸気圧力であり、表面美麗性、成形性の尺度である。
〔圧縮強度〕発泡成形体から縦50mm×横50mm×厚み25mmのテストピースを切り出し、NDZ−Z0504に準拠し、10mm/minの速度で圧縮した際の50%圧縮時の圧縮応力。これは型内発泡成形体の剛性の尺度である。
(実施例1〜7、9〜11、比較例1〜2、4〜6)
表1に示すMFR、融点を持つポリプロピレン系樹脂を用い、表2に示す比率の樹脂100部に対し、造核剤としてタルクを0.01部になるように添加・混合し、50mmφ単軸押出機で混練したのち造粒し、ポリプロピレン系樹脂粒子(1.8mg/粒)を製造した。
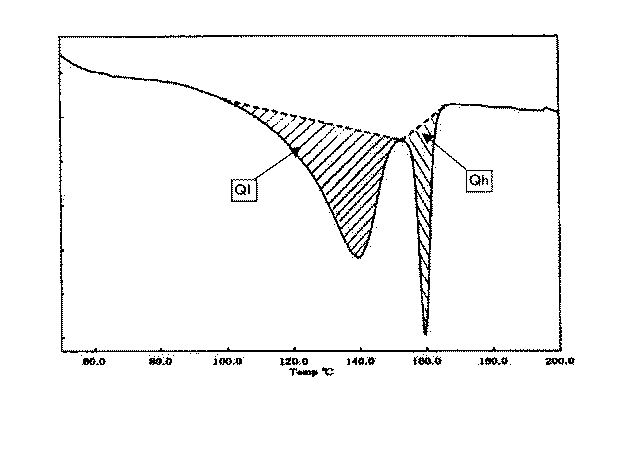
表1に示すMFR、融点を持つ樹脂を用い、表2に示す比率の樹脂100部に対し、造核剤としてタルクを0.10部になるように添加・混合し、50mmφ単軸押出機で混練したのち造粒し、プロピレン系樹脂粒子(3.6mg/粒)を製造した。
Claims (4)
- MFRが5g/10分以上20g/10分以下、融点が140℃以上155℃以下であり、かつ下記条件式を満たすポリプロピレン系樹脂を基材樹脂とすることを特徴とするポリプロピレン系樹脂予備発泡粒子。
〔MFR(g/10分)〕≧1.6×〔融点(℃)〕−235 (1) - (A)コモノマーとして1−ブテンとエチレンを含み、MFRが10g/10分以上30g/10分以下のポリプロピレン系樹脂70重量%以上95重量%以下と、(B)コモノマーとしてエチレンを含み、MFRが0.1g/10分以上3g/10分以下のポリプロピレン系樹脂5重量%以上30重量%以下からなるポリプロピレン系樹脂であって、該樹脂のMFRが5g/10分以上20g/10分以下、融点が140℃以上155℃以下であり、かつ下記条件式を満たす樹脂を基材樹脂とすることを特徴とする請求項1記載のポリプロピレン系樹脂予備発泡粒子。
〔MFR(g/10分)〕≧1.6×〔融点(℃)〕−235 (1) - 示差走査熱量計法による測定において2つの融解ピークを有し、該融解ピークのうち低温側の融解ピーク熱量Qlと、高温側の融解ピーク熱量Qhから算出した、高温側の融解ピークの比率Qh/(Ql+Qh)×100が15%以上50%以下であることを特徴とする、請求項1または2記載のポリプロピレン系樹脂予備発泡粒子。
- 請求項1〜3何れか1項記載のポリプロピレン系樹脂予備発泡粒子を用いて得られる、密度が10kg/m3以上300kg/m3以下の型内発泡成形体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004120979A JP2005298769A (ja) | 2004-04-16 | 2004-04-16 | ポリプロピレン系樹脂予備発泡粒子、及び型内発泡成形体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004120979A JP2005298769A (ja) | 2004-04-16 | 2004-04-16 | ポリプロピレン系樹脂予備発泡粒子、及び型内発泡成形体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005298769A true JP2005298769A (ja) | 2005-10-27 |
Family
ID=35330698
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004120979A Pending JP2005298769A (ja) | 2004-04-16 | 2004-04-16 | ポリプロピレン系樹脂予備発泡粒子、及び型内発泡成形体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005298769A (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006059652A1 (ja) * | 2004-12-01 | 2006-06-08 | Sanyo Electric Co., Ltd. | 有機金属ポリマー材料 |
| WO2006075491A1 (ja) * | 2005-01-12 | 2006-07-20 | Kaneka Corporation | ポリプロピレン系樹脂予備発泡粒子、及び型内発泡成形体 |
| JP2008106150A (ja) * | 2006-10-25 | 2008-05-08 | Kaneka Corp | ポリプロピレン系樹脂予備発泡粒子、及び型内発泡成形体 |
| WO2008075503A1 (ja) * | 2006-12-20 | 2008-06-26 | Kaneka Corporation | 無架橋ポリプロピレン系樹脂予備発泡粒子および型内発泡成形体 |
| WO2009001626A1 (ja) * | 2007-06-22 | 2008-12-31 | Jsp Corporation | ポリプロピレン系樹脂発泡粒子及びその成型体 |
| JP2009126914A (ja) * | 2007-11-21 | 2009-06-11 | Kaneka Corp | ポリプロピレン系樹脂予備発泡粒子、その製造方法、および、型内発泡成形体 |
| JP2009280783A (ja) * | 2008-04-24 | 2009-12-03 | Kaneka Corp | ポリプロピレン系樹脂予備発泡粒子、及び型内発泡成形体 |
| WO2014084165A1 (ja) * | 2012-11-27 | 2014-06-05 | 株式会社カネカ | ポリプロピレン系樹脂発泡粒子およびポリプロピレン系樹脂型内発泡成形体ならびにそれらの製造方法 |
| US10017619B2 (en) | 2015-03-13 | 2018-07-10 | Kaneka Corporation | Polypropylene resin foamed particles and method for producing same |
| WO2019220994A1 (ja) * | 2018-05-15 | 2019-11-21 | 株式会社カネカ | ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体、およびポリプロピレン系樹脂発泡粒子の製造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5865734A (ja) * | 1981-10-14 | 1983-04-19 | Kanegafuchi Chem Ind Co Ltd | ポリプロピレン系樹脂発泡粒子およびその製造法 |
| JPH05140362A (ja) * | 1991-11-22 | 1993-06-08 | Mitsubishi Yuka Badische Co Ltd | ポリオレフイン系樹脂発泡粒子 |
| JPH10316791A (ja) * | 1997-05-15 | 1998-12-02 | Kanegafuchi Chem Ind Co Ltd | ポリプロピレン系樹脂予備発泡粒子および型内発泡成形体 |
| JPH11246716A (ja) * | 1998-01-09 | 1999-09-14 | Montell North America Inc | 高溶融強度プロピレンポリマ―材料から良好な低温靭性を有する発泡製品を製造する方法 |
| JP2000327825A (ja) * | 1999-05-20 | 2000-11-28 | Kanegafuchi Chem Ind Co Ltd | ポリプロピレン系樹脂予備発泡粒子、およびその予備発泡粒子と型内発泡成形体の製造法 |
| JP2003327740A (ja) * | 2002-05-13 | 2003-11-19 | Jsp Corp | ポリプロピレン系樹脂発泡粒子およびこれを用いた型内成形体 |
| JP2004027196A (ja) * | 2002-03-19 | 2004-01-29 | Jsp Corp | 衝撃吸収材 |
| JP2005506429A (ja) * | 2001-10-25 | 2005-03-03 | ベー・ペー・ベルギー・ナムローゼ・フェンノートシャップ | ポリプロピレンベース組成物の発泡ビーズへの使用 |
-
2004
- 2004-04-16 JP JP2004120979A patent/JP2005298769A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5865734A (ja) * | 1981-10-14 | 1983-04-19 | Kanegafuchi Chem Ind Co Ltd | ポリプロピレン系樹脂発泡粒子およびその製造法 |
| JPH05140362A (ja) * | 1991-11-22 | 1993-06-08 | Mitsubishi Yuka Badische Co Ltd | ポリオレフイン系樹脂発泡粒子 |
| JPH10316791A (ja) * | 1997-05-15 | 1998-12-02 | Kanegafuchi Chem Ind Co Ltd | ポリプロピレン系樹脂予備発泡粒子および型内発泡成形体 |
| JPH11246716A (ja) * | 1998-01-09 | 1999-09-14 | Montell North America Inc | 高溶融強度プロピレンポリマ―材料から良好な低温靭性を有する発泡製品を製造する方法 |
| JP2000327825A (ja) * | 1999-05-20 | 2000-11-28 | Kanegafuchi Chem Ind Co Ltd | ポリプロピレン系樹脂予備発泡粒子、およびその予備発泡粒子と型内発泡成形体の製造法 |
| JP2005506429A (ja) * | 2001-10-25 | 2005-03-03 | ベー・ペー・ベルギー・ナムローゼ・フェンノートシャップ | ポリプロピレンベース組成物の発泡ビーズへの使用 |
| JP2004027196A (ja) * | 2002-03-19 | 2004-01-29 | Jsp Corp | 衝撃吸収材 |
| JP2003327740A (ja) * | 2002-05-13 | 2003-11-19 | Jsp Corp | ポリプロピレン系樹脂発泡粒子およびこれを用いた型内成形体 |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006059652A1 (ja) * | 2004-12-01 | 2006-06-08 | Sanyo Electric Co., Ltd. | 有機金属ポリマー材料 |
| JP5219375B2 (ja) * | 2005-01-12 | 2013-06-26 | 株式会社カネカ | ポリプロピレン系樹脂予備発泡粒子、及び型内発泡成形体 |
| WO2006075491A1 (ja) * | 2005-01-12 | 2006-07-20 | Kaneka Corporation | ポリプロピレン系樹脂予備発泡粒子、及び型内発泡成形体 |
| US8569390B2 (en) | 2005-01-12 | 2013-10-29 | Kaneka Corporation | Polypropylene resin pre-expanded particles and in-mold foamed articles prepared therefrom |
| JP2008106150A (ja) * | 2006-10-25 | 2008-05-08 | Kaneka Corp | ポリプロピレン系樹脂予備発泡粒子、及び型内発泡成形体 |
| CN103214727A (zh) * | 2006-12-20 | 2013-07-24 | 株式会社钟化 | 无交联聚丙烯系树脂预发泡粒子及模内发泡成形体 |
| JPWO2008075503A1 (ja) * | 2006-12-20 | 2010-04-08 | 株式会社カネカ | 無架橋ポリプロピレン系樹脂予備発泡粒子および型内発泡成形体 |
| CN103214727B (zh) * | 2006-12-20 | 2015-10-28 | 株式会社钟化 | 无交联聚丙烯系树脂预发泡粒子及模内发泡成形体 |
| WO2008075503A1 (ja) * | 2006-12-20 | 2008-06-26 | Kaneka Corporation | 無架橋ポリプロピレン系樹脂予備発泡粒子および型内発泡成形体 |
| WO2009001626A1 (ja) * | 2007-06-22 | 2008-12-31 | Jsp Corporation | ポリプロピレン系樹脂発泡粒子及びその成型体 |
| JP5498162B2 (ja) * | 2007-06-22 | 2014-05-21 | 株式会社ジェイエスピー | ポリプロピレン系樹脂発泡粒子及びその成型体 |
| KR101455435B1 (ko) | 2007-06-22 | 2014-10-27 | 가부시키가이샤 제이에스피 | 폴리프로필렌계 수지 발포 입자 및 그 성형체 |
| US9023904B2 (en) | 2007-06-22 | 2015-05-05 | Jsp Corporation | Polypropylene resin foam particle and molding thereof |
| JP2009126914A (ja) * | 2007-11-21 | 2009-06-11 | Kaneka Corp | ポリプロピレン系樹脂予備発泡粒子、その製造方法、および、型内発泡成形体 |
| JP2009280783A (ja) * | 2008-04-24 | 2009-12-03 | Kaneka Corp | ポリプロピレン系樹脂予備発泡粒子、及び型内発泡成形体 |
| WO2014084165A1 (ja) * | 2012-11-27 | 2014-06-05 | 株式会社カネカ | ポリプロピレン系樹脂発泡粒子およびポリプロピレン系樹脂型内発泡成形体ならびにそれらの製造方法 |
| US9493622B2 (en) | 2012-11-27 | 2016-11-15 | Kaneka Corporation | Polypropylene resin foamed particles, polypropylene resin in-mold foam molded article, and method for producing same |
| JPWO2014084165A1 (ja) * | 2012-11-27 | 2017-01-05 | 株式会社カネカ | ポリプロピレン系樹脂発泡粒子およびポリプロピレン系樹脂型内発泡成形体ならびにそれらの製造方法 |
| US10017619B2 (en) | 2015-03-13 | 2018-07-10 | Kaneka Corporation | Polypropylene resin foamed particles and method for producing same |
| WO2019220994A1 (ja) * | 2018-05-15 | 2019-11-21 | 株式会社カネカ | ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体、およびポリプロピレン系樹脂発泡粒子の製造方法 |
| CN112189032A (zh) * | 2018-05-15 | 2021-01-05 | 株式会社钟化 | 聚丙烯系树脂发泡粒子、聚丙烯系树脂模内发泡成型体和聚丙烯系树脂发泡粒子的制造方法 |
| JPWO2019220994A1 (ja) * | 2018-05-15 | 2021-08-12 | 株式会社カネカ | ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体、およびポリプロピレン系樹脂発泡粒子の製造方法 |
| JP7152480B2 (ja) | 2018-05-15 | 2022-10-12 | 株式会社カネカ | ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体、およびポリプロピレン系樹脂発泡粒子の製造方法 |
| CN112189032B (zh) * | 2018-05-15 | 2023-02-03 | 株式会社钟化 | 聚丙烯系树脂发泡粒子、聚丙烯系树脂模内发泡成型体和聚丙烯系树脂发泡粒子的制造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3782454B2 (ja) | ポリプロピレン単独重合体発泡粒子及び発泡粒子成型体 | |
| JP5219375B2 (ja) | ポリプロピレン系樹脂予備発泡粒子、及び型内発泡成形体 | |
| JP5587867B2 (ja) | ポリプロピレン系共重合体樹脂発泡粒子 | |
| JPWO1996031558A1 (ja) | ポリプロピレン単独重合体発泡粒子及び発泡粒子成型体 | |
| WO2014136933A1 (ja) | ポリプロピレン系樹脂発泡粒子の製造方法 | |
| EP1829919B1 (en) | Pre-expanded polypropylene resin particle and molded object obtained by in-mold expansion | |
| WO2017030124A1 (ja) | ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂発泡粒子の製造方法、ポリプロピレン系樹脂型内発泡成形体の製造方法およびポリプロピレン系樹脂型内発泡成形体 | |
| JP2009126914A (ja) | ポリプロピレン系樹脂予備発泡粒子、その製造方法、および、型内発泡成形体 | |
| JP5365901B2 (ja) | ポリプロピレン系樹脂予備発泡粒子、及び型内発泡成形体 | |
| JP2005298769A (ja) | ポリプロピレン系樹脂予備発泡粒子、及び型内発泡成形体 | |
| JP5528002B2 (ja) | ポリプロピレン系樹脂予備発泡粒子 | |
| JP3858517B2 (ja) | ポリプロピレン系樹脂予備発泡粒子、およびその予備発泡粒子と型内発泡成形体の製造法 | |
| JP6038479B2 (ja) | ポリプロピレン系樹脂型内発泡成形体 | |
| JP5058557B2 (ja) | ポリプロピレン系樹脂予備発泡粒子、及び型内発泡成形体 | |
| JP2009114359A (ja) | 摩擦音のしないポリプロピレン系樹脂予備発泡粒子 | |
| JP7734588B2 (ja) | ポリプロピレン系樹脂組成物、その製造方法、予備発泡粒子の製造方法及び発泡成形体の製造方法 | |
| JP3950557B2 (ja) | ポリプロピレン系樹脂予備発泡粒子およびそれからの型内発泡成形体の製造方法 | |
| JP2006022138A (ja) | ポリプロピレン系樹脂予備発泡粒子 | |
| JP5022094B2 (ja) | ポリプロピレン系樹脂予備発泡粒子、その製造方法、および、型内発泡成形体 | |
| JP5248939B2 (ja) | ポリプロピレン系樹脂発泡粒子 | |
| JP5040167B2 (ja) | ポリプロピレン系樹脂予備発泡粒子およびその型内発泡成形体 | |
| JP5252957B2 (ja) | ポリプロピレン系樹脂予備発泡粒子およびそれからなる型内成形体 | |
| JPH11156879A (ja) | ポリプロピレン系樹脂型内発泡成形体及びその製造方法 | |
| JP5161593B2 (ja) | ポリプロピレン系樹脂発泡粒子の製造方法 | |
| JP2025152506A (ja) | ポリオレフィン系樹脂発泡成形体及びその利用 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070226 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091117 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20091204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100118 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100420 |