EP1281491A2 - Apparatus and method for machining wooden, plastic or similar workpieces - Google Patents
Apparatus and method for machining wooden, plastic or similar workpieces Download PDFInfo
- Publication number
- EP1281491A2 EP1281491A2 EP02017186A EP02017186A EP1281491A2 EP 1281491 A2 EP1281491 A2 EP 1281491A2 EP 02017186 A EP02017186 A EP 02017186A EP 02017186 A EP02017186 A EP 02017186A EP 1281491 A2 EP1281491 A2 EP 1281491A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- feed unit
- machine
- machine according
- jaws
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27C—PLANING, DRILLING, MILLING, TURNING OR UNIVERSAL MACHINES FOR WOOD OR SIMILAR MATERIAL
- B27C1/00—Machines for producing flat surfaces, e.g. by rotary cutters; Equipment therefor
- B27C1/12—Arrangements for feeding work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27F—DOVETAILED WORK; TENONS; SLOTTING MACHINES FOR WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES
- B27F1/00—Dovetailed work; Tenons; Making tongues or grooves; Groove- and- tongue jointed work; Finger- joints
- B27F1/02—Making tongues or grooves, of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27M—WORKING OF WOOD NOT PROVIDED FOR IN SUBCLASSES B27B - B27L; MANUFACTURE OF SPECIFIC WOODEN ARTICLES
- B27M1/00—Working of wood not provided for in subclasses B27B - B27L, e.g. by stretching
- B27M1/08—Working of wood not provided for in subclasses B27B - B27L, e.g. by stretching by multi-step processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/647—With means to convey work relative to tool station
- Y10T83/654—With work-constraining means on work conveyor [i.e., "work-carrier"]
- Y10T83/6542—Plural means to constrain plural work pieces
Definitions
- the invention relates to a machine for processing workpieces made of wood, plastic or the like according to the preamble of Claim 1 and a method for processing such Werkstükke according to the preamble of claim 47.
- the invention is based on the object, the generic machine and the generic method in such a way that a reliable and easy transport through the machine as well as a dimensionally accurate positioning of the workpieces is guaranteed.
- each workpiece can be over track, measure and position the axes of the machine very accurately. It can be dispensed with limit switch, as with conventional machines are used.
- the jaws are arranged above and below the workpiece, so that it from is clamped at the top and bottom. This allows the workpiece to machined his long sides easily with appropriate tools become.
- the upper and lower jaws are arranged so that they, seen in plan view, arranged in a gap to each other and there is little space between them.
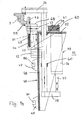
- the Machine according to FIG. 1 has a transverse profiling unit 1 and a longitudinal profile unit perpendicular to it 2. With the cross profile unit the woods 3 are processed on the front side. In the longitudinal profile unit 2, the woods are then on their long sides profiled.
- the wood to be processed 3 are in the Querprofilierech. 1 with a clamping device 4 in a predetermined position preferably clamped centrally on a carriage 5 'by a vertical Axis 6 is pivotable.
- the carriage 5 'can along a cross slide 5 are moved, which is movable along a guide 7. Both carriages 5, 5 'are thus in mutually perpendicular directions adjustable.
- the Querprofilierü is provided with at least one saw 8, with the respective end of the wood 3 can be sawed off. Depending on Location of the wood 3 relative to the saw 8, the front sides of the wood 3 perpendicular, but also acute or obtuse to the Sawed longitudinal direction of the woods. In this case, that will Wood 3 with the clamping device 4 about the axis 6 in the desired Angle pivoted.
- This is a (not shown) motor Drive provided with which the clamping device 4 automatically in the desired position can be pivoted.
- the Clamping device 4 connected to a CNC controller.
- the saw 8 has a circular saw blade 9, which is about a horizontal axis is rotatably driven. Following the saw 8 is the Querprofiliermati 1 provided with at least one vertical spindle 10, on the known manner, a pin / slot tool 11 rotatably sitting. With him the previously sawn end of the wood 9 is cross-profiled, For example, tapped or slotted or with a counter profile Mistake.
- the spindle 10 with the tool 11 can be known in the Way be adjustable in the axial direction. In this case, sit on the spindle 10 on top of each other two or more tools with which edited the ends of the wood 3 in the desired manner can be.
- the spindle 10 can also be adjusted radially be to the spindle 10 to different diameters to adjust the respective tool 11.
- the cross profile unit 1, as in the illustrated embodiment, with a second spindle 10 may be provided for another tool 11. These second spindle 10 is moved back and thus not in use. Instead of driving back this spindle 10, the clamping device can also 4 by means of the carriage 5 'on the cross slide 5 retracted become.
- the Querprofilierü 1 Following the spindle 10 is the Querprofilierü 1 with at least a drilling and / or dowel unit 12 provided. With her can the wood 3 following the Querprofiliervorgang with at least a bore and / or be provided with at least one dowel.
- the Querprofilierü 1 can also only the saw 8 and / or the Spindle 10 and / or the unit 12 have.
- the cross slide 5 is from the initial position shown in Fig. 1 from along the guide 7 in the direction of arrow 13 is moved. It will the clamped wood 3 successively first with the saw 8 end sawn, then transversely profiled and drilled and / or dowelled.
- the cross slide 5 in Transport direction 14 moved back to its original position and the clamping device 4 is pivoted about the vertical axis 6 be that in a renewed passage of the wood 3 through the Querprofiliertechnik 1 sawed the other end of the wood 3 and is cross-profiled.
- the wood 3 is first at both Edited ends before passing it to the Lssensprofiliertechnik 2 becomes. Such a procedure is shown in FIG.
- the Wood 3 is in the described manner twice through the Querprofiliermaschine 1 transports and edited both ends. Subsequently is the double-sided processed wood 3 of Leksprofilierü 2 pass, in which the wood 3 in to be described Longitudinally profiled.
- the Leksprofiliertician 2 provided with two spindles 17, on each of which at least a Leksprofiliertechnikmaschine Weg 18 sits.
- the drilling units 16 be in the transport direction right longitudinal side and in the Top and / or bottom of the wood made 3 holes.
- the Leksprofiliertician 2 can with be equipped with other spindles.
- Fig. 1 shows an example behind the second longitudinal profiling spindle 17 has a horizontal groove spindle 84.
- Fig. 2 shows a first embodiment of the machine, wherein the Wood 3 in the Querprofilieriser 1 in the manner described processed twice in succession at both ends becomes. Subsequently, the wood 3 of the feed unit 15 is transferred, the wood on the drilling units 16 and the two Longitudinal profiling tools 18 of Leksprofiliertechnik 2 passes.
- the Lssensprofilierwerkmaschinee 18 and the drilling units 16 are so arranged that the wood 3 when passing on its right longitudinal side, as described above, is processed.
- the machine with a second L Lucassprofiliertechnik 2 with other Lijnsprofilierwerkmaschinemaschineen 18 and provided further drilling units 16. They are arranged that processed with them in the passage of the timber 3, the left longitudinal side becomes.
- the processed wood 3 passes through the Lssensprofilieriser after passing 2 on a cross conveyor 20, with the wood back is transported to the cross-profiling unit 1.
- the wood 3 is initially in the transport direction 13 in the Querprofilieriser 1 in the manner described transported.
- the circular saw blade 9 of the circular saw 8 is the corresponding Sawed off the end of the wood 3 and with the subsequent Tool 11 cross-profiled, for example, slotted or tapped.
- the drilling and / or dowel unit 12 th the wood 3 drilled and / or dowelled.
- the wood is 3 passed to the feed unit 15 of Leksprofilierü 2.
- Leksprofilierü is the wood 3 with the drilling units 16th drilled on its long side and on its top and / or bottom.
- the longitudinal side with at least one the two spaced apart longitudinal profiling tools 18 longitudinal profiled.
- the one end and one long side processed wood 3 then passes to the cross conveyor 20, with the the wood perpendicular to the transport direction 21 in the Leksprofiliertechnik 2 is transported in the transport direction 22.
- the cross conveyor 20 passes the wood 3 a transport device 23, parallel to the Feed unit 15 is located and the wood 3 back to Querprofiliermaschines.
- the wood 3 is received by the clamping device 4 and aligned so that the other, not yet worked Sawed end of the wood 3 with the saw 8, with the tool 11 cross profiled, for example slotted or tapped, and optionally is processed with the drilling and / or dowel unit 12.
- the now processed at both ends wood 3 is so the feed unit Pass 15 of Leksprofiliertechnik 2 that not yet processed longitudinal side of the timber 3 to the drilling units 16 and the two Leksprofiliertechnikmaschinemaschinectionen 18 is passed.
- the Drilling units 16 if necessary, this longitudinal side of the wood 3 drilled.
- the wood 3 is longitudinal profiled.
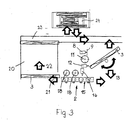
- the machine according to FIG. 3 represents a circular system in which the wood is transported twice through the machine. After this The wood passes twice through the machine and it gets done processed wood either on the cross conveyor 20 over another Processing supplied. But it is also possible to finish the finished To pass wood 3 to the cross conveyor 20, which finished the finished Wood 3 of the transport device 23 passes, which the wood in a magazine 24 (Fig. 3) stores.
- the woods 3 lie with their long sides together and are in the clamping device 4 clamped. It is designed as a clamp and has a lower jaw 25 and an upper jaw 26.
- the Woods 3 are stretched between the two jaws 25, 26.
- the Jaws 25, 26 have flat bearing surfaces 27, 28, so that the Wood can be reliably clamped.
- the upper jaw 26 is adjustable in height direction 29 (FIG. 8).
- the whole Clamping device 4 is transverse to the axis of the woods 3, as described, adjustable in direction of arrow 13.
- the lower jaw 25 is at the free end with an upward Stop 31 provided that slipping of the woods 3 transversely to the jaws 25, 26 prevents and exact alignment or position of the woods 3 guaranteed.
- the jaw 25 is about a transverse horizontal axis to its longitudinal direction 32 swiveling. Should the woods 3 in a manner to be described be transferred to the feed unit 15 of the L Lucassprofiliertechnik 2, can the jaw 25 about the axis 32 so far down in a release position are pivoted that the stopper 31 outside the movement path of the woods 3 is (Fig. 8).
- Fig. 7 shows the initial position in the transfer of the woods 3 of the Clamping device 4 of the transverse profiling unit 1 in the feed unit 15 of Lssensprofilierü 2.
- the clamping device 4 and the feed unit 15 have in this starting position distance from each other.
- an intermediate clamping device 33 In the area between the clamping device 4 and the feed unit 15 is an intermediate clamping device 33, the two superimposed lying jaws 34, 35, of which at least one is adjustable in height direction.
- the entire Intermediate clamping device 33 adjustable in height direction.
- a Transfer unit 36 the two spaced apart horizontal, endless circumferential bands 37, 38 has. They are each mounted on a support 39, 40, of which at least one in the height direction is adjustable. This allows the distance between the two bands 37, 38 simply to the thickness of the transported 3 woods are adjusted.
- the entire transfer unit 36 is also adjustable in height direction.
- the clamping device 4 is initially in the adjustment 30 adjusted against the intermediate clamping device 33.
- the two Clamping jaws 34, 35 of the clamping device 33 are set that the woods 3 reliably between the jaws 34, 35 retract can.
- the clamping device 33 is located in the area outside the adjustment of the clamping device 4 and its jaws 25, 26.
- the tensioning device 4 is adjusted so far until the woods 3 completely between the jaws 34, 35 of the clamping device 33 lie (Fig. 8). Once the woods 3 completely between the Jaws 34, 35 are retracted, one of the jaws, in the embodiment, the upper jaw 34 against the woods.
- the two bands 37, 38 have this one such a distance from each other that during the subsequent adjustment the transfer unit 36 in the direction of the intermediate clamping device 33 reach the woods 3 between the two bands 37, 38 ( Figure 9).
- the distance between the two bands is adjusted that when adjusting the transfer unit 36 in the transfer position Do not touch the woods 3.
- at least one of the carrier 39, 40 of the transfer unit 36 adjusted so that the woods 3 of the Bands 37, 38 can be detected.
- the feed unit 15 has in a manner to be described above their length evenly distributed clamping jaws, with which the woods 3 are clamped on a support 45.
- the displacement path the woods 3 in the adjustment 44 is by stops 46, which is distributed over the length of the feed unit 15 arranged are and at which the woods 3 come to the plant.
- FIG. 11 shows the situation in which the feed unit 15 is correspondingly advanced and the second wood 3 in the feed unit 15th has transported.
- the upper carrier 39 of the transfer unit 36th Move upward, so that the transfer unit 36 against adjustment 42 (FIG. 8) can be reduced. Subsequently the transfer unit 36 is lowered again, so that they for the next delivery cycle is available.
- those to be edited Woods 3 long can in the feed unit 15 at appropriate Length only one wood can be clamped. Then the sled must 5 Wait in the transfer position until the feed unit 15 after the delivery of the longitudinally profiled wood 3 back into the Transfer area is reduced.
- the clamping device 4 of the transverse profiling 1 only one wood 3 or even more than two woods record. is the wood 3 as wide as the clamping elements of the clamping device 4, then takes the clamping device 4 only a wood 3 and passes it after processing in the Querprofilierü 1 in the described Way of the feed unit 15.
- the clamping device 4 Move back to the starting position to pick up the next workpieces.
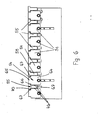
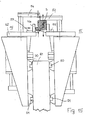
- the feed unit 15 is closer explained. It has a carrier 47, which is advantageous over the length the feed unit 15 extends.
- the carrier 47 is with a vertical Rear wall 48 provided at the distributed over the length guide elements 49 are attached.
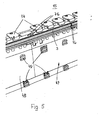
- These guide elements 49 are in two horizontal, spaced apart rows arranged ( Figures 4, 5 and 14). With the guide elements 49 sits the feed unit 15 on two mutually parallel guide rails 50, 51st ( Figure 14) provided on a machine frame (not shown) are.
- the rear wall 48 of the carrier 47 is at the upper end in a perpendicular to her lying support member 52 via.
- At its bottom is at least one drive 53 for jaws 54 attached.
- the drive 53 has advantageous lifting cylinder 56 (Fig. 14), which at the bottom of the horizontal support member 52 are attached and from which down a piston rod 57 protrudes. It is at the bottom over a cross piece 58 with an upwardly directed rod-shaped support 59th connected by at least one guide 60 and a guide bush 61 up above the support member 52 protrudes and at the top free end carries the respective jaw 54. That way are all jaws 54 by a respective lifting cylinder 56 independently adjustable in height direction. Thus, the individual jaws 54 are adjusted independently. It is also possible to group the jaws 54 in groups and groupwise together to disguise.
- At least one rake-like carrier 62 is mounted, in which the stops 46 are stored for the woods 3.
- the attacks 46 are advantageous stop bolts, which are perpendicular to the the jaws 54, 55 facing the top of the carrier 62 protrude and under the force of at least one compression spring 63 are. These move the stops 46 axially into a stop position.
- the jaws 54 have a square in plan view (FIG. 6) Base 64, the one at its terminal longitudinal edge rectangular projection 65 has. This causes the jaws 54 on both sides of the projection 65 with rectangular recesses 66, 67 provided. All jaws 54 are the same and are by far side by side in a row.
- the jaws 54 are advantageously screwed onto the upper end of the carrier 59, so they can be easily and quickly replaced if necessary can be.
- the clamping jaws 54 lie in the vertical direction opposite the clamping jaws 55, whose upper sides 68 form the support 45 (FIG. 10) for the wood 3 to be clamped.
- the jaws 55 are at the same height and are advantageously also limited independently adjustable in height direction. But it is also possible to adjust the lower jaws 55 together or in groups in the height direction. The adjustment can be done via cylinder. But it is possible to adjust the jaws 55 via a CNC axis.
- the clamping jaws 55 are, as can be seen from FIG. 6, arranged at a gap to the clamping jaws 54, seen in plan view of the feed unit 15.
- the lower jaws 55 have a T-shape with a rectangular foot 69, which lies in plan view between adjacent jaws 54.
- the lower clamping jaws 55 are also provided with a web 70 lying at right angles to the foot 69, which, seen in plan view, engages in the recesses 66, 67 of adjacent upper clamping jaws 54. Between the individual jaws 54, 55 there is a small space, seen in plan view. Thereby, the upper jaws 54 can be adjusted in a manner to be described below down between the lower jaws 55 properly and without risk of contact.
- the lower jaws 55 project transversely from a foot 71 (FIG. 14) which connects the jaws 55 with a lifting cylinder 72.
- the lifting cylinders 72 can be the lower jaws 55 in Lowering still to be described, if, as with reference to FIG. 7 to 11 has been explained, the woods 3 after the transverse profiling the feed unit 15 are passed.
- the lifting cylinder 72 are stored on the carrier 47.
- the rake-shaped carrier 62 has horizontal, spaced from each other lying fingers 73 ( Figures 4 and 14), between which the rod-shaped Carrier 59 for the upper jaws 54 and the feet 71 protrude for the lower jaws 55.
- the carrier 62 is with with Spaced apart upright supports 74 provided on which the compression springs 63 of the stops 31 are supported by one end are.
- the rake-shaped carrier 62 can be horizontal in Arrow direction 75 are adjusted on the support member 52 of the carrier 47, to the position of the stops 46 to the cross-sectional shape of the 3 to be clamped wood adapt.
- the intended Drive is not shown.
- the adjustment of the rake-shaped Carrier 62 can be done manually; however, it will be advantageous controlled adjusted, so that an automatic adjustment of the Stops 46 with respect to the cross-sectional shape of the machining wood 3 is guaranteed.
- the feed unit 15 can also two or more side by side lying support 62, which are advantageous in each other independently
- the described manner are adjustable to several woods in a row to tension, which are processed with different width should.
- the woods are 3 from the Querprofilieriser 1 not directly the feed unit 15th handed over the Lssensprofiliertechnik 2, but with the help of the transfer unit 36. It is in the transfer position (Fig. 9) with respect to arranged the feed unit 15, that the belts 37, 38 of the transfer unit 36 only a small distance from the jaws 54, 55th the feed unit 15 have. This allows the woods 3 easily from the transfer unit 36 in the feed unit 15 transport. To ensure a trouble-free and optimal transfer of wood 3 to reach before the delivery of the woods, the lower Jaws 55 slightly lowered so far that the support side 68 of the lower jaws 55 below the support level of the lower Bandes 38 of the transfer unit 36 is located. This can do that Wood 3 easily between the two jaws 54, 55 of the Feed unit 15 are transported.
- the stops 46 are by appropriate displacement of the rake-shaped carrier 62 in the direction of displacement 75 before the transfer the woods 3 set in the necessary position.
- the upper ones Jaws 54 are slightly up during delivery adjusted, so that they do not interfere with the transfer process.
- the upper and the lower Clamps 54, 55 moved together by the corresponding Lifting cylinder 56, 72 are operated. This will be the Woods 3 optimally between the jaws 54, 55 of the feed unit 15 clamped.
- the clamping is done so that through the L Lucassprofilierwerkmaschinemaschinemaschinemaschinee 18 to be machined longitudinal side of the woods 3 exposed, so that this longitudinal side without obstruction by the Clamping jaws 54, 55 can be processed.
- the feed unit 15 forms not only the transport device for the woods in the Lssensprofilierü 2, but at the same time the clamping device. This will make the high precision machining of the Woods 3 optimally ensured during the Lssensprofiliervorganges.
- FIG. 14 the long side of the woods 3 to be processed stands sufficiently far beyond the jaws 54, 55 of the feed unit in front. As a result, on this longitudinal side the required processing be made.
- Fig. 5 shows that on this longitudinal side of the wood 3, for example, two holes 76 in the longitudinal side and two holes 76 in the top of the wood 3 with the drilling units 16 have been attached.
- the drive of the feed unit 15 is designed as a CNC axis, so that the tensioned wood 3 can be moved exactly in the position for drilling. By doing Area where the two holes 76 in the top of the wood 3 is the appropriate upper jaw 54 of the feed unit 15 has been lowered. This is the wood 3 at this point free, so that with the appropriate drilling unit 16 the holes can be attached.
- the corresponding Jaws 54 which in the further processing of the Wood 3 in Leksprofilierü 2 could disturb, before handing over the woods 3 in the feed unit under the support level 68th the lower jaws 55 are lowered by the corresponding Lifting cylinder 56 is actuated.
- the in the feed unit 15th clamped wood 3 can then be exactly relative to the machine-fixed Drilling units 16 drive, the locational exactly the necessary Install holes.
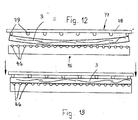
- the transport unit 77 will be described with reference to FIGS. 12 and 13, with the woods 3 in the manner described from the transfer unit 36 are pushed into the feed unit 15.
- the transport unit 77 has a plate-shaped carrier 78, the its the wood 3 side facing with spaced apart Antikbacken 79 has.
- the Antikbacken 79 extend about the height of the beam 78 and the wood 3.
- the front sides the Antikbacken 79 are rounded, so that they only linear rest against the wood 3.
- the transport unit 77 is provided with a (not shown) drive, preferably with lifting cylinders, in the direction adjusted to the stops 46 in the feed unit 15.
- the transport unit 77 is located in the transfer area of the woods 3 from the transverse to L Lucassprofilieriser and is part of Transfer unit 36.
- the transport unit 77 is then actuated when the woods 3 between the open jaws 54, 55 of the feed unit 15 are pushed.
- the jaws 54, 55 remain open until the wood 3 by means of the transport unit 77 at the attacks 46 has been brought to bear.
- the Clamping jaws 54, 55 of the feed unit 15 is actuated so that they Clamp wood 3. Only when this clamping process is completed, the transport unit 77 is returned to its original position.
- Woods 3 can also be pushed straight to even those woods despite their longitudinal curvature can work properly. Will that be curved timber 3 in the manner described with the transport unit 67 brought to the stops 46 of the feed unit 15 to the plant, becomes by further pressurization the transport unit 77 moves toward the stops 46. Here is the Wood 3 adjacent to the stops 46 straightened (Fig. 13), so that it rests with its one longitudinal side of the stops 46.
- the transport unit 77 remains in its printing position according to FIG. 13 until the jaws 54, 55 of the feed unit 15 the straight pressed wood 3 clamped.
- the elasticity of the Jaws 54, 55 is so high that the wood 3 after returning the transport unit 77 in the feed unit 15 in his straight pressed situation remains.
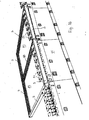
- FIGS. 2 and 15 show the machine with two longitudinal profiler units, which is thus equipped with two feed units 15. As 15 shows, these two feed units 15 are the same, However, arranged mirror images of each other. Are the woods 3 in the manner described in the right in Fig. 2 feed unit 15 clamped, then the woods are with her to the drilling units 16 and past the L Lucassprofilierwerkmaschineen 18, with where the right in the direction of transport 21 long side of the woods 3 edited becomes.
- the left in Fig. 2 feed unit 15 is located in a transfer area 80 (Fig. 2), which is in the area between the Double drilling units 16 and longitudinal profiling tools 18 is provided.
- the two feed units 15 are so to each other arranged, seen in the direction of transport 21 (Fig.
- Fig. 15 shows the machine from the outlet side.
- the right feed unit 15 has the wood 3 so on the appropriate tools has passed in the L Lucassprofiliertechnik 2 that in Fig. 15, the left longitudinal side of the timber 3 has been profiled, in the direction of passage of the wood 3 through the machine is the right long side.
- this feed unit 15 moves into the transfer area 80, are the jaws 54, 55 of FIG. 15 left feed unit 15 so wide that the wood 3 with its protruding Area unhindered between the jaws of this feed unit 15 can retract.
- the rake-shaped carrier 62 with the Stops 46 is moved in the direction of the wood 3, that the Stops 46 come to him to the plant.
- the two feed units 15 are at opposite ends Pages in the manner described on a frame part 81st with the guide rails 50, 51 proceed.
- the machine with one above the other arranged in pairs feed units 15 provided, of which the upper feed units to a horizontal Axis mirrored above the lower feed units 15 are arranged.
- the Performance of the machine increases, since a feed unit already in the each transfer position can go back while the second Feed unit, the wood 3 at the respective Leksprofilierü passes.
- the longitudinal feed of the woods 3 in the Leksprofilierü 2 means the feed unit 15 allows accurate tracking, surveying and positioning the timbers over the axles. Thereby are ensures high manufacturing precision and high process reliability.
- the milling and drilling operations are carried out in one machine, so that a parts complete machining on the machine possible is. Since the woods 3 are transported through the transverse and the longitudinal profile unit 1, 2 are always clamped and not on Table surfaces or stops slip, the corresponding page treated the woods gently. Also, no chip rolling occurs on. With the feed unit 15 and with the clamping device 4 it is possible, the woods 3 several times to the appropriate tools 11, 18 drive by to different processing on the wood 3 make. In this case, the respective spindles 10, 17 respectively radially and / or axially adjusted to those for the different Machining necessary cutting blades engage can.
- the position of the woods 3 can be determined exactly at any time. This makes it possible to use the woods 3 with this machine to process high production precision. In particular, it can in the manner described in the L Lucassprofiliertechnik 2 the Drilling and / or milling with the machine-fixed drilling units 16 are attached, since the woods 3 with the feed units 15 are positioned accurately relative to the drilling units 16 can.
- Dives can also be made on wood 3. This includes are profilings that are not understood over the whole Length of the wood 3 extend. Due to the high positioning accuracy The tools can be exactly in the wood retracted and driven out of it.
- the feed unit 15 Since the feed unit 15 is moved CNC-controlled and also the tools 18 and their spindles 17 CNC-controlled transversely to the direction of travel the feed units 15 are movable, can by Interpolation from these two perpendicular movements the spindle 17 and the feed unit 15 any Contour of the long side of the woods can be achieved. That's how it works the wood Stichbögen, wavy lines and the like without problems produce.
- the machine parts are constructed as modules, so that the machines can be put together in different ways. So is the construction of the machine regardless of its length, as with appropriate Machine lengths a corresponding number of modules is compiled.
- the modules can be assembled to the machine be that they work as a legal or link unit can.
- the magazine 24 (Fig. 1) may be formed so that from him the to be processed wood 3 automatically removed and in the Machine entered and returned after editing become.
- the machine can operate without operator, because a high Process reliability is guaranteed.
- the spindle guides are advantageously made of polymer concrete, which achieves optimal vibration decoupling of the spindles becomes.
- the spindles may, for example, have a length of 700 mm and have a variable stroke of 650 mm. This results a complete freedom in spindle occupation, i. the choice of tools to be attached to the spindles. This is a simple one Design of woodworking possible.
- Feed rollers can wear out and pollute, causing the transport of the woods is affected by the window machine. In addition, must the feed rollers are adjusted. Due to the feed bar the tools on the window machine are difficult accessible. The position of the woods in the machine must be at a such feed unit to be monitored by limit switches, which can lead to problems.
- the frame 82 can be easily inserted into the feed unit 15 and be curious.
- the lowered jaws 54 take the lying in their displacement stops 46 against the force the compression springs 63 with.
- the clamping jaws 54 in the region of the main body 64 so wide that they two at the same time Detect stops 46 and press down.
- Fig. 16 shows a sash 82 with a rung 83.
- the Feed unit 15 can also be two or more adjacent Frame 82 are clamped to mill the outsides.
- the machine is described as an angle machine have been the cross and the longitudinal Sprofiliermati 1, 2 has, which are at right angles to each other.
- the described feed unit 15 may also be provided in a machine that does not have a Querprofiliertechnik with which the woods 3 thus only be processed on at least one longitudinal side.
- the machine according to FIGS. 17a to 17d is mainly used for production used by furniture parts and has no Querprofilierü on.
- the woods 3 are either by hand or through a magazine placed on the feed unit 15 and with the upper and lower Clamping jaws 54, 55 clamped.
- the woods 3 are here with its one end face on a machine-fixed stop 85 for Attachment brought to get a length reference. So that Woods on their abutting the stop 85 end face 86 in still too descriptive way can be edited, stand the woods via the jaws 54, 55 in the transport direction.
- the stopper 85 is from its stop position removed and the feed unit 15 in the transport direction 21 transported.
- the tool 87 may be a tool magazine 88 in which are cutters, drills, angle units, saws etc. may be arranged.
- the tool 87 sits on a transverse to the transport direction 21 movable carriage 89, along a Guide 90 perpendicular to the transport direction 21 in the transport direction 91 between the tool magazine 88 and the processing station can be moved. After machining the end face 86 is the wood 3 with the feed unit 15 in the transport direction 21 on transported to a subsequent tool 92.
- the Tool magazine 94 may be the same design as the tool magazine 88 and different tools for longitudinal processing, Cross-cutting, for drilling or sawing wood 3 contain. With the feed unit 15, the woods 3 are rotating at Tool 92 passed, which in the transport direction 21st right long side of the woods 3 edited.
- the feed unit 15 retracted against the transport direction 21 to the operator. After loosening the clamping device he takes the wood 3 and it turns around its transverse axis by 180 ° (Fig. 17b). This turned Wood 3 is again between the jaws 54, 55 of the feed unit 15 clamped. The wood 3 is after the turning process with its machined end face 86 on the machine-fixed Stop 85 applied, which in this case from that shown in Fig. 17a Situation in the position shown in FIG. 17b can be adjusted. It but it is also possible to provide a second machine-fixed stop, to align the partially worked wood 3. To the clamping, the feed unit 15 is again in the transport direction 21 proceed.
- Fig. 18 shows an embodiment in which the wood 3 in a single Passage through the machine on both sides and on both end faces is processed.
- the wood to be worked becomes either manually by an operator or via a magazine abandoned on the clamping unit of the feed unit 15.
- the wood is clamped between the jaws 54, 55 of the feed unit.
- the front in the transport direction 21 end of the wood 3 is sufficiently far over the feed unit 15 before, so that with the Tool 87, the end face 86 of the wood 3 can be edited.
- the tool 87 by means of Schlittens 89 retracted and the feed unit 15 further in Transport direction 21 moves.
- the wood 3 then enters the area of the tool 92, with the right in the direction of transport 21 Long side of the wood 3 is processed.
- the wood 3 is sufficiently far over the jaws 54, 55 before, so that this longitudinal side properly can be edited.
- the wood 3 In the transport direction 21 behind the tool 92, the wood 3 a passed second feed unit 15, which on the opposite Side of the guide 97 for the two feed units 15 is arranged in mirror image.
- the wood 3 is so to the further feed unit Pass 15 that wood 3 with his counter Transport direction 21 lying end over this feed unit 15th protrudes.
- the further feed unit 15 has the jaws 54, 55, with which the wood is clamped at the top and bottom becomes.
- the wood 3 is in the transfer with the jaws 54, 55 the further feed unit 15 tightened as long as the jaws 54, 55 of the other feed unit 15, the wood 3 is still stretched In this way, a flawless delivery of the Holzes 3 ensures, as it always strained at this handover is held.
- the further feed unit 15 in the transport direction 21 moved on.
- a tool 98 which by means of a Carriage 99 is transverse to the transport direction 21 is adjustable, the in Transport direction 21 left longitudinal side of the wood 3 edited.
- the following in the direction of transport 21 tool 100 the is also mounted on a carriage 101, then the in the transport direction 21 rear end face 96 of the wood. 3 processed.
- the wood After passing through the machine, the wood is 3 at both End faces 86, 96 and processed on the right and left longitudinal side.
- the wood 3 is then removed from the feed unit 15 and perpendicular to the transport direction 21 after releasing the clamping device continued.
- the machine has one each Magazine 88, 94 for the tools 86, 92. This way is always an aggregate in use, so that the machine high productivity or short lead times. It is also possible only one aggregate for longitudinal and transverse machining. But then you have to a non-productive time for changing tools for the transverse and the longitudinal processing are accepted.
- the machine according to FIGS. 19a to 19e has the same as the previous one Embodiment two feed units 15, which on each other opposite sides of the guide 97 mirror images of each other are arranged. Both feed units 15 are advantageous the same education.
- the feed unit 15 is then in the transport direction 21 past the tools 87, 92, with which in the described manner in the transport direction 21 front end side 86 and processed in the transport direction right long side of the wood 3 become.
- the second feed unit 15 In the transport direction behind the tool 92 is the second feed unit 15, to which the wood 3 is transferred, as based on Fig. 18 has been explained in detail (Fig. 19c).
- the wood 3 With this second Feed unit 15, the wood 3 is opposite to the transport direction 21 along the guide 97 retracted. This is the Wood 3 at its other end face 96 and at the transport direction this second feed unit 15 right longitudinal side with the Tools 92, 87 edited. After the two-way passage through the machine, the wood is thus on both its long sides and machined on its two end faces 86, 96.
- the second Feed unit 15 With the second Feed unit 15, the wood 3 after the second passage in Transport direction 21 again moved back (Fig. 19e), wherein the both tools 87, 92 are moved back. Then that will be done processed wood of the second feed unit 15 taken. Meanwhile the operator can see the next wood to be machined 3 in clamp the first feed unit 15.
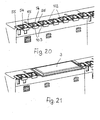
- FIGS. 20 and 21 show the possibility in the feed unit 15 securely clamp wide, flat workpieces 3 with suction clamps to be able to.
- the upper jaws 54 are down adjusted (Fig. 20), so that all the jaws 54, 55 on the same Height are.
- the jaws 54 are on their support side with frame seals 102 provided (Fig. 20), in the lowered position of the jaws survive over the lower jaws 55. Furthermore are the jaws 54, each with at least one passage opening 103 provided.
- the sheet-like wood 3 (FIG. 21) is placed on the Jaws 54, 55 launched, with the protruding frame seals 102 clean against the support side of the wood 3. About the openings 103 then negative pressure is generated, through which the flat wood 3 firmly against the jaws 54, 55 pulled and reliable is held.
- the jaws 54 thus form Saugspanner, connected in a known manner to a suction system are.
- the upper and lower Clamping jaws 54, 55 each arranged in a gap to each other. But it is also possible, not all jaws 54, 55 on gap to arrange, but only a part of these jaws. So can For example, the first upper and lower jaws 54, 55th exactly above each other, while only the subsequent jaws 54, 55 lie on the gap.
- Such training is that Wood 3 in the area of its front for the cross-processing safely and sturdy. Even shorter woods 3 can be safe Clamp.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Mechanical Engineering (AREA)
- Forests & Forestry (AREA)
- Jigs For Machine Tools (AREA)
- Milling, Drilling, And Turning Of Wood (AREA)
- Feeding Of Workpieces (AREA)
- Chemical And Physical Treatments For Wood And The Like (AREA)
- Sawing (AREA)
- Turning (AREA)
- Specific Conveyance Elements (AREA)
- Dovetailed Work, And Nailing Machines And Stapling Machines For Wood (AREA)
Abstract
Description
Die Erfindung betrifft eine Maschine zum Bearbeiten von Werkstükken
aus Holz, Kunststoff oder dergleichen nach dem Oberbegriff des
Anspruches 1 sowie ein Verfahren zum Bearbeiten solcher Werkstükke
nach dem Oberbegriff des Anspruches 47.The invention relates to a machine for processing workpieces
made of wood, plastic or the like according to the preamble of
Claim 1 and a method for processing such Werkstükke
according to the preamble of
Mit derartigen Maschinen werden Werkstücke bearbeitet, aus denen Fenster- und Türrahmen bzw. Fensterflügel hergestellt werden. In der Längsprofiliereinheit werden die Werkstücke an ihren Längsseiten profiliert. Zum Transport der Werkstücke durch die Längsprofiliereinheit sind Vorschubwalzen vorgesehen, die an einem Träger aufgehängt und drehbar angetrieben sind. Diese Vorschubwalzen drücken auf die Werkstücke, die auf Tischplatten abgestützt sind und auf denen sie mit den Vorschubwalzen durch die Maschine transportiert werden. Die Vorschubwalzen verschleißen und verschmutzen, so daß der Transport der Werkstücke beeinträchtigt ist. Außerdem ist der Transport von kurzen Werkstücken problematisch.With such machines workpieces are processed, from which Window and door frames or window sash are made. In the Längsprofiliereinheit be the workpieces on their long sides profiled. For transporting the workpieces through the longitudinal profile unit Feed rollers are provided which are suspended on a carrier and are rotatably driven. Press these feed rollers on the workpieces which are supported on tabletops and on which she transported with the feed rollers through the machine become. The feed rollers wear and dirty, so that the transport of the workpieces is impaired. In addition, the Transport of short workpieces problematic.
Der Erfindung liegt die Aufgabe zugrunde, die gattungsgemäße Maschine und das gattungsgemäße Verfahren so auszubilden, daß ein zuverlässiger und einfacher Transport durch die Maschine sowie eine maßgenaue Positionierung der Werkstücke gewährleistet ist.The invention is based on the object, the generic machine and the generic method in such a way that a reliable and easy transport through the machine as well as a dimensionally accurate positioning of the workpieces is guaranteed.
Diese Aufgabe wird bei der gattungsgemäßen Maschine erfindungsgemäß
mit den kennzeichnenden Merkmalen des Anspruches 1 gelöst
und beim gattungsgemäßen Verfahren erfindungsgemäß mit den
kennzeichnenden Merkmalen des Anspruches 47 gelöst.This object is achieved according to the invention in the generic machine
solved with the characterizing features of claim 1
and in the generic method according to the invention with the
characterizing features of
Bei der erfindungsgemäßen Maschine wird als Vorschubeinheit in der Längsprofiliereinheit eine Spanneinheit verwendet, mit der die zu bearbeitenden Werkstücke nicht nur eingespannt, sondern auch durch die Längsprofiliereinheit transportiert werden. Aufgrund der erfindungsgemäßen Vorschubeinheit sind Vorschubwalzen in der Längsprofiliereinheit nicht mehr notwendig. Die zu bearbeitenden Werkstücke werden von der Spanneinheit zuverlässig erfaßt und zusammen mit ihr durch die Maschine gefördert. Schlupfprobleme, wie sie bei Vorschubwalzen zu beobachten sind, treten nicht auf. Durch die Verwendung der Spanneinheit werden die Werkstückoberseiten schonend behandelt, was sich in einer hervorragenden Bearbeitungsqualität auswirkt. Mit der Spanneinheit können auch sehr kurze Werkstücke erfaßt und bearbeitet werden. Da die Spanneinheit in der Längsprofiliereinheit verfahren wird, läßt sich jedes Werkstück über die Achsen der Maschine sehr genau verfolgen, vermessen und positionieren. Dabei kann auf Endschalter verzichtet werden, wie sie bei herkömmlichen Maschinen eingesetzt werden. Die Klemmbacken sind ober- und unterhalb des Werkstückes angeordnet, so daß es von oben und unten eingespannt wird. Dadurch kann das Werkstück an seinen Längsseiten mit entsprechenden Werkzeugen problemlos bearbeitet werden. Die oberen und unteren Klemmbacken sind so angeordnet, daß sie, in Draufsicht gesehen, auf Lücke zueinander angeordnet sind und zwischen ihnen jeweils ein kleiner Freiraum besteht. Durch eine solche Ausbildung der Spanneinrichtung können die Werkstücke universell, flexibel und sicher gespannt werden. Dadurch lassen sich die Werkstücke in der eingespannten Stellung mit einer außerordentlich hohen Genauigkeit und Qualität bearbeiten, insbesondere auch dünne und kurze Teile. Werden die Werkstücke zwischen einzelnen Bearbeitungsvorgängen übergeben, bleiben sie bei der Übergabe stets eingespannt, so daß eine hochgenaue Bearbeitung gewährleistet ist.In the machine according to the invention is used as a feed unit in the Längsprofiliereinheit used a clamping unit with which to edit Workpieces not only clamped, but also by the Längsprofiliereinheit be transported. Due to the invention Feed unit are feed rollers in the Längsprofiliereinheit not necessary anymore. The workpieces to be processed are reliably detected by the clamping unit and together promoted with her through the machine. Slip problems, like them when feed rollers are observed, do not occur. By the Use of the clamping unit become the workpiece tops treated gently, resulting in an excellent quality of workmanship effect. With the clamping unit can also very short Workpieces are detected and edited. Since the clamping unit in the Längsprofiliereinheit is moved, each workpiece can be over track, measure and position the axes of the machine very accurately. It can be dispensed with limit switch, as with conventional machines are used. The jaws are arranged above and below the workpiece, so that it from is clamped at the top and bottom. This allows the workpiece to machined his long sides easily with appropriate tools become. The upper and lower jaws are arranged so that they, seen in plan view, arranged in a gap to each other and there is little space between them. By such a design of the clamping device, the Workpieces can be clamped universally, flexibly and safely. Thereby can the workpieces in the clamped position with a extremely high accuracy and quality work, in particular also thin and short parts. Are the workpieces between they are enclosed with individual processing operations the transfer always clamped, so that a high-precision machining is guaranteed.
Weitere Merkmale der Erfindung ergeben sich aus den weiteren Ansprüchen, der Beschreibung und den Zeichnungen.Further features of the invention will become apparent from the further claims, the description and the drawings.
Die Erfindung wird anhand eines in den Zeichnungen dargestellten Ausführungsbeispieles näher erläutert. Es zeigen
- Fig. 1
- in perspektivischer Darstellung eine erfindungsgemäße Maschine,
- Fig. 2
- in Draufsicht und in schematischer Darstellung den Verfahrensablauf bei der Bearbeitung von Hölzern in einer ersten Ausführungsform einer erfindungsgemäßen Maschine,
- Fig. 3
- in einer Darstellung entsprechend Fig. 2 den Verfahrensablauf bei der Bearbeitung von Hölzern einer zweiten Ausführungsform einer erfindungsgemäßen Maschine,
- Fig. 4
- in perspektivischer Darstellung eine Vorschubeinheit der erfindungsgemäßen Maschine,
- Fig. 5
- in perspektivischer und vergrößerter Darstellung einen Teil der Vorschubeinheit gemäß Fig. 4,
- Fig. 6
- eine Draufsicht auf einen Teil der Vorschubeinheit gemäß Fig. 4,
- Fig. 7 bis 11
- den Verfahrensablauf bei der Übergabe der zu bearbeitenden Werkstücke von einer ersten Vorschubeinheit an eine zweite Vorschubeinheit,
- Fig. 12
- eine Transporteinheit der erfindungsgemäßen Maschine in einer Ausgangsstellung,
- Fig. 13
- die Transporteinheit gemäß Fig. 12 in der Arbeitsposition,
- Fig. 14
- in vergrößerter Darstellung einen Teil der Vorschubeinheit gemäß den Fig. 4 bis 6 in Seitenansicht,
- Fig. 15
- in vergrößerter Darstellung zwei Vorschubeinheiten der Maschine gemäß Fig. 2, von der Auslaufseite der Maschine aus gesehen;
- Fig. 16
- in perspektivischer Darstellung einen Teil der erfindungsgemäßen Maschine, auf der ein Umfälzvorgang durchgeführt wird,
- Fig. 17a bis Fig. 17d
- verschiedene Verfahrensschritte bei Durchführung des erfindungsgemäßen Verfahrens auf einer weiteren Ausführungsform einer erfindungsgemäßen Maschine,
- Fig. 18
- in Draufsicht eine weitere Ausführungsform einer erfindungsgemäßen Maschine,
- Fig. 19a bis Fig. 19e
- verschiedene Verfahrensabschnitte bei der Bearbeitung der Werkstücke auf einer weiteren Ausführungsform einer erfindungsgemäßen Maschine,
- Fig. 20 und Fig. 21
- jeweils in perspektivischer Darstellung unterschiedliche Spannsituationen einer weiteren Ausführungsform einer Vorschubeinheit der erfindungsgemäßen Maschine.
- Fig. 1
- in a perspective view of a machine according to the invention,
- Fig. 2
- in a plan view and in a schematic representation of the procedure in the processing of woods in a first embodiment of a machine according to the invention,
- Fig. 3
- 2 shows the procedure in the processing of wood of a second embodiment of a machine according to the invention,
- Fig. 4
- a perspective view of a feed unit of the machine according to the invention,
- Fig. 5
- in a perspective and enlarged view of a part of the feed unit of FIG. 4,
- Fig. 6
- a plan view of a portion of the feed unit of FIG. 4,
- Fig. 7 to 11
- the procedure during the transfer of the workpieces to be processed from a first feed unit to a second feed unit,
- Fig. 12
- a transport unit of the machine according to the invention in a starting position,
- Fig. 13
- the transport unit according to FIG. 12 in the working position,
- Fig. 14
- in an enlarged view a part of the feed unit according to FIGS. 4 to 6 in side view,
- Fig. 15
- in an enlarged view, two feed units of the machine of Figure 2, viewed from the outlet side of the machine.
- Fig. 16
- in a perspective view a part of the machine according to the invention, on which a Umfälzvorgang is performed,
- Fig. 17a to Fig. 17d
- Various method steps in carrying out the method according to the invention on a further embodiment of a machine according to the invention,
- Fig. 18
- in plan view another embodiment of a machine according to the invention,
- 19a to Fig. 19e
- Various process sections in the processing of the workpieces on a further embodiment of a machine according to the invention,
- FIGS. 20 and 21
- each in a perspective view different clamping situations of another embodiment of a feed unit of the machine according to the invention.
Mit der im folgenden beschriebenen Maschine werden Hölzer bearbeitet,
aus denen beispielsweise Fenster- oder Türrahmen bzw.
flügel zusammengesetzt werden. In der Maschine können aber auch
Hölzer bearbeitet werden, die für Treppenstufen, Möbelteile in Rahmen-
oder Stollenbauweise oder dergleichen eingesetzt werden. Die
Maschine gemäß Fig. 1 hat eine Querprofiliereinheit 1 und eine
rechtwinklig zu ihr liegende Längsprofiliereinheit 2. Mit der Querprofiliereinheit
werden die Hölzer 3 stirnseitig bearbeitet. In der Längsprofiliereinheit
2 werden die Hölzer anschließend an ihren Längsseiten
profiliert.With the machine described below, woods are processed,
from which, for example, window or door frames or
wings are assembled. In the machine can also
Be processed for steps, furniture parts in frame
or cleat construction or the like can be used. The
Machine according to FIG. 1 has a transverse profiling unit 1 and a
longitudinal profile unit perpendicular to it 2. With the cross profile unit
the
Die zu bearbeitenden Hölzer 3 werden in der Querprofiliereinheit 1
mit einer Spanneinrichtung 4 in einer vorgegebenen Lage vorzugsweise
mittig eingespannt, die auf einem Schlitten 5' um eine vertikale
Achse 6 schwenkbar ist. Der Schlitten 5' kann längs eines Querschlittens
5 verfahren werden, der längs einer Führung 7 verfahrbar ist.
Beide Schlitten 5, 5' sind somit in zueinander senkrechten Richtungen
verstellbar.The wood to be processed 3 are in the Querprofiliereinheit. 1
with a
Die Querprofiliereinheit ist mit wenigstens einer Säge 8 versehen, mit
der das jeweilige Ende des Holzes 3 abgesägt werden kann. Je nach
Lage des Holzes 3 relativ zur Säge 8 können die Stirnseiten des Holzes
3 senkrecht, aber auch spitzwinklig bzw. stumpfwinklig zur
Längsrichtung der Hölzer gesägt werden. In diesem Falle wird das
Holz 3 mit der Spanneinrichtung 4 um die Achse 6 im gewünschten
Winkel geschwenkt. Hierzu ist ein (nicht dargestellter) motorischer
Antrieb vorgesehen, mit dem die Spanneinrichtung 4 automatisch in
die gewünschte Stellung geschwenkt werden kann. Vorteilhaft ist die
Spanneinrichtung 4 an eine CNC-Steuerung angeschlossen.The Querprofiliereinheit is provided with at least one saw 8, with
the respective end of the
Die Säge 8 hat ein Kreissägeblatt 9, das um eine horizontale Achse
drehbar angetrieben wird. Im Anschluß an die Säge 8 ist die Querprofiliereinheit
1 mit wenigstens einer vertikalen Spindel 10 versehen,
auf der in bekannter Weise ein Zapfen/Schlitz-Werkzeug 11 drehfest
sitzt. Mit ihm wird das zuvor abgesägte Ende des Holzes 9 querprofiliert,
beispielsweise gezapft bzw. geschlitzt bzw. mit einem Konterprofil
versehen. Die Spindel 10 mit dem Werkzeug 11 kann in bekannter
Weise in Achsrichtung verstellbar sein. In diesem Falle sitzen
auf der Spindel 10 übereinander zwei oder mehr Werkzeuge, mit denen
die Enden des Holzes 3 in der gewünschten Weise bearbeitet
werden können. Darüber hinaus kann die Spindel 10 auch radial einstellbar
sein, um die Spindel 10 auf unterschiedliche Durchmesser
des jeweiligen Werkzeuges 11 einstellen zu können. Die Querprofiliereinheit
1 kann, wie im dargestellten Ausführungsbeispiel, mit einer
zweiten Spindel 10 für ein weiteres Werkzeug 11 versehen sein. Diese
zweite Spindel 10 ist zurückgefahren und damit nicht im Einsatz.
Anstatt diese Spindel 10 zurückzufahren, kann auch die Spanneinrichtung
4 mittels des Schlittens 5' auf dem Querschlitten 5 zurückgefahren
werden.The
Im Anschluß an die Spindel 10 ist die Querprofiliereinheit 1 mit wenigstens
einer Bohr- und/oder Dübeleinheit 12 versehen. Mit ihr kann
das Holz 3 im Anschluß an den Querprofiliervorgang mit wenigstens
einer Bohrung und/oder mit wenigstens einem Dübel versehen werden. Following the
Die Querprofiliereinheit 1 kann auch nur die Säge 8 und/oder die
Spindel 10 und/oder die Einheit 12 aufweisen.The Querprofiliereinheit 1 can also only the
Der Querschlitten 5 wird von der in Fig. 1 dargestellten Ausgangslage
aus längs der Führung 7 in Pfeilrichtung 13 verschoben. Dabei wird
das eingespannte Holz 3 nacheinander zunächst mit der Säge 8 endseitig
gesägt, anschließend querprofiliert und gebohrt und/oder gedübelt.
Je nach Ausbildung der Maschine kann der Querschlitten 5 in
Transportrichtung 14 wieder in seine Ausgangslage zurückgefahren
und die Spanneinrichtung 4 so um die vertikale Achse 6 geschwenkt
werden, daß bei einem erneuten Durchlauf des Holzes 3 durch die
Querprofiliereinheit 1 das andere Ende des Holzes 3 gesägt und
querprofiliert wird. In diesem Falle wird das Holz 3 zunächst an beiden
Enden bearbeitet, bevor es an die Längsprofiliereinheit 2 übergeben
wird. Ein solcher Verfahrensablauf ist in Fig. 2 dargestellt. Das
Holz 3 wird in der beschriebenen Weise zweimal durch die Querprofiliereinheit
1 transportiert und hierbei beide Enden bearbeitet. Anschließend
wird das beidseitig bearbeitete Holz 3 der Längsprofiliereinheit
2 übergeben, in der das Holz 3 in noch zu beschreibender
Weise längsprofiliert wird.The
Wenn der Querschlitten 5 die Übergabestellung erreicht hat, wird die
Spanneinrichtung 4 so gedreht, daß das Holz parallel zur Transportrichtung
in der Längsprofiliereinheit 2 liegt. In dieser Lage kann dann
das Holz von einer Vorschubeinheit 15 der Längsprofiliereinheit 2
übernommen werden. Mit ihr wird das Holz 3 in seiner Längsrichtung
durch die Längsprofiliereinheit transportiert und dabei an seiner entsprechenden
Längsseite bearbeitet. Die Längsprofiliereinheit 2 hat
bei der Maschine gemäß Fig. 1, in Transportrichtung des Holzes 3
gesehen, zunächst Bohraggregate 16 und wenigstens eine vertikale
Spindel 17, auf der wenigstens ein Längsprofilierwerkzeug 18 drehfest
sitzt. Im dargestellten Ausführungsbeispiel ist die Längsprofiliereinheit
2 mit zwei Spindeln 17 versehen, auf denen jeweils wenigstens
ein Längsprofilierwerkzeug 18 sitzt. Mit den Bohraggregaten 16
werden in der in Transportrichtung rechten Längsseite sowie in der
Ober- und/oder Unterseite des Holzes 3 Bohrungen vorgenommen.
Das Längsprofilierwerkzeug 18 profiliert die in Transportrichtung
rechte Längsseite des Holzes 3. Die Längsprofiliereinheit 2 kann mit
weiteren Spindeln ausgestattet sein. Fig. 1 zeigt beispielhaft hinter
der zweiten Längsprofilierspindel 17 eine horizontale Nutspindel 84.When the
Fig. 2 zeigt eine erste Ausführungsform der Maschine, bei der das
Holz 3 in der Querprofiliereinheit 1 in der beschriebenen Weise bei
zweimaligem Durchlauf nacheinander an beiden Enden bearbeitet
wird. Anschließend wird das Holz 3 der Vorschubeinheit 15 übergeben,
die das Holz an den Bohraggregaten 16 sowie an den beiden
Längsprofilierwerkzeugen 18 der Längsprofiliereinheit 2 vorbeiführt.
Die Längsprofilierwerkzeuge 18 und die Bohraggregate 16 sind so
angeordnet, daß das Holz 3 beim Durchlauf an seiner rechten Längsseite,
wie oben beschrieben, bearbeitet wird. Im Anschluß an die
Längsprofilierwerkzeuge 18 ist die Maschine mit einer zweiten
Längsprofiliereinheit 2 mit weiteren Längsprofilierwerkzeugen 18 sowie
weiteren Bohraggregaten 16 versehen. Sie sind so angeordnet,
daß mit ihnen beim Durchlauf des Holzes 3 die linke Längsseite bearbeitet
wird. Dadurch ist nur ein einmaliger Durchlauf des Holzes 3
durch die Längsprofiliereinheiten 2 und damit durch die ganze Maschine
notwendig. Nach der Bearbeitung beider Längsseiten wird das
Holz 3 mittels einer Transporteinrichtung senkrecht zur Transportrichtung
21 in den Längsprofiliereinheiten 2 einer weiteren Station oder
einem weiteren Magazin 24 zugeführt. Diese Maschine stellt eine
Durchlaufanlage dar, bei welcher die Hölzer 3 im Durchlauf bearbeitet
werden. Das Holz 3 ist bei der gesamten Bearbeitung und zu jedem
Zeitpunkt sowohl in der Quer- als auch in den Längsprofiliereinheiten
1, 2 fest eingespannt, so daß eine optimale Bearbeitungsqualität
und -genauigkeit erreicht wird. Fig. 2 shows a first embodiment of the machine, wherein the
Bei einer zweiten Ausführungsform der Maschine entsprechend Fig. 3
gelangt das bearbeitete Holz 3 nach dem Durchlauf durch die Längsprofiliereinheit
2 auf einen Querförderer 20, mit dem das Holz zurück
zur Querprofiliereinheit 1 transportiert wird. Zwei Arbeitsweisen einer
solchen Maschine werden anhand von Fig. 3 näher beschrieben. Bei
der ersten Arbeitsweise wird das Holz 3 zunächst in Transportrichtung
13 in der Querprofiliereinheit 1 in der beschriebenen Weise
transportiert. Mit dem Kreissägeblatt 9 der Kreissäge 8 wird das entsprechende
Ende des Holzes 3 abgesägt und mit dem anschließenden
Werkzeug 11 querprofiliert, beispielsweise geschlitzt bzw. gezapft.
Im Anschluß daran wird mit der Bohr- und/oder Dübeleinheit 12
das Holz 3 gebohrt und/oder gedübelt. Anschließend wird das Holz 3
an die Vorschubeinheit 15 der Längsprofiliereinheit 2 übergeben. In
der Längsprofiliereinheit wird das Holz 3 mit den Bohraggregaten 16
an seiner Längsseite sowie an seiner Ober- und/oder Unterseite gebohrt.
Im Anschluß daran wird die Längsseite mit zumindest einem
der beiden mit Abstand hintereinander liegenden Längsprofilierwerkzeugen
18 längsprofiliert. Das an einem Ende und an einer Längsseite
bearbeitete Holz 3 gelangt dann auf den Querförderer 20, mit dem
das Holz senkrecht zur Transportrichtung 21 in der Längsprofiliereinheit
2 in Transportrichtung 22 transportiert wird. Der Querförderer 20
übergibt das Holz 3 einer Transporteinrichtung 23, die parallel zur
Vorschubeinheit 15 liegt und das Holz 3 zurück zur Querprofiliereinheit
1 fördert. Hier wird das Holz 3 von der Spanneinrichtung 4 aufgenommen
und so ausgerichtet, daß das andere, noch nicht bearbeitete
Ende des Holzes 3 mit der Säge 8 abgesägt, mit dem Werkzeug
11 querprofiliert, zum Beispiel geschlitzt bzw. gezapft, und gegebenenfalls
mit der Bohr- und/oder Dübeleinheit 12 bearbeitet wird. Das
nunmehr an beiden Enden bearbeitete Holz 3 wird so der Vorschubeinheit
15 der Längsprofiliereinheit 2 übergeben, daß die noch nicht
bearbeitete Längsseite des Holzes 3 an den Bohraggregaten 16 und
den beiden Längsprofilierwerkzeugen 18 vorbeigeführt wird. Mit den
Bohraggregaten 16 wird, falls erforderlich, diese Längsseite des Holzes
3 gebohrt. Mit den nachfolgenden, um vertikale Achsen drehbaren
Werkzeugen 18 wird das Holz 3 längsprofiliert.In a second embodiment of the machine according to FIG. 3
the processed
Bei der zweiten, bevorzugten Arbeitweise werden in der Querprofiliereinheit
1 zunächst beide Enden des Holzes 3 bearbeitet, wobei
der Querschlitten 5 in der beschriebenen Weise zweimal die Querprofiliereinheit
1 durchfährt. Dann wird das an beiden Enden bearbeitete
Holz 3 der Vorschubeinheit 15 übergeben, die sich in der in Fig. 1
dargestellten Übergabestellung befindet. Das Holz 3 wird mit der
Vorschubeinheit 15 an den Bohraggregaten 16 und den Längsprofilierwerkzeugen
18 vorbeigeführt und an seiner einen Längsseite bearbeitet.
Mit dem Querförderer 20 und der Transporteinrichtung 23
wird das Holz 3 zur Querprofiliereinheit 1 zurückgeführt und von der
Spanneinrichtung 4 aufgenommen. Mit dem Querschlitten 5 wird das
Holz 3 ohne Bearbeitung durch die Querprofiliereinheit 1 transportiert
und der Vorschubeinheit 15 so übergeben, daß das Holz 3 beim
Transport durch die Längsprofiliereinheit 2 an der anderen Längsseite
bearbeitet wird.In the second, preferred mode of operation are in the Querprofiliereinheit
1 initially processed both ends of the
Während das Holz vom Querförderer 20 zur Transporteinrichtung 23
gefördert wird, fährt die Vorschubeinheit 15 in die Übergabestellung
zurück, so daß sie dieses Holz sofort wieder übernehmen kann.While the wood from the
Die Maschine gemäß Fig. 3 stellt eine Kreisanlage dar, in welcher
das Holz zweimal durch die Maschine transportiert wird. Nach dem
zweimaligen Durchlauf des Holzes 3 durch die Maschine wird das fertig
bearbeitete Holz entweder am Querförderer 20 vorbei einer weiteren
Bearbeitung zugeführt. Es ist aber auch möglich, das fertig bearbeitete
Holz 3 dem Querförderer 20 zu übergeben, der das fertig bearbeitete
Holz 3 der Transporteinrichtung 23 übergibt, die das Holz in
einem Magazin 24 (Fig. 3) ablegt. The machine according to FIG. 3 represents a circular system in which
the wood is transported twice through the machine. After this
The wood passes twice through the machine and it gets done
processed wood either on the
In der Querprofiliereinheit 1 können gleichzeitig zwei Hölzer bearbeitet
werden, wie dies aus den Fig. 7 bis 11 hervorgeht. Die Hölzer 3
liegen mit ihren Längsseiten aneinander und sind in der Spanneinrichtung
4 eingespannt. Sie ist als Klemmzange ausgebildet und hat
eine untere Klemmbacke 25 und eine obere Klemmbacke 26. Die
Hölzer 3 sind zwischen beiden Klemmbacken 25, 26 gespannt. Die
Klemmbacken 25, 26 haben ebene Auflageflächen 27, 28, so daß die
Hölzer zuverlässig eingespannt werden können. Die obere Klemmbacke
26 ist in Höhenrichtung 29 (Fig. 8) verstellbar. Die gesamte
Spanneinrichtung 4 ist quer zur Achse der Hölzer 3, wie beschrieben,
in Pfeilrichtung 13 verstellbar.In the transverse profiling unit 1, two woods can be processed simultaneously
be as shown in FIGS. 7 to 11. The
Die untere Klemmbacke 25 ist am freien Ende mit einem aufwärts gerichteten
Anschlag 31 versehen, der ein Wegrutschen der Hölzer 3
quer zu den Klemmbacken 25, 26 verhindert und eine exakte Ausrichtung
bzw. Lage der Hölzer 3 gewährleistet. Die Klemmbacke 25
ist um eine quer zu ihrer Längsrichtung liegende horizontale Achse
32 schwenkbar. Sollen die Hölzer 3 in noch zu beschreibender Weise
an die Vorschubeinheit 15 der Längsprofiliereinheit 2 übergeben werden,
kann die Klemmbacke 25 um die Achse 32 so weit nach unten in
eine Freigabestellung geschwenkt werden, daß der Anschlag 31 außerhalb
des Bewegungsweges der Hölzer 3 liegt (Fig. 8).The
Fig. 7 zeigt die Ausgangslage bei der Übergabe der Hölzer 3 von der
Spanneinrichtung 4 der Querprofiliereinheit 1 in die Vorschubeinheit
15 der Längsprofiliereinheit 2. Die Spanneinrichtung 4 und die Vorschubeinheit
15 haben in dieser Ausgangslage Abstand voneinander.
Im Bereich zwischen der Spanneinrichtung 4 und der Vorschubeinheit
15 befindet sich eine Zwischenklemmeinrichtung 33, die zwei übereinander
liegende Klemmbacken 34, 35 aufweist, von denen wenigstens
eine in Höhenrichtung verstellbar ist. Außerdem ist die gesamte
Zwischenklemmeinrichtung 33 in Höhenrichtung verstellbar. Im Bereich
unterhalb der Zwischenklemmeinrichtung 33 befindet sich eine
Ubergabeeinheit 36, die zwei mit Abstand übereinander liegende horizontale,
endlos umlaufende Bänder 37, 38 aufweist. Sie sind jeweils
auf einem Träger 39, 40 gelagert, von denen wenigstens einer in Höhenrichtung
verstellbar ist. Dadurch kann der Abstand zwischen den
beiden Bändern 37, 38 einfach an die Dicke der zu transportierenden
Hölzer 3 angepaßt werden. Die gesamte Übergabeeinheit 36 ist außerdem
in Höhenrichtung verstellbar.Fig. 7 shows the initial position in the transfer of the
Zur Übergabe der Hölzer 3 von der Spanneinrichtung 4 zur Vorschubeinheit
15 wird die Spanneinrichtung 4 zunächst in Verstellrichtung
30 gegen die Zwischenklemmeinrichtung 33 verstellt. Die beiden
Klemmbacken 34, 35 der Klemmeinrichtung 33 sind so eingestellt,
daß die Hölzer 3 zuverlässig zwischen die Klemmbacken 34, 35 einfahren
können. Die Klemmeinrichtung 33 liegt im Bereich außerhalb
des Verstellweges der Spanneinrichtung 4 bzw. ihrer Klemmbacken
25, 26. Die Spanneinrichtung 4 wird so weit verstellt, bis die Hölzer 3
vollständig zwischen den Klemmbacken 34, 35 der Klemmeinrichtung
33 liegen (Fig. 8). Sobald die Hölzer 3 vollständig zwischen die
Klemmbacken 34, 35 eingefahren sind, wird eine der Klemmbacken,
im Ausführungsbeispiel die obere Klemmbacke 34 gegen die Hölzer 3
verstellt, die dadurch zuverlässig zwischen den Klemmbacken 34, 35
der Klemmeinrichtung 33 eingeklemmt werden (Fig. 8). Anschließend
wird die untere Klemmbacke 25 der Spanneinrichtung 4 um die Achse
32 so weit nach unten geschwenkt, daß der Anschlag 31 der Klemmbacke
25 im Bereich unterhalb der Hölzer 3 liegt. Nunmehr kann die
Spanneinrichtung 4 in Pfeilrichtung 41 zurückgefahren werden. Dies
erfolgt durch entsprechendes Zurückfahren des Querschlittens 5, auf
dem die Spanneinrichtung 4 angeordnet ist.To transfer the
Während der Übergabe der Hölzer 3 von der Spanneinrichtung 4 in
die Zwischenklemmeinrichtung 33 befindet sich die Übergabeeinheit
36 noch in ihrer Ausgangsstellung im Bereich unterhalb der Zwischenklemmeinrichtung
33 (Fig. 8). Sobald die Spanneinrichtung 4
zurückgefahren ist, wird die Übergabeeinheit 36 in ihre in Fig. 9 dargestellte
Übergabestellung verfahren. Hierzu ist es notwendig, daß
die Übergabeeinheit 36 zunächst in ihrer abgesenkten Lage in Pfeilrichtung
42 so weit zurückgefahren wird, daß beim anschließenden
Verstellen der Übergabeeinheit 36 in Höhenrichtung (Pfeil 43 in Fig.
8) die Bänder 37, 38 an der von der Vorschubeinheit 15 abgewandten
Seite der Zwischenklemmeinrichtung 33 auf Höhe der Hölzer 3 hochgefahren
werden kann. Die beiden Bänder 37, 38 haben hierbei einen
solchen Abstand voneinander, daß beim anschließenden Verstellen
der Übergabeeinheit 36 in Richtung auf die Zwischenklemmeinrichtung
33 die Hölzer 3 zwischen die beiden Bänder 37, 38 gelangen
(Fig. 9). Der Abstand zwischen den beiden Bändern wird so eingestellt,
daß sie beim Verstellen der Übergabeeinheit 36 in die Übergabestellung
die Hölzer 3 nicht berühren. Sobald die in Fig. 9 dargestellte
Übergabelage erreicht ist, wird wenigstens einer der Träger
39, 40 der Übergabeeinheit 36 so verstellt, daß die Hölzer 3 von den
Bändern 37, 38 erfaßt werden können.During the transfer of the
Sobald die Bänder 37, 38 in dieser Weise eingestellt worden sind,
können die Klemmbacken 34, 35 der Zwischenklemmeinrichtung 33
geöffnet und damit die Hölzer freigegeben werden. Anschließend
fährt die Übergabeeinheit 36 mit den gespannten Hölzern 3 in Pfeilrichtung
30 (Fig. 9) so weit zurück, daß die Klemmbacken 34, 35 der
Zwischenklemmeinrichtung 33 im Bereich außerhalb der Hölzer 3
sind. Anschließend wird die Zwischenklemmeinrichtung 33 nach unten
weggefahren (Fig. 10).Once the
Sobald die Zwischenklemmeinrichtung 33 im Bereich außerhalb der
Hölzer 3 sich befindet, fährt die Übergabeeinheit 36 entgegen Pfeilrichtung
30 (Fig. 9) bis nahe an die Vorschubeinheit 15 heran. Anschließend
wird eine schieberartige Transporteinheit 77 in Förderrichtung
44 (Fig. 10) bewegt, welche die Hölzer 3 in die Vorschubeinheit
15 der Längsprofiliereinheit 2 fördert. Die endlos umlaufenden
Bänder 37, 38 der Ubergabeeinheit 36 liegen hierbei auf den Hölzern
3 auf und werden beim Verschieben umlaufend mitgenommen. Die
Bänder 37, 38 dienen zur Führung der Hölzer 3 und verhindern ein
axiales Verschieben bei diesem Übergabevorgang. Die Förderrichtung
44 (Fig. 10) der Hölzer 3 liegt senkrecht zu ihrer Längsachse.
Die Vorschubeinheit 15 hat in noch zu beschreibender Weise über
ihre Länge gleichmäßig verteilt angeordnete Spannbacken, mit denen
die Hölzer 3 auf einer Auflage 45 festgespannt werden. Der Verschiebeweg
der Hölzer 3 in Verstellrichtung 44 wird durch Anschläge
46 begrenzt, die über die Länge der Vorschubeinheit 15 verteilt angeordnet
sind und an denen die Hölzer 3 zur Anlage kommen.Once the
Da bei der Längsprofilierung die Hölzer 3 nicht, wie bei der Querprofilierung,
nebeneinander liegen können, wird zunächst nur das eine
Holz 3 in die Vorschubeinheit 15 transportiert. Sobald das Holz 3
an den Anschlägen 46 zur Anlage kommt, werden die Klemmbacken
nach unten gefahren und dieses Holz 3 in der Vorschubeinheit 15
festgeklemmt. Anschließend wird die Vorschubeinheit 15 in Vorschubrichtung
21 (Fig. 2 und 3) so weit verschoben, bis das nächste
Holz 3 in gleicher Weise mittels der Transporteinheit 77 in die Vorschubeinheit
15 gefördert und dort festgeklemmt werden kann. Fig.
11 zeigt die Situation, in welcher die Vorschubeinheit 15 entsprechend
vorgefahren und das zweite Holz 3 in die Vorschubeinheit 15
transportiert hat.Since in the longitudinal profiling the
Nachdem dieses zweite Holz 3 in der Vorschubeinheit 15 eingespannt
worden ist, wird der obere Träger 39 der Übergabeeinheit 36
aufwärts verfahren, so daß die Übergabeeinheit 36 entgegen Verstellrichtung
42 (Fig. 8) zurückgefahren werden kann. Anschließend
wird die Übergabeeinheit 36 wieder abgesenkt, so daß sie für den
nächsten Übergabetakt zur Verfügung steht. Sind die zu bearbeitenden
Hölzer 3 lang, kann in der Vorschubeinheit 15 bei entsprechender
Länge nur ein Holz eingespannt werden. Dann muß der Schlitten
5 so lange in der Übergabeposition warten, bis die Vorschubeinheit
15 nach der Abgabe des längsprofilierten Holzes 3 wieder in den
Übergabebereich zurückgefahren ist.After this
Je nach Holzbreite kann die Spanneinrichtung 4 der Querprofiliereinheit
1 nur ein Holz 3 oder auch mehr als zwei Hölzer aufnehmen. Ist
das Holz 3 so breit wie die Spannelemente der Spanneinrichtung 4,
dann nimmt die Spanneinrichtung 4 nur ein Holz 3 auf und übergibt
es nach der Bearbeitung in der Querprofiliereinheit 1 in der beschriebenen
Weise der Vorschubeinheit 15. Haben die Hölzer 3 eine vergleichsweise
geringe Breite, können in der Spanneinrichtung 4 drei
oder mehr Hölzer 3 aneinanderliegend eingespannt werden. Je nach
Länge dieser Hölzer 3 und der Vorschubeinheit 15 können sie hintereinander
in der Vorschubeinheit 15 eingespannt werden. Reicht die
Länge der Vorschubeinheit 15 nicht aus, alle Hölzer 3 hintereinanderliegend
in der Vorschubeinheit 15 einzuspannen, erfolgt die Übergabe
der restlichen Hölzer 3 dann, wenn die Vorschubeinheit 15 nach
der Bearbeitung der von ihr aufgenommenen Hölzer in der Längsprofiliereinheit
2 in ihre Übergabeposition zurückkehrt. Dann können die
restlichen Hölzer 3 in der beschriebenen Weise der Vorschubeinheit
15 übergeben werden.Depending on the wood width, the
Solange die Hölzer 3 noch in die Zwischenklemmeinrichtung 33 eingespannt
sind, werden vorteilhaft mit dem Bohraggregat 12 der
Querprofiliereinheit 1, falls notwendig, Bohrungen im Holz 3 angebracht.
Während dieses Bohrvorganges kann die Spanneinrichtung 4
zur Aufnahme der nächsten Werkstücke in die Ausgangsposition zurückfahren.As long as the
Anhand der Fig. 4 bis 6 und 14 wird die Vorschubeinheit 15 näher
erläutert. Sie hat einen Träger 47, der sich vorteilhaft über die Länge
der Vorschubeinheit 15 erstreckt. Der Träger 47 ist mit einer vertikalen
Rückwand 48 versehen, an der über die Länge verteilt Führungselemente
49 befestigt sind. Diese Führungselemente 49 sind in zwei
horizontalen, mit Abstand übereinander liegenden Reihen angeordnet
(Fig. 4, 5 und 14). Mit den Führungselemente 49 sitzt die Vorschubeinheit
15 auf zwei zueinander parallelen Führungsschienen 50, 51
(Fig. 14), die an einem (nicht dargestellten) Maschinengestell vorgesehen
sind.With reference to FIGS. 4 to 6 and 14, the
Die Rückwand 48 des Trägers 47 geht am oberen Ende in einen
senkrecht zu ihr liegenden Tragteil 52 über. An seiner Unterseite ist
wenigstens ein Antrieb 53 für Klemmbacken 54 befestigt. Der Antrieb
53 hat vorteilhaft Hubzylinder 56 (Fig. 14), die an der Unterseite des
horizontalen Tragteiles 52 befestigt sind und aus denen nach unten
eine Kolbenstange 57 ragt. Sie ist am unteren Ende über ein Querstück
58 mit einem aufwärts gerichteten stangenförmigen Träger 59
verbunden, der durch wenigstens eine Führung 60 sowie eine Führungsbuchse
61 nach oben über den Tragteil 52 ragt und am oberen
freien Ende die jeweilige Klemmbacke 54 trägt. Auf diese Weise sind
sämtliche Klemmbacken 54 durch jeweils einen Hubzylinder 56 unabhängig
voneinander in Höhenrichtung verstellbar. Somit können die
einzelnen Klemmbacken 54 unabhängig voneinander verstellt werden.
Es ist auch möglich, die Klemmbacken 54 in Gruppen zusammenzufassen
und gruppenweise gemeinsam zu verstellen.The
Auf dem Tragteil 52 ist mindestens ein rechenartiger Träger 62 gelagert,
in dem die Anschläge 46 für die Hölzer 3 gelagert sind. Die Anschläge
46 sind vorteilhaft Anschlagbolzen, die senkrecht über die
den Klemmbacken 54, 55 zugewandte Oberseite des Trägers 62 ragen
und unter der Kraft wenigstens einer Druckfeder 63 stehen. Diese
verschieben die Anschläge 46 axial in eine Anschlagstellung.On the
Die Klemmbacken 54 haben in Draufsicht (Fig. 6) einen viereckigen
Grundkörper 64, der an seinem klemmseitigen Längsrand einen
rechteckigen Vorsprung 65 aufweist. Dadurch sind die Klemmbacken
54 beiderseits des Vorsprunges 65 mit rechteckigen Aussparungen
66, 67 versehen. Sämtliche Klemmbacken 54 sind gleich ausgebildet
und liegen mit Abstand nebeneinander in einer Reihe. Die Klemmbacken
54 sind vorteilhaft auf das obere Ende der Träger 59 geschraubt,
so daß sie bei Bedarf einfach und schnell ausgewechselt
werden können.The
Die Klemmbacken 54 liegen in vertikaler Richtung den Klemmbacken
55 gegenüber, deren Oberseiten 68 die Auflage 45 (Fig. 10) für das
einzuspannende Holz 3 bilden. Die Klemmbacken 55 liegen auf gleicher
Höhe und sind vorteilhaft ebenfalls unabhängig voneinander in
Höhenrichtung begrenzt verstellbar. Es ist aber auch möglich, die
unteren Klemmbacken 55 gemeinsam oder in Gruppen in
Höhenrichtung zu verstellen. Die Verstellung kann über Zylinder
erfolgen. Es ist aber möglich, die Klemmbacken 55 über eine CNC-Achse
zu verstellen.
Die Klemmbacken 55 sind, wie sich aus Fig. 6 ergibt, auf Lücke zu
den Klemmbacken 54 angeordnet, in Draufsicht auf die Vorschubeinheit
15 gesehen. Die unteren Klemmbacken 55 haben T-Form mit einem
rechteckigen Fuß 69, der in Draufsicht zwischen benachbarten
Klemmbacken 54 liegt. Die unteren Klemmbacken 55 sind außerdem
mit einem rechtwinklig zum Fuß 69 liegenden Steg 70 versehen, der,
in Draufsicht gesehen, in die Aussparungen 66, 67 benachbarter oberer
Klemmbacken 54 eingreift. Zwischen den einzelnen Klemmbacken
54, 55 besteht ein kleiner Freiraum, in Draufsicht gesehen. Dadurch
können die oberen Klemmbacken 54 in noch zu beschreibender Weise
nach unten zwischen die unteren Klemmbacken 55 einwandfrei
und ohne Gefahr der Berührung verstellt werden.The clamping
The clamping
Die unteren Klemmbacken 55 stehen quer von einem Fuß 71 ab (Fig.
14), der die Klemmbacken 55 mit einem Hubzylinder 72 verbindet. Mit
den Hubzylindern 72 lassen sich die unteren Klemmbacken 55 in
noch zu beschreibender Weise absenken, wenn, wie anhand der Fig.
7 bis 11 erläutert worden ist, die Hölzer 3 nach der Querprofilierung
der Vorschubeinheit 15 übergeben werden. Die Hubzylinder 72 sind
am Träger 47 gelagert.The
Der rechenförmige Träger 62 hat horizontale, mit Abstand voneinander
liegende Finger 73 (Fig. 4 und 14), zwischen denen die stangenförmigen
Träger 59 für die oberen Klemmbacken 54 sowie die Füße
71 für die unteren Klemmbacken 55 ragen. Der Träger 62 ist mit mit
Abstand voneinander liegenden aufrechten Auflagern 74 versehen,
an denen die Druckfedern 63 der Anschläge 31 mit einem Ende abgestützt
sind. Der rechenförmige Träger 62 kann horizontal in
Pfeilrichtung 75 auf dem Tragteil 52 des Trägers 47 verstellt werden,
um die Lage der Anschläge 46 an die Querschnittsform des
einzuspannenden Holzes 3 anzupassen. Der hierfür vorgesehene
Antrieb ist nicht dargestellt. Die Verstellung des rechenförmigen
Trägers 62 kann manuell erfolgen; vorteilhaft wird er jedoch
gesteuert verstellt, so daß eine automatische Einstellung der
Anschläge 46 in bezug auf die Querschnittsform des zu
bearbeitenden Holzes 3 gewährleistet ist.The rake-shaped
Die Vorschubeinheit 15 kann auch zwei oder mehr nebeneinander
liegende Träger 62 haben, die vorteilhaft unabhängig voneinander in
der beschriebenen Weise verstellbar sind, um mehrere Hölzer hintereinander
zu spannen, die mit unterschiedlicher Breite bearbeitet werden
sollen.The
Wie anhand der Fig. 7 bis 11 erläutert worden ist, werden die Hölzer
3 aus der Querprofiliereinheit 1 nicht direkt der Vorschubeinheit 15
der Längsprofiliereinheit 2 übergeben, sondern mit Hilfe der Übergabeeinheit
36. Sie ist in der Übergabeposition (Fig. 9) so in bezug auf
die Vorschubeinheit 15 angeordnet, daß die Bänder 37, 38 der Übergabeeinheit
36 nur geringen Abstand von den Klemmbacken 54, 55
der Vorschubeinheit 15 haben. Dadurch lassen sich die Hölzer 3 problemlos
von der Ubergabeeinheit 36 in die Vorschubeinheit 15 transportieren.
Um eine störungsfreie und optimale Übergabe der Hölzer 3
zu erreichen, werden vor der Übergabe der Hölzer die unteren
Klemmbacken 55 geringfügig so weit abgesenkt, daß die Auflageseite
68 der unteren Klemmbacken 55 unterhalb der Auflageebene des unteren
Bandes 38 der Übergabeeinheit 36 liegt. Dadurch kann das
Holz 3 problemlos zwischen die beiden Klemmbacken 54, 55 der
Vorschubeinheit 15 transportiert werden.As has been explained with reference to FIGS. 7 to 11, the woods are
3 from the Querprofiliereinheit 1 not directly the feed unit 15th
handed over the
Die Anschläge 46 werden durch entsprechendes Verschieben des
rechenförmigen Trägers 62 in Verschieberichtung 75 vor der Übergabe
der Hölzer 3 in die notwendige Lage eingestellt. Die oberen
Klemmbacken 54 sind während der Übergabe geringfügig nach oben
verstellt, so daß sie den Übergabevorgang nicht behindern. Sobald
die Hölzer 3 an den über die Länge der Vorschubeinheit verteilt angeordneten
Anschlägen 46 anliegen, werden die oberen und die unteren
Klemmbacken 54, 55 zusammengefahren, indem die entsprechenden
Hubzylinder 56, 72 betätigt werden. Dadurch werden die
Hölzer 3 optimal zwischen den Klemmbacken 54, 55 der Vorschubeinheit
15 eingespannt. Die Einspannung erfolgt so, daß die durch
die Längsprofilierwerkzeuge 18 zu bearbeitende Längsseite der Hölzer
3 freiliegt, so daß diese Längsseite ohne Behinderung durch die
Klemmbacken 54, 55 bearbeitet werden kann. Während der Längsprofilierung
wird die Vorschubeinheit 15 längs der Führungsschienen
50, 51 zuverlässig verschoben. Da die Führungselemente 49 über die
Länge des Trägers 47 verteilt angeordnet und außerdem in zwei mit
ausreichendem Abstand übereinander angeordneten horizontalen
Reihen befestigt sind, kann der Träger 47 einwandfrei und ohne Gefahr
des Verkantens verschoben werden. Dadurch ist eine sehr genaue
Bearbeitung der Hölzer 3 gewährleistet.The stops 46 are by appropriate displacement of the
rake-shaped
Die Vorschubeinheit 15 bildet nicht nur die Transporteinrichtung für
die Hölzer in der Längsprofiliereinheit 2, sondern gleichzeitig auch
die Spanneinrichtung. Dadurch wird die hochgenaue Bearbeitung der
Hölzer 3 auch während des Längsprofiliervorganges optimal sichergestellt.The
Wie Fig. 14 zeigt, steht die zu bearbeitende Längsseite der Hölzer 3
ausreichend weit über die Klemmbacken 54, 55 der Vorschubeinheit
vor. Dadurch können an dieser Längsseite die erforderlichen Bearbeitungen
vorgenommen werden. Fig. 5 zeigt, daß an dieser Längsseite
des Holzes 3 beispielsweise zwei Bohrungen 76 in der Längsseite
und zwei Bohrungen 76 in der Oberseite des Holzes 3 mit den Bohraggregaten
16 angebracht worden sind. Der Antrieb der Vorschubeinheit
15 ist als CNC-Achse ausgeführt, so daß das gespannte Holz
3 exakt in die Position zum Bohren gefahren werden kann. In dem
Bereich, in dem die beiden Bohrungen 76 in der Oberseite des Holzes
3 angebracht werden, ist die entsprechende obere Klemmbacke
54 der Vorschubeinheit 15 abgesenkt worden. Dadurch liegt das Holz
3 an dieser Stelle frei, so daß mit dem entsprechenden Bohraggregat
16 die Bohrungen angebracht werden können. Da der Antrieb der
Vorschubeinheit 15 als CNC-Achse ausgeführt ist, können die entsprechenden
Klemmbacken 54, die bei der weiteren Bearbeitung des
Holzes 3 in der Längsprofiliereinheit 2 stören könnten, vor der Übergabe
der Hölzer 3 in die Vorschubeinheit unter die Auflageebene 68
der unteren Klemmbacken 55 abgesenkt werden, indem der entsprechende
Hubzylinder 56 betätigt wird. Das in die Vorschubeinheit 15
eingespannte Holz 3 läßt sich dann exakt relativ zu den maschinenfesten
Bohraggregaten 16 fahren, die lagegenau die notwendigen
Bohrungen anbringen.As shown in FIG. 14, the long side of the
Anhand der Fig. 12 und 13 wird die Transporteinheit 77 beschrieben,
mit der die Hölzer 3 in der beschriebenen Weise aus der Übergabeeinheit
36 in die Vorschubeinheit 15 geschoben werden. The
Die Transporteinheit 77 hat einen plattenförmigen Träger 78, der an
seiner dem Holz 3 zugewandten Seite mit Abstand voneinander liegende
Andruckbacken 79 aufweist. Die Andruckbacken 79 erstrecken
sich über die Höhe des Trägers 78 und des Holzes 3. Die Stirnseiten
der Andruckbacken 79 sind gerundet, so daß sie lediglich linienförmig
am Holz 3 anliegen. Die Transporteinheit 77 wird mit einem (nicht
dargestellten) Antrieb, vorzugsweise mit Hubzylindern, in Richtung
auf die Anschläge 46 in der Vorschubeinheit 15 verstellt.The
Die Transporteinheit 77 befindet sich im Übergabebereich der Hölzer
3 von der Quer- zur Längsprofiliereinheit und ist Bestandteil der
Übergabeeinheit 36. Die Transporteinheit 77 wird dann betätigt, wenn
die Hölzer 3 zwischen die geöffneten Klemmbacken 54, 55 der Vorschubeinheit
15 geschoben werden. Die Klemmbacken 54, 55 bleiben
so lange geöffnet, bis das Holz 3 mittels der Transporteinheit 77 an
den Anschlägen 46 zur Anlage gebracht worden ist. Dann werden die
Klemmbacken 54, 55 der Vorschubeinheit 15 betätigt, so daß sie das
Holz 3 einspannen. Erst wenn dieser Einspannvorgang beendet ist,
wird die Transporteinheit 77 in ihre Ausgangsstellung zurückgefahren.The
Mit der Transporteinheit 77 können über ihre Länge leicht gekrümmte
Hölzer 3 auch geradegedrückt werden, um auch solche Hölzer trotz
ihrer Längskrümmung einwandfrei bearbeiten zu können. Wird das
gekrümmte Holz 3 in der beschriebenen Weise mit der Transporteinheit
67 an den Anschlägen 46 der Vorschubeinheit 15 zur Anlage gebracht,
wird durch weitere Druckbeaufschlagung die Transporteinheit
77 weiter in Richtung auf die Anschläge 46 bewegt. Hierbei wird das
Holz 3 an den Anschlägen 46 anliegend geradegerichtet (Fig. 13), so
daß es mit seiner einen Längsseite an den Anschlägen 46 anliegt.
Die Transporteinheit 77 bleibt in ihrer Druckstellung gemäß Fig. 13
so lange, bis die Klemmbacken 54, 55 der Vorschubeinheit 15 das
geradegedrückte Holz 3 eingespannt haben. Die Spannkraft der
Klemmbacken 54, 55 ist so hoch, daß das Holz 3 nach dem Zurückfahren
der Transporteinheit 77 in der Vorschubeinheit 15 in seiner
geradgedrückten Lage bleibt.With the
Die Fig. 2 und 15 zeigen die Maschine mit zwei Längsprofiliereinheiten,
die somit mit zwei Vorschubeinheiten 15 ausgestattet ist. Wie
Fig. 15 zeigt, sind diese beiden Vorschubeinheiten 15 gleich ausgebildet,
jedoch spiegelbildlich zueinander angeordnet. Sind die Hölzer
3 in der beschriebenen Weise in die in Fig. 2 rechte Vorschubeinheit
15 eingespannt, dann werden die Hölzer mit ihr an den Bohraggregaten
16 und an den Längsprofilierwerkzeugen 18 vorbeigeführt, mit
denen die in Transportrichtung 21 rechte Längsseite der Hölzer 3 bearbeitet
wird. Die in Fig. 2 linke Vorschubeinheit 15 befindet sich in
einem Übergabebereich 80 (Fig. 2), der im Bereich zwischen den
doppelt vorhandenen Bohraggregaten 16 und Längsprofilierwerkzeugen
18 vorgesehen ist. Die beiden Vorschubeinheiten 15 sind so zueinander
angeordnet, in Transportrichtung 21 gesehen (Fig. 15), daß
ihre Klemmbacken 54, 55 nur sehr geringen Abstand voneinander
haben. Die Hölzer 3 sind so in die eine Vorschubeinheit 15 eingespannt,
daß sie in der beschriebenen Weise ausreichend weit über
die Klemmbacken 54, 55 vorstehen. Dieser Überstand ist so groß,
daß die andere Vorschubeinheit 15 mit ihren Klemmbacken 54, 55
das Holz in diesem Bereich einspannen kann.FIGS. 2 and 15 show the machine with two longitudinal profiler units,
which is thus equipped with two
Fig. 15 zeigt die Maschine von der Auslaufseite her. Die rechte Vorschubeinheit
15 hat das Holz 3 so an den entsprechenden Werkzeugen
in der Längsprofiliereinheit 2 vorbeigeführt hat, daß in Fig. 15 die
linke Längsseite des Holzes 3 profiliert worden ist, die in Durchlaufrichtung
des Holzes 3 durch die Maschine die rechte Längsseite ist.
Wenn sich diese Vorschubeinheit 15 in den Übergabebereich 80 bewegt,
sind die Klemmbacken 54, 55 der in Fig. 15 linken Vorschubeinheit
15 so weit geöffnet, daß das Holz 3 mit seinem überstehenden
Bereich ungehindert zwischen die Klemmbacken dieser Vorschubeinheit
15 einfahren kann. Der rechenförmige Träger 62 mit den
Anschlägen 46 wird so in Richtung auf das Holz 3 bewegt, daß die
Anschläge 46 an ihm zur Anlage kommen. Anschließend werden die
Klemmbacken 54, 55 dieser Vorschubeinheit 15 geschlossen und
damit das Holz 3 am überstehenden Bereich gespannt. Anschließend
können die Klemmbacken 54, 55 der in Fig. 15 rechten Vorschubeinheit
15 geöffnet werden, so daß dieses Holz 3 nur noch durch die
Klemmbacken 54, 55 der linken Vorschubeinheit 15 gespannt ist. Die
rechte Vorschubeinheit 15 gemäß Fig. 15 kann dann zurückfahren,
um von der Querprofiliereinheit 1 in der beschriebenen Weise die
nächsten Hölzer 3 zu übernehmen. Die in Fig. 15 linke Vorschubeinheit
15 führt nunmehr das Werkzeug 3 an den entsprechenden Werkzeugen
so vorbei, daß die in Fig. 15 rechte Längsseite des Holzes 3
profiliert wird, die in Durchlaufrichtung des Holzes 3 die linke Längsseite
ist.Fig. 15 shows the machine from the outlet side. The
Die beiden Vorschubeinheiten 15 werden an einander gegenüberliegenden
Seiten in der beschriebenen Weise an einem Gestellteil 81
mit den Führungsschienen 50, 51 verfahren.The two
Bei einer anderen, nicht dargestellten Ausführungsform ist die Maschine
mit übereinander paarweise angeordneten Vorschubeinheiten
15 versehen, von denen die oberen Vorschubeinheiten um eine horizontale
Achse nach oben gespiegelt oberhalb der unteren Vorschubeinheiten
15 angeordnet sind. Durch eine solche Ausbildung wird die
Leistung der Maschine erhöht, da eine Vorschubeinheit bereits in die
jeweilige Übergabeposition zurückfahren kann, während die zweite
Vorschubeinheit das Holz 3 an der jeweiligen Längsprofiliereinheit
vorbeiführt.In another, not shown embodiment, the machine
with one above the other arranged in pairs feed
Der Längsvorschub der Hölzer 3 in der Längsprofiliereinheit 2 mittels
der Vorschubeinheit 15 ermöglicht eine exakte Verfolgung, Vermessung
und Positionierung der Hölzer über die Achsen. Dadurch sind
eine hohe Fertigungspräzision und hohe Prozeßsicherheiten gewährleistet.
Die Fräs- und Bohrarbeiten werden in einer Maschine durchgeführt,
so daß eine Teilekomplettbearbeitung auf der Maschine möglich
ist. Da die Hölzer 3 während ihres Transportes durch die Quer-
und die Längsprofileinheit 1, 2 stets eingespannt sind und nicht auf
Tischflächen oder Anschlägen rutschen, wird die entsprechende Seite
der Hölzer schonend behandelt. Auch tritt kein Späneaufwalzen
auf. Mit der Vorschubeinheit 15 und mit der Spanneinrichtung 4 ist es
möglich, die Hölzer 3 mehrmals an den entsprechenden Werkzeugen
11, 18 vorbeizufahren, um unterschiedliche Bearbeitungen am Holz 3
vorzunehmen. Dabei werden die entsprechenden Spindeln 10, 17 jeweils
radial und/oder axial verstellt, um die für die unterschiedlichen
Bearbeitungen notwendigen Schneidmesser in Eingriff bringen zu
können.The longitudinal feed of the
Da die Hölzer 3 während der gesamten Bearbeitung und auch während
der verschiedenen Übergabeprozeduren fest eingespannt sind,
kann die Lage der Hölzer 3 zu jedem Zeitpunkt exakt bestimmt werden.
Dadurch ist es möglich, die Hölzer 3 mit dieser Maschine mit
hoher Fertigungspräzision zu bearbeiten. Insbesondere können dadurch
in der beschriebenen Weise in der Längsprofiliereinheit 2 die
Bohrungen und/oder Ausfräsungen mit den maschinenfesten Bohraggregaten
16 angebracht werden, da die Hölzer 3 mit den Vorschubeinheiten
15 exakt relativ zu den Bohraggregaten 16 positioniert werden
können.Since the
Da der Antrieb der Vorschubeinheit 15 als CNC-Achse ausgeführt ist,
können am Holz 3 auch Tauchungen vorgenommen werden. Hierunter
sind Profilierungen zu verstehen, die sich nicht über die gesamte
Länge des Holzes 3 erstrecken. Aufgrund der hohen Positioniergenauigkeit
können die entsprechenden Werkzeuge exakt in das Holz
eingefahren und aus ihm herausgefahren werden. Since the drive of the
Da die Vorschubeinheit 15 CNC-gesteuert verfahren wird und auch
die Werkzeuge 18 bzw. ihre Spindeln 17 CNC-gesteuert quer zur Verfahrrichtung
der Vorschubeinheiten 15 bewegbar sind, kann durch
Interpolation aus diesen beiden senkrecht zueinander liegenden Bewegungen
der Spindel 17 und der Vorschubeinheit 15 jede beliebige
Kontur der Längsseite der Hölzer erreicht werden. So lassen sich an
den Hölzern Stichbögen, Wellenlinien und dergleichen ohne Probleme
herstellen.Since the
Mit der Spanneinrichtung 4 sowie der Vorschubeinheit 15 können
auch sehr kurze Hölzer 3 zuverlässig bearbeitet werden. Dadurch
entfallen aufwendige Sonderfertigungen.With the
Die Maschinenteile sind als Module aufgebaut, so daß die Maschinen in unterschiedlicher Weise zusammengestellt werden können. So ist der Aufbau der Maschine unabhängig von ihrer Länge, da bei entsprechenden Maschinenlängen eine entsprechende Zahl von Modulen zusammengestellt wird. Die Module können so zur Maschine zusammengestellt werden, daß sie als Rechts- oder Linkseinheit arbeiten kann.The machine parts are constructed as modules, so that the machines can be put together in different ways. So is the construction of the machine regardless of its length, as with appropriate Machine lengths a corresponding number of modules is compiled. The modules can be assembled to the machine be that they work as a legal or link unit can.
Das Magazin 24 (Fig. 1) kann so ausgebildet sein, daß aus ihm die
zu bearbeitenden Hölzer 3 automatisch herausgenommen und in die
Maschine eingegeben und nach dem Bearbeiten wieder zurückgegeben
werden. Die Maschine kann bedienerlos arbeiten, da eine hohe
Prozeßsicherheit gewährleistet ist.The magazine 24 (Fig. 1) may be formed so that from him the
to be processed
Da die Hölzer 3 nicht an einem Anschlag anliegend durch die Maschine
transportiert werden, sondern jeweils mittels der Spanneinrichtung
4 bzw. der Vorschubeinheit 15 eingespannt sind, ist eine variable
Spanabnahme am Holz 3 problemlos über die Spindelposition
steuerbar. Dadurch ergibt sich eine hohe Flexibilität und eine optimale
Rohholzausnutzung. Since the
Die Spindelführungen bestehen vorteilhaft aus Polymerbeton, wodurch eine optimale Schwingungsentkoppelung der Spindeln erreicht wird.The spindle guides are advantageously made of polymer concrete, which achieves optimal vibration decoupling of the spindles becomes.
Die Spindeln können beispielsweise eine Länge von 700 mm haben und einen variablen Hub von 650 mm aufweisen. Dadurch ergibt sich eine völlige Freiheit in der Spindelbelegung, d.h. der Wahl der auf den Spindeln zu befestigenden Werkzeuge. Dadurch ist eine einfache Projektierung der Holzbearbeitung möglich.The spindles may, for example, have a length of 700 mm and have a variable stroke of 650 mm. This results a complete freedom in spindle occupation, i. the choice of tools to be attached to the spindles. This is a simple one Design of woodworking possible.
Da sämtliche Holz- und Werkzeugbewegungen über die Steuerung
von elektrischen Achsen erfolgen, ergibt sich eine hohe Präzision,
eine große Variabilität sowie eine erhebliche Vereinfachung der Projektierung.
Da über die gesteuerten Achsen jederzeit eine genaue
Kenntnis der Lage des Holzes 3 innerhalb der Maschine gewährleistet
ist, können die bei herkömmlichen Fenstermaschinen eingesetzten
Lichtschranken entfallen, die häufig erhebliche Fehlerquellen der
bekannten Fenstermaschinen sind. Ist die Maschine als Durchlaufanlage
entsprechend Fig. 2 ausgebildet, können Mechanisierungen der
Maschine entfallen, wie Rückfördereinrichtungen, Schwenkeinrichtungen
und dergleichen. Für die Positionierung der Hölzer 3 ist ein
Längenanschlag nicht erforderlich, wodurch sich sehr kleine Längentoleranzen
der bearbeiteten Hölzer 3 ergeben. Da die Hölzer zumindest
in den Bearbeitungsphasen über die elektronischen Achsen kontrolliert
werden, können Endschalter im Vorschub der Maschine zur
Verfolgung der Hölzer entfallen. Aufgrund des geregelten Taktablaufs
der Maschine ist ein Puffer bzw. Magazin und deren Verwaltung nicht
notwendig.Since all wood and tool movements on the controller
from electrical axes, results in a high precision,
a great variability as well as a considerable simplification of the project planning.
Because of the controlled axes at any time an accurate
Knowledge of the location of the
Da die Hölzer 3 bei der Quer- und bei der Längsprofilierung jeweils
mit der Spanneinrichtung 4 bzw. der Vorschubeinheit 15 transportiert
werden, sind Tischplatten zur Auflage und Abstützung der Hölzer
nicht mehr erforderlich. Die damit zusammenhängenden Probleme
hinsichtlich Verschleiß und Führungsunterbrechung im Bereich der
Spindeln entfallen dadurch. Auch können die bei herkömmlichen
Fenstermaschinen vorhandenen rechten Anschläge entfallen, die
Probleme hinsichtlich des Verschleißes, der Einfräs- und Einstellarbeiten,
der Führungsunterbrechung im Bereich der Spindeln sowie
hinsichtlich einer optimalen Späneerfassung bereiteten.Since the
Die bei den herkömmlichen Fenstermaschinen verwendeten Vorschubeinheiten in Form von Vorschubwalzen und die damit zusammenhängenden Probleme entfallen. Vorschubwalzen können verschleißen und verschmutzen, wodurch der Transport der Hölzer durch die Fenstermaschine beeinträchtigt wird. Darüber hinaus müssen die Vorschubwalzen eingestellt werden. Aufgrund des Vorschubbalkens sind die Werkzeuge an der Fenstermaschine nur schwierig zugänglich. Die Position der Hölzer in der Maschine muß bei einer solchen Vorschubeinheit durch Endschalter überwacht werden, was zu Problemen führen kann.The feed units used in conventional window machines in the form of feed rollers and the associated Problems are eliminated. Feed rollers can wear out and pollute, causing the transport of the woods is affected by the window machine. In addition, must the feed rollers are adjusted. Due to the feed bar the tools on the window machine are difficult accessible. The position of the woods in the machine must be at a such feed unit to be monitored by limit switches, which can lead to problems.
Werden die Hölzer zu einem Fenster- oder Türrahmen oder -flügel zusammengesetzt, wird dieser Rahmen bzw. Flügel anschließend durch die Fenstermaschine transportiert und hierbei ein Umfräsen vorgenommen. Bei diesen Umfräsarbeiten ist der Vorschubbalken hinderlich. Für das Umfräsen kleiner Rahmen bzw. Flügel ist ein zusätzlicher Umfräswagen erforderlich. Insbesondere sind solche Umfräswagen nicht für Studiofenster brauchbar, bei denen die Rahmenteile teilweise unter Winkeln ungleich 90° aneinander anschließen.Turn the woods into a window or door frame or wing assembled, this frame or wing will follow transported through the window machine and here a milling performed. In this Umfräsarbeiten is the feed bar hindrance. For the milling of small frames or wings is an additional Milling trolley required. In particular, such Umfräswagen not usable for studio windows where the frame parts partially connect at angles not equal to 90 ° to each other.
Solche Probleme treten bei der beschriebenen Maschine nicht auf,
weil die Vorschubeinheit 15 auch beim Umfräsen eingesetzt werden
kann. Wie Fig. 16 zeigt, wird der aus den in der Maschine bearbeiteten
Hölzern 3 zusammengesetzte Rahmen 82 an der Außenseite der
Rahmenteile bearbeitet, insbesondere gefräst. Der Rahmen 82 wird
mit seinem einen Rahmenteil 3 an die Anschläge 46 der Vorschubeinheit
15 angelegt und in der beschriebenen Weise mit den Klemmbacken
54, 55 gespannt. Da von dem eingespannten Rahmenteil 3
aus senkrecht die weiteren Rahmenteile abstehen, werden diejenigen
Klemmbacken 54, die im Bereich dieser quer abstehenden Rahmenteile
liegen, vor dem Einspannen des Rahmens 82 unter die Auflageebene
68 der unteren Klemmbacken 55 (Fig. 14) abgesenkt. Die Absenkung
der entsprechenden Klemmbacken 54 erfolgt programmgesteuert
in Abhängigkeit von dem zu umfräsenden Rahmen 82. Somit
kann der Rahmen 82 problemlos in die Vorschubeinheit 15 eingesetzt
und gespannt werden. Die abgesenkten Klemmbacken 54 nehmen
die in ihrem Verschiebeweg liegenden Anschläge 46 gegen die Kraft
der Druckfedern 63 mit. Wie Fig. 6 zeigt, sind die Klemmbacken 54
im Bereich des Grundkörpers 64 so breit, daß sie gleichzeitig zwei
Anschläge 46 erfassen und nach unten drücken können.Such problems do not occur in the described machine,
because the
Fig. 16 zeigt einen Flügelrahmen 82 mit einer Sprosse 83. Mit der
Vorschubeinheit 15 können auch zwei oder mehr nebeneinander liegende
Rahmen 82 eingespannt werden, um die Außenseiten zu fräsen.
Die Zahl der gleichzeitig einzuspannenden Rahmen 82 richtet
sich nach der Länge der Vorschubeinheit 15 und der Länge bzw.
Breite der Rahmen.Fig. 16 shows a
Mit der Vorschubeinheit 15 wird das Holz 3 bei seinem Transport
durch die Maschine festgehalten, insbesondere auch im Bereich der
jeweiligen Werkzeuge. So kann ein linker Andruck, wie er bei herkömmlichen
Fenstermaschinen vorgesehen ist, entfallen. Durch die
feste Einspannung in allen Vorschub- bzw. Spanneinrichtungen entstehen
am Holz 3 keine Eindrücke, Riefen und dergleichen.With the
Anhand der Zeichnungen ist die Maschine als Winkelmaschine beschrieben
worden, die die Quer- und die Längsprofiliereinheit 1, 2
aufweist, die rechtwinklig zueinander liegen. Die beschriebene Vorschubeinheit
15 kann auch bei einer Maschine vorgesehen sein, die
eine Querprofiliereinheit nicht aufweist, mit der die Hölzer 3 somit
lediglich nur an wenigstens einer Längsseite bearbeitet werden.Based on the drawings, the machine is described as an angle machine
have been the cross and the
Die Maschine gemäß den Fig. 17a bis 17d wird vor allem zur Fertigung
von Möbelteilen verwendet und weist keine Querprofiliereinheit
auf. Die Hölzer 3 werden entweder von Hand oder über ein Magazin
auf die Vorschubeinheit 15 aufgesetzt und mit den oberen und unteren
Klemmbacken 54, 55 eingespannt. Die Hölzer 3 werden hierbei
mit ihrer einen Stirnseite an einem maschinenfesten Anschlag 85 zur
Anlage gebracht, um ein Längenbezugsmaß zu erhalten. Damit die
Hölzer an ihrer am Anschlag 85 anliegenden Stirnseite 86 in noch zu
beschreibender Weise bearbeitet werden können, stehen die Hölzer
über die Klemmbacken 54, 55 in Transportrichtung vor. Sobald die
Hölzer 3 am Längsanschlag 85 ausgerichtet und mit den Klemmbakken
54, 55 festgespannt sind, wird der Anschlag 85 aus seiner Anschlagstellung
entfernt und die Vorschubeinheit 15 in Transportrichtung
21 transportiert.The machine according to FIGS. 17a to 17d is mainly used for production
used by furniture parts and has no Querprofiliereinheit
on. The
Beim Transport in Transportrichtung 21 gelangen die Hölzer 3 zunächst
in den Arbeitsbereich des Werkzeuges 87, mit dem eine entsprechende
Bearbeitung an der Stirnseite 86 der Hölzer 3 vorgenommen
wird. Das Werkzeug 87 kann einem Werkzeugmagazin 88
entnommen werden, in dem Fräser, Bohrer, Winkelaggregate, Sägen
usw. angeordnet sein können. Das Werkzeug 87 sitzt auf einem quer
zur Transportrichtung 21 verfahrbaren Schlitten 89, der längs einer
Führung 90 senkrecht zur Transportrichtung 21 in Transportrichtung
91 zwischen dem Werkzeugmagazin 88 und der Bearbeitungsstelle
verfahren werden kann. Nach der Bearbeitung der Stirnseite 86 wird
das Holz 3 mit der Vorschubeinheit 15 in Transportrichtung 21 weiter
zu einem nachfolgenden Werkzeug 92 transportiert. Es sitzt ebenfalls
auf einem Schlitten 93, der senkrecht zur Transportrichtung 21 zwischen
einem weiteren Werkzeugmagazin 94 und seiner Bearbeitungsstelle
längs einer Führung 95 verfahren werden kann. Das
Werkzeugmagazin 94 kann gleich ausgebildet sein wie das Werkzeugmagazin
88 und unterschiedliche Werkzeuge zur Längsbearbeitung,
Querbearbeitung, zum Bohren oder zum Sägen der Hölzer 3
enthalten. Mit der Vorschubeinheit 15 werden die Hölzer 3 am rotierenden
Werkzeug 92 vorbeigeführt, das die in Transportrichtung 21
rechte Längsseite der Hölzer 3 bearbeitet.When transported in the
Ist die Längsbearbeitung des Holzes 3 beendet, wird die Vorschubeinheit
15 entgegen Transportrichtung 21 zum Bediener zurückgefahren.
Nach Lösen der Klemmvorrichtung entnimmt er das Holz 3 und
wendet es um seine Querachse um 180° (Fig. 17b). Dieses gewendete
Holz 3 wird erneut zwischen den Klemmbacken 54, 55 der Vorschubeinheit
15 eingespannt. Das Holz 3 wird nach dem Wendevorgang
mit seiner bearbeiteten Stirnseite 86 an den maschinenfesten
Anschlag 85 angelegt, der in diesem Fall aus der in Fig. 17a dargestellten
Lage in die Lage gemäß Fig. 17b verstellt werden kann. Es
ist aber auch möglich, einen zweiten maschinenfesten Anschlag vorzusehen,
um das teilweise bearbeitete Holz 3 auszurichten. Nach
dem Einspannen wird die Vorschubeinheit 15 erneut in Transportrichtung
21 verfahren. Mit dem Werkzeug 87 wird nunmehr die andere
Stirnseite 96 des Holzes 3 (Fig. 17c) bearbeitet. Damit eine problemlose
Bearbeitung dieser Stirnseite möglich ist, ist das Holz 3 so zwischen
den Klemmbacken 54, 55 eingespannt, daß das Holz 3 ausreichend
weit in Transportrichtung 21 über die Vorschubeinheit 15 vorsteht.
Nach der Bearbeitung der Stirnseite 96 wird das Werkzeug 87
quer zur Transportrichtung 21 zurückgefahren. Die Vorschubeinheit
15 wird dann weiter in Transportrichtung 21 bewegt und das Holz 3
am Werkzeug 92 vorbeigeführt, mit dem nunmehr die andere Längsseite
des Holzes 3 bearbeitet wird. Sobald die Längsbearbeitung des
Holzes 3 abgeschlossen ist, wird die Vorschubeinheit 15 in die Ausgangslage
zurückgefahren (Fig. 17d). Der Bediener kann dann das
an den beiden einander gegenüberliegenden Längsseiten sowie an
den beiden Stirnseiten 86, 96 bearbeitete Holz 3 der Vorschubeinheit
15 entnehmen (Fig. 17d).If the longitudinal processing of the
Bei dem beschriebenen Verfahren wird das Holz 3 zweimal durch die
Maschine mittels der Vorschubeinheit 15 bewegt, wobei bei jedem
Durchgang eine Stirnseite und eine Längsseite des Holzes 3 bearbeitet
wird.In the described method, the
Fig. 18 zeigt eine Ausführungsform, bei der das Holz 3 in einem einzigen
Durchgang durch die Maschine an beiden Längsseiten und an
beiden Stirnseiten bearbeitet wird. Das zu bearbeitende Holz wird
entweder manuell von einem Bediener oder auch über ein Magazin
auf die Spanneinheit der Vorschubeinheit 15 aufgegeben. Das Holz
wird zwischen den Klemmbacken 54, 55 der Vorschubeinheit festgeklemmt.
Das in Transportrichtung 21 vordere Ende des Holzes 3 steht
ausreichend weit über die Vorschubeinheit 15 vor, so daß mit dem
Werkzeug 87 die Stirnseite 86 des Holzes 3 bearbeitet werden kann.
Nach dieser Stirnseitenbearbeitung wird das Werkzeug 87 mittels des
Schlittens 89 zurückgefahren und die Vorschubeinheit 15 weiter in
Transportrichtung 21 bewegt. Das Holz 3 gelangt dann in den Bereich
des Werkzeuges 92, mit dem die in Transportrichtung 21 rechte
Längsseite des Holzes 3 bearbeitet wird. Entsprechend der vorhergehenden
Ausführungsform steht das Holz 3 ausreichend weit über
die Klemmbacken 54, 55 vor, so daß diese Längsseite einwandfrei
bearbeitet werden kann.Fig. 18 shows an embodiment in which the
In Transportrichtung 21 hinter dem Werkzeug 92 wird das Holz 3 einer
zweiten Vorschubeinheit 15 übergeben, die auf der gegenüberliegenden
Seite der Führung 97 für die beiden Vorschubeinheiten 15
spiegelbildlich angeordnet ist. Das Holz 3 wird so an die weitere Vorschubeinheit
15 übergeben, daß das Holz 3 mit seinem entgegen
Transportrichtung 21 liegenden Ende über diese Vorschubeinheit 15
vorsteht. Auch die weitere Vorschubeinheit 15 hat die Klemmbacken
54, 55, mit denen das Holz an der Ober- und Unterseite eingespannt
wird. Das Holz 3 wird bei der Übergabe mit den Klemmbacken 54, 55
der weiteren Vorschubeinheit 15 festgespannt, solange die Klemmbacken
54, 55 der anderen Vorschubeinheit 15 das Holz 3 noch gespannt
halten,Auf diese Weise ist eine einwandfreie Übergabe des
Holzes 3 gewährleistet, da es bei dieser Übergabe stets gespannt
gehalten ist.In the
Nach der Übergabe wird die weitere Vorschubeinheit 15 in Transportrichtung
21 weiterbewegt. Mit einem Werkzeug 98, das mittels eines
Schlittens 99 quer zur Transportrichtung 21 verstellbar ist, wird die in
Transportrichtung 21 linke Längsseite des Holzes 3 bearbeitet. Mit
dem in Transportrichtung 21 nachfolgenden Werkzeug 100, das
ebenfalls auf einem Schlitten 101 gelagert ist, wird anschließend die
in Transportrichtung 21 hinten liegende Stirnseite 96 des Holzes 3
bearbeitet.After transfer, the
Nach dem Durchlauf durch die Maschine ist das Holz 3 an beiden
Stirnseiten 86, 96 und an der rechten und linken Längsseite bearbeitet.
Das Holz 3 wird dann der Vorschubeinheit 15 entnommen und
senkrecht zur Transportrichtung 21 nach Lösen der Spanneinrichtung
weitergeführt.After passing through the machine, the wood is 3 at both
End faces 86, 96 and processed on the right and left longitudinal side.
The
Mit dieser Maschine werden die Hölzer 3 mit Hilfe zweier Vorschubeinheiten
15, die vorteilhaft gleich ausgebildet und spiegelbildlich zueinander
angeordnet sind, an ihren beiden einander gegenüberliegenden
Längsseiten bearbeitet. Diese Maschine arbeitet sehr produktiv.
Wie anhand der Ausführungsformen nach den Fig. 1 bis 16 beschrieben
worden ist, können bei den weiteren Ausführungsformen in
der Ober- und Unterseite der Hölzer 3 auch Bohrungen hergestellt
werden. With this machine, the woods are 3 using two
Wie bei der vorigen Ausführungsform hat die Maschine jeweils ein
Magazin 88, 94 für die Werkzeuge 86, 92. Auf diese Weise ist immer
ein Aggregat im Einsatz, so daß die Maschine eine hohe Produktivität
bzw. kurze Durchlaufzeiten hat. Es ist auch möglich, nur ein Aggregat
für die Längs- und die Querbearbeitung vorzusehen. Dann muß jedoch
eine nicht produktive Zeit für den Wechsel der Werkzeuge für
die Quer- und die Längsbearbeitung in Kauf genommen werden.As in the previous embodiment, the machine has one each
Die Maschine gemäß den Fig. 19a bis 19e hat entsprechend der vorigen
Ausführungsform zwei Vorschubeinheiten 15, die auf einander
gegenüberliegenden Seiten der Führung 97 spiegelbildlich zueinander
angeordnet sind. Beide Vorschubeinheiten 15 sind vorteilhaft
gleich ausgebildet. Der Bediener spannt das zu bearbeitende Holz 3
in die Vorschubeinheit 15 ein, wie anhand von Fig. 17 erläutert worden
ist. Die Vorschubeinheit 15 wird anschließend in Transportrichtung
21 an den Werkzeugen 87, 92 vorbeigeführt, mit denen in der
beschriebenen Weise die in Transportrichtung 21 vordere Stirnseite
86 und die in Transportrichtung rechte Längsseite des Holzes 3 bearbeitet
werden.The machine according to FIGS. 19a to 19e has the same as the previous one
Embodiment two
In Transportrichtung hinter dem Werkzeug 92 liegt die zweite Vorschubeinheit
15, an die das Holz 3 übergeben wird, wie anhand von
Fig. 18 im einzelnen erläutert worden ist (Fig. 19c). Mit dieser zweiten
Vorschubeinheit 15 wird das Holz 3 entgegengesetzt zur Transportrichtung
21 längs der Führung 97 zurückgefahren. Dabei wird das
Holz 3 an seiner anderen Stirnseite 96 sowie an der in Transportrichtung
dieser zweiten Vorschubeinheit 15 rechten Längsseite mit den
Werkzeugen 92, 87 bearbeitet. Nach dem zweimaligen Durchgang
durch die Maschine ist das Holz somit an seinen beiden Längsseiten
und an seinen beiden Stirnseiten 86, 96 bearbeitet. Mit der zweiten
Vorschubeinheit 15 wird das Holz 3 nach dem zweiten Durchgang in
Transportrichtung 21 wieder zurückgefahren (Fig. 19e), wobei die
beiden Werkzeuge 87, 92 zurückgefahren sind. Dann wird das fertig
bearbeitete Holz der zweiten Vorschubeinheit 15 entnommen. Währenddessen
kann der Bediener das nächste zu bearbeitende Holz 3 in
die erste Vorschubeinheit 15 einspannen.In the transport direction behind the
Die Fig. 20 und 21 zeigen die Möglichkeit, in der Vorschubeinheit 15
breite, flächige Werkstücke 3 mit Saugspannern zuverlässig einspannen
zu können. Hierzu werden die oberen Klemmbacken 54 nach unten
verstellt (Fig. 20), so daß alle Klemmbacken 54, 55 auf gleicher
Höhe liegen.FIGS. 20 and 21 show the possibility in the
Die Klemmbacken 54 sind an ihrer Auflageseite mit Rahmendichtungen
102 versehen (Fig. 20), die in der abgesenkten Lage der Klemmbacken
über die unteren Klemmbacken 55 überstehen. Außerdem
sind die Klemmbacken 54 mit jeweils wenigstens einer Durchlaßöffnung
103 versehen. Das flächige Holz 3 (Fig. 21) wird auf die
Klemmbacken 54, 55 aufgelegt, wobei die überstehenden Rahmendichtungen
102 sauber an der Auflageseite des Holzes 3 anliegen.
Über die Öffnungen 103 wird dann Unterdruck erzeugt, durch den das
flächige Holz 3 fest gegen die Klemmbacken 54, 55 gezogen und zuverlässig
gehalten wird. Die Klemmbacken 54 bilden somit Saugspanner,
die in bekannter Weise an ein Saugsystem angeschlossen
sind.The
Bei den beschriebenen Ausführungsformen sind die oberen und unteren
Klemmbacken 54, 55 jeweils auf Lücke zueinander angeordnet.
Es ist aber auch möglich, nicht alle Klemmbacken 54, 55 auf Lücke
anzuordnen, sondern nur einen Teil dieser Klemmbacken. So können
beispielsweise die ersten oberen und unteren Klemmbacken 54, 55
genau übereinander liegen, während erst die nachfolgenden Klemmbacken
54, 55 auf Lücke liegen. Durch eine solche Ausbildung ist das
Holz 3 im Bereich seiner Stirnseite für die Querbearbeitung sicher
und stabil gespannt. Auch kürzere Hölzer 3 lassen sich dadurch sicher
einspannen.In the described embodiments, the upper and
Claims (56)
dadurch gekennzeichnet, daß die Klemmbacken (54, 55) oben und unten auf dem Werkstück (3) so angeordnet sind, daß wenigstens ein Teil der oberen Klemmbacken (54) auf Lücke zu den unteren Klemmbacken (55) liegt, in Draufsicht auf die Vorschubeinheit (15) gesehen, wobei zwischen den einzelnen Klemmbakken (54, 55) ein kleiner Freiraum besteht, in Draufsicht gesehen.Machine for processing workpieces (3) made of wood, plastic or the like, having at least one Längsprofiliereinheit (2) having at least one Längsprofilierspindel along which the workpiece (3) with at least one feed unit (15) is movable and the clamping jaws (54 , 55),
characterized in that the jaws (54, 55) are arranged at the top and bottom of the workpiece (3) such that at least a portion of the upper jaws (54) are in gap with the lower jaws (55) in plan view of the feed unit (15), wherein between the individual clamping jaws (54, 55) has a small clearance, seen in plan view.
dadurch gekennzeichnet, daß die Vorschubeinheit (15) jeweils in einer Reihe angeordnete obere und untere Klemmbacken (54, 55) aufweist.Machine according to claim 1,
characterized in that the feed unit (15) each arranged in a row upper and lower jaws (54, 55).
dadurch gekennzeichnet, daß zumindest ein Teil der oberen Klemmbacken (54) der Vorschubeinheit (15) mit einem Antrieb (53) verstellbar ist.Machine, in particular according to claim 1 or 2,
characterized in that at least a portion of the upper jaws (54) of the feed unit (15) with a drive (53) is adjustable.
dadurch gekennzeichnet, daß die oberen Klemmbacken (54) der Vorschubeinheit (15) einzeln verstellbar sind.Machine according to one of claims 1 to 3,
characterized in that the upper jaws (54) of the feed unit (15) are individually adjustable.
dadurch gekennzeichnet, daß die oberen Klemmbacken (54) jeweils auf einem Träger (59) sitzen, der mit dem Antrieb (53) verbunden ist.Machine according to one of claims 1 to 4,
characterized in that the upper jaws (54) each sit on a support (59) which is connected to the drive (53).
dadurch gekennzeichnet, daß der Antrieb (53) Hubzylinder (56) aufweist, mit denen die Träger (59) der oberen Klemmbacken (54) verstellbar sind.Machine according to one of claims 3 to 5,
characterized in that the drive (53) lifting cylinder (56) with which the carrier (59) of the upper clamping jaws (54) are adjustable.
dadurch gekennzeichnet, daß die unteren Klemmbacken (55) der Vorschubeinheit (15) mit wenigstens einem Hubzylinder (72) verstellbar sind.Machine according to one of claims 1 to 6,
characterized in that the lower jaws (55) of the feed unit (15) with at least one lifting cylinder (72) are adjustable.
dadurch gekennzeichnet, daß die Klemmbacken (54, 55) der Vorschubeinheit (15), in Draufsicht gesehen, komplementäre Umrißform haben.Machine, in particular according to one of claims 1 to 7,
characterized in that the clamping jaws (54, 55) of the feed unit (15), seen in plan view, have complementary outline.
dadurch gekennzeichnet, daß die Vorschubeinheit (15) über ihre Länge mit Anschlägen (46) versehen ist, an denen das Werkstück (3) mit seiner Längsseite anliegt.Machine according to one of claims 1 to 8,
characterized in that the feed unit (15) over its length with stops (46) is provided, against which the workpiece (3) rests with its longitudinal side.
dadurch gekennzeichnet, daß die Anschläge (46) in mindestens einem Träger (62) gelagert sind.Machine according to claim 9,
characterized in that the stops (46) are mounted in at least one carrier (62).
dadurch gekennzeichnet, daß der Träger (62) quer zur Transportrichtung der Werkstücke (3) verstellbar ist.Machine according to claim 10,
characterized in that the carrier (62) transversely to the transport direction of the workpieces (3) is adjustable.
dadurch gekennzeichnet, daß der Träger (62) rechenförmig ausgebildet ist.Machine according to claim 10 or 11,
characterized in that the carrier (62) is formed rake-shaped.
dadurch gekennzeichnet, daß die Anschläge (46) gegen eine Gegenkraft, vorzugsweise eine Federkraft, versenkbar sind.Machine according to one of claims 9 to 12,
characterized in that the stops (46) against a counter force, preferably a spring force, are retractable.
dadurch gekennzeichnet, daß die Anschläge (46) im Bewegungsweg der oberen Klemmbacken (54) der Vorschubeinheit (15) liegen.Machine, in particular according to one of claims 9 to 13,
characterized in that the stops (46) in the path of movement of the upper jaws (54) of the feed unit (15) lie.
dadurch gekennzeichnet, daß die Anschläge (46) durch die oberen Klemmbacken (54) der Vorschubeinheit (15) in die versenkte Lage verstellbar sind.Machine according to claim 14,
characterized in that the stops (46) are adjustable by the upper jaws (54) of the feed unit (15) in the recessed position.
dadurch gekennzeichnet, daß die Träger (59) für die oberen Klemmbacken (54) der Vorschubeinheit (15) durch den Träger (62) der Anschläge (46) ragen.Machine according to one of claims 10 to 15,
characterized in that the supports (59) for the upper jaws (54) of the feed unit (15) protrude through the support (62) of the stops (46).
dadurch gekennzeichnet, daß die Vorschubeinheit (15) wenigstens einen Träger (47) aufweist, der längs wenigstens einer maschinenseitigen Führung (50, 51) verfahrbar ist.Machine according to one of claims 1 to 16,
characterized in that the feed unit (15) has at least one carrier (47) which is movable along at least one machine-side guide (50, 51).
dadurch gekennzeichnet, daß der Längsprofiliereinheit (2) wenigstens eine Querprofiliereinheit (1) vorgeschaltet ist, und daß im Übergabebereich zwischen der Querprofiliereinheit (1) und der Längsprofiliereinheit (2) wenigstens eine Übergabeeinheit (36) vorgesehen ist.Machine according to one of claims 1 to 17,
characterized in that the Längsprofiliereinheit (2) at least one Querprofiliereinheit (1) is connected upstream, and that in the transfer region between the Querprofiliereinheit (1) and the Längssprofiliereinheit (2) at least one transfer unit (36) is provided.
dadurch gekennzeichnet, daß die Übergabeeinheit (36) zwei mit Abstand übereinander liegende Führungen (37, 38) aufweist.Machine, in particular according to claim 18,
characterized in that the transfer unit (36) has two spaced one above the other guides (37, 38).
dadurch gekennzeichnet, daß die Führungen (37, 38) endlos umlaufende Bänder sind.Machine according to claim 19,
characterized in that the guides (37, 38) are endlessly circulating belts.
dadurch gekennzeichnet, daß die Führungen (37, 38) an jeweils einem Tragelement (39, 40) der Übergabeeinheit (36) vorgesehen sind.Machine according to claim 19 or 20,
characterized in that the guides (37, 38) on each one support element (39, 40) of the transfer unit (36) are provided.
dadurch gekennzeichnet, daß wenigstens eines der beiden Tragelemente (39, 40) relativ zum anderen Tragelement verstellbar ist.Machine according to claim 21,
characterized in that at least one of the two support elements (39, 40) is adjustable relative to the other support member.
dadurch gekennzeichnet, daß die Übergabeeinheit (36) gegenüber der Vorschubeinheit (15) höhenverstellbar ist.Machine according to one of claims 19 to 22,
characterized in that the transfer unit (36) relative to the feed unit (15) is height adjustable.
dadurch gekennzeichnet, daß im Übergabebereich zwischen der Querprofiliereinheit (1) und der Längsprofiliereinheit (2) wenigstens eine Zwischenklemmeinrichtung (33) angeordnet ist.Machine, in particular according to one of claims 18 to 23,
characterized in that in the transfer region between the cross-profiling unit (1) and the Längssprofiliereinheit (2) at least one intermediate clamping device (33) is arranged.
dadurch gekennzeichnet, daß die Zwischenklemmeinrichtung (33) Klemmbacken (34, 35) aufweist.Machine according to claim 24,
characterized in that the intermediate clamping device (33) clamping jaws (34, 35).
dadurch gekennzeichnet, daß die Querprofiliereinheit (1) wenigstens eine Spanneinrichtung (4) für die Werkstücke (3) aufweist.Machine according to one of claims 18 to 25,
characterized in that the transverse profiling unit (1) has at least one clamping device (4) for the workpieces (3).
dadurch gekennzeichnet, daß die Spanneinrichtung (4) Klemmbacken (25, 26) aufweist.Machine according to claim 26,
characterized in that the tensioning device (4) has clamping jaws (25, 26).
dadurch gekennzeichnet, daß die untere Klemmbacke (25) um eine Achse (32) gegenüber der oberen Klemmbacke (26) in eine Freigabestellung schwenkbar ist.Machine, in particular according to claim 27,
characterized in that the lower jaw (25) about an axis (32) relative to the upper jaw (26) is pivotable in a release position.
dadurch gekennzeichnet, daß die untere Klemmbacke (25) am freien Ende mit wenigstens einem Anschlag (31) für das Werkstück (3) versehen ist.Machine according to claim 27 or 28,
characterized in that the lower jaw (25) is provided at the free end with at least one stop (31) for the workpiece (3).
dadurch gekennzeichnet, daß die Spanneinrichtung (4) auf einem Schlitten (5) gelagert ist.Machine according to one of claims 26 to 29,
characterized in that the tensioning device (4) is mounted on a carriage (5).
dadurch gekennzeichnet, daß die Spanneinrichtung (4), zumindest ihre Klemmbacken (25, 26), um eine vertikale Achse (6) schwenkbar ist.Machine according to one of claims 26 to 30,
characterized in that the clamping device (4), at least its clamping jaws (25, 26) about a vertical axis (6) is pivotable.
dadurch gekennzeichnet, daß die Spanneinrichtung (4) quer zur Transportrichtung der Werkstücke (3) in der Querprofiliereinheit (1) verstellbar ist.Machine according to one of claims 26 to 31,
characterized in that the clamping device (4) transversely to the transport direction of the workpieces (3) in the transverse profiling (1) is adjustable.
dadurch gekennzeichnet, daß sie wenigstens eine Transporteinheit (77) aufweist, mit der die Werkstücke (3) aus der Übergabeeinheit (36) in die Vorschubeinheit (15) transportierbar sind.Machine according to one of claims 18 to 32,
characterized in that it comprises at least one transport unit (77), with which the workpieces (3) from the transfer unit (36) are transportable in the feed unit (15).
dadurch gekennzeichnet, daß die Transporteinheit (77) im Übergabebereich zwischen der Querprofiliereinheit (1) und der Längsprofiliereinheit (2) angeordnet ist.Machine according to claim 33,
characterized in that the transport unit (77) in the transfer region between the transverse profiling unit (1) and the Längsprofiliereinheit (2) is arranged.
dadurch gekennzeichnet, daß die Transporteinheit (77) mit Abstand voneinander liegende Andruckbacken (79) aufweist.Machine according to claim 33 or 34,
characterized in that the transport unit (77) spaced-apart Andruckbacken (79).
dadurch gekennzeichnet, daß die Andruckbacken (79) eine gekrümmte Anlageseite aufweisen.Machine according to claim 35,
characterized in that the pressure jaws (79) have a curved contact side.
dadurch gekennzeichnet, daß die Längsprofiliereinheit (2) mindestens zwei Vorschubeinheiten (15) aufweist, die spiegelbildlich zueinander angeordnet sind.Machine, in particular according to one of claims 1 to 36,
characterized in that the Längsprofiliereinheit (2) has at least two feed units (15) which are arranged in mirror image to each other.
dadurch gekennzeichnet, daß die Vorschubeinheiten (15) jeweils obere und untere Klemmbacken (54, 55) aufweisenMachine according to claim 37,
characterized in that the feed units (15) each have upper and lower jaws (54, 55)
dadurch gekennzeichnet, daß die Klemmbacken (54, 55) zumindest teilweise auf Lücke zueinander mit einem kleinen Freiraum zwischen ihnen angeordnet sind, in Draufsicht gesehen.Machine according to claim 38,
characterized in that the clamping jaws (54, 55) are arranged at least partially in gap with each other with a small clearance between them, seen in plan view.
dadurch gekennzeichnet, daß die Vorschubeinheiten (15) in Transportrichtung der Werkstücke (3) nebeneinander liegen.Machine according to one of claims 37 to 39,
characterized in that the feed units (15) in the transport direction of the workpieces (3) are adjacent.
dadurch gekennzeichnet, daß die Klemmbacken (54, 55) der Vorschubeinheiten (15) gegeneinander gerichtet sind.Machine according to one of claims 38 to 40,
characterized in that the clamping jaws (54, 55) of the feed units (15) are directed against each other.
dadurch gekennzeichnet, daß die Vorschubeinheiten (15) in einem Übergabebereich (80) nebeneinander liegen, in dem die Klemmbacken (54, 55) der Vorschubeinheiten (15) dasselbe Werkstück (3) übergreifen.Machine according to one of claims 38 to 41,
characterized in that the feed units (15) are in a transfer region (80) adjacent to each other, in which the clamping jaws (54, 55) of the feed units overlap (15) the same workpiece (3).
dadurch gekennzeichnet, daß die Vorschubeinheiten (15) an einem gemeinsamen Gestellteil (81) der Maschine geführt sind.Machine according to one of claims 37 to 42,
characterized in that the feed units (15) are guided on a common frame part (81) of the machine.
dadurch gekennzeichnet, daß der Antrieb der Vorschubeinheit (15) als CNC-Achse ausgeführt ist.Machine according to one of claims 1 to 43,
characterized in that the drive of the feed unit (15) is designed as a CNC axis.
dadurch gekennzeichnet, daß die Vorschubeinheit (15) zum Spannen von breiten Werkstücken (3) mit Saugspannern (54) versehen ist.Machine according to one of claims 1 to 44,
characterized in that the feed unit (15) for clamping wide workpieces (3) with suction tensioners (54) is provided.
dadurch gekennzeichnet, daß die oberen Klemmbacken (54) Teil von Saugspannern sind. Machine, in particular according to one of claims 1 to 45,
characterized in that the upper jaws (54) are part of Saugspannern.
dadurch gekennzeichnet, daß die Werkstücke (3) in der Vorschubeinheit (15) oben und unten gespannt und zwischen verschiedenen Bearbeitungsvorgängen übergeben werden, wobei die Werkstücke (3) bei der Übergabe stets eingespannt sind.Method for machining workpieces (3) in a machine according to one of Claims 1 to 46, in which the workpieces (3) are tensioned in at least one feed unit (15) and transported together with it through the machine,
characterized in that the workpieces (3) in the feed unit (15) are stretched above and below and passed between different machining operations, wherein the workpieces (3) are always clamped in the transfer.
dadurch gekennzeichnet, daß die Werkstücke (3) an wenigstens einer Längsseite bearbeitet werden.Method according to claim 47,
characterized in that the workpieces (3) are machined on at least one longitudinal side.
dadurch gekennzeichnet, daß die Werkstücke (3) bei der Bearbeitung der Längsseite an wenigstens einem stationären Bohraggregat (16) gebohrt werden.Method according to claim 48,
characterized in that the workpieces (3) are drilled in the processing of the longitudinal side of at least one stationary drilling unit (16).
dadurch gekennzeichnet, daß die Werkstücke (3) in der Vorschubeinheit (15) oben und unten gespannt und in einem ersten Durchlauf durch die Maschine an einer Stirnseite (86) und an einer Längsseite und in einem zweiten Durchlauf an der anderen Stirnseite (96) und an der anderen Längsseite bearbeitet werden.Method for machining workpieces (3) in a machine according to one of Claims 1 to 46, in which the workpieces (3) are tensioned in at least one feed unit (15) and transported together with it through the machine,
characterized in that the workpieces (3) in the feed unit (15) clamped at the top and bottom and in a first pass through the machine on one end face (86) and on one longitudinal side and in a second pass on the other end face (96) and be worked on the other long side.
dadurch gekennzeichnet, daß die Vorschubeinheit (15) nach dem ersten Durchlauf in die Ausgangslage zurückgefahren, das Werkstück (3) abgenommen und um 180° gewendet wieder in der Vorschubeinheit (15) gespannt wird, die anschließend erneut durch die Maschine gefahren wird.Method according to claim 50,
characterized in that the feed unit (15) after the first pass back to the starting position, the workpiece (3) removed and turned by 180 ° again in the feed unit (15) is tensioned, which is then driven again by the machine.
dadurch gekennzeichnet, daß die Werkstücke (3) in einer ersten Vorschubeinheit (15) eingespannt werden, daß beim Transport durch die Maschine das Werkstück (3) an seiner einen Stirnseite (86) und seiner einen Längsseite bearbeitet wird, daß anschließend das Werkstück (3) an eine zweite Vorschubeinheit (15) übergeben wird, mit der das Werkstück (3) weiter durch die Maschine transportiert wird, wobei das Werkstück (3) an seiner anderen Stirnseite (96) und seiner anderen Längsseite bearbeitet wird.Method for machining workpieces (3) in a machine according to one of Claims 1 to 46, in which the workpieces (3) are tensioned in at least one feed unit (15) and transported together with it through the machine,
characterized in that the workpieces are clamped in (3) in a first feed unit (15) that (3) is machined at its one end face (86) and its one longitudinal side during transport through the machine the workpiece, that subsequently the workpiece (3 ) is transferred to a second feed unit (15), with which the workpiece (3) is further transported through the machine, wherein the workpiece (3) on its other end face (96) and its other longitudinal side is processed.
dadurch gekennzeichnet, daß das Werkstück (3) bei seiner Übergabe von der ersten an die zweite Vorschubeinheit (15) stets fest eingespannt bleibt.Method according to claim 52,
characterized in that the workpiece (3) always remains firmly clamped in its transfer from the first to the second feed unit (15).
dadurch gekennzeichnet, daß das Werkstück (3) mit den beiden Vorschubeinheiten (15) in gleicher Richtung (21) durch die Maschine transportiert wird.A method according to claim 52 or 53,
characterized in that the workpiece (3) with the two feed units (15) in the same direction (21) is transported through the machine.
dadurch gekennzeichnet, daß das Werkstück (3) mit der zweiten Vorschubeinheit (15) entgegengesetzt zur ersten Vorschubeinheit (15) durch die Maschine transportiert wird.A method according to claim 52 or 53,
characterized in that the workpiece (3) with the second feed unit (15) opposite to the first feed unit (15) is transported through the machine.
dadurch gekennzeichnet, daß die Werkstücke (3) in der Vorschubeinheit (15) durch Saugspanner gehalten werden.Method for machining workpieces (3) in a machine according to one of Claims 1 to 46, in which the workpieces (3) are tensioned in at least one feed unit (15) and transported together with it through the machine,
characterized in that the workpieces (3) in the feed unit (15) are held by suction clamps.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE50209459.1T DE50209459C5 (en) | 2001-08-02 | 2002-07-31 | Machine and method for machining workpieces made of wood, plastic or the like |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10137839A DE10137839C5 (en) | 2001-08-02 | 2001-08-02 | Machine for machining workpieces made of wood, plastic and the like |
| DE10137839 | 2001-08-02 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1281491A2 true EP1281491A2 (en) | 2003-02-05 |
| EP1281491A3 EP1281491A3 (en) | 2005-03-16 |
| EP1281491B1 EP1281491B1 (en) | 2007-02-14 |
Family
ID=7694094
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02017186A Expired - Lifetime EP1281491B1 (en) | 2001-08-02 | 2002-07-31 | Apparatus and method for machining wooden, plastic or similar workpieces |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6974365B2 (en) |
| EP (1) | EP1281491B1 (en) |
| JP (1) | JP4221199B2 (en) |
| AT (1) | ATE353744T1 (en) |
| DE (2) | DE10137839C5 (en) |
| TW (1) | TW564209B (en) |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1810802A1 (en) * | 2006-01-20 | 2007-07-25 | SCM GROUP S.p.A. | Machine tool |
| EP1832402A1 (en) * | 2006-03-10 | 2007-09-12 | IMPRESA 2000 DI SACCHI PARIDE E C. s.a.s. | Shaping machine for longitudinally shaping component parts of wood or similar, in particular, component parts of door and window frames |
| EP1944143A2 (en) * | 2007-01-11 | 2008-07-16 | SCM GROUP S.p.A. | Angular machine for machining wooden or similar workpieces |
| WO2009015787A1 (en) * | 2007-08-02 | 2009-02-05 | Michael Weinig Ag | Molding machine and drilling unit for use in a molding machine |
| WO2009030348A1 (en) * | 2007-08-28 | 2009-03-12 | Michael Weinig Ag | Device for working workpieces made of wood, plastic and the like and method for working said workpieces |
| EP2153954A1 (en) * | 2008-08-06 | 2010-02-17 | Masterwood S.p.A. | Automatic working centre for frame pieces |
| WO2010041285A1 (en) * | 2008-10-10 | 2010-04-15 | Working Process S.R.L. | Working center |
| ITBG20090026A1 (en) * | 2009-05-27 | 2010-11-28 | Capoferri Serramenti S R L | WOODWORKING MACHINE |
| ITBG20090025A1 (en) * | 2009-05-27 | 2010-11-28 | Capoferri Serramenti S R L | LOCKING BENCH FOR PROCESSING OF A WOODEN SEMI-FINISHED MACHINE AND MACHINE INCLUDING THIS BENCH |
| WO2010150560A1 (en) * | 2009-06-26 | 2010-12-29 | Sintokogio, Ltd. | A shot-blasting machine for shaped steel |
| ITBO20090640A1 (en) * | 2009-10-02 | 2011-04-03 | Biesse Spa | METHOD AND MACHINE FOR PROCESSING WOOD OR SIMILAR COMPONENTS |
| ITPD20100318A1 (en) * | 2010-10-21 | 2012-04-22 | Working Process S R L | MACHINING CENTER WITH PERFECT MANIPULATOR |
| WO2012113531A1 (en) * | 2011-02-24 | 2012-08-30 | Michael Weinig Ag | Clamping apparatus for workpieces made of wood, plastic and the like |
| ITBO20120218A1 (en) * | 2012-04-19 | 2013-10-20 | Biesse Spa | METHOD FOR PROCESSING EXTENSIVE COMPONENTS OF WOODEN OR SIMILAR FIXTURES |
| EP2998064A1 (en) * | 2014-09-22 | 2016-03-23 | Homag Holzbearbeitungssysteme GmbH | Processing device |
| US20160121443A1 (en) * | 2014-11-04 | 2016-05-05 | Michael Weinig Ag | Clamping device for an adjustable stop of a processing machine, particularly a moulding machine, and processing machine, particularly moulding machine, with a clamping device |
| EP3034258A1 (en) * | 2014-12-17 | 2016-06-22 | Homag Holzbearbeitungssysteme GmbH | Device and method for processing of workpieces |
| CN108025451A (en) * | 2015-09-29 | 2018-05-11 | 豪迈公司 | Process equipment |
| IT201700083048A1 (en) * | 2017-07-20 | 2019-01-20 | Pade S A S Di De Moliner Vinicio & C Ora Pade S R L | Piece loading assembly of a work center |
| CN110744639A (en) * | 2019-11-28 | 2020-02-04 | 安徽东平木业股份有限公司 | Drilling device |
| CN110744638A (en) * | 2019-11-28 | 2020-02-04 | 安徽东平木业股份有限公司 | Adjustable drilling device |
| WO2021204417A1 (en) * | 2020-04-09 | 2021-10-14 | Michael Weinig Ag | Clamping device for workpieces |
| IT202000025111A1 (en) * | 2020-10-23 | 2022-04-23 | Working Process S R L | WORK CENTER, IN PARTICULAR FOR THE PROCESSING OF Elongated WOODEN PIECES, EQUIPPED WITH IMPROVED MANIPULATORS AND RELATED WORK METHOD |
| BE1029395B1 (en) * | 2021-05-11 | 2022-12-12 | Vertongen Houtbewerkingsmachines | Machine for processing a wooden workpiece |
| EP4147836A1 (en) * | 2021-09-09 | 2023-03-15 | IMA Schelling Deutschland GmbH | Wood processing device for processing board-shaped workpieces made of wood or wood substitutes and method for operating same |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004027888B4 (en) * | 2004-05-27 | 2007-01-04 | Michael Weinig Ag | Feed unit for a machine for processing workpieces made of wood, plastic or the like, and method for processing such workpieces |
| US20070267103A1 (en) * | 2006-05-18 | 2007-11-22 | Unique Machine And Tool Co. | Woodworking machine |
| PL1882570T3 (en) † | 2006-07-25 | 2009-03-31 | Homag Holzbearbeitungssysteme Ag | Machining centre for machining elongated workpieces |
| IT1397634B1 (en) * | 2010-01-22 | 2013-01-18 | Scm Group Spa | ANGULAR MACHINE. |
| IT1398755B1 (en) * | 2010-03-02 | 2013-03-18 | Scm Group Spa | APPARATUS FOR PIECES PROCESSING |
| DE102014219098A1 (en) | 2014-09-22 | 2016-03-24 | Homag Holzbearbeitungssysteme Gmbh | Workpiece table and processing device with a workpiece table |
| DE102015212541A1 (en) | 2014-09-22 | 2016-03-24 | Homag Holzbearbeitungssysteme Gmbh | processing device |
| JP5841217B1 (en) * | 2014-10-28 | 2016-01-13 | 宮川工機株式会社 | Burning equipment |
| DE102014222423A1 (en) | 2014-11-03 | 2016-05-04 | Homag Holzbearbeitungssysteme Gmbh | jig |
| DE102014222422A1 (en) | 2014-11-03 | 2016-05-04 | Homag Holzbearbeitungssysteme Gmbh | Processing device for workpieces and method thereof |
| CN106625983A (en) * | 2015-11-02 | 2017-05-10 | 东北林业大学 | Numerical control down material returning two-edge-bander production line |
| CN105818221B (en) * | 2016-05-24 | 2018-05-15 | 林孝久 | A kind of full-automatic side opening for plank bores |
| CN108356930B (en) * | 2018-04-28 | 2023-04-14 | 山东周广胜木雕有限公司 | Comb back-combing mortise and comb-tooth tenon integrated machining profiling machine |
| IT201800005503A1 (en) * | 2018-05-18 | 2019-11-18 | Method and Processing Apparatus | |
| DE102018008199A1 (en) * | 2018-10-15 | 2020-04-16 | Michael Weinig Ag | Process for processing elongated workpieces made of wood, plastic and the like, and machine for carrying out the process |
| CN109318302A (en) * | 2018-11-09 | 2019-02-12 | 台州市意利欧机械有限公司 | A kind of Link chain device |
| CN109834767B (en) * | 2019-04-02 | 2020-02-11 | 廉江市信宇家居有限公司 | Numerical control machine tool for wood processing |
| DE102019003613A1 (en) * | 2019-05-21 | 2020-11-26 | Michael Weinig Ag | Process for processing workpieces made of wood, plastic and the like |
| CN110640848B (en) * | 2019-10-17 | 2024-08-02 | 浙江森亚板业有限公司 | Automatic processing bamboo and wood product milling machine capable of reducing burrs |
| CN110842671B (en) * | 2019-11-19 | 2020-12-04 | 郭沙 | Tenon connecting treatment method for solid wood furniture production and processing |
| DE102020124242A1 (en) * | 2020-09-17 | 2022-03-17 | Multi-Cut Systems GmbH | Process and machine tool for processing a wood-based panel |
| EP4067028A1 (en) * | 2021-03-31 | 2022-10-05 | Hans-Martin Junglinger | Finishing station and device with a finishing station |
| CN113146753B (en) * | 2021-05-07 | 2022-08-12 | 福州福田工艺品有限公司 | Plate transfer device of plate drilling machine and working method thereof |
| CN113442236A (en) * | 2021-07-12 | 2021-09-28 | 张先中 | Pressing plate mechanism for numerical control five-sided drill |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0922547A2 (en) * | 1997-11-28 | 1999-06-16 | IMA Maschinenfabriken Klessmann GmbH | Apparatus for manufacturing window frame members |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3522278A1 (en) * | 1984-12-08 | 1986-06-12 | Erwin 7261 Gechingen Jenkner | METHOD FOR THE PRODUCTION OF PLATE-SHAPED WORKPIECES HAVING CONSTRUCTION HOLES, IN PARTICULAR FROM WOOD OR WOOD-LIKE MATERIAL, AND A DEVICE FOR CARRYING OUT THE METHOD |
| KR100209920B1 (en) * | 1991-01-18 | 1999-07-15 | 홀버드 버지 | Multispindle machine for processing workpieces |
| DE4219155A1 (en) * | 1992-06-11 | 1993-12-16 | Melles Zdenko | Double screw clamping device - is used in carpentry and other work and incorporates two C=shaped flat frame members joined together by two U=section spacer elements made of sheet metal |
| DE4301217A1 (en) * | 1993-01-19 | 1994-07-21 | Baljer & Zembrod | CNC-controlled woodworking system, especially for long workpieces such as beams |
| DE19826627C2 (en) * | 1998-06-17 | 2003-04-10 | Sim Automation Gmbh & Co Kg | System for carrying out a sequence of several assembly and / or machining operations on workpieces, especially small parts |
-
2001
- 2001-08-02 DE DE10137839A patent/DE10137839C5/en not_active Expired - Lifetime
-
2002
- 2002-07-31 EP EP02017186A patent/EP1281491B1/en not_active Expired - Lifetime
- 2002-07-31 TW TW091117182A patent/TW564209B/en not_active IP Right Cessation
- 2002-07-31 AT AT02017186T patent/ATE353744T1/en active
- 2002-07-31 DE DE50209459.1T patent/DE50209459C5/en not_active Expired - Lifetime
- 2002-08-02 US US10/064,647 patent/US6974365B2/en not_active Expired - Lifetime
- 2002-08-02 JP JP2002226126A patent/JP4221199B2/en not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0922547A2 (en) * | 1997-11-28 | 1999-06-16 | IMA Maschinenfabriken Klessmann GmbH | Apparatus for manufacturing window frame members |
Cited By (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1810802A1 (en) * | 2006-01-20 | 2007-07-25 | SCM GROUP S.p.A. | Machine tool |
| EP1832402A1 (en) * | 2006-03-10 | 2007-09-12 | IMPRESA 2000 DI SACCHI PARIDE E C. s.a.s. | Shaping machine for longitudinally shaping component parts of wood or similar, in particular, component parts of door and window frames |
| EP1944143A3 (en) * | 2007-01-11 | 2012-12-05 | SCM Group S.p.A. | Angular machine for machining wooden or similar workpieces |
| EP1944143A2 (en) * | 2007-01-11 | 2008-07-16 | SCM GROUP S.p.A. | Angular machine for machining wooden or similar workpieces |
| WO2009015787A1 (en) * | 2007-08-02 | 2009-02-05 | Michael Weinig Ag | Molding machine and drilling unit for use in a molding machine |
| WO2009030348A1 (en) * | 2007-08-28 | 2009-03-12 | Michael Weinig Ag | Device for working workpieces made of wood, plastic and the like and method for working said workpieces |
| EP2153954A1 (en) * | 2008-08-06 | 2010-02-17 | Masterwood S.p.A. | Automatic working centre for frame pieces |
| WO2010041285A1 (en) * | 2008-10-10 | 2010-04-15 | Working Process S.R.L. | Working center |
| ITBG20090025A1 (en) * | 2009-05-27 | 2010-11-28 | Capoferri Serramenti S R L | LOCKING BENCH FOR PROCESSING OF A WOODEN SEMI-FINISHED MACHINE AND MACHINE INCLUDING THIS BENCH |
| WO2010136941A1 (en) * | 2009-05-27 | 2010-12-02 | Capoferri Serramenti S.R.L. | Wood processing apparatus |
| ITBG20090026A1 (en) * | 2009-05-27 | 2010-11-28 | Capoferri Serramenti S R L | WOODWORKING MACHINE |
| WO2010150560A1 (en) * | 2009-06-26 | 2010-12-29 | Sintokogio, Ltd. | A shot-blasting machine for shaped steel |
| ITBO20090640A1 (en) * | 2009-10-02 | 2011-04-03 | Biesse Spa | METHOD AND MACHINE FOR PROCESSING WOOD OR SIMILAR COMPONENTS |
| EP2305440A1 (en) * | 2009-10-02 | 2011-04-06 | BIESSE S.p.A. | Method and machine for processing frame components made of wood and the like |
| ITPD20100318A1 (en) * | 2010-10-21 | 2012-04-22 | Working Process S R L | MACHINING CENTER WITH PERFECT MANIPULATOR |
| WO2012113531A1 (en) * | 2011-02-24 | 2012-08-30 | Michael Weinig Ag | Clamping apparatus for workpieces made of wood, plastic and the like |
| EP2678133A1 (en) * | 2011-02-24 | 2014-01-01 | Michael Weinig Ag | Clamping apparatus for workpieces made of wood, plastic and the like |
| ITBO20120218A1 (en) * | 2012-04-19 | 2013-10-20 | Biesse Spa | METHOD FOR PROCESSING EXTENSIVE COMPONENTS OF WOODEN OR SIMILAR FIXTURES |
| EP2998064A1 (en) * | 2014-09-22 | 2016-03-23 | Homag Holzbearbeitungssysteme GmbH | Processing device |
| US20160121443A1 (en) * | 2014-11-04 | 2016-05-05 | Michael Weinig Ag | Clamping device for an adjustable stop of a processing machine, particularly a moulding machine, and processing machine, particularly moulding machine, with a clamping device |
| US10456947B2 (en) * | 2014-11-04 | 2019-10-29 | Michael Weinig Ag | Clamping device for an adjustable stop of a processing machine, particularly a moulding machine, and processing machine, particularly moulding machine, with a clamping device |
| EP3505318A1 (en) * | 2014-12-17 | 2019-07-03 | HOMAG GmbH | Device and method for processing of workpieces |
| EP3034258A1 (en) * | 2014-12-17 | 2016-06-22 | Homag Holzbearbeitungssysteme GmbH | Device and method for processing of workpieces |
| CN108025451A (en) * | 2015-09-29 | 2018-05-11 | 豪迈公司 | Process equipment |
| US10940607B2 (en) | 2015-09-29 | 2021-03-09 | Homag Gmbh | Machining device |
| IT201700083048A1 (en) * | 2017-07-20 | 2019-01-20 | Pade S A S Di De Moliner Vinicio & C Ora Pade S R L | Piece loading assembly of a work center |
| CN110744639A (en) * | 2019-11-28 | 2020-02-04 | 安徽东平木业股份有限公司 | Drilling device |
| CN110744638A (en) * | 2019-11-28 | 2020-02-04 | 安徽东平木业股份有限公司 | Adjustable drilling device |
| WO2021204417A1 (en) * | 2020-04-09 | 2021-10-14 | Michael Weinig Ag | Clamping device for workpieces |
| IT202000025111A1 (en) * | 2020-10-23 | 2022-04-23 | Working Process S R L | WORK CENTER, IN PARTICULAR FOR THE PROCESSING OF Elongated WOODEN PIECES, EQUIPPED WITH IMPROVED MANIPULATORS AND RELATED WORK METHOD |
| BE1029395B1 (en) * | 2021-05-11 | 2022-12-12 | Vertongen Houtbewerkingsmachines | Machine for processing a wooden workpiece |
| EP4147836A1 (en) * | 2021-09-09 | 2023-03-15 | IMA Schelling Deutschland GmbH | Wood processing device for processing board-shaped workpieces made of wood or wood substitutes and method for operating same |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10137839C5 (en) | 2012-06-21 |
| JP4221199B2 (en) | 2009-02-12 |
| ATE353744T1 (en) | 2007-03-15 |
| JP2003080434A (en) | 2003-03-18 |
| US20030024363A1 (en) | 2003-02-06 |
| TW564209B (en) | 2003-12-01 |
| DE50209459D1 (en) | 2007-03-29 |
| DE10137839B4 (en) | 2006-09-28 |
| EP1281491A3 (en) | 2005-03-16 |
| DE50209459C5 (en) | 2014-01-16 |
| DE10137839A1 (en) | 2003-02-27 |
| EP1281491B1 (en) | 2007-02-14 |
| US6974365B2 (en) | 2005-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1281491B1 (en) | Apparatus and method for machining wooden, plastic or similar workpieces | |
| EP1600254B1 (en) | Conveying unit for machine for working workpieces and method for machining such workpieces | |
| EP0922547B1 (en) | Apparatus for manufacturing window frame members | |
| EP0988924B1 (en) | Wood-working machine | |
| DE4113629C2 (en) | Row drilling and milling machine | |
| DE3521350A1 (en) | Apparatus for machining posts or transoms for windows or doors | |
| EP0261568B1 (en) | Wood-working machine | |
| DE3307809A1 (en) | Wood-working machine | |
| EP0292864B1 (en) | Wood-working machine | |
| DE102006009421A1 (en) | moulder | |
| EP2185331B1 (en) | Device for working workpieces made of wood, plastic and the like and method for working said workpieces | |
| EP1027952B1 (en) | Portal-type wood-working machine | |
| EP0813941B2 (en) | Machine tool for working elongated material | |
| DE2749546A1 (en) | Wooden window component cutting and shaping machine - has two workpieces fed through side by side, with profile cut unit added | |
| EP1236537B1 (en) | Method for adjusting at least one pressure-applying element for machines for working workpieces of wood, plastic or similar material, adjusting device for carrying out such a method and pressure-applying element for such a method | |
| DE102014016629A1 (en) | Plant for the production and / or treatment of glazing beads and methods using such a plant | |
| DE19831284C2 (en) | Joinery machine for processing strand material | |
| DE8528893U1 (en) | Machine for machining workpieces made of wood, plastic and the like, in particular window wood and similar workpieces | |
| DE4406381A1 (en) | Machine for machining bar-shaped workpieces | |
| DE3717411C2 (en) | ||
| DE102016009430A1 (en) | Plant and method for machining workpieces made of wood, plastic and the like | |
| DE19721521C2 (en) | Numerically controlled tenoning machine | |
| DE102011102793B3 (en) | Method for machining the end faces of workpieces made of wood, plastic and the like | |
| WO2022049117A1 (en) | Machining device and method for longitudinal profiling of workpieces | |
| DE29500192U1 (en) | Clamping device for milling mortises and tenons for a milling machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: 7B 27M 1/08 A Ipc: 7B 27F 1/02 B Ipc: 7B 27C 1/12 B Ipc: 7B 23Q 7/04 B |
|
| 17P | Request for examination filed |
Effective date: 20050824 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| 17Q | First examination report despatched |
Effective date: 20061016 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070214 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070214 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070214 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070214 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 50209459 Country of ref document: DE Date of ref document: 20070329 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF THE APPLICANT RENOUNCES Effective date: 20070515 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070525 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20070524 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070716 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070214 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070214 |
|
| 26N | No opposition filed |
Effective date: 20071115 |
|
| BERE | Be: lapsed |
Owner name: MICHAEL WEINIG A.G. Effective date: 20070731 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070731 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070731 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070515 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090731 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: IT Effective date: 20110616 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R046 Ref document number: 50209459 Country of ref document: DE Effective date: 20111026 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R206 Ref document number: 50209459 Country of ref document: DE Effective date: 20140116 Ref country code: DE Ref legal event code: R050 Ref document number: 50209459 Country of ref document: DE Effective date: 20131128 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20200622 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20200714 Year of fee payment: 19 Ref country code: GB Payment date: 20200722 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20200713 Year of fee payment: 19 Ref country code: SE Payment date: 20200716 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20210719 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20210927 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 353744 Country of ref document: AT Kind code of ref document: T Effective date: 20210731 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210731 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210731 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210801 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210731 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50209459 Country of ref document: DE |