EP2336839A1 - Numerische steuerung - Google Patents
Numerische steuerung Download PDFInfo
- Publication number
- EP2336839A1 EP2336839A1 EP08810713A EP08810713A EP2336839A1 EP 2336839 A1 EP2336839 A1 EP 2336839A1 EP 08810713 A EP08810713 A EP 08810713A EP 08810713 A EP08810713 A EP 08810713A EP 2336839 A1 EP2336839 A1 EP 2336839A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- axis
- tool
- path
- unit
- spindle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
















Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/408—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by data handling or data format, e.g. reading, buffering or conversion of data
- G05B19/4086—Coordinate conversions; Other special calculations
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/41—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by interpolation, e.g. the computation of intermediate points between programmed end points to define the path to be followed and the rate of travel along that path
- G05B19/4103—Digital interpolation
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/414—Structure of the control system, e.g. common controller or multiprocessor systems, interface to servo, programmable interface controller
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/416—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by control of velocity, acceleration or deceleration
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/33—Director till display
- G05B2219/33269—Convert cartesian to machine coordinates
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/33—Director till display
- G05B2219/33271—Convert workpiece to machine coordinates
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/34—Director, elements to supervisory
- G05B2219/34202—Reusable software, generic resource model library
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/36—Nc in input of data, input key till input tape
- G05B2219/36231—Translate, convert machine independent to machine dependent program
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/36—Nc in input of data, input key till input tape
- G05B2219/36504—Adapt program to real coordinates, shape, dimension of tool, offset path
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/41—Servomotor, servo controller till figures
- G05B2219/41405—Inverse kinematic, dynamic
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/49—Nc machine tool, till multiple
- G05B2219/49121—C-axis for turning, fifth axis for milling
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50162—Stewart platform, hexapod construction
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50165—Axis nc machine cooperates with two axis rotary table
Definitions
- the present invention relates to a software structuring technique and an acceleration/deceleration control technique by which practically the entire control software is made to be common to all machine tools in numerical control of machine tools in any mechanical structure such as parallel mechanism machine tools and five-axis machine tools of various forms.
- Machine tools of different kinds are known, and the control systems thereof are established by configurations of axes driven by motors.
- the configurations of axes differ between the machine tools such as a simultaneous two-axis control lathe, a simultaneous three-axis control machining center, a head-side rotation-type five-axis machine tool, a table rotation five-axis machine tool, a mixed mode five-axis machine tool, and a parallel mechanism machine tool.
- a program coordinate system is defined and a movement trajectory of a tool in the program coordinate system is described in a NC program. It is a role of the numerical control device to operate the machine tool by driving the axes on the basis of the NC program.
- a numerical control process in a five-axis machine tool includes a tool length correction in five axes, a tool diameter correction in five axes, an interpolation control for accurately moving a tool tip in five axes, and a feed acceleration/deceleration control for clean rapid machining. Computation for each control is required to be based of rotating axes. Further, a computation method should be changed according to the configuration of axes. Therefore, changes corresponding to an axis configuration are unavoidable in each control process.
- a five-axis machine tool usually has a total of five axes: three axes composed of XYZ linear axes and two rotating axes.
- the three linear axes are usually perpendicular to each other.
- the two rotating axes are designed to rotate a head side having a spindle, rotate a machine table having a work disposed thereon, or rotate the head and the machine table, respectively.
- a work coordinate system parallel to the three XYZ linear axes is set as a NC program coordinate system, coordinate values in the work coordinate system of control points, which are the rotation centers of the rotating axes are found, and the machine tool is controlled by a NC program in which the operation of the machine tool is described by the rotating axis coordinates and the coordinate values of the control points in the work coordinate system.
- a NC program in which the operation of the machine tool is described by the rotating axis coordinates and the coordinate values of the control points in the work coordinate system.
- the movement of the control points for cutting the work is described, without describing the movement trajectory of the tool.
- the NC program of control point movement is created anew if the tool length changes. Accordingly, the problem is to create a numerical control that can be used as is even when a tool length changes.
- This problem has been resolved by a tool tip control in which the tool movement is described in coordinates of a tool tip.
- the aforementioned problem has been resolved by computing the coordinate values of control points correspondingly to the actual tool length and tool tilt and operating the machine tool on the basis of the calculated coordinate values.
- Patent Document 2 describes a control in which smooth speed variations of a machining tool are enabled to improve the machining accuracy of a machine tool.
- Patent Document 3 describes controlling a feed speed of each axis of a machine tool having axes that are not in the orthogonal coordinate system in a parallel mechanism machine tool or the like.
- Patent Document 4 describes an invention relating to a control of a parallel mechanism machine tool. The description of Patent Document 4 shows that each time a control of a parallel mechanism machine tool is developed, it is a time-consuming procedure.
- a parallel mechanism machine tool is absolutely identical to other five-axis machine tool in that the control is realized with respect to a movement trajectory of a tool, and except for a difference in inverse kinematic relationship, all other differences should be ignored. Therefore, it will be little wonder if a numerical control device is realized that is constituted by software common to all machine tools including a parallel mechanism machine tool.
- Patent Document 2 discloses a technique for which the B acceleration/deceleration is unnecessary, a circular arc interpolation being an example thereof. Such a system is effective in the case of an inherently smooth curve such as a circular arc, but is not necessarily effective in applications to a NC program that describes a movement trajectory of a tool by a set of short linear command blocks that are typically used.
- a machine tool that has two mutually parallel axes as an axis configuration and expands a movable area.
- a machine tool having W-axis parallel to Z-axis such as shown in Fig. 1
- the movable area in the vertical direction is expanded and works of a larger size can be machined.
- various limitations are involved.
- other functions cannot be used, for example, tool diameter correction and circular arc interpolation cannot be used.
- a numerical control device is required that can adequately distribute the use of the Z-axis and W-axis and places no limitations on the use of other functions.
- the numerical control device controls a machine tool having at least a spindle for mounting a tool, a spindle head that fixedly holds the spindle, a machine table on which a machining object is fixedly disposed, the relative positional relationship between the spindle head and the machine table including a rotation posture being controlled about a plurality of axes for driving , and motors adapted for drive about each of axes, with a preparatory reference coordinate system, in which orientations of coordinate axes and a position of an original point are fixed, being set on the machine table, the numerical control device having a preparation unit, a first control unit, a second control unit, and a third control unit; wherein the preparation unit has at least an NC program management unit, a preparatory information management unit, and a tool information management unit as segmentalized sub-means; the NC program management unit stores in a preparation information memory unit a NC program having described therein a trajectory of a tool position, which
- the ball screw portions of the left and right support columns 3, 3 are synchronized via a bevel gear (not shown in the figure) or the like and rotationally driven by the motor MO.
- Both side portions of a cross rail 5 are meshed with respective ball screw portions of the support columns 3, 3, whereby the cross rail 5 is spanned between the ball screw portions of the support columns 3, 3.
- the cross rail 5 can move in the vertical W axis direction along the ball screw portions of the support columns 3, 3.
- a head member 6 is supported on the cross rail 5 so that the head member can move in the Y axis direction, which is a left-right direction.
- the head member 6 is elongated in the vertical direction. Further, the head member 6 is provided so that it can be moved in the Z axis direction, that is, up-down direction, in the cross rail 5.
- An attachment member 8 for side surface machining that is equipped with an internal spindle head 9 inside thereof is mounted below the head member 6.
- the spindle head 9 is provided with a spindle 91 that can be horizontally mounted with tools such as a drill. The spindle 91 can rotate at least about one horizontal axis with respect to the spindle head 9.
- the rotation drive power from the head member 6 is transmitted via the spindle 91 to a tool such as a drill.
- a drive mechanism of four-axis control performed by the machine table 2, cross rail 5, and head member 6 can be constituted for example by motors MO, ball screws and so on.
- a control box 10 is installed close to the machine table 2.
- the control box 10 can drive control motors MO (see Fig. 14 ) adapted for drive about respective axes of the table 1, cross rail 5, and head member 6 according to a program inputted by the operator.
- Figs. 2 to 4 are schematic drawings illustrating examples of machine tools of different mechanical structures that can use the present invention.
- Fig. 2 shows a machine tool 1A
- Fig. 3 shows a machine tool 1B
- Fig. 4 shows a machine tool 1C
- Fig. 11 shows a machine tool 1D
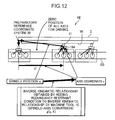
- Fig. 12 shows a machine tool 1E.
- the machine tooled shown in Fig. 11 is obtained by adding a W axis to the machine tool 1A shown in Fig. 2
- the machine tool 1E shown in Fig. 12 is obtained by adding a U axis to the machine tool 1C shown in Fig. 4 .
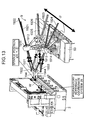
- Fig. 13 is a configuration diagram illustrating an embodiment of the machine tool 1E shown in Fig. 12 .
- all of the machine tools have the machine table 2 and the spindle head 9.
- the machine tools shown in Figs. 2, 3 , and 11 have A-axis for changing the relative positional relationship between the machine table 2 and the spindle head 9, including the rotational postures of the machine table 2 and the spindle head 9, and a drive source such as a motor MO adapted for drive on the A-axis.
- the spindle 91 having a tool mounted thereon is fixedly attached to the spindle head 9 in the same manner as in the machine tool 1 shown in Fig. 1 .
- the machine tool 1A has five axes for driving, namely, A, B, X, Y, and Z, and a drive source for each axis.
- the X, Y, Z-axes are perpendicular to each other. Strictly speaking, the machine tool 1A should be classified into different configuration classes depending on the type of parent-child relationship between the A-axis and the B-axis, but in the present embodiment these no such classification will be made since it does not affect the explanation.
- the machine tool 1B has five axes for driving, namely, A, C, X, Y, and Z.
- the C-axis is an axis about which the machine table 2 is rotated.
- the X, Y, Z-axes are perpendicular to each other.
- the machine tool 1C has a parallel mechanism and, as shown in Fig. 4 , has six axes for driving, namely, X1, X2, X3, X4, X5, X6.
- the machine tool 1D has six axes for driving, namely, A, B, X, Y, Z, and W, and the Z and W-axes from among these axes are parallel to each other.
- the machine tool 1E has seven axes for driving, namely, X1, X2, X3, X4, X5, X6, and U.
- a preparatory reference coordinate system 20 that fixes an original point and a posture in rotation direction on the machine table 2 is established as a right-handed orthogonal coordinate system.
- the preparatory reference coordinate system 20 is set in a position such that a posture and a position from a structural reference can be stipulated.
- the preparatory reference coordinate system 20 is in principle unchangeable after it has been established on the machine table 2 and can be stipulated, for example, in the following manner.
- the preparatory reference coordinate system 20 is established that has coordinate axes respectively parallel to X, Y, Z-axes.
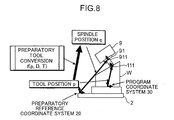
- Figs. 5 and 6 illustrate the relationship between a tool position and a spindle position.
- Figs. 5 and 6 are schematic drawings illustrating by way of example the cases in which the tool is an end mill and an angle tool, respectively. More specifically, Figs. 5 and 6 illustrate the relationship between a position of the tool and a position of the spindle on which the tool is mounted when the position of the tool is determined in the program coordinate system.
- the spindle position means a position including a posture of the spindle in the preparatory reference coordinate system 20.
- a position of the tool 11 is a relative position, including the posture of the tool 11, with respect to a machining object W (see Figs. 8 and 10 ) on the machine table 2.
- the position of the tool 11 is represented by coordinate values (x, y, z) of a reference point 111 of the tool 11 in a program coordinate system 30 that is a right-handed orthogonal coordinate system fixed to the machining object W and Euler angles ( ⁇ , ⁇ , ⁇ ) indicating the posture of the tool 11.
- the angles ⁇ , ⁇ indicate the inclination of the tool 11, and the angle ⁇ indicates the angle in the rotation direction about a central axis of the tool 11.
- a plurality of the program coordinate systems 30 may be provided on one machining object, but in the case explained herein only one program coordinate system is provided for the machining object W.
- the reference point 111 of the tool 11 generally corresponds to a tool tip positioned on the central axis of the tool 11.
- the position of the tool 11 will be denoted hereinbelow by p ⁇ .
- the machining object W is fixedly arranged on the machine table 2, the arrangement position thereof is acquired and stored as preparatory information D ⁇ , the tool 11 is then mounted on the spindle 91, and information relating to the tool 11 is stored as tool information T ⁇ .
- the preparatory information D ⁇ is stored as position information also including a rotation posture of the program coordinate system 30 with respect to the preparatory reference coordinate system 20.
- the tool information T ⁇ is constituted, for example, by data including at least a tool type indicating an end mill tool or angle tool shown in Figs. 5 and 6 and dimensions determining the tool shape.
- Figs. 7 and 8 serve to explain the preparatory tool conversion.
- Fig. 7 illustrates the preparatory tool conversion process
- Fig. 8 is an image diagram of the preparatory tool conversion. According to these drawings, it is clear that the preparatory tool conversion f ⁇ can be made common to machine tools of various kinds, regardless of the structure of the machine tools 1A to 1E.
- the correlation between the spindle position q ⁇ and an axis coordinate r ⁇ indicating the position of axes corresponding to the spindle position q ⁇ is determined by an inverse kinematic relationship corresponding to the configuration of the axes for driving of each machine tool and a structural parameter k ⁇ thereof and has no relation to the preparatory information D ⁇ and the tool information T ⁇ .
- Figs. 9 and 10 serve to explain the inverse kinematic relationship.
- Fig. 9 illustrates the inverse kinematic relationship.
- Fig. 10 is an image diagram of the inverse kinematic relationship.
- spindle-axis conversion which is a conversion function from the spindle position q ⁇ to the axis coordinate r ⁇ is represented by g ⁇ and the inverse kinematic relationship is represented by the following Eq. (2).
- r ⁇ g ⁇ q ⁇ k ⁇
- the machine tool 1E as shown in Figs. 12 and 13 .
- the configuration of the machine tool 1E having the parallel mechanism shown in Figs. 12 and 13 will be explained below in a simple manner.
- the machine tool 1E having the parallel mechanism has six joints (joining portions) 1911 to 1916 on a base 60 supported on a platform (not shown in the figure) that can move in the direction of a U-axis.
- a total of six struts (axes) 1921 to 1926 are connected to the respective joints 1911 to 1916.
- An end effector 194 is indirectly moved via joints 1931 to 1936, and the machining object W located on the machine table 2 is processed, for example machined, by independently extending or contracting the struts 1921 to 1926 on the basis of a control by a numerical control device.
- the end effector 194 is held on a base 60 by a parallel link mechanism constituted by the joints 1911 to 1916 located on the base 60, a plurality of struts 1921 to 1926, and joints 1931 to 1936 of the end effector 194.
- the tool 11 is attached to the distal end of the end effector 194. The position and posture of the tool 11 are appropriately set by controlling the extension-contraction amount of the struts 1921 to 1926.
- components relating to the configuration of axis for driving in all of the machine tools 1A to 1E are included in Eq. (2), and as software relating thereto the spindle-axis conversion function g ⁇ for converting the spindle position q ⁇ into the dive axis coordinate r ⁇ and an axis partial derivative value acquisition function for finding values obtained by first-order, second-order, and third-order partial differentiation of Eq. (2) with respect to each component of the spindle position q ⁇ are created for each machine tool as functions relating to each machine tool.
- the created functions relating to each machine tool are recorded in the storage unit and, when necessary, these functions are invoked, thereby making the entire software, except for the functions, common to the machine tools 1A to 1E.
- the configuration of the numerical control device and the numerical control process of the present embodiment will be explained below.
- FIG. 14 is a block diagram illustrating an embodiment of a numerical control device used in accordance with the present invention.
- a numerical control device 300 is constituted, for example, by a microcomputer, provided with a preparation unit 310, a first control unit 320, a second control unit 330, and a third control unit 340, and connected to a machine information memory unit 350, a preparation information memory unit 360, and a path computation memory unit 370.
- the preparation unit 310 has an axis configuration management unit 311, a redundancy restraint condition addition unit 312, a feed control condition management unit 313, a NC program management unit 314, a preparatory information management unit 315, and a tool information management unit 316.
- the first control unit 320 has a NC program read unit 321, a tool path intervening variable representation unit 322, and a tool path correction unit 323.
- the second control unit 330 has a spindle path calculation unit 331 and an axis path calculation unit 332.
- the third control unit 340 has an acceleration/deceleration interpolation control unit 341 and a pulse interpolation unit 346.
- the acceleration/deceleration interpolation control unit 341 has a block smooth interpolation unit 342, a corner smooth interpolation unit 343, a feed control condition transformation unit 344, and an intervening variable acceleration/deceleration determination unit 345.
- Fig. 15 is a flowchart illustrating an embodiment of a flow of the numerical control process.
- the flow of the numerical control process of the present embodiment will be explained below with reference to Fig. 10 .
- a cyclic processing is performed by which when the volume of a NC program is large, about half of the NC program is read out according to the capacity of the memory unit and stored temporarily in a RAM (not shown in the figure), and after the first half of the NC program that has been read out is processed, the remaining portion of the NC program is successively read, but the explanation of the repeating portions will herein be omitted to simplify the explanation.
- the preparation unit 310 functions in steps S 100 to S 120.
- the axis configuration management unit 311 receives an input of the spindle-axis conversion function g ⁇ and axis partial derivative value acquisition function created on the basis of the inverse kinematic relationship, registers these functions in the machine information memory unit 350, and effectuates the use of the spindle-axis conversion function g ⁇ and axis partial derivative value acquisition function corresponding to the respective machine tool.
- the feed control condition management unit 313 registers axis acceleration/deceleration conditions including the maximum allowed speed, maximum allowed acceleration, and maximum allowed jerk of each axis for driving in the machine information memory unit 350.
- the NC program management unit 314 receives the input of a NC program including a tool path composed of a tool position trajectory and a tool feed speed command and a tool path correction command, which is a command for correcting the tool path, and registers the NC program in the machine information memory unit 360.
- the tool information management unit 316 receives an input of tool information T ⁇ of the tool 11 attached to the spindle 91 and registers the tool information T ⁇ in the preparation information memory unit 360.
- the preparatory information management unit 315 receives an input of preparatory information D ⁇ of the machining object arranged on the machine table 2 and registers the preparatory information D ⁇ in the preparation information memory unit 360.
- the first control unit 320 functions in steps S125 to 140.
- the NC program read unit 321 reads the NC program 361 registered in the preparation information memory unit 360, extracts the tool path and tool path correction command described in the NC program 361, and registers the extracted tool path and tool path correction command in the path computation memory unit 370.
- the tool path correction unit 323 corrects the tool path according to the tool path correction command.
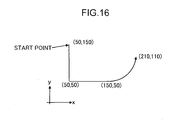
- the tool path intervening variable representation unit 322 converts the tool path p ⁇ into functional representation in which a tool path integral length s, which is a movement distance along the trajectory of the tool path p ⁇ , is an intervening variable.
- the tool path converted into the functional representation will be hereinbelow represented by p ⁇ (s).
- Fig. 16 shows an example of the tool path p ⁇ (s).
- step S 140 the tool path intervening variable representation unit 322 converts the feed speed command included in the tool path into a feed speed command of tool path integral length s.
- CL (cutter location) data that is, tool path data
- NC (numerical control) program conforming to each machine tool in a post processor that has received the data from CAM, but in the present embodiment, the conventional post processor is made unnecessary by providing the NC program read unit 321 receiving the CL data outputted by CAM as a NC program.
- step S145 the spindle path calculation unit 331 converts the tool path p ⁇ (s) registered in the path computation memory unit 370 into the spindle path q ⁇ (s), which is a functional representation of the trajectory of the spindle position with the tool path integral length s serving as an intervening variable, by using preparatory tool conversion f ⁇ based on the preparatory information D ⁇ and tool information T ⁇ .
- a feed speed command of the tool path integral length s can be directly used as a feed speed command of the spindle path q ⁇ ( S ).
- Eq. (1) is represented by the following Eq. (3).
- Eq ⁇ s f ⁇ p ⁇ s , D ⁇ , T ⁇
- step S 150 the axis path calculation unit 332 determines the axis path r ⁇ (s), which is the trajectory of axis coordinates, from the spindle path q ⁇ (s) by using the spindle-axis conversion function g ⁇ .
- a feed speed command of the tool path integral length s can be directly used as a feed speed command of the axis path r ⁇ (s).
- the third control unit 340 then functions in steps S155 to 175.
- the block smooth interpolation unit 342 determines whether or not start points or end points, or both the start points and the end points of command blocks should be connected so that the first-order derivative value and second-order derivative value obtained with respect to the tool path integral length s change continuously, this determination being performed for each command block of a length preset with respect to an axis path of each axis for driving.
- the first-order derivative value and second-order derivative value obtained with respect to the tool path integral length s in at least either of the start point and end point for continuous change from the adjacent block are determined and then the correction of the axis path is performed by which the axis path is changed into a smooth block curve corresponding to an interpolation curve matching the first-order derivative value and second-order derivative value.
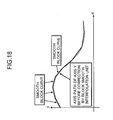
- Figs. 17 to 19 show image diagrams of the axis path after correction in the Y-axis in the machine tools 1 A to 1D. Further, in the present embodiment, as shown in Fig.
- a curve obtained by connecting three third-order polynomial curves of the tool path integral length s so that the first-order derivative value and a second-order derivative value obtained with respect to the tool path integral length s change continuously in the connection points serves as a smooth block curve that causes the first-order derivative value and second-order derivative value obtained with respect to the tool path integral length s to change continuously from the adjacent blocks in both a start point and an end point.
- Fig. 17 illustrates command values for each command block of a y-axis with respect to a x-axis.
- Fig. 18 illustrates an interpolated smooth block curve in the y-axis.
- Fig. 19 shows a first-order derivative with respect to the tool path integral length s of the interpolated smooth block curve in the y-axis.
- FIG. 20 shows a curve obtained by connecting third-order polynomial curves of the tool path integral length s so that the first-order derivative value and a second-order derivative value with respect to the tool path integral length s change continuously in the connection points, the obtained curve serving as a smooth block curve that causes the first-order derivative value and a second-order derivative value with respect to the tool path integral length s to change continuously from the adjacent block in both a start point and an end point.
- the curve interpolation conditions in Fig. 20 are as follows: the curve passes through each command point and the curve before and after each command point is continuous in the first-order derivative value and second-order derivative value.
- step S 160 the corner smooth interpolation unit 343 determines whether or not either of the first-order derivative value and second-order derivative value with respect to the tool path integral length s matches the corresponding derivative value in the start point of the subsequent command block after the interpolation has been performed by the block smooth interpolation unit 342 in the end point of each command block of the axis path.
- the corner smooth interpolation unit 343 determines that either the first-order derivative value or the second-order derivative value does not match the corresponding derivative value in the start point of the subsequent command block, the axis path is corrected by changing the axis path into a smooth corner curve for each axis.
- the smooth corner curve is a curve that has the first-order derivative value and second-order derivative value equal to the first-order derivative value and second-order derivative value of the present command block for which matching of the derivative values has been checked, comes into contact with the present command block, has the first-order derivative value and second-order derivative value equal to the first-order derivative value and second-order derivative value of the subsequent command block, comes into contact with the subsequent command block, and has a distance to the end point of the present command block equal to or less than the axis path correction allowed error.
- the correction of the axis path performed for each axis for driving replaces the axis path between a contact point of the smooth corner curve with the present command block and a contact point of the smooth corner curve with the subsequent command block with the smooth corner curve.
- Figs. 21 to 24 show the images of the smooth corner curves.
- a curve obtained by connecting three third-order polynomial curves of the tool path integral length s so that the first-order derivative value and second-order derivative value obtained with respect to the tool path integral length s change continuously in the connection points thereof is used for each axis for driving as the smooth corner curve.
- Figs. 21 to 24 show images of smooth corner curves.
- Fig. 21 shows an image obtained by providing smooth interpolation such as shown by a broken line to discontinuity point.
- Fig. 22 illustrates first-order differentiation (broken line).
- Fig. 23 illustrates second-order differentiation (broken line).
- Fig. 24 illustrates third-order differentiation (broken line).
- ⁇ d is a corner interpolation allowed error, and the smooth interpolation curve is found such that the corner interpolation allowed error ⁇ d is within the preset range.
- Fig. 21 shows an image obtained by providing smooth interpolation such as shown by a broken line to discontinuity point.
- Fig. 22 illustrates first-order differentiation (broken line).
- Fig. 23 illustrates second-order differentiation (broken line).
- Fig. 24 illustrates third-order differentiation (broken line).
- ⁇ d is a corner interpolation allowed error
- the smooth interpolation curve is found such that the corner interpolation allowed error ⁇ d
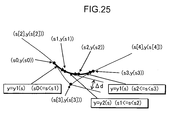
- FIG. 25 shows a smooth corner curve obtained by connecting three third-order polynomial curves of the tool path integral length s so that the first-order derivative value and second-order derivative value obtained with respect to the tool path integral length s change continuously in the connection points thereof.
- the following equations are valid with respect to the discontinuous point (s[3], Y(s[3])).
- the feed control condition transformation unit 344 derives an intervening variable acceleration/deceleration condition from the spindle path q ⁇ (s) and the axis acceleration/deceleration condition 354 that has been stored in the machine information memory unit 350 on the basis of the axis path r ⁇ (s).
- the intervening variable acceleration/deceleration condition is a control condition of the tool path integral length s that should be satisfied when the drive about each axis for driving are performed and also a condition that should be satisfied by a first-order derivative s', second order derivative s", and third-order derivative s"' of the tool path integral length s with respect to time for each value of the tool path integral length s.
- the axis coordinates r ⁇ (S), spindle position q ⁇ (s), and inverse kinematic conversion function g ⁇ (q ⁇ (s), k ⁇ ) are represented by the following arrangement.
- Eq. (4) above can be represented by the following Eq. (5).
- r i g i ⁇ q 0 , q 1 , q 2 , q 3 , q 4
- the axis acceleration/deceleration condition stipulates maximum allowed values of speed in Eq. (9), acceleration in Eq. (10), and jerk in Eq. (11).
- q[j], q'[j], q"[j], q"'[j] in each value of the tool path integral length s are determined by the spindle path.
- ⁇ gij, ⁇ gijk, ⁇ gijkm contained in the above-described relationships may be found by using an axis coordinate partial derivative value acquisition function.
- r'[i], r"[i], r"'[i] in each value of the tool path integral length s are found from Eq. (6), Eq. (7), Eq. (8), and the following Eq.
- the intervening variable acceleration/deceleration condition is a condition according to which the first-order derivative s', second order derivative, s", and third-order derivative s"' of the tool path integral length s with respect to time for each value of the tool path integral length s should satisfy the following relationships.
- step S 170 the intervening variable acceleration/deceleration determination unit 345 establishes an intervening variable time function s(t) in which the tool path integral length s is a function of time t on the basis of the intervening variable acceleration/deceleration condition and feed speed command of the tool path integral length s.
- step S 175 the pulse interpolation unit 346 finds a value of the intervening variable time function s(t) for each interpolation period and a value of the axis coordinate r ⁇ (s) on the basis of the intervening variable time function s(t), finds the movement amounts of each axis coordinate in each interpolation period, and outputs the movement amount to motors MO, which are drive sources.
- the numerical control device controls a machine tool having at least a spindle for mounting a tool, a spindle head that fixedly holds the spindle, a machine table on which a machining object is fixedly disposed, the relative positional relationship between the spindle head and the machine table including a rotation posture being controlled about a plurality of axes for driving , and motors adapted for drive about each of axes, with a preparatory reference coordinate system, in which orientations of coordinate axes and a position of an original point are fixed, being set on the machine table, the numerical control device having a preparation unit, a first control unit, a second control unit, and a third control unit; wherein the preparation unit has at least an NC program management unit, a preparatory information management unit, and a tool information management unit as segmentalized sub-means; the NC program management unit stores in a preparation information memory unit a NC program having described therein a trajectory of a tool position, which is a position including
- a portion influenced by the configuration of axes for driving is only the inverse kinematic relationship, which is a correlation between the axis coordinates and the reference position of the spindle on which the tool is mounted, and this portions influenced by the configuration of axes for driving is completely cut off from the conversion relating to the arrangement position of the work or shape and dimensions of the tool.
- all of the functions relating to the tool path such as tool path correction, e.g. tool diameter correction before the spindle position is determined, coordinate conversion corresponding to the shape and dimensions of the tool, and coordinate conversion corresponding to the arrangement position including the posture of the work, can be made common to all of the machine tools.
- Tool length correction and preparatory error correction are typically also included into the portion common to all of the machine tools.
- the method of use is not only common, but by creating a function relating to the inverse kinematic relationship for each configuration of axis for driving, it is possible to adapt all other control processes to a machine tool of any structure by using absolutely identical software.
- all the functions, except the function relating to the inverse kinematic relationship may be created once, regardless of the machine tool structure. As a result, it is not necessary to create similar but still different functions on each occasion and therefore wasted effort can be avoided.
- the above-described numerical control device preferably has a configuration in which the preparation unit further has a redundancy restraint condition addition unit as a segmentalized sub-unit; the redundancy restraint condition addition unit stores in the path computation memory unit a redundancy restraint condition, which is an additional condition that, when this condition is added to the inverse kinematic function, can regulate to one the number of axis coordinates corresponding to the spindle position in the case in which the machine tool has an axis configuration having a redundancy such that when the axis coordinates corresponding to the spindle position are found on the basis of the inverse kinematic relationship, an infinite number of solutions is obtained, and the spindle-axis conversion function is a function for calculating the one axis coordinate corresponding to the spindle position by using together the inverse kinematic function and the redundancy restraint condition stored in the path computation memory unit.
- the above-described numerical control device preferably has a configuration in which the preparation unit further has a feed control condition management unit as segmentalized control means; the feed control condition management unit stores axis acceleration/deceleration conditions including allowed maximum values of speed, acceleration, and jerk about each axis for driving obtained by taking first-order derivative, second-order derivative, and third-order derivative of each axis coordinate with respect to time; the first control unit further has a tool path intervening variable representation unit as segmentalized sub-means; the tool path intervening variable representation unit represents the tool trajectory included in the tool path by a function having s, which is an integral length of a movement distance including posture variations of the tool trajectory, as an intervening variable, converts the tool feed speed command into a speed of the s, and converts the tool path into a tool path represented as a function having the s as an intervening variable; the spindle path calculation unit finds a spindle path functionally represented with the s as an intervening variable; the axis path calculation unit finds an axi
- the axis path is corrected to an axis path with continuous first-order and second-order derivatives with respect to a sector of continuous drive, thereby ensuring a continuous variation of acceleration.
- one-shot interpolation can be performed by which a movement amount is found for each interpolation period by taking into account the acceleration and jerk limits and directly outputting the found movement amounts for each interpolation period to the motors.
- additional acceleration/deceleration interpolation processing is not required and extra errors are not generated. Therefore, the acceleration/deceleration control can be conducted close to a margin of axes for driving.
- a machine-friendly smooth acceleration/deceleration control can be realized even in curved surface machining based on short linear interpolation commands that are often used in machining of molds for production of automobiles and aircraft parts, or in machining based on spline interpolation commands or NURBS curve commands.
- one software package that can be shared by all machine tools may be created. Portions dependent on the configuration of axes for driving include only the spindle-axis conversion function based on the inverse kinematic relationship and the axis partial derivative value acquisition function, and once these spindle-axis conversion function and axis partial derivative value acquisition function have been created and stored in a storage unit, they can be shared by retrieving from the storage unit.
- the smooth block curve is preferably obtained by connecting three curves represented by third-order polynomials of the s so that the first-order derivative value and the second-order derivative value change continuously; and the smooth corner curve is constituted by connecting the three curves represented by third-order polynomials of the s so that the first-order derivative value and the second-order derivative value change continuously.
Landscapes
- Engineering & Computer Science (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Computing Systems (AREA)
- Theoretical Computer Science (AREA)
- Numerical Control (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2008/066663 WO2010032284A1 (ja) | 2008-09-16 | 2008-09-16 | 数値制御装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2336839A1 true EP2336839A1 (de) | 2011-06-22 |
| EP2336839A4 EP2336839A4 (de) | 2013-11-06 |
Family
ID=42039138
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08810713.1A Withdrawn EP2336839A4 (de) | 2008-09-16 | 2008-09-16 | Numerische steuerung |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US8478438B2 (de) |
| EP (1) | EP2336839A4 (de) |
| WO (1) | WO2010032284A1 (de) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103543691A (zh) * | 2012-07-16 | 2014-01-29 | 沈阳高精数控技术有限公司 | 适用于自由曲面高速高精加工的旋转轴位置优化方法 |
| EP2738634A1 (de) * | 2011-07-29 | 2014-06-04 | Shin Nippon Koki Co., Ltd. | Numerisch gesteuerte vorrichtung |
| CN105246655A (zh) * | 2013-05-29 | 2016-01-13 | 株式会社神户制钢所 | 多关节连杆机构的逆运动学解法、以及利用了该逆运动学解法的示教数据制作装置 |
| WO2017174800A1 (fr) | 2016-04-07 | 2017-10-12 | Willemin-Macodel Sa | Methode d'optimisation des programmes d'usinage |
| CN108068108A (zh) * | 2016-11-16 | 2018-05-25 | 沈阳高精数控智能技术股份有限公司 | 平面内摆动伸缩型机器人运动控制方法 |
| CN109116803A (zh) * | 2018-08-10 | 2019-01-01 | 河南科技大学 | 一种剖分式等基圆锥齿轮切齿运动轨迹计算方法 |
| CN109991928A (zh) * | 2019-04-24 | 2019-07-09 | 上海维宏智能技术有限公司 | 用于实现分段变坡加工的方法 |
| CN114326598A (zh) * | 2022-01-06 | 2022-04-12 | 吉林大学 | 一种圆弧柔性插补算法及其雕刻机上的应用 |
| WO2023237411A1 (de) * | 2022-06-08 | 2023-12-14 | Siemens Aktiengesellschaft | Verfahren zum betreiben einer werkzeugmaschine, computerprogrammprodukt, steuereinheit, werkzeugmaschine, simulationsprogrammprodukt und verwendung einer steuereinheit |
Families Citing this family (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5187436B2 (ja) * | 2009-02-17 | 2013-04-24 | 三菱電機株式会社 | 数値制御装置、数値制御装置の制御方法、及びシステムプログラム |
| JP5202735B2 (ja) * | 2009-06-03 | 2013-06-05 | 三菱電機株式会社 | 数値制御装置 |
| CN101853012B (zh) * | 2010-05-24 | 2011-12-14 | 西安理工大学 | 一种两级定位自由变域机械加工机及其两级定位方法 |
| JP5506945B2 (ja) * | 2010-10-27 | 2014-05-28 | 株式会社牧野フライス製作所 | 工作機械の数値制御方法及び数値制御装置 |
| JP4980458B2 (ja) * | 2010-10-27 | 2012-07-18 | ファナック株式会社 | 数値制御工作機械の加工時間予測装置 |
| DE102011089014A1 (de) * | 2011-01-19 | 2012-07-19 | Dr. Johannes Heidenhain Gmbh | Numerische Steuerung |
| JP5897259B2 (ja) * | 2011-02-02 | 2016-03-30 | 東芝機械株式会社 | 工作機械およびその制御方法 |
| JP5789114B2 (ja) * | 2011-04-04 | 2015-10-07 | オークマ株式会社 | 工作機械の補正値演算方法及びプログラム |
| JP5073850B1 (ja) * | 2011-07-26 | 2012-11-14 | ファナック株式会社 | 音変換装置を備えた工作機械の数値制御装置 |
| JP5417392B2 (ja) * | 2011-07-29 | 2014-02-12 | 新日本工機株式会社 | 数値制御装置 |
| JP5417390B2 (ja) * | 2011-07-29 | 2014-02-12 | 新日本工機株式会社 | 数値制御装置 |
| US9897992B2 (en) * | 2012-05-22 | 2018-02-20 | Mitsubishi Electric Corporation | Numerical control apparatus |
| JP5653972B2 (ja) | 2012-07-19 | 2015-01-14 | ファナック株式会社 | コーナ複数曲線挿入部を有する数値制御装置 |
| WO2014016943A1 (ja) * | 2012-07-26 | 2014-01-30 | 三菱電機株式会社 | 数値制御装置 |
| CN102854841B (zh) * | 2012-09-29 | 2014-11-05 | 广东工业大学 | 一种曲面零件的形位误差原位补偿加工方法 |
| US9329592B2 (en) * | 2012-11-27 | 2016-05-03 | Pratt & Whitney Canada Corp. | Methods and systems for calculation of feedrate |
| DE102013009251A1 (de) * | 2013-06-03 | 2014-12-04 | Günter Bröker | Vorrichtung zur schneidenden Bearbeitung von Material und Schneideinheit mit oszillierendem Schneidmesser und veränderlichem Schnittneigungswinkel |
| JP5813058B2 (ja) * | 2013-07-02 | 2015-11-17 | ファナック株式会社 | 複合形固定サイクルの開始点経路短縮機能を有する数値制御装置 |
| KR102152016B1 (ko) | 2013-07-30 | 2020-09-07 | 디엠지 모리 가부시키가이샤 | 수치 제어 머신 툴의 동작을 제어하기 위한 제어 시스템 및 이러한 시스템에서 이용하기 위한 백 엔드 및 프론트 엔드 제어 디바이스들 |
| EP2845696B1 (de) * | 2013-09-10 | 2017-05-17 | Siemens Aktiengesellschaft | Bearbeitungsmaschine mit redundanten Achsen und Auflösung der Redundanz in Echtzeit |
| CN103886191B (zh) * | 2014-03-12 | 2017-03-08 | 常州宝菱重工机械有限公司 | 机床床身直线度补偿方法 |
| JP6081954B2 (ja) * | 2014-04-24 | 2017-02-15 | ファナック株式会社 | 工作機械の反転動作を高速化する数値制御装置 |
| JP5850996B1 (ja) * | 2014-08-05 | 2016-02-03 | ファナック株式会社 | 補間後加減速を考慮したコーナ経路生成機能を有する数値制御装置 |
| CN104360636B (zh) * | 2014-11-24 | 2016-08-24 | 首都航天机械公司 | 一种面向镜像铣削的双通道协调运动控制方法 |
| TWI582559B (zh) * | 2015-01-29 | 2017-05-11 | 國立臺灣大學 | 整合數值控制機之加工軌跡配置系統、軌跡規劃裝置、軌跡規劃方法及其電腦程式產品 |
| JP6595273B2 (ja) * | 2015-09-11 | 2019-10-23 | Dmg森精機株式会社 | 数値制御装置 |
| JP6363642B2 (ja) * | 2016-02-29 | 2018-07-25 | ファナック株式会社 | 接線連続のコーナにおけるコーナ経路の最適化機能を有する数値制御装置 |
| CN107894204B (zh) * | 2016-10-04 | 2020-02-21 | 财团法人工业技术研究院 | 干涉仪及其成像方法 |
| CN106502204A (zh) * | 2016-12-12 | 2017-03-15 | 常州机电职业技术学院 | 数控车削细长轴挠度误差动态补偿方法 |
| JP6464209B2 (ja) * | 2017-01-27 | 2019-02-06 | ファナック株式会社 | 数値制御装置 |
| CN106843151B (zh) * | 2017-02-27 | 2018-12-25 | 浙江大学 | 一种进给轴随ab轴摆动的五轴数控制孔机床正反解方法 |
| CN109213083B (zh) * | 2017-07-05 | 2020-05-08 | 上海狮迈科技有限公司 | 一种直纹面加工路径生成方法、装置及设备 |
| CN107608313B (zh) * | 2017-09-11 | 2019-09-27 | 大连理工大学 | 一种五轴双样条曲线插补速度规划方法 |
| CN108958167B (zh) * | 2018-09-13 | 2019-10-11 | 大连理工大学 | 一种面向切削稳定性预报的跨轴跨点模态测试与参数辨识方法 |
| EP3685969A1 (de) * | 2019-01-28 | 2020-07-29 | Siemens Aktiengesellschaft | Rechnergestützte optimierung einer numerisch gesteuerten bearbeitung eines werkstücks |
| WO2020178978A1 (ja) * | 2019-03-05 | 2020-09-10 | 三菱電機株式会社 | 加工プログラム変換装置、数値制御装置および加工プログラム変換方法 |
| JP7328029B2 (ja) * | 2019-06-28 | 2023-08-16 | ファナック株式会社 | パラメータ管理装置及びその管理システム |
| CN113399200B (zh) * | 2020-03-17 | 2022-08-30 | 深圳市腾盛精密装备股份有限公司 | 一种点胶方法及五轴联动点胶机 |
| CN113946139B (zh) * | 2020-07-17 | 2024-09-10 | 配天机器人技术有限公司 | 数控系统的速度预测、数控系统的控制方法及数控系统 |
| CN112045232A (zh) * | 2020-09-02 | 2020-12-08 | 重庆红亿机械有限公司 | 一种内曲线槽多轴加工装置 |
| JP7285595B2 (ja) * | 2021-02-01 | 2023-06-02 | 国立大学法人東海国立大学機構 | 接触検出方法および加工装置 |
| CN113687631A (zh) * | 2021-08-25 | 2021-11-23 | 北京美阳达科技有限责任公司 | 九轴联动自动控制系统 |
| CN114237160B (zh) * | 2021-12-10 | 2023-06-02 | 合肥中辰轻工机械有限公司 | 一种直纹曲面凸轮的精加工数控程序的补偿加工方法 |
| CN114460903B (zh) * | 2022-01-14 | 2022-12-27 | 泉州华中科技大学智能制造研究院 | 基于五轴联动机床的异形注塑件合模线加工方法及装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6430476B1 (en) * | 1996-09-05 | 2002-08-06 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Method and device for controlling the movement of a support |
| WO2008019336A2 (en) * | 2006-08-04 | 2008-02-14 | Hurco Companies, Inc. | Generalized kinematics system |
| US20080091296A1 (en) * | 2006-10-14 | 2008-04-17 | Johann Zacek | Method for positioning axes in machine tools |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3882304A (en) * | 1973-05-04 | 1975-05-06 | Allen Bradley Co | Parametric interpolation of three-dimensional surfaces |
| JPS50112969A (de) * | 1974-02-18 | 1975-09-04 | ||
| US4509126A (en) * | 1982-06-09 | 1985-04-02 | Amca International Corporation | Adaptive control for machine tools |
| JPS60126710A (ja) * | 1983-12-14 | 1985-07-06 | Fanuc Ltd | 自動プログラミングにおける加工工程の決定方法 |
| DE3603316C2 (de) * | 1986-02-04 | 1995-01-26 | Index Werke Kg Hahn & Tessky | Einrichtung zum Einstellen des Arbeitspunkts eines Werkzeugs in einer CNC-Werkzeugmaschine |
| IL89484A (en) * | 1989-03-03 | 1992-08-18 | Nct Ltd Numerical Control Tech | System for automatic finishing of machined parts |
| JPH05108134A (ja) | 1990-12-18 | 1993-04-30 | Hitachi Seiki Co Ltd | 主軸の割出対応の座標変換方法 |
| DE69828671T2 (de) * | 1997-03-15 | 2006-05-11 | Makino Milling Machine Co. Ltd. | Prozessor für maschinelle bearbeitung |
| JPH11149306A (ja) * | 1997-11-14 | 1999-06-02 | Fanuc Ltd | 加工機の制御装置 |
| JP3576421B2 (ja) | 1999-02-25 | 2004-10-13 | 本田技研工業株式会社 | 工作機のワーク姿勢制御方法 |
| JP2001092508A (ja) | 1999-07-16 | 2001-04-06 | Okuma Corp | パラレルメカニズム工作機械の数値制御装置 |
| JP4291482B2 (ja) | 1999-12-15 | 2009-07-08 | 株式会社安川電機 | 複数種類の工作機械に適用可能な座標変換部を持つ数値制御装置 |
| US6922607B2 (en) * | 2000-12-06 | 2005-07-26 | Tsunehiko Yamazaki | Numerically controlled method |
| DE10139638A1 (de) * | 2001-08-11 | 2003-02-20 | Heidenhain Gmbh Dr Johannes | Anordnung zur Erzeugung von Führungsgrößen für Regelkreise einer numerisch gesteuerten Maschine |
| JP3643098B2 (ja) | 2001-10-16 | 2005-04-27 | ファナック株式会社 | 数値制御装置 |
| DE10164496A1 (de) * | 2001-12-28 | 2003-07-17 | Siemens Ag | Automatisierungssystem |
| JP2003263208A (ja) * | 2002-03-11 | 2003-09-19 | Yoshiaki Kakino | Ncプログラムの作成方法、nc装置及びコンピュータプログラム |
| US7341822B2 (en) * | 2003-02-25 | 2008-03-11 | Asml Netherlands B.V. | Time-optimal setpoint generator in a lithographic apparatus |
| WO2004108365A1 (ja) * | 2003-06-02 | 2004-12-16 | Honda Motor Co., Ltd. | 多関節ロボットのティーチングデータ作成方法 |
| JP3830475B2 (ja) | 2003-08-05 | 2006-10-04 | ファナック株式会社 | 制御装置 |
| JP4457297B2 (ja) | 2004-08-10 | 2010-04-28 | 株式会社安川電機 | 多自由度制御装置の逆変換方法 |
| DE102004059966B3 (de) | 2004-12-13 | 2006-06-22 | Siemens Ag | Verfahren und Einrichtung zur Bewegungsführung eines bewegbaren Maschinenelements einer numerisch gesteurten Maschine |
| JP4275632B2 (ja) * | 2005-03-01 | 2009-06-10 | 新日本工機株式会社 | パラレルメカニズム機構のキャリブレーション方法、キャリブレーションの検証方法、キャリブレーションの検証プログラム、データ採取方法及び空間位置補正における補正データ採取方法 |
| JP4638327B2 (ja) * | 2005-10-17 | 2011-02-23 | 新日本工機株式会社 | パラレルメカニズム装置、パラレルメカニズム装置のキャリブレーション方法、キャリブレーションプログラム、及び記録媒体 |
| JP4168060B2 (ja) * | 2006-04-24 | 2008-10-22 | ファナック株式会社 | 円錐状の加工面の加工を可能にした数値制御装置 |
| CA2614310C (en) * | 2006-12-15 | 2014-05-06 | Quickmill, Inc. | Profile characterization |
| JP5129064B2 (ja) * | 2008-08-26 | 2013-01-23 | 新日本工機株式会社 | 工作機械の数値制御装置 |
| JP4648471B2 (ja) * | 2009-07-14 | 2011-03-09 | ファナック株式会社 | 工作機械の工具軌跡表示装置 |
| JP5108134B1 (ja) | 2011-05-20 | 2012-12-26 | 株式会社オハラ | 情報記録媒体用基板の製造方法 |
-
2008
- 2008-09-16 WO PCT/JP2008/066663 patent/WO2010032284A1/ja active Application Filing
- 2008-09-16 EP EP08810713.1A patent/EP2336839A4/de not_active Withdrawn
- 2008-09-16 US US13/119,001 patent/US8478438B2/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6430476B1 (en) * | 1996-09-05 | 2002-08-06 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Method and device for controlling the movement of a support |
| WO2008019336A2 (en) * | 2006-08-04 | 2008-02-14 | Hurco Companies, Inc. | Generalized kinematics system |
| US20080091296A1 (en) * | 2006-10-14 | 2008-04-17 | Johann Zacek | Method for positioning axes in machine tools |
Non-Patent Citations (1)
| Title |
|---|
| See also references of WO2010032284A1 * |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2738634A1 (de) * | 2011-07-29 | 2014-06-04 | Shin Nippon Koki Co., Ltd. | Numerisch gesteuerte vorrichtung |
| EP2738634A4 (de) * | 2011-07-29 | 2015-01-14 | Shin Nippon Koki Co Ltd | Numerisch gesteuerte vorrichtung |
| CN103543691A (zh) * | 2012-07-16 | 2014-01-29 | 沈阳高精数控技术有限公司 | 适用于自由曲面高速高精加工的旋转轴位置优化方法 |
| CN103543691B (zh) * | 2012-07-16 | 2016-05-18 | 沈阳高精数控技术有限公司 | 适用于自由曲面高速高精加工的旋转轴位置优化方法 |
| CN105246655A (zh) * | 2013-05-29 | 2016-01-13 | 株式会社神户制钢所 | 多关节连杆机构的逆运动学解法、以及利用了该逆运动学解法的示教数据制作装置 |
| US10613516B2 (en) | 2016-04-07 | 2020-04-07 | Willemin-Macodel Sa | Method of optimization of machining programs |
| WO2017174800A1 (fr) | 2016-04-07 | 2017-10-12 | Willemin-Macodel Sa | Methode d'optimisation des programmes d'usinage |
| CN108068108A (zh) * | 2016-11-16 | 2018-05-25 | 沈阳高精数控智能技术股份有限公司 | 平面内摆动伸缩型机器人运动控制方法 |
| CN108068108B (zh) * | 2016-11-16 | 2021-02-02 | 沈阳高精数控智能技术股份有限公司 | 平面内摆动伸缩型机器人运动控制方法 |
| CN109116803A (zh) * | 2018-08-10 | 2019-01-01 | 河南科技大学 | 一种剖分式等基圆锥齿轮切齿运动轨迹计算方法 |
| CN109991928A (zh) * | 2019-04-24 | 2019-07-09 | 上海维宏智能技术有限公司 | 用于实现分段变坡加工的方法 |
| CN109991928B (zh) * | 2019-04-24 | 2021-08-06 | 上海维宏智能技术有限公司 | 用于实现分段变坡加工的方法 |
| CN114326598A (zh) * | 2022-01-06 | 2022-04-12 | 吉林大学 | 一种圆弧柔性插补算法及其雕刻机上的应用 |
| WO2023237411A1 (de) * | 2022-06-08 | 2023-12-14 | Siemens Aktiengesellschaft | Verfahren zum betreiben einer werkzeugmaschine, computerprogrammprodukt, steuereinheit, werkzeugmaschine, simulationsprogrammprodukt und verwendung einer steuereinheit |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2336839A4 (de) | 2013-11-06 |
| WO2010032284A1 (ja) | 2010-03-25 |
| US8478438B2 (en) | 2013-07-02 |
| US20110166693A1 (en) | 2011-07-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2336839A1 (de) | Numerische steuerung | |
| JP5009010B2 (ja) | 数値制御装置 | |
| EP1213634B1 (de) | Numerisch gesteuertes Verfahren | |
| US20030120376A1 (en) | Numerical controller | |
| EP1298507B1 (de) | Verfahren zum Bestimmen des Vorschubs eines Werkzeugs und Werkzeugmaschine dafür | |
| JP4938119B2 (ja) | 工具先端点位置を制御する多軸加工機用数値制御装置 | |
| EP2634658B1 (de) | Verfahren zur erzeugung einer werkzeugbahn und vorrichtung zur erzeugung einer werkzeugbahn | |
| JP5417390B2 (ja) | 数値制御装置 | |
| WO2012172594A1 (ja) | 数値制御装置 | |
| JP6684962B2 (ja) | 工具経路生成方法および装置 | |
| WO2013179366A1 (ja) | 数値制御装置 | |
| JP5872869B2 (ja) | 工具背面での切削点指令により加工を行う数値制御装置 | |
| US7239938B2 (en) | Interference checking for a numerical control device | |
| JP5905521B2 (ja) | 工具先端点制御中に生じるバックラッシを抑制することを特徴とする数値制御装置 | |
| JP4531297B2 (ja) | 6軸制御ncプログラム生成方法及び生成装置、並びに6軸制御ncプログラム生成プログラム及びこのプログラムを記憶したコンピュータ読み取り可能な記録媒体 | |
| JP4734439B2 (ja) | 4軸加工機用数値制御装置 | |
| JP4734440B2 (ja) | 4軸加工機用数値制御装置 | |
| CN104950803A (zh) | 机床的控制方法以及控制装置 | |
| US20040024487A1 (en) | Method for controlling an industrial processing machine | |
| WO2021182305A1 (ja) | 数値制御装置 | |
| JP4291482B2 (ja) | 複数種類の工作機械に適用可能な座標変換部を持つ数値制御装置 | |
| JPH11194813A (ja) | 産業用機械の動作指令作成方法 | |
| JP2603695B2 (ja) | スクロール形状の加工装置 | |
| JP6068614B2 (ja) | 工具先端点制御中に生じるバックラッシを抑制することを特徴とする数値制御装置 | |
| JP2004276130A (ja) | 5軸加工機の数値制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20110324 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20131009 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: G05B 19/4103 20060101ALI20131003BHEP Ipc: G05B 19/414 20060101AFI20131003BHEP Ipc: G05B 19/408 20060101ALI20131003BHEP Ipc: G05B 19/416 20060101ALI20131003BHEP |
|
| 17Q | First examination report despatched |
Effective date: 20141114 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20150325 |