EP2127775B1 - Verfahren zur Fertigung von Werkstücken und Drückwalzmaschine dazu - Google Patents
Verfahren zur Fertigung von Werkstücken und Drückwalzmaschine dazu Download PDFInfo
- Publication number
- EP2127775B1 EP2127775B1 EP08009558A EP08009558A EP2127775B1 EP 2127775 B1 EP2127775 B1 EP 2127775B1 EP 08009558 A EP08009558 A EP 08009558A EP 08009558 A EP08009558 A EP 08009558A EP 2127775 B1 EP2127775 B1 EP 2127775B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- preform
- mandrel
- tailstock
- pressure rolling
- rolling machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/14—Spinning
- B21D22/16—Spinning over shaping mandrels or formers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/02—Making hollow objects characterised by the structure of the objects
- B21D51/10—Making hollow objects characterised by the structure of the objects conically or cylindrically shaped objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21H—MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS
- B21H5/00—Making gear wheels, racks, spline shafts or worms
- B21H5/02—Making gear wheels, racks, spline shafts or worms with cylindrical outline, e.g. by means of die rolls
- B21H5/025—Internally geared wheels
Definitions
- the invention relates to a method for the production of workpieces according to the preamble of claim 1.
- a method according to the preamble of claim 1 is made DE 10 2005 057 945 A1 known.
- rotationally symmetric preforms are processed by spin forming, for example, to produce support rollers, automotive parts or gas cylinders.
- Particularly preferred here are moldings with concave or conical inner surfaces, which were not produced with the previously known flow-forming process.
- the object of the invention is therefore to provide a method of the type mentioned, with which can be produced from a preform workpieces with concave or conical inner surface.
- the preform preferably a cylindrical tube, is clamped onto the mandrels of a main spindle box and a tailstock.
- Main spindle box and tailstock each have a tool housing, which are each arranged concentrically around the respective mandrel and provide for external centering of the preform.
- Mandrels and tool housing are each movable parallel to the machine axis or to the longitudinal axis of the preform.
- the mandrels each have outer surfaces which taper in one direction so as to form a negative mold of the concave or conical inner surface to be formed in the preform.
- pressure is now exerted on the outer surface of the preform by one or preferably a plurality of pressure rollers. During machining, the facing sides of the two mandrels are held in contact with each other.
- the mandrels and tool housing are moved so that initially a material flow of the material of the preform takes place in a space between the tailstock mandrel and associated tool housing. Subsequently, a movement of the tool housing of the main spindle box and the associated mandrel is such that the material flow takes place substantially in the direction of the main spindle box in the region of the outer surface of the associated mandrel and so the workpiece is finished with concave or conical inner surface.
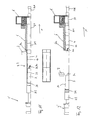
- FIGS. 1 to 6 is a schematically illustrated flow-forming machine, with which the inventive method can be performed.
- the device shown has a main spindle box 1 and an associated tool housing 6 with a mandrel 4 guided axially displaceably therein.
- Tool housing 6 and mandrel 4 lie on a common longitudinal axis MA which passes through the center of the main spindle S1 and tailstock spindle S2.
- a hydraulic cylinder H1 By a hydraulic cylinder H1, the mandrel 4 can be moved axially relative to the tool housing 6.
- the mandrel 4, as well as the mandrel 3, is each equipped with the negative mold of the inner surface of the finished part 8.2 a and 8.2 b. In this case, the smallest diameter in the plane of the mutually facing end faces 3c and 4c of the mandrels 3 and 4.
- the tool housing 6 has opposite the main spindle receiving a receiving bore 6b with a driver 6a.
- the receiving bore 6b has the outer diameter of the preform 8, so that the preform 8 centered by the receiving bore 6b can be added to the longitudinal axis MA.
- the driver 6a takes this with rotation of the main spindle S1 on the tool housing 6 with.
- the axial contact pressure of the preform is taken over by the axial forming force of the spinning rollers 7.
- Tailstock 2 with the tailstock spindle S2 and the tool housing 5, depending on the size of the preform to be reshaped 8 also be equipped with a synchronous to the main spindle S1 drive.
- Tailstock spindle and tool housing 5 lie in the center of the common longitudinal axis MA and rotate around them.
- the mandrel 3 in the tool housing 5 is arranged axially displaceable by a hydraulic cylinder H2.
- main spindle box 1 and tailstock 2 can be moved relative to and independently of each other to the axially positioned pressure rollers 7.
- the pressure rollers 7 to be arranged displaceable together via an axial feed, in which case the main spindle 1 fixed and the tailstock 2 are arranged movable.
- the latter solution is in the Figures 1-6 shown.
- the mandrel 3 has an axial stop surface 3d and in the negative mold direction an outer diameter 3e which corresponds to the inner diameter of the preform 8. If a preform 8 is received, the mandrel 3 moves into the preform 8 by advancing the hydraulic cylinder H2, centering the outer diameter 3e on the side of the preform 8 facing the mandrel 3, and pushing it into the previously described outer center 6b of the tool holder 6 to press them against the driver 6a with an axial pressure. In this workflow phase, FIG. 2 , the preform is kept centered by hand or by an automatic loading device until the clamping is ensured.
- the tool housing 5, as in the Figures 1-6 shown, is required only when the tailstock S2 is driven. If the tailstock spindle is not driven, the mandrel 3 with the hydraulic cylinder H2 assumes the function of a tailstock quill. A corresponding embodiment is in the FIGS. 7 to 12 shown.
- the mandrel 4 moves axially towards the tailstock 2 by the advance of the hydraulic cylinder H1 to form a unit with the mandrel 3.
- both sides 3c and 4c of the mandrels 3 and 4 are pressed against each other, wherein the centering projection 3a of the mandrel 3 is inserted into the centering hole 4a of the mandrel 4.
- the length of the two proportional negative forms 3b, 4b together corresponds to the length of the finished part, which is formed from the preform 8. If a cylindrical shape 8c with the diameter of the separating surface 3c or 4c is provided between the proportionate negative mold 3b, 4b and separating surface 3c and / or parting surface 4c, then the length of the finished part increases by these amounts.
- the spinning rollers 7 move radially outside the clamped preform 8 in their positions, and then together in the axial direction to drive against the rotating preform 8, FIG. 3 ,
- the rotation of the unit preform 8, tool housing 5, 6 with the spines 3, 4, the main spindle S1 and tailstock S2 is done by the drive of the main spindle S1 and, depending on the version, also on the synchronisedden- drive the tailstock S2.
- one or preferably a plurality of pressure rollers 7 are arranged on the circumference of the preform 8.
- the pressure rollers 7 are provided on the circumference in the axial direction in each case with an inlet slope. Radially, the pressure rollers 7 are in position to the outer diameter of the finished part 8.2, which achieved by flow-forming the preform 8 shall be. If the pressure rollers 7 positioned around the center of the longitudinal axis MA of the main spindle S1 are driven jointly in the axial direction x by a common feed on the rotating preform 8, they are rotated by contact with the preform 8 in rotation.
- the material is set in a flow state by the axial and radial pressure of the pressure rollers 7 in the region between the pressure rollers 7 and first of all the respective, axial cross-sectional plane of the mandrel 3, FIG. 4 .
- the material penetrates into the existing free space 9 between the mandrel 3 and the pressure roller 7 in order, after filling the volume of the free space 9, FIG. 5 , in the direction of tailstock 2, with the set outer diameter of the finished part 8.2 and given by the mandrel 3 inner diameter, to evade.
- the axial stop 3d on the mandrel 3 of the tailstock 2 of this mandrel 3 is taken by the back-flowing material, as long as material flows back through the displacement. Tolerances in the diameters of the preform 8 are therefore noticeable only in the length of the formed workpiece 8.2.
- the two mandrels 3, 4 are coupled in the composite, they are pushed together by the displaced material in the tailstock 2, while the spinning rollers 7 move together in the direction of the main spindle box 1. This results from the material displacement from the preform 8, the finished part 8.2, which is reduced in outer diameter relative to the preform 8, with an imprint of the two mandrels 3, 4 as an inner diameter.
- the forming is completed when the spinning rollers 7 come close to the outer center 6b of the preform, FIG. 5 , Thereafter, the individual flow-forming rollers 7 return to their radial starting position and together in their axial starting position.
- the mandrel 4 of the main spindle side is decoupled and retracted, the mandrel 3 of the tailstock side also from the shaped workpiece 8.2. For this purpose, if necessary, provided an externally acting scraper. With the withdrawal of the tailstock 2, the shaped workpiece 8.2 is released, FIG. 6 ,
- the shaped workpiece 8.2 is characterized by a reduced outer diameter, and in the inner diameter by the impression of the contour of the two mandrels 3, 4th
- concave, conical and cylindrical contours are used on the mandrels. Since the mandrel or the composite of two mandrels during the deformation, in which the material flows, is displaced by the excess material, which forms from the reduction of the cross section of the preform on the cross section of the finished part form, there is no relative movement between the workpiece inner surface and Mandrel.
- the mandrel moves axially only in the direction of freedom when a material abundance is present. This means that the reshaped material rolls axially on the mandrel and this pushes further only if enough material is there. There is thus no relative movement between mandrel and material, but only a rolling according to the contour in the axial direction. This rolling of the material in the area of the spinning rollers can be assisted or made more difficult by a hydraulic pressure regulation in the cylinders H1 and H2.
- Tolerances in the preform area are absorbed by the extruded material without affecting the nature of the finished workpiece, ie different wall thicknesses of the preforms have no influence on the formed by the spin forming wall thickness of the finished workpiece; the material continues to flow only when the predetermined wall thickness of the finished workpiece is reached in the relevant axial plane. Only the length of the shaped workpiece is therefore predominantly subject to tolerances.
- the flow rate of the material from the Quer4.000reduzi für in the relevant axial plane of the preform, in the cross section of the relevant axial plane of the finished part is formed from the excess material and the feed rate of the spinning rollers. This means that the axial speed of the displacement of the unit of the two mandrels is dependent on the cross-sectional reduction in the respective axial plane of the preform, at a constant feed rate of the spinning rollers.
- the method is applicable when only a part of the rotationally symmetrical body in the longitudinal direction, using one or two mandrels, reshaped and thereby applied.
- the properties of the cylindrical preformed workpieces produced by the process are particularly suitable for gas cylinders and idlers.
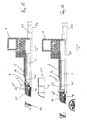
- FIGS. 7 to 12 a second erfindungsegzeße embodiment of the flow-forming machine is shown.
- the mandrel 3 is pushed back by material flow in the direction of the tailstock side 2 'against the force of the hydraulic cylinder.
- the method is analogous to that described above with reference to FIGS. 1 to 6 described method.
- FIGS. 13 to 17 An alternative variant is in the FIGS. 13 to 17 shown. In contrast to the embodiments described above, this device comes with only one main spindle side provided expanding mandrel 4 'from. This variant is provided in particular for forming cylindrical preforms 8, in which one end is closed, such as in gas cylinders.
- the expanding mandrel 4 ' has a section approximately corresponding to the mandrel 4 of the above embodiments with a conical or conical outer surface 4b' and an adjoining spreading section 4d which has outer surface sections 4b "which act against the machine axis MA via a spreading mechanism 4e can be so that this section is replaced by the shape of the mandrel 3 of the above embodiments.
- the preform 8 is pushed with its open side on the expanding mandrel 4 ', wherein a mandrel 4' opposite slider 10 engages the closed end of the preform 8 and this deferred until the stop 6a on the tool housing 6 of the main spindle box 1, FIG.
- the slider 10 holds the preform 8 against the stop 6a, so that the portion 4f of the mandrel 4 'by means of the spreading mechanism 4e can be spread so that the above-described clearance 9, which corresponds to the negative shape of the inner surface to be formed, is formed by the surfaces 4b 'and 4b "between the inner wall of the preform 8 and the mandrel 4' Material from the preform 8 is forced into the space 9, wherein the mandrel 4 'is moved, FIGS. 15 and 16 .
- the finished form 8.2 is removed after retraction of the mandrel 4 ', FIG. 17 , and the open end of the mold 8.2 can be further processed, for example, to produce a gas cylinder 8.3.
- the forming by spin forming takes place in the described embodiments in two directions, namely in the radial direction by reducing the outer diameter of the preform 8 and in the axial direction by shaping a cylindrical shape with the new, reduced outer diameter.
- the spinning rollers 7 advance in the direction of the main spindle box 1 while rotating the preform 8.
- This causes the material displacement takes place in a spiral shape and thus the displaced material distributed both axially and in the circumferential direction of the mandrel 3, 4, 4 '(tangentially).
- the reason for this lies in the material displacement from a larger to a smaller diameter with simultaneous rotation of the material.
- the material flows radially to the smaller diameter of the mandrel 3, 4, 4 'and fills the cavity; tangential, due to the rolling displacement by the rotation, with simultaneous feed movement in the axial direction; such as axially, opposite to the feed movement, if a sufficient excess material is present.
- the mandrel 3, 4, 4 'in the circumferential direction and axially freely movable This allows it to adapt to the movement in the two directions mentioned by the contact with the deformed material unhindered. In this case, takes place in the circumferential direction relative movement in the non-contact region of the preform 8 to the mandrel 4, 4 'on the main spindle side.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Forging (AREA)
- Threshing Machine Elements (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Description
- Die Erfindung betrifft ein Verfahren zur Fertigung von Werkstücken nach dem Oberbegriff des Anspruchs 1.
- Ein Verfahren nach dem Oberbegriff des Anspruchs 1 ist aus
DE 10 2005 057 945 A1 bekannt. Bei entsprechenden Verfahren werden vor allem rotationssymmetrische Vorformen durch Drückwalzen bearbeitet, um etwa Tragrollen, Automobilteile oder Gasflaschen herzustellen. Hinsichtlich der Beanspruchung solcher Erzeugnisse ist es wünschenswert, bereits beim Umformprozeß Bereiche zu versteifen. Bei der Verwendung entsprechender Erzeugnisse werden vor allem die mittleren Bereiche stärker beansprucht, so daß eine Materialverstärkung in diesem Bereich bevorzugt ist. Besonders bevorzugt sind hier Ausformungen mit konkaven oder konischen Innenflächen, die mit den bisher bekannten Drückwalzverfahren nicht herzustellen waren. - Aufgabe der Erfindung ist es daher, ein Verfahren der eingangs genannten Art anzugeben, mit welchem sich aus einer Vorform Werkstücke mit konkaver oder konischer Innenfläche herstellen lassen.
- Gelöst wird diese Aufgabe durch ein Verfahren mit den Merkmalen des Anspruchs 1 bzw. durch eine Drückwalzmaschine mit den Merkmalen des Anspruchs 10. Vorteilhafte Ausführungsformen finden sich in den abhängigen Ansprüchen.
- Erfindungsgemäß wird nach einer ersten Ausführungsform die Vorform, bevorzugt ein zylindrisches Rohr, auf die Dorne eines Hauptspindelkastens und eines Reitstocks aufgespannt.
- Hauptspindelkasten und Reitstock weisen jeweils ein Werkzeuggehäuse auf, welche jeweils konzentrisch um den jeweiligen Dorn herum angeordnet sind und die für eine Außenzentrierung der Vorform sorgen. Dorne und Werkzeuggehäuse sind jeweils parallel zur Maschinenachse bzw. zur Längsachse der Vorform verfahrbar. Die Dorne weisen jeweils Außenflächen auf, welche sich in eine Richtung verjüngen, und zwar so, daß sie eine Negativform der in der Vorform auszuformenden konkaven oder konischen Innenfläche bilden. Erfindungsgemäß wird nun durch eine oder bevorzugt mehrere Drückwalzen Druck auf die Außenfläche der Vorform ausgeübt. Bei der Bearbeitung werden die aufeinander zu weisenden Seiten der beiden Dorne in Kontakt miteinander gehalten. Dabei werden die Dorne und Werkzeuggehäuse so bewegt, daß zunächst ein Materialfluß des Materials der Vorform in einen Zwischenraum zwischen Reitstockdorn und zugehörigem Werkzeuggehäuse erfolgt. Anschließend erfolgt eine Bewegung des Werkzeuggehäuses des Hauptspindelkastens und des zugehörigen Dorns so, daß der Materialfluß im wesentlichen in Richtung des Hauptspindelkastens in den Bereich der Außenfläche des zugehörigen Dorns erfolgt und so das Werkstück mit konkaver oder konischer Innenfläche fertiggestellt wird.
- Die Erfindung wird nachfolgend anhand der Zeichenfiguren 1 bis 6 schematisch näher erläutert.
- Figur 1 -
- zeigt eine Längsschnittansicht durch eine Drückwalzmaschine die zur Ausführung des erfindungsgemäßen Verfahrens ausgelegt ist, beim Einspannen der Vorform und vor dem Zusammenfahren der Dorne,
- Figur 2 -
- zeigt die Maschine aus
Figur 1 mit eingespannter Vorform, vor dem Zusammenfahren der Dorne, - Figur 3 -
- zeigt die Maschine aus
Figur 1 vor Beginn der erfindungsgemäßen Bearbeitung der Vorform, - Figur 4 -
- zeigt die Umformsituation nach Umformung eines Teils der Vorform,
- Figur 5 -
- zeigt die Umforsituation gegen Ende der Umformung der Vorform,
- Figur 6 -
- zeigt die Maschine nach Entnehmen des fertigen Werkstücks,
- Figur 7 -
- zeigt eine weitere erfindungsgemäße Ausführungsform mit einer Längsschnittansicht durch eine Drückwalzmaschine, die zur Ausführung des erfindungsgemäßen Verfahrens ausgelegt ist, beim Einspannen der Vorform und vor dem Zusammenfahren der Dorne,
- Figur 8 -
- zeigt die Maschine aus
Figur 7 mit eingespannter Vorform vor dem Zusammenfahren der Dorne, - Figur 9 -
- zeigt die Maschine aus
Figur 7 vor Beginn der erfindungsgemäßen Bearbeitung der Vorform, - Figur 10 -
- zeigt die Umformsituation nach Umformung eines Teils der Vorform,
- Figur 11 -
- zeigt die Umformsituation gegen Ende der Umformung der Vorform,
- Figur 12 -
- zeigt die Maschine nach Entnehmen des fertigen Werkstücks,
- Figur 13 -
- zeigt eine dritte- Ausführungsform der erfindungsgemäßen Drückwalzmaschine in Längsschnittansicht, welche zur Herstellung von Flaschen mit einem Spreizdorn ausgebildet ist, vor dem Einspannen der Vorform,
- Figur 14 -
- zeigt die Maschine aus
Figur 13 mit eingespannter Vorform, - Figur 15 -
- zeigt die Maschine aus
Figur 13 in einer Umformsituation nach Umformung eines Teils der Vorform, - Figur 16 -
- zeigt die Umformsituation gegen Ende der Umformung der Vorform,
- Figur 17 -
- zeigt die Maschine beim Entnehmen des fertigen Werkstücks.
- In den
Figuren 1 bis 6 ist eine schematisch abgebildete Drückwalzmaschine dargestellt, mit welcher das erfindungsgemäße Verfahren durchgeführt werden kann. - Die in
Figur 1 dargestellte Vorrichtung weist einen Hauptspindelkasten 1 und ein zugehöriges Werkzeuggehäuse 6 mit einem darin axial verschiebbar geführten Dorn 4 auf. Werkzeuggehäuse 6 und Dorn 4 liegen auf einer gemeinsamen Längsachse MA, die durch das Zentrum der Hauptspindel S1 und Reitstockspindel S2 verläuft. Durch einen Hydraulikzylinder H1 kann der Dorn 4 relativ zum Werkzeuggehäuse 6 axial verschoben werden. Der Dorn 4, wie auch der Dorn 3, ist jeweils mit der Negativform der Innenfläche des Fertigteiles 8.2a und 8.2b ausgestattet. Dabei liegen die kleinsten Durchmesser in der Ebene der einander zugewandten Stirnflächen 3c und 4c der Dorne 3 und 4. - Das Werkzeuggehäuse 6 besitzt gegenüber der Hauptspindelaufnahme eine Aufnahmebohrung 6b mit einem Mitnehmer 6a. Die Aufnahmebohrung 6b hat den Außendurchmesser der Vorform 8, so daß die Vorform 8 durch die Aufnahmebohrung 6b zentriert zur Längsachse MA aufgenommen werden kann. Beim Einführen der Vorform 8,
Figur 1 , dient der Mitnehmer 6a zunächst als axiale Positionierung der Vorform 8. Wird die Vorform 8 in der Anlaufphase der Umformung durch den Dorn 3 des Reitstocks angepresst, nimmt der Mitnehmer 6a diese bei Drehung der Hauptspindel S1 über das Werkzeuggehäuse 6 mit. Während der Umformung wird die axiale Anpressung der Vorform durch die axiale Umformkraft der Drückwalzen 7 übernommen. - Der Reitstock 2 mit der Reitstockspindel S2 und dem Werkzeuggehäuse 5 kann je nach Größe der umzuformenden Vorform 8 auch mit einem zur Hauptspindel S1 synchronlaufenden Antrieb ausgestattet werden. Reitstockspindel und Werkzeuggehäuse 5 liegen im Zentrum der gemeinsamen Längsachse MA und drehen sich auch um diese.
- Der Dorn 3 im Werkzeuggehäuse 5 ist durch einen Hydraulikzylinder H2 axial verschiebbar angeordnet.
- Je nach Art der Drückwalzmaschine können Hauptspindelkasten 1 und Reitstock 2 relativ und unabhängig voneinander zu den axial positionierten Drückwalzen 7 verschoben werden. Als Alternative dazu besteht die konstruktive Lösung, die Drückwalzen 7 gemeinsam über einen axialen Vorschub verschiebbar anzuordnen, wobei dann der Hauptspindelkasten 1 fixiert und der Reitstock 2 verfahrbar angeordnet sind. Die letztere Lösung ist in den
Figuren 1 - 6 dargestellt. - Der Dorn 3 besitzt eine axiale Anschlagfläche 3d und in Richtung Negativform einen Außendurchmesser 3e, der dem Innendurchmesser der Vorform 8 entspricht. Wird eine Vorform 8 aufgenommen, so fährt der Dorn 3 durch den Vorschub des Hydraulikzylinders H2 in die Vorform 8 ein, zentriert mit dem Außendurchmesser 3e die dem Dorn 3 zugewandte Seite der Vorform 8, und schiebt diese in die zuvor schon beschriebene Außenzentrierung 6b der Werkzeugaufnahme 6, um sie mit einem axialen Druck gegen den Mitnehmer 6a zu pressen. In dieser Arbeitsablaufphase,
Figur 2 , wird die Vorform zentriert gehalten von Hand oder durch eine automatische Ladeeinrichtung, bis die Einspannung gewährleistet ist. - Das Werkzeuggehäuse 5, wie in den
Figuren 1 - 6 dargestellt, wird nur dann benötigt, wenn die Reitstockspindel S2 angetrieben wird. Wird die Reitstockspindel nicht angetrieben, übernimmt der Dorn 3 mit dem Hydraulikzylinder H2 die Funktion einer Reitstockpinole. Eine entsprechende Ausführungsform ist in denFiguren 7 bis 12 dargestellt. - Nachdem die Vorform 8 eingespannt ist (
Figur 2 ), fährt der Dorn 4 axial in Richtung Reitstock 2 durch den Vorschub des Hydraulikzylinders H1 vor, um mit dem Dorn 3 eine Einheit zu bilden. Dabei werden beide Seiten 3c und 4c der Dorne 3 und 4 gegeneinander gepresst, wobei der Zentrieransatz 3a des Dornes 3 in die Zentrierbohrung 4a des Dorns 4 eintaucht. Damit ist durch die beiden Dorne 3 und 4 die Negativform der Innenfläche des Fertigteiles gebildet. Die Länge der beiden anteiligen Negativformen 3b, 4b entspricht zusammen der Länge des Fertigteiles, welches aus der Vorform 8 geformt wird. Ist zwischen anteiliger Negativform 3b, 4b und Trennfläche 3c und/oder Trennfläche 4c eine zylindrische Form 8c mit dem Durchmesser der Trennfläche 3c oder 4c vorgesehen, so erhöht sich die Länge des Fertigteiles um diese Beträge. - Gleiches gilt, wenn, wie in
Figur 8.2 dargestellt, eine zylindrische Form 8c im Bereich des Vorformendes, zur Hauptspindelseite hin, vorgesehen ist. Alternativ ist es auch möglich, eine zusätzliche, zylindrische Form 8c zur Reitstockseite hin einzuformen. - Die Drückwalzen 7 fahren außerhalb der eingespannten Vorform 8 radial in ihre Positionen, um dann gemeinsam in axialer Richtung gegen die sich drehende Vorform 8 zu fahren,
Figur 3 . Die Drehung der Einheit Vorform 8, Werkzeuggehäuse 5, 6 mit den Dornen 3, 4, der Hauptspindel S1 und Reitstockspindel S2 erfolgt durch den Antrieb der Hauptspindel S1 und, je nach Ausführung, auch über den synchronlaufenden- Antrieb der Reitstockspindel S2. - Zur Umformung werden erfindungsgemäß ein oder bevorzugt mehrere Drückwalzen 7 am Umfang der Vorform 8 angeordnet. Die Drückwalzen 7 sind am Umfang in axialer Richtung jeweils mit einer Einlaufschräge versehen. Radial stehen die Drückwalzen 7 in Position zum Außendurchmesser des Fertigteiles 8.2, welches durch Drückwalzen der Vorform 8 erzielt werden soll. Werden die um das Zentrum der Längsachse MA der Hauptspindel S1 positionierten Drückwalzen 7 gemeinsam in axialer Richtung x durch einen gemeinsamen Vorschub auf die sich drehende Vorform 8 gefahren, werden diese durch den Kontakt mit der Vorform 8 in Drehung versetzt. Dabei wird der Werkstoff durch den axialen und radialen Druck der Drückwalzen 7 im Bereich zwischen den Drückwalzen 7 und zunächst der betreffenden, axialen Querschnittsebene des Dorns 3 in einen Fließzustand versetzt,
Figur 4 . Der Werkstoff dringt in den vorhandenen Freiraum 9 zwischen Dorn 3 und Drückwalze 7 ein, um nach der Ausfüllung des Volumens des Freiraumes 9,Figur 5 , in Richtung Reitstock 2, mit dem eingestellten Außendurchmesser des Fertigteiles 8.2 und dem durch den Dorn 3 gegebenen Innendurchmesser, auszuweichen. Durch den axialen Anschlag 3d auf dem Dorn 3 des Reitstocks 2 wird dieser Dorn 3 durch den zurückfließenden Werkstoff mitgenommen, solange wie Werkstoff durch die Verdrängung zurückfließt. Toleranzen in den Durchmessern der Vorform 8 machen sich daher nur in der Länge des umgeformten Werkstückes 8.2 bemerkbar. - Da die beiden Dorne 3, 4 im Verbund gekoppelt sind, werden sie gemeinsam durch den verdrängten Werkstoff in Richtung Reitstock 2 geschoben, während die Drückwalzen 7 gemeinsam in Richtung Hauptspindelkasten 1 fahren. Dabei entsteht durch die Werkstoffverdrängung aus der Vorform 8 das Fertigteil 8.2, welches im Außendurchmesser gegenüber der Vorform 8 reduziert ist, mit einem Abdruck der beiden Dorne 3, 4 als Innendurchmesser.
- Die Umformung ist beendet, wenn die Drückwalzen 7 in die Nähe der Außenzentrierung 6b der Vorform kommen,
Figur 5 . Danach fahren die einzelnen Drückwalzen 7 in ihre radiale Ausgangposition zurück und gemeinsam in ihre axiale Ausgangstellung. Der Dorn 4 der Hauptspindelseite wird entkoppelt und zurückgezogen, der Dorn 3 der Reitstockseite ebenso aus dem geformten Werkstück 8.2. Hierzu ist, falls erforderlich, ein von außen wirkender Abstreifer vorgesehen. Mit dem Rückzug des Reitstocks 2 wird das geformte Werkstück 8.2 freigegeben,Figur 6 . - Das geformte Werkstück 8.2 ist gekennzeichnet durch einen reduzierten Außendurchmesser, und im Innendurchmesser durch den Abdruck der Kontur der beiden Dorne 3, 4.
- Beim erfindungsgemäßen Verfahren werden konkave, kegelige und zylindrische Konturen auf den Dornen verwendet. Da der Dorn oder der Verbund aus zwei Dornen während der Umformung, bei der der Werkstoff fließt, durch den Werkstoffüberfluss, der sich aus der Reduzierung des Querschnittes der Vorform auf den Querschnitt der Fertigteilform bildet, verschoben wird, ergibt sich keine Relativbewegung zwischen Werkstückinnenfläche-und Dorn.
- Der Dorn wandert axial nur dann in Richtung Freiheitsgrad, wenn ein Werkstoffüberfluss vorhanden ist. Das bedeutet, daß der umgeformte Werkstoff sich auf den Dorn axial abrollt und diesen nur dann weiter schiebt, wenn genügend Werkstoff da ist. Es findet somit keine Relativbewegung zwischen Dorn und Werkstoff statt, sondern nur ein Abrollen gemäß der Kontur in axialer Richtung. Dieses Abrollen des Werkstoffes im Bereich der Drückwalzen kann durch eine hydraulische Druckregelung in den Zylindern H1 und H2 unterstützt oder auch erschwert werden.
- Mit dem Abrollen des Werkstoffes ist auch ein sog. Fressen zwischen den beiden Elementen Werkstoff und Dornaußenfläche während des Umformens nicht möglich.
- Toleranzen im Vorformbereich werden durch den verdrängten Werkstoff ohne Einfluß auf die Beschaffenheit des fertigen Werkstückes aufgenommen, d.h. unterschiedliche Wanddicken der Vorformen haben keinen Einfluß auf die sich durch das Drückwalzen ausgebildete Wanddicke des fertigen Werkstückes; der Werkstoff fließt nur dann weiter, wenn die vorgegebene Wanddicke des fertigen Werkstückes in der betreffenden axialen Ebene erreicht ist. Lediglich die Länge des geformten Werkstückes ist daher vorwiegend toleranzbehaftet. Die Fließgeschwindigkeit des Werkstoffes aus der Querschnittreduzierung in der betreffenden axialen Ebene der Vorform, in den Querschnitt der betreffenden axialen Ebene des Fertigteils, bildet sich aus dem Werkstoffüberschuss und der Vorschubgeschwindigkeit der Drückwalzen. Dieses bedeutet, daß die axiale Geschwindigkeit der Verschiebung der Einheit aus den beiden Dornen abhängig ist von der Querschnittsreduzierung in der jeweiligen axialen Ebene der Vorform, bei gleichbleibender Vorschubgeschwindigkeit der Drückwalzen.
- Somit können mit diesem Verfahren unterschiedliche Absätze, Stufen und Konturen in die Innenfläche eines rotationssymetrischen Hohlkörpers geformt werden, wenn diese Stufen, Absätze und Konturen sich zur Trennstelle der zusammengefahrenen Dorne hin im Durchmesser verjüngen.
- Dieses gilt auch, wenn nur mit dem Dorn der Reitstockseite gearbeitet wird. Ferner ist das Verfahren anwendbar, wenn nur ein Teil des rotationssymetrischen Körpers in Längsrichtung, bei Verwendung von einem oder zwei Dornen, umgeformt und dabei angewendet wird.
- Somit ist es möglich, in Abhängigkeit der späteren Belastung des Werkstückes, einen sogenannten Träger auf zwei Stützen mit gleichbleibendem Widerstandsmoment zu formen.
- Die Eigenschaften der nach dem Verfahren hergestellten Werkstücke aus zylindrischen Vorformen eignen sich besonders für Gasflaschen und Tragrollen.
- In den
Figuren 7 bis 12 ist eine zweite erfindungsegmäße Ausführungsform der Drückwalzmaschine gezeigt. Diese unterscheidet sich von der Anordnung in denFiguren 1 bis 6 lediglich dadurch, daß die Reitstockseite 2' die bereits oben erwähnte Funktion einer Reitstockpinole aufweist, bei der reitstockseitig kein Werkzeuggehäuse vorgesehen ist und lediglich der Dorn 3 über einen Hydraulikzylinder H2 in axialer Richtung x verschieblich gelagert ist. Beim Umformen wird der Dorn 3 durch Materialfluß in Richtung der Reitstockseite 2' gegen die Kraft des Hydraulikzylinders zurückgedrängt. Im Übrigen läuft das Verfahren analog zu dem oben mit Bezug auf dieFiguren 1 bis 6 beschriebenen Verfahren ab. - Eine alternative Variante ist in den
Figuren 13 bis 17 dargestellt. Im Unterschied zu den oben beschriebenen Ausführungsformen kommt diese Vorrichtung mit lediglich einem hauptspindelseitig vorgesehenen Spreizdorn 4' aus. Diese Variante ist insbesondere zum Umformen von zylindrischen Vorformen 8 vorgesehen, bei denen ein Ende geschlossen ist, wie z.B. bei Gasflaschen. - Der Spreizdorn 4' weist einen, in etwa dem Dorn 4 der obigen Ausführungsformen entsprechenden Abschnitt mit einer konisch oder kegeligen Außenfläche 4b' auf, sowie einen daran anschließenden Spreizabschnitt 4d, der Außenflächenabschnitte 4b" aufweist, die über einen Spreizmechanismus 4e gegen die Maschinenachse MA angestellt werden können, so daß dieser Abschnitt etwa die Form des Dorns 3 der obigen Ausführungsformen erhält.
- Zunächst wird die Vorform 8 mit ihrer offenen Seite auf den Spreizdorn 4' aufgeschoben, wobei ein dem Dorn 4' gegenüberliegender Schieber 10 am geschlossenen Ende der Vorform 8 angreift und diese bis zum Anschlag 6a auf das Werkzeuggehäuse 6 des Hauptspindelkastens 1 aufschiebt,
Figur 14 . Der Schieber 10 hält die Vorform 8 gegen den Anschlag 6a, so daß der Abschnitt 4f des Dorns 4' mittels des Spreizmechanismus 4e gespreizt werden kann, so daß durch die Flächen 4b' und 4b" zwischen der Innenwand der Vorform 8 und dem Dorn 4' der oben beschriebene Freiraum 9 gebildet wird, der der Negativform der anzuformenden Innenfläche entspricht. Während des Umformens durch die Drückwalzen wird wiederum Material aus der Vorform 8 in den Zwischenraum 9 gedrängt, wobei der Dorn 4' verfahren wird,Figuren 15 und 16 . Nach Beendigung des Umformvorganges wird die fertige Form 8.2 nach Zurückfahren des Dorns 4' entnommen,Figur 17 , und das offene Ende der Form 8.2 kann weiterverarbeitet werden, um beispielsweise eine Gasflasche 8.3 herzustellen. - Die Umformung durch Drückwalzen geschieht bei den beschriebenen Ausführungsformen in zwei Richtungen, nämlich in radialer Richtung durch Reduktion des Außendurchmessers der Vorform 8 und in axialer Richtung durch Formgebung einer zylindrischen Form mit dem neuen, reduzierten Außendurchmesser. Dabei fahren die Drückwalzen 7 unter Drehung der Vorform 8 in Richtung des Hauptspindelkastens 1 vor. Dies bewirkt, daß die Werkstoffverdrängung spiralförmig erfolgt und somit sich der verdrängte Werkstoff sowohl axial als auch in Umfangsrichtung des Dorns 3, 4, 4' (tangential) verteilt. Die Ursache hierfür liegt- in der Werkstoffverdrängung von einem größeren auf einen kleineren Durchmesser bei gleichzeitiger Drehung des Werkstoffs.
- Das Material fließt radial, zum kleineren Durchmesser des Dorns 3, 4, 4' und füllt den Hohlraum aus; tangential, aufgrund der walzenden Verdrängung durch die Drehung, bei gleichzeitiger Vorschubbewegung in axialer Richtung; sowie axial, entgegengesetzt der Vorschubbewegung, wenn ein ausreichender Materialüberschuß vorhanden ist.
- Ist in dieser Situation der Dorn 3, 4, 4' radial gegen Drehung gesichert, muss sich der Werkstoff relativ zum Dorn 3, 4, 4' in Umfangsrichtung des Dornes bewegen. Es entsteht auf einem fixierten Dorn dadurch eine Relativbewegung des geformten Körpers zum Körper der Vorform 8.
- Nach einer bevorzugten Ausführungsform ist der Dorn 3, 4, 4' in Umfangsrichtung und axial freibeweglich; dadurch kann dieser durch den Kontakt mit dem umgeformten Werkstoff sich dessen Bewegung in den beiden genannten Richtungen ungehindert anpassen. Dabei findet eine in Umfangsrichtung erfolgende Relativbewegung im kontaktfreien Bereich der Vorform 8 zum Dorn 4, 4' auf der Hauptspindelseite statt.
-
- 1
- Hauptspindelkasten
- 2
- Reitstock
2' Pinole - 3
- Reitstockdorn
- 3a Zapfen
- 3b Oberfläche des Reitstockdorns
- 3cStirnseite des Reitstockdorns
- 3d Anschlag
- 3eZentrierdurchmesser des Reitstockdorns
- 4, 4'
- Hauptspindeldorn
- 4a Bohrung
- 4b, 4b', 4b" Oberfläche des Hauptspindeldorns
- 4cStirnseite des Hauptspindeldorns
- 4d Spreizabschnitt
- 4e Spreizmechanismus
- 5
- Werkzeuggehäuse des Reitstocks
- 6
- Werkzeuggehäuse der Hauptspindel
6a Mitnehmer - 7
- Drückwalze
- 8
- Vorform
- 8.1
- bearbeitete Vorform
- 8.1a erster Bereich
- 8.1b Übergangsbereich
- 8.1c dritter Bereich
- 8.2
- fertiges Werkstück
- 8.2a erster Bereich
- 8.2b zweiter Bereich
- 8.2c dritter Bereich
- 9
- Hohlraum
- 10
- Schieber
- A
- Längsachse der Vorform bzw. des Werkstücks
- MA
- Längsachse der Drückwalzmaschine
- S1
- Hauptspindel
- S2
- Reitstockspindel
- H1
- Hydraulikzylinder des Hauptspindelkastens
- H2
- Hydraulikzylinder des Reistocks
- 8.3
- Gasflasche
Claims (16)
- Verfahren zur Fertigung von Werkstücken, bei welchem eine im wesentlichen zylindrische Vorform (8) mittels wenigstens einer Drückwalze (7) zu einem fertigen Werkstück (8.2) umgeformt wird, wobei folgende Schritte ausgeführt werden:a. Aufschieben eines Abschnitts der Vorform (8) auf wenigstens einen ersten, parallel zur Längsachse (A) der Vorform (8) verschieblich gelagerten Dorn (3, 4'),b. Ausrichten des Dorns (3, 4') derart, daß seine in der Vorform (8) liegende Oberfläche (3b, 4b; 4b') in etwa eine Negativform der an der Vorform (8) anzuformenden Innenfläche bildet,c. Ausführen einer Relativbewegung zwischen Vorform (8) und Drückwalze (7) in einer Richtung parallel zur Längsachse (A) bei gleichzeitigem Andrücken der Drückwalze (7) gegen die Vorform (8),dadurch gekennzeichnet,
daß die Ausführung von Schritt c. so erfolgt, daß Material der Vorform (8) durch die Drückwalze (7) so verdrängt wird, daß der Dorn (3, 4') durch das verdrängte Material verschoben wird. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
daß nach dem Schritt a. das Aufschieben des dem ersten Abschnitt gegenüberliegenden weiteren Abschnitts der Vorform (8) auf einen zweiten parallel zur Längsachse (A) der Vorform (8) verschieblich gelagerten Dorn (4) erfolgt und anschließend der erste (4) und der zweite Dorn (3) derart zusammengeführt werden, daß ihre in der Vorform (8) liegenden Oberflächen (3b, 4b) in etwa eine Negativform der an der Vorform (8) anzuformenden Innenfläche bilden. - Verfahren nach Anspruch 2,
dadurch gekennzeichnet,
daß die Dorne (3, 4) während des Andrückvorgangs gekoppelt sind. - Verfahren nach einem der vorherigen Ansprüche,
dadurch gekennzeichnet,
daß der oder die Dorn(e) (3, 4, 4') jedenfalls zeitweise durch nachfließendes Material aus der Vorform (8) axial verschoben und/oder gedreht werden. - Verfahren nach Anspruch 4,
dadurch gekennzeichnet,
daß die Verschiebung in Richtung des mit einem Reitstock (2) verbundenen ersten Werkzeuggehäuses (5) erfolgt, in welchem der erste Dorn (3) verschieblich gelagert ist. - Verfahren nach einem der vorherigen Ansprüche,
dadurch gekennzeichnet,
daß die Vorform (8) mittels eines an einem Werkzeuggehäuse (5, 6) befindlichen Mitnehmers (6a) auf den ersten Dorn (3) aufgeschoben wird. - Verfahren nach Anspruch 6,
dadurch gekennzeichnet,
daß die vorform (8) beim Aufschieben mittels einer Zentrierung (3e) auf dem ersten Dorn (3) zentriert wird. - Verfahren nach einem der vorherigen Ansprüche,
dadurch gekennzeichnet,
daß wenigstens ein Dorn (3, 4) mit kegelförmiger oder doppelkegelförmiger, konischer oder doppelkonischer Außenfläche (3b, 4b, 4b') verwendet wird. - Verfahren nach einem der vorherigen Ansprüche,
bei dem lediglich ein Abschnitt einer rotationssymmetrischen Vorform (8) umgeformt wird. - Drückwalzmaschine, insbesondere zur Durchführung des Verfahrens nach einem der vorherigen Ansprüche, mit wenigstens einem parallel zur Maschinenachse (MA) verschieblich gelagerten Dorn (3, 4, 4') zum Aufschieben einer umzuformenden Vorform (8) und mit wenigstens einer Umformrolle (7) zum Umformen der Vorform (8), wobei die Außenfläche des wenigstens einen Dorns (3, 4, 4') so ausgebildet ist, daß sie im Bereich einer aufgeschobenen Vorform (8) einen sich verjüngenden Bereiche aufweist, welcher im wesentlichen der Negativform einer an die Vorform (8) anzuformenden Innenfläche bildet,
dadurch gekennzeichnet,
daß der wenigstens eine Dorn (3, 4, 4') so gelagert ist, daß er beim Umformen durch aus der Vorform (8) durch Drückwalzen verdrängtes Material verschoben und/oder gedreht wird. - Drückwalzmaschine nach Anspruch 10,
dadurch gekennzeichnet,
daß sie ferner einen Hauptspindelkasten (1) mit einem Werkzeuggehäuse (6) und einem zugehörigen, parallel zur Maschinenachse (MA) verschieblich gelagerten weiteren Dorn (4) aufweist. - Drückwalzmaschine nach Anspruch 11,
dadurch gekennzeichnet,
daß ferner ein Reitstock (2) mit dem zugehörigen, parallel zur Maschinenachse (MA) verschieblich gelagerten einen Dorn (3) vorgesehen ist, wobei die beiden Dorne (3, 4) konzentrisch angeordnet sind und wobei die beiden Dorne (3, 4) mit ihrem Stirnseiten (3c, 4c) einander zugewandt sind und sich jeweils sich zu ihren Stirnseiten (3c, 4c) hin verjüngen. - Drückwalzmaschine nach Anspruch 12,
dadurch gekennzeichnet,
daß weiter ein dem Reitstock (2) zugeordnetes, parallel zur Maschinenachse (MA) verschieblich gelagertes Werkzeuggehäuse (5) vorgesehen ist. - Drückwalzmaschine nach einem der Ansprüche 11 bis 13,
dadurch gekennzeichnet,
daß der eine Dorn (3) einen Zapfen (3a) aufweist, der zur Zentrierung mit dem anderen Dorn (4) in eine an diesem vorgesehene Bohrung (4a) einführbar ist. - Drückwalzmaschine nach einem der Ansprüche 10 bis 14,
dadurch gekennzeichnet,
daß der wenigstens eine Dorn (3, 4, 4') eine Zentrierung für die aufzunehmende Vorform (8) aufweist. - Drückwalzmaschine nach einem der Ansprüche 10 bis 15,
dadurch gekennzeichnet,
daß ein Dorn (4') mit einer Spreizeinrichtung vorgesehen ist.
Priority Applications (12)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT08009558T ATE458564T1 (de) | 2008-05-26 | 2008-05-26 | Verfahren zur fertigung von werkstücken und drückwalzmaschine dazu |
| EP08009558A EP2127775B1 (de) | 2008-05-26 | 2008-05-26 | Verfahren zur Fertigung von Werkstücken und Drückwalzmaschine dazu |
| DE502008000404T DE502008000404D1 (de) | 2008-05-26 | 2008-05-26 | Verfahren zur Fertigung von Werkstücken und Drückwalzmaschine dazu |
| ES08009558T ES2341683T3 (es) | 2008-05-26 | 2008-05-26 | Procedimiento para la fabricacion de piezas de trabajo y maquina de laminacion a presion para ello. |
| AT08013579T ATE553864T1 (de) | 2008-05-26 | 2008-07-29 | Vorrichtung und verfahren zum herstellen oder bearbeiten von werkstücken aus einer vorform, insbesondere zum anformen von innenprofilen oder innenverzahnungen |
| ES08013579T ES2386504T3 (es) | 2008-05-26 | 2008-07-29 | Dispositivo y método para fabricar o mecanizar piezas de trabajo a partir de una preforma, en particular para el conformado de perfiles interiores o dentados interiores |
| EP08013579A EP2127777B1 (de) | 2008-05-26 | 2008-07-29 | Vorrichtung und Verfahren zum Herstellen oder Bearbeiten von Werkstücken aus einer Vorform, insbesondere zum Anformen von Innenprofilen oder Innenverzahnungen |
| JP2009125380A JP5527875B2 (ja) | 2008-05-26 | 2009-05-25 | 工作物の仕上げ方法 |
| CNA2009101417656A CN101590510A (zh) | 2008-05-26 | 2009-05-25 | 用于制造工件的方法 |
| KR1020090046094A KR101540814B1 (ko) | 2008-05-26 | 2009-05-26 | 공작물 제조 방법 |
| US12/471,737 US8161788B2 (en) | 2008-05-26 | 2009-05-26 | Method for producing workpieces |
| US13/056,358 US8984921B2 (en) | 2008-05-26 | 2009-07-29 | Device and process for producing or processing workpieces from a preform, in particular for integrally forming internal profiles or internal tooth systems |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08009558A EP2127775B1 (de) | 2008-05-26 | 2008-05-26 | Verfahren zur Fertigung von Werkstücken und Drückwalzmaschine dazu |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2127775A1 EP2127775A1 (de) | 2009-12-02 |
| EP2127775B1 true EP2127775B1 (de) | 2010-02-24 |
Family
ID=39846654
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08009558A Active EP2127775B1 (de) | 2008-05-26 | 2008-05-26 | Verfahren zur Fertigung von Werkstücken und Drückwalzmaschine dazu |
| EP08013579A Not-in-force EP2127777B1 (de) | 2008-05-26 | 2008-07-29 | Vorrichtung und Verfahren zum Herstellen oder Bearbeiten von Werkstücken aus einer Vorform, insbesondere zum Anformen von Innenprofilen oder Innenverzahnungen |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08013579A Not-in-force EP2127777B1 (de) | 2008-05-26 | 2008-07-29 | Vorrichtung und Verfahren zum Herstellen oder Bearbeiten von Werkstücken aus einer Vorform, insbesondere zum Anformen von Innenprofilen oder Innenverzahnungen |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US8161788B2 (de) |
| EP (2) | EP2127775B1 (de) |
| JP (1) | JP5527875B2 (de) |
| KR (1) | KR101540814B1 (de) |
| CN (1) | CN101590510A (de) |
| AT (2) | ATE458564T1 (de) |
| DE (1) | DE502008000404D1 (de) |
| ES (2) | ES2341683T3 (de) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8230597B2 (en) * | 2008-10-03 | 2012-07-31 | Ford Global Technologies, Llc | Forming preforms and parts therefrom |
| ATE549106T1 (de) | 2009-07-09 | 2012-03-15 | Leifeld Metal Spinning Ag | Verfahren und vorrichtung zum abstreckdrückwalzen |
| ES2543005T3 (es) * | 2010-01-12 | 2015-08-13 | Repkon Machine and Tool Industry and Trade Inc. | Dispositivo y procedimiento para el moldeado de piezas de trabajo |
| CN102500699A (zh) * | 2011-12-21 | 2012-06-20 | 厦门捷讯汽车零部件有限公司 | 一种无轮辐汽车解耦电机皮带轮制造模具及工艺 |
| EP2716377B1 (de) | 2012-10-05 | 2016-03-02 | Zaklad Produkcji Sprzetu Oswietleniowego "ROSA"-Stanislaw ROSA | Verfahren zur Herstellung eines konischen Rohrelements |
| PL224268B1 (pl) | 2013-06-12 | 2016-12-30 | Lubelska Polt | Sposób przepychania obrotowego z regulowanym rozstawem osi stopniowanych odkuwek osiowosymetrycznych |
| EP3025802B1 (de) | 2014-11-28 | 2021-05-12 | REPKON Machine and Tool Industry and Trade Inc. | Vorrichtung und Verfahren zum Drückwalzen von Werkstücken |
| CN104858286B (zh) * | 2015-05-15 | 2017-03-08 | 航天特种材料及工艺技术研究所 | 一种旋压设备 |
| CN104858285B (zh) * | 2015-05-15 | 2017-03-29 | 航天特种材料及工艺技术研究所 | 一种旋压方法 |
| CN104858284B (zh) * | 2015-05-15 | 2017-05-17 | 航天特种材料及工艺技术研究所 | 一种正旋旋压方法 |
| CN104959440B (zh) * | 2015-05-15 | 2017-03-29 | 航天特种材料及工艺技术研究所 | 一种反旋旋压方法 |
| EP3159068B1 (de) * | 2015-10-20 | 2018-02-14 | Leifeld Metal Spinning AG | Umformmaschine zum drücken/drückwalzen und verfahren zum drücken/drückwalzen |
| DE102019109183A1 (de) * | 2019-04-08 | 2020-10-08 | Winkelmann Powertrain Components GmbH & Co. KG. | Verfahren zur Herstellung einer Hohlwelle |
| CN116251880A (zh) * | 2021-12-02 | 2023-06-13 | 三花控股集团有限公司 | 管件加工部件及管件加工设备 |
| CN115090803B (zh) * | 2022-06-17 | 2023-05-23 | 华南理工大学 | 一种线齿轮自动搓齿机 |
| DE102023121770B3 (de) | 2023-08-15 | 2025-01-23 | Thyssenkrupp Steel Europe Ag | Verfahren zur Herstellung einer Rotorhohlwelle |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2230554B2 (de) * | 1972-06-22 | 1974-08-22 | Leifeld & Co, 4730 Ahlen | Verfahren zur Herstellung eines Anlenkgehäuses für einen Drehfederstab durch Drücken aus einem rohrförmigen Körper |
| US3908421A (en) * | 1973-10-19 | 1975-09-30 | Aspro Inc | Apparatus for making multi-groove pulleys |
| JPS58202927A (ja) * | 1982-05-21 | 1983-11-26 | Hitachi Ltd | くら形吸込コ−ンの製作方法 |
| JPS603922A (ja) * | 1983-06-20 | 1985-01-10 | Mitsubishi Heavy Ind Ltd | スピニング加工方法及びその装置 |
| JPS60145226A (ja) * | 1984-01-10 | 1985-07-31 | Mitsubishi Heavy Ind Ltd | 管の絞り加工方法 |
| JP3197647B2 (ja) * | 1993-01-19 | 2001-08-13 | ブリヂストンサイクル株式会社 | 自転車用フレームパイプの製造方法 |
| JPH08300070A (ja) * | 1995-04-27 | 1996-11-19 | Mitsubishi Electric Corp | 管端成形機及び被成形管の加工方法 |
| DE19532951A1 (de) * | 1995-09-07 | 1997-03-13 | Dynamit Nobel Ag | Verfahren und Vorrichtung zur Herstellung von drückgewalzten Rohren mit inneren Wandverdickungen an den Enden |
| DE19532953A1 (de) * | 1995-09-07 | 1997-03-13 | Dynamit Nobel Ag | Verfahren und Vorrichtung zur Herstellung von drückgewalzten Rohren mit inneren Wandverdickungen |
| DE19722359A1 (de) * | 1997-05-28 | 1998-12-03 | Dynamit Nobel Ag | Drückwalzvorrichtung und Verfahren zur Herstellung von Hohlrädern mit zwei Innenverzahnungen |
| DE19830817B4 (de) * | 1998-07-09 | 2011-06-09 | Leifeld Metal Spinning Gmbh | Verfahren zum Umformen eines Werkstücks durch Drückwalzen |
| DE19854481C2 (de) * | 1998-11-25 | 2002-06-20 | Leico Werkzeugmaschb Gmbh & Co | Verfahren und Vorrichtung zum Drückwalzen |
| DE10039706B4 (de) * | 2000-08-14 | 2007-11-29 | Leifeld Metal Spinning Gmbh | Verfahren zum Einbringen einer Sicke und Drückwalzmaschine |
| DE10062002B4 (de) | 2000-12-13 | 2006-11-09 | Leifeld Metal Spinning Gmbh | Verfahren zum Drückwalzen sowie Drückwalzvorrichtung |
| JP3991188B2 (ja) * | 2001-03-26 | 2007-10-17 | 株式会社ジェイテクト | パイプ状の段付部品の成形方法および装置 |
| DE102005057945A1 (de) | 2005-12-05 | 2007-06-21 | Reichhardt, Hans H. | Verfahren, Maschine und Werkzeuge zur spanlosen Herstellung von Rohrabschnitten und rohrförmigen Werkstücken mit reduziertem Innendurchmesser in Form eines Absatzes |
| JP4393470B2 (ja) * | 2006-04-14 | 2010-01-06 | 日本スピンドル製造株式会社 | 絞り加工方法及びその装置 |
-
2008
- 2008-05-26 EP EP08009558A patent/EP2127775B1/de active Active
- 2008-05-26 AT AT08009558T patent/ATE458564T1/de active
- 2008-05-26 DE DE502008000404T patent/DE502008000404D1/de active Active
- 2008-05-26 ES ES08009558T patent/ES2341683T3/es active Active
- 2008-07-29 ES ES08013579T patent/ES2386504T3/es active Active
- 2008-07-29 EP EP08013579A patent/EP2127777B1/de not_active Not-in-force
- 2008-07-29 AT AT08013579T patent/ATE553864T1/de active
-
2009
- 2009-05-25 CN CNA2009101417656A patent/CN101590510A/zh active Pending
- 2009-05-25 JP JP2009125380A patent/JP5527875B2/ja not_active Expired - Fee Related
- 2009-05-26 US US12/471,737 patent/US8161788B2/en active Active
- 2009-05-26 KR KR1020090046094A patent/KR101540814B1/ko not_active Expired - Fee Related
- 2009-07-29 US US13/056,358 patent/US8984921B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR101540814B1 (ko) | 2015-07-30 |
| US20110126606A1 (en) | 2011-06-02 |
| US8161788B2 (en) | 2012-04-24 |
| ATE553864T1 (de) | 2012-05-15 |
| ATE458564T1 (de) | 2010-03-15 |
| US8984921B2 (en) | 2015-03-24 |
| JP2009285730A (ja) | 2009-12-10 |
| CN101590510A (zh) | 2009-12-02 |
| DE502008000404D1 (de) | 2010-04-08 |
| US20090288464A1 (en) | 2009-11-26 |
| KR20090122889A (ko) | 2009-12-01 |
| EP2127777A1 (de) | 2009-12-02 |
| EP2127775A1 (de) | 2009-12-02 |
| ES2341683T3 (es) | 2010-06-24 |
| ES2386504T3 (es) | 2012-08-22 |
| JP5527875B2 (ja) | 2014-06-25 |
| EP2127777B1 (de) | 2012-04-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2127775B1 (de) | Verfahren zur Fertigung von Werkstücken und Drückwalzmaschine dazu | |
| EP2210682B1 (de) | Verfahren und Vorrichtung zum Abstreckdrückwalzen | |
| DE3433515C2 (de) | ||
| DE2419854C3 (de) | Verfahren und Drückmaschine zum Herstellen einer mehrrilligen Keilriemenscheibe aus Blech | |
| DE19960582A1 (de) | Verfahren und Vorrichtung zum Drückwalzen | |
| EP0955110B1 (de) | Verfahren zum Drückwalzen und Drückwalzvorrichtung | |
| DE19830817A1 (de) | Verfahren zum Umformen eines Werkstücks durch Drückwalzen | |
| EP1656225B1 (de) | Verfahren zur herstellung von innen- und/oder aussenprofilierten ringen sowie anordnung hierzu | |
| DE1906574A1 (de) | Verfahren und Vorrichtung zur Herstellung von Riemenscheiben | |
| DE10039706B4 (de) | Verfahren zum Einbringen einer Sicke und Drückwalzmaschine | |
| EP1660257B1 (de) | Verfahren und vorrichtung zur herstellung von mindestens teilweise profilierten rohren | |
| DE102005057945A1 (de) | Verfahren, Maschine und Werkzeuge zur spanlosen Herstellung von Rohrabschnitten und rohrförmigen Werkstücken mit reduziertem Innendurchmesser in Form eines Absatzes | |
| DE19725453C2 (de) | Verfahren zur Herstellung einer Hohlwelle | |
| DE10054399A1 (de) | Verfahren und Vorrichtung zur Herstellung eines Werkstückes mit Innenverzahnung, insbesondere eines Hohlrades | |
| DE4032424C2 (de) | Verfahren und Vorrichtung zur Herstellung von gefalzten Rohren | |
| EP3221068B2 (de) | Verfahren zur herstellung eines rotationssymmetrischen formkörpers | |
| EP1551577A1 (de) | Verfahren und vorrichtung zur herstellung einer luftreifenfelge | |
| DE19716383C2 (de) | Verfahren zur Herstellung von rotationssymmetrischen Hohlkörpern | |
| EP0997210B1 (de) | Verfahren zum Formen eines scheibenförmigen Teiles mit Nabe und Umformrolle für das Verfahren | |
| EP1611973B1 (de) | Verfahren zum Umformen von Rohrelementen und Verfahren zur Herstellung von Hohlwellen | |
| DE2418104A1 (de) | Hydraulische presse | |
| DE19830816C2 (de) | Verfahren zum Drückwalzen und Drückwalzvorrichtung | |
| DE19632279C2 (de) | Verfahren zur Herstellung eines scheibenförmigen Teiles | |
| DE4431500C2 (de) | Verfahren zur Herstellung eines rotationssymmetrischen Werkstückes aus Metall durch Drücken sowie Vorrichtung zur Durchführung des Verfahrens | |
| DE10238625B4 (de) | Spanabtragende Drückmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| 17P | Request for examination filed |
Effective date: 20081108 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REF | Corresponds to: |
Ref document number: 502008000404 Country of ref document: DE Date of ref document: 20100408 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: SCHMAUDER & PARTNER AG PATENT- UND MARKENANWAELTE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2341683 Country of ref document: ES Kind code of ref document: T3 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20100224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100524 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100624 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100224 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100224 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100224 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100224 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100224 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100224 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100224 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100224 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100224 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100224 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100525 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100224 |
|
| BERE | Be: lapsed |
Owner name: REPKON MACHINE AND TOOL INDUSTRY & TRADE LTD. Effective date: 20100531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100224 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100524 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100531 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100224 |
|
| 26N | No opposition filed |
Effective date: 20101125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100224 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502008000404 Country of ref document: DE Representative=s name: THIELKING & ELBERTZHAGEN PATENTANWAELTE, DE Effective date: 20110908 Ref country code: DE Ref legal event code: R082 Ref document number: 502008000404 Country of ref document: DE Representative=s name: PATENTANWAELTE THIELKING & ELBERTZHAGEN, DE Effective date: 20110908 Ref country code: DE Ref legal event code: R081 Ref document number: 502008000404 Country of ref document: DE Owner name: REPKON MACHINE AND TOOL INDUSTRY & TRADE INC., TR Free format text: FORMER OWNER: REPKON MACHINE AND TOOL INDUSTRY & TRADE LTD., KALAMIS, TR Effective date: 20110908 Ref country code: DE Ref legal event code: R082 Ref document number: 502008000404 Country of ref document: DE Representative=s name: THIELKING & ELBERTZHAGEN PATENTANWAELTE PARTNE, DE Effective date: 20110908 Ref country code: DE Ref legal event code: R081 Ref document number: 502008000404 Country of ref document: DE Owner name: REPKON MACHINE AND TOOL INDUSTRY & TRADE INC., TR Free format text: FORMER OWNER: REPKON MACHINE AND TOOL INDUSTRY & TRADE LTD., KALAMIS, ISTANBUL, TR Effective date: 20110908 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20120618 Year of fee payment: 5 Ref country code: GB Payment date: 20120508 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100526 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100724 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100825 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130526 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20140131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130526 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130531 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 458564 Country of ref document: AT Kind code of ref document: T Effective date: 20130526 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130526 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230519 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20230519 Year of fee payment: 16 Ref country code: IT Payment date: 20230531 Year of fee payment: 16 Ref country code: ES Payment date: 20230621 Year of fee payment: 16 Ref country code: DE Payment date: 20230628 Year of fee payment: 16 Ref country code: CH Payment date: 20230605 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20230523 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008000404 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20240601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20241203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240526 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20250701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240527 |