JP2009106972A - 曲げ加工装置 - Google Patents
曲げ加工装置 Download PDFInfo
- Publication number
- JP2009106972A JP2009106972A JP2007281609A JP2007281609A JP2009106972A JP 2009106972 A JP2009106972 A JP 2009106972A JP 2007281609 A JP2007281609 A JP 2007281609A JP 2007281609 A JP2007281609 A JP 2007281609A JP 2009106972 A JP2009106972 A JP 2009106972A
- Authority
- JP
- Japan
- Prior art keywords
- abutting
- workpiece
- abutting portion
- display means
- back gauge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Landscapes
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
【解決手段】ワークWを突き当てて位置決めするバックゲージ7の突き当て部5を有し、該突き当て部5に、その動作状態を表示する動作状態表示手段10、11、12を設けた。上記動作状態表示手段10、11、12が突き当て部5の前面に設けられ、該動作状態表示手段10、11、12は複数個のLEDより構成されている。
【選択図】図2
Description
請求項1に記載したように、ワークWを突き当てて位置決めするバックゲージ7の突き当て部5を有し、該突き当て部5に、その動作状態を表示する動作状態表示手段10、11、12を設けたことを特徴とする曲げ加工装置と、
請求項6に記載したように、バックゲージ突き当て部5に設けられた動作状態表示手段10、11、12と、
製品情報に基づいて、曲げ工程ごとに、金型、金型レイアウト、ワークの位置、バックゲージの位置を決定する加工情報決定部24Cと、
バックゲージの突き当て部5が移動中か否か等の動作状態を決定する突き当て情報決定部24Dと、
該突き当て情報決定部24Dの決定に基づいて、前記動作状態表示手段10、11、12を駆動制御する表示手段制御部24Eを有することを特徴とする曲げ加工装置という技術的手段を講じている。
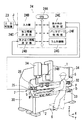
図1は本発明の実施の形態を示す図であり、図示する曲げ加工装置は、例えばプレスブレーキである。
また、上記動作状態表示手段10、11、12は、複数個のLEDで構成したが、本発明はこれに限定されず、1個のLEDで構成することもでき、この場合には、1個のLEDが、同様に、突き当て部5の動作状態により黄色、青色、赤色を呈する。即ち、1個のLEDが、黄色の場合には、突き当て部5が移動中であることを表示し、青色の場合には、突き当て部5が位置決めを完了したことを表示し、赤色の場合には、突き当て部5がアラームを発生したことを表示する。
がワーク突き当て範囲に属し、作業者は、点灯した前記全てのLED13〜17に誘導されることにより、ワークWを容易に突き当てて位置決めすることができる。
が、右側の突き当て部5に関しては、LED16、17 がそれぞれワーク突き当て範囲に属し、作業者は、点灯した前記LED14、15とLED16、17に誘導されることにより、ワークWを容易に突き当てて位置決めすることができる。
がワーク突き当て範囲に属し、作業者は、点灯した前記LED14〜16に誘導されることにより、ワークWを容易に突き当てて位置決めすることができる。
定に基づいて、既述したワーク突き当て範囲表示手段13〜17(図2、図3)も駆動制御する。
がワーク突き当て範囲に属するので、曲げ順1の加工時には、突き当て部5を所定位置に位置決めした後(図12のステップ108⇒ステップ109)、既述したコントローラ5D(図2)を制御することにより、全てのLED13〜17を電源に接続し、各LEDを点灯する(図12のステップ110)。
ワーク突き当て範囲表示手段13〜17を決定するまでの動作。
図11のステップ101において、上位NC装置23から製品情報Jを入力し、ス
テップ102において、曲げ順、金型、金型レイアウト、D値、L値、ワーク位置、バックゲージ位置を決定し、ステップ103において、バックゲージ突き当て部5の動作状態、ワーク突き当て範囲表示手段13〜17を決定する。
バックゲージ突き当て部5の位置決め動作。
図12のステップ104において、バックゲージ突き当て部5を作動し、ステップ105において、突き当て部5が移動中か否かを判断し、移動中の場合には(YES)、ステップ106において、LED10(黄色)を点灯し、移動中でない場合には( NO)、ステップ104に戻って同じ動作を繰り返す。
しかし、突き当て部5が位置決め完了の場合には(図12のステップ108のYES)、既述したように、LED11(青色)を点灯すると共に、バックゲージ突き当て部5を停止させた後(ステップ109)、更に、ワーク突き当て範囲に属するLEDを点灯する(ステップ110)。
2 下部テーブル
5 突き当て部
6 フットペダル
7 バックゲージ
10、11、12
動作状態表示手段
13、14、15、16、17 ワーク突き当て範囲表示手段
23 上位NC装置
24 NC装置
24A CPU
24B 入力部
24C 加工情報決定部
24D 突き当て情報決定部
24E 表示手段制御部
24F バックゲージ制御部
24G ラム制御部
25 ストレッチ
26 突き当て部本体
30 側板
32 中間板
33 保持板
34 油圧シリンダ
D ダイ
P パンチ
W ワーク
Claims (7)
- ワークを突き当てて位置決めするバックゲージの突き当て部を有し、該突き当て部に、その動作状態を表示する動作状態表示手段を設けたことを特徴とする曲げ加工装置。
- 上記動作状態表示手段が突き当て部の前面に設けられ、該動作状態表示手段は複数個又は1個のLEDより構成されている請求項1記載の曲げ加工装置。
- 上記複数個のLEDが3つのLEDであり、突き当て部の動作状態により黄色、青色、赤色を呈し、黄色のLEDは、突き当て部が移動中を表示し、青色のLEDは、突き当て部が位置決めを完了したことを表示し、赤色のLEDは、突き当て部がアラームを発生したことを表示する請求項2記載の曲げ加工装置。
- 上記1個のLEDが、突き当て部の動作状態により黄色、青色、赤色を呈し、黄の場合には、突き当て部が移動中を表示し、青色の場合には、突き当て部が位置決めを完了したことを表示し、赤色の場合には、突き当て部がアラームを発生したことを表示する請求項2記載の曲げ加工装置。
- 上記動作状態表示手段が突き当て部の前面上部に設けられ、該突き当て部の前面下部には、ワークを突き当てる範囲を表示するワーク突き当て範囲表示手段が設けられ、該ワーク突き当て範囲表示手段は複数個のLEDにより構成されている請求項1記載の曲げ加工装置。
- バックゲージ突き当て部に設けられた動作状態表示手段と、
製品情報に基づいて、曲げ工程ごとに、金型、金型レイアウト、ワークの位置、バックゲージの位置を決定する加工情報決定部と、
バックゲージの突き当て部が移動中か否か等の動作状態を決定する突き当て情報決定部と、
該突き当て部情報決定部の決定に基づいて、バックゲージ突き当て部に設けられた前記動作状態表示手段を駆動制御する表示手段制御部を有することを特徴とする曲げ加工装置。 - 上記突き当て情報決定部は、バックゲージ突き当て部にワークを突き当てる場合の該ワークの突き当て範囲に属するワーク突き当て範囲表示手段を決定し、表示手段制御部は、該突き当て情報決定部による決定に基づいて、所定のワーク突き当て範囲表示手段を駆動制御する請求項6記載の曲げ加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007281609A JP5187728B2 (ja) | 2007-10-30 | 2007-10-30 | 曲げ加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007281609A JP5187728B2 (ja) | 2007-10-30 | 2007-10-30 | 曲げ加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009106972A true JP2009106972A (ja) | 2009-05-21 |
| JP5187728B2 JP5187728B2 (ja) | 2013-04-24 |
Family
ID=40776076
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007281609A Expired - Fee Related JP5187728B2 (ja) | 2007-10-30 | 2007-10-30 | 曲げ加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5187728B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013188773A (ja) * | 2012-03-13 | 2013-09-26 | Shinko Engineering & Maintenance Co Ltd | ワークの位置ずれ検出装置、ワークの位置ずれ検出方法、及びコンピュータプログラム |
| AT514292A1 (de) * | 2013-06-20 | 2014-11-15 | Trumpf Maschinen Austria Gmbh | Anschlagvorrichtung für eine Biegemaschine |
| JP2019534790A (ja) * | 2016-10-14 | 2019-12-05 | トルンプ マシーネン オーストリア ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディトゲゼルシャフト | 曲げ機械のためのバックゲージ及びバックゲージを位置決めする方法 |
| JP2021020239A (ja) * | 2019-07-29 | 2021-02-18 | 株式会社アマダ | プレスブレーキのバックゲージ装置及びプレスブレーキ |
| WO2021161422A1 (ja) * | 2020-02-12 | 2021-08-19 | 株式会社ニコン | 加工システム及び載置装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0447818U (ja) * | 1990-08-31 | 1992-04-23 | ||
| JP2005000980A (ja) * | 2003-06-16 | 2005-01-06 | Amada Co Ltd | 突当移動位置決め装置 |
| JP2006205172A (ja) * | 2005-01-25 | 2006-08-10 | Amada Co Ltd | 曲げ加工装置 |
-
2007
- 2007-10-30 JP JP2007281609A patent/JP5187728B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0447818U (ja) * | 1990-08-31 | 1992-04-23 | ||
| JP2005000980A (ja) * | 2003-06-16 | 2005-01-06 | Amada Co Ltd | 突当移動位置決め装置 |
| JP2006205172A (ja) * | 2005-01-25 | 2006-08-10 | Amada Co Ltd | 曲げ加工装置 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013188773A (ja) * | 2012-03-13 | 2013-09-26 | Shinko Engineering & Maintenance Co Ltd | ワークの位置ずれ検出装置、ワークの位置ずれ検出方法、及びコンピュータプログラム |
| AT514292A1 (de) * | 2013-06-20 | 2014-11-15 | Trumpf Maschinen Austria Gmbh | Anschlagvorrichtung für eine Biegemaschine |
| JP2019534790A (ja) * | 2016-10-14 | 2019-12-05 | トルンプ マシーネン オーストリア ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディトゲゼルシャフト | 曲げ機械のためのバックゲージ及びバックゲージを位置決めする方法 |
| JP7032393B2 (ja) | 2016-10-14 | 2022-03-08 | トルンプ マシーネン オーストリア ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディトゲゼルシャフト | 曲げ機械のためのバックゲージ及びバックゲージを位置決めする方法 |
| US11267030B2 (en) | 2016-10-14 | 2022-03-08 | Trumpf Maschinen Austria Gmbh & Co. Kg | Backgauge for a bending machine and method for positioning a backgauge of this kind |
| JP2021020239A (ja) * | 2019-07-29 | 2021-02-18 | 株式会社アマダ | プレスブレーキのバックゲージ装置及びプレスブレーキ |
| JP7324642B2 (ja) | 2019-07-29 | 2023-08-10 | 株式会社アマダ | プレスブレーキのバックゲージ装置及びプレスブレーキ |
| WO2021161422A1 (ja) * | 2020-02-12 | 2021-08-19 | 株式会社ニコン | 加工システム及び載置装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5187728B2 (ja) | 2013-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5187728B2 (ja) | 曲げ加工装置 | |
| JP4969049B2 (ja) | 曲げ加工装置 | |
| JP2004160547A (ja) | 曲げ加工機 | |
| JP4565633B2 (ja) | 曲げ加工装置 | |
| JP4404407B2 (ja) | プレスブレーキ | |
| JP4743688B2 (ja) | 曲げ加工装置 | |
| JP7215824B2 (ja) | プレス機械及びプレス機械の制御方法 | |
| US8931317B2 (en) | Bending method and machine thereof | |
| JP5500714B2 (ja) | 可動軸の位置管理装置 | |
| JP3668895B1 (ja) | 曲げ加工方法及びその装置 | |
| CN111164525B (zh) | 程序生成装置、焊接系统以及程序生成方法 | |
| CN100548522C (zh) | 弯曲加工装置 | |
| JP2021016868A (ja) | 工作機械システム及び工具交換方法 | |
| JP2007069262A (ja) | 曲げ加工装置 | |
| JP5041572B2 (ja) | 曲げ加工装置 | |
| JP2008100247A (ja) | 鋳造品の生産や自動車内装品の生産における設備装置の安全起動方法および該方法を用いる設備装置 | |
| JP4836165B2 (ja) | 曲げ加工方法及びその装置 | |
| JP2006305609A (ja) | 曲げ加工装置 | |
| JP2000015340A (ja) | 曲げ加工方法及びその装置 | |
| JP2006297424A (ja) | 曲げ加工におけるワーク位置決め装置及びその方法 | |
| JP2006122956A (ja) | 折り曲げ加工装置 | |
| JP2004042096A (ja) | 曲げ加工装置 | |
| JP2003326317A (ja) | ワーク位置決め装置 | |
| JP2003181542A (ja) | 曲げ加工装置 | |
| JP2003094116A (ja) | 曲げ加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100724 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120516 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120518 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120714 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130116 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130116 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160201 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5187728 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |