JP2005296966A - 曲げ加工方法及びその装置 - Google Patents
曲げ加工方法及びその装置 Download PDFInfo
- Publication number
- JP2005296966A JP2005296966A JP2004112929A JP2004112929A JP2005296966A JP 2005296966 A JP2005296966 A JP 2005296966A JP 2004112929 A JP2004112929 A JP 2004112929A JP 2004112929 A JP2004112929 A JP 2004112929A JP 2005296966 A JP2005296966 A JP 2005296966A
- Authority
- JP
- Japan
- Prior art keywords
- bending
- workpiece
- light
- positioning
- light beam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005452 bending Methods 0.000 title claims abstract description 97
- 238000000034 method Methods 0.000 title claims description 31
- 230000003287 optical effect Effects 0.000 claims abstract description 39
- 238000010586 diagram Methods 0.000 claims description 28
- 230000004075 alteration Effects 0.000 abstract 1
- 239000002184 metal Substances 0.000 abstract 1
- 101100328887 Caenorhabditis elegans col-34 gene Proteins 0.000 description 12
- 238000003860 storage Methods 0.000 description 10
- 238000004088 simulation Methods 0.000 description 5
- 238000003754 machining Methods 0.000 description 4
- 230000002452 interceptive effect Effects 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- FFBHFFJDDLITSX-UHFFFAOYSA-N benzyl N-[2-hydroxy-4-(3-oxomorpholin-4-yl)phenyl]carbamate Chemical compound OC1=C(NC(=O)OCC2=CC=CC=C2)C=CC(=C1)N1CCOCC1=O FFBHFFJDDLITSX-UHFFFAOYSA-N 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000000994 depressogenic effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
Images





Landscapes
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
【解決手段】 製品情報により決定される曲げ順、金型に基づいて、各曲げ工程ごとのワーク位置決め時におけるワークWの姿勢状態を示す図αを作成した後、該ワーク位置決め姿勢状態図αに基づいて、ワーク位置決め時におけるワークWと複数の各光線L1 〜L7 との干渉度合いを、各曲げ工程1、2・・・ごとに判断し、該判断結果δに基づいて、各曲げ工程1、2・・・ごとに、ワークWと干渉する光線を無効と判定する。
【選択図】 図1
Description
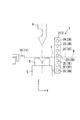
機械本体前方に複数の光線L1 〜L7 を張り巡らす投光器2と受光器3から成る光学式安全装置1を有し、パンチPとダイDによりワークWを曲げ加工する曲げ加工装置において、
製品情報により決定される曲げ順、金型に基づいて、各曲げ工程ごとのワーク位置決め時におけるワークWの姿勢状態を示す図αを作成した後、該ワーク位置決め姿勢状態図αに基づいて、ワーク位置決め時におけるワークWと複数の各光線L1 〜L7 との干渉度合いを、各曲げ工程1、2・・・ごとに判断し、該判断結果δに基づいて、各曲げ工程1、2・・・ごとに、ワークWと干渉する光線を無効と判定することを特徴とする曲げ加工方法、及び
機械本体前方に複数の光線L1 〜L7 を張り巡らす投光器2と受光器3から成る光学式安全装置1を有、パンチPとダイDによりワークWを曲げ加工する曲げ加工装置において、
製品情報に基づいて、曲げ順、金型を決定する曲げ順等決定手段20Dと、
各曲げ工程ごとのワーク位置決め時におけるワークWの姿勢状態を示す図αを作成するワーク位置決め姿勢状態図作成手段20Eと、
該ワーク位置決め姿勢状態図αに基づいて、ワーク位置決め時におけるワークWと複数の各光線L1 〜L7 との干渉度合いを、各曲げ工程1、2・・・ごとに判断する干渉度合い判断手段20Gと、
該判断結果δに基づいて、各曲げ工程1、2・・・ごとに、ワークWと干渉する光線を無効と判定し、ワークWと干渉しない光線を有効と判定する光線有効・無効判定手段20Hを有することを特徴とする曲げ加工装置という技術的手段を講じている。
図1は本発明の実施の形態を示す図である。
。
図6のステップ101において、製品情報を入力し、ステップ102において、曲げ順などを決定し、ステップ103において、ワーク位置決め姿勢状態図αを作成する。
図6のステップ104において、各曲げ工程1、2・・・ごとに、ワーク位置決め時におけるワークWと複数の各光線L1 〜L7 との干渉度合いを判断する。
2 投光器
2A〜2G 発光素子
3 受光器
3A〜3G 受光素子
4 上部テーブル
5 下部テーブル
6、7 油圧シリンダ
8、9 側板
10、11 突当
20 NC装置
20A CPU
20B 入出力手段
20C 記憶手段
20D 曲げ順等決定手段
20E ワーク位置決め姿勢状態図作成手段
20F 発光制御手段
20G 干渉度合い判断手段
20H 光線有効・無効判定手段
20J ラム駆動制御手段
21 上位NC装置
D ダイ
L1 〜L7 複数の光線
P パンチ
W ワーク
Claims (4)
- 機械本体前方に複数の光線を張り巡らす投光器と受光器から成る光学式安全装置を有し、パンチとダイによりワークを曲げ加工する曲げ加工装置において、
製品情報により決定される曲げ順、金型に基づいて、各曲げ工程ごとのワーク位置決め時におけるワークの姿勢状態を示す図を作成した後、該ワーク位置決め姿勢状態図に基づいて、ワーク位置決め時におけるワークと複数の各光線との干渉度合いを、各曲げ工程ごとに判断し、該判断結果に基づいて、各曲げ工程ごとに、ワークと干渉する光線を無効と判定することを特徴とする曲げ加工方法。 - 上記パンチがワークと接触したとき、又はその直前に、複数の光線の全てを無効にする請求項1記載の曲げ加工方法。
- 機械本体前方に複数の光線を張り巡らす投光器と受光器から成る光学式安全装置を有し、パンチとダイによりワークを曲げ加工する曲げ加工装置において、
製品情報に基づいて、曲げ順、金型を決定する曲げ順等決定手段と、
各曲げ工程ごとのワーク位置決め時におけるワークの姿勢状態を示す図を作成するワーク位置決め姿勢状態図作成手段と、
該ワーク位置決め姿勢状態図に基づいて、ワーク位置決め時におけるワークと複数の各光線との干渉度合いを、各曲げ工程ごとに判断する干渉度合い判断手段と、
該判断結果に基づいて、各曲げ工程ごとに、ワークと干渉する光線を無効と判定し、ワークと干渉しない光線を有効と判定する光線有効・無効判定手段を有することを特徴とする曲げ加工装置。 - 上記光線有効・無効判定手段は、その判定結果に基づいて、各曲げ工程ごとに複数の光線のうちのどの光線が有効か無効かを明らかにした光線有効・無効判定テーブルを作成する請求項3記載の曲げ加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004112929A JP2005296966A (ja) | 2004-04-07 | 2004-04-07 | 曲げ加工方法及びその装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004112929A JP2005296966A (ja) | 2004-04-07 | 2004-04-07 | 曲げ加工方法及びその装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005296966A true JP2005296966A (ja) | 2005-10-27 |
Family
ID=35329148
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004112929A Pending JP2005296966A (ja) | 2004-04-07 | 2004-04-07 | 曲げ加工方法及びその装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005296966A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006116574A (ja) * | 2004-10-22 | 2006-05-11 | Amada Co Ltd | 曲げ加工方法及びその装置 |
| JP2007175716A (ja) * | 2005-12-27 | 2007-07-12 | Amada Co Ltd | 曲げ加工装置 |
| JP2016147358A (ja) * | 2015-02-13 | 2016-08-18 | 株式会社プリントパック | 断裁機 |
| WO2017179355A1 (ja) * | 2016-04-14 | 2017-10-19 | 株式会社アマダホールディングス | プレスブレーキの安全装置及びプレスブレーキの制御方法 |
| JP2018051603A (ja) * | 2016-09-29 | 2018-04-05 | 株式会社アマダホールディングス | プレスブレーキ及びワーク有無判定方法 |
| WO2018163525A1 (ja) * | 2017-03-08 | 2018-09-13 | 株式会社アマダホールディングス | プレスブレーキ |
| WO2019176924A1 (ja) * | 2018-03-14 | 2019-09-19 | 株式会社アマダホールディングス | プレスブレーキ用光学式安全装置、プレスブレーキ、及び光学式監視方法 |
-
2004
- 2004-04-07 JP JP2004112929A patent/JP2005296966A/ja active Pending
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006116574A (ja) * | 2004-10-22 | 2006-05-11 | Amada Co Ltd | 曲げ加工方法及びその装置 |
| JP2007175716A (ja) * | 2005-12-27 | 2007-07-12 | Amada Co Ltd | 曲げ加工装置 |
| JP2016147358A (ja) * | 2015-02-13 | 2016-08-18 | 株式会社プリントパック | 断裁機 |
| KR101942889B1 (ko) | 2016-04-14 | 2019-01-28 | 가부시키가이샤 아마다 홀딩스 | 프레스 브레이크의 안전 장치 및 프레스 브레이크의 제어 방법 |
| JP2017189800A (ja) * | 2016-04-14 | 2017-10-19 | 株式会社アマダホールディングス | プレスブレーキの安全装置及びプレスブレーキの制御方法 |
| CN109070168A (zh) * | 2016-04-14 | 2018-12-21 | 株式会社天田控股集团 | 折弯机的安全装置以及折弯机的控制方法 |
| WO2017179355A1 (ja) * | 2016-04-14 | 2017-10-19 | 株式会社アマダホールディングス | プレスブレーキの安全装置及びプレスブレーキの制御方法 |
| US10369607B2 (en) | 2016-04-14 | 2019-08-06 | Amada Holdings Co., Ltd. | Safety device of press brake and controlling method of press brake |
| CN109070168B (zh) * | 2016-04-14 | 2019-08-23 | 株式会社天田控股集团 | 折弯机的安全装置 |
| JP2018051603A (ja) * | 2016-09-29 | 2018-04-05 | 株式会社アマダホールディングス | プレスブレーキ及びワーク有無判定方法 |
| WO2018163525A1 (ja) * | 2017-03-08 | 2018-09-13 | 株式会社アマダホールディングス | プレスブレーキ |
| JP2018144090A (ja) * | 2017-03-08 | 2018-09-20 | 株式会社アマダホールディングス | プレスブレーキ |
| WO2019176924A1 (ja) * | 2018-03-14 | 2019-09-19 | 株式会社アマダホールディングス | プレスブレーキ用光学式安全装置、プレスブレーキ、及び光学式監視方法 |
| JP2019155433A (ja) * | 2018-03-14 | 2019-09-19 | 株式会社アマダホールディングス | プレスブレーキ用光学式安全装置、プレスブレーキ、及び光学式監視方法 |
| US11623267B2 (en) | 2018-03-14 | 2023-04-11 | Amada Co., Ltd. | Optical safety device for press brake, press brake, and optical monitoring method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5856860B2 (ja) | 板状ワーク加工装置及びワークの位置決め支援方法 | |
| JP2005296966A (ja) | 曲げ加工方法及びその装置 | |
| US7818985B2 (en) | Bending apparatus | |
| JP4743688B2 (ja) | 曲げ加工装置 | |
| JP2009106972A (ja) | 曲げ加工装置 | |
| JP4674885B2 (ja) | 曲げ加工装置及びその方法 | |
| JP4565633B2 (ja) | 曲げ加工装置 | |
| JP4493463B2 (ja) | 曲げ加工方法及びその装置 | |
| ITPN980075A1 (it) | Dispositivo per evitare infortuni all'operatore di unapressa piegatrice | |
| JP3908103B2 (ja) | 曲げ加工装置 | |
| JP4397017B2 (ja) | 曲げ加工装置 | |
| JP2006061959A (ja) | プレスブレーキ | |
| JP6812184B2 (ja) | プレスブレーキ及びワーク有無判定方法 | |
| JP3668895B1 (ja) | 曲げ加工方法及びその装置 | |
| JP2003275820A (ja) | 光学式安全装置、光軸合わせ用治具並びに光軸合わせ装置及び方法 | |
| JP2003181542A (ja) | 曲げ加工装置 | |
| JP2021016868A (ja) | 工作機械システム及び工具交換方法 | |
| JP2006297469A (ja) | 曲げ加工装置 | |
| JP2007069262A (ja) | 曲げ加工装置 | |
| JP2006297424A (ja) | 曲げ加工におけるワーク位置決め装置及びその方法 | |
| JP4798905B2 (ja) | 曲げ加工装置 | |
| JP2006346705A (ja) | 曲げ加工装置及びその方法 | |
| JP2002079315A (ja) | 曲げ加工装置 | |
| JP2006305609A (ja) | 曲げ加工装置 | |
| JP2006122956A (ja) | 折り曲げ加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070322 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070418 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090508 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090513 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090711 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100115 |