以下、本発明の好ましい実施の形態を、図面を参照しながら説明する。
[プレス加工システムの構成]
図1は、本実施の形態に係るプレス加工システムの全体構成を示す平面図である。プレス加工システム1は、プレス加工装置2と、プレス加工装置2へワークを搬送するためのワーク搬送装置3と、プレス加工装置2及びワーク搬送装置3の動作制御を行うためのプレス制御装置4と、ワークの金型に対する位置ずれを検出するためのワーク異常検出装置5とを備えている。
プレス加工装置2は、上型及び下型を有する金型を設置可能であり、下型の上に設置された金属板(鋼板、アルミニウム合金板、チタン合金板等)のワーク100に対して曲げプレス加工を行う構成となっている。
ワーク搬送装置3は、ワーク100をプレス加工装置2へ搬送する。ワーク100は、ワーク搬送装置3に設置されたワーク搬送台31上に水平に載置される。ワーク搬送台31には、板状の台座32の上に、長手方向が水平となるように複数のローラ33,33,…が互いに平行に配置されており、これらのローラ33,33,…上にワーク100が載置される。ワーク搬送装置3は、ワーク搬送台31を図中に矢印で示すX方向へ移動することにより、ワーク100を搬送するようになっている。
プレス制御装置4は、プレス加工装置2と通信可能に接続されており、プレス加工装置2を動作制御することが可能である。ワーク搬送装置3がワーク100をプレス加工装置2へ搬送し、ワーク100が下型上に配置された時点で、プレス制御装置4の制御により、プレス加工装置2がワーク100に対してプレス加工を実行する。プレス加工装置2からワーク100が排出されると、これと同時に、次に加工されるワーク100がワーク搬送装置3により搬送され、プレス加工装置2へ供給される。このような動作を繰り返し実行するように、プレス制御装置4がプレス加工装置2及びワーク搬送装置3を制御する。
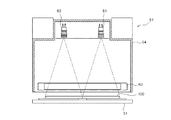
次に、ワーク異常検出装置5の構成について説明する。ワーク異常検出装置5は、ワーク搬送装置3に取り付けられた撮像ユニット51と、コンピュータにより構成された画像処理ユニット52とを具備している。図2は、撮像ユニット51の構成を示す正面断面図であり、図3は、その側面断面図である。図2及び図3に示すように、撮像ユニット51は、内部に第1カメラ61と、第2カメラ62と、照明ユニット63とが収容されたハウジング64を備えている。ハウジング64はワーク搬送装置3の搬送路の上方に配置され、下端が開口している。また、ハウジング64の内壁は光の乱反射防止のために艶消し黒塗装がされ、ハウジング64の内部では、第1カメラ61及び第2カメラ62が、前記開口を通じてワーク搬送装置3の搬送路を撮像可能なように、撮像方向を下方にして配置されている。また、図2に示すように、第1カメラ61及び第2カメラ62は、ワーク搬送装置3の搬送方向(図1におけるX方向)に対して直行する方向に並べて配置されている。つまり、第1カメラ61が、ワーク搬送装置3によって搬送されるワークの幅方向の右半分を撮像し、第2カメラ62が、前記ワークの幅方向の左半分を撮像するように構成されている。
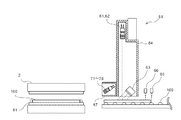
照明ユニット63は、照度ムラの発生を防止するため、高周波点灯が可能な一方向に長い蛍光灯であり、その長手方向が、ワーク搬送装置3の搬送方向(図1におけるX方向)に対して直行する方向に沿うように配置されている。照明ユニット63の長さはワーク100の幅よりも大きく、ワーク搬送装置3によって搬送されるワーク100の幅方向の全体に亘って光を照射可能となっている。また、照明ユニット63の光の照射方向は、図3に示すように、ワーク搬送装置3の搬送方向に対して45°傾斜している。また、第1カメラ61及び第2カメラ62は、ワーク100の照明ユニット63により光が照射された部分を撮像するように、照明ユニット63に対して位置決めされている。これにより、照明ユニット63によって照射された光がワーク100の表面で散乱した散乱光が第1カメラ61及び第2カメラ62に入射し、照明ユニット63によって照射された光の全反射光は第1カメラ61及び第2カメラ62に入射しないこととなる。このため、第1カメラ61及び第2カメラ62の受光レベルが過剰に高い白飛びの現象を防止し、第1カメラ61及び第2カメラ62の受光レベルを適切な範囲とすることができる。また、ハウジング64は十分な遮蔽性を有しており、ハウジング64の内部への外乱光の進入が防止される。
第1カメラ61及び第2カメラ62のそれぞれは、ラインスキャンカメラである。また、ワーク搬送装置3はワーク100を一定速度で搬送する。第1カメラ61及び第2カメラ62のそれぞれの撮像範囲をワーク100が通過する間、第1カメラ61及び第2カメラ62が撮像を継続することで、サンプリング時間当たりに撮像された画素データ群が複数取得される。これらの画素データ群をつなぎ合わせることで、ワーク100の表面全体を撮像した画像が得られる。
また、ハウジング64には、ワーク検出用の第1光学式センサ65及び第2光学式センサ66が取り付けられている。第1光学式センサ65及び第2光学式センサ66は、ハウジング64の開口よりも(つまり、第1カメラ61及び第2カメラ62の撮像領域よりも)、ワーク搬送装置3の搬送方向上流側に配置されている。また、第1光学式センサ65及び第2光学式センサ66は、第1光学式センサ65が第2光学式センサ66よりも前記搬送方向上流側に位置するように、前記搬送方向と平行に配置されている。第1光学式センサ65及び第2光学式センサ66のそれぞれは、フォトリフレクタであり、ワーク100の有無を検出することが可能である。
ワーク100がワーク搬送装置3によって搬送されるとき、まずワーク100の先端が第1光学式センサ65の直下に進入する。これにより、第1光学式センサ65の出力信号がオフからオンに変化する。他方、第2光学式センサ66の直下にはワーク100がまだ存在していないので、第2光学式センサ66の出力信号はオフのままである。さらにワーク100が搬送されると、ワーク100の先端が第2光学式センサ66の直下に進入する。これにより、第2光学式センサ66の出力信号がオフからオンに変化する。このとき、第2光学式センサ66の近傍に配置された第1光学式センサ65の直下にもワーク100が存在するため、第1光学式センサ65の出力信号はオンのままである。つまり、第1光学式センサ65及び第2光学式センサ66の出力信号が、オン及びオフの組合せからオン及びオンの組合せに変化したことを検出することにより、ワーク100の先端を検出することができる。
また、ワーク100が撮像領域を通過し終わるときには、ワーク100の後端が第1光学式センサ65の直下を通過する。これにより、第1光学式センサ65の出力信号がオンからオフに変化する。他方、第2光学式センサ66の直下にはワーク100がまだ存在しているので、第2光学式センサ66の出力信号はオンのままである。さらにワーク100が搬送されると、ワーク100の後端が第2光学式センサ66の直下を通過する。これにより、第2光学式センサ66の出力信号がオンからオフに変化する。このとき、第1光学式センサ65の直下にはワーク100が存在しないため、第1光学式センサ65の出力信号はオフのままである。つまり、第1光学式センサ65及び第2光学式センサ66の出力信号が、オフ及びオンの組合せからオフ及びオフの組合せに変化したことを検出することにより、ワーク100の後端を検出することができる。
このようにしてワーク100の先端が検出された時点で第1カメラ61及び第2カメラ62による撮像が開始され、ワーク100の後端が検出された時点で第1カメラ61及び第2カメラ62による撮像が終了されることで、ワーク100の全体の画像が得られる。
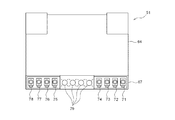
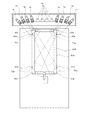
図4は、撮像ユニット51の構成を示す正面図である。撮像ユニット51は、ハウジング64の前記搬送方向下流側に設けられたハウジング67を備えている。ハウジング67は、ハウジング64の下端部に取り付けられた横長の直方体形状の筐体であり、前記搬送方向下流側の面が開口している。当該開口部には、塵・油等の侵入を防ぐために透明な合成樹脂製のカーテンが設けられている。
ハウジング67には、8個のエリアカメラ71〜78と、4つのハロゲンライト79が収容されている。撮像ユニット51は、プレス加工装置2より前記搬送方向上流側に配置されており、カメラ71〜78はかかるプレス加工装置2の内部の下型81を撮像可能な方向に向けて配置されている。また、ハロゲンライト79は、プレス加工装置2の内部の下型81に光を照射可能な方向に向けて配置されている。
ハウジング64の長手方向(即ち、前記搬送方向に直行する水平方向)の中央部には、4つのハロゲンライト79が配置されている。このハロゲンライト79が設置されている中央部よりも右方の空間には、カメラ71〜74が横に並べて配置されており、左方の空間には、カメラ75〜78が横に並べて配置されている。
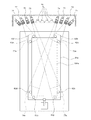
図5及び図6は、カメラ71〜78の撮像範囲を模式的に説明する平面図である。プレス加工装置2には、様々な金型が設置される。本実施の形態に係るプレス加工装置2は、大型の加工製品を製造するための金型81aと、小型の加工製品を製造するための金型81bとを選択的に装着可能である。
図5に示すように、金型81aがプレス加工装置2に装着されているときは、4つのカメラ72,74,75,77が使用される。金型81aには、大型のワーク100aを位置決めするための位置決めピン82a〜82hが設けられている。位置決めピン82a〜82hは、ワーク100aに当接することでワーク100aを金型81a上の正常な位置に位置決めするために下型81aの上面から突設された円柱状の部品である。カメラ72は、位置決めピン82a及び82bが含まれる撮像領域72aについて撮像可能なようにハウジング67に取り付けられている。カメラ74は、位置決めピン82c及び82dが含まれる撮像領域74aについて撮像可能なようにハウジング67に取り付けられている。同様に、カメラ75は、位置決めピン82g及び82hが含まれる撮像領域75aについて撮像可能なようにハウジング67に取り付けられており、カメラ77は、位置決めピン82e及び82fが含まれる撮像領域77aについて撮像可能なようにハウジング67に取り付けられている。
図6に示すように、金型81bがプレス加工装置2に装着されているときは、4つのカメラ71,73,76,78が使用される。金型81bには、小型のワーク100bを位置決めするための位置決めピン83a〜83hが設けられている。位置決めピン83a〜83hは、ワーク100bに当接することでワーク100bを金型81b上の正常な位置に位置決めするために下型81bの上面から突設された円柱状の部品である。カメラ71は、位置決めピン83a及び83bが含まれる撮像領域71aについて撮像可能なようにハウジング67に取り付けられている。カメラ73は、位置決めピン83c及び83dが含まれる撮像領域73aについて撮像可能なようにハウジング67に取り付けられている。同様に、カメラ76は、位置決めピン83g及び83hが含まれる撮像領域76aについて撮像可能なようにハウジング67に取り付けられており、カメラ78は、位置決めピン83e及び83fが含まれる撮像領域78aについて撮像可能なようにハウジング67に取り付けられている。
上記ような使用カメラの切り替えは、画像処理ユニット52により行われる。また、第1カメラ61及び第2カメラ62並びにカメラ71〜78によって得られた画像は、画像処理ユニット52に与えられ、画像処理ユニット52により処理される。
図7は、画像処理ユニット52の構成を示すブロック図である。画像処理ユニット52は、コンピュータ52aによって実現される。図7に示すように、コンピュータ52aは、本体53と、表示部54と、入力部55とを備えている。本体53は、CPU53a、ROM53b、RAM53c、ハードディスク53d、読出装置53e、入出力インタフェース53f、通信インタフェース53g、画像出力インタフェース53h、及び画像生成回路53kを備えており、CPU53a、ROM53b、RAM53c、ハードディスク53d、読出装置53e、入出力インタフェース53f、通信インタフェース53g、画像出力インタフェース53h、及び画像生成回路53kは、バス53jによって接続されている。
CPU53aは、RAM53cにロードされたコンピュータプログラムを実行することが可能である。そして、ワークの位置ずれ検出用のコンピュータプログラム56aを当該CPU53aが実行することにより、コンピュータ52aが画像処理ユニット52として機能する。
ROM53bは、マスクROM、PROM、EPROM、又はEEPROM等によって構成されており、CPU53aに実行されるコンピュータプログラム及びこれに用いるデータ等が記録されている。
RAM53cは、SRAMまたはDRAM等によって構成されている。RAM53cは、ハードディスク53dに記録されているコンピュータプログラム56aの読み出しに用いられる。また、CPU53aがコンピュータプログラムを実行するときに、CPU53aの作業領域として利用される。
ハードディスク53dは、オペレーティングシステム及びアプリケーションプログラム等、CPU53aに実行させるための種々のコンピュータプログラム及び当該コンピュータプログラムの実行に用いられるデータがインストールされている。サーバ用のコンピュータプログラム56aも、このハードディスク53dにインストールされている。
読出装置53eは、フレキシブルディスクドライブ、CD−ROMドライブ、またはDVD−ROMドライブ等によって構成されており、可搬型記録媒体56に記録されたコンピュータプログラムまたはデータを読み出すことができる。また、可搬型記録媒体56には、コンピュータを画像処理ユニット52として機能させるためのコンピュータプログラム56aが格納されており、コンピュータ52aが当該可搬型記録媒体56からコンピュータプログラム56aを読み出し、当該コンピュータプログラム56aをハードディスク53dにインストールすることが可能である。
なお、前記コンピュータプログラム56aは、可搬型記録媒体56によって提供されるのみならず、電気通信回線(有線、無線を問わない)によってコンピュータ52aと通信可能に接続された外部の機器から前記電気通信回線を通じて提供することも可能である。例えば、前記コンピュータプログラム56aがインターネット上のサーバコンピュータのハードディスク内に格納されており、このサーバコンピュータにコンピュータ52aがアクセスして、当該コンピュータプログラムをダウンロードし、これをハードディスク53dにインストールすることも可能である。
また、ハードディスク53dには、例えば米マイクロソフト社が製造販売するWindows(登録商標)等のマルチタスクオペレーティングシステムがインストールされている。以下の説明においては、本実施の形態に係るコンピュータプログラム56aは当該オペレーティングシステム上で動作するものとしている。
入出力インタフェース53fは、例えばUSB,IEEE1394,又はRS-232C等のシリアルインタフェース、SCSI,IDE,又は IEEE1284等のパラレルインタフェース、及びD/A変換器、A/D変換器等からなるアナログインタフェース等から構成されている。入出力インタフェース53fには、キーボード及びマウスからなる入力部55が接続されており、ユーザが当該入力部55を使用することにより、コンピュータ52aにデータを入力することが可能である。
また、入出力インタフェース53fには、撮像ユニット51に設けられたカメラ71〜78が通信可能に接続されている。これにより、画像処理ユニット52によってカメラ71〜78が制御され、また、画像データがカメラ71〜78から画像処理ユニット52へ出力される。
また、入出力インタフェース53fには、撮像ユニット51に設けられた第1光学式センサ65及び第2光学式センサ66が通信可能に接続されている。これにより、第1光学式センサ65及び第2光学式センサ66の出力信号が、画像処理ユニット52に与えられる。
通信インタフェース53gは、Ethernet(登録商標)インタフェースである。通信インタフェース53gはプレス制御装置4に接続されている。コンピュータ52aは、通信インタフェース53gにより、所定の通信プロトコルを使用してプレス制御装置4との間でデータの送受信が可能である。
画像出力インタフェース53hは、LCDまたはCRT等で構成された表示部54に接続されており、CPU53aから与えられた画像データに応じた映像信号を表示部54に出力するようになっている。表示部54は、入力された映像信号にしたがって、画像(画面)を表示する。
画像生成回路53kは、FPGA等の画像処理チップを有して構成されている。かかる画像生成回路53kは、第1カメラ61及び第2カメラ62のそれぞれと通信可能に接続されている。これにより、画像生成回路53kは、第1カメラ61から出力された画像信号を受信して、ワーク表面の右側半分の画像を生成し、第2カメラ62から出力された画像信号を受信して、ワーク表面の左側半分の画像を生成することが可能である。このようにして生成された画像は、CPU53aに与えられる。
[プレス加工システムの動作]
以下、本実施の形態に係るプレス加工システム1の動作について説明する。
<初期化処理>
プレス加工システム1によるプレス加工動作を開始する前に、まずオペレータは使用する金型をプレス加工装置2に装着し、この金型を特定する金型情報をプレス制御装置4に入力する。これにより、プレス制御装置4が金型情報を記憶する。次に、プレス加工装置2に装着された金型に適合したワーク100がワーク搬送装置3に供給される。上述したように、加工製品に応じて、使用する金型が決定され、各金型はサイズ及び位置決めピンの設置位置等が異なる。また、ワークは金属板であり、その素材金属の種類は加工製品に応じて異なる。従って、鋼板のワークが供給される場合もあれば、チタン合金のワークが供給される場合もある。
本実施の形態に係るワーク異常検出装置5は、プレス加工対象のワークが搬送されている途中で、ワークに付着した異物を検出するための異物検出処理を実行する。上述したように、加工製品に応じて様々な金属素材からなるワークがワーク搬送装置3によって搬送される。金属は種類によって色が異なり、また、ワークのロットによっても微妙に色が異なる場合がある。ワークを撮像して得られた画像を処理して正確に異物検出を行うためには、そのワークの色に適応した設定値を用いる必要がある。このため、まずロット毎にワークのサンプルが準備され、このサンプルの表面に付着した異物がオペレータによって除去される。異物が除去されたサンプルがワーク搬送装置3によって搬送され、このサンプルを用いて異物検出用の設定値を決定する異物検出初期化処理がワーク異常検出装置5によって実行される。
以下、異物検出初期化処理について説明する。図8は、異物検出初期化処理の手順を示すフローチャートである。まず、プレス制御装置4から金型情報が画像処理ユニット52に送信される。画像処理ユニット52のCPU53aは、プレス制御装置4から送信された金型情報を取得し(ステップS101)、この金型情報に対応するパラメータ(画像処理の判定エリア及びワークのサイズ情報等)をハードディスク53dに設けられた設定値データベース(図示せず)から読み出し、設定値としてRAM53c又はハードディスク53dに記憶する(ステップS102)。
次に、CPU53aは、第1光学式センサ65及び第2光学式センサ66の出力信号に基づいて、ワークのサンプルの先端が検出されたか否かを判別する(ステップS103)。ステップS103の処理においては、第1光学式センサ65及び第2光学式センサ66の出力信号が、オン及びオフの組合せからオン及びオンの組合せに変化した場合に、ワークのサンプルの先端が検出される。ステップS103において、ワークのサンプルの先端が検出されなかった場合には(ステップS103においてNO)、CPU53aは、ワークのサンプルの先端が検出されるまでステップS103の処理を繰り返す。
ステップS103においてワークのサンプルの先端が検出された場合には(ステップS103においてYES)、CPU53aは、第1カメラ61及び第2カメラ62によるワークのサンプルの撮像を開始する(ステップS104)。これにより、第1カメラ61及び第2カメラ62からの出力信号が画像処理ユニット52に取り込まれ、ワークのサンプルの画像が生成される。
次に、CPU53aは、第1光学式センサ65及び第2光学式センサ66の出力信号に基づいて、ワークのサンプルの後端が検出されたか否かを判別する(ステップS105)。ステップS105の処理においては、第1光学式センサ65及び第2光学式センサ66の出力信号が、オン及びオンの組合せからオフ及びオンの組合せに変化した場合に、ワークのサンプルの後端が検出される。ステップS105において、ワークのサンプルの後端が検出されなかった場合には(ステップS105においてNO)、CPU53aは、ワークのサンプルの後端が検出されるまでステップS105の処理を繰り返す。
ステップS105においてワークのサンプルの後端が検出された場合には(ステップS105においてYES)、CPU53aは、第1カメラ61及び第2カメラ62によるワークのサンプルの撮像を終了する(ステップS106)。これにより、画像処理ユニット装置52による第1カメラ61及び第2カメラ62からの出力信号の取り込みが完了し、ワークのサンプルの画像が完成する。
上記のように生成されたワークのサンプルの画像は多階調のグレースケール画像(以下、「サンプル撮像画像」という。)である。CPU53aは、当該サンプル撮像画像に対して3×3空間フィルタによるノイズ除去処理を実行する(ステップS107)。次にCPU53aは、ノイズ除去処理後のサンプル撮像画像の輝度ヒストグラムを生成する(ステップS108)。なお、ここでいう輝度ヒストグラムとは、輝度ヒストグラムのグラフではなく、輝度毎に出現回数を計数したデータのことである。かかる輝度ヒストグラムは、RAM53c又はハードディスク53dに記憶される。
次にCPU53cは、輝度ヒストグラムから最大輝度を抽出し、この最大輝度と所定の明部感度余裕値との合計値を第1閾値として設定(RAM53c又はハードディスク53dに記憶)する(ステップS109)。この第1閾値は、ワークを撮像して得られた多階調のグレースケール画像において、異常に高輝度の部分を異物として検出するための閾値である。
次にCPU53cは、輝度ヒストグラムから最小輝度を抽出し、この最小輝度と所定の暗部感度余裕値との差分値を第2閾値として設定(RAM53c又はハードディスク53dに記憶)する(ステップS109)。この第2閾値は、ワークを撮像して得られた多階調のグレースケール画像において、異常に低輝度の部分を異物として検出するための閾値である。ステップS109の処理の後、CPU53aは、異物検出初期化処理を終了する。
上記のような異物検出初期化処理により、後の異物検出処理に用いられる設定値である第1閾値及び第2閾値が設定される。
本実施の形態に係るワーク異常検出装置5は、プレス加工対象のワークがプレス加工装置2内の金型に設置された状態で、ワークの金型に対する位置ずれを検出するための位置ずれ検出処理を実行する。上述したように、加工製品に個別に対応した金型がプレス加工装置2に装着される。金型を撮像して得られた画像を処理して正確にワークの位置ずれ検出を行うためには、装着された金型に適合した処理を行う必要がある。このため、プレス加工装置2に金型が装着された場合には、プレス加工システム1によるプレス加工動作の準備として、位置ずれ検出の各種初期設定を行うための位置ずれ検出初期化処理がワーク異常検出装置5によって実行される。
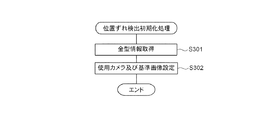
以下、位置ずれ検出初期化処理について説明する。図9は、位置ずれ検出初期化処理の手順を示すフローチャートである。上述したように、プレス制御装置4から金型情報が画像処理ユニット52に送信される。画像処理ユニット52のCPU53aは、プレス制御装置4から送信された金型情報を取得する(ステップS301)。このステップS301の処理は、上述したステップS101の処理と同じ処理である。
次にCPU53aは、カメラ71〜78のうち、受信した金型情報に対応する使用カメラを特定するデータ及びパターンマッチングに使用する基準画像(テンプレート)をハードディスク53dに設けられた設定値データベース(図示せず)から読み出し、設定値としてRAM53c又はハードディスク53dに記憶する(ステップS302)。これにより、例えば、図5に示す場合には、使用カメラとしてカメラ72,74,75,77が設定され、図6に示す場合には、使用カメラとしてカメラ71,73,76,78が設定される。また、基準画像については後述する。かかるステップS302の処理の後、CPU53aは位置ずれ検出初期化処理を終了する。
<異物検出処理>
以上のような準備動作が完了した後、プレス加工システム1によるワークのプレス加工動作が開始される。このプレス加工動作では、ワーク搬送装置3によってプレス加工装置2までワークが搬送され、ワーク搬送装置3から搬出されたワークに対して、プレス加工装置2によって自動的にプレス加工が行われる。本実施の形態に係るプレス加工システム1にあっては、ワーク搬送装置3によるワークの搬送の途中で、ワーク異常検出装置5による異物検出処理が実行される。
以下、異物検出処理について説明する。図10は、異物検出処理の手順を示すフローチャートである。まず、CPU53aは、第1光学式センサ65及び第2光学式センサ66の出力信号に基づいて、ワークの先端が検出されたか否かを判別する(ステップS201)。ステップS201の処理においては、第1光学式センサ65及び第2光学式センサ66の出力信号が、オン及びオフの組合せからオン及びオンの組合せに変化した場合に、ワークの先端が検出される。ステップS201において、ワークの先端が検出されなかった場合には(ステップS201においてNO)、CPU53aは、ワークの先端が検出されるまでステップS201の処理を繰り返す。
ステップS201においてワークの先端が検出された場合には(ステップS201においてYES)、CPU53aは、第1カメラ61及び第2カメラ62によるワークの撮像を開始する(ステップS202)。これにより、第1カメラ61及び第2カメラ62からの出力信号が画像処理ユニット52に取り込まれ、ワークの画像が生成される。
次に、CPU53aは、第1光学式センサ65及び第2光学式センサ66の出力信号に基づいて、ワークの後端が検出されたか否かを判別する(ステップS203)。ステップS203の処理においては、第1光学式センサ65及び第2光学式センサ66の出力信号が、オン及びオンの組合せからオフ及びオンの組合せに変化した場合に、ワークの後端が検出される。ステップS203において、ワークの後端が検出されなかった場合には(ステップS203においてNO)、CPU53aは、ワークの後端が検出されるまでステップS203の処理を繰り返す。
ステップS203においてワークの後端が検出された場合には(ステップS203においてYES)、CPU53aは、第1カメラ61及び第2カメラ62によるワークの撮像を終了する(ステップS204)。これにより、画像処理ユニット52による第1カメラ61及び第2カメラ62からの出力信号の取り込みが完了し、ワークの画像が完成する。
上記のように生成されたワークの画像は多階調のグレースケール画像(以下、「ワーク撮像画像」という。)である。CPU53aは、当該ワーク撮像画像に対して3×3空間フィルタによるノイズ除去処理を実行する(ステップS205)。
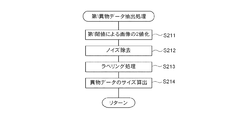
次にCPU53aは、ノイズ除去されたワーク撮像画像に対して第1異物データ抽出処理を実行する(ステップS206)。ここで、第1異物データ抽出処理について説明する。図11は、第1異物データ抽出処理の手順を示すフローチャートである。第1異物データ抽出処理では、まずCPU53aは、上述した異物検出初期化処理によって設定された第1閾値によるワーク撮像画像の2値化処理を実行する(ステップS211)。この2値化処理により、第1閾値よりも輝度の高い画素に異物を示す「1」の画素値が与えられ、第1閾値以下の輝度の画素には異物でないことを示す「0」の画素値が与えられる。
次にCPU53aは、2値化画像に対して膨張・縮小処理によるノイズ除去を実行し(ステップS212)、ノイズ除去後の2値化画像に対してラベリング処理を実行することにより、画像に含まれる異物の像である異物データを抽出する(ステップS213)。さらにCPU53aは、抽出された異物データの画素数に1画素当たりの解像度を乗じることで、異物データのサイズを算出する(ステップS214)。
ステップS214の処理の後、CPU53aは、第1異物データ抽出処理を終了し、メインルーチンにおける第1異物データ抽出処理の呼出アドレスへ処理を戻す。
次にCPU53aは、ステップS205においてノイズ除去されたワーク撮像画像に対して第2異物データ抽出処理を実行する(ステップS207)。ここで、第2異物データ抽出処理について説明する。図12は、第2異物データ抽出処理の手順を示すフローチャートである。第2異物データ抽出処理では、まずCPU53aは、上述した異物検出初期化処理によって設定された第2閾値によるワーク撮像画像の2値化処理を実行する(ステップS221)。この2値化処理により、第2閾値よりも輝度の低い画素に異物を示す「1」の画素値が与えられ、第2閾値以上の輝度の画素には異物でないことを示す「0」の画素値が与えられる。
次にCPU53aは、2値化画像に対してノイズ除去(ステップS222)、ラベリング処理(ステップS223)、異物データのサイズ算出(ステップS224)を実行する。なお、ステップS222、S223、S224の処理のそれぞれは、上述したステップS212、S213、S214と同様であるので、その説明を省略する。
ステップS224の処理の後、CPU53aは、第2異物データ抽出処理を終了し、メインルーチンにおける第2異物データ抽出処理の呼出アドレスへ処理を戻す。
上述した第1異物データ抽出処理によって高輝度の異物データが抽出され、第2異物データ抽出処理によって低輝度の異物データが抽出される。
次にCPU53aは、第1異物データ抽出処理及び第2異物データ抽出処理によって抽出された異物データのサイズを、予め与えられた基準値と比較して、当該基準値よりも大きいサイズの異物データが存在するか否かを判別する(ステップS208)。この結果、基準値よりも大きいサイズの異物データが存在する場合には(ステップS208においてYES)、CPU53aは、基準値よりも大きいサイズの異物データのワーク撮像画像上における位置情報をRAM53c又はハードディスク53dに記憶させ(ステップS209)、当該ワークのプレス加工の禁止を指示するプレス動作禁止指示信号をプレス制御装置4へ送信する(ステップS210)。プレス動作禁止指示信号がプレス制御装置4に与えられた場合には、プレス制御装置4はプレス加工装置2に当該ワークのプレス加工を実行させないように制御する。これにより、異物が付着したワークがプレス加工されることが防止され、オペレータはワークから異物を除去することができ、異物を除去した後にプレス加工装置2にプレス加工を実行させることができる。
上述したステップS210の処理の後、CPU53aは、ステップS211へ処理を移す。他方、ステップS208において基準値よりも大きいサイズの異物データが存在しない場合には(ステップS208においてNO)、CPU53aは、そのままステップS211へ処理を移す。
ステップS211において、CPU53aは、異物検出結果を示す異物検出結果画面を表示部54に表示させる(ステップS211)。ステップS211の処理の後、CPU53aは、異物検出処理を終了する。
図13は、異物検出結果画面の一例を示す模式図である。異物検出結果画面D1には、ワーク撮像画像Wが含まれる。異物検出結果画面D1においては、搬送方向を右方向としてワーク撮像画像Wが表示される。また、異物検出画面D1において、ワーク撮像画像Wの上方には、第1カメラ61による撮像データの輝度値分布のグラフG1が表示され、ワーク撮像画像Wの下方には、第2カメラ62による撮像データの輝度値分布のグラフG2が表示される。グラフG1及びG2には、ワークの幅方向の特定の位置を撮像した画素における時系列の輝度値の変化が示される。ワーク撮像画像から異物が検出された場合には、この異物が検出された位置の画素が、前記特定の位置を撮像した画素とされ、ワークの先端から後端に至る当該画素の輝度値の変化がグラフG1及びグラフG2に示されることとなる。
また、グラフG1及びG2には、第1閾値を示す線分T1及び第2閾値を示す線分T2が重畳表示される。これにより、図13に示すように、輝度値のグラフG1及びG2のどの部分が第1閾値又は第2閾値を越え、これによって異物が検出されたかを、ユーザが容易に確認することができる。
さらに異物検出結果画面D1においては、ワーク撮像画像Wの右方に、検出された異物の位置情報及びサイズ情報を含む異物情報FMが示される。これにより、どの位置にどの程度のサイズの異物が検出されたかを、ユーザが容易に確認することができる。
<位置ずれ検出処理>
以上のような異物検出処理によってワークに異物が検出されなかった場合、プレス加工装置2にワークが供給された後、プレス加工が実行される前に、ワーク異常検出装置5による位置ずれ検出処理が実行される。
以下、位置ずれ検出処理について説明する。図14A及び図14Bは、位置ずれ検出処理の手順を示すフローチャートである。ワーク搬送装置3によってワークがプレス加工装置2に搬入されたときには、プレス制御装置4から搬送完了信号が画像処理ユニット52へ送信される。位置ずれ検出処理において、まずCPU53aは、プレス制御装置4から送信された搬送完了信号を受信したか否かを判別する(ステップS401)。ステップS401において、搬送完了信号が受信されていない場合には(ステップS401においてNO)、CPU53aは、搬送完了信号を受信するまで、ステップS401の処理を繰り返す。
ステップS401において、搬送完了信号が受信された場合には(ステップS401においてYES)、CPU53aは、上述した位置ずれ検出初期化処理により決定された使用カメラに、金型の撮像を実行させる(ステップS402)。これにより、使用カメラから出力された画像データ(以下、「金型撮像画像」という。)が画像処理ユニット52により取得される。
次にCPU53aは、金型撮像画像において位置決めピンの像が含まれる領域の部分画像を抽出する(ステップS403)。この部分画像は、金型情報に対応して設定された位置情報に従って金型撮像画像から抽出される。
次にCPU53aは、抽出された部分画像と、対応する基準画像(位置ずれ検出初期化処理により設定された基準画像)とのパターンマッチングを実行する(ステップS404)。
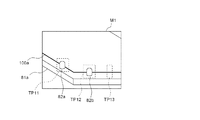
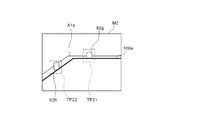
ここで、ステップS404のパターンマッチング処理について説明する。上述した位置ずれ検出初期化処理では、部分画像と同じ数の基準画像が設定される。つまり、部分画像と基準画像とは一対一に対応する。図15A及び図16Aは、基準画像の例を示す模式図である。基準画像は、予めオペレータがワークを金型上の正常な位置に載置した上で、使用カメラにより撮像することで得られた画像から抽出された部分画像である。図15Aに示す画像M1は、金型81aのカメラから見て手前側(つまり、前記搬送方向下流側)端部の左隅部を撮像したときに得られる画像である。また、図16Aに示す画像M2は、金型81aのカメラから見て奥側(つまり、前記搬送方向上流側)端部の左隅部を撮像したときに得られる画像である。図15Aに示す画像M1には、位置決めピン82a及び82bの像が含まれる。かかる画像M1からは、まず、位置決めピン82aの像を含む部分画像である基準画像TP11が取得される。
ステップS404のパターンマッチングでは、部分画像と基準画像とが比較される。例えば、図5に示すカメラ72によって得られる金型撮像画像から、位置決めピン82aの像を含む部分画像及び位置決めピン82bの像を含む部分画像が抽出される。位置決めピン82aの像を含む部分画像は、位置決めピン82aの像を含む基準画像と同じ撮像条件(照明、撮像方向、撮像倍率等)により撮像された画像である。このため、位置決めピン82aにワーク100aが乗り上げるような異常が生じていなければ、両者は非常に類似したものとなる。換言すれば、位置決めピン82aにワーク100aが乗り上げるような異常が生じていれば、位置決めピン82aの一部又は全部がワークで隠れた状態となり、両者の類似度は低下する。そこで、位置決めピン82aの像を含む部分画像と、位置決めピン82aの像を含む基準画像とのパターンマッチングが行われ、両画像の類似度が演算される。
CPU53aは、このようにして求められた類似度を所定の基準値と比較し、類似度が基準値以下である場合には(ステップS405においてYES)、当該部分画像に対応付けてエラー情報をRAM53c又はハードディスク53dに記憶し(ステップS406)、ステップS407へ処理を移す。他方、類似度が基準値より大きい場合には(ステップS405においてNO)、CPU53aは、そのままステップS407へ処理を移す。
ステップS407において、CPU53aは、全てのチェック対象の位置決めピンについて上述したステップS403〜S406の処理を実行したか否かを判定する(ステップS407)。まだ全てのチェック対象の位置決めピンについて処理が完了していない場合には(ステップS407においてNO)、CPU53aは、ステップS403へ処理を移し、次のチェック対象の位置決めピンについてステップS403〜S406の処理を実行する。これにより、例えば、上述した位置決めピン82aについて処理が行われた後には、金型撮像画像から位置決めピン82bの像を含む部分画像が抽出され、位置決めピン82bの像を含む部分画像と、位置決めピン82bの像を含む基準画像とのパターンマッチングが実行され、ワークの位置ずれ異常の検出が行われる。
このようにして、図16Aに示す画像M2についても、位置決めピンの像を含む部分画像が抽出され、パターンマッチングが行われる。具体的には、画像M2には、位置決めピン82g及び82hの像が含まれる。かかる画像M2からは、位置決めピン82gの像を含む部分画像である基準画像TP21と、位置決めピン82hの像を含む部分画像である基準画像TP22とが取得され、それぞれの部分画像と、対応する基準画像とのパターンマッチングが実行され、ワークの位置ずれ異常の検出が行われる。
ステップS407において、全てのチェック対象の位置決めピンについて処理が完了した場合には(ステップS407においてYES)、CPU53aは、金型撮像画像においてワークのエッジ部の像が含まれる領域の部分画像を抽出する(ステップS408)。この部分画像は、金型情報に対応して設定された位置情報に従って金型撮像画像から抽出される。
次にCPU53aは、抽出された部分画像と、対応する基準画像とのパターンマッチングを実行する(ステップS409)。
ここで、ステップS409のパターンマッチング処理について説明する。ステップS409のパターンマッチングでは、部分画像と基準画像とが比較される。例えば、図5に示すカメラ72によって得られる金型撮像画像から、ワーク100aのエッジ部の像を含む部分画像が抽出される。図15Aの例で説明すると、画像M1から、ワーク100aのエッジ部の像を含む部分画像である基準画像TP13が取得される。ワーク100aのエッジ部の像を含む部分画像は、サンプルワークのエッジ部の像を含む基準画像と同じ撮像条件により撮像された画像である。このため、ワーク100aが浮き上がったり、ずれたりするような異常が生じていなければ、両者は非常に類似したものとなる。換言すれば、ワーク100aが浮き上がったり、ずれたりするような異常が生じていれば、両者の類似度は低下する。そこで、ワーク100aのエッジ部の像を含む部分画像と、サンプルワークのエッジ部の像を含む基準画像とのパターンマッチングが行われ、両画像の類似度が演算される。
CPU53aは、このようにして求められた類似度を所定の基準値と比較し、類似度が基準値以下である場合には(ステップS410においてYES)、当該部分画像に対応付けてエラー情報をRAM53c又はハードディスク53dに記憶し(ステップS411)、ステップS412へ処理を移す。他方、類似度が基準値より大きい場合には(ステップS410においてNO)、CPU53aは、そのままステップS412へ処理を移す。
ステップS412において、CPU53aは、全てのチェック対象のワークのエッジ部について上述したステップS408〜S411の処理を実行したか否かを判定する(ステップS412)。まだ全てのチェック対象のエッジ部について処理が完了していない場合には(ステップS412においてNO)、CPU53aは、ステップS408へ処理を移し、次のチェック対象の位置決めピンについてステップS408〜S411の処理を実行する。
ステップS412において、全てのチェック対象のエッジ部について処理が完了した場合には(ステップS412においてYES)、CPU53aは、位置ずれ検出結果を示す位置ずれ検出結果画面を表示部54に表示させる(ステップS413)。
次に、CPU53aは、位置ずれ異常が発生したか否かを判別する(ステップS414)。ステップS414の処理では、RAM53c又はハードディスク53dにエラー情報が格納されているか否かを判別することにより、位置ずれ異常が発生したか否かが判別される。位置ずれ異常が発生している場合には(ステップS414においてYES)、CPU53aはプレス制御装置4へプレス動作停止指示信号を送信し(ステップS415)、位置ずれ検出処理を終了する。プレス制御装置4は、プレス動作停止指示信号を受信した場合、プレス加工動作を停止し、金型上に載置されているワークのプレス加工を実行しない。これにより、オペレータが位置ずれ検出結果画面によってワークの位置ずれの発生を確認し、停止しているプレス加工装置2内に配置されているワークを金型上の適切な位置に移動した上で、プレス加工の再開指示をプレス制御装置4に入力することができる。
他方、位置ずれ異常が発生していない場合には(ステップS414においてNO)、CPU53aはプレス制御装置4へプレス動作許可信号を送信し(ステップS416)、位置ずれ検出処理を終了する。プレス制御装置4は、プレス動作許可信号を受信した場合、金型上に載置されているワークのプレス加工を実行する。これにより、金型上の正常な位置にワークが配置されている場合には、プレス加工動作が実行される。
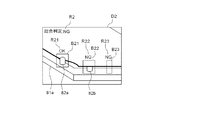
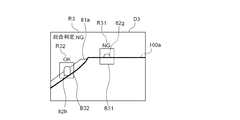
図15B及び図16Bは、位置ずれ検出結果画面の例を示す模式図である。図15B及び図16Bに示すように、位置ずれ検出結果画面D2,D3においては、使用カメラによる金型撮像画像が表示される。また、抽出された部分画像毎に、位置ずれ検出箇所を示す矩形枠B21,B22,B23,B31,B32が対応する部分画像を取り囲むように表示される。具体的には、図15Bに示す位置ずれ検出結果画面D2では、位置決めピン82aの像を含む部分画像に対応する枠B21と、位置決めピン82bの像を含む部分画像に対応する枠B22と、ワーク100aのエッジ部の像を含む部分画像に対応する枠B23とが表示される。また、図16Bに示す位置ずれ検出結果画面D3では、位置決めピン82gの像を含む部分画像に対応する枠B31と、位置決めピン82hの像を含む部分画像に対応する枠B32とが表示される。
位置ずれ検出結果画面では、部分画像に対応する枠の近傍に、当該枠に対応して、当該枠によって示される部分画像における位置ずれ検出結果情報が表示される。位置ずれ検出処理の結果、ある部分画像について位置ずれ異常が発生していないと判断された場合には、その部分画像に対応する枠の近傍に位置ずれ検出結果情報として“OK”の文字列が表示される。また、位置ずれ検出処理の結果、他の部分画像について位置ずれ異常が発生していると判断された場合には、その部分画像に対応する枠の近傍に位置ずれ検出結果情報として“NG”の文字列が表示される。具体的に説明すると、図15Bに示す位置ずれ検出結果画面D2では、枠B21によって示される部分画像について位置ずれ異常が発生していないと判断された結果を示す位置ずれ検出結果情報R21として“OK”の文字列が、枠B21の上方に、枠B21と対応させて表示されている。また、位置ずれ検出結果画面D2では、枠B22によって示される部分画像について位置ずれ異常が発生していると判断された結果を示す位置ずれ検出結果情報R22として“NG”の文字列が、枠B22の上方に、枠B23と対応させて表示されており、枠B23によって示される部分画像について位置ずれ異常が発生していると判断された結果を示す位置ずれ検出結果情報R23として“NG”の文字列が、枠B23の上方に、枠B23と対応させて表示されている。同様に、図16Bに示す位置ずれ検出結果画面D3においても、枠B31と対応付けて、位置ずれ検出結果情報R31が表示され、枠B32と対応付けて、位置ずれ検出結果情報R32が表示されている。
さらに、位置ずれ検出結果画面では、その画面中に含まれる全ての部分画像についての位置ずれ検出処理の総合判定を示す総合判定情報が表示される。ここで、画面中に含まれる部分画像のうちの少なくとも1つについて位置ずれ異常が発生していると判断されている場合には、「位置ずれ異常が発生している」という総合判定がなされ、画面中に含まれる部分画像の全てにについて位置ずれ異常が発生していないと判断されている場合には、「位置ずれ異常が発生していない」という総合判定がなされる。例えば、図15Bに示す位置ずれ検出結果画面D2では、位置決めピン82bに対する位置ずれ検出結果、及び、ワーク100aのエッジ部に対する位置ずれ検出結果において、ワーク100aの位置ずれが検出されている。このため、当該位置ずれ検出結果画面D2では、総合判定として「位置ずれ異常が発生している」を示す総合判定情報R2として、“NG”の文字列が表示される。また、図16Bに示す位置ずれ検出結果画面D3では、位置決めピン82gに対する位置ずれ検出結果において、ワーク100aの位置ずれが検出されている。このため、当該位置ずれ検出結果画面D3では、総合判定として「位置ずれ異常が発生している」を示す総合判定情報R3として、“NG”の文字列が表示される。また、図には示していないが、総合判定結果が「位置ずれ異常が発生していない」である場合には、総合判定情報として“OK”が表示される。
このような位置ずれ検出結果画面が表示されることにより、オペレータが、ワークの位置ずれが検出されたか否かを容易に確認することができる。また、ステップS413においては、全ての使用カメラによる位置ずれ検出結果画面(例えば、図5の例では、カメラ72,74,75,77による4つの位置ずれ検出結果画面)が表示部に並べて表示されるようになっている。これにより、どのカメラにより撮像されて得られた画像から、位置ずれが検出されたかをオペレータが容易に確認することができる。さらに、各位置ずれ検出結果画面においては、位置ずれ検出処理に用いられた部分画像毎に、部分画像と対応付けて位置ずれ検出結果情報が表示されるため、どの部分画像によって位置ずれが検出されたか、及び誤検出の有無をオペレータが容易に確認することができる。
上述の如く、本実施の形態に係るワーク異常検出装置5は、金型の位置決めピンを撮像して得られた画像から、ワークの位置ずれを検出する構成であるため、位置ずれ検出の結果がワークの材質、色、形等により影響を受けることを従来に比して抑制することができる。
また、本実施の形態に係るワーク異常検出装置5は、金型の位置決めピンの少なくとも一部がワークに隠れているか否かを画像処理によって判別し、この判別結果により位置ずれ検出を行う構成であるため、画像中の位置決めピンの像の形態が正常(ワークに隠れていないときの形態)と異なるか否かを判別するという簡便な処理により、ワークの位置ずれの検出を行うことができる。
また、本実施の形態に係るワーク異常検出装置5は、金型上の正常な位置にワークが配置されているときの基準画像と、撮像して得られた画像とのパターンマッチングにより、位置ずれの検出を行う構成であるため、画像中の位置決めピンの像の形態が正常な形態(ワークに隠れていないときの形態)と異なるか否かを簡便な処理で判別することが可能となる。
また、本実施の形態に係るワーク異常検出装置5は、上記の位置決めピンの形態によるワークの位置ずれ検出に加え、ワークの端縁が所定位置にあるか否かを画像処理により判別することで、ワークの位置ずれを検出する構成であるため、位置決めピンの形態に係る画像処理では捕捉できないワークの位置ずれを、ワークの端縁に係る画像処理により検出することができ、より一層検出精度を高めることができる。
また、本実施の形態に係るワーク異常検出装置5は、金型上の正常な位置にワークが配置されているときの基準画像と、撮像して得られた画像とのパターンマッチングにより、位置ずれの検出を行う構成であるため、画像中のワークの端縁の位置が正常な位置(ワークが浮き上がったり、ずれたりしていないときの位置)と異なるか否かを簡便な処理で判別することが可能となる。
また、本実施の形態に係るワーク異常検出装置5にあっては、プレス加工装置2に装着されている金型の種類を特定する金型情報を受け付け、この金型情報に基づいて、カメラ71〜78のうち、金型に対応するカメラを、画像処理に使用するカメラとして選択的に決定する構成であるため、金型の種類に応じて、適切なカメラを使用カメラとして決定することができ、また、複数種類の金型に適切に対応してワークの位置ずれ検出を行うことが可能である。
また、本実施の形態に係るワーク異常検出装置5にあっては、プレス加工装置2におけるワークの位置ずれ検出に加え、搬送されているワークに付着した異物の検出を行う構成であるため、ワークの搬送からプレス加工に至る工程の途中で、従来オペレータが目視により行っていたワークの位置ずれ及び異物検出が自動的に行われる。したがって、ワークの搬送からプレス加工に至るプレス加工システムの一連の動作を自動で行うことが可能となる。
(その他の実施の形態)
なお、上述した実施の形態においては、1台のカメラによって複数の位置決めピンを撮像し、これによって得られた画像から位置決めピンの像を含む部分画像を抽出して、部分画像毎に画像処理を行う構成について述べたが、これに限定されるものではない。1台のカメラで1つの位置決めピンを撮像し、その画像を基準画像と比較することでワークの位置ずれ検出を行う構成であってもよい。また、1台のカメラで複数の位置決めピンを撮像し、これによって得られた画像をそのまま基準画像と比較して、ワークの位置ずれ検出を行う構成であってもよい。
また、上述した実施の形態においては、金型に設けられた位置決めピンをカメラ71〜78により撮像し、これによって得られた画像に基づいてワークの位置ずれを検出する校正について述べたが、これに限定されるものではない。撮像対象は位置決めピンに限られず、金型に設けられた凸状の部分で、ワークと当接することでワークを位置決めするための位置決め部であれば、どのようなものでもよい。例えば、下型の上面から突出した直方体形状の位置決め部であってもよい。
また、上述した実施の形態においては、ワークの端縁部の部分画像を基準画像と比較することで、ワークの位置ずれを検出する構成としたが、これに限定されるものではない。位置決めピンの形態の異常をパターンマッチングで検出することで、ワークの位置ずれ検出を行う機能のみを有し、ワークの端縁部の画像のパターンマッチングによるワークの位置ずれ検出の機能を有しない構成とすることもできる。
また、上述した実施の形態においては、位置決めピンの画像をパターンマッチングにより基準画像と比較することで、位置決めピンの形態の異常を検出し、これによってワークの位置ずれの検出を行う構成について述べたが、これに限定されるものではない。例えば、位置決めピンの画像から位置決めピンの形態を画像処理により認識し、認識された位置決めピンの形態が正常か否かを判断することにより、ワークの位置ずれを検出する構成としてもよい。
また、上述した実施の形態においては、金型の種類に応じてワークの位置ずれ検出に使用するカメラを切り替える構成について述べたが、これに限定されるものではない。複数種類の金型に対して同一のカメラにより撮像を行い、得られた画像に基づいてワークの位置ずれ検出を行う構成としてもよい。
また、上述した実施の形態においては、複数の位置ずれ検出結果画面を並べて表示部54に表示する構成について述べたが、これに限定されるものではない。1度に1つの位置ずれ検出結果画面を表示し、各位置ずれ検出結果画面の表示を時刻で切り替えもよい。
また、上述した実施の形態においては、画像処理に用いられた部分画像を取り囲むように矩形の枠を表示し、当該枠により部分画像(位置決めピン又はエッジ部の像)を指示する構成について述べたが、これに限定されるものではない。矩形枠以外の図形により部分画像を指示する構成としてもよい。例えば、位置決めピン又はエッジ部の像の近傍に矢印を表示し、この矢印によって前記位置決めピン又はエッジ部の像を指示するようにしてもよい。また、位置決めピン又はエッジ部の像を取り囲むように円形の枠、又は四角形以外の多角形の枠を表示することにより、前記位置決めピン又はエッジ部の像を指示するようにしてもよい。
また、上述した実施の形態においては、位置ずれ検出結果画面において、画像処理に用いられた部分画像毎に、位置ずれ検出結果情報を表示する構成としたが、これに限定されるものではない。総合判定情報を表示し、部分画像毎の位置ずれ検出結果情報を表示しない構成としてもよい。
また、上述した実施の形態においては、カメラ71〜78の撮像範囲を照明する光源として、ハロゲンライト79を使用する構成について述べたが、これに限定されるものではない。光源として使用可能なものであればその種類は特に限定されず、例えば蛍光灯であってもよいし、LED照明であってもよい。
また、上述した実施の形態においては、単一のコンピュータ52aによりコンピュータプログラム56aの全ての処理を実行する構成について述べたが、これに限定されるものではなく、上述したコンピュータプログラム56aと同様の処理を、複数の装置(コンピュータ)により分散して実行する分散システムとすることも可能である。