EP1032095B1 - Verfahren und Einrichtung zur Bearbeitung und Verdrillung eines Leiterpaares - Google Patents
Verfahren und Einrichtung zur Bearbeitung und Verdrillung eines Leiterpaares Download PDFInfo
- Publication number
- EP1032095B1 EP1032095B1 EP20000102946 EP00102946A EP1032095B1 EP 1032095 B1 EP1032095 B1 EP 1032095B1 EP 20000102946 EP20000102946 EP 20000102946 EP 00102946 A EP00102946 A EP 00102946A EP 1032095 B1 EP1032095 B1 EP 1032095B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- conductor
- pair
- twisting
- conductors
- processing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000004020 conductor Substances 0.000 title claims description 149
- 238000000034 method Methods 0.000 title claims description 6
- 238000004519 manufacturing process Methods 0.000 claims description 6
- 238000002788 crimping Methods 0.000 description 11
- 230000001419 dependent effect Effects 0.000 description 3
- 238000000605 extraction Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/02—Stranding-up
- H01B13/0207—Details; Auxiliary devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/28—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for wire processing before connecting to contact members, not provided for in groups H01R43/02 - H01R43/26
Definitions
- the invention relates to a method and a device for processing and twisting a pair of conductors, which is extended, clamped at both ends and twisted from one end of the pair of conductors ago.
- a twisted wire pair consists of two twisted wires and is suitable for data transmission, for example in vehicles. Each conductor has a spiral course, with the two conductors being tightly wound together and forming alternating upper and lower conductor loops. A ladder section with one upper and one lower loop is called a swing. Impact length and impact symmetry are parameters of a twisted conductor pair that are important in terms of electromagnetic compatibility (EMC) and must be within specified tolerances.
- EMC electromagnetic compatibility
- Twisted pairs of conductors are manufactured manually, semi-automatically or fully automatically, whereby the basic work steps remain the same. After cutting the individual conductors are clamped on the one hand in a fixed clamping device and on the other hand in a slidable clamping device with turret and then stretched over the entire length. Thereafter, the twisting takes place from one end of the individual conductors by means of the clamping device with turret.
- the known devices are sufficiently powerful in terms of produced quantities per unit time for small batches. For larger batches, the performance of such facilities is no longer sufficient. Increases in performance are hardly possible because the assembly, the clamping and the twisting of the individual conductors can hardly be shortened in terms of time.
- the invention aims to remedy this situation.
- the invention as characterized in claim 1 solves the problem of avoiding the disadvantages of the known device and to provide an efficient production line for the automatic production of twisted conductors. This is achieved by a summary of conventionally independently operating machines and by avoiding unproductive transport or transfer steps, as this is not possible with individual machines connected in series.
- the advantages achieved by the invention are essentially to be seen in that up to three pairs of conductors can be processed simultaneously in parallel operation, whereby a significant increase in performance compared to conventional twisting machines in the production of twisted pairs of conductors is possible.
- the Ladders are pulled out only once in their length during the entire production process and do not need to be turned, withdrawn or transported.
- the measures listed in the dependent claims advantageous refinements and improvements of the invention specified in the independent claims are possible. It is also advantageous that both conductor ends are held during the assembly and twisting of grippers. This avoids unnecessary loss times during conductor handling. In addition, the conductors at the ends can not form loops or twist.
- the tensile forces in the ladder are regulated. This will detect knots or loops.
- the regulation of the tensile force during twisting, in particular in the resulting by the twisting shortening of the total conductor length improves the quality of the twisted conductor pair, for example, in terms of lay length and stroke symmetry.
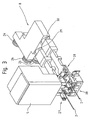
- a twisting means by means of the conductor 2 to a pair of conductors 3 are twisted.
- the conductors 2 are fed via a feed station 2.1 of a cable reel, not shown, of the device for the conductor finishing 4-7.
- a first pivot unit 4 serves as a feeder for the processing of the leading conductor ends in the individual processing stations.
- the swivel unit 4 with double gripper firmly grasps the leading conductor ends of the conductors 2 and brings them to a stripping device 5 for stripping the conductor insulation, then the conductor ends with a rotary movement to a automatic grommet 6 for equipping a grommet and with a further rotational movement to a first crimping machine. 7 for making a crimping connection between a contact and the conductor of the conductor.
- the Tüllenautomat 6 may be arranged in front of the first crimping machine 7 or not equipped.
- the leading conductor ends are taken over by a slide 8 which is movable along a first rail 8.1 and pulled out to the desired length while maintaining a predetermined tension in the individual conductors, and the leading conductor ends are transferred to a takeover module 9 movable along a second rail 9.1. which clamps the ladder 2, moves to a lower position and brings the ladder 2 to a smaller ladder distance. Thereafter, the slide-out carriage 8 is ready for the return trip.
- the conductors 2 have been gripped by the first pivoting unit 4 and by a second pivoting unit 10. Then the conductors 2 are separated and stripped by the Abisolier owned 5. The trailing conductor ends are held by means of the second pivoting unit 10 and stripped from the stripping device 5. The trailing conductor ends are brought from the second pivoting unit 10 to a second crimping machine 11, which connects each conductor end crimping with a contact. After processing and assembly, the trailing conductor ends are transferred to a transfer module 12. Subsequently, the second pivot unit 10 pivots back and can take over the next ladder.
- the transfer module 12 brings the trailing conductor ends to a smaller conductor spacing already set by the transfer module 9 to the leading conductor ends. At the same time, the transfer module 12 pivots through 90 °, brings the trailing conductor ends to an upper position and transfers the conductor ends to a holding module 13. Simultaneously with the conductor transfer from the transfer module 12 to the holding module 13, the leading conductor ends from the transfer module 9 become one at a along a third Rail 14.1 movable Verdrillschlitten 14 arranged twisting 15 brought. Subsequently, an extension of the conductor 2 and then the twisting of the pair of conductors takes place while maintaining a predetermined tensile force. After twisting, the pair of conductors arrives in a slot 16.
- Cable-specific parameters such as tensile force during twisting, lay length, free connection-specific conductor length are specified.
- the length of the conductor pair is shortened, and accordingly the twisting slide also moves in accordance with the specified tensile forces.
- the untwisted cable length depends on the cable diameter and the above parameters and is calculated by a program.
- the extraction slide 8, the transfer module 9 and the twisting slide 14 move to the calculated positions.
- the leading conductor ends of the next pair of conductors are processed, fitted and removed.
- the trailing conductor ends of the next pair of conductors are processed and equipped.
- the leading end of a pair of conductors is processed and equipped with the inventive device, processed an extended pair of conductors, equipped and transferred and twisted a pair of conductors.
- Fig. 2 shows the directions of movement of the individual units for handling the conductor pairs.
- the pivoting units 4, 10 may have a first or a second rotational movement D2 To run.
- the pivot units 4, 10 serve as feeders of the cable ends to the processing and transfer units and are each equipped with a first or second gripper pair 17, 18.
- the grippers 17,18 are pivotally mounted on a boom 19 and are each pivoted by means of a pivot drive 20.1,20.2.
- a gripper has to be swiveled out of the working area of the crimping machine 7,11 for reasons of space, and the conductor ends are fitted one after the other.
- Boom 19 and pivot drives 20.1,20.2 are arranged on a rotational movement D2 exporting platform 21.
- the holding module 13 with a first double gripper 13.1 is fixedly arranged on a carrier 22 and is operated by the transfer module 12 with conductor ends.
- the transfer module 12 is operated by the second pivot unit 10 with conductor ends, which are held by a third pair of grippers 23,24, which bring after taking over the conductor ends by means of a first horizontal movement H1 to a smaller conductor spacing.
- the conductor ends are supplied by means of a third rotational movement D3 by 90 ° and a first vertical movement V1 to the holding module 13, wherein the third gripper pair 23,24 by means of a rotatable and vertically displaceable bracket 25 is movable.
- a fourth gripper pair 27,28 is arranged, take over the conductor ends of the Abisolier worn 5 by means of a second horizontal movement H2 and 2 extend the ladder to the desired length, each gripper 27,28 a force sensor 29,30 recorded the tensile force in the conductor 2.
- the solid conductors 2 are from a fifth gripper pair 31,32 of the transfer module. 8 accepted.
- the fifth gripper pair 31, 32 is arranged on a second bracket 33, which can execute a second vertical movement V2 and a third horizontal movement H3 and a fourth horizontal movement H4. After the takeover, the conductor ends are brought to a smaller distance by means of a third horizontal movement H3, moved vertically downwards and fed horizontally to the twisting head 15.
- the transfer module is guided and movable by means of second rollers 34.
- the twisting head 15 arranged on the guided by means of third rollers 35 and movable slide 14 holds the conductor ends by means of second double gripper 36 fixed.
- the twisting head 14 arranged on a third bracket 37 of the twisting slide 14 performs a fourth rotary movement D4 and the twisting slide 14 shifts in the conductor direction by means of fifth horizontal movement H5.
- Fig. 3 shows details of the extension slide 8 when taking over the leading conductor ends with contacts, not shown, or with contacts and grommets.
- the shallow-building fourth gripper pair 27,28 passes through the Abisolier owned 5 and takes over from the first pivot unit 4, the conductor ends.
- the tensile force per conductor 2 can be detected by means of the first force sensor 29 or 30.
- An unillustrated circuit monitors the tensile force in the conductor due to a force command and the measured force.
- the stripping device 4 is equipped with a plurality of double blades 38, the scraper-side blades of the conductor separation and the swivel unit side blades of the stripping serve.
- Fig. 4 shows the details of the transfer module 9 in the acquisition of conductor ends of the slide carriage 8.
- the fifth gripper pair 31,32 accesses from above the held by the fourth gripper pair 27,28 of the slide carriage 8 conductor ends and then performs the second vertical movement V2 down to the exception Height of the center of the twisting head 15. Thereafter, the second bracket 33 is moved along a linear guide 39 until the conductor ends as in Fig. 5 shown by the second double gripper 36 of the twisting head 15 can be detected.
- Fig. 6 shows the second pivot unit 10 and the transfer module 12 in the handling of conductor ends.
- the second pivot unit 10 drives, for example, the second crimping machine 11 with a pair of conductors for assembly with contacts, wherein in the working area of the crimping machine 11 of a gripper 17,18 is pivoted from the work area of the crimping machine 11 and the other gripper 17,18 the crimping machine with a Head end served.
- the transfer module 12 is shown with a pair of conductors after the takeover. The conductor spacing is now reduced to the gripper grid of the holding module 12 by means of the first horizontal movement H1. Subsequently, the pair of conductors is transferred to the holding module 12 as described above.
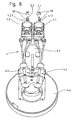
- Fig. 7 shows the holding module 12 with a pair of conductors before twisting.
- the conductors 2 are held by means of the first double gripper 13.1.
- a force sensor 40 detects the tensile force in the conductor pair.
- a control not shown, can regulate the tensile force during the twisting due to the force and the measured force.
- first pivot unit 4 serves to feed the leading conductor ends 2.1, 2.2, referred to in the jargon page 1, to the processing stations 5,6,7.
- the conductor ends 2.1.2.2 are pulled by means of the extension slide 8 by the gripper 4.1.4.2.
- the grippers 4.1,4.2 have on the machining side guide tubes 4.1.1.4.2.1, which serve to guide the conductor ends 2.1.2.2.
- the structure of the gripper 4.1,4.2 of page 1 is such that they can only hold the conductor ends 2.1,2.2.
- the arranged on a boom 4.3 grippers 4.1,4.2 are individually pivotable by means of rotary actuators 4.4,4.5, wherein the respective position is dependent on the processing station 5,6,7.
- the gripper 4.1,4.2 For free rotation of the gripper 4.1,4.2 from one processing station to another processing station, the gripper 4.1,4.2 are moved linearly against the platform 4.6.
- the boom 4.3 and quarter-turn actuators 4.4,4.5 are arranged linearly displaceable on a rotatable platform 4.6. Not shown are the drives for the linear movement or for the rotational movement.
- the grippers 4.1.4.2 return to the stripping device 5. Then the ladder 2 are pulled out to the desired length by means of the pull-out slide 8 and the trailing ladder ends, referred to in the jargon page 2, from the second pivoting unit 10 according to Fig. 9 accepted.
- the second pivot unit 10 according to Fig. 9 is equipped with grippers 17, 18 which can grasp, hold or release the conductor ends. To perform these functions gripper jaws 17.1,18.1 are necessary, which can open and close.
- Fig. 9 shows the one gripper 17 with closed, intermeshing gripper jaws 17.1 and the other gripper 18 with open gripper jaws 18.1.
- the second pivoting unit 10 according to Fig. 9 in contrast to the first gift unit 4 according to Fig.
- the pivot drives 20.1,20.2 below and arranged the drive for the linear movement above the platform 21.
- a flange is designated, on which the drive for the linear movement is arranged.
- an unillustrated pinion engages in a rack, not shown, and generates the linear displacement of the boom 19 and the pivot drives 20.1,20.2.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Processes Specially Adapted For Manufacturing Cables (AREA)
Description
- Die Erfindung betrifft ein Verfahren und eine Einrichtung zur Bearbeitung und Verdrillung eines Leiterpaares, das ausgezogen, beidendig eingespannt und von einem Ende des Leiterpaares her verdrillt wird.
- Ein verdrilltes Leiterpaar besteht aus zwei miteinander verdrehten Leitungen und eignet sich zur Datenübertragung beispielsweise in Fahrzeugen. Jeder Leiter hat einen spiralförmigen Verlauf, wobei die beiden Leiter eng aneinander geschlungen sind und in wechselnder Folge obere und untere Leiterschleifen bilden. Ein Leiterabschnitt mit je einer oberen und einer unteren Schleife wird als Schlag bezeichnet. Schlaglänge und Schlagsymmetrie sind Parameter eines vedrillten Leiterpaares, die hinsichtlich der elektromagnetischen Verträglichkeit (EMV) von Bedeutung sind und innerhalb von vorgegebenen Toleranzwerten liegen müssen.
- Verdrillte Leiterpaare werden manuell, halbautomatisch oder vollautomatisch hergestellt, wobei die grundlegenden Arbeitsschritte gleich bleiben. Nach der Ablängung werden die Einzelleiter einerseits in eine feststehende Klemmvorrichtung und andererseits in eine verschiebbare Klemmvorrichtung mit Drehkopf eingespannt und dann über die gesamte Länge gespannt. Danach erfolgt das Verdrillen von einem Ende der Einzelleiter her mittels der Klemmvorrichtung mit Drehkopf.
- Aus der Offenlegungsschrift
DE 196 49 759 ist eine Vorrichtung zur maschinellen Herstellung von verdrillten Leiterpaaren bekannt geworden. Die beiden Einzelleiter werden je von einer Spule abgezogen und auf die gewünschte Länge geschnitten. Eine Konfektioniermaschine bestückt beidendig die Einzelleiter mit Stecker oder Kupplungsstücken. Danach wird jeder Leiter jeweils mit einem Ende in einer festen Halterung und mit dem anderen Ende in einer spindelgetriebenen Halterung eingespannt, die die Einzelleiter über ihre gesamte Länge frei spannt. Die Verdrillung erfolgt dann von der spindelgetriebenen Halterung her. - Die bekannten Einrichtungen sind hinsichtlich produzierter Stückzahlen pro Zeiteinheit genügend leistungsfähig für kleine Chargen. Für grössere Chargen ist die Leistungsfähigkeit solcher Einrichtungen nicht mehr genügend. Leistungssteigerungen sind kaum möglich, weil die Bestückung, das Spannen und die Verdrillung der Einzelleiter zeitlich kaum verkürzt werden können.
- Hier will die Erfindung Abhilfe schaffen. Die Erfindung, wie sie in Anspruch 1 gekennzeichnet ist, löst die Aufgabe, die Nachteile der bekannten Einrichtung zu vermeiden und eine effiziente Produktionsanlage zur automatischen Herstellung von verdrillten Leitern zu schaffen. Dies wird durch eine Zusammenfassung von herkömmlich unabhängig voneinander arbeitenden Maschinen erreicht und durch Vermeidung unproduktiver Transport - oder Übergabeschritte, wie dies mit hintereinandergeschalteten Einzelmaschinen gar nicht möglich ist.
- Die durch die Erfindung erreichten Vorteile sind im wesentlichen darin zu sehen, dass bis zu drei Leiterpaare gleichzeitig bei Parallelbetrieb bearbeitet werden können, wodurch eine im Vergleich zu herkömmlichen Verdrillmaschinen wesentliche Leistungssteigerung bei der Herstellung von verdrillten Leiterpaaren möglich ist. Die Leiter werden im gesamten Fertigungsprozess nur einmal in ihrer Länge ausgezogen und brauchen weder gewendet oder zurückgezogen noch transportiert zu werden. Durch die in den Unteransprüchen aufgeführten Massnahmen sind vorteilhafte Weiterbildungen und Verbesserungen der in den unabhängigen Ansprüchen angegebenen Erfindung möglich. Weiter vorteilhaft ist, dass beide Leiterenden während der Konfektionierung und Verdrillung von Greifern gehalten werden. Dadurch werden unnötige Verlustzeiten bei der Leiterhandhabung vermieden. Zudem können die Leiter an den Enden keine Schlaufen bilden oder sich verdrehen. Beim Ausziehen der Leiter auf die gewünschte Länge werden, wie in den Unteransprüchen aufgeführt, die Zugkräfte in den Leitern überwacht. Beim Strecken der Leiter und/oder beim Verdrillen werden die Zugkräfte in den Leitern geregelt. Damit werden Knoten oder Schlaufen erkannt. Die Regelung der Zugkraft beim Verdrillen, insbesondere bei der sich durch den Verdrillvorgang ergebenden Verkürzung der gesamten Leiterlänge verbessert die Qualität des verdrillten Leiterpaares beispielsweise hinsichtlich Schlaglänge und Schlagsymmetrie.
- Im folgenden wird die Erfindung anhand von ein Ausführungsbeispiel darstellenden Zeichnungen näher erläutert.
- Es zeigen:
- Fig. 1
- eine erfindungsgemässe Verdrilleinrichtung für die Verdrillung von Leiterpaaren,
- Fig. 2
- die Bewegungsrichtungen der einzelnen Einheiten zur Handhabung der Leiterpaare,
- Fig. 3
- Einzelheiten eines Auszugschlittens bei der Übernahme von vorauseilenden Leiterenden,
- Fig. 4
- Einzelheiten eines Übernahmemoduls bei der Übernahme von Leiterenden vom Auszugschlitten,
- Fig. 5
- einen Verdrillkopf bei der Übernahme von Leiterenden vom Übernahmemodul,
- Fig. 6
- eine zweite Schwenkeinheit und ein Transfermodul bei der Handhabung von nacheilenden Leiterenden,
- Fig. 7
- ein Haltemodul mit einem Leiterpaar vor der Verdrillung,
- Fig. 8
- Einzelheiten einer ersten Schwenkeinheit zur Handhabung der vorauseilenden Leiterenden und
- Fig. 9
- Einzelheiten der zweiten Schwenkeinheit zur Handhabung der nacheilenden Leiterenden.
- In den
Fig. 1 bis 9 ist mit 1 eine Verdrilleinrichtung bezeichnet mittels der Leiter 2 zu einem Leiterpaar 3 verdrillt werden. Die Leiter 2 werden über eine Zuführstation 2.1 von einer nicht gezeigten Kabelrolle der Vorrichtung für die Leiterendenbearbeitung 4-7 zugeführt. Eine erste Schwenkeinheit 4 dient als Zubringer für die Bearbeitung der vorauseilenden Leiterenden in den einzelnen Bearbeitungsstationen. Die Schwenkeinheit 4 mit Doppelgreifer greift die vorauseilenden Leiterenden der Leiter 2 fest und bringt sie zu einer Abisoliereinrichtung 5 zur Abisolierung der Leiterisolation, dann gelangen die Leiterenden mit einer Drehbewegung zu einem Tüllenautomat 6 zur Bestückung einer Dichtungstülle und mit einer weiteren Drehbewegung zu einem ersten Crimpautomat 7 zur Herstellung einer crimptechnischen Verbindung zwischen einem Kontakt und dem elektrischen Leiter des Leiters. Der Tüllenautomat 6 kann vor dem ersten Crimpautomat 7 angeordnet sein oder nicht ausgerüstet sein. - Nach der Bearbeitung und Bestückung werden die vorauseilenden Leiterenden von einem entlang einer ersten Schiene 8.1 verfahrbaren Auszugschlitten 8 übernommen und unter Einhaltung eines vorgegebenen Zuges in den einzelnen Leitern auf die gewünschte Länge ausgezogen und die vorauseilenden Leiterenden einem entlang einer zweiten Schiene 9.1 verfahrbaren Übernahmemodul 9 abgegeben, der die Leiter 2 klemmt, auf eine tiefere Position fährt und die Leiter 2 auf einen kleineren Leiterabstand bringt. Danach ist der Auszugschlitten 8 für die Rückfahrt bereit.
- Inzwischen sind die Leiter 2 von der ersten Schwenkeinheit 4 und von einer zweiten Schwenkeinheit 10 ergriffen worden. Dann werden die Leiter 2 mittels der Abisoliereinrichtung 5 getrennt und abisoliert. Die nacheilenden Leiterenden werden mittels der zweiten Schwenkeinheit 10 festgehalten und von der Abisoliereinrichtung 5 abisoliert. Die nacheilenden Leiterenden werden von der zweiten Schwenkeinheit 10 zu einem zweiten Crimpautomaten 11 gebracht, der jedes Leiterende mit einem Kontakt crimptechnisch verbindet. Nach der Bearbeitung und Bestückung werden die nacheilenden Leiterenden einem Transfermodul 12 übergeben. Anschliessend schwenkt die zweite Schwenkeinheit 10 wieder zurück und kann die nächsten Leiter übernehmen.
- Das Transfermodul 12 bringt die nacheilenden Leiterenden auf einen kleineren, vom Übernahmemodul 9 an den vorauseilenden Leiterenden bereits eingestellten Leiterabstand. Gleichzeitig schwenkt das Transfermodul 12 um 90°, bringt die nacheilenden Leiterenden auf eine obere Position und übergibt die Leiterenden einem Haltemodul 13. Gleichzeitig mit der Leiterübergabe vom Transfermodul 12 zum Haltemodul 13 werden die vorauseilenden Leiterenden vom Übergabemodul 9 zu einem an einem entlang einer dritten Schiene 14.1 verfahrbaren Verdrillschlitten 14 angeordneten Verdrillkopf 15 gebracht. Anschliessend erfolgt eine Streckung der Leiter 2 und dann die Verdrillung des Leiterpaares unter Einhaltung einer vorgegebenen Zugkraft. Nach der Verdrillung gelangt das Leiterpaar in eine Ablage 16. Kabelspezifische Parameter wie Zugkraft beim Verdrillen, Schlaglänge, freie anschlussspezifische Leiterlänge werden vorgegeben. Während der Verdrillung verkürzt sich die Länge des Leiterpaares, dementsprechend verfährt auch der Verdrillschlitten unter Einhaltung der vorgegebenen Zugkräfte. Die unverdrillte Kabellänge ist abhängig vom Kabeldurchmesser und den oben genannten Parametern und wird von einem Programm berechnet. Der Auszugschlitten 8, das Übernahmemodul 9 und der Verdrillschlitten 14 verfahren auf die berechneten Positionen.
- Während der Bestückung der nacheilenden Leiterenden der Leiter 2 werden die vorauseilenden Leiterenden des nächsten Leiterpaares bearbeitet, bestückt und ausgezogen. Während der Verdrillung der Leiter 2 werden die nacheilenden Leiterenden des nächsten Leiterpaares bearbeitet und bestückt.
- Gleichzeitig werden mit der erfindungsgemässen Einrichtung die vorauseilenden Leiterenden eines Leiterpaares bearbeitet und bestückt, ein ausgezogenes Leiterpaar bearbeitet, bestückt und übergeben und ein Leiterpaar verdrillt.
-
Fig. 2 zeigt die Bewegungsrichtungen der einzelnen Einheiten zur Handhabung der Leiterpaare. InFig. 2 nicht dargestellt ist die erste mit der zweiten Schwenkeinheit 10 vergleichbare Schwenkeinheit 4. Die Schwenkeinheiten 4,10 können eine erste bzw. eine zweite Drehbewegung D2 ausführen. Die Schwenkeinheiten 4,10 dienen als Zubringer der Kabelenden zu den Bearbeitungs- und Übergabeeinheiten und sind je mit einem ersten bzw. zweiten Greiferpaar 17,18 ausgerüstet. Die Greifer 17,18 sind schwenkbar an einem Ausleger 19 gelagert und werden je mittels eines Schwenkantriebes 20.1,20.2 geschwenkt. Beispielsweise beim Crimpvorgang muss aus Platzgründen ein Greifer aus dem Arbeitsbereich des Crimpautomaten 7,11 geschwenkt werden, die Leiterenden werden nacheinander bestückt. Ausleger 19 und Schwenkantriebe 20.1,20.2 sind an einer die Drehbewegung D2 ausführende Plattform 21 angeordnet. - Das Haltemodul 13 mit einem ersten Doppelgreifer 13.1 ist fest an einem Träger 22 angeordnet und wird vom Transfermodul 12 mit Leiterenden bedient. Das Transfermodul 12 wird von der zweiten Schwenkeinheit 10 mit Leiterenden bedient, die von einem dritten Greiferpaar 23,24 festgehalten werden, welches nach der Übernahme die Leiterenden mittels einer ersten Horizontalbewegung H1 auf einen kleineren Leiterabstand bringen. Die Leiterenden werden mittels einer dritten Drehbewegung D3 um 90° und einer ersten Vertikalbewegung V1 dem Haltemodul 13 zugeführt, wobei das dritte Greiferpaar 23,24 mittels einer drehbaren und vertikal verschiebbaren Konsole 25 bewegbar ist.
- Am mittels ersten Rollen 26 geführten und verfahrbaren Auszugschlitten 8 ist ein viertes Greiferpaar 27,28 angeordnet, das mittels einer zweiten Horizontalbewegung H2 die Leiterenden an der Abisoliereinrichtung 5 übernehmen und die Leiter 2 auf die gewünschte Länge ausziehen, wobei je Greifer 27,28 ein Kraftsensor 29,30 die Zugkraft im Leiter 2 erfasst. Die ausgezogenen Leiter 2 werden von einem fünften Greiferpaar 31,32 des Übernahmemoduls 8 übernommen. Das fünfte Greiferpaar 31,32 ist an einer zweiten Konsole 33 angeordnet, die eine zweite Vertikalbewegung V2 und eine dritte Horizontalbewegung H3 und eine vierte Horizontalbewegung H4 ausführen kann. Nach der Übernahme werden die Leiterenden mittels einer dritten Horizontalbewegung H3 auf einen kleineren Abstand gebracht, vertikal nach unten bewegt und horizontal dem Verdrillkopf 15 zugeführt. Das Übernahmemodul ist mittels zweiten Rollen 34 geführt und verfahrbar.
- Der am mittels dritten Rollen 35 geführten und verfahrbaren Verdrillschlitten 14 angeordnete Verdrillkopf 15 hält die Leiterenden mittels zweitem Doppelgreifer 36 fest. Während der Leiterverdrillung führt der an einer dritten Konsole 37 des Verdrillschlittens 14 angeordnete Verdrillkopf 14 eine vierte Drehbewegung D4 aus und der Verdrillschlitten 14 verschiebt sich in Leiterrichtung mittels fünfter Horizontalbewegung H5.
-
Fig. 3 zeigt Einzelheiten des Auszugschlittens 8 bei der Übernahme der vorauseilenden Leiterenden mit nicht dargestellten Kontakten oder mit Kontakten und Tüllen. Das flach bauende vierte Greiferpaar 27,28 greift durch die Abisoliereinrichtung 5 hindurch und übernimmt von der ersten Schwenkeinheit 4 die Leiterenden. Beim Ausziehen kann die Zugkraft je Leiter 2 mittels des ersten Kraftsensors 29 bzw. 30 erfasst werden. Ein nicht dargestellter Schaltkreis überwacht die Zugkraft im Leiter aufgrund einer Kraftvorgabe und der gemessenen Kraft. Die Abisoliereinrichtung 4 ist mit mehreren Doppelmessern 38 ausgerüstet, wobei die auszugschlittenseitigen Messer der Leitertrennung und die schwenkeinheitseitigen Messer der Abisolierung dienen. -
Fig. 4 zeigt Einzelheiten des Übernahmemoduls 9 bei der Übernahme von Leiterenden vom Auszugschlitten 8. Das fünfte Greiferpaar 31,32 greift von oben auf die vom vierten Greiferpaar 27,28 des Auszugschlittens 8 gehaltenen Leiterenden zu und führt anschliessend die zweite Vertikalbewegung V2 nach unten aus bis auf die Höhe der Mitte des Verdrillkopfes 15. Danach wird die zweite Konsole 33 entlang einer Linearführung 39 bewegt bis die Leiterenden wie inFig. 5 gezeigt vom zweiten Doppelgreifer 36 des Verdrillkopfes 15 erfasst werden können. -
Fig. 6 zeigt die zweite Schwenkeinheit 10 und das Transfermodul 12 bei der Handhabung von Leiterenden. Die zweite Schwenkeinheit 10 fährt beispielsweise den zweiten Crimpautomaten 11 an mit einem Leiterpaar zur Bestückung mit Kontakten, wobei im Arbeitsbereich des Crimpautomaten 11 der eine Greifer 17,18 aus dem Arbeitsbereich des Crimpautomaten 11 geschwenkt wird und der andere Greifer 17,18 den Crimpautomaten mit einem Leiterende bedient. Das Transfermodul 12 ist mit einem Leiterpaar nach der Übernahme gezeigt. Der Leiterabstand wird nun mittels der ersten Horizontalbewegung H1 auf das Greiferraster des Haltemoduls 12 verkleinert. Anschliessend wird das Leiterpaar wie weiter oben beschrieben dem Haltemodul 12 übergeben. -
Fig. 7 zeigt das Haltemodul 12 mit einem Leiterpaar vor der Verdrillung. Die Leiter 2 werden mittels des ersten Doppelgreifers 13.1 festgehalten. Ein Kraftsensor 40 erfasst die Zugkraft im Leiterpaar. Eine nicht dargestellte Regelung kann die Zugkraft während der Verdrillung aufgrund der Kraftvorgabe und der gemessenen Kraft regeln. - Die in
Fig. 8 gezeigte erste Schwenkeinheit 4 dient der Zubringung der vorauseilenden Leiterenden 2.1, 2.2, im Fachjargon Seite 1 genannt, zu den Bearbeitungsstationen 5,6,7. Die Leiterenden 2.1,2.2 werden mittels des Auszugschlittens 8 durch die Greifer 4.1,4,2 gezogen. Die Greifer 4.1,4.2 weisen bearbeitungsseitig Führungsrohre 4.1.1,4.2.1 auf, welche der Führung der Leiterenden 2.1,2.2 dienen. Der Aufbau der Greifer 4.1,4.2 der Seite 1 ist derart, dass sie die Leiterenden 2.1,2.2 lediglich festhalten können. Die an einem Ausleger 4.3 angeordneten Greifer 4.1,4.2 sind mittels Schwenkantrieben 4.4,4.5 einzeln schwenkbar, wobei die jeweilige Stellung abhängig ist von der Bearbeitungsstation 5,6,7. Zur freien Drehung der Greifer 4.1,4.2 von einer Bearbeitungsstation zur anderen Bearbeitungsstation werden die Greifer 4.1,4.2 gegen die Plattform 4.6 hin linear bewegt. Dazu sind Ausleger 4.3 und Schwenkantriebe 4.4,4.5 linear verschiebbar an einer drehbaren Plattform 4.6 angeordnet. Nicht dargestellt sind die Antriebe für die Linearbewegung bzw. für die Drehbewegung. - Nach der Konfektionierung der Seite 1 kehren die Greifer 4.1,4.2 zur Abisoliereinrichtung 5 zurück. Dann werden die Leiter 2 mittels des Auszugschlitten 8 auf die gewünschte Länge ausgezogen und die nacheilenden Leiterenden, im Fachjargon Seite 2 genant, von der zweiten Schwenkeinheit 10 gemäss
Fig. 9 übernommen. Die zweite Schwenkeinheit 10 gemässFig. 9 ist mit Greifern 17,18 ausgerüstet, die die Leiterenden fassen, festhalten oder gehenlassen können. Zur Ausführung dieser Funktionen sind Greiferbacken 17.1,18.1 notwendig, die sich öffnen und schliessen können.Fig. 9 zeigt den einen Greifer 17 mit geschlossenen, ineinandergreifenden Greiferbacken 17.1 und den anderen Greifer 18 mit geöffneten Greiferbacken 18.1. Im weiteren sind bei der zweiten Schwenkeinheit 10 gemässFig. 9 im Gegensatz zur ersten Schenkeinheit 4 gemässFig. 8 die Schwenkantriebe 20.1,20.2 unterhalb und der Antrieb für die Linearbewegung oberhalb der Plattform 21 angeordnet. Mit 21.1 ist ein Flansch bezeichnet, an dem der Antrieb für die Linearbewegung angeordnet ist. Beispielsweise greift ein nicht dargestelltes Ritzel in eine nicht dargestellte Zahnstange ein und erzeugt die lineare Verschiebung des Auslegers 19 und der Schwenkantriebe 20.1,20.2.
Claims (10)
- Verfahren zur Bearbeitung zweier Leiter (2) und zur Verdrillung der beiden Leiter (2) zu einem Leiterpaar (3) in einer Einrichtung (1), wobei die beiden Leiter (2) ausgezogen, beidendig eingespannt und von einem Ende der beiden Leiter (2) zu dem Leiterpaar (3) verdrillt werden,
wobei mehrere Leiterpaare (3) in der Einrichtung (1) gleichzeitig bearbeitbar sind,
wobei jedes Leiterpaar den folgenden, durch die Einrichtung (1) nacheinander ausgeführten, Arbeitsschritten unterzogen wird- Leiterendenbearbeitung eines vorauseilendes Endes eines ersten Leiterpaares (3) in einer Vorrichtung (4,5,6,7) zur Bearbeitung und Bestückung vorauseilender Leiterenden,- Leiterendenbearbeitung eines nacheilendes Endes des ersten Leiterpaares (3), in einer Vorrichtung (10,11) zur Bearbeitung und Bestückung nacheilender Leiterenden, und- Verdrillen der beiden Leiter (2) des ersten Leiterpaares (3) in einer Verdrilleinrichtung (14,15),dadurch gekennzeichnet, dass- die vorauseilenden Leiterenden einem verfahrbaren Übernehmemodul (9) abgegeben und an die Verdrilleinrichtung (14,15) überführt werden,- die nacheilenden Leiterenden einem Transfermodul (12) abgegeben und an ein Haltemodul (13) überführt werden,wobei während der Bestückung der nacheilenden Leiterenden der Leiter (2) des ersten Leiterpaars (3) die vorauseilenden Leiterenden der beiden Leiter (2) eines zweiten Leiterpaares (3) in derselben Einrichtung (1) bearbeitet werden. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Leiterpaare (2) nach ihrem ersten Aufspannen in der Einrichtung (1) während des gesamten Fertigungsprozesses nicht mehr wesentlich in ihrer Lage verändert werden - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass das Ausziehen oder das Verdrillen des Leiterpaares (3) unter Einhaltung einer vorgegebenen Zugkraft erfolgt. - Einrichtung (1) zur Bearbeitung zweier Leiter (2) und Verdrillung der beiden Leiter (2) zu einem Leiterpaar (3), bestehend aus einer Vorrichtung (4,5,6,7) zur Bearbeitung und Bestückung der vorauseilenden Leiterenden, einer Vorrichtung (10,11) zur Bearbeitung und Bestückung der nacheilenden Leiterenden und aus einer Verdrilleinrichtung (14,15) zur anschliessenden Verdrillung der beiden Leiter (2) des Leiterpaares,
dadurch gekennzeichnet,
dass die Vorrichtung (10,11) zur Bearbeitung und Bestückung der nacheilenden Leiterenden unmittelbar neben der Verdrilleinrichtung (14,15) angeordnet ist und die Einrichtung (1) umfasst:- ein Transfermodul (12), das dazu ausgelegt ist die bearbeiteten nacheilenden Leiterenden zu übernehmen und an ein Haltemodul (13) zu überführen, und- ein Übernahmemodul (9), das dazu ausgelegt ist die vorauseilenden Leiterenden vom Auszugschlitten (8) zu übernehmen und an die Verdrilleinrichtung (14,15) zu überführen. - Einrichtung (1) nach Anspruch 4,
dadurch gekennzeichnet,
dass sie einen Auszugschlitten (8) umfasst, der dazu ausgelegt ist das Leiterpaar (3) an den vorauseilenden Leiterenden angreifend auszuziehen. - Einrichtung (1) nach Anspruch 4,
dadurch gekennzeichnet,
dass sie Schwenkeinheiten (4, 10) umfasst, die zur Handhabung der Leiterenden schwenkbare Greifer (4.1,4.2,17,18) aufweisen, die je nach Bearbeitungs- und Bestückungseinheit (5,6,7) in oder aus einem Arbeitsbereich schwenkbar sind. - Einrichtung (1) nach Anspruch 5,
dadurch gekennzeichnet,
dass der Auszugschlitten (8) ein Greiferpaar (27,28) mit Kraftsensoren (29,30) aufweist, die zur Messung der Zugkraft in den Leitern (2) des Leiterpaares während des Auszuges vorgesehen sind. - Einrichtung (1) nach Anspruch 5,
dadurch gekennzeichnet,
dass das Übernahmemodul (9) ein Greiferpaar (31,32) aufweist, das einen Leiterabstand des Auszugschlittens (8) an ein Greiferraster der Verdrilleinrichtung (14,15) anpasst und
dass das Greiferpaar (31,32) an einer Konsole (33) angeordnet ist, die eine Vertikalbewegung (V2) und eine Horizontalbewegung (H4) zur Überführung des Leiterpaares (3) an die Verdrilleinrichtung (14,15) ausführt. - Einrichtung (1) nach Anspruch 5,
dadurch gekennzeichnet,
dass das Transfermodul (12) ein Greiferpaar (23,24) aufweist, das einen Leiterabstand der zweiten Schwenkeinheit (10) an ein Greiferraster eines Haltemoduls (13) anpasst und
dass das Greiferpaar (23,24) an einer Konsole (25) angeordnet ist, die eine Vertikalbewegung (V1) und eine Drehbewegung (D3) zur Überführung des Leiterpaares an das Haltemodul (13) ausführt. - Einrichtung nach Anspruch 9,
dadurch gekennzeichnet,
dass das Haltemodul (13) einen Doppelgreifer (13.1) mit einem Kraftsensor (40) aufweist, der zur Messung der Zugkraft im Leiterpaar (3) während des Verdrillens vorgesehen ist.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20000102946 EP1032095B1 (de) | 1999-02-23 | 2000-02-14 | Verfahren und Einrichtung zur Bearbeitung und Verdrillung eines Leiterpaares |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP99810159 | 1999-02-23 | ||
| EP99810159 | 1999-02-23 | ||
| EP20000102946 EP1032095B1 (de) | 1999-02-23 | 2000-02-14 | Verfahren und Einrichtung zur Bearbeitung und Verdrillung eines Leiterpaares |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1032095A2 EP1032095A2 (de) | 2000-08-30 |
| EP1032095A3 EP1032095A3 (de) | 2008-05-14 |
| EP1032095B1 true EP1032095B1 (de) | 2013-05-22 |
Family
ID=26070537
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20000102946 Expired - Lifetime EP1032095B1 (de) | 1999-02-23 | 2000-02-14 | Verfahren und Einrichtung zur Bearbeitung und Verdrillung eines Leiterpaares |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP1032095B1 (de) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012216895B3 (de) * | 2012-09-20 | 2013-12-05 | S-Y Systems Technologies Europe Gmbh | Verdrillen von Leitungen mit Vorsteckelement |
| EP3163586A1 (de) | 2015-10-28 | 2017-05-03 | Schleuniger Holding AG | Verdrillvorrichtung für elektrische leitungen |
| DE102015121759A1 (de) | 2015-12-14 | 2017-06-14 | Lisa Dräxlmaier GmbH | Verdrillen von Einzelleitungen |
| DE102016109155B3 (de) * | 2016-05-18 | 2017-08-03 | Lisa Dräxlmaier GmbH | Verdrillanlage, Tandem-Verdrillanlage und Verfahren zum Bestücken eines Verdrillkopfs |
| DE102016109151B3 (de) * | 2016-05-18 | 2017-09-14 | Lisa Dräxlmaier GmbH | Verdrilleinrichtung |
| DE102016015717A1 (de) | 2016-05-18 | 2017-11-23 | Lisa Dräxlmaier GmbH | Verdrilleinrichtung |
| DE202017103152U1 (de) * | 2017-05-24 | 2018-08-27 | Pro.Eff Gmbh | Vorrichtung zum Verdrillen von Leitungen |
| EP3511954A1 (de) | 2018-01-12 | 2019-07-17 | Komax Holding Ag | Vorrichtung und verfahren zum bearbeiten einer mehrzahl von elektrischen leitungen |
| EP3557592A1 (de) | 2018-04-17 | 2019-10-23 | Komax Holding Ag | Vorrichtung und verfahren zum verdrillen einer ersten und zweiten elektrischen einzelleitung zu einem leitungspaar |
| EP4177910A1 (de) * | 2021-11-04 | 2023-05-10 | komax Holding AG | Vorrichtung und verfahren zum verdrillen von einzelleitungen |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7043825B2 (en) | 2003-02-17 | 2006-05-16 | Komax Holding Ag | Cable-processing device |
| EP1447888B1 (de) * | 2003-02-17 | 2014-12-10 | Komax Holding AG | Greifer für eine Kabelbearbeitungseinrichtung |
| DE502004005012D1 (de) | 2003-12-22 | 2007-10-31 | Komax Holding Ag | Kabelbearbeitungseinrichtung |
| EP1548903B1 (de) * | 2003-12-22 | 2007-09-19 | komax Holding AG | Kabelbearbeitungseinrichtung |
| DE102007018555B4 (de) * | 2007-04-18 | 2009-02-19 | Schäfer Werkzeug- und Sondermaschinenbau GmbH | Kabelbearbeitungseinrichtung |
| US7774927B2 (en) * | 2007-07-27 | 2010-08-17 | Tyco Electronics Corporation | Wire positioning device for a wire termination machine |
| PL2291317T3 (pl) | 2008-05-20 | 2016-06-30 | Schleuniger Holding Ag | Urządzenie do transportu kabla |
| EP2421102B1 (de) * | 2010-08-19 | 2018-06-06 | Komax Holding AG | Vorrichtung und Verfahren zum Bilden einer Kabelschlaufe |
| WO2013068981A1 (de) | 2011-11-11 | 2013-05-16 | Schleuniger Holding Ag | Verdrillkopf und verdrillvorrichtung |
| SG11201402171PA (en) | 2011-11-11 | 2014-08-28 | Schleuniger Holding Ag | Cable-gathering device (wire stacker) |
| PL2777053T3 (pl) | 2011-11-11 | 2016-06-30 | Schleuniger Holding Ag | Urządzenie do skręcania |
| CN104040646B (zh) | 2011-11-11 | 2017-02-15 | 施洛伊尼格控股有限公司 | 用于导线的给送装置 |
| DE102012213391A1 (de) * | 2012-07-31 | 2014-05-22 | Bayerische Motoren Werke Aktiengesellschaft | Vorrichtung und Verfahren zum Verdrillen und Ausrichten eines nicht verdrillten Endes eines teilweise verdrillten Kabels |
| PT2801984T (pt) | 2013-05-08 | 2019-01-23 | Schleuniger Holding Ag | Prendedor, cabeça de torção e dispositivo de torção |
| PT3012842T (pt) | 2014-10-24 | 2019-09-10 | Schleuniger Holding Ag | Dispositivo de torção com distância ajustável entre as extremidades do cabo |
| EP3012841A1 (de) | 2014-10-24 | 2016-04-27 | Schleuniger Holding AG | Einrichtung zum Zuführen von Leitungsenden an eine weiterverarbeitende Vorrichtung |
| EP3272469A1 (de) * | 2016-07-18 | 2018-01-24 | Komax Holding AG | Positioniervorrichtung eines bearbeitungsmoduls einer kabelbearbeitungsmaschine |
| RS62300B1 (sr) | 2016-10-03 | 2021-09-30 | Komax Holding Ag | Postupak i uređaj za rotaciono ispravno poravnavanje predfabrikovanih kablovskih krajeva kablovskog provodnog sistema |
| EP3301769B8 (de) | 2016-10-03 | 2020-04-15 | Komax Holding AG | Vorrichtung und verfahren zum bestücken eines steckergehäuses mit konfektionierten kabelenden eines kabelstrangs |
| WO2021259504A1 (de) | 2020-06-26 | 2021-12-30 | Komax Holding Ag | Verfahren und vorrichtung zum verdrillen von einzelleitungen |
| CN113223781B (zh) * | 2021-05-07 | 2023-03-14 | 博众精工科技股份有限公司 | 一种扭线机构 |
| CN113708193B (zh) * | 2021-09-14 | 2024-04-19 | 中国铁建电气化局集团有限公司 | 一种用于信号机房焊接线的剪线扭线装置及方法 |
| CN114005613B (zh) * | 2021-11-02 | 2023-11-14 | 安徽蓝锐电子科技有限公司 | 一种绞线机构 |
| EP4177908B8 (de) | 2021-11-04 | 2024-10-23 | komax Holding AG | Vorrichtung und verfahren zum verdrillen von einzelleitungen |
| MA63185B1 (fr) | 2021-11-04 | 2024-12-31 | Komax Holding Ag | Dispositif et procédé de torsion des lignes individuelles |
| EP4701005A1 (de) | 2024-08-21 | 2026-02-25 | komax Holding AG | Vorrichtung und verfahren zum bearbeiten einer mehrzahl von elektrischen leitungen |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19649759C2 (de) * | 1996-11-20 | 2001-02-22 | Baumann Gmbh | Verfahren zum Herstellen von verdrillten Leitungen sowie Vorrichtung zum Durchführen des Verfahrens |
| JP3409643B2 (ja) * | 1997-06-05 | 2003-05-26 | 住友電装株式会社 | ツイスト電線製造装置 |
-
2000
- 2000-02-14 EP EP20000102946 patent/EP1032095B1/de not_active Expired - Lifetime
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012216895B3 (de) * | 2012-09-20 | 2013-12-05 | S-Y Systems Technologies Europe Gmbh | Verdrillen von Leitungen mit Vorsteckelement |
| EP3163586A1 (de) | 2015-10-28 | 2017-05-03 | Schleuniger Holding AG | Verdrillvorrichtung für elektrische leitungen |
| DE102015121759A1 (de) | 2015-12-14 | 2017-06-14 | Lisa Dräxlmaier GmbH | Verdrillen von Einzelleitungen |
| EP3182421A1 (de) | 2015-12-14 | 2017-06-21 | Lisa Dräxlmaier GmbH | Verdrillen von einzelleitungen |
| DE102016015717A1 (de) | 2016-05-18 | 2017-11-23 | Lisa Dräxlmaier GmbH | Verdrilleinrichtung |
| DE102016109151B3 (de) * | 2016-05-18 | 2017-09-14 | Lisa Dräxlmaier GmbH | Verdrilleinrichtung |
| DE102016109155B3 (de) * | 2016-05-18 | 2017-08-03 | Lisa Dräxlmaier GmbH | Verdrillanlage, Tandem-Verdrillanlage und Verfahren zum Bestücken eines Verdrillkopfs |
| US10026527B2 (en) | 2016-05-18 | 2018-07-17 | Lisa Draexlmaier Gmbh | Conductor twisting system and method for loading a twisting head |
| DE202017103152U1 (de) * | 2017-05-24 | 2018-08-27 | Pro.Eff Gmbh | Vorrichtung zum Verdrillen von Leitungen |
| EP3511954A1 (de) | 2018-01-12 | 2019-07-17 | Komax Holding Ag | Vorrichtung und verfahren zum bearbeiten einer mehrzahl von elektrischen leitungen |
| US11887750B2 (en) | 2018-01-12 | 2024-01-30 | Komax Holding Ag | Apparatus and method for processing a plurality of electrical wires |
| EP3557592A1 (de) | 2018-04-17 | 2019-10-23 | Komax Holding Ag | Vorrichtung und verfahren zum verdrillen einer ersten und zweiten elektrischen einzelleitung zu einem leitungspaar |
| EP4177910A1 (de) * | 2021-11-04 | 2023-05-10 | komax Holding AG | Vorrichtung und verfahren zum verdrillen von einzelleitungen |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1032095A2 (de) | 2000-08-30 |
| EP1032095A3 (de) | 2008-05-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1032095B1 (de) | Verfahren und Einrichtung zur Bearbeitung und Verdrillung eines Leiterpaares | |
| EP1988045B1 (de) | Kabelbearbeitungsmaschine und Verfahren zur Herstellung und Bearbeitung eines Kabelabschnittes | |
| DE69409218T2 (de) | Verfahren und Vorrichtung zum Wickeln eines Bandes | |
| DE2649534C2 (de) | Verfahren und Vorrichtung zum Herstellen eines Kabelbaums | |
| DE3838706C2 (de) | Verfahren zum Herstellen eines Kabelbaumes und Vorrichtung zur Durchführung dieses Verfahrens | |
| DE3783378T2 (de) | Verfahren und apparat zum automatischen entmanteln und durchschneiden eines drahtes. | |
| EP1515403B1 (de) | Kabelbearbeitungseinrichtung | |
| DE19844416B4 (de) | Vorrichtung und Verfahren zum Vorbereiten von Drähten in einer Kabelbaumherstellungsmaschine | |
| EP2565992B1 (de) | Einrichtung und Verfahren zur Zubringung von Kabelenden zu Konfektioniereinheiten | |
| DE102018131444A1 (de) | Ablängautomat und modulares Kabelverarbeitungscenter | |
| EP3736927A1 (de) | Ablängstation sowie verfahren zum automatischen ablängen von leitungselementen | |
| EP1387449B1 (de) | Vorrichtung und Verfahren zum Wickeln von kabelförmigem Material | |
| US6289944B1 (en) | Method and equipment for the treatment and twisting together of a conductor pair | |
| EP3557592A1 (de) | Vorrichtung und verfahren zum verdrillen einer ersten und zweiten elektrischen einzelleitung zu einem leitungspaar | |
| EP3511954B1 (de) | Vorrichtung und verfahren zum bearbeiten einer mehrzahl von elektrischen leitungen | |
| DE102010017981B4 (de) | Einrichtung und Verfahren zum Zusammenführen von Leitern | |
| EP4240547A1 (de) | Zuführvorrichtung und umformmaschine mit zuführvorrichtung | |
| EP1251605B1 (de) | Verfahren und Einrichtung zur Bestückung von Steckergehäusen mit konfektionierten Kabelenden eines Kabels | |
| DE202007013417U1 (de) | Vorrichtung zur Herstellung langer, konfektionierter, elektrischer Leitungen in einem CrimpCenter | |
| EP1988044B1 (de) | Wickler und Verfahren zum Herstellen eines Wickels | |
| EP0584493B1 (de) | Kabelbündelungseinrichtung für Kabelverarbeitungsmaschinen | |
| DE102016109155B3 (de) | Verdrillanlage, Tandem-Verdrillanlage und Verfahren zum Bestücken eines Verdrillkopfs | |
| EP4177910B1 (de) | Vorrichtung und verfahren zum verdrillen von einzelleitungen | |
| EP3020671B1 (de) | Methode und Vorrichtung zum Sammeln einer Leitung | |
| DE112023005622T5 (de) | Kabelbaum-Herstellungsgerät und Kabelbaum-Herstellungsverfahren |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20081103 |
|
| AKX | Designation fees paid |
Designated state(s): CH DE FR GB IT LI |
|
| 17Q | First examination report despatched |
Effective date: 20100322 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 50016313 Country of ref document: DE Effective date: 20130718 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20140225 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20140219 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 50016313 Country of ref document: DE Effective date: 20140225 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140214 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: INVENTIO AG, CH |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20151030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150302 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20190218 Year of fee payment: 20 Ref country code: IT Payment date: 20190225 Year of fee payment: 20 Ref country code: DE Payment date: 20190219 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50016313 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |