EP1595836B1 - Vorrichtung zur Verarbeitung von Stapeln aus elektrostatisch aufladbaren Flachteilen - Google Patents
Vorrichtung zur Verarbeitung von Stapeln aus elektrostatisch aufladbaren Flachteilen Download PDFInfo
- Publication number
- EP1595836B1 EP1595836B1 EP05015721A EP05015721A EP1595836B1 EP 1595836 B1 EP1595836 B1 EP 1595836B1 EP 05015721 A EP05015721 A EP 05015721A EP 05015721 A EP05015721 A EP 05015721A EP 1595836 B1 EP1595836 B1 EP 1595836B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheets
- electrostatic
- blowing
- suction
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000012545 processing Methods 0.000 title claims description 19
- 238000007786 electrostatic charging Methods 0.000 claims abstract description 16
- 238000011144 upstream manufacturing Methods 0.000 claims abstract description 10
- 239000000463 material Substances 0.000 claims description 23
- 238000007664 blowing Methods 0.000 claims description 18
- 238000007599 discharging Methods 0.000 claims description 8
- 230000006835 compression Effects 0.000 claims 1
- 238000007906 compression Methods 0.000 claims 1
- 238000007600 charging Methods 0.000 abstract description 2
- 230000032258 transport Effects 0.000 description 10
- 230000000694 effects Effects 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 5
- 230000007246 mechanism Effects 0.000 description 4
- 230000001133 acceleration Effects 0.000 description 3
- 238000006386 neutralization reaction Methods 0.000 description 3
- 238000013461 design Methods 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 239000012811 non-conductive material Substances 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000002801 charged material Substances 0.000 description 1
- 208000027744 congestion Diseases 0.000 description 1
- 238000002242 deionisation method Methods 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/16—Delivering or advancing articles from machines; Advancing articles to or into piles by contact of one face only with moving tapes, bands, or chains
- B65H29/18—Delivering or advancing articles from machines; Advancing articles to or into piles by contact of one face only with moving tapes, bands, or chains and introducing into a pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H39/00—Associating, collating, or gathering articles or webs
- B65H39/16—Associating two or more webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/24—Delivering or advancing articles from machines; Advancing articles to or into piles by air blast or suction apparatus
- B65H29/241—Suction devices
- B65H29/242—Suction bands or belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/0006—Article or web delivery apparatus incorporating cutting or line-perforating devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/04—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with transverse cutters or perforators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/004—Feeding articles separated from piles; Feeding articles to machines using electrostatic force
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/421—Forming a pile
- B65H2301/4212—Forming a pile of articles substantially horizontal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/443—Moving, forwarding, guiding material by acting on surface of handled material
- B65H2301/4433—Moving, forwarding, guiding material by acting on surface of handled material by means holding the material
- B65H2301/44334—Moving, forwarding, guiding material by acting on surface of handled material by means holding the material using electrostatic forces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/513—Modifying electric properties
- B65H2301/5132—Bringing electrostatic charge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/513—Modifying electric properties
- B65H2301/5133—Removing electrostatic charge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/53—Auxiliary process performed during handling process for acting on performance of handling machine
- B65H2301/532—Modifying characteristics of surface of parts in contact with handled material
- B65H2301/5322—Generating electrostatic charge at said surface
Definitions
- the invention relates to an apparatus for processing a multilayer electrostatically chargeable web into individual superimposed sheets, comprising a conveyor for transporting the sheets, an electrostatic discharge device for electrostatically discharging the sheets, and a stack tray located downstream of the conveyor for forming stacks of the overlying sheets; wherein the electrostatic discharge device is arranged in the region of the stack tray and has a device for electrostatically charging compressed air with opposite polarity to the sheets and a blowing device for blowing this air against the sheets.
- the relative movements between machine components and the material and / or within the material occurring during the further processing may result in electrostatic charges depending on the material and environmental conditions. These electrostatic charges may hinder the further processing in a subsequent device.
- electrostatically charged material e.g. In the area of the conveyor device, anti-statics units installed fixedly over the entire working width are known which attempt to unload the material passing by them.
- the short residence time of the material under these antistatic units during transport does not result in the desired complete discharge.
- the material tends to recharge on its way to the stacker tray.
- the invention now proposes to arrange in a device of the type mentioned the means for electrostatic charging of compressed air with respect to the arcs opposite polarity and the blowing device for blowing this air against the sheets in a housing whose one section limits the stack tray, a stop forms for the stack and having the blowing device.
- the electrostatic discharge device is disposed in the upstream portion, preferably on the upstream side, of the stack tray.
- the blowing device blows the air substantially against the trailing edges of the sheets.
- the blowing device has a nozzle arrangement.
- the portion of the housing defining the stack tray can be provided with openings for the blowing out of the air. These openings are stiffened so that they allow an acceleration of the exiting air with an electrostatic discharge effect in the direction of the forming stack.
- the housing consists of an electrically non-conductive material.
- the electrostatic discharge device is a deionization device.
- suction means may be provided which sucks disturbing air between the stacking sheets with negative pressure effect.
- the at least one cutting device for cutting the multilayer material web into corresponding superimposed sheets, an electrostatic charging device for electrostatic charging of the multilayer material web and a first located upstream of the cutting device and a first located downstream of the cutting device second conveying device for transporting the multilayer material web has the electrostatic charging device in the region of the first or the second conveying device adjacent to the cutting device.
- the electrostatic charging device may be arranged essentially between the cutting device and the upstream or downstream thereof located second conveying device, but this does not preclude an overlapping arrangement with respect to the first or second conveying device, if the electrostatic charging device adjacent is arranged to the cutting device, so that an electrostatic charge of the material web can take place substantially immediately before or after cutting.
- At least downstream of the cutting device located second conveyor device to an endlessly circulating conveyor belt assembly which need only consist of one or more sub-bands on which or rest of the multilayer material web cut superimposed sheets.
- upper bands in the second conveyor can be dispensed with.
- the omission of the upper strip web leads to considerable structural simplifications and thus to considerable savings.
- adjustments such as adjustment of the tape positions to the formats or adjustment of the friction of the lower belts to the upper belts are not necessary as in the prior art.
- the second conveyor from above easily accessible, which can be easier to eliminate interference.
- the risk of damage to the transported sheets is reduced by the unobstructed free transport, which is particularly relevant for coated paper sheets due to their high sensitivity.
- the second conveyor device may have a suction device, wherein expediently an upper run of the conveyor belt arrangement runs above the suction device. If the suction device has a suction surface, an upper run of the conveyor belt assembly should rest on such a suction surface. To increase the suction at least one sub-band should be perforated.
- the electrostatic charging device is an ionizing device.
- the cutting device should in particular have a cross cutter.
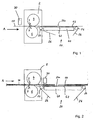
- a first section of a paper processing machine with a cross cutter 2 is fragmentary in the Figures 1 and 2 in a schematic side view and in FIG. 3 generally shown in plan view.
- the cross cutter 2 has a first knife roller 4 with a first knife 5 extending over the entire length of the knife roller 4 and a second knife roller 6 with a second knife 7 extending over the entire length of the knife roller 6.
- the two cutter rollers 4, 6 rotate synchronously in opposite directions to each other in such a way that the two cutter bars 5, 7 meet to cut a running between the two cutter rollers 4, 6 multilayer paper web 10 into individual superimposed sheets 12.
- FIG. 1 the multilayer paper web 10 and the individual superimposed sheets 12 cut therefrom are shown schematically only as one continuous line; this also applies to the rest FIG. 4 , which will be explained later.
- a first conveying device For transporting the multilayer paper web 10 in the direction of the arrow A, a first conveying device is provided upstream of the cross cutter 2, which is not shown in the figures. Furthermore, downstream of the cross cutter 2 downstream of a second conveyor 20 is arranged, which has at least one over deflecting rollers 22, 24 endlessly circulating lower belt 26 which runs with its upper run 26a in the direction of the arrow A. Usually several sub-bands 26 are arranged transversely to the direction of the sheets 12 according to arrow A next to each other.
- the multi-layer paper web 10 static charges.
- the ionizing device 30 consists of a transverse to the paper direction according to arrow A extending lonisierstab. It is achieved by the ionizing device 30 that the individual paper layers of the multilayer paper material web 10 and thus of the subsequently cut sheets 12 cut by the cross cutter 2 adhere to one another and can not slip against one another.
- the ionization device 30 is located downstream of the cross cutter 2 adjacent thereto and thus substantially between the cross cutter 2 and the second conveyor 20.
- the separated sheets 12 are transported on upper runs 26a of the lower belts 26 of the second conveyor 20, whereby the individual sheets 12 can not open due to the electrostatic charge.
- suction boxes 40 are provided, the upper side of which forms a suction surface 42, over which an upper run 26a of the upper belts 26 runs.
- the suction boxes 40 are connected to a suction pump, not shown.
- the suction surfaces 42, which carry the upper run 26a of the lower bands 26, are perforated, such as FIG. 3 lets recognize. In order to increase the suction power in the region of the lower bands 26, these are also perforated accordingly, which in FIG. 3 is also shown schematically.
- the suction boxes 40 for adjustment and maintenance work removably, in particular pivotable downwards, to order.
- the suction effect of individual selected suction boxes 40 can be switched off or turned on, which is advantageous for maintaining a constant negative pressure.
- the second conveying device 20 which transports the sheets 12 to a subsequent overlapping station, not shown in the drawings, the usual upper bands are dispensed with. Therefore, the second conveyor 20 has no upper bands, whereby the conveyor line formed by the second conveyor 20 is structurally simplified and operatively accessible.
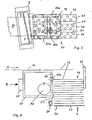
- FIG. 2 schematically shows, in cross section, a further section of the paper-processing machine according to a preferred embodiment of the invention in the region of a stack tray 50, in which the sheets 12 arriving in a stack are stacked to form a stack 14.
- Paper processing machines that strip web-like material from one or more rolls and process it into format stock are, in the majority of cases, designed to create a scaly overlapped stream of sheets 12 within the machine. This scale shape is necessary to avoid the high web take-off and transport speed, which, for reasons of productivity of the plant in which in the FIGS. 1 to 3 shown portion is selected to come to the lowest possible speed for the formation of the stack 14.
- an all-sided closed housing 60 which consists of a non-conductive material.
- the housing 60 has a compressed air connection 62, which is connected to a compressed air source, not shown, and is pumped by the compressed air in the direction of arrow B in the housing 60.
- the housing 60 With its one side 64, the housing 60 delimits the stack tray 50.
- This stack tray 50 facing side 64 of the housing 60 forms in the illustrated embodiment, a vertical flat surface to which the stack 14 is engageable.
- the side 64 of the housing 60 takes over the function of the rear stack stop and at the same time takes over the Anrichtfunktion.
- this vertical side 64 of the housing 60 may also be referred to as a rear-mounted implement.
- the stack tray 50 In the conveying direction, the stack tray 50 is limited by a front end 68, which serves as a stop for the conveyed to the stack tray 50 sheets 12 and consists essentially of a vertically arranged plate body. Accordingly, the stack tray 50 facing side 64th of the housing 60 and the front-end user 68 are parts of a dressing mechanism or form the piecing mechanism.
- a plurality of nozzle-shaped air outlet openings 66 are formed, in such a way that they form over the entire working width at regular intervals perpendicular drilling patterns. These openings 66 are designed such that they achieve an accelerated exit of the compressed air entering through the compressed air connection 62 compressed air in the direction of the forming stack.
- the resulting air streams emerge essentially in the longitudinal direction of the sheets 14 forming the sheet 12 and are directed to the rear edges 12a. In this way, in the stack tray 50 between the sinking sheets 12 air cushion, which provide in conjunction with the already mentioned, but not shown piecing mechanism for an accurate edge formation of the resulting stack 14.
- a de-ionizing device 70 is arranged in the illustrated embodiment within the housing 60, which preferably consists of an antistatic rod.
- This deionizing device 70 ionizes the compressed air entering through the compressed air connection 62 in the housing 60 with respect to the arcs 12 opposite polarity, so that exiting the outlet openings 66 compressed air simultaneously exerts a de-ionizing effect on the sheets 12 of the forming stack 14.
- the targeted introduction of blowing air with deionizing effect in the forming stack 14 both an electrostatic neutralization of the sheets 12 and the generation of the air cushion described above exactly on the Place where these effects must necessarily be present.
- the housing 60 receives no electrically conductive connections.
- the stack tray 50 is bounded below by a bottom 52 are piled on the sheets 12 to form the stack 14 and which is mounted by a mechanism, not shown, in the vertical direction according to double arrow C movable.
- a mechanism not shown, in the vertical direction according to double arrow C movable.
- a squeegee 80 is disposed in the lower region of the stack tray 50, which sucks with negative pressure disturbing air between the sheets 12 of the stack 14 in the illustrated embodiment in its lower region.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
- Pile Receivers (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Collation Of Sheets And Webs (AREA)
- Elimination Of Static Electricity (AREA)
- Preliminary Treatment Of Fibers (AREA)
- Treatment Of Fiber Materials (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10344192 | 2003-09-22 | ||
| DE10344192A DE10344192B4 (de) | 2003-09-22 | 2003-09-22 | Vorrichtung zur Verarbeitung von Stapel aus elektrostatisch aufladbaren Flachteilen |
| EP04022117A EP1516838B1 (de) | 2003-09-22 | 2004-09-17 | Vorrichtung zur Verarbeitung von Stapeln aus elektrostatisch aufladbaren Flachteilen |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04022117A Division EP1516838B1 (de) | 2003-09-22 | 2004-09-17 | Vorrichtung zur Verarbeitung von Stapeln aus elektrostatisch aufladbaren Flachteilen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1595836A1 EP1595836A1 (de) | 2005-11-16 |
| EP1595836B1 true EP1595836B1 (de) | 2009-01-14 |
Family
ID=34177918
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05015721A Expired - Lifetime EP1595836B1 (de) | 2003-09-22 | 2004-09-17 | Vorrichtung zur Verarbeitung von Stapeln aus elektrostatisch aufladbaren Flachteilen |
| EP04022117A Expired - Lifetime EP1516838B1 (de) | 2003-09-22 | 2004-09-17 | Vorrichtung zur Verarbeitung von Stapeln aus elektrostatisch aufladbaren Flachteilen |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04022117A Expired - Lifetime EP1516838B1 (de) | 2003-09-22 | 2004-09-17 | Vorrichtung zur Verarbeitung von Stapeln aus elektrostatisch aufladbaren Flachteilen |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US20050077171A1 (enExample) |
| EP (2) | EP1595836B1 (enExample) |
| JP (1) | JP2005096997A (enExample) |
| KR (1) | KR100704459B1 (enExample) |
| CN (1) | CN1673057B (enExample) |
| AT (2) | ATE420835T1 (enExample) |
| AU (1) | AU2004212613A1 (enExample) |
| BR (1) | BRPI0404018A (enExample) |
| CA (1) | CA2482167A1 (enExample) |
| DE (3) | DE10344192B4 (enExample) |
| ES (2) | ES2318386T3 (enExample) |
| PT (2) | PT1595836E (enExample) |
| RU (1) | RU2364566C2 (enExample) |
| ZA (1) | ZA200407562B (enExample) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10344192B4 (de) * | 2003-09-22 | 2009-04-30 | E.C.H. Will Gmbh | Vorrichtung zur Verarbeitung von Stapel aus elektrostatisch aufladbaren Flachteilen |
| NL1029461C2 (nl) * | 2005-07-07 | 2007-01-09 | Simco Nederland | Werkwijze en inrichting voor het bijeenhouden van een elektrisch niet-geleidende stapel van voorwerpen. |
| DE102006009785A1 (de) * | 2006-03-01 | 2007-09-06 | E.C.H. Will Gmbh | Vorrichtung, Verfahren und Anlage zum Ansammeln von Flachteilen zu Stapeln |
| DE102007024945A1 (de) * | 2006-06-06 | 2007-12-13 | Eastman Kodak Co. | Verfahren und Vorrichtung zum Transport eines Bogens in einer Druckmaschine |
| JP2008264967A (ja) * | 2007-04-24 | 2008-11-06 | Komori Corp | シーター装置 |
| US8559156B2 (en) | 2008-06-03 | 2013-10-15 | Illinois Tool Works Inc. | Method and apparatus for charging or neutralizing an object using a charged piece of conductive plastic |
| KR100929191B1 (ko) * | 2009-03-11 | 2009-12-01 | 태평판지 주식회사 | 지류 공급장치 |
| DE102012206847A1 (de) | 2012-04-25 | 2013-11-07 | E.C.H. Will Gmbh | Saugfördervorrichtung zum Transport von Flachteilen |
| DK3077309T3 (en) * | 2013-11-06 | 2019-04-23 | Jesco Holding Aps | System and method for providing ionized air for extruded mold blown web materials and a knife for cutting a tubular extruded mold blown web material into two or more webs |
| SE538854C2 (sv) * | 2014-01-09 | 2017-01-03 | Valmet Oy | Rullstol för mottagande och upprullning av en pappersbana, som kommer från en torkcylinder i en pappersmaskin, till en rulle, samt en pappersmaskin som använder en rullstol |
| SMT202300449T1 (it) * | 2014-06-13 | 2024-01-10 | Bierrebi Italia S R L | Apparecchiatura per il trattamento, in particolare per il taglio, di un corrispondente materiale |
| JP6529305B2 (ja) * | 2015-03-26 | 2019-06-12 | 株式会社小森コーポレーション | シート排出装置 |
| CN106185438A (zh) * | 2016-08-24 | 2016-12-07 | 成都瀚江新材科技股份有限公司 | 一种自动切棉机 |
| AT520462A1 (de) * | 2017-09-15 | 2019-04-15 | Andritz Ag Maschf | Verfahren zum Querschneiden einer entlang einer Bewegungsrichtung bewegten Materialbahn sowie Vorrichtung hierzu |
| JP7386605B2 (ja) * | 2017-11-30 | 2023-11-27 | ミュラー・マルティニ・ホルディング・アクチエンゲゼルシヤフト | ペーパーウェブの切断又は穿孔をするための装置及び方法 |
| CN108214611A (zh) * | 2018-01-29 | 2018-06-29 | 启东市美迅机械有限公司 | 一种横切机构 |
| CN108622667A (zh) * | 2018-04-16 | 2018-10-09 | 泉州市科盛包装机械有限公司 | 一种条烟稳定堆垛方法 |
| CN112041175B (zh) * | 2018-07-23 | 2022-06-03 | 惠普发展公司,有限责任合伙企业 | 介质传输 |
| CN109434932A (zh) * | 2018-09-30 | 2019-03-08 | 上海诗冠印刷有限公司 | 一种模切机的收料装置 |
| CN113799478B (zh) * | 2020-06-17 | 2023-09-12 | 菱铁(厦门)机械有限公司 | 一种薄膜印刷系统 |
| EP3928937A1 (en) * | 2020-06-26 | 2021-12-29 | Tetra Laval Holdings & Finance S.A. | A cutting unit |
| CN112141769B (zh) * | 2020-10-24 | 2022-03-25 | 潍坊合一机械有限公司 | 一种元宝机及折纸工艺 |
| DE102020129872B3 (de) * | 2020-11-12 | 2022-01-05 | Koenig & Bauer Ag | Stapelschneidevorrichtung mit einer ersten Stapelpositioniereinrichtung |
| US12006129B2 (en) * | 2021-07-28 | 2024-06-11 | Inteplast Group Corporation | Sheet product package and method of making dispensable sheet product |
| CN116788884A (zh) * | 2023-05-29 | 2023-09-22 | 郑州中远防务材料有限公司 | 一种无纬布生产设备和生产无纬布的方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1245702B (de) * | 1961-06-02 | 1967-07-27 | Jagenberg Werke Ag | Vorrichtung zum Foerdern, UEberlappen und Ablegen von Bogen aus Papier od. dgl. |
| DE2100980C3 (de) * | 1971-01-11 | 1973-11-29 | Clark-Aiken International, Inc., Lee, Mass. (V.St.A.) | Fördervorrichtung fur einen kontinuierlichen Strom von Bogen |
| US3892614A (en) * | 1973-03-08 | 1975-07-01 | Simco Co Inc | Electrostatic laminating apparatus and method |
| CA1176277A (en) * | 1980-01-21 | 1984-10-16 | Donald C. Fitzpatrick | Telescoping air jets for piling |
| DE3508514A1 (de) * | 1985-03-09 | 1986-09-11 | E.C.H. Will (Gmbh & Co), 2000 Hamburg | Verfahren und vorrichtung zum stabilisieren von papierstapeln |
| JPH0687178B2 (ja) * | 1988-07-01 | 1994-11-02 | バンドー化学株式会社 | 誘電体シートの搬送装置 |
| US5263697A (en) * | 1989-04-18 | 1993-11-23 | Ricoh Company, Ltd. | Finisher for an image forming apparatus |
| US5062764A (en) * | 1990-01-08 | 1991-11-05 | Robert A. Foisie | Method and apparatus using electrostatic charges to stabilize the upper sheets of a stack of paper |
| US5064180A (en) * | 1990-04-09 | 1991-11-12 | Harris Graphics Corporation | Electrostatic diverter |
| JP3856170B2 (ja) * | 1996-11-18 | 2006-12-13 | 富士フイルムホールディングス株式会社 | ウエブの吸着力の制御方法及び装置 |
| US6073527A (en) * | 1997-04-11 | 2000-06-13 | Marquip, Inc. | Method and apparatus for direct shingling of cut sheets at the cutoff knife |
| US6309400B2 (en) * | 1998-06-29 | 2001-10-30 | Ethicon Endo-Surgery, Inc. | Curved ultrasonic blade having a trapezoidal cross section |
| DE10043211A1 (de) * | 2000-09-01 | 2002-03-14 | Heidelberger Druckmasch Ag | Einrichtung zur elektrischen Isolation rotierender Bauteile in Rotationsdruckmaschinen |
| DE10128653A1 (de) * | 2001-06-15 | 2002-12-19 | Will E C H Gmbh & Co | Fördereinrichtung für Bogenlagen und Verfahren zum Zusammenbringen von Bogenlagen |
| DE10144287A1 (de) * | 2001-09-08 | 2003-04-03 | Lohmann Therapie Syst Lts | Verfahren zur elektrostatischen Fixierung von flächenförmigen Gegenständen auf einer Unterlage |
| DE10146919C1 (de) * | 2001-09-24 | 2003-05-15 | Koenig & Bauer Ag | Vorrichtung zur Ausrichtung von in einer Lage übereinander angeordneten Bogen |
| DE10344192B4 (de) * | 2003-09-22 | 2009-04-30 | E.C.H. Will Gmbh | Vorrichtung zur Verarbeitung von Stapel aus elektrostatisch aufladbaren Flachteilen |
-
2003
- 2003-09-22 DE DE10344192A patent/DE10344192B4/de not_active Expired - Lifetime
-
2004
- 2004-09-17 PT PT05015721T patent/PT1595836E/pt unknown
- 2004-09-17 EP EP05015721A patent/EP1595836B1/de not_active Expired - Lifetime
- 2004-09-17 ES ES05015721T patent/ES2318386T3/es not_active Expired - Lifetime
- 2004-09-17 PT PT04022117T patent/PT1516838E/pt unknown
- 2004-09-17 AT AT05015721T patent/ATE420835T1/de active
- 2004-09-17 DE DE502004008868T patent/DE502004008868D1/de not_active Expired - Lifetime
- 2004-09-17 AT AT04022117T patent/ATE398595T1/de active
- 2004-09-17 EP EP04022117A patent/EP1516838B1/de not_active Expired - Lifetime
- 2004-09-17 ES ES04022117T patent/ES2306945T3/es not_active Expired - Lifetime
- 2004-09-17 DE DE502004007379T patent/DE502004007379D1/de not_active Expired - Lifetime
- 2004-09-20 CA CA002482167A patent/CA2482167A1/en not_active Abandoned
- 2004-09-21 AU AU2004212613A patent/AU2004212613A1/en not_active Abandoned
- 2004-09-21 ZA ZA200407562A patent/ZA200407562B/xx unknown
- 2004-09-21 JP JP2004272723A patent/JP2005096997A/ja active Pending
- 2004-09-22 BR BR0404018-0A patent/BRPI0404018A/pt not_active IP Right Cessation
- 2004-09-22 CN CN2004101037692A patent/CN1673057B/zh not_active Expired - Fee Related
- 2004-09-22 RU RU2004128325/11A patent/RU2364566C2/ru not_active IP Right Cessation
- 2004-09-22 US US10/946,617 patent/US20050077171A1/en not_active Abandoned
- 2004-09-22 KR KR1020040075750A patent/KR100704459B1/ko not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE10344192A1 (de) | 2005-05-04 |
| KR100704459B1 (ko) | 2007-04-10 |
| PT1595836E (pt) | 2009-03-10 |
| CN1673057A (zh) | 2005-09-28 |
| ES2306945T3 (es) | 2008-11-16 |
| RU2004128325A (ru) | 2006-03-10 |
| JP2005096997A (ja) | 2005-04-14 |
| KR20050029715A (ko) | 2005-03-28 |
| CA2482167A1 (en) | 2005-03-22 |
| EP1595836A1 (de) | 2005-11-16 |
| ATE398595T1 (de) | 2008-07-15 |
| DE502004007379D1 (de) | 2008-07-31 |
| BRPI0404018A (pt) | 2005-05-24 |
| PT1516838E (pt) | 2008-09-26 |
| CN1673057B (zh) | 2010-11-24 |
| RU2364566C2 (ru) | 2009-08-20 |
| ZA200407562B (en) | 2005-07-01 |
| EP1516838A3 (de) | 2005-06-01 |
| ATE420835T1 (de) | 2009-01-15 |
| EP1516838A9 (de) | 2005-07-27 |
| DE10344192B4 (de) | 2009-04-30 |
| ES2318386T3 (es) | 2009-05-01 |
| DE502004008868D1 (de) | 2009-03-05 |
| EP1516838A2 (de) | 2005-03-23 |
| AU2004212613A1 (en) | 2005-04-07 |
| US20050077171A1 (en) | 2005-04-14 |
| EP1516838B1 (de) | 2008-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1595836B1 (de) | Vorrichtung zur Verarbeitung von Stapeln aus elektrostatisch aufladbaren Flachteilen | |
| EP0986478B1 (de) | Verfahren zum Einziehen einer Teilpapierbahn | |
| EP0108109B1 (de) | Vorrichtung zum auftrennen von mehrlagigen endlosformularsätzen o. dgl. | |
| EP0559846B1 (de) | Einrichtung zum wenden eines blattes unter gleichzeitiger änderung der förderrichtung | |
| DE69221159T2 (de) | Vorrichtung und verfahren zum herausnehmen eines blattes aus einer regelmässigen anordnung von blättern | |
| EP1266854B1 (de) | Fördereinrichtung für Bogenlagen und Verfahren zum Zusammenbringen von Bogenlagen | |
| DE2643709A1 (de) | Sortiervorrichtung fuer ungeordnet verteiltes stueckgut | |
| DE4314832C1 (de) | Stapelvorrichtung für tafelförmige Güter | |
| DE4034339C2 (de) | Verfahren und Vorrichtung zur elektrostatischen Aufladung von Papierbögen | |
| EP2841367B1 (de) | Vorrichtung zum schuppen und ablegen von bögen auf einen stapel | |
| DE3805779A1 (de) | Vorrichtung und verfahren zum schindeln von einzelnen, nacheinander von stromauf nach stromab gefoerderten blaettern | |
| EP0567807A1 (de) | Aktive Schnittstelle für einen Schuppenstrom von Druckprodukten | |
| EP1037829B1 (de) | Einrichtung zur übertragung von flächenhaften produkten auf eine transporteinrichtung | |
| EP2841365A1 (de) | Saugfördervorrichtung zum transport von flachteilen, und anlage zum herste llen!von flachteilen umfassend einer solchen saugfördervorrichtung | |
| EP0697989B1 (de) | Vorrichtung zum schuppen und ablegen von bogen auf einen stapel | |
| EP0890538B1 (de) | Rollenschneider | |
| EP0820949A1 (de) | Produktführungseinrichtung am Schneidzylinderpaar eines Falzapparates | |
| DE60113810T2 (de) | Vorrichtung zum separieren von abfall beim schneiden von papierrollen aus einer langen stange | |
| EP1914165A1 (de) | Verfahren und Einrichtung zur Erstellung einer Reihe von flachen Objekten | |
| DE1931208C3 (de) | Vorrichtung zum Fördern und Ablegen von Bögen aus Papier und anderem blattförmigen Material in Stapeln | |
| EP1612174B1 (de) | Vorrichtung zur Ausrichtung von in einer Lage übereinander angeordneten Bogen | |
| DE60312521T2 (de) | Maschine zum Anbringen von teilweise klebenden Streifen an Produkte | |
| DE4012943C2 (enExample) | ||
| DE102008025667A1 (de) | Fördereinrichtung für Bogenlagen und Verfahren zum Bilden und Fördern eines Schuppenstroms aus Bogenlagen | |
| DE2100980A1 (de) | Einrichtung zum Schneiden und Fördern von Papierbogen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1516838 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20060324 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAC | Information related to communication of intention to grant a patent modified |
Free format text: ORIGINAL CODE: EPIDOSCIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1516838 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502004008868 Country of ref document: DE Date of ref document: 20090305 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20090226 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2318386 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090114 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090114 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090114 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090114 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090114 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090114 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090114 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20090923 Year of fee payment: 6 |
|
| 26N | No opposition filed |
Effective date: 20091015 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090414 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090415 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20100928 Year of fee payment: 7 Ref country code: FI Payment date: 20100928 Year of fee payment: 7 Ref country code: FR Payment date: 20101005 Year of fee payment: 7 Ref country code: SE Payment date: 20100923 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20100929 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20100818 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20100929 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20110401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090917 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090114 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090114 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20120319 |
|
| BERE | Be: lapsed |
Owner name: E.C.H. WILL G.M.B.H. Effective date: 20110930 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110917 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120319 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110917 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110930 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110930 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110917 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 420835 Country of ref document: AT Kind code of ref document: T Effective date: 20110917 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110917 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110918 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502004008868 Country of ref document: DE Representative=s name: VON ROHR PATENTANWAELTE PARTNERSCHAFT MBB, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502004008868 Country of ref document: DE Owner name: BW PAPERSYSTEMS HAMBURG GMBH, DE Free format text: FORMER OWNER: E.C.H. WILL GMBH, 22529 HAMBURG, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20220629 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20220926 Year of fee payment: 19 Ref country code: ES Payment date: 20221121 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502004008868 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240403 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20241104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230917 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230917 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230918 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230918 |