EP1032095B1 - Méthode et appareil pour usiner et tordre un paire de conducteurs - Google Patents
Méthode et appareil pour usiner et tordre un paire de conducteurs Download PDFInfo
- Publication number
- EP1032095B1 EP1032095B1 EP20000102946 EP00102946A EP1032095B1 EP 1032095 B1 EP1032095 B1 EP 1032095B1 EP 20000102946 EP20000102946 EP 20000102946 EP 00102946 A EP00102946 A EP 00102946A EP 1032095 B1 EP1032095 B1 EP 1032095B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- conductor
- pair
- twisting
- conductors
- processing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/02—Stranding-up
- H01B13/0207—Details; Auxiliary devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/28—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for wire processing before connecting to contact members, not provided for in groups H01R43/02 - H01R43/26
Definitions
- the invention relates to a method and a device for processing and twisting a pair of conductors, which is extended, clamped at both ends and twisted from one end of the pair of conductors ago.
- a twisted wire pair consists of two twisted wires and is suitable for data transmission, for example in vehicles. Each conductor has a spiral course, with the two conductors being tightly wound together and forming alternating upper and lower conductor loops. A ladder section with one upper and one lower loop is called a swing. Impact length and impact symmetry are parameters of a twisted conductor pair that are important in terms of electromagnetic compatibility (EMC) and must be within specified tolerances.
- EMC electromagnetic compatibility
- Twisted pairs of conductors are manufactured manually, semi-automatically or fully automatically, whereby the basic work steps remain the same. After cutting the individual conductors are clamped on the one hand in a fixed clamping device and on the other hand in a slidable clamping device with turret and then stretched over the entire length. Thereafter, the twisting takes place from one end of the individual conductors by means of the clamping device with turret.
- the known devices are sufficiently powerful in terms of produced quantities per unit time for small batches. For larger batches, the performance of such facilities is no longer sufficient. Increases in performance are hardly possible because the assembly, the clamping and the twisting of the individual conductors can hardly be shortened in terms of time.
- the invention aims to remedy this situation.
- the invention as characterized in claim 1 solves the problem of avoiding the disadvantages of the known device and to provide an efficient production line for the automatic production of twisted conductors. This is achieved by a summary of conventionally independently operating machines and by avoiding unproductive transport or transfer steps, as this is not possible with individual machines connected in series.
- the advantages achieved by the invention are essentially to be seen in that up to three pairs of conductors can be processed simultaneously in parallel operation, whereby a significant increase in performance compared to conventional twisting machines in the production of twisted pairs of conductors is possible.
- the Ladders are pulled out only once in their length during the entire production process and do not need to be turned, withdrawn or transported.
- the measures listed in the dependent claims advantageous refinements and improvements of the invention specified in the independent claims are possible. It is also advantageous that both conductor ends are held during the assembly and twisting of grippers. This avoids unnecessary loss times during conductor handling. In addition, the conductors at the ends can not form loops or twist.
- the tensile forces in the ladder are regulated. This will detect knots or loops.
- the regulation of the tensile force during twisting, in particular in the resulting by the twisting shortening of the total conductor length improves the quality of the twisted conductor pair, for example, in terms of lay length and stroke symmetry.
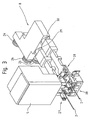
- a twisting means by means of the conductor 2 to a pair of conductors 3 are twisted.
- the conductors 2 are fed via a feed station 2.1 of a cable reel, not shown, of the device for the conductor finishing 4-7.
- a first pivot unit 4 serves as a feeder for the processing of the leading conductor ends in the individual processing stations.
- the swivel unit 4 with double gripper firmly grasps the leading conductor ends of the conductors 2 and brings them to a stripping device 5 for stripping the conductor insulation, then the conductor ends with a rotary movement to a automatic grommet 6 for equipping a grommet and with a further rotational movement to a first crimping machine. 7 for making a crimping connection between a contact and the conductor of the conductor.
- the Tüllenautomat 6 may be arranged in front of the first crimping machine 7 or not equipped.
- the leading conductor ends are taken over by a slide 8 which is movable along a first rail 8.1 and pulled out to the desired length while maintaining a predetermined tension in the individual conductors, and the leading conductor ends are transferred to a takeover module 9 movable along a second rail 9.1. which clamps the ladder 2, moves to a lower position and brings the ladder 2 to a smaller ladder distance. Thereafter, the slide-out carriage 8 is ready for the return trip.
- the conductors 2 have been gripped by the first pivoting unit 4 and by a second pivoting unit 10. Then the conductors 2 are separated and stripped by the Abisolier owned 5. The trailing conductor ends are held by means of the second pivoting unit 10 and stripped from the stripping device 5. The trailing conductor ends are brought from the second pivoting unit 10 to a second crimping machine 11, which connects each conductor end crimping with a contact. After processing and assembly, the trailing conductor ends are transferred to a transfer module 12. Subsequently, the second pivot unit 10 pivots back and can take over the next ladder.
- the transfer module 12 brings the trailing conductor ends to a smaller conductor spacing already set by the transfer module 9 to the leading conductor ends. At the same time, the transfer module 12 pivots through 90 °, brings the trailing conductor ends to an upper position and transfers the conductor ends to a holding module 13. Simultaneously with the conductor transfer from the transfer module 12 to the holding module 13, the leading conductor ends from the transfer module 9 become one at a along a third Rail 14.1 movable Verdrillschlitten 14 arranged twisting 15 brought. Subsequently, an extension of the conductor 2 and then the twisting of the pair of conductors takes place while maintaining a predetermined tensile force. After twisting, the pair of conductors arrives in a slot 16.
- Cable-specific parameters such as tensile force during twisting, lay length, free connection-specific conductor length are specified.
- the length of the conductor pair is shortened, and accordingly the twisting slide also moves in accordance with the specified tensile forces.
- the untwisted cable length depends on the cable diameter and the above parameters and is calculated by a program.
- the extraction slide 8, the transfer module 9 and the twisting slide 14 move to the calculated positions.
- the leading conductor ends of the next pair of conductors are processed, fitted and removed.
- the trailing conductor ends of the next pair of conductors are processed and equipped.
- the leading end of a pair of conductors is processed and equipped with the inventive device, processed an extended pair of conductors, equipped and transferred and twisted a pair of conductors.
- Fig. 2 shows the directions of movement of the individual units for handling the conductor pairs.
- the pivoting units 4, 10 may have a first or a second rotational movement D2 To run.
- the pivot units 4, 10 serve as feeders of the cable ends to the processing and transfer units and are each equipped with a first or second gripper pair 17, 18.
- the grippers 17,18 are pivotally mounted on a boom 19 and are each pivoted by means of a pivot drive 20.1,20.2.
- a gripper has to be swiveled out of the working area of the crimping machine 7,11 for reasons of space, and the conductor ends are fitted one after the other.
- Boom 19 and pivot drives 20.1,20.2 are arranged on a rotational movement D2 exporting platform 21.
- the holding module 13 with a first double gripper 13.1 is fixedly arranged on a carrier 22 and is operated by the transfer module 12 with conductor ends.
- the transfer module 12 is operated by the second pivot unit 10 with conductor ends, which are held by a third pair of grippers 23,24, which bring after taking over the conductor ends by means of a first horizontal movement H1 to a smaller conductor spacing.
- the conductor ends are supplied by means of a third rotational movement D3 by 90 ° and a first vertical movement V1 to the holding module 13, wherein the third gripper pair 23,24 by means of a rotatable and vertically displaceable bracket 25 is movable.
- a fourth gripper pair 27,28 is arranged, take over the conductor ends of the Abisolier worn 5 by means of a second horizontal movement H2 and 2 extend the ladder to the desired length, each gripper 27,28 a force sensor 29,30 recorded the tensile force in the conductor 2.
- the solid conductors 2 are from a fifth gripper pair 31,32 of the transfer module. 8 accepted.
- the fifth gripper pair 31, 32 is arranged on a second bracket 33, which can execute a second vertical movement V2 and a third horizontal movement H3 and a fourth horizontal movement H4. After the takeover, the conductor ends are brought to a smaller distance by means of a third horizontal movement H3, moved vertically downwards and fed horizontally to the twisting head 15.
- the transfer module is guided and movable by means of second rollers 34.
- the twisting head 15 arranged on the guided by means of third rollers 35 and movable slide 14 holds the conductor ends by means of second double gripper 36 fixed.
- the twisting head 14 arranged on a third bracket 37 of the twisting slide 14 performs a fourth rotary movement D4 and the twisting slide 14 shifts in the conductor direction by means of fifth horizontal movement H5.
- Fig. 3 shows details of the extension slide 8 when taking over the leading conductor ends with contacts, not shown, or with contacts and grommets.
- the shallow-building fourth gripper pair 27,28 passes through the Abisolier owned 5 and takes over from the first pivot unit 4, the conductor ends.
- the tensile force per conductor 2 can be detected by means of the first force sensor 29 or 30.
- An unillustrated circuit monitors the tensile force in the conductor due to a force command and the measured force.
- the stripping device 4 is equipped with a plurality of double blades 38, the scraper-side blades of the conductor separation and the swivel unit side blades of the stripping serve.
- Fig. 4 shows the details of the transfer module 9 in the acquisition of conductor ends of the slide carriage 8.
- the fifth gripper pair 31,32 accesses from above the held by the fourth gripper pair 27,28 of the slide carriage 8 conductor ends and then performs the second vertical movement V2 down to the exception Height of the center of the twisting head 15. Thereafter, the second bracket 33 is moved along a linear guide 39 until the conductor ends as in Fig. 5 shown by the second double gripper 36 of the twisting head 15 can be detected.
- Fig. 6 shows the second pivot unit 10 and the transfer module 12 in the handling of conductor ends.
- the second pivot unit 10 drives, for example, the second crimping machine 11 with a pair of conductors for assembly with contacts, wherein in the working area of the crimping machine 11 of a gripper 17,18 is pivoted from the work area of the crimping machine 11 and the other gripper 17,18 the crimping machine with a Head end served.
- the transfer module 12 is shown with a pair of conductors after the takeover. The conductor spacing is now reduced to the gripper grid of the holding module 12 by means of the first horizontal movement H1. Subsequently, the pair of conductors is transferred to the holding module 12 as described above.
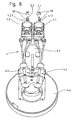
- Fig. 7 shows the holding module 12 with a pair of conductors before twisting.
- the conductors 2 are held by means of the first double gripper 13.1.
- a force sensor 40 detects the tensile force in the conductor pair.
- a control not shown, can regulate the tensile force during the twisting due to the force and the measured force.
- first pivot unit 4 serves to feed the leading conductor ends 2.1, 2.2, referred to in the jargon page 1, to the processing stations 5,6,7.
- the conductor ends 2.1.2.2 are pulled by means of the extension slide 8 by the gripper 4.1.4.2.
- the grippers 4.1,4.2 have on the machining side guide tubes 4.1.1.4.2.1, which serve to guide the conductor ends 2.1.2.2.
- the structure of the gripper 4.1,4.2 of page 1 is such that they can only hold the conductor ends 2.1,2.2.
- the arranged on a boom 4.3 grippers 4.1,4.2 are individually pivotable by means of rotary actuators 4.4,4.5, wherein the respective position is dependent on the processing station 5,6,7.
- the gripper 4.1,4.2 For free rotation of the gripper 4.1,4.2 from one processing station to another processing station, the gripper 4.1,4.2 are moved linearly against the platform 4.6.
- the boom 4.3 and quarter-turn actuators 4.4,4.5 are arranged linearly displaceable on a rotatable platform 4.6. Not shown are the drives for the linear movement or for the rotational movement.
- the grippers 4.1.4.2 return to the stripping device 5. Then the ladder 2 are pulled out to the desired length by means of the pull-out slide 8 and the trailing ladder ends, referred to in the jargon page 2, from the second pivoting unit 10 according to Fig. 9 accepted.
- the second pivot unit 10 according to Fig. 9 is equipped with grippers 17, 18 which can grasp, hold or release the conductor ends. To perform these functions gripper jaws 17.1,18.1 are necessary, which can open and close.
- Fig. 9 shows the one gripper 17 with closed, intermeshing gripper jaws 17.1 and the other gripper 18 with open gripper jaws 18.1.
- the second pivoting unit 10 according to Fig. 9 in contrast to the first gift unit 4 according to Fig.
- the pivot drives 20.1,20.2 below and arranged the drive for the linear movement above the platform 21.
- a flange is designated, on which the drive for the linear movement is arranged.
- an unillustrated pinion engages in a rack, not shown, and generates the linear displacement of the boom 19 and the pivot drives 20.1,20.2.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Processes Specially Adapted For Manufacturing Cables (AREA)
Claims (10)
- Procédé destiné à traiter deux conducteurs (2) et à torsader les deux conducteurs (2) en une paire de conducteurs (3) dans un dispositif (1), dans lequel les deux conducteurs (2) sont fixés à l'état dénudé par leurs deux extrémités et sont torsadés à partir d'une extrémité des deux conducteurs (2) en la paire de conducteurs (3),
dans lequel une pluralité de paires de conducteurs (3) peuvent être traitées simultanément dans le dispositif (1),
dans lequel chaque paire de conducteurs est soumise aux étapes de traitement, exécutées séquentiellement par le dispositif (1), consistant à :- soumettre à un traitement d'extrémité de conducteur une extrémité de tête d'une première paire de conducteurs (3) dans un appareil (4, 5, 6, 7) destiné à traiter et assembler des extrémités de conducteurs de tête,- soumettre à un traitement d'extrémité de conducteur une extrémité de queue de la première paire de conducteurs (3) dans un appareil (10, 11) destiné à traiter età assembler des extrémités de conducteurs de queue, et- torsader les deux conducteurs (2) de la première paire de conducteurs (3) dans un dispositif de torsadage (14, 15),caractérisé en ce que- les extrémités de conducteurs de tête sont délivrées à un module de réception mobile (9) et sont transférées au dispositif de torsadage (14, 15),- les extrémités de conducteurs de queue sont délivrées à un module de transfert (12) et transférées à un module de maintien (13),dans lequel, pendant l'assemblage des extrémités de conducteurs de queue des conducteurs (2) de la première paire de conducteurs (3), les extrémités de conducteurs de tête des deux conducteurs (2) d'une seconde paire de conducteurs (3) sont traitées dans le même dispositif (1). - Procédé selon la revendication 1, caractérisé en ce que les paires de conducteurs (3), après leur première fixation dans le dispositif (1), ne sont plus soumises à une modification notable de leur position pendant la totalité du processus de fabrication.
- Procédé selon la revendication 1, caractérisé en ce que l'extraction ou le torsadage de la paire de conducteurs (3) s'effectue par application d'une force de traction prédéterminée.
- Dispositif (1) destiné à traiter deux conducteurs (2) et à torsader les deux conducteurs (2) en une paire de conducteurs (3), constitué d'un appareil (4, 5, 6, 7) destiné à traiter et à assembler les extrémités de conducteurs de tête, un appareil (10, 11) destiné à traiter et à assembler les extrémités de conducteurs de queue et à torsader enfin les deux conducteurs (2) de la paire de conducteurs à partir d'un dispositif de torsadage (14, 15),
caractérisé en ce que l'appareil (10, 11) destiné à traiter et à assembler les extrémités de conducteurs de queue est disposé à proximité immédiate du dispositif de torsadage (14, 15) et en ce que le dispositif (1) comprend :- un module de transfert (12) qui est conçu pour recevoir les extrémités de conducteurs de queue traitées et pour les transférer à un module de maintien (13), et- un module de réception (9) qui est conçu pour recevoir les extrémités de conducteurs de tête provenant du chariot d'extraction (8) et pour les transférer au dispositif de torsadage (14, 15). - Dispositif (1) selon la revendication 4, caractérisé en ce qu'il comprend un chariot d'extraction (8) conçu pour extraire la paire de conducteurs (3) par préhension des extrémités de conducteurs de tête.
- Dispositif (1) selon la revendication 4, caractérisé en ce qu'il comprend des unités de pivotement (4, 10) qui comprennent des griffes pivotantes (4.1, 4.2, 17, 18) destinées à manipuler les extrémités de conducteurs, lesquelles griffes peuvent respectivement pivoter en aval de l'unité de traitement et d'assemblage (5, 6, 7) en entrée ou en sortie d'une zone de travail.
- Dispositif (1) selon la revendication 5, caractérisé en ce que le chariot d'extraction (8) comprend une paire de griffes (27, 28) munie de capteurs de force (29, 30) qui sont prévus pour mesurer la force de traction dans les conducteurs (2) de la paire de conducteurs pendant l'extraction.
- Dispositif (1) selon la revendication 5, caractérisé en ce que le module de réception (9) présente une paire de griffes (31, 32) qui ajuste un espacement de conducteur du chariot d'extraction (8) sur une grille de préhension du dispositif de torsadage (14, 15) et en ce que la paire de griffes (31, 32) est disposée sur une console (33) qui effectue un mouvement vertical (V2) et un mouvement horizontal (H4) pour le transfert de la paire de conducteurs (3) au dispositif de torsadage (14, 15).
- Dispositif (1) selon la revendication 5, caractérisé en ce que le module de transfert (12) présente une paire de griffes (23, 24) qui ajuste un espacement de conducteur de la seconde unité de pivotement (10) sur une grille de préhension d'un module de maintien (13) et en ce que la paire de griffes (23, 24) est disposée sur une console (25) qui effectue un mouvement vertical (V1) et un mouvement rotatif (D3) pour le transfert de la paire de conducteurs au module de maintien (13).
- Dispositif selon la revendication 9, caractérisé en ce que le module de maintien (13) comprend une griffe double (13.1) munie d'un capteur de force (40) qui est prévu pour mesurer la force de traction dans la paire de conducteurs (3) pendant le torsadage.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20000102946 EP1032095B1 (fr) | 1999-02-23 | 2000-02-14 | Méthode et appareil pour usiner et tordre un paire de conducteurs |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP99810159 | 1999-02-23 | ||
| EP99810159 | 1999-02-23 | ||
| EP20000102946 EP1032095B1 (fr) | 1999-02-23 | 2000-02-14 | Méthode et appareil pour usiner et tordre un paire de conducteurs |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1032095A2 EP1032095A2 (fr) | 2000-08-30 |
| EP1032095A3 EP1032095A3 (fr) | 2008-05-14 |
| EP1032095B1 true EP1032095B1 (fr) | 2013-05-22 |
Family
ID=26070537
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20000102946 Expired - Lifetime EP1032095B1 (fr) | 1999-02-23 | 2000-02-14 | Méthode et appareil pour usiner et tordre un paire de conducteurs |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP1032095B1 (fr) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012216895B3 (de) * | 2012-09-20 | 2013-12-05 | S-Y Systems Technologies Europe Gmbh | Verdrillen von Leitungen mit Vorsteckelement |
| EP3163586A1 (fr) | 2015-10-28 | 2017-05-03 | Schleuniger Holding AG | Dispositif de câblage de lignes électriques |
| DE102015121759A1 (de) | 2015-12-14 | 2017-06-14 | Lisa Dräxlmaier GmbH | Verdrillen von Einzelleitungen |
| DE102016109155B3 (de) * | 2016-05-18 | 2017-08-03 | Lisa Dräxlmaier GmbH | Verdrillanlage, Tandem-Verdrillanlage und Verfahren zum Bestücken eines Verdrillkopfs |
| DE102016109151B3 (de) * | 2016-05-18 | 2017-09-14 | Lisa Dräxlmaier GmbH | Verdrilleinrichtung |
| DE102016015717A1 (de) | 2016-05-18 | 2017-11-23 | Lisa Dräxlmaier GmbH | Verdrilleinrichtung |
| DE202017103152U1 (de) * | 2017-05-24 | 2018-08-27 | Pro.Eff Gmbh | Vorrichtung zum Verdrillen von Leitungen |
| EP3511954A1 (fr) | 2018-01-12 | 2019-07-17 | Komax Holding Ag | Dispositif et procédé de traitement d'une multitude de conduites électriques |
| EP3557592A1 (fr) | 2018-04-17 | 2019-10-23 | Komax Holding Ag | Dispositif et procédé de torsadage d'une première et d'une seconde ligne électrique individuelle pour obtenir une paire de lignes |
| EP4177910A1 (fr) * | 2021-11-04 | 2023-05-10 | komax Holding AG | Dispositif et procédé de torsadage de conduites individuelles |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1447888B1 (fr) * | 2003-02-17 | 2014-12-10 | Komax Holding AG | Pince pour un dispositif pour traiter des câbles |
| US7043825B2 (en) | 2003-02-17 | 2006-05-16 | Komax Holding Ag | Cable-processing device |
| DE502004005012D1 (de) | 2003-12-22 | 2007-10-31 | Komax Holding Ag | Kabelbearbeitungseinrichtung |
| EP1548903B1 (fr) * | 2003-12-22 | 2007-09-19 | komax Holding AG | Dispositif pour le traitement de câbles |
| DE102007018555B4 (de) * | 2007-04-18 | 2009-02-19 | Schäfer Werkzeug- und Sondermaschinenbau GmbH | Kabelbearbeitungseinrichtung |
| US7774927B2 (en) * | 2007-07-27 | 2010-08-17 | Tyco Electronics Corporation | Wire positioning device for a wire termination machine |
| US20110049211A1 (en) | 2008-05-20 | 2011-03-03 | Schleuniger Holding Ag | Cable Transport Device |
| EP2421102B1 (fr) | 2010-08-19 | 2018-06-06 | Komax Holding AG | Dispositif et procédé destinés à la formation d'une boucle de câble |
| WO2013068981A1 (fr) | 2011-11-11 | 2013-05-16 | Schleuniger Holding Ag | Tête de torsadage et dispositif de torsadage |
| SG11201402171PA (en) | 2011-11-11 | 2014-08-28 | Schleuniger Holding Ag | Cable-gathering device (wire stacker) |
| BR112014011313A2 (pt) | 2011-11-11 | 2017-05-16 | Schleuniger Holding Ag | aparelho de torção e métodfo para torção de linhas elétricas ou ópticas |
| US9132985B2 (en) | 2011-11-11 | 2015-09-15 | Schleuniger Holding Ag | Conveying device for leads |
| DE102012213391A1 (de) * | 2012-07-31 | 2014-05-22 | Bayerische Motoren Werke Aktiengesellschaft | Vorrichtung und Verfahren zum Verdrillen und Ausrichten eines nicht verdrillten Endes eines teilweise verdrillten Kabels |
| PT2801984T (pt) | 2013-05-08 | 2019-01-23 | Schleuniger Holding Ag | Prendedor, cabeça de torção e dispositivo de torção |
| EP3012841A1 (fr) | 2014-10-24 | 2016-04-27 | Schleuniger Holding AG | Dispositif de guidages d'extrémités de conduite sur un dispositif de transformation |
| PT3012842T (pt) | 2014-10-24 | 2019-09-10 | Schleuniger Holding Ag | Dispositivo de torção com distância ajustável entre as extremidades do cabo |
| EP3272469A1 (fr) * | 2016-07-18 | 2018-01-24 | Komax Holding AG | Dispositif de positionnement d'un module outil d'une machine de traitement de cable |
| RS59998B1 (sr) | 2016-10-03 | 2020-04-30 | Komax Holding Ag | Uređaj i postupak za opremanje kućišta utikača prethodno sklopljenim krajevima kabla niza kablova |
| EP3301768B1 (fr) | 2016-10-03 | 2021-06-16 | Komax Holding AG | Procédé et dispositif pour l'alignement d'extrémités de câble préparées d'un faisceau de câbles |
| WO2021259504A1 (fr) | 2020-06-26 | 2021-12-30 | Komax Holding Ag | Procédé et dispositif de torsion de câbles individuels |
| CN113223781B (zh) * | 2021-05-07 | 2023-03-14 | 博众精工科技股份有限公司 | 一种扭线机构 |
| CN113708193B (zh) * | 2021-09-14 | 2024-04-19 | 中国铁建电气化局集团有限公司 | 一种用于信号机房焊接线的剪线扭线装置及方法 |
| CN114005613B (zh) * | 2021-11-02 | 2023-11-14 | 安徽蓝锐电子科技有限公司 | 一种绞线机构 |
| EP4177908B8 (fr) | 2021-11-04 | 2024-10-23 | komax Holding AG | Dispositif et procédé de torsion de lignes individuelles |
| EP4177909B1 (fr) | 2021-11-04 | 2024-09-11 | komax Holding AG | Dispositif et procédé de torsion des lignes individuelles |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19649759C2 (de) * | 1996-11-20 | 2001-02-22 | Baumann Gmbh | Verfahren zum Herstellen von verdrillten Leitungen sowie Vorrichtung zum Durchführen des Verfahrens |
| JP3409643B2 (ja) * | 1997-06-05 | 2003-05-26 | 住友電装株式会社 | ツイスト電線製造装置 |
-
2000
- 2000-02-14 EP EP20000102946 patent/EP1032095B1/fr not_active Expired - Lifetime
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012216895B3 (de) * | 2012-09-20 | 2013-12-05 | S-Y Systems Technologies Europe Gmbh | Verdrillen von Leitungen mit Vorsteckelement |
| EP3163586A1 (fr) | 2015-10-28 | 2017-05-03 | Schleuniger Holding AG | Dispositif de câblage de lignes électriques |
| DE102015121759A1 (de) | 2015-12-14 | 2017-06-14 | Lisa Dräxlmaier GmbH | Verdrillen von Einzelleitungen |
| EP3182421A1 (fr) | 2015-12-14 | 2017-06-21 | Lisa Dräxlmaier GmbH | Torsadage de conduites individuelles |
| DE102016015717A1 (de) | 2016-05-18 | 2017-11-23 | Lisa Dräxlmaier GmbH | Verdrilleinrichtung |
| DE102016109151B3 (de) * | 2016-05-18 | 2017-09-14 | Lisa Dräxlmaier GmbH | Verdrilleinrichtung |
| DE102016109155B3 (de) * | 2016-05-18 | 2017-08-03 | Lisa Dräxlmaier GmbH | Verdrillanlage, Tandem-Verdrillanlage und Verfahren zum Bestücken eines Verdrillkopfs |
| US10026527B2 (en) | 2016-05-18 | 2018-07-17 | Lisa Draexlmaier Gmbh | Conductor twisting system and method for loading a twisting head |
| DE202017103152U1 (de) * | 2017-05-24 | 2018-08-27 | Pro.Eff Gmbh | Vorrichtung zum Verdrillen von Leitungen |
| EP3511954A1 (fr) | 2018-01-12 | 2019-07-17 | Komax Holding Ag | Dispositif et procédé de traitement d'une multitude de conduites électriques |
| US11887750B2 (en) | 2018-01-12 | 2024-01-30 | Komax Holding Ag | Apparatus and method for processing a plurality of electrical wires |
| EP3557592A1 (fr) | 2018-04-17 | 2019-10-23 | Komax Holding Ag | Dispositif et procédé de torsadage d'une première et d'une seconde ligne électrique individuelle pour obtenir une paire de lignes |
| EP4177910A1 (fr) * | 2021-11-04 | 2023-05-10 | komax Holding AG | Dispositif et procédé de torsadage de conduites individuelles |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1032095A3 (fr) | 2008-05-14 |
| EP1032095A2 (fr) | 2000-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1032095B1 (fr) | Méthode et appareil pour usiner et tordre un paire de conducteurs | |
| EP1988045B1 (fr) | Machine de préparation de câbles et procédé destiné à la fabrication et au traitement d'une section de câble | |
| DE2549833C2 (de) | Verfahren und Vorrichtung zur Zuführung einer Mehrzahl von Drähten | |
| DE69409218T2 (de) | Verfahren und Vorrichtung zum Wickeln eines Bandes | |
| DE2649534C2 (de) | Verfahren und Vorrichtung zum Herstellen eines Kabelbaums | |
| DE3838706C2 (de) | Verfahren zum Herstellen eines Kabelbaumes und Vorrichtung zur Durchführung dieses Verfahrens | |
| DE19844416B4 (de) | Vorrichtung und Verfahren zum Vorbereiten von Drähten in einer Kabelbaumherstellungsmaschine | |
| DE69223357T2 (de) | Vorrichtung und Verfahren zum Verbinden von elektrischen Kabelbäumen | |
| EP2565992B1 (fr) | Dispositif et procédé d'amenée d'extrémités de câble vers des unités de confection | |
| EP3557592B1 (fr) | Dispositif et procédé de torsadage d'une première et d'une seconde ligne électrique individuelle pour obtenir une paire de lignes | |
| EP1387449B1 (fr) | Appareil et méthode pour enrouler des câbles | |
| DE102018131444A1 (de) | Ablängautomat und modulares Kabelverarbeitungscenter | |
| US6289944B1 (en) | Method and equipment for the treatment and twisting together of a conductor pair | |
| EP3736927A1 (fr) | Station de découpe ainsi que procédé de découpe automatique d'éléments de conduit | |
| DE102010017981B4 (de) | Einrichtung und Verfahren zum Zusammenführen von Leitern | |
| EP3511954B1 (fr) | Dispositif et procédé de traitement d'une multitude de lignes électriques | |
| DE102016109155B3 (de) | Verdrillanlage, Tandem-Verdrillanlage und Verfahren zum Bestücken eines Verdrillkopfs | |
| EP1988044B1 (fr) | Enrouleur et procédé destiné à la fabrication d'un rouleau | |
| EP0584493B1 (fr) | Dispositif à faire un paquet pour machines de traitement de câbles | |
| DE202007013417U1 (de) | Vorrichtung zur Herstellung langer, konfektionierter, elektrischer Leitungen in einem CrimpCenter | |
| EP3020671B1 (fr) | Méthode et dispositif de collecte d'une conduite | |
| EP1251605B1 (fr) | Appareil et méthode pour l'insertion de bout de câble dans des boítiers de connecteurs | |
| EP0844704A2 (fr) | Méthode de fabrication de lignes torsadées confectionnées ainsi que dispositif de mise en oeuvre de la méthode | |
| DE2318253B2 (de) | Vorrichtung zum Umbinden von Drahtspulen mit Bindedraht | |
| EP1987897B1 (fr) | Dispositif et procédé destinés à la transmission d'une section de câble enroulée |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20081103 |
|
| AKX | Designation fees paid |
Designated state(s): CH DE FR GB IT LI |
|
| 17Q | First examination report despatched |
Effective date: 20100322 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 50016313 Country of ref document: DE Effective date: 20130718 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20140225 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20140219 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 50016313 Country of ref document: DE Effective date: 20140225 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140214 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: INVENTIO AG, CH |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20151030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150302 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20190218 Year of fee payment: 20 Ref country code: IT Payment date: 20190225 Year of fee payment: 20 Ref country code: DE Payment date: 20190219 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50016313 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |