EP1281491A2 - Maschine und Verfahren zum Bearbeiten von Werkstücken aus Holz, Kunststoff oder dergleichen - Google Patents
Maschine und Verfahren zum Bearbeiten von Werkstücken aus Holz, Kunststoff oder dergleichen Download PDFInfo
- Publication number
- EP1281491A2 EP1281491A2 EP02017186A EP02017186A EP1281491A2 EP 1281491 A2 EP1281491 A2 EP 1281491A2 EP 02017186 A EP02017186 A EP 02017186A EP 02017186 A EP02017186 A EP 02017186A EP 1281491 A2 EP1281491 A2 EP 1281491A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- feed unit
- machine
- machine according
- jaws
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27C—PLANING, DRILLING, MILLING, TURNING OR UNIVERSAL MACHINES FOR WOOD OR SIMILAR MATERIAL
- B27C1/00—Machines for producing flat surfaces, e.g. by rotary cutters; Equipment therefor
- B27C1/12—Arrangements for feeding work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27F—DOVETAILED WORK; TENONS; SLOTTING MACHINES FOR WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES
- B27F1/00—Dovetailed work; Tenons; Making tongues or grooves; Groove- and- tongue jointed work; Finger- joints
- B27F1/02—Making tongues or grooves, of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27M—WORKING OF WOOD NOT PROVIDED FOR IN SUBCLASSES B27B - B27L; MANUFACTURE OF SPECIFIC WOODEN ARTICLES
- B27M1/00—Working of wood not provided for in subclasses B27B - B27L, e.g. by stretching
- B27M1/08—Working of wood not provided for in subclasses B27B - B27L, e.g. by stretching by multi-step processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/647—With means to convey work relative to tool station
- Y10T83/654—With work-constraining means on work conveyor [i.e., "work-carrier"]
- Y10T83/6542—Plural means to constrain plural work pieces
Definitions
- the invention relates to a machine for processing workpieces made of wood, plastic or the like according to the preamble of Claim 1 and a method for processing such Werkstükke according to the preamble of claim 47.
- the invention is based on the object, the generic machine and the generic method in such a way that a reliable and easy transport through the machine as well as a dimensionally accurate positioning of the workpieces is guaranteed.
- each workpiece can be over track, measure and position the axes of the machine very accurately. It can be dispensed with limit switch, as with conventional machines are used.
- the jaws are arranged above and below the workpiece, so that it from is clamped at the top and bottom. This allows the workpiece to machined his long sides easily with appropriate tools become.
- the upper and lower jaws are arranged so that they, seen in plan view, arranged in a gap to each other and there is little space between them.
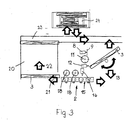
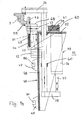
- the Machine according to FIG. 1 has a transverse profiling unit 1 and a longitudinal profile unit perpendicular to it 2. With the cross profile unit the woods 3 are processed on the front side. In the longitudinal profile unit 2, the woods are then on their long sides profiled.
- the wood to be processed 3 are in the Querprofilierech. 1 with a clamping device 4 in a predetermined position preferably clamped centrally on a carriage 5 'by a vertical Axis 6 is pivotable.
- the carriage 5 'can along a cross slide 5 are moved, which is movable along a guide 7. Both carriages 5, 5 'are thus in mutually perpendicular directions adjustable.
- the Querprofilierü is provided with at least one saw 8, with the respective end of the wood 3 can be sawed off. Depending on Location of the wood 3 relative to the saw 8, the front sides of the wood 3 perpendicular, but also acute or obtuse to the Sawed longitudinal direction of the woods. In this case, that will Wood 3 with the clamping device 4 about the axis 6 in the desired Angle pivoted.
- This is a (not shown) motor Drive provided with which the clamping device 4 automatically in the desired position can be pivoted.
- the Clamping device 4 connected to a CNC controller.
- the saw 8 has a circular saw blade 9, which is about a horizontal axis is rotatably driven. Following the saw 8 is the Querprofiliermati 1 provided with at least one vertical spindle 10, on the known manner, a pin / slot tool 11 rotatably sitting. With him the previously sawn end of the wood 9 is cross-profiled, For example, tapped or slotted or with a counter profile Mistake.
- the spindle 10 with the tool 11 can be known in the Way be adjustable in the axial direction. In this case, sit on the spindle 10 on top of each other two or more tools with which edited the ends of the wood 3 in the desired manner can be.
- the spindle 10 can also be adjusted radially be to the spindle 10 to different diameters to adjust the respective tool 11.
- the cross profile unit 1, as in the illustrated embodiment, with a second spindle 10 may be provided for another tool 11. These second spindle 10 is moved back and thus not in use. Instead of driving back this spindle 10, the clamping device can also 4 by means of the carriage 5 'on the cross slide 5 retracted become.
- the Querprofilierü 1 Following the spindle 10 is the Querprofilierü 1 with at least a drilling and / or dowel unit 12 provided. With her can the wood 3 following the Querprofiliervorgang with at least a bore and / or be provided with at least one dowel.
- the Querprofilierü 1 can also only the saw 8 and / or the Spindle 10 and / or the unit 12 have.
- the cross slide 5 is from the initial position shown in Fig. 1 from along the guide 7 in the direction of arrow 13 is moved. It will the clamped wood 3 successively first with the saw 8 end sawn, then transversely profiled and drilled and / or dowelled.
- the cross slide 5 in Transport direction 14 moved back to its original position and the clamping device 4 is pivoted about the vertical axis 6 be that in a renewed passage of the wood 3 through the Querprofiliertechnik 1 sawed the other end of the wood 3 and is cross-profiled.
- the wood 3 is first at both Edited ends before passing it to the Lssensprofiliertechnik 2 becomes. Such a procedure is shown in FIG.
- the Wood 3 is in the described manner twice through the Querprofiliermaschine 1 transports and edited both ends. Subsequently is the double-sided processed wood 3 of Leksprofilierü 2 pass, in which the wood 3 in to be described Longitudinally profiled.
- the Leksprofiliertician 2 provided with two spindles 17, on each of which at least a Leksprofiliertechnikmaschine Weg 18 sits.
- the drilling units 16 be in the transport direction right longitudinal side and in the Top and / or bottom of the wood made 3 holes.
- the Leksprofiliertician 2 can with be equipped with other spindles.
- Fig. 1 shows an example behind the second longitudinal profiling spindle 17 has a horizontal groove spindle 84.
- Fig. 2 shows a first embodiment of the machine, wherein the Wood 3 in the Querprofilieriser 1 in the manner described processed twice in succession at both ends becomes. Subsequently, the wood 3 of the feed unit 15 is transferred, the wood on the drilling units 16 and the two Longitudinal profiling tools 18 of Leksprofiliertechnik 2 passes.
- the Lssensprofilierwerkmaschinee 18 and the drilling units 16 are so arranged that the wood 3 when passing on its right longitudinal side, as described above, is processed.
- the machine with a second L Lucassprofiliertechnik 2 with other Lijnsprofilierwerkmaschinemaschineen 18 and provided further drilling units 16. They are arranged that processed with them in the passage of the timber 3, the left longitudinal side becomes.
- the processed wood 3 passes through the Lssensprofilieriser after passing 2 on a cross conveyor 20, with the wood back is transported to the cross-profiling unit 1.
- the wood 3 is initially in the transport direction 13 in the Querprofilieriser 1 in the manner described transported.
- the circular saw blade 9 of the circular saw 8 is the corresponding Sawed off the end of the wood 3 and with the subsequent Tool 11 cross-profiled, for example, slotted or tapped.
- the drilling and / or dowel unit 12 th the wood 3 drilled and / or dowelled.
- the wood is 3 passed to the feed unit 15 of Leksprofilierü 2.
- Leksprofilierü is the wood 3 with the drilling units 16th drilled on its long side and on its top and / or bottom.
- the longitudinal side with at least one the two spaced apart longitudinal profiling tools 18 longitudinal profiled.
- the one end and one long side processed wood 3 then passes to the cross conveyor 20, with the the wood perpendicular to the transport direction 21 in the Leksprofiliertechnik 2 is transported in the transport direction 22.
- the cross conveyor 20 passes the wood 3 a transport device 23, parallel to the Feed unit 15 is located and the wood 3 back to Querprofiliermaschines.
- the wood 3 is received by the clamping device 4 and aligned so that the other, not yet worked Sawed end of the wood 3 with the saw 8, with the tool 11 cross profiled, for example slotted or tapped, and optionally is processed with the drilling and / or dowel unit 12.
- the now processed at both ends wood 3 is so the feed unit Pass 15 of Leksprofiliertechnik 2 that not yet processed longitudinal side of the timber 3 to the drilling units 16 and the two Leksprofiliertechnikmaschinemaschinectionen 18 is passed.
- the Drilling units 16 if necessary, this longitudinal side of the wood 3 drilled.
- the wood 3 is longitudinal profiled.
- the machine according to FIG. 3 represents a circular system in which the wood is transported twice through the machine. After this The wood passes twice through the machine and it gets done processed wood either on the cross conveyor 20 over another Processing supplied. But it is also possible to finish the finished To pass wood 3 to the cross conveyor 20, which finished the finished Wood 3 of the transport device 23 passes, which the wood in a magazine 24 (Fig. 3) stores.
- the woods 3 lie with their long sides together and are in the clamping device 4 clamped. It is designed as a clamp and has a lower jaw 25 and an upper jaw 26.
- the Woods 3 are stretched between the two jaws 25, 26.
- the Jaws 25, 26 have flat bearing surfaces 27, 28, so that the Wood can be reliably clamped.
- the upper jaw 26 is adjustable in height direction 29 (FIG. 8).
- the whole Clamping device 4 is transverse to the axis of the woods 3, as described, adjustable in direction of arrow 13.
- the lower jaw 25 is at the free end with an upward Stop 31 provided that slipping of the woods 3 transversely to the jaws 25, 26 prevents and exact alignment or position of the woods 3 guaranteed.
- the jaw 25 is about a transverse horizontal axis to its longitudinal direction 32 swiveling. Should the woods 3 in a manner to be described be transferred to the feed unit 15 of the L Lucassprofiliertechnik 2, can the jaw 25 about the axis 32 so far down in a release position are pivoted that the stopper 31 outside the movement path of the woods 3 is (Fig. 8).
- Fig. 7 shows the initial position in the transfer of the woods 3 of the Clamping device 4 of the transverse profiling unit 1 in the feed unit 15 of Lssensprofilierü 2.
- the clamping device 4 and the feed unit 15 have in this starting position distance from each other.
- an intermediate clamping device 33 In the area between the clamping device 4 and the feed unit 15 is an intermediate clamping device 33, the two superimposed lying jaws 34, 35, of which at least one is adjustable in height direction.
- the entire Intermediate clamping device 33 adjustable in height direction.
- a Transfer unit 36 the two spaced apart horizontal, endless circumferential bands 37, 38 has. They are each mounted on a support 39, 40, of which at least one in the height direction is adjustable. This allows the distance between the two bands 37, 38 simply to the thickness of the transported 3 woods are adjusted.
- the entire transfer unit 36 is also adjustable in height direction.
- the clamping device 4 is initially in the adjustment 30 adjusted against the intermediate clamping device 33.
- the two Clamping jaws 34, 35 of the clamping device 33 are set that the woods 3 reliably between the jaws 34, 35 retract can.
- the clamping device 33 is located in the area outside the adjustment of the clamping device 4 and its jaws 25, 26.
- the tensioning device 4 is adjusted so far until the woods 3 completely between the jaws 34, 35 of the clamping device 33 lie (Fig. 8). Once the woods 3 completely between the Jaws 34, 35 are retracted, one of the jaws, in the embodiment, the upper jaw 34 against the woods.
- the two bands 37, 38 have this one such a distance from each other that during the subsequent adjustment the transfer unit 36 in the direction of the intermediate clamping device 33 reach the woods 3 between the two bands 37, 38 ( Figure 9).
- the distance between the two bands is adjusted that when adjusting the transfer unit 36 in the transfer position Do not touch the woods 3.
- at least one of the carrier 39, 40 of the transfer unit 36 adjusted so that the woods 3 of the Bands 37, 38 can be detected.
- the feed unit 15 has in a manner to be described above their length evenly distributed clamping jaws, with which the woods 3 are clamped on a support 45.
- the displacement path the woods 3 in the adjustment 44 is by stops 46, which is distributed over the length of the feed unit 15 arranged are and at which the woods 3 come to the plant.
- FIG. 11 shows the situation in which the feed unit 15 is correspondingly advanced and the second wood 3 in the feed unit 15th has transported.
- the upper carrier 39 of the transfer unit 36th Move upward, so that the transfer unit 36 against adjustment 42 (FIG. 8) can be reduced. Subsequently the transfer unit 36 is lowered again, so that they for the next delivery cycle is available.
- those to be edited Woods 3 long can in the feed unit 15 at appropriate Length only one wood can be clamped. Then the sled must 5 Wait in the transfer position until the feed unit 15 after the delivery of the longitudinally profiled wood 3 back into the Transfer area is reduced.
- the clamping device 4 of the transverse profiling 1 only one wood 3 or even more than two woods record. is the wood 3 as wide as the clamping elements of the clamping device 4, then takes the clamping device 4 only a wood 3 and passes it after processing in the Querprofilierü 1 in the described Way of the feed unit 15.
- the clamping device 4 Move back to the starting position to pick up the next workpieces.
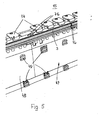
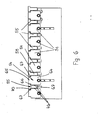
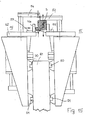
- the feed unit 15 is closer explained. It has a carrier 47, which is advantageous over the length the feed unit 15 extends.
- the carrier 47 is with a vertical Rear wall 48 provided at the distributed over the length guide elements 49 are attached.
- These guide elements 49 are in two horizontal, spaced apart rows arranged ( Figures 4, 5 and 14). With the guide elements 49 sits the feed unit 15 on two mutually parallel guide rails 50, 51st ( Figure 14) provided on a machine frame (not shown) are.
- the rear wall 48 of the carrier 47 is at the upper end in a perpendicular to her lying support member 52 via.
- At its bottom is at least one drive 53 for jaws 54 attached.
- the drive 53 has advantageous lifting cylinder 56 (Fig. 14), which at the bottom of the horizontal support member 52 are attached and from which down a piston rod 57 protrudes. It is at the bottom over a cross piece 58 with an upwardly directed rod-shaped support 59th connected by at least one guide 60 and a guide bush 61 up above the support member 52 protrudes and at the top free end carries the respective jaw 54. That way are all jaws 54 by a respective lifting cylinder 56 independently adjustable in height direction. Thus, the individual jaws 54 are adjusted independently. It is also possible to group the jaws 54 in groups and groupwise together to disguise.
- At least one rake-like carrier 62 is mounted, in which the stops 46 are stored for the woods 3.
- the attacks 46 are advantageous stop bolts, which are perpendicular to the the jaws 54, 55 facing the top of the carrier 62 protrude and under the force of at least one compression spring 63 are. These move the stops 46 axially into a stop position.
- the jaws 54 have a square in plan view (FIG. 6) Base 64, the one at its terminal longitudinal edge rectangular projection 65 has. This causes the jaws 54 on both sides of the projection 65 with rectangular recesses 66, 67 provided. All jaws 54 are the same and are by far side by side in a row.
- the jaws 54 are advantageously screwed onto the upper end of the carrier 59, so they can be easily and quickly replaced if necessary can be.
- the clamping jaws 54 lie in the vertical direction opposite the clamping jaws 55, whose upper sides 68 form the support 45 (FIG. 10) for the wood 3 to be clamped.
- the jaws 55 are at the same height and are advantageously also limited independently adjustable in height direction. But it is also possible to adjust the lower jaws 55 together or in groups in the height direction. The adjustment can be done via cylinder. But it is possible to adjust the jaws 55 via a CNC axis.
- the clamping jaws 55 are, as can be seen from FIG. 6, arranged at a gap to the clamping jaws 54, seen in plan view of the feed unit 15.
- the lower jaws 55 have a T-shape with a rectangular foot 69, which lies in plan view between adjacent jaws 54.
- the lower clamping jaws 55 are also provided with a web 70 lying at right angles to the foot 69, which, seen in plan view, engages in the recesses 66, 67 of adjacent upper clamping jaws 54. Between the individual jaws 54, 55 there is a small space, seen in plan view. Thereby, the upper jaws 54 can be adjusted in a manner to be described below down between the lower jaws 55 properly and without risk of contact.
- the lower jaws 55 project transversely from a foot 71 (FIG. 14) which connects the jaws 55 with a lifting cylinder 72.
- the lifting cylinders 72 can be the lower jaws 55 in Lowering still to be described, if, as with reference to FIG. 7 to 11 has been explained, the woods 3 after the transverse profiling the feed unit 15 are passed.
- the lifting cylinder 72 are stored on the carrier 47.
- the rake-shaped carrier 62 has horizontal, spaced from each other lying fingers 73 ( Figures 4 and 14), between which the rod-shaped Carrier 59 for the upper jaws 54 and the feet 71 protrude for the lower jaws 55.
- the carrier 62 is with with Spaced apart upright supports 74 provided on which the compression springs 63 of the stops 31 are supported by one end are.
- the rake-shaped carrier 62 can be horizontal in Arrow direction 75 are adjusted on the support member 52 of the carrier 47, to the position of the stops 46 to the cross-sectional shape of the 3 to be clamped wood adapt.
- the intended Drive is not shown.
- the adjustment of the rake-shaped Carrier 62 can be done manually; however, it will be advantageous controlled adjusted, so that an automatic adjustment of the Stops 46 with respect to the cross-sectional shape of the machining wood 3 is guaranteed.
- the feed unit 15 can also two or more side by side lying support 62, which are advantageous in each other independently
- the described manner are adjustable to several woods in a row to tension, which are processed with different width should.
- the woods are 3 from the Querprofilieriser 1 not directly the feed unit 15th handed over the Lssensprofiliertechnik 2, but with the help of the transfer unit 36. It is in the transfer position (Fig. 9) with respect to arranged the feed unit 15, that the belts 37, 38 of the transfer unit 36 only a small distance from the jaws 54, 55th the feed unit 15 have. This allows the woods 3 easily from the transfer unit 36 in the feed unit 15 transport. To ensure a trouble-free and optimal transfer of wood 3 to reach before the delivery of the woods, the lower Jaws 55 slightly lowered so far that the support side 68 of the lower jaws 55 below the support level of the lower Bandes 38 of the transfer unit 36 is located. This can do that Wood 3 easily between the two jaws 54, 55 of the Feed unit 15 are transported.
- the stops 46 are by appropriate displacement of the rake-shaped carrier 62 in the direction of displacement 75 before the transfer the woods 3 set in the necessary position.
- the upper ones Jaws 54 are slightly up during delivery adjusted, so that they do not interfere with the transfer process.
- the upper and the lower Clamps 54, 55 moved together by the corresponding Lifting cylinder 56, 72 are operated. This will be the Woods 3 optimally between the jaws 54, 55 of the feed unit 15 clamped.
- the clamping is done so that through the L Lucassprofilierwerkmaschinemaschinemaschinemaschinee 18 to be machined longitudinal side of the woods 3 exposed, so that this longitudinal side without obstruction by the Clamping jaws 54, 55 can be processed.
- the feed unit 15 forms not only the transport device for the woods in the Lssensprofilierü 2, but at the same time the clamping device. This will make the high precision machining of the Woods 3 optimally ensured during the Lssensprofiliervorganges.
- FIG. 14 the long side of the woods 3 to be processed stands sufficiently far beyond the jaws 54, 55 of the feed unit in front. As a result, on this longitudinal side the required processing be made.
- Fig. 5 shows that on this longitudinal side of the wood 3, for example, two holes 76 in the longitudinal side and two holes 76 in the top of the wood 3 with the drilling units 16 have been attached.
- the drive of the feed unit 15 is designed as a CNC axis, so that the tensioned wood 3 can be moved exactly in the position for drilling. By doing Area where the two holes 76 in the top of the wood 3 is the appropriate upper jaw 54 of the feed unit 15 has been lowered. This is the wood 3 at this point free, so that with the appropriate drilling unit 16 the holes can be attached.
- the corresponding Jaws 54 which in the further processing of the Wood 3 in Leksprofilierü 2 could disturb, before handing over the woods 3 in the feed unit under the support level 68th the lower jaws 55 are lowered by the corresponding Lifting cylinder 56 is actuated.
- the in the feed unit 15th clamped wood 3 can then be exactly relative to the machine-fixed Drilling units 16 drive, the locational exactly the necessary Install holes.
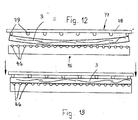
- the transport unit 77 will be described with reference to FIGS. 12 and 13, with the woods 3 in the manner described from the transfer unit 36 are pushed into the feed unit 15.
- the transport unit 77 has a plate-shaped carrier 78, the its the wood 3 side facing with spaced apart Antikbacken 79 has.
- the Antikbacken 79 extend about the height of the beam 78 and the wood 3.
- the front sides the Antikbacken 79 are rounded, so that they only linear rest against the wood 3.
- the transport unit 77 is provided with a (not shown) drive, preferably with lifting cylinders, in the direction adjusted to the stops 46 in the feed unit 15.
- the transport unit 77 is located in the transfer area of the woods 3 from the transverse to L Lucassprofilieriser and is part of Transfer unit 36.
- the transport unit 77 is then actuated when the woods 3 between the open jaws 54, 55 of the feed unit 15 are pushed.
- the jaws 54, 55 remain open until the wood 3 by means of the transport unit 77 at the attacks 46 has been brought to bear.
- the Clamping jaws 54, 55 of the feed unit 15 is actuated so that they Clamp wood 3. Only when this clamping process is completed, the transport unit 77 is returned to its original position.
- Woods 3 can also be pushed straight to even those woods despite their longitudinal curvature can work properly. Will that be curved timber 3 in the manner described with the transport unit 67 brought to the stops 46 of the feed unit 15 to the plant, becomes by further pressurization the transport unit 77 moves toward the stops 46. Here is the Wood 3 adjacent to the stops 46 straightened (Fig. 13), so that it rests with its one longitudinal side of the stops 46.
- the transport unit 77 remains in its printing position according to FIG. 13 until the jaws 54, 55 of the feed unit 15 the straight pressed wood 3 clamped.
- the elasticity of the Jaws 54, 55 is so high that the wood 3 after returning the transport unit 77 in the feed unit 15 in his straight pressed situation remains.
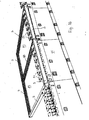
- FIGS. 2 and 15 show the machine with two longitudinal profiler units, which is thus equipped with two feed units 15. As 15 shows, these two feed units 15 are the same, However, arranged mirror images of each other. Are the woods 3 in the manner described in the right in Fig. 2 feed unit 15 clamped, then the woods are with her to the drilling units 16 and past the L Lucassprofilierwerkmaschineen 18, with where the right in the direction of transport 21 long side of the woods 3 edited becomes.
- the left in Fig. 2 feed unit 15 is located in a transfer area 80 (Fig. 2), which is in the area between the Double drilling units 16 and longitudinal profiling tools 18 is provided.
- the two feed units 15 are so to each other arranged, seen in the direction of transport 21 (Fig.
- Fig. 15 shows the machine from the outlet side.
- the right feed unit 15 has the wood 3 so on the appropriate tools has passed in the L Lucassprofiliertechnik 2 that in Fig. 15, the left longitudinal side of the timber 3 has been profiled, in the direction of passage of the wood 3 through the machine is the right long side.
- this feed unit 15 moves into the transfer area 80, are the jaws 54, 55 of FIG. 15 left feed unit 15 so wide that the wood 3 with its protruding Area unhindered between the jaws of this feed unit 15 can retract.
- the rake-shaped carrier 62 with the Stops 46 is moved in the direction of the wood 3, that the Stops 46 come to him to the plant.
- the two feed units 15 are at opposite ends Pages in the manner described on a frame part 81st with the guide rails 50, 51 proceed.
- the machine with one above the other arranged in pairs feed units 15 provided, of which the upper feed units to a horizontal Axis mirrored above the lower feed units 15 are arranged.
- the Performance of the machine increases, since a feed unit already in the each transfer position can go back while the second Feed unit, the wood 3 at the respective Leksprofilierü passes.
- the longitudinal feed of the woods 3 in the Leksprofilierü 2 means the feed unit 15 allows accurate tracking, surveying and positioning the timbers over the axles. Thereby are ensures high manufacturing precision and high process reliability.
- the milling and drilling operations are carried out in one machine, so that a parts complete machining on the machine possible is. Since the woods 3 are transported through the transverse and the longitudinal profile unit 1, 2 are always clamped and not on Table surfaces or stops slip, the corresponding page treated the woods gently. Also, no chip rolling occurs on. With the feed unit 15 and with the clamping device 4 it is possible, the woods 3 several times to the appropriate tools 11, 18 drive by to different processing on the wood 3 make. In this case, the respective spindles 10, 17 respectively radially and / or axially adjusted to those for the different Machining necessary cutting blades engage can.
- the position of the woods 3 can be determined exactly at any time. This makes it possible to use the woods 3 with this machine to process high production precision. In particular, it can in the manner described in the L Lucassprofiliertechnik 2 the Drilling and / or milling with the machine-fixed drilling units 16 are attached, since the woods 3 with the feed units 15 are positioned accurately relative to the drilling units 16 can.
- Dives can also be made on wood 3. This includes are profilings that are not understood over the whole Length of the wood 3 extend. Due to the high positioning accuracy The tools can be exactly in the wood retracted and driven out of it.
- the feed unit 15 Since the feed unit 15 is moved CNC-controlled and also the tools 18 and their spindles 17 CNC-controlled transversely to the direction of travel the feed units 15 are movable, can by Interpolation from these two perpendicular movements the spindle 17 and the feed unit 15 any Contour of the long side of the woods can be achieved. That's how it works the wood Stichbögen, wavy lines and the like without problems produce.
- the machine parts are constructed as modules, so that the machines can be put together in different ways. So is the construction of the machine regardless of its length, as with appropriate Machine lengths a corresponding number of modules is compiled.
- the modules can be assembled to the machine be that they work as a legal or link unit can.
- the magazine 24 (Fig. 1) may be formed so that from him the to be processed wood 3 automatically removed and in the Machine entered and returned after editing become.
- the machine can operate without operator, because a high Process reliability is guaranteed.
- the spindle guides are advantageously made of polymer concrete, which achieves optimal vibration decoupling of the spindles becomes.
- the spindles may, for example, have a length of 700 mm and have a variable stroke of 650 mm. This results a complete freedom in spindle occupation, i. the choice of tools to be attached to the spindles. This is a simple one Design of woodworking possible.
- Feed rollers can wear out and pollute, causing the transport of the woods is affected by the window machine. In addition, must the feed rollers are adjusted. Due to the feed bar the tools on the window machine are difficult accessible. The position of the woods in the machine must be at a such feed unit to be monitored by limit switches, which can lead to problems.
- the frame 82 can be easily inserted into the feed unit 15 and be curious.
- the lowered jaws 54 take the lying in their displacement stops 46 against the force the compression springs 63 with.
- the clamping jaws 54 in the region of the main body 64 so wide that they two at the same time Detect stops 46 and press down.
- Fig. 16 shows a sash 82 with a rung 83.
- the Feed unit 15 can also be two or more adjacent Frame 82 are clamped to mill the outsides.
- the machine is described as an angle machine have been the cross and the longitudinal Sprofiliermati 1, 2 has, which are at right angles to each other.
- the described feed unit 15 may also be provided in a machine that does not have a Querprofiliertechnik with which the woods 3 thus only be processed on at least one longitudinal side.
- the machine according to FIGS. 17a to 17d is mainly used for production used by furniture parts and has no Querprofilierü on.
- the woods 3 are either by hand or through a magazine placed on the feed unit 15 and with the upper and lower Clamping jaws 54, 55 clamped.
- the woods 3 are here with its one end face on a machine-fixed stop 85 for Attachment brought to get a length reference. So that Woods on their abutting the stop 85 end face 86 in still too descriptive way can be edited, stand the woods via the jaws 54, 55 in the transport direction.
- the stopper 85 is from its stop position removed and the feed unit 15 in the transport direction 21 transported.
- the tool 87 may be a tool magazine 88 in which are cutters, drills, angle units, saws etc. may be arranged.
- the tool 87 sits on a transverse to the transport direction 21 movable carriage 89, along a Guide 90 perpendicular to the transport direction 21 in the transport direction 91 between the tool magazine 88 and the processing station can be moved. After machining the end face 86 is the wood 3 with the feed unit 15 in the transport direction 21 on transported to a subsequent tool 92.
- the Tool magazine 94 may be the same design as the tool magazine 88 and different tools for longitudinal processing, Cross-cutting, for drilling or sawing wood 3 contain. With the feed unit 15, the woods 3 are rotating at Tool 92 passed, which in the transport direction 21st right long side of the woods 3 edited.
- the feed unit 15 retracted against the transport direction 21 to the operator. After loosening the clamping device he takes the wood 3 and it turns around its transverse axis by 180 ° (Fig. 17b). This turned Wood 3 is again between the jaws 54, 55 of the feed unit 15 clamped. The wood 3 is after the turning process with its machined end face 86 on the machine-fixed Stop 85 applied, which in this case from that shown in Fig. 17a Situation in the position shown in FIG. 17b can be adjusted. It but it is also possible to provide a second machine-fixed stop, to align the partially worked wood 3. To the clamping, the feed unit 15 is again in the transport direction 21 proceed.
- Fig. 18 shows an embodiment in which the wood 3 in a single Passage through the machine on both sides and on both end faces is processed.
- the wood to be worked becomes either manually by an operator or via a magazine abandoned on the clamping unit of the feed unit 15.
- the wood is clamped between the jaws 54, 55 of the feed unit.
- the front in the transport direction 21 end of the wood 3 is sufficiently far over the feed unit 15 before, so that with the Tool 87, the end face 86 of the wood 3 can be edited.
- the tool 87 by means of Schlittens 89 retracted and the feed unit 15 further in Transport direction 21 moves.
- the wood 3 then enters the area of the tool 92, with the right in the direction of transport 21 Long side of the wood 3 is processed.
- the wood 3 is sufficiently far over the jaws 54, 55 before, so that this longitudinal side properly can be edited.
- the wood 3 In the transport direction 21 behind the tool 92, the wood 3 a passed second feed unit 15, which on the opposite Side of the guide 97 for the two feed units 15 is arranged in mirror image.
- the wood 3 is so to the further feed unit Pass 15 that wood 3 with his counter Transport direction 21 lying end over this feed unit 15th protrudes.
- the further feed unit 15 has the jaws 54, 55, with which the wood is clamped at the top and bottom becomes.
- the wood 3 is in the transfer with the jaws 54, 55 the further feed unit 15 tightened as long as the jaws 54, 55 of the other feed unit 15, the wood 3 is still stretched In this way, a flawless delivery of the Holzes 3 ensures, as it always strained at this handover is held.
- the further feed unit 15 in the transport direction 21 moved on.
- a tool 98 which by means of a Carriage 99 is transverse to the transport direction 21 is adjustable, the in Transport direction 21 left longitudinal side of the wood 3 edited.
- the following in the direction of transport 21 tool 100 the is also mounted on a carriage 101, then the in the transport direction 21 rear end face 96 of the wood. 3 processed.
- the wood After passing through the machine, the wood is 3 at both End faces 86, 96 and processed on the right and left longitudinal side.
- the wood 3 is then removed from the feed unit 15 and perpendicular to the transport direction 21 after releasing the clamping device continued.
- the machine has one each Magazine 88, 94 for the tools 86, 92. This way is always an aggregate in use, so that the machine high productivity or short lead times. It is also possible only one aggregate for longitudinal and transverse machining. But then you have to a non-productive time for changing tools for the transverse and the longitudinal processing are accepted.
- the machine according to FIGS. 19a to 19e has the same as the previous one Embodiment two feed units 15, which on each other opposite sides of the guide 97 mirror images of each other are arranged. Both feed units 15 are advantageous the same education.
- the feed unit 15 is then in the transport direction 21 past the tools 87, 92, with which in the described manner in the transport direction 21 front end side 86 and processed in the transport direction right long side of the wood 3 become.
- the second feed unit 15 In the transport direction behind the tool 92 is the second feed unit 15, to which the wood 3 is transferred, as based on Fig. 18 has been explained in detail (Fig. 19c).
- the wood 3 With this second Feed unit 15, the wood 3 is opposite to the transport direction 21 along the guide 97 retracted. This is the Wood 3 at its other end face 96 and at the transport direction this second feed unit 15 right longitudinal side with the Tools 92, 87 edited. After the two-way passage through the machine, the wood is thus on both its long sides and machined on its two end faces 86, 96.
- the second Feed unit 15 With the second Feed unit 15, the wood 3 after the second passage in Transport direction 21 again moved back (Fig. 19e), wherein the both tools 87, 92 are moved back. Then that will be done processed wood of the second feed unit 15 taken. Meanwhile the operator can see the next wood to be machined 3 in clamp the first feed unit 15.
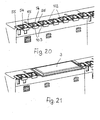
- FIGS. 20 and 21 show the possibility in the feed unit 15 securely clamp wide, flat workpieces 3 with suction clamps to be able to.
- the upper jaws 54 are down adjusted (Fig. 20), so that all the jaws 54, 55 on the same Height are.
- the jaws 54 are on their support side with frame seals 102 provided (Fig. 20), in the lowered position of the jaws survive over the lower jaws 55. Furthermore are the jaws 54, each with at least one passage opening 103 provided.
- the sheet-like wood 3 (FIG. 21) is placed on the Jaws 54, 55 launched, with the protruding frame seals 102 clean against the support side of the wood 3. About the openings 103 then negative pressure is generated, through which the flat wood 3 firmly against the jaws 54, 55 pulled and reliable is held.
- the jaws 54 thus form Saugspanner, connected in a known manner to a suction system are.
- the upper and lower Clamping jaws 54, 55 each arranged in a gap to each other. But it is also possible, not all jaws 54, 55 on gap to arrange, but only a part of these jaws. So can For example, the first upper and lower jaws 54, 55th exactly above each other, while only the subsequent jaws 54, 55 lie on the gap.
- Such training is that Wood 3 in the area of its front for the cross-processing safely and sturdy. Even shorter woods 3 can be safe Clamp.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Milling, Drilling, And Turning Of Wood (AREA)
- Jigs For Machine Tools (AREA)
- Feeding Of Workpieces (AREA)
- Sawing (AREA)
- Specific Conveyance Elements (AREA)
- Turning (AREA)
- Dovetailed Work, And Nailing Machines And Stapling Machines For Wood (AREA)
- Chemical And Physical Treatments For Wood And The Like (AREA)
Abstract
Description
- Fig. 1
- in perspektivischer Darstellung eine erfindungsgemäße Maschine,
- Fig. 2
- in Draufsicht und in schematischer Darstellung den Verfahrensablauf bei der Bearbeitung von Hölzern in einer ersten Ausführungsform einer erfindungsgemäßen Maschine,
- Fig. 3
- in einer Darstellung entsprechend Fig. 2 den Verfahrensablauf bei der Bearbeitung von Hölzern einer zweiten Ausführungsform einer erfindungsgemäßen Maschine,
- Fig. 4
- in perspektivischer Darstellung eine Vorschubeinheit der erfindungsgemäßen Maschine,
- Fig. 5
- in perspektivischer und vergrößerter Darstellung einen Teil der Vorschubeinheit gemäß Fig. 4,
- Fig. 6
- eine Draufsicht auf einen Teil der Vorschubeinheit gemäß Fig. 4,
- Fig. 7 bis 11
- den Verfahrensablauf bei der Übergabe der zu bearbeitenden Werkstücke von einer ersten Vorschubeinheit an eine zweite Vorschubeinheit,
- Fig. 12
- eine Transporteinheit der erfindungsgemäßen Maschine in einer Ausgangsstellung,
- Fig. 13
- die Transporteinheit gemäß Fig. 12 in der Arbeitsposition,
- Fig. 14
- in vergrößerter Darstellung einen Teil der Vorschubeinheit gemäß den Fig. 4 bis 6 in Seitenansicht,
- Fig. 15
- in vergrößerter Darstellung zwei Vorschubeinheiten der Maschine gemäß Fig. 2, von der Auslaufseite der Maschine aus gesehen;
- Fig. 16
- in perspektivischer Darstellung einen Teil der erfindungsgemäßen Maschine, auf der ein Umfälzvorgang durchgeführt wird,
- Fig. 17a bis Fig. 17d
- verschiedene Verfahrensschritte bei Durchführung des erfindungsgemäßen Verfahrens auf einer weiteren Ausführungsform einer erfindungsgemäßen Maschine,
- Fig. 18
- in Draufsicht eine weitere Ausführungsform einer erfindungsgemäßen Maschine,
- Fig. 19a bis Fig. 19e
- verschiedene Verfahrensabschnitte bei der Bearbeitung der Werkstücke auf einer weiteren Ausführungsform einer erfindungsgemäßen Maschine,
- Fig. 20 und Fig. 21
- jeweils in perspektivischer Darstellung unterschiedliche Spannsituationen einer weiteren Ausführungsform einer Vorschubeinheit der erfindungsgemäßen Maschine.
Die Klemmbacken 55 sind, wie sich aus Fig. 6 ergibt, auf Lücke zu den Klemmbacken 54 angeordnet, in Draufsicht auf die Vorschubeinheit 15 gesehen. Die unteren Klemmbacken 55 haben T-Form mit einem rechteckigen Fuß 69, der in Draufsicht zwischen benachbarten Klemmbacken 54 liegt. Die unteren Klemmbacken 55 sind außerdem mit einem rechtwinklig zum Fuß 69 liegenden Steg 70 versehen, der, in Draufsicht gesehen, in die Aussparungen 66, 67 benachbarter oberer Klemmbacken 54 eingreift. Zwischen den einzelnen Klemmbacken 54, 55 besteht ein kleiner Freiraum, in Draufsicht gesehen. Dadurch können die oberen Klemmbacken 54 in noch zu beschreibender Weise nach unten zwischen die unteren Klemmbacken 55 einwandfrei und ohne Gefahr der Berührung verstellt werden.
Claims (56)
- Maschine zum Bearbeiten von Werkstücken (3) aus Holz, Kunststoff oder dergleichen, mit wenigstens einer Längsprofiliereinheit (2), die wenigstens eine Längsprofilierspindel aufweist, längs der das Werkstück (3) mit wenigstens einer Vorschubeinheit (15) verfahrbar ist und die Klemmbacken (54, 55) aufweist,
dadurch gekennzeichnet, daß die Klemmbacken (54, 55) oben und unten auf dem Werkstück (3) so angeordnet sind, daß wenigstens ein Teil der oberen Klemmbacken (54) auf Lücke zu den unteren Klemmbacken (55) liegt, in Draufsicht auf die Vorschubeinheit (15) gesehen, wobei zwischen den einzelnen Klemmbakken (54, 55) ein kleiner Freiraum besteht, in Draufsicht gesehen. - Maschine nach Anspruch 1,
dadurch gekennzeichnet, daß die Vorschubeinheit (15) jeweils in einer Reihe angeordnete obere und untere Klemmbacken (54, 55) aufweist. - Maschine, insbesondere nach Anspruch 1 oder 2,
dadurch gekennzeichnet, daß zumindest ein Teil der oberen Klemmbacken (54) der Vorschubeinheit (15) mit einem Antrieb (53) verstellbar ist. - Maschine nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet, daß die oberen Klemmbacken (54) der Vorschubeinheit (15) einzeln verstellbar sind. - Maschine nach einem der Ansprüche 1 bis 4,
dadurch gekennzeichnet, daß die oberen Klemmbacken (54) jeweils auf einem Träger (59) sitzen, der mit dem Antrieb (53) verbunden ist. - Maschine nach einem der Ansprüche 3 bis 5,
dadurch gekennzeichnet, daß der Antrieb (53) Hubzylinder (56) aufweist, mit denen die Träger (59) der oberen Klemmbacken (54) verstellbar sind. - Maschine nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet, daß die unteren Klemmbacken (55) der Vorschubeinheit (15) mit wenigstens einem Hubzylinder (72) verstellbar sind. - Maschine, insbesondere nach einem der Ansprüche 1 bis 7,
dadurch gekennzeichnet, daß die Klemmbacken (54, 55) der Vorschubeinheit (15), in Draufsicht gesehen, komplementäre Umrißform haben. - Maschine nach einem der Ansprüche 1 bis 8,
dadurch gekennzeichnet, daß die Vorschubeinheit (15) über ihre Länge mit Anschlägen (46) versehen ist, an denen das Werkstück (3) mit seiner Längsseite anliegt. - Maschine nach Anspruch 9,
dadurch gekennzeichnet, daß die Anschläge (46) in mindestens einem Träger (62) gelagert sind. - Maschine nach Anspruch 10,
dadurch gekennzeichnet, daß der Träger (62) quer zur Transportrichtung der Werkstücke (3) verstellbar ist. - Maschine nach Anspruch 10 oder 11,
dadurch gekennzeichnet, daß der Träger (62) rechenförmig ausgebildet ist. - Maschine nach einem der Ansprüche 9 bis 12,
dadurch gekennzeichnet, daß die Anschläge (46) gegen eine Gegenkraft, vorzugsweise eine Federkraft, versenkbar sind. - Maschine, insbesondere nach einem der Ansprüche 9 bis 13,
dadurch gekennzeichnet, daß die Anschläge (46) im Bewegungsweg der oberen Klemmbacken (54) der Vorschubeinheit (15) liegen. - Maschine nach Anspruch 14,
dadurch gekennzeichnet, daß die Anschläge (46) durch die oberen Klemmbacken (54) der Vorschubeinheit (15) in die versenkte Lage verstellbar sind. - Maschine nach einem der Ansprüche 10 bis 15,
dadurch gekennzeichnet, daß die Träger (59) für die oberen Klemmbacken (54) der Vorschubeinheit (15) durch den Träger (62) der Anschläge (46) ragen. - Maschine nach einem der Ansprüche 1 bis 16,
dadurch gekennzeichnet, daß die Vorschubeinheit (15) wenigstens einen Träger (47) aufweist, der längs wenigstens einer maschinenseitigen Führung (50, 51) verfahrbar ist. - Maschine nach einem der Ansprüche 1 bis 17,
dadurch gekennzeichnet, daß der Längsprofiliereinheit (2) wenigstens eine Querprofiliereinheit (1) vorgeschaltet ist, und daß im Übergabebereich zwischen der Querprofiliereinheit (1) und der Längsprofiliereinheit (2) wenigstens eine Übergabeeinheit (36) vorgesehen ist. - Maschine, insbesondere nach Anspruch 18,
dadurch gekennzeichnet, daß die Übergabeeinheit (36) zwei mit Abstand übereinander liegende Führungen (37, 38) aufweist. - Maschine nach Anspruch 19,
dadurch gekennzeichnet, daß die Führungen (37, 38) endlos umlaufende Bänder sind. - Maschine nach Anspruch 19 oder 20,
dadurch gekennzeichnet, daß die Führungen (37, 38) an jeweils einem Tragelement (39, 40) der Übergabeeinheit (36) vorgesehen sind. - Maschine nach Anspruch 21,
dadurch gekennzeichnet, daß wenigstens eines der beiden Tragelemente (39, 40) relativ zum anderen Tragelement verstellbar ist. - Maschine nach einem der Ansprüche 19 bis 22,
dadurch gekennzeichnet, daß die Übergabeeinheit (36) gegenüber der Vorschubeinheit (15) höhenverstellbar ist. - Maschine, insbesondere nach einem der Ansprüche 18 bis 23,
dadurch gekennzeichnet, daß im Übergabebereich zwischen der Querprofiliereinheit (1) und der Längsprofiliereinheit (2) wenigstens eine Zwischenklemmeinrichtung (33) angeordnet ist. - Maschine nach Anspruch 24,
dadurch gekennzeichnet, daß die Zwischenklemmeinrichtung (33) Klemmbacken (34, 35) aufweist. - Maschine nach einem der Ansprüche 18 bis 25,
dadurch gekennzeichnet, daß die Querprofiliereinheit (1) wenigstens eine Spanneinrichtung (4) für die Werkstücke (3) aufweist. - Maschine nach Anspruch 26,
dadurch gekennzeichnet, daß die Spanneinrichtung (4) Klemmbacken (25, 26) aufweist. - Maschine, insbesondere nach Anspruch 27,
dadurch gekennzeichnet, daß die untere Klemmbacke (25) um eine Achse (32) gegenüber der oberen Klemmbacke (26) in eine Freigabestellung schwenkbar ist. - Maschine nach Anspruch 27 oder 28,
dadurch gekennzeichnet, daß die untere Klemmbacke (25) am freien Ende mit wenigstens einem Anschlag (31) für das Werkstück (3) versehen ist. - Maschine nach einem der Ansprüche 26 bis 29,
dadurch gekennzeichnet, daß die Spanneinrichtung (4) auf einem Schlitten (5) gelagert ist. - Maschine nach einem der Ansprüche 26 bis 30,
dadurch gekennzeichnet, daß die Spanneinrichtung (4), zumindest ihre Klemmbacken (25, 26), um eine vertikale Achse (6) schwenkbar ist. - Maschine nach einem der Ansprüche 26 bis 31,
dadurch gekennzeichnet, daß die Spanneinrichtung (4) quer zur Transportrichtung der Werkstücke (3) in der Querprofiliereinheit (1) verstellbar ist. - Maschine nach einem der Ansprüche 18 bis 32,
dadurch gekennzeichnet, daß sie wenigstens eine Transporteinheit (77) aufweist, mit der die Werkstücke (3) aus der Übergabeeinheit (36) in die Vorschubeinheit (15) transportierbar sind. - Maschine nach Anspruch 33,
dadurch gekennzeichnet, daß die Transporteinheit (77) im Übergabebereich zwischen der Querprofiliereinheit (1) und der Längsprofiliereinheit (2) angeordnet ist. - Maschine nach Anspruch 33 oder 34,
dadurch gekennzeichnet, daß die Transporteinheit (77) mit Abstand voneinander liegende Andruckbacken (79) aufweist. - Maschine nach Anspruch 35,
dadurch gekennzeichnet, daß die Andruckbacken (79) eine gekrümmte Anlageseite aufweisen. - Maschine, insbesondere nach einem der Ansprüche 1 bis 36,
dadurch gekennzeichnet, daß die Längsprofiliereinheit (2) mindestens zwei Vorschubeinheiten (15) aufweist, die spiegelbildlich zueinander angeordnet sind. - Maschine nach Anspruch 37,
dadurch gekennzeichnet, daß die Vorschubeinheiten (15) jeweils obere und untere Klemmbacken (54, 55) aufweisen - Maschine nach Anspruch 38,
dadurch gekennzeichnet, daß die Klemmbacken (54, 55) zumindest teilweise auf Lücke zueinander mit einem kleinen Freiraum zwischen ihnen angeordnet sind, in Draufsicht gesehen. - Maschine nach einem der Ansprüche 37 bis 39,
dadurch gekennzeichnet, daß die Vorschubeinheiten (15) in Transportrichtung der Werkstücke (3) nebeneinander liegen. - Maschine nach einem der Ansprüche 38 bis 40,
dadurch gekennzeichnet, daß die Klemmbacken (54, 55) der Vorschubeinheiten (15) gegeneinander gerichtet sind. - Maschine nach einem der Ansprüche 38 bis 41,
dadurch gekennzeichnet, daß die Vorschubeinheiten (15) in einem Übergabebereich (80) nebeneinander liegen, in dem die Klemmbacken (54, 55) der Vorschubeinheiten (15) dasselbe Werkstück (3) übergreifen. - Maschine nach einem der Ansprüche 37 bis 42,
dadurch gekennzeichnet, daß die Vorschubeinheiten (15) an einem gemeinsamen Gestellteil (81) der Maschine geführt sind. - Maschine nach einem der Ansprüche 1 bis 43,
dadurch gekennzeichnet, daß der Antrieb der Vorschubeinheit (15) als CNC-Achse ausgeführt ist. - Maschine nach einem der Ansprüche 1 bis 44,
dadurch gekennzeichnet, daß die Vorschubeinheit (15) zum Spannen von breiten Werkstücken (3) mit Saugspannern (54) versehen ist. - Maschine, insbesondere nach einem der Ansprüche 1 bis 45,
dadurch gekennzeichnet, daß die oberen Klemmbacken (54) Teil von Saugspannern sind. - Verfahren zum Bearbeiten von Werkstücken (3) in einer Maschine nach einem der Ansprüche 1 bis 46, bei dem die Werkstücke (3) in wenigstens einer Vorschubeinheit (15) gespannt und zusammen mit ihr durch die Maschine transportiert werden,
dadurch gekennzeichnet, daß die Werkstücke (3) in der Vorschubeinheit (15) oben und unten gespannt und zwischen verschiedenen Bearbeitungsvorgängen übergeben werden, wobei die Werkstücke (3) bei der Übergabe stets eingespannt sind. - Verfahren nach Anspruch 47,
dadurch gekennzeichnet, daß die Werkstücke (3) an wenigstens einer Längsseite bearbeitet werden. - Verfahren nach Anspruch 48,
dadurch gekennzeichnet, daß die Werkstücke (3) bei der Bearbeitung der Längsseite an wenigstens einem stationären Bohraggregat (16) gebohrt werden. - Verfahren zum Bearbeiten von Werkstücken (3) in einer Maschine nach einem der Ansprüche 1 bis 46, bei dem die Werkstücke (3) in wenigstens einer Vorschubeinheit (15) gespannt und zusammen mit ihr durch die Maschine transportiert werden,
dadurch gekennzeichnet, daß die Werkstücke (3) in der Vorschubeinheit (15) oben und unten gespannt und in einem ersten Durchlauf durch die Maschine an einer Stirnseite (86) und an einer Längsseite und in einem zweiten Durchlauf an der anderen Stirnseite (96) und an der anderen Längsseite bearbeitet werden. - Verfahren nach Anspruch 50,
dadurch gekennzeichnet, daß die Vorschubeinheit (15) nach dem ersten Durchlauf in die Ausgangslage zurückgefahren, das Werkstück (3) abgenommen und um 180° gewendet wieder in der Vorschubeinheit (15) gespannt wird, die anschließend erneut durch die Maschine gefahren wird. - Verfahren zum Bearbeiten von Werkstücken (3) in einer Maschine nach einem der Ansprüche 1 bis 46, bei dem die Werkstücke (3) in wenigstens einer Vorschubeinheit (15) gespannt und zusammen mit ihr durch die Maschine transportiert werden,
dadurch gekennzeichnet, daß die Werkstücke (3) in einer ersten Vorschubeinheit (15) eingespannt werden, daß beim Transport durch die Maschine das Werkstück (3) an seiner einen Stirnseite (86) und seiner einen Längsseite bearbeitet wird, daß anschließend das Werkstück (3) an eine zweite Vorschubeinheit (15) übergeben wird, mit der das Werkstück (3) weiter durch die Maschine transportiert wird, wobei das Werkstück (3) an seiner anderen Stirnseite (96) und seiner anderen Längsseite bearbeitet wird. - Verfahren nach Anspruch 52,
dadurch gekennzeichnet, daß das Werkstück (3) bei seiner Übergabe von der ersten an die zweite Vorschubeinheit (15) stets fest eingespannt bleibt. - Verfahren nach Anspruch 52 oder 53,
dadurch gekennzeichnet, daß das Werkstück (3) mit den beiden Vorschubeinheiten (15) in gleicher Richtung (21) durch die Maschine transportiert wird. - Verfahren nach Anspruch 52 oder 53,
dadurch gekennzeichnet, daß das Werkstück (3) mit der zweiten Vorschubeinheit (15) entgegengesetzt zur ersten Vorschubeinheit (15) durch die Maschine transportiert wird. - Verfahren zum Bearbeiten von Werkstücken (3) in einer Maschine nach einem der Ansprüche 1 bis 46, bei dem die Werkstücke (3) in wenigstens einer Vorschubeinheit (15) gespannt und zusammen mit ihr durch die Maschine transportiert werden,
dadurch gekennzeichnet, daß die Werkstücke (3) in der Vorschubeinheit (15) durch Saugspanner gehalten werden.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE50209459.1T DE50209459C5 (de) | 2001-08-02 | 2002-07-31 | Maschine und Verfahren zum Bearbeiten von Werkstücken aus Holz, Kunststoff oder dergleichen |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10137839A DE10137839C5 (de) | 2001-08-02 | 2001-08-02 | Maschine zum Bearbeiten von Werkstücken aus Holz, Kunststoff und dergleichen |
| DE10137839 | 2001-08-02 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1281491A2 true EP1281491A2 (de) | 2003-02-05 |
| EP1281491A3 EP1281491A3 (de) | 2005-03-16 |
| EP1281491B1 EP1281491B1 (de) | 2007-02-14 |
Family
ID=7694094
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02017186A Expired - Lifetime EP1281491B1 (de) | 2001-08-02 | 2002-07-31 | Maschine und Verfahren zum Bearbeiten von Werkstücken aus Holz, Kunststoff oder dergleichen |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6974365B2 (de) |
| EP (1) | EP1281491B1 (de) |
| JP (1) | JP4221199B2 (de) |
| AT (1) | ATE353744T1 (de) |
| DE (2) | DE10137839C5 (de) |
| TW (1) | TW564209B (de) |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1810802A1 (de) * | 2006-01-20 | 2007-07-25 | SCM GROUP S.p.A. | Werkzeugmaschine |
| EP1832402A1 (de) * | 2006-03-10 | 2007-09-12 | IMPRESA 2000 DI SACCHI PARIDE E C. s.a.s. | Formmaschine zum Formen von Bestandteilen aus Holz oder dergleichen in Längsrichtung, insbesondere für Bestandteile von Tür- oder Fensterrahmen |
| WO2009015787A1 (de) * | 2007-08-02 | 2009-02-05 | Michael Weinig Ag | Kehlmaschine und bohraggregat zur verwendung bei einer kehlmaschine |
| WO2009030348A1 (de) * | 2007-08-28 | 2009-03-12 | Michael Weinig Ag | Vorrichtung zur bearbeitung von werkstücken aus holz, kunststoff und dergleichen sowie verfahren zum bearbeiten von solchen werkstücken |
| EP2153954A1 (de) * | 2008-08-06 | 2010-02-17 | Masterwood S.p.A. | Automatische Arbeitsanlage für Rahmenteile |
| WO2010041285A1 (en) * | 2008-10-10 | 2010-04-15 | Working Process S.R.L. | Working center |
| ITBG20090026A1 (it) * | 2009-05-27 | 2010-11-28 | Capoferri Serramenti S R L | Macchina per la lavorazione di legno |
| ITBG20090025A1 (it) * | 2009-05-27 | 2010-11-28 | Capoferri Serramenti S R L | Banco di bloccaggio per la lavorazione di un semilavorato in legno e macchina comprendente tale banco |
| WO2010150560A1 (en) * | 2009-06-26 | 2010-12-29 | Sintokogio, Ltd. | A shot-blasting machine for shaped steel |
| ITBO20090640A1 (it) * | 2009-10-02 | 2011-04-03 | Biesse Spa | Metodo e macchina per la lavorazione di componenti di legno o simili per infissi |
| ITPD20100318A1 (it) * | 2010-10-21 | 2012-04-22 | Working Process S R L | Centro di lavoro con manipolatore perfezionato |
| WO2012113531A1 (de) * | 2011-02-24 | 2012-08-30 | Michael Weinig Ag | Spanneinrichtung für werkstücke aus holz, kunststoff und dergleichen |
| EP1944143A3 (de) * | 2007-01-11 | 2012-12-05 | SCM Group S.p.A. | Vorrichtung zum Bearbeiten von Holzwerkstücken oder dergleichen |
| ITBO20120218A1 (it) * | 2012-04-19 | 2013-10-20 | Biesse Spa | Metodo per la lavorazione di componenti allungati di infissi in legno o simili |
| EP2998064A1 (de) * | 2014-09-22 | 2016-03-23 | Homag Holzbearbeitungssysteme GmbH | Bearbeitungsvorrichtung |
| US20160121443A1 (en) * | 2014-11-04 | 2016-05-05 | Michael Weinig Ag | Clamping device for an adjustable stop of a processing machine, particularly a moulding machine, and processing machine, particularly moulding machine, with a clamping device |
| EP3034258A1 (de) * | 2014-12-17 | 2016-06-22 | Homag Holzbearbeitungssysteme GmbH | Vorrichtung und verfahren zur bearbeitung von werkstücken |
| CN108025451A (zh) * | 2015-09-29 | 2018-05-11 | 豪迈公司 | 加工设备 |
| IT201700083048A1 (it) * | 2017-07-20 | 2019-01-20 | Pade S A S Di De Moliner Vinicio & C Ora Pade S R L | Assieme di carico pezzi di un centro di lavoro |
| CN110744639A (zh) * | 2019-11-28 | 2020-02-04 | 安徽东平木业股份有限公司 | 一种钻孔装置 |
| CN110744638A (zh) * | 2019-11-28 | 2020-02-04 | 安徽东平木业股份有限公司 | 一种可调节钻孔装置 |
| WO2021204417A1 (de) * | 2020-04-09 | 2021-10-14 | Michael Weinig Ag | Spanneinrichtung für werkstücke |
| IT202000025111A1 (it) * | 2020-10-23 | 2022-04-23 | Working Process S R L | Centro di lavoro, in particolare per la lavorazione di pezzi in legno di forma allungata, munito di manipolatori perfezionati e relativo metodo di lavoro |
| BE1029395B1 (nl) * | 2021-05-11 | 2022-12-12 | Vertongen Houtbewerkingsmachines | Machine voor het bewerken van een houtenwerkstuk |
| EP4147836A1 (de) * | 2021-09-09 | 2023-03-15 | IMA Schelling Deutschland GmbH | Holzbearbeitungsvorrichtung zum bearbeiten von plattenförmigen werkstücken aus holz oder holzersatzstoffen und verfahren zum betrieb einer solchen |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004027888B4 (de) * | 2004-05-27 | 2007-01-04 | Michael Weinig Ag | Vorschubeinheit für eine Maschine zum Bearbeiten von Werkstücken aus Holz, Kunststoff oder dergleichen sowie Verfahren zum Bearbeiten solcher Werkstücke |
| US20070267103A1 (en) * | 2006-05-18 | 2007-11-22 | Unique Machine And Tool Co. | Woodworking machine |
| PL1882570T3 (pl) † | 2006-07-25 | 2009-03-31 | Homag Holzbearbeitungssysteme Ag | Centrum obróbkowe do obróbki wydłużonych przedmiotów obrabianych |
| IT1397634B1 (it) * | 2010-01-22 | 2013-01-18 | Scm Group Spa | Macchina angolare. |
| IT1398755B1 (it) * | 2010-03-02 | 2013-03-18 | Scm Group Spa | Apparato per la lavorazione di pezzi |
| DE102014219098A1 (de) | 2014-09-22 | 2016-03-24 | Homag Holzbearbeitungssysteme Gmbh | Werkstücktisch und Bearbeitungsvorrichtung mit einem Werkstücktisch |
| DE102015212541A1 (de) | 2014-09-22 | 2016-03-24 | Homag Holzbearbeitungssysteme Gmbh | Bearbeitungsvorrichtung |
| JP5841217B1 (ja) * | 2014-10-28 | 2016-01-13 | 宮川工機株式会社 | 火打ち加工装置 |
| DE102014222423A1 (de) | 2014-11-03 | 2016-05-04 | Homag Holzbearbeitungssysteme Gmbh | Spannvorrichtung |
| DE102014222422A1 (de) | 2014-11-03 | 2016-05-04 | Homag Holzbearbeitungssysteme Gmbh | Bearbeitungsvorrichtung für Werkstücke und Verfahren hierfür |
| CN106625983A (zh) * | 2015-11-02 | 2017-05-10 | 东北林业大学 | 数控下回料两台封边机生产线 |
| CN105818221B (zh) * | 2016-05-24 | 2018-05-15 | 林孝久 | 一种用于木板的全自动侧孔钻 |
| CN108356930B (zh) * | 2018-04-28 | 2023-04-14 | 山东周广胜木雕有限公司 | 一种梳子梳背榫槽及梳齿榫头一体加工仿形机 |
| IT201800005503A1 (it) * | 2018-05-18 | 2019-11-18 | Metodo e Apparato di Lavorazione | |
| DE102018008199A1 (de) * | 2018-10-15 | 2020-04-16 | Michael Weinig Ag | Verfahren zum Bearbeiten von länglichen Werkstücken aus Holz, Kunststoff und dergleichen sowie Maschine zur Durchführung des Verfahrens |
| CN109318302B (zh) * | 2018-11-09 | 2024-12-24 | 国器智眸(重庆)科技有限公司 | 一种铰链机 |
| CN109834767B (zh) * | 2019-04-02 | 2020-02-11 | 廉江市信宇家居有限公司 | 用于木材加工的数控机床 |
| DE102019003613A1 (de) * | 2019-05-21 | 2020-11-26 | Michael Weinig Ag | Verfahren zur Bearbeitung von Werkstücken aus Holz, Kunststoff und dergleichen |
| IT201900009057A1 (it) * | 2019-06-14 | 2020-12-14 | Scm Group Spa | Macchina per la lavorazione di pezzi in legno provvista di un organo di presa perfezionato, e metodo di funzionamento relativo. |
| CN110640848B (zh) * | 2019-10-17 | 2024-08-02 | 浙江森亚板业有限公司 | 一种可减少毛刺的自动加工竹木制品铣床 |
| CN110842671B (zh) * | 2019-11-19 | 2020-12-04 | 郭沙 | 一种实木家具生产加工榫头连接处理方法 |
| DE102020124242A1 (de) * | 2020-09-17 | 2022-03-17 | Multi-Cut Systems GmbH | Verfahren und Werkzeugmaschine zur Bearbeitung einer Holzwerkstoffplatte |
| EP4067028B1 (de) * | 2021-03-31 | 2024-12-04 | Hans-Martin Junginger | Zurichtstation und vorrichtung mit einer zurichtstation |
| CN113146753B (zh) * | 2021-05-07 | 2022-08-12 | 福州福田工艺品有限公司 | 一种板材钻孔机板材传递装置及其工作方法 |
| CN113442236A (zh) * | 2021-07-12 | 2021-09-28 | 张先中 | 一种用于数控五面钻的压板机构 |
| CN116871995A (zh) * | 2023-06-09 | 2023-10-13 | 泰州市润辉机械制造有限公司 | 一种工业齿轮加工用机孔打磨设备 |
| EE202500018A (et) * | 2024-05-23 | 2025-12-15 | Wemel Wood Oü | Elektripaigaldised ja nende valmistamise meetodid |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3522278A1 (de) * | 1984-12-08 | 1986-06-12 | Erwin 7261 Gechingen Jenkner | Verfahren zur herstellung von konstruktionsbohrungen aufweisenden plattenfoermigen werkstuecken, insbesondere aus holz oder holzaehnlichem material, sowie einrichtung zur durchfuehrung des verfahrens |
| KR100209920B1 (ko) * | 1991-01-18 | 1999-07-15 | 홀버드 버지 | 공구조립체의 양쪽에서 개별 제어식 파지 이송 수단에 의해 파지된 공작물을 가공하기 위한 다중 스핀들 기계 |
| DE4219155A1 (de) * | 1992-06-11 | 1993-12-16 | Melles Zdenko | Zusammengestellte Spann- und Führungsvorrichtungen für verschiedene Bearbeitungen |
| DE4301217A1 (de) * | 1993-01-19 | 1994-07-21 | Baljer & Zembrod | CNC-gesteuerte Holzbearbeitungsanlage, insbesondere für lange Werkstücke wie Balken |
| DE19752685A1 (de) * | 1997-11-28 | 1999-07-01 | Ima Maschinenfabriken Klessmann Gmbh | Maschine zum Bearbeiten von Fensterrahmen-Holmen |
| DE19826627C2 (de) * | 1998-06-17 | 2003-04-10 | Sim Automation Gmbh & Co Kg | Anlage für die Durchführung einer Folge aus mehreren Montage- und/oder Bearbeitungsvorgängen an Werkstücken, insbesondere Kleinteilen |
-
2001
- 2001-08-02 DE DE10137839A patent/DE10137839C5/de not_active Expired - Lifetime
-
2002
- 2002-07-31 TW TW091117182A patent/TW564209B/zh not_active IP Right Cessation
- 2002-07-31 AT AT02017186T patent/ATE353744T1/de active
- 2002-07-31 DE DE50209459.1T patent/DE50209459C5/de not_active Expired - Lifetime
- 2002-07-31 EP EP02017186A patent/EP1281491B1/de not_active Expired - Lifetime
- 2002-08-02 JP JP2002226126A patent/JP4221199B2/ja not_active Expired - Fee Related
- 2002-08-02 US US10/064,647 patent/US6974365B2/en not_active Expired - Lifetime
Cited By (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1810802A1 (de) * | 2006-01-20 | 2007-07-25 | SCM GROUP S.p.A. | Werkzeugmaschine |
| EP1832402A1 (de) * | 2006-03-10 | 2007-09-12 | IMPRESA 2000 DI SACCHI PARIDE E C. s.a.s. | Formmaschine zum Formen von Bestandteilen aus Holz oder dergleichen in Längsrichtung, insbesondere für Bestandteile von Tür- oder Fensterrahmen |
| EP1944143A3 (de) * | 2007-01-11 | 2012-12-05 | SCM Group S.p.A. | Vorrichtung zum Bearbeiten von Holzwerkstücken oder dergleichen |
| WO2009015787A1 (de) * | 2007-08-02 | 2009-02-05 | Michael Weinig Ag | Kehlmaschine und bohraggregat zur verwendung bei einer kehlmaschine |
| WO2009030348A1 (de) * | 2007-08-28 | 2009-03-12 | Michael Weinig Ag | Vorrichtung zur bearbeitung von werkstücken aus holz, kunststoff und dergleichen sowie verfahren zum bearbeiten von solchen werkstücken |
| EP2153954A1 (de) * | 2008-08-06 | 2010-02-17 | Masterwood S.p.A. | Automatische Arbeitsanlage für Rahmenteile |
| WO2010041285A1 (en) * | 2008-10-10 | 2010-04-15 | Working Process S.R.L. | Working center |
| ITBG20090025A1 (it) * | 2009-05-27 | 2010-11-28 | Capoferri Serramenti S R L | Banco di bloccaggio per la lavorazione di un semilavorato in legno e macchina comprendente tale banco |
| WO2010136941A1 (en) * | 2009-05-27 | 2010-12-02 | Capoferri Serramenti S.R.L. | Wood processing apparatus |
| ITBG20090026A1 (it) * | 2009-05-27 | 2010-11-28 | Capoferri Serramenti S R L | Macchina per la lavorazione di legno |
| WO2010150560A1 (en) * | 2009-06-26 | 2010-12-29 | Sintokogio, Ltd. | A shot-blasting machine for shaped steel |
| ITBO20090640A1 (it) * | 2009-10-02 | 2011-04-03 | Biesse Spa | Metodo e macchina per la lavorazione di componenti di legno o simili per infissi |
| EP2305440A1 (de) * | 2009-10-02 | 2011-04-06 | BIESSE S.p.A. | Verfahren und Vorrichtung zur Verarbeitung von Bauteilen aus Holz und dergleichen |
| ITPD20100318A1 (it) * | 2010-10-21 | 2012-04-22 | Working Process S R L | Centro di lavoro con manipolatore perfezionato |
| WO2012113531A1 (de) * | 2011-02-24 | 2012-08-30 | Michael Weinig Ag | Spanneinrichtung für werkstücke aus holz, kunststoff und dergleichen |
| EP2678133A1 (de) * | 2011-02-24 | 2014-01-01 | Michael Weinig Ag | Spanneinrichtung für werkstücke aus holz, kunststoff und dergleichen |
| ITBO20120218A1 (it) * | 2012-04-19 | 2013-10-20 | Biesse Spa | Metodo per la lavorazione di componenti allungati di infissi in legno o simili |
| EP2998064A1 (de) * | 2014-09-22 | 2016-03-23 | Homag Holzbearbeitungssysteme GmbH | Bearbeitungsvorrichtung |
| US20160121443A1 (en) * | 2014-11-04 | 2016-05-05 | Michael Weinig Ag | Clamping device for an adjustable stop of a processing machine, particularly a moulding machine, and processing machine, particularly moulding machine, with a clamping device |
| US10456947B2 (en) * | 2014-11-04 | 2019-10-29 | Michael Weinig Ag | Clamping device for an adjustable stop of a processing machine, particularly a moulding machine, and processing machine, particularly moulding machine, with a clamping device |
| EP3034258A1 (de) * | 2014-12-17 | 2016-06-22 | Homag Holzbearbeitungssysteme GmbH | Vorrichtung und verfahren zur bearbeitung von werkstücken |
| EP3505318A1 (de) * | 2014-12-17 | 2019-07-03 | HOMAG GmbH | Vorrichtung und verfahren zur bearbeitung von werkstücken |
| CN108025451A (zh) * | 2015-09-29 | 2018-05-11 | 豪迈公司 | 加工设备 |
| US10940607B2 (en) | 2015-09-29 | 2021-03-09 | Homag Gmbh | Machining device |
| IT201700083048A1 (it) * | 2017-07-20 | 2019-01-20 | Pade S A S Di De Moliner Vinicio & C Ora Pade S R L | Assieme di carico pezzi di un centro di lavoro |
| CN110744639A (zh) * | 2019-11-28 | 2020-02-04 | 安徽东平木业股份有限公司 | 一种钻孔装置 |
| CN110744638A (zh) * | 2019-11-28 | 2020-02-04 | 安徽东平木业股份有限公司 | 一种可调节钻孔装置 |
| WO2021204417A1 (de) * | 2020-04-09 | 2021-10-14 | Michael Weinig Ag | Spanneinrichtung für werkstücke |
| IT202000025111A1 (it) * | 2020-10-23 | 2022-04-23 | Working Process S R L | Centro di lavoro, in particolare per la lavorazione di pezzi in legno di forma allungata, munito di manipolatori perfezionati e relativo metodo di lavoro |
| BE1029395B1 (nl) * | 2021-05-11 | 2022-12-12 | Vertongen Houtbewerkingsmachines | Machine voor het bewerken van een houtenwerkstuk |
| EP4147836A1 (de) * | 2021-09-09 | 2023-03-15 | IMA Schelling Deutschland GmbH | Holzbearbeitungsvorrichtung zum bearbeiten von plattenförmigen werkstücken aus holz oder holzersatzstoffen und verfahren zum betrieb einer solchen |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE353744T1 (de) | 2007-03-15 |
| US20030024363A1 (en) | 2003-02-06 |
| DE10137839B4 (de) | 2006-09-28 |
| DE10137839A1 (de) | 2003-02-27 |
| DE50209459D1 (de) | 2007-03-29 |
| DE50209459C5 (de) | 2014-01-16 |
| EP1281491A3 (de) | 2005-03-16 |
| TW564209B (en) | 2003-12-01 |
| DE10137839C5 (de) | 2012-06-21 |
| JP4221199B2 (ja) | 2009-02-12 |
| JP2003080434A (ja) | 2003-03-18 |
| US6974365B2 (en) | 2005-12-13 |
| EP1281491B1 (de) | 2007-02-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1281491B1 (de) | Maschine und Verfahren zum Bearbeiten von Werkstücken aus Holz, Kunststoff oder dergleichen | |
| EP0922547B1 (de) | Maschine zum Bearbeiten von Fensterrahmen-Holmen | |
| DE3511498C2 (de) | Vorrichtung zur Bearbeitung von Pfosten oder Sprossen aus Kunststoff- oder Aluminium-Profilstäben für Fenster oder Türen | |
| EP3639971B1 (de) | Verfahren zum bearbeiten von länglichen werkstücken aus holz, kunststoff und dergleichen sowie maschine zur durchführung des verfahrens | |
| DE4113629C2 (de) | Reihenbohr- und Fräsmaschine | |
| EP1600254B1 (de) | Vorschubeinheit für eine Maschine zum Bearbeiten von Werkstücken sowie Verfahren zum Bearbeiten solcher Werkstücke | |
| DE3632263C2 (de) | ||
| DE3307809A1 (de) | Holzbearbeitungsmaschine | |
| EP0292864B1 (de) | Holzbearbeitungsmaschine | |
| EP2185331B1 (de) | Vorrichtung zur bearbeitung von werkstücken aus holz, kunststoff und dergleichen sowie verfahren zum bearbeiten von solchen werkstücken | |
| EP1027952B1 (de) | Holzbearbeitungsanlage in Portalbauweise | |
| EP0813941B2 (de) | Abbundanlage zur Bearbeitung von Strangmaterial | |
| DE102016009430A1 (de) | Anlage und Verfahren zum Bearbeiten von Werkstücken aus Holz, Kunststoff und dergleichen | |
| DE2749546A1 (de) | Fensterhoelzer-bearbeitungsmaschine | |
| EP1236537B1 (de) | Verfahren zum Einstellen von wenigstens einem Andruckelement einer Maschine zum Bearbeiten von Werkstücken aus Holz, Kunststoff und dergleichen, Einstellvorrichtung zur Durchführung eines solchen Verfahrens sowie Andruckelement für ein solches Verfahren | |
| DE19831284C2 (de) | Abbundanlage zur Bearbeitung von Strangmaterial | |
| DE8528893U1 (de) | Maschine zum Bearbeiten von Werkstücken aus Holz, Kunststoff und dergleichen, insbesondere von Fensterhölzern und ähnlichen Werkstücken | |
| DE4406381A1 (de) | Maschine zur Bearbeitung von stabförmigen Werkstücken | |
| DE3717411C2 (de) | ||
| DE102014016629A1 (de) | Anlage zur Herstellung und/oder Behandlung von Glasleisten sowie Verfahren unter Verwendung einer solchen Anlage | |
| DE102006009421A1 (de) | Kehlmaschine | |
| DE19721521C2 (de) | Numerisch gesteuerte Zapfenschneidmaschine | |
| DE102011102793B3 (de) | Verfahren zur Bearbeitung der Stirnseiten von Werkstücken aus Holz, Kunststoff und dergleichen | |
| DE29500192U1 (de) | Spannvorrichtung zum Fräsen von Zapfenlöchern und Zapfen für eine Fräsmaschine | |
| WO2022049117A1 (de) | Bearbeitungseinrichtung und verfahren zum längsprofilieren von werkstücken |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: 7B 27M 1/08 A Ipc: 7B 27F 1/02 B Ipc: 7B 27C 1/12 B Ipc: 7B 23Q 7/04 B |
|
| 17P | Request for examination filed |
Effective date: 20050824 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| 17Q | First examination report despatched |
Effective date: 20061016 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070214 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070214 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070214 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070214 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 50209459 Country of ref document: DE Date of ref document: 20070329 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF THE APPLICANT RENOUNCES Effective date: 20070515 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070525 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20070524 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070716 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070214 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070214 |
|
| 26N | No opposition filed |
Effective date: 20071115 |
|
| BERE | Be: lapsed |
Owner name: MICHAEL WEINIG A.G. Effective date: 20070731 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070731 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070731 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070515 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090731 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: IT Effective date: 20110616 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R046 Ref document number: 50209459 Country of ref document: DE Effective date: 20111026 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R206 Ref document number: 50209459 Country of ref document: DE Effective date: 20140116 Ref country code: DE Ref legal event code: R050 Ref document number: 50209459 Country of ref document: DE Effective date: 20131128 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20200622 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20200714 Year of fee payment: 19 Ref country code: GB Payment date: 20200722 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20200713 Year of fee payment: 19 Ref country code: SE Payment date: 20200716 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20210719 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20210927 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 353744 Country of ref document: AT Kind code of ref document: T Effective date: 20210731 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210731 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210731 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210801 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210731 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50209459 Country of ref document: DE |