EP0490879A1 - Transportsystem zwischen Textilmaschinen, insb. zwischen Ringspinn- und Spulmaschinen - Google Patents
Transportsystem zwischen Textilmaschinen, insb. zwischen Ringspinn- und Spulmaschinen Download PDFInfo
- Publication number
- EP0490879A1 EP0490879A1 EP92103418A EP92103418A EP0490879A1 EP 0490879 A1 EP0490879 A1 EP 0490879A1 EP 92103418 A EP92103418 A EP 92103418A EP 92103418 A EP92103418 A EP 92103418A EP 0490879 A1 EP0490879 A1 EP 0490879A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bodies
- support
- transport element
- row
- machines
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H9/00—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine
- D01H9/18—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine for supplying bobbins, cores, receptacles, or completed packages to, or transporting from, paying-out or take-up stations ; Arrangements to prevent unwinding of roving from roving bobbins
- D01H9/187—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine for supplying bobbins, cores, receptacles, or completed packages to, or transporting from, paying-out or take-up stations ; Arrangements to prevent unwinding of roving from roving bobbins on individual supports, e.g. pallets
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S414/00—Material or article handling
- Y10S414/124—Roll handlers
Definitions
- the invention relates to a transport system according to the preamble of claim 1.
- the invention also relates to a method for operating this transport system according to the preamble of claim 10.
- Such a transport system which is known under the term "composite or link system”
- Such an arrangement is not always possible because of the structural conditions and is not always desirable.
- a conveyor track between a ring spinning machine and a winding machine on different floors, for example, could quickly become complex and lead to blockages.
- cops can be brought from one ring spinning machine to different winding machines.
- the cops are poured from the conveyor belt, possibly via switch systems, into vibrators, which bring the cops back into the vertical position and place or position them on peg trays in the winding machine area.
- the path-independent containers can be rolled or moved to the winding machines in question, whereby they reach the aforementioned vibrators through tilting devices. After unwinding in the winding machine, the empty tubes are dropped into containers provided for this purpose. These empty pod containers are in turn moved to the ring spinning machine, where they are in turn attached to the peg trays or the pin belt of the ring spinning machine by a tube loader. In order to automate a transport system that is itself complex, complex control mechanisms and buffer stations are necessary.
- the aim of the present invention is to create a transport system which is inexpensive, uncomplicated, economical, gentle on yarn, easy to maintain, adaptable and eliminates the disadvantages mentioned above.
- This goal is achieved by the teaching of the characterizing part in claim 1.
- the transport system according to the invention is inexpensive, since transport elements which can be produced cheaply take the place of conveyor tracks and vibrators. Since it is also possible to dispense with separate conveying devices for transporting the empty and full cases, case loaders and control mechanisms, the transport system according to the invention is straightforward.
- the standardization of the plate dimensions of the peg trays on the ring spinning and winding machine can be retained, but with the additional advantage that if one ring spinning machine fails, all winding machines continue to work and that the winding machines can now be optimally designed in terms of capacity and length.
- the individual, travel-independent, floor-movable transport elements can stay in yarn damping stations for any length of time and, in contrast to overhead conveyor tracks, can be easily maintained, which contributes to greater economy. Since the cops during transport between the Ring spinning and winding machines remain on the peg trays and do not touch each other, the yarn quality is not affected. With manual procedure as well as with driverless, automatic transport of the transport elements the clarity is always given. Buffer stations can largely be dispensed with, since the transport elements themselves represent a buffer. Subsequent expansion stages of the spinning mill can be carried out or implemented in a simple, uncomplicated manner.
- the support surface can be designed economically and can accommodate all copings produced by the ring spinning machine, attached to the supporting body or all supporting bodies to be delivered to the ring spinning machine in one transfer operation.
- the purpose of the proposal according to the invention according to claim 3 is that the funding only has to be provided once per transfer station and not on every transport element, which means a great saving in costs.
- the transport element can be loaded and unloaded economically at the same time.
- the advantageous proposal of claim 5 aims to align the support body on the conveyor flush with the tracks of the transport element.
- claim 6 proposes main levels, according to the invention the volume within the transport element can be better utilized according to claim 7.
- Another advantageous proposal according to claim 8 enables a larger number of supporting bodies on a track.
- a stationary transfer station 3 is in each case integrated at one end of a textile machine, in the case shown a ring spinning machine 4.
- a transport element 5 also known as a bobbin wagon or Roro wagon (roll-on, roll-off), comes into the transfer station, coming from a winder (not shown).
- the Kopswagen 5 is loaded with empty sleeves 8, which are each attached to vertical pins 9 of circular disks or plates 10.
- the number of peg trays or supporting bodies 11, each consisting of a pin 9 and a plate 10, corresponds to the total number of spinning positions of the ring spinning machine 4.
- the bobbin carriage 5 can be moved arbitrarily to any textile machine on rollers 14 and can therefore be moved independently of the path, but can also be carried out by a forklift are conveyed and has, for example, four horizontal main planes 15a-d.
- straight lines 17 corresponding to the width or diameter of a plate 10 are formed by means of separating rails 16, which run parallel to one another and transversely to the longitudinal axis 20 of the ring spinning machine.
- the entire bearing surface is distributed over these four main planes 15a-d, which are essentially apart from one another by the total height of the support body 11 provided with a sleeve 8.
- all tracks 17 are filled with supporting bodies 11.
- the capacity of the support surface of the cop car 5 can be determined by a change in length, seen in the direction of the longitudinal axis 20, and by additional main planes 15 or adapted to the existing spinning plant.
- 16 intermediate levels 21 can be provided by suitable modifications of the separating rails.
- a plate 10 lies in the intermediate plane 21a, which is substantially higher than the main plane 15a by the height of a plate 10. In this case, the main levels must be further apart.
- the tracks 17 can be closed or closed by means of barriers 24, so that no supporting bodies 11 can fall out during the movement of the cop carriage 5.
- the transfer station 3 contains a portal 27, in which a conveying means, ie a slide 29 and two conveyors 30, 31 are arranged such that the upper loops of conveyor belts 32, 33 of the two conveyors 30, 31 are horizontally flush with the supporting partial surfaces of the main planes 15a-d and with the intermediate plane 21a (21b-d not shown) can be aligned.
- the conveyor belts 32, 33 run or extend parallel to and over a certain transition distance along the outer sides of the conveyors 34, 35 internal to the ring spinning machine, which conveyors 34, 35 represent a single conveying path leading around the other end of the ring spinning machine.
- Such elongated guides can also be assigned to the conveyor belt 32.
- the slide 29 thus works in the push-through method.
- the conveyor belts 32, 33 and the conveyors 34, 35 are switched on again, as a result of which the carrying bodies 11 with the full sleeves or cops and the carrying bodies 11 with the empty sleeves 8 are simultaneously conveyed in different directions. Loading and unloading of the Kopswagens 5 takes place simultaneously.
- a height adjustment motor 53 which is connected to all four vertical threaded spindles of the portal 27, applies the conveying means of the transfer station 3 in its entirety and including a first row of carrying bodies 11 equipped with cops the next level, either the main level 15b or the intermediate level 21a.
- a mechanical pushing device (not shown) is provided which, as soon as the entire conveying means of the transfer station comes into the area of one level, allows the barriers 24 to pivot away.
Abstract
Ein Wagen (5) trägt Peg Trays (10) zwischen einer Ringspinnmaschine und einer Spulmaschine. Beim Beladen des Wagens werden die Peg Trays in einer Reihe geordnet, und die Peg Trays dieser Reihe werden gleichzeitig auf den Wagen geschoben mittels eines Schiebers (29). <IMAGE>
Description
- Die Erfindung betrifft ein Transportsystem gemäss dem Oberbegriff des Anspruches 1. Die Erfindung betrifft ebenfalls ein Verfahren zum Betreiben dieses Transportsystemes gemäss dem Oberbegriff des Anspruches 10.
- Bei einem bekannten Transportsystem zwischen einer Ringspinnmaschine und einer Spulmaschine werden mit Garn bepackte, volle Hülsen, Kopse genannt, auf aufstehende Zapfen von individuellen, innerhalb einer Fahrbahn, bspw. eines Förderbandes oder einer Gleitschiene, frei verfahrbaren, kreisförmigen Scheiben bzw. Tellern plaziert. Diese Zapfen und Teller aufweisenden Tragkörper, auch "Peg Trays" genannt, werden mit vollen Hülsen von der Ringspinnmaschine über eine Fahrbahn direkt in die Spulmaschine verfahren bzw. befördert, während identische Tragkörper mit leeren Hülsen gleichzeitig über eine andere Fahrbahn von der Spulmaschine in die Ringspinnmaschine verfahren werden. Ein solches Transportsystem, das unter dem Begriff "Verbund- bzw. Linksystem" bekannt ist, hat den Vorteil einer Vereinheitlichung der Tragkörper, einer schonenden Beförderung der Kopse und wegen des Wegfalls eines Umplazierungsmechanismus zwischen den beiden Textilmaschinen-Systemen einer Vereinfachung des Durchlaufes, insbesondere wenn die Ringspinnmaschine und die Spulmaschine nahe beieinander angeordnet sind. Eine derartige Anordnung ist wegen der baulichen Gegebenheiten nicht immer möglich und nicht immer erwünscht. Eine Förderbahn zwischen einer Ringspinnmaschine und einer Spulmaschine auf verschiedenen Stockwerken könnte bspw. schnell aufwendig werden und zu Versperrungen führen. Wenn die beiden Verbund-Maschinen mit 1 ; 1 Link, d.h. dass eine Ringspinnmaschine mit einer Spulmaschine verknüpft ist, nahe beieinander liegen, muss in Kauf genommen werden, dass die Spulmaschine dem bzw. der von der Ringspinnmaschine herrührenden Flug und Wärme ausgesetzt ist. Auch kann es dann schwierig sein, eine wirksame Garndämpfungs- bzw. eine Garnberuhigungsstation anzuordnen, da eine unmittelbare Verarbeitung des Garnes in der Spulmaschine erfolgt. Ein weiterer Nachteil besteht darin, dass ein störungsbedingter Ausfall der Ringspinnmaschine unweigerlich die Stillegung der Spulmaschine nach sich zieht. Die zwangsläufige, kürzere Baulänge einer derartigen, im 1 : 1 Link einbezogenen Spulmaschine ist unwirtschaftlicher als eine längere Baulänge. Da unterschiedliche Garnnummern verarbeitet werden müssen (bei gröberen Garnen bspw. muss die Kapazität der Spulmaschine erhöht werden), können die beiden Maschinen kapazitätsmässig nicht optimal ausgelegt werden. Ausserdem erfordert die Gesamtzahl der Spulmaschinen im jeweiligen 1 : 1 Link mehr Bodenfläche.
- Ein anderes bekanntes Transportsystem arbeitet nach dem sogenannten "Flexible Link"- Prinzip, d.h. dass Kopse von einer Ringspinnmaschine an verschiedene Spulmaschinen gebracht werden können. Dazu benötigt man Uebergabestationen zwischen den verschiedenen Systemen bzw. Bereichen wie folgt: Vom Ringspinnmaschinenbereich müssen die Kopse von den Peg Trays oder vom Zapfenband entfernt und auf ein Förderband gebracht oder in einen Behälter geschüttet werden (der Transportbereich), wobei Qualitätseinbussen durch das Streifen der horizontal beförderten Kopse gegen Seitenführungen des Förderbandes oder durch das Aufschlagen und das Reiben der Kopse auf- bzw. aneinander entstehen können. Um in den Spulmaschinenbereich zu gelangen, werden die Kopse vom Förderband, ggf. über Weichensysteme, in Rüttler geschüttet, welche die Kopse wieder in die vertikale Lage bringen und auf Peg Trays im Spulmaschinenbereich plazieren bzw. positionieren. Die wegunabhängigen Behälter können zu den betreffenden Spulmaschinen gerollt bzw. verfahren werden, wobei sie durch Kippeinrichtungen in die genannten Rüttler gelangen. Nach dem Abspulen in der Spulmaschine werden die leeren Hülsen in dazu vorgesehene Behälter fallengelassen. Diese leeren Hülsen-Behälter werden wiederum zu der Ringspinnmaschine verfahren, wo sie von einem Hülsenlader wiederum auf die Peg Trays oder das Zapfenband der Ringspinnmaschine aufgesteckt werden. Um ein von sich aus bereits aufwendiges Transportsystem zu automatisieren, sind komplexe Steuerungsmechanismen und Pufferstationen notwendig.
- Die vorliegende Erfindung setzt sich zum Ziel, ein kostengünstiges, unkompliziertes, wirtschaftliches, garnschonendes, unterhaltsfreundliches, anpassungsfähiges und die obengenannten Nachteile eliminierendes Transportsystem zu schaffen. Dieses Ziel wird erreicht, durch die Lehre des Kennzeichens im Anspruch 1. Das erfindungsgemässe Transportsystem ist kostengünstig, da billig herstellbare Transportelemente an die Stelle von Förderbahnen und Rüttler treten. Da ebenfalls auf getrennte Fördereinrichtungen für den Transport der leeren und vollen Hülsen, Hülsenlader und Steuermechanismen verzichtet werden kann, wird das erfindungsgemässe Transportsystem unkompliziert. Die Vereinheitlichung bezüglich der Tellerabmessungen der Peg Trays an der Ringspinn- und Spulmaschine kann behalten werden, aber mit dem zusätzlichen Vorteil, dass bei einem Ausfall einer Ringspinnmaschine alle Spulmaschinen weiterarbeiten und dass die Spulmaschinen nunmehr kapazitätsmässig und längenmässig optimal ausgelegt werden können. Die einzelnen, wegunabhängigen, bodenverfahrbaren Transportelemente können beliebig lange in Garndämpfungsstationen verweilen und können im Gegensatz zu Ueberkopf-Förderbahnen einfach gewartet werden, was zu einer grösseren Wirtschaftlichkeit beiträgt. Da die Kopse während des Transportes zwischen den Ringspinn- und der Spulmaschinen auf den Peg Trays bleiben und einander nicht berühren, wird die Garnqualität nicht beeinträchtigt. Bei manuellem Verfahren sowie beim fahrerlosen, automatischen Transportieren der Transportelemente ist die Uebersichtlichkeit immer gegeben. Auf Pufferstationen kann weitgehend verzichtet werden, da die Transportelemente selber einen Puffer darstellen. Nachträgliche Ausbaustufen des Spinnereibetriebes können auf einfache, umkomplizierte Art durchgeführt bzw. realisiert werden.
- Gemäss dem erfindungsgemässen Vorschlag nach Anspruch 2 kann die Auflagefläche wirtschaftlich ausgelegt werden und kann in einem Uebergabevorgang alle von der Ringspinnmaschine erzeugten, auf Tragkörper aufgesteckten Kopse oder alle an die Ringspinnmaschine zu liefernden Tragkörper aufnehmen. Der erfindungsgemässe Vorschlag gemäss Anspruch 3 bezweckt, dass die Fördermittel nur einmal pro Uebergabestation und nicht an jedem Transportelement vorgesehen werden müssen, was eine grosse Kosteneinsparung bedeutet. Nach der erfindungsgemässen Lehre gemäss Anspruch 4 kann gleichzeitig das Transportelement auf wirtschaftliche Weise be- und entladen werden. Der vorteilhafte Vorschlag des Anspruches 5 bezweckt, die Tragkörper auf dem Förderer bündig mit den Bahnen des Transportelementes auszurichten. Obwohl Anspruch 6 Hauptebenen vorschlägt, kann erfindungsgemäss nach Anspruch 7 das Volumen innerhalb des Transportelementes besser ausgenutzt werden. Ein weiterer vorteilhafter Vorschlag gemäss dem Anspruch 8 ermöglicht eine grössere Anzahl von Tragkörpern auf einer Bahn.
- Die Erfindung wird nachfolgend anhand der Zeichnung näher erläutert. Es zeigen schematisch:
- Figur 1
- eine Draufsicht auf eine Uebergabestation und ein Transportelement gemäss der Erfindung,
- Figur 2
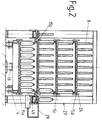
- einen Schnitt gemäss der Linie II-II der Figur 1,
- Figur 3A
- einen Teilschnitt gemäss der Linie III-III der Figur 1 gemäss einer ersten Ausführung und
- Figur 3B
- einen gleichen Teilschnitt wie in Figur 3A gemäss einer anderen Ausführung.
- Eine stationäre Uebergabestation 3 ist jeweils an einem Ende einer Textilmaschine, im gezeigtem Fall eine Ringspinnmaschine 4, integriert. In die Uebergabestation ist ein Transportelement 5, auch Kopswagen oder Roro-Wagen (roll-on, roll-off) genannt, von einer nicht gezeichneten Spulmaschine kommend, eingefahren. Der Kopswagen 5 ist beladen mit leeren Hülsen 8, die jeweils auf vertikale Zapfen 9 von kreisförmigen Scheiben bzw. Tellern 10 aufgesteckt sind. Die Anzahl der aus jeweils einem Zapfen 9 und einem Teller 10 bestehenden Peg Trays bzw. Tragkörper 11 entspricht der Gesamtzahl der Spinnstellen der Ringspinnmaschine 4. Der Kopswagen 5 ist auf Rollen 14 willkürlich zu irgendeiner Textilmaschine und deshalb wegunabhängig verfahrbar, kann aber auch von einem Gabelstapler befördert werden und hat bspw. vier horizontale Hauptebenen 15a-d. Auf jeder Hauptebene sind mittels Trennschienen 16 gerade, der Breite bzw. des Durchmessers eines Tellers 10 entsprechende Bahnen 17 gebildet, die parallel zu einander und quer zur Ringspinnmaschinenlängsachse 20 verlaufen. Die gesamte Auflagefläche verteilt sich auf diese vier Hauptebenen 15a-d, die im wesentlichen um die Gesamthöhe des mit einer Hülse 8 versehenen Tragkörpers 11 von einander entfernt sind. Auf jeder Hauptebene 15 sind alle Bahnen 17 mit Tragkörpern 11 aufgefüllt. Die Kapazität der Auflagefläche des Kopswagens 5 kann durch eine Längenveränderung, in Richtung der Längsachse 20 gesehen, und durch zusätzliche Hauptebenen 15 festgelegt bzw. der bestehenden Spinnereianlage angepasst werden. Um das Volumen innerhalb des Kopswagens 5 und insbesondere zwischen den Hülsen 8 besser auszunutzen, können durch geeignete Abänderungen der Trennschienen 16 Zwischenebenen 21 vorgesehen werden. In Figur 3B liegt ein Teller 10 in der Zwischenebene 21a, die im wesentlichen um die Höhe eines Tellers 10 höher liegt als die Hauptebene 15a. In diesem Fall müssen die Hauptebenen dementsprechend weiter auseinander liegen. Auf beiden Längsseiten, d.h. parallel zu der Längsachse 20, sind die Bahnen 17 durch Schranken 24 ab- bzw. verschliessbar, damit während des Verfahrens des Kopswagens 5 keine Tragkörper 11 herausfallen können.
- Die Uebergabestation 3 enthält ein Portal 27, worin ein Fördermittel, d.h. ein Schieber 29 und zwei Förderer 30, 31 höhenverstellbar angeordnet sind, derart, dass die oberen Schleifen von Förderbändern 32, 33 der beiden Förderer 30, 31 horizontal bündig mit den Auflageteilflächen der Hauptebenen 15a-d sowie mit der Zwischenebene 21a (21b-d nicht dargestellt) ausgerichtet werden können. Die Förderbänder 32, 33 verlaufen bzw. erstrecken sich parallel zu und über eine bestimmte Uebergangsstrecke entlang den Aussenseiten der ringspinnmaschineninternen Förderer 34, 35, welche Förderer 34, 35 eine einzige, um das andere Ende der Ringspinnmaschine herumführende Förderbahn darstellen.
- In der Ausgangsposition, nachdem der Kopswagen 5 mittels dessen Leitbleche 38 und mittels Anschläge 39 und einer Arretierung 40 in der Uebergabestation 3 positioniert ist, liegen die Auflageflächen der Förderbänder 32, 33 horizontal bündig mit denen der Förderer 34, 35. Die jeweils von einem Motor 43 angetriebenen Förderbänder 32, 33 und die Förderer 34, 35 werden gemäss dem Pfeil 44 nach rechts und gemäss dem Pfeil 45 nach links in Gang gesetzt. Dadurch gelangen die Tragkörper 11 mit den Kopsen von der Ringspinnmaschine 4 nach rechts entlang einer schrägen Führung 46 in der Uebergangsstrecke auf das mit Abstandshaltern bzw. Mitnahmerippen 49 versehene Förderband 32. Nachdem ein Zähler 50 die richtige Anzahl der Kopsen einer ersten Reihe bestimmt hat, werden die Förderer 34, 35 und die Förderbänder 32, 33 angehalten und der Schieber 29 wird aktiviert, nachdem die Schranken 24 der Hauptebene 15a verschwenkt oder abgesenkt worden sind. In dieser Stellung, wo die Dicken der Rippen 49 genau auf die Breiten der Trennschienen 16 ausgerichtet sind, schiebt der Schieber 29 diese erste Reihe von Tragkörpern 11 auf den Kopswagen 5, wodurch gleichzeitig eine andere Reihe auf der entgegengesetzten Längsseite des Kopswagens 5 von mit leeren Hülsen 8 versehenen Tragkörpern 11 vom Kopswagen 5 auf das Förderband 33 gedrückt bzw. geschoben wird. Wenn sich auf dem Förderband 33 keine Mitnahmerippen befinden, müssen längliche, wegbewegliche Führungen entlang dem Förderband 33 vorgesehen sein. Solche längliche Führungen können auch dem Förderband 32 zugeordnet werden. Der Schieber 29 arbeitet somit im Durchstossverfahren. Die Förderbänder 32, 33 und die Förderer 34, 35 werden wieder eingeschaltet, wodurch gleichzeitig die Tragkörper 11 mit den vollen Hülsen bzw. Kopsen und die Tragkörper 11 mit den leeren Hülsen 8 in unterschiedlichen Richtungen befördert werden. Ein Beladen und ein Entladen des Kopswagens 5 findet somit gleichzeitig statt. Sobald die Bahnen 17 der Hauptebene 15a mit vollen Kopsen aufgefüllt worden sind, bringt ein Höhenverstellmotor 53, die mit allen vier vertikalen Gewindespindeln des Portals 27 in Verbindung steht, die Fördermittel der Uebergabestation 3 gesamthaft und inklusive einer ersten Reihe von mit Kopsen bestückten Tragkörpern 11 auf die nächstfolgende Ebene, entweder die Hauptebene 15b oder die Zwischenebene 21a. Eine nicht gezeigte mechanische Stossvorrichtung ist vorgesehen, welche, sobald die gesamten Fördermittel der Uebergabestation in den Bereich einer Ebene kommen, die Schranken 24 wegschwenken lässt.
Claims (19)
- Transportsystem zum Befördern von individuellen, frei verfahrbaren Scheiben aufweisenden Tragkörpern zwischen Textilmaschinen, wobei die Tragkörper mit je einem Zapfen versehen sind und dadurch zum Tragen je einer vollen Spule bzw. einer leeren Hülse auf dem Zapfen angeordnet sind, dadurch gekennzeichnet, dass
das System mindestens ein wegunabhängig verfahrbares Transportelement (5) mit einer Auflagefläche (15a-d) für die Tragkörper (11) und mindestens eine Uebergabestation (3) zum Abgeben von Tragkörpern (11) von der Auflagefläche (15a-d) aufweist, wobei die Uebergabestation (3) mit einem Fördermittel (29,30) versehen ist, das zur Bildung einer Reihe von Tragkörpern (11) und zum gleichzeitigen Abgeben der Tragkörper dieser Reihe an die Auflagefläche (15a-d) angeordnet ist. - System nach Anspruch 1, dadurch gekennzeichnet, dass
das Fördermittel (29,30) einen Zähler (50) zur Bestimmung der Anzahl Tragkörper (11) der Reihe umfasst. - System nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass
nur ein Fördermittel (29,30) pro Uebergabestation (3) vorgesehen ist. - System nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass
die Auflagefläche mit parallelen Leitbahnen (17) für die Tragkörper (11) versehen ist, wobei die Breite der Leitbahnen (17) der Breite der Tragkörper (11) entspricht. - System nach Anspruch 4, dadurch gekennzeichnet, dass
das Fördermittel (29,30) mit Abstandshaltern (49) versehen ist, um darauf gestützte Tragkörper (11) bündig mit den Bahnen (17) des Transportelementes (5) auszurichten. - System nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass
die Uebergabestation (3) mit einer Arretierung (40) für das Transportelement (5) versehen ist. - System nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass die Auflagefläche auf mehreren Ebenen (15a-d,21) verteilt ist.
- System nach Anspruch 7, dadurch gekennzeichnet, dass das Fördermittel (29,30) höhenverstellbar ist, um Tragkörper (11) an den Auflageflächenteil jeder Ebene (15a-d,21) abgeben zu können.
- System nach Anspruch 8, dadurch gekennzeichnet, dass das Fördermittel (29,30) ein Förderer (30) aufweist, der mit einer Längsseite des Transportelementes (5) zusammenwirkt.
- System nach einem der vorangehenden Ansprüche in Kombination mit mindestens einer Ringspinnmaschine und einer Mehrzahl von Spulmaschinen, dadurch gekennzeichnet, dass jede der genannten Maschinen mit einer Uebergabestation (3) versehen ist.
- System nach Anspruch 10, dadurch gekennzeichnet, dass das Transportelement (5) für das fahrerlose, automatische Transportieren zwischen der Ringspinnmaschine (4) und den Spulmaschinen vorgesehen ist.
- System nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass das Fördermittel (29,30) einen Schieber (29) umfasst.
- System nach Anspruch 12, dadurch gekennzeichnet, dass der Schieber (29) dazu dient, eine auf dem Förderer (30) gebildete Reihe von Tragkörpern (11) quer zur Längsseite des Transportelementes (5) auf die Auflagefläche zu befördern.
- Transportsystem nach Anspruch 13 und Anspruch 4, dadurch gekennzeichnet, dass
der mit dem Schieber (29) zusammenwirkende Förderer (30) ein Förderband (32) mit Abstandshaltern (49) aufweist und dass die Dicke der Abstandshalter genau auf die Breite von Trennschienen (16) ausgerichtet werden können, die die Leitbahnen (17) bilden. - Verfahren zum Beladen eines Transportelementes mit Scheiben aufweisenden Tragkörpern, die mittels des Transportelementes zwischen Textilmaschinen zu fördern sind, wobei die Tragkörper mit je einem Zapfen zum, Mittragen von je einer vollen Spule bzw. einer leeren Hülse versehen sind, dadurch gekennzeichnet, dass
eine Reihe von Tragkörpern gebildet wird und die Tragkörper dieser Reihe gleichzeitig beladen werden. - Verfahren nach Anspruch 15, dadurch gekennzeichnet, dass das Verfahren in einer Uebergabestation mittels Fördermittel durchgeführt wird, welches nur in der Uebergabestation und nicht am Transportelement vorgesehen ist.
- Verfahren nach Anspruch 15 oder 16, dadurch gekennzeichnet, dass jeder Tragkörper (11) in einer Richtung quer zu der Reihe von Tragkörpern geschoben wird, und dass die Tragkörper benachbarter Reihen sich berühren, um Querreihen zu bilden.
- Verfahren nach einem der Ansprüche 15,16 oder 17, dadurch gekennzeichnet, dass das Bestimmen der Anzahl Tragkörper (11) in der Reihe durch Zählen erfolgt.
- Verfahren nach einem der Ansprüche 15 bis 18 zum Be- bzw. Entladen eines Transportelementes (5), welches eine Auflagefläche (15a-d) für die Tragkörper (11) aufweist, die auf mehreren Ebenen verteilt ist, dadurch gekennzeichnet, dass
die Auflageteilflächen sequentiell be- bzw. entladen werden.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH2068/88 | 1988-05-31 | ||
| CH206888 | 1988-05-31 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89108720.7 Division | 1989-05-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0490879A1 true EP0490879A1 (de) | 1992-06-17 |
Family
ID=4225147
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92103418A Withdrawn EP0490879A1 (de) | 1988-05-31 | 1989-05-16 | Transportsystem zwischen Textilmaschinen, insb. zwischen Ringspinn- und Spulmaschinen |
| EP89108720A Expired - Lifetime EP0344507B1 (de) | 1988-05-31 | 1989-05-16 | Transportsystem zwischen Textilmaschinen, insb. zwischen Ringspinn- und Spulmaschinen |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89108720A Expired - Lifetime EP0344507B1 (de) | 1988-05-31 | 1989-05-16 | Transportsystem zwischen Textilmaschinen, insb. zwischen Ringspinn- und Spulmaschinen |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5078565A (de) |
| EP (2) | EP0490879A1 (de) |
| JP (1) | JPH0228481A (de) |
| DE (1) | DE58909468D1 (de) |
| ES (1) | ES2081290T3 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4312855A1 (de) * | 1993-04-22 | 1994-10-27 | Schlafhorst & Co W | Be- und Entladestation zum Be- und Entladen von Caddy's, auf deren Aufsteckdorne Textilspulen oder Textilspulenhülsen aufgesetzt sind |
| IT201800007651A1 (it) * | 2018-07-31 | 2020-01-31 | Savio Macch Tessili Spa | Apparato tessile comprendente almeno un’unità di filatura, almeno un’unità di roccatura e almeno un vassoio per il contenimento di spole e tubetti e relativo metodo di gestione di un apparato tessile |
| DE102018133192A1 (de) | 2018-12-20 | 2020-06-25 | Saurer Spinning Solutions Gmbh & Co. Kg | Verbundsystem mit mindestens zwei Zuführungsaggregaten und mindestens eine Spulmaschine |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3907596A1 (de) * | 1989-03-09 | 1990-09-13 | Zinser Textilmaschinen Gmbh | Vorrichtung zum bereitstellen von leeren spulenhuelsen und zum abtransportieren von spinnspulen an einer ringspinnmaschine |
| IT1239615B (it) * | 1989-05-15 | 1993-11-11 | Murata Machinery Ltd | Sistema di trasporto bobine. |
| DE4034824A1 (de) * | 1990-11-02 | 1992-05-07 | Schlafhorst & Co W | Spulenwechsel- und transportsystem fuer huelsen und kopse mit paletten, auf die die kopse und huelsen aufgesetzt sind |
| DE3935627A1 (de) * | 1989-10-26 | 1991-05-02 | Schlafhorst & Co W | Verbundsystem zwischen einer spinnmaschine und einem spulautomaten |
| DE4019100A1 (de) * | 1990-06-15 | 1991-12-19 | Schlafhorst & Co W | Transporteinrichtung fuer voneinander unabhaengige paletten, die spulen oder spulenhuelsen tragen |
| DE4030861A1 (de) * | 1990-09-29 | 1992-04-02 | Schlafhorst & Co W | Flexibles transportsystem fuer den gruppenweisen transport von auf trays aufgesetzten spulen und spulenhuelsen |
| DE4313244A1 (de) * | 1993-04-22 | 1994-10-27 | Schlafhorst & Co W | Transportträger für den gruppenweisen Transport von auf den Aufsteckdorn von Caddy's aufgesetzten Textilspulen oder Textilspulenhülsen |
| DE4440015A1 (de) * | 1993-12-24 | 1995-06-29 | Rieter Ingolstadt Spinnerei | Verfahren und Vorrichtung zum Speichern und Vereinzeln von Hülsen |
| CN1950277B (zh) * | 2004-04-30 | 2010-08-18 | 株式会社汤山制作所 | 托盘排出装置 |
| CN210237886U (zh) * | 2019-03-08 | 2020-04-03 | 武汉裕大华纺织服装集团有限公司 | 并条机快速供料系统 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2656811A1 (de) * | 1976-12-06 | 1978-06-22 | Toray Industries | Verfahren und vorrichtung zum transportieren einer gruppe von garnwickeln zwischen aufeinanderfolgenden bearbeitungsstufen bei der garnherstellung |
| EP0109000A1 (de) * | 1982-11-02 | 1984-05-23 | Kabushiki Kaisha Toyoda Jidoshokki Seisakusho | Verfahren und Vorrichtung zum Spulenwechseln in Flügelspinnmaschinen |
| DE3433706A1 (de) * | 1983-09-16 | 1985-05-02 | Murata Kikai K.K., Kyoto | Spulentransportvorrichtung |
| DE3609071A1 (de) * | 1985-03-18 | 1986-09-25 | Murata Kikai K.K., Kyoto | Spulenfoerderanlage |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2822910A (en) * | 1954-05-14 | 1958-02-11 | Koerber & Co Kg | Cigarette transfer machine |
| JPS4833587B1 (de) * | 1969-12-19 | 1973-10-15 | ||
| JPS5126542A (ja) * | 1974-08-30 | 1976-03-04 | Nippon I W R Kk | Shashingenzoekihaieki no saiseihoho |
| JPS5231141A (en) * | 1975-09-01 | 1977-03-09 | Kanebo Ltd | Method of moving bobbin conveyor |
| US4144961A (en) * | 1976-12-06 | 1979-03-20 | Toray Industries, Inc. | Method and apparatus for transporting a group of yarn packages |
| FR2405020A1 (fr) * | 1977-10-07 | 1979-05-04 | Lu Brun Ceraliment | Dispositif d'alimentation au defournement de chariots de manutention de pains |
| US4396355A (en) * | 1980-01-28 | 1983-08-02 | United Kingdom Atomic Energy Authority | Ejector |
| DE3502611A1 (de) * | 1985-01-26 | 1986-07-31 | Dürkoppwerke GmbH, 4800 Bielefeld | Vorrichtung zur entnahme von spulen von einem spinnautomaten |
| US4628665A (en) * | 1985-03-01 | 1986-12-16 | Mobil Oil Corporation | Modular indexing table for a box loading system |
| IT1191533B (it) * | 1986-03-04 | 1988-03-23 | Matics Srl | Dispositivo trasportatore di bobine |
| DE3636705A1 (de) * | 1986-10-28 | 1988-05-05 | Zinser Textilmaschinen Gmbh | Verfahren und vorrichtung zum abtransportieren fertig gesponnener kopse von ringspinnmaschinen |
| DE3734397A1 (de) * | 1987-10-11 | 1989-04-20 | Gebald Gregor | Verfahren zum beladen eines spulenwagens |
| JPH01192677A (ja) * | 1988-01-23 | 1989-08-02 | Murata Mach Ltd | ボビン搬送システム |
-
1989
- 1989-05-16 DE DE58909468T patent/DE58909468D1/de not_active Expired - Fee Related
- 1989-05-16 EP EP92103418A patent/EP0490879A1/de not_active Withdrawn
- 1989-05-16 EP EP89108720A patent/EP0344507B1/de not_active Expired - Lifetime
- 1989-05-16 ES ES89108720T patent/ES2081290T3/es not_active Expired - Lifetime
- 1989-05-31 JP JP1136265A patent/JPH0228481A/ja active Pending
-
1991
- 1991-01-18 US US07/643,160 patent/US5078565A/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2656811A1 (de) * | 1976-12-06 | 1978-06-22 | Toray Industries | Verfahren und vorrichtung zum transportieren einer gruppe von garnwickeln zwischen aufeinanderfolgenden bearbeitungsstufen bei der garnherstellung |
| EP0109000A1 (de) * | 1982-11-02 | 1984-05-23 | Kabushiki Kaisha Toyoda Jidoshokki Seisakusho | Verfahren und Vorrichtung zum Spulenwechseln in Flügelspinnmaschinen |
| DE3433706A1 (de) * | 1983-09-16 | 1985-05-02 | Murata Kikai K.K., Kyoto | Spulentransportvorrichtung |
| DE3609071A1 (de) * | 1985-03-18 | 1986-09-25 | Murata Kikai K.K., Kyoto | Spulenfoerderanlage |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4312855A1 (de) * | 1993-04-22 | 1994-10-27 | Schlafhorst & Co W | Be- und Entladestation zum Be- und Entladen von Caddy's, auf deren Aufsteckdorne Textilspulen oder Textilspulenhülsen aufgesetzt sind |
| IT201800007651A1 (it) * | 2018-07-31 | 2020-01-31 | Savio Macch Tessili Spa | Apparato tessile comprendente almeno un’unità di filatura, almeno un’unità di roccatura e almeno un vassoio per il contenimento di spole e tubetti e relativo metodo di gestione di un apparato tessile |
| EP3604647A1 (de) * | 2018-07-31 | 2020-02-05 | Savio Macchine Tessili S.p.A. | Textilvorrichtung mit mindestens einer spinneinheit, mindestens einer spuleinheit und mindestens einem träger zur aufnahme von spulen und hülsen sowie ein entsprechendes verfahren zum betreiben einer textilvorrichtung |
| CN110777457A (zh) * | 2018-07-31 | 2020-02-11 | 塞维欧纺织机械股份公司 | 纺织设备以及操作纺织设备的方法 |
| DE102018133192A1 (de) | 2018-12-20 | 2020-06-25 | Saurer Spinning Solutions Gmbh & Co. Kg | Verbundsystem mit mindestens zwei Zuführungsaggregaten und mindestens eine Spulmaschine |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0344507B1 (de) | 1995-10-18 |
| EP0344507A1 (de) | 1989-12-06 |
| ES2081290T3 (es) | 1996-03-01 |
| US5078565A (en) | 1992-01-07 |
| JPH0228481A (ja) | 1990-01-30 |
| DE58909468D1 (de) | 1995-11-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE4018088A1 (de) | Verfahren und vorrichtung zur automatisierung des garnherstellungsvorgangs, besonders in spinnereien mit rotorspinnmaschinen | |
| EP0344507B1 (de) | Transportsystem zwischen Textilmaschinen, insb. zwischen Ringspinn- und Spulmaschinen | |
| EP2141104B1 (de) | Spinnkops- und Hülsentransportsystem | |
| DE3706871C2 (de) | Vorrichtung zum Abnehmen von Kreuzspulen oder dgl. | |
| DE3609071C2 (de) | ||
| DE4338552C2 (de) | Kreuzspulen herstellende Textilmaschine mit einer Vielzahl von in Reihe angeordneten Spulstellen | |
| EP0457361B1 (de) | Vorrichtung zum Wechseln von Vorgarnspulen an einer Ringspinnmaschine. | |
| CH681887A5 (de) | ||
| DE3407804C2 (de) | ||
| EP0852559B1 (de) | Vorrichtung und verfahren zum formatieren von glasbehältern zu einer palettenlage | |
| DE3435951A1 (de) | Textilmaschine zum herstellen von kreuzspulen | |
| DE3607423A1 (de) | Anlage zum foerdern von stabfoermigen gegenstaenden | |
| DE4033184C2 (de) | Umlaufregallager-System | |
| DE3337348A1 (de) | Kopsliefervorrichtung fuer eine automatische wickelmaschine | |
| DE3432184A1 (de) | Spulenlieferanlage | |
| DE4028160A1 (de) | Verfahren und vorrichtung zum zufuehren von leeren spinnhuelsen | |
| EP0479017B1 (de) | Flexibles Transportsystem für den gruppenweisen Transport von auf Trays aufgesetzten Spulen und Spulenhülsen | |
| EP0379600B1 (de) | Doppelseitige Textilmaschine mit einer Mehrzahl von Spulenaggregaten zur Herstellung von Kreuzspulen, insbesondere Doppeldraht-Zwirnmaschinen | |
| DE3606612A1 (de) | Verfahren und vorrichtung zum selbsttaetigen wechseln von auslaufenden vorgarnspulen an einer spinnmaschine | |
| WO1988007019A1 (fr) | Procede et appareil de transfert de bobines | |
| DE4029894A1 (de) | Spulmaschine, die von hand mit ablaufspulen beschickt werden kann | |
| WO2008071346A1 (de) | Spulengatter und betriebsverfahren | |
| DE4303416C2 (de) | Verfahren und Vorrichtung zum Austragen von Fadenspulen aus einer Textilmaschine | |
| DE10240699B4 (de) | Verfahren zum Sortieren von Papierrollen und Rollensortier-Vorrichtung | |
| DE3942492A1 (de) | Palettiervorrichtung fuer spulen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 344507 Country of ref document: EP |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE ES IT LI |
|
| 17P | Request for examination filed |
Effective date: 19920709 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19941201 |