EP0382011A1 - Fliegender Wechsel der Wickelrolle bei einer Spleissvorrichtung - Google Patents
Fliegender Wechsel der Wickelrolle bei einer Spleissvorrichtung Download PDFInfo
- Publication number
- EP0382011A1 EP0382011A1 EP19900101473 EP90101473A EP0382011A1 EP 0382011 A1 EP0382011 A1 EP 0382011A1 EP 19900101473 EP19900101473 EP 19900101473 EP 90101473 A EP90101473 A EP 90101473A EP 0382011 A1 EP0382011 A1 EP 0382011A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roller
- winding
- drum
- switch
- plastic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000004033 plastic Substances 0.000 claims abstract description 46
- 229920003023 plastic Polymers 0.000 claims abstract description 46
- 238000005520 cutting process Methods 0.000 claims abstract description 23
- 238000004804 winding Methods 0.000 claims description 29
- 239000000853 adhesive Substances 0.000 claims description 20
- 230000001070 adhesive effect Effects 0.000 claims description 20
- 238000004806 packaging method and process Methods 0.000 claims description 11
- 230000008859 change Effects 0.000 claims description 10
- 229910000831 Steel Inorganic materials 0.000 claims description 3
- 239000010959 steel Substances 0.000 claims description 3
- 238000004026 adhesive bonding Methods 0.000 abstract description 3
- 238000003825 pressing Methods 0.000 abstract description 3
- 230000007812 deficiency Effects 0.000 abstract 1
- 238000006073 displacement reaction Methods 0.000 abstract 1
- 238000004519 manufacturing process Methods 0.000 description 12
- 238000007789 sealing Methods 0.000 description 6
- 239000002390 adhesive tape Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000003292 glue Substances 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 235000013336 milk Nutrition 0.000 description 2
- 239000008267 milk Substances 0.000 description 2
- 210000004080 milk Anatomy 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 239000012790 adhesive layer Substances 0.000 description 1
- 238000005352 clarification Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 235000011389 fruit/vegetable juice Nutrition 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000001960 triggered effect Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/18—Attaching, e.g. pasting, the replacement web to the expiring web
- B65H19/1857—Support arrangement of web rolls
- B65H19/1873—Support arrangement of web rolls with two stationary roll supports carrying alternately the replacement and the expiring roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B41/00—Supplying or feeding container-forming sheets or wrapping material
- B65B41/12—Feeding webs from rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/18—Attaching, e.g. pasting, the replacement web to the expiring web
- B65H19/1805—Flying splicing, i.e. the expiring web moving during splicing contact
- B65H19/1826—Flying splicing, i.e. the expiring web moving during splicing contact taking place at a distance from the replacement roll
- B65H19/1836—Flying splicing, i.e. the expiring web moving during splicing contact taking place at a distance from the replacement roll the replacement web being accelerated or running prior to splicing contact
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/461—Processing webs in splicing process
- B65H2301/4615—Processing webs in splicing process after splicing
- B65H2301/4617—Processing webs in splicing process after splicing cutting webs in splicing process
- B65H2301/46172—Processing webs in splicing process after splicing cutting webs in splicing process cutting expiring web only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/463—Splicing splicing means, i.e. means by which a web end is bound to another web end
- B65H2301/4631—Adhesive tape
Definitions
- the invention relates to a device for the flying change of a first drum with a roll of plastic tape to a second drum with a roll of the same plastic tape, in which in addition to the two drums, a cutting and gluing device and control means for actuating the various drives are provided.
- the object of the invention is therefore to design a device for the flying change of a first drum with a roll of plastic tape to a second drum, so that the waste of packs in the pack manufacturing machine is reduced, although the manufacturing machine continues continuously during the drum change or roll change becomes.
- a cutting and gluing device and control means for actuating the various drives are provided in that deflection, guide and pressure rollers are arranged symmetrically to a center line are which are perpendicular to Connection line of the axes of the two windings runs that one pressure roller is adjustable relative to the other and that the adjustment drive for this can be controlled by a switch which is actuated as a function of the position of a winding scanning roller.
- the changeover device thus works from a first drum with a first reel to a second drum with a second reel, which are arranged at a distance from one another, a center line being intended perpendicular to the connecting line between the reel axes, which are identical to the reel axes, with respect to which some parts of the device are arranged symmetrically, for example deflection rollers, guide rollers and pressure rollers. While it is known per se to guide tapes, such as the plastic tape processed here, over deflection and guide rollers, according to the invention a pressure roller is also provided symmetrically to the other side, the roller opposite the adjusted pressure roller always serving as a counter roller.
- the two plastic tapes are pressed on a control command, which is given in a manner to be described just at the moment when the first winding has almost ended and the beginning of the second winding is threaded over that of the two pressure rollers, over which not exactly the tape runs off the work roll, namely the first roll that has just ended.
- the second, full roll which represents the replacement roll, so to speak
- a piece over a length of, for example, 1 to 8 cm, preferably 2 to 6 and particularly preferably 4 cm, an adhesive layer on both flat tops carrying adhesive tape is applied. So if you look at the tape running from the work roll, which is gradually approaching its end of supply, during operation, you can see how this tape over one of the two pressure rollers, which is preferably driven, without contacting the other, second, non-driven, stationary drive roller runs. Between the facing surface points of the two drives roll is generally a distance during operation, preferably from 3 to 10 mm, particularly preferably from 6mm. The start of the tape of the replacement reel begins on the opposite second drive roller and lies, so to speak, ready for use on this second drive roller.
- the above-mentioned winding scanning roller scans, as its name suggests, the winding around the circumference and thus changes its position in the course of operation until the above-mentioned switch is actuated when the first winding has almost ended, which, among other things, acts on the adjustment drive for the pressure roller .
- the stationary pressure roller with the adhesive tape is pressed onto the opposite, rotating pressure roller, so that the beginning of the tape of the replacement roll is glued to the end of the tape of the work roll.
- the adhesive device with the pressure rollers also has a cutting device in such a way that, at the moment of pressing on the replacement pressure roller on the working side, the continuous tape is at a short distance from the tape point which is just touching between the two Pressure rollers is located, is cut against the transport direction of the belt.
- This distance between the mentioned point between the pressure rollers on the one hand and the cutting point in the direction opposite to the running direction of the belt on the other hand is 2 to 15 cm, preferably 30 to 100 mm and particularly preferably 70 mm.
- this pulse triggered by the switch also commands the packaging machine, e.g. eject a certain group of packs as rejects because it can be assumed that the adhesive strip is in this group of packs.
- the packaging machine e.g. eject a certain group of packs as rejects because it can be assumed that the adhesive strip is in this group of packs.
- the packaging machine e.g. eject a certain group of packs as rejects because it can be assumed that the adhesive strip is in this group of packs.
- the packaging machine e.g. eject a certain group of packs as rejects because it can be assumed that the adhesive strip is in this group of packs.
- the packaging machine e.g. eject a certain group of packs as rejects because it can be assumed that the adhesive strip is in this group of packs.
- the group of packs which are ejected as rejects can be exactly determined in the running production line because the Production speed is specified and thus the distance between the adhesive piece arriving with the plastic tape to the pack, to which the plastic tape is applied with this adhesive piece, is precisely determined.
- the pack-making machine can therefore continue to run, continuously feed an edge protection strip made of plastic, even though a first storage drum with a plastic band runs empty after a long period of operation and is replaced by a second replacement drum.
- the winding scanning roller which can be guided along the circumference of the winding, is rotatably attached to a scanning arm arranged symmetrically to the center line with respect to another scanning arm, and the respective scanning arm is attached to an articulated block which can be pivoted about an axis parallel to the winding axis and carries a switch pan for operating the switch.
- the machine can be particularly robust and reliable in this way because a scanning arm with roller and control is provided for each drum on the respective side of the center line mentioned. The control is carried out by the angular position of the scanning arm, which, for example, is horizontal at the start when the winding is full and an angle of e.g. Has passed through 45 ° until the end position is reached.
- the hinge block has thus also pivoted about 45 ° about the axis, so that the switching pan carried by it comes into the area of the switch after actuation of the elbow and actuates it. It is particularly advantageous if the switching socket is adjustable relative to the joint block, because in this way an adjustment to the individual drum sizes can be carried out.
- the hub of the drums, the axis of the joint blocks, the switch and the adhesive device are attached to a main plate.
- these parts are arranged symmetrically to the center line mentioned and are therefore always present in pairs.
- an arrangement is provided on a main plate, which results in a good manufacturing possibility and also better handling; in particular if, according to the invention, the main plate can be pivoted relative to the packaging machine. If the staff wishes to carry out maintenance or repair during operation or even during downtimes, then the main plate can be swiveled up easily from the frame of the machine without dismantling the device for the flying change according to the invention, and the parts installed behind this plate are immediately accessible.
- At least one deflection roller is designed as a dancer roller.
- the transverse sealing through the hose in the packaging production machine results in an intermittent operation, which has the consequence that the plastic band is also intermittently drawn from the supply into the production machine.
- the dancer role can be used according to the invention to balance between continuous and intermittent.
- a brake designed as a V-shaped steel bracket is connected to the arm of the dancer roll and can be brought into engagement with a side plate of the drum.
- a V-shaped brake is not only easy and inexpensive to manufacture, but it can also be easily.
- angled double arm are attached at one end, while the dancer roll is rotatably arranged at the opposite end of the double arm, while a rotating bracket is in the middle where the two levers come together.
- the V-bracket follows the movement of the dancer roll in the manner described above.
- This design and arrangement of the brake is advantageous because the side plate of the drum does not change during operation. The diameter of the disc remains the same despite the rotation of the drum and despite the reduction in the number of wraps on the drum. With one and the same position of the dancer roll and thus also the brake, the braking effect on the drum always remains the same.
- a cut-off protection is fitted behind the adhesive device. So if for any reason the tensile stress in the plastic belt drops too much on the outlet side, this fuse switches off the belt drive in question, so that malfunctions are advantageously avoided.
- This switch-off protection can be designed according to the invention in a particularly advantageous manner so that a roller provided with a certain weight is arranged between two deflection rollers in such a way that this roller is carried by the continuous plastic belt. If the tension in the plastic belt drops very sharply or the belt even tears, then this roller falls down and actuates a switch to interrupt a drive circuit.
- This switch and also the switch mentioned above can be microswitches, preferably proximity switches.
- An approximation can be provided or canceled via a switching flag, as a result of which one or the other switching state of the switch is reached. If the mentioned roller can be rotated about an axis via a pivotable arm, then its path of rotation is a circle.
- the switching flag connected to this roller as a switch-off safeguard can, according to the invention, also be embodied in an arc shape in such a way that a switching flag with a partial cylinder surface is provided, which is used for switching on device or switching off the proximity switch concerned.
- the roller can dance during operation with a certain amplitude on the plastic tape running under the roller and with it the elongated switching flag in the direction of movement, so that the proximity switch really only switches off when the roller acting as a switch-off protection has passed through a larger amplitude.
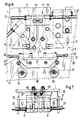
- FIG. 1 On a main plate 1 with its center line m, the hub 2 of a first drum (not shown) with the first winding 3 is symmetrical on the left and the differently designed hub 2 'of the second winding 3' is symmetrical on the right. by means of the axes 4, 4 'arranged, which protrude perpendicularly from the plane of the paper and thus also perpendicularly from the main plate 1.
- the dashed line v connects the axes 4 and 4 'of the winding 3 and 3' and is the connecting line.
- the distance between the axes 4 and 4 'from each other is so large that even between the full coils 3 and 3' enough space for a total of 5 adhesive device in the area approximately below the connecting line v and for a control means generally designated 6 in the area above the connecting line v remains.
- the adhesive device 5 is shown in more detail in Figures 2 and 3 and consists of the pressure rollers 7, 7 ', the guide rollers 8, 8' and the cutting devices 9, 9 '.
- the control means 6 shown in more detail in FIGS. 6 and 7 essentially has the microswitches 10, 10 ', the articulated blocks 11, 11' and the switching pans 12, 12 'attached to them.
- the plastic tapes 13, 13 ' are indicated, of which the first plastic tape 13 is moved in the direction of travel 14 from the side just designated in Figure 1 as the work wrap 3, while the second plastic tape 13' is shown in the threaded position, however 1 comes from the replacement winding 3 '.
- the plastic strip 13 is pulled off the first left winding 3 around the first deflection roller 15, which is designed and supported as a dancer roller, first led downwards and then upwards again, held by a second deflection roller 16 and downwards on the cutting device 9 past through the guide roller 8 and past the driven pressure roller 7 into the generally designated 17 cut-off protection.
- the latter is shown more clearly in FIGS. 4 and 5 on an enlarged scale.
- the plastic band 13 first wraps around the deflection roller 18, passes under the switching roller 19, wraps around the further deflection roller 20 from top to bottom, then the deflection roller 21, which can be rotated on an arm 23 which can be pivoted about the axis 22 (dancer roller) and then runs in the direction of travel 14 obliquely upwards to the two deflecting rollers 24 and 25.
- the second plastic belt 13 'initially held in the waiting position runs in an analogous manner from the winding 3', loops around the deflection roller 15 'designed as a dancer roller, then the deflection roller 16' and then runs symmetrically to the belt 13 with respect to the center line m on the cutting device 9 ' over the guide roller 8 'to adhere to the pressure roller 7' held at a distance from the pressure roller 7 '.
- the circumference of the respective roll 3 is scanned by a roll scanning roller 26 on one or 26 'on the opposite side.
- the winding scanning roller 26 is rotatably attached to a scanning arm 27 or 27 ', which is connected via clamping and screwing to the mentioned joint block 11 or 11'.
- the scanning arm 27 (27 ′) is shown in the extended position and also in a further position shown partly in broken lines, with the broken position of the scanning arm 27 on the left side of FIG. 1 being a larger angle of e.g. 45 ° has passed through as the right scanning arm 27 ', which has reached an angle of only about 25 to 30 ° with respect to the horizontal position, which is shown in dashed lines on the right side, to reach the position which is shown with solid lines.
- From Figure 1 also shows the adjustment drive in the form of the two pneumatic short-stroke cylinders 31, 31 ', which are attached to angles 32, 32' attached to the main plate 1 and control movable levers 33, 33 ', actuate and in the longitudinal direction of these levers 33, 33 'move, at the ends of the cylinders 31, 31' opposite the pressure rollers 7, 7 'are rotatably arranged.
- the deflection roller 15 designed as a dancer roller (only the left side is described), which is rotatably attached to a lever 35, to which a second lever 36 is in turn firmly connected at an angle, both of which thus consist of one Consist of pieces and at their inner end about the common axis 37 are pivotable in both directions.
- the brake 38 are attached, which is designed as a V-shaped steel bracket.
- the deflection roller 15 at the end of the first lever 35 can run against a Z-shaped bracket 40 according to the illustration in FIG. 1, which ensures that the lever 35 about the pivot point 37 are not rotated further in the counterclockwise direction but are locked in the position shown in FIG. 1.
- the respective lower leg of the V-shaped brake 38 runs against the disc, not shown, next to the winding 3 and is in continuous engagement with the circumference thereof to a greater or lesser extent.
- the brake 38 is shown as if it were tangential to the circumference of the winding 3. In fact, it is not in engagement with the winding 3 but with the disc of the drum. The same naturally also applies to the other brake 38 '.
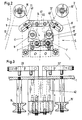
- FIG. 2 shows the adhesive device, designated overall by 5, in the front view and in FIG. 3 in the top view on a larger scale for clarification.
- the cutting blade 40 or right 40 ′
- the holder 41, 41 ′ for the cutting device 9, 9 ′ which is provided behind the upper deflection roller 16. that with the movement of the pressure roller 7 'from the position shown in solid lines in Figure 2 to the left pressed, shown in broken lines position the cutting device 9 also comes into operation.
- Corresponding block units 42 ensure the suitable attachment of the rollers 7, 8 and the like.
- the cut-off protection 17 is shown in FIGS. 4 and 5.
- the switching roller 19 is rotatably supported on an arm 45 about the axis 46, regardless of the bearing of the deflection roller 18, which has the same axis of rotation 46.
- the switching flag 47 is attached in the shape of a partial cylinder, which comes into functional engagement with the proximity switch 48 and thereby triggers its switching function. Should the band 13 shown in FIG. 4 tear, then the switching roller 19 with the switching flag 47 falls down in the direction of the arrow 49, the switching flag 47 moves away from the effective range of the proximity switch 48, which consequently opens the drive circuit and switches off the drives.
- the control means 6 is shown in Figures 6 and 7, here the bracket 50 for the proximity switches 10, 10 'with their cables 51, 51', which are guided through the holes 52, 52 'in the main plate 1 behind them with 1 in comparison to the illustration in FIG. 1 is provided in order to be able to arrange a weight flap 54 here, which is guided in the deflection roller 16 and is intended to prevent the plastic band (not shown in FIG. 6) from falling out due to movements, wind or the like.
- pivot blocks 11, 11 ' are pivotable about the axes 55, 55', the horizontal position of the spacer arms 27, 27 'being desired for changing the drums and being fixable by a spring-loaded ball lock, as indicated in FIG. 7 by 56, 56'.
- the device according to the invention works so that, starting from the state of Figure 1, the plastic tape 13 in the manner described and shown above in the running direction 14 through the distance between the pressure rollers 7 and 7 'in contact with the left pressure roller 7.
- the switching flag 10 has reached the position shown in FIG. 1 on the left with dashed lines and has actuated the proximity switch 10 so that it is one outputs electrical impulse.
- This pulse controls the pneumatic short-stroke cylinder 31 ', so that the pressure roller 7' with the beginning of the tape with adhesive strips 60, as shown in FIG. 2 on the right with a thick line, presses on the opposite continuous belt 13.
- the electrical pulse also triggers the cutting of the tape 13 by the left-hand cutting device 9, so that only one tape length of the first plastic tape 13 is continued between two locations together with the new tape 13 '.
- These two points are on the one hand the point of contact between the two pressure rollers 7, 7 'in the state of compression and on the other hand the point of engagement of the knife 40 of the cutting device 9 when cutting the tape 13th
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Replacement Of Web Rolls (AREA)
- Ink Jet (AREA)
- Toys (AREA)
- Processes Specially Adapted For Manufacturing Cables (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Insulating Of Coils (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
Abstract
Description
- Deutsche Patentanmeldung P 29 03 792.4 vom 09. Februar 1989
- Die Erfindung betrifft eine Vorrichtung für den fliegenden Wechsel einer ersten Trommel mit einer Wickel aus Kunststoffband auf eine zweite Trommel mit einer Wickel des gleichen Kunststoffbandes, bei welcher neben den beiden Trommeln eine Schneide- und Klebeeinrichtung sowie Steuermittel zur Betätigung der verschiedenen Antriebe vorgesehen sind.
- Der Einsatz der hier beschriebenen Vorrichtung ist für Herstellungsmaschinen von Fließmittelpackungen aus beidseitig mit Kunststoff flüssigkeitsdicht beschichtetem Papiermaterial gedacht. Bei der Distribution von Milch und Säften sind parallelepipedische Packungen aus diesem Material bekannt. Viele Packungsarten sind zur Bewältigung der Probleme in Verbindung mit der Massenherstellung aus einem Schlauch gebildet, aus dem durch Querversiegelung die einzelnen Packungen hergestellt werden. Jede dieser bekannten Packungen hat unter anderem eine Längssiegelnaht, die z.B. durch Überlappen der einen Kante der schlauchförmig geformten Bahn über die andere Endkante und Versiegeln im Überlappungsbereich gebildet wird.
- Der Fachmann weiß, daß gerade im Bereich einer Siegelnaht, welche durch Überlappung der Endränder gebildet ist, eine Schnittkante der Bahn im Inneren der Packung zu liegen kommt. Durch das Schneiden entsteht eine von Kunststoff unbedeckte Kante, in welche Flüssigkeit eindringen und die Packung an dieser Stelle zerstören könnte. Es ist daher bereits auch bekannt, einen Abdeckstreifen über diese kunststofffreie Kante im laufenden Betrieb der Packung kontinuierlich aufzulegen. Das Material eines solchen bekannten Kunststoffstreifens bzw. -bandes ist beispielsweise Polyethylen. Es hat sich in der Praxis als günstig erwiesen, diesen Polyethylenstreifen etwa 6 mm breit zu machen und in dieser Form als Kantenschutz auf die Siegelnaht zu schweißen.
- Der Fachmann steht also vor dem Problem, für den kontinuierlichen Herstellungsprozeß der Packung ein Kunststoffband - z.B. in der Breite von 6 mm - kontinuierlich der Packungsherstellungsmaschine zuzuführen. Dabei ist es selbstverständlich bekannt, derartige Kunststoffbänder separat herzustellen und auf die Nabe von Trommeln zu einer größeren Menge aufzuwickeln und in dieser Form zu lagern. Die jeweilige Trommel wird in eine Apparatur vor die Packungsherstellungsmaschine gesetzt, der Anfang des Kunststoffbandes wird von der Wickel genommen, in die Herstellungsmaschine eingeführt, und dann kann der Betrieb beginnen.
- Problematisch wurde es aber stets dann, wenn eine erste Wickel weitgehend verbraucht und damit die erste Trommel leer wurde, weil eine verhältnismäßig lange Strecke und eine verhältnismäßig große Menge von Verpackungen im kontinuierlichen Herstellungsbetrieb verging bzw. Packungen hergestellt wurden, wo bis zum Einführen des Anfanges des Kunststoffbandes der zweiten vollen Trommel Packungen ohne Kantensicherung entstanden, weil kein Kunststoffband zugeführt werden konnte. Man hat sich daher überlegt, wie man möglichst schnell von einer ersten Wickel Kunststoffband auf eine zweite Wickel des gleichen Kunststoffbandes umschalten kann.
- Aufgabe der Erfindung ist daher die Ausgestaltung einer Vorrichtung für den fliegenden Wechsel einer ersten Trommel mit einer Wickel aus Kunststoffband auf eine zweite Trommel, so daß der Abfall an Packungen in der Packungsherstellungsmaschine geringer wird, wenngleich die Herstellungsmaschine kontinuierlich auch während des Trommelwechsels bzw. Wickelwechsels weitergeführt wird.
- Diese Aufgabe wird bei einer Vorrichtung der eingangs beschriebenen Art, bei welcher neben den beiden Trommeln eine Schneide- und eine Klebeeinrichtung sowie Steuermittel zur Betätigung der verschiedenen Antriebe vorgesehen sind, dadurch gelöst, daß Umlenk-, Führungs- und Andrückrollen symmetrisch zu einer Mittellinie einstellbar angeordnet sind, welche senkrecht zur Verbindungslinie der Achsen der beiden Wickel verläuft, daß jeweils eine Andrückrolle relativ zur anderen verstellbar ist und daß der Verstellantrieb hierfür von einem Schalter steuerbar ist, der in Abhängigkeit von der Position einer Wickelabtastrolle betätigt wird. Die erfindungsgemäße Umwechselvorrichtung arbeitet also von einer ersten Trommel mit einer ersten Wickel auf eine zweite Trommel mit einer zweiten Wickel, die im Abstand voneinander angeordnet sind, wobei senkrecht zu der Verbindungslinie zwischen den Trommelachsen, die gleich den Wickelachsen sind, eine Mittellinie gedacht vorgesehen ist, bezüglich der einige Vorrichtungsteile symmetrisch angeordnet sind, z.B. Umlenkrollen, Führungsrollen und Andrückrollen. Während es an sich bekannt ist, Bänder, wie z.B. das hier verarbeitete Kunststoffband, über Umlenk- und Führungsrollen zu leiten, wird erfindungsgemäß außerdem symmetrisch zur jeweils anderen Seite jeweils eine Andrückrolle vorgesehen, wobei immer die jeweils der verstellten Andrückrolle gegenüberliegende Rolle als Gegenrolle dient. Angedrückt werden die beiden Kunststoffbänder auf einen Steuerbefehl, der in noch zu beschreibender Weise gerade in demjenigen Augenblick gegeben wird, in dem die erste Wickel fast zuende gelaufen ist und der Anfang der zweiten Wickel über diejenige der beiden Andrückrollen eingefädelt gelegt ist, über welche nicht gerade das Band von der Arbeitswickel, nämlich der gerade zuende gelaufenen ersten Wickel, abläuft.
- Erfindungsgemäß wird auch vorgesehen, daß am Anfang der zweiten, vollen Wickel, die sozusagen die Ersatzwickel darstellt, ein Stück weit über eine Länge von z.B. 1 bis 8 cm, vorzugsweise 2 bis 6 und besonders bevorzugt 4 cm, ein auf beiden flachen Oberseiten eine Klebeschicht tragender Klebstreifen aufgelegt ist. Betrachtet man also im laufenden Betrieb das von der Arbeitswickel, die sich allmählich ihrem Vorratsende nähert, ablaufende Band, dann sieht man, wie dieses Band über eine der beiden Andrückrollen, die vorzugsweise angetrieben ist, ohne Berührung mit der anderen, zweiten, nicht angetriebenen, stillstehenden Antriebsrolle verläuft. Zwischen den einander zugewandten Oberflächenstellen der beiden Antriebs rollen befindet sich im laufenden Betrieb im allgemeinen ein Abstand, vorzugsweise von 3 bis 10 mm, besonders bevorzugt von 6mm. An der gegenüberliegenden zweiten Antriebsrolle beginnt der Anfang des Bandes der Ersatzwickel und liegt sozusagen einsatzfertig auf dieser zweiten Antriebsrolle.
- Die vorstehend erwähnte erfindungsgemäße Wickelabtastrolle tastet, wie ihr Name sagt, die Wickel am Umfang ab und verändert damit ihre Position im Laufe des Betriebes, bis hierdurch bei fast zuende gelaufener erster Wickel der erwähnte Schalter angesteuert wird, der unter anderem den Verstellantrieb für die Andrückrolle beaufschlagt. Im Augenblick des Steuerimpulses wird also die stillstehende Andrückrolle mit dem anhaftenden Klebstreifen auf die gegenüberliegende, sich drehende Andrückrolle gedrückt, so daß der Anfang des Bandes der Ersatzwickel mit dem Ende des Bandes der Arbeitswickel verklebt wird.
- Man erkennt den großen Vorteil, daß wie bei einem fliegenden Wechsel das Kunststoffband über diese Klebstelle kontinuierlich weiterlaufen kann, denn die erste Wickel ist nun leer, so daß die fortlaufende Speisung des weiteren Kunststoffbandes von der Ersatzwickel kommt, die nunmehr die Arbeitswickel wird.
- Besonders günstig ist es hierbei, wenn erfindungsgemäß die Klebeeinrichtung mit den Andrückrollen auch eine Schneideeinrichtung derart aufweist, daß im Augenblick des Andrückens der ersatzseitigen zweiten Andrückrolle auf der Arbeitsseite das durchlaufende Band in einem kurzen Abstand von derjenigen Bandstelle, die sich gerade zwischen den sich soeben berührenden Andrückrollen befindet, entgegen Transportrichtung des Bandes durchgeschnitten wird. Dieser Abstand zwischen der genannten Stelle zwischen den Andrückrollen einerseits und der Schneidstelle in Richtung entgegen der Laufrichtung des Bandes andererseitsbeträgt 2 bis 15 cm, vorzugsweise 30 bis 100 mm und besonders bevorzugt 70 mm.
- Mit Vorteil erreicht man durch diese Anordnung der Schneideinrichtung bezüglich der Klebeinrichtung, mit anderen Worten der Schneideingriffstelle zum Andrückrollenspalt, daß in Laufrichtung des Bandes hinter der Klebstelle mit dem z.B. 3 cm langen Klebeband nur noch etwa 2 bis 5 cm altes Kunststoffband von der ersten, gerade leerlaufenden Arbeitswickel zusammen mit dem Anfang der neuen zweiten Wickel einläuft. In diesem sogenannten Klebebereich und nur in diesem verlaufen die beiden Kunststoffbänder aufeinanderliegend. Der Klebebereich kann durch eine entsprechende Anordnung der Schneideeinrichtung bezüglich der Klebeeinrichtung sehr kurz ausgestaltet werden. Das hat mit Vorteil zur Folge, daß trotz des fliegenden Wechsels von der ersten Wickel auf die zweite Wickel praktisch nur so wenig "Kantenschutzband" zu Ausschuß in der Pakkungsherstellungsmaschine führt, daß nur eine bis zwei Pakkungen letztendlich mit einem doppelten, die Dichtigkeit gefährdenden Bandklebestück versehen sind.
- Es ist daher besonders vorteilhaft, wenn der Impuls zur Auslösung des Verstellantriebes für die Andrückrollen gleichzeitig auch die Tätigkeit der Schneideinrichtung in Gang setzt.
- Weiterhin ist es besonders günstig, wenn erfindungsgemäß dieser vom Schalter ausgelöste Impuls auch der Packungsherstellungsmaschine den Befehl gibt, z.B. eine bestimmte Gruppe von Packungen als Ausschuß auszuwerfen, weil anzunehmen ist, daß sich der Klebestreifen in dieser Gruppe der Packungen befindet. In der Praxis hat sich gezeigt, daß man hier an sich mit dem Auswerfen einer einzigen Packung auskommt. Aus Sicherheits- und Dichtigkeitsgründen wirft man aber bevorzugt drei bis vier Packungen aus, weil man dann für den laufenden Betrieb einer Milchverpackungsanlage garantieren kann, daß die Klebestelle sich im Ausschuß befindet.
- Es braucht hier nicht besonders beschrieben zu werden, daß in einer für den Fachmann an sich bekannten Weise die Gruppe von Packungen, die als Ausschuß ausgeworfen wird, in der laufenden Produktionslinie exakt bestimmt werden kann, weil die Produktionsgeschwindigkeit vorgegeben ist und damit der Abstand zwischen dem mit dem Kunststoffband einlaufenden Klebestück zur Packung, an welchem das Kunststoffband mit diesem Klebestück appliziert wird, genau festliegt.
- Die Packungsherstellungsmaschine kann also kontinuierlich weiterlaufen, einen Kantenschutzstreifen aus Kunststoff kontinuierlich zuführen, wenngleich eine erste Vorratstrommel mit Kunststoffband nach längerem Betrieb leerläuft und durch eine zweite Ersatztrommel ersetzt wird.
- Bei vorteilhafter weiterer Ausgestaltung der Erfindung ist die längs des Umfanges der Wickel führbare Wickelabtastrolle drehbar an einem symmetrisch zur Mittellinie bezüglich eines jeweils anderen Abtastarmes angeordneten Abtastarm befestigt, und der jeweilige Abtastarm ist an einem Gelenkklotz angebracht, welcher um eine Achse parallel zur Wickelachse schwenkbar ist und eine Schaltpfanne zur Betätigung des Schalters trägt. Die Maschine kann auf diese Weise besonders robust und zuverlässig aufgebaut sein, weil für jede Trommel auf der jeweiligen Seite der genannten Mittellinie ein Abtastarm mit Rolle und Steuerung vorgesehen ist. Die Steuerung erfolgt durch die Winkelposition des Abtastarmes, die beispielsweise zu Beginn bei voller Wickel horizontal ist und einen Winkel von z.B. 45° durchlaufen hat, bis die Endposition erreicht ist. Durch den erfindungsgemäßen Aufbau hat sich damit der Gelenkklotz um die Achse ebenfalls um 45° verschwenkt, so daß die von ihm mitgenommene Schaltpfanne nach Durchlauf des Winkelbogens in den Bereich des Schalters kommt und diesen betätigt. Dabei ist es besonders vorteilhaft, wenn die Schaltpfanne gegenüber dem Gelenkklotz verstellbar ist, weil man auf diese Weise eine Justierung auf die einzelnen Trommelgrößen vornehmen kann.
- Besonders vorteilhaft ist es gemäß der Erfindung ferner, wenn die Nabe der Trommeln, die Achse der Gelenkklötze, der Schalter und die Klebeeinrichtung an einer Hauptplatte angebracht sind. Obgleich diese Teile symmetrisch zur genannten Mittellinie angeordnet und damit jeweils paarweise vorhanden sind, ist erfindungsgemäß eine Anordnung auf einer Hauptplatte vorgesehen, wodurch sich eine gute Herstellungsmöglichkeit und auch eine bessere Handhabung ergibt; insbesondere dann, wenn erfindungsgemäß die Hauptplatte gegenüber der Packungsherstellungsmaschine schwenkbar ist. Wünscht das Personal im Laufe des Betriebes oder auch in Stillstandzeiten eine Wartung oder Reparatur durchzuführen, dann kann ohne Demontage der Vorrichtung für den fliegenden Wechsel gemäß der Erfindung in einfacher Weise die Hauptplatte vom Rahmen der Maschine hochgeschwenkt werden, und die hinter dieser Platte eingebauten Teile sind sogleich zugänglich. _
- Es ist zweckmäßig, wenn erfindungsgemäß wenigstens eine Umlenkrolle als Tänzerrolle ausgebildet ist. Durch die Querversiegelung durch den Schlauch in der Packungsherstellungsmaschine entsteht ein intermittierender Betrieb, der zur Folge hat, daß auch das Kunststoffband intermittierend vom Vorrat in die Herstellungsmaschine eingezogen wird. Durch die Tänzerrolle kann erfindungsgemäß ein Ausgleich zwischen kontinuierlich und intermittierend vorgenommen werden.
- Mit dieser oder auch einer zusätzlichen Tänzerrolle anderer Art kann man auch für die kontinuierliche Aufrechterhaltung einer mit mäßiger Spannung geführten Bahn des Kunststoffbandes sorgen, wenn man die Tänzerrolle mit einer Bremse kombiniert in solcher Weise, daß beim Strammziehen des Kunststoffbandes, d. h. bei Zunahme der Spannung im ablaufenden Band, die Bremse etwas gelockert wird. Dies wird erfindungsgemäß dadurch erreicht, daß die Tänzerrolle und die Bremse über eine einstückige Halterung miteinander verbunden sind, die ihrerseits um kleinere Winkel schwenkbar ist.
- Bei vorteilhafter weiterer Ausgestaltung der Erfindung ist eine als V-förmig gebogener Stahlbügel ausgebildete Bremse mit dem Arm der Tänzerrolle verbunden und ist mit einer Seitenscheibe der Trommel in Eingriff bringbar. Eine solche als V-Bügel ausgestaltete Bremse ist nicht nur leicht und preiswert herstellbar, sondern sie kann auch einfach an einem abge winkelten Doppelarm an einem Ende angebracht werden, während die Tänzerrolle am gegenüberliegenden Ende des Doppelarmes drehbar angeordnet ist, während eine Drehhalterung sich in der Mitte befindet, wo die beiden Hebel zusammenkommen. Auf diese Art folgt der V-Bügel in der oben beschriebenen Weise der Bewegung der Tänzerrolle. Diese Ausgestaltung und Anordnung der Bremse ist deshalb vorteilhaft, weil sich die Seitenscheibe der Trommel im Laufe des Betriebes nicht ändert. Der Durchmesser der Scheibe bleibt trotz Drehung der Trommel und trotz Verringerung der Wickel auf der Trommel der gleiche. Bei ein und derselben Position der Tänzerrolle und damit auch der Bremse bleibt also die Bremswirkung auf die Trommel immer dieselbe.
- Günstig ist es gemäß der Erfindung ferner, wenn in Laufrichtung des Kunststoffbandes gesehen hinter der Klebeeinrichtung eine Abschaltsicherung angebracht ist. Wenn also aus einem beliebigen Grund die Zugspannung im Kunststoffband ablaufseitig zu stark absinkt, dann schaltet diese Sicherung den betreffenden Bandantrieb ab, so daß mit Vorteil Betriebsstörungen vermieden werden. Diese Abschaltsicherung kann man erfindungsgemäß in besonders vorteilhafter Weise so ausgestalten, daß man eine mit einem gewissen Gewicht versehene Laufrolle so zwischen zwei Umlenkrollen anordnet, daß diese Laufrolle vom durchlaufenden Kunststoffband getragen wird. Sinkt die Zugspannung im Kunststoffband sehr stark ab oder reißt gar das Band, dann fällt diese Laufrolle herunter und betätigt hierbei einen Schalter zur Unterbrechung eines Antriebsschaltkreises. Dieser Schalter und auch der oben erwähnte Schalter können Mikroschalter, vorzugsweise Annäherungsschalter sein. Über eine Schaltfahne kann eine Annäherung vorgesehen oder aufgehoben werden, wodurch der eine oder der andere Schaltzustand des Schalters erreicht ist. Wenn sich die erwähnte Laufrolle über einen schwenkbaren Arm um eine Achse drehen läßt, dann ist ihr Drehweg ein Kreis. Die mit dieser Laufrolle als Abschaltsicherung verbundene Schaltfahne kann man erfindungsgemäß auch bogenförmig so ausbilden, daß eine teilzylindermantelflächige Schaltfahne vorgesehen wird, die für die Anschal tung bzw. Abschaltung des betreffenden Näherungsschalters sorgt. Die Laufrolle kann nämlich im laufenden Betrieb mit gewisser Amplitude auf dem unter der Laufrolle hinweglaufenden Kunststoffband tanzen und mit ihr die in Bewegungsrichtung länglich ausgebildete Schaltfahne, so daß der Näherungsschalter wirklich nur dann ausschaltet, wenn die als Abschaltsicherung wirkende Laufrolle eine größere Amplitude durchlaufen hat.
- Weitere Vorteile, Merkmale und Anwendungsmöglichkeiten der vorliegenden Erfindung ergeben sich aus der folgenden Beschreibung bevorzugter Ausführungsbeispiele in Verbindung mit den Zeichnungen. Es zeigen:
- Figur 1 eine Draufsicht auf die Hauptplatte mit den beiden Wickeln und der gesamten Vorrichtung für den fliegenden Wechsel von der einen Wickel zur anderen,
- Figur 2 eine Einzelansicht der Klebeeinrichtung und Schneideinrichtung in der Draufsicht auf die Hauptplatte wie in Figur 1,
- Figur 3 eine Draufsicht auf die Figur 2 von oben nach unten in Richtung der Ebene der Hauptplatte,
- Figur 4 die Abschaltsicherung in der Draufsicht der Figuren 1 und 2,
- Figur 5 eine Draufsicht auf die Abschaltsicherung, wenn man in Figur 4 von oben nach unten blickt, also wieder in Blickrichtung der Ebene der Hauptplatte,
- Figur 6 eine Einzelansicht der in Figur 1 gezeigten Vorrichtung mit den Gelenkklötzen, den Schaltpfannen und den Mikroschaltern,
- Figur 7 eine Ansicht der in Figur 6 gezeigten Teile, jedoch aus der Blickrichtung, wenn man Figur 6 von oben nach unten betrachtet, also in Richtung der Ebene der Hauptplatte, und
- Figur 8 eine Schnittansicht durch die Hauptplatte etwa längs der Mittellinie m in Figur 1, aber ohne die Abschaltsicherung und ohne die Gelenkklötze.
- Die Gesamtansicht der hier beschriebenen Vorrichtung in der in den Figuren dargestellten bevorzugten Ausführungsform sieht man aus Figur 1. Auf einer Hauptplatte 1 mit ihrer Mittellinie m ist symmetrisch links die Nabe 2 einer ersten nicht dargestellten Trommel mit der ersten Wickel 3 und rechts symmetrisch die anders ausgebildete Nabe 2′ der zweiten Wickel 3′ mittels der Achsen 4, 4′ angeordnet, die senkrecht aus der Papierebene und damit auch senkrecht aus der Hauptplatte 1 herausstehen. Die gestrichelte Linie v verbindet die Achsen 4 und 4′ der Wickel 3 und 3′ und ist die Verbindungslinie. Der Abstand der Achsen 4 und 4′ voneinander ist so groß, daß selbst zwischen den vollen Wickeln 3 und 3′ genügend Platz für eine insgesamt mit 5 bezeichnete Klebeeinrichtung im Bereich etwa unterhalb der Verbindungslinie v und für ein allgemein mit 6 bezeichnetes Steuermittel im Bereich über der Verbindungslinie v bleibt.
- Die Klebeeinrichtung 5 ist näher in den Figuren 2 und 3 gezeigt und besteht aus den Andrückrollen 7, 7′, den Führungsrollen 8, 8′ und den Schneideinrichtungen 9, 9′. Das in den Figuren 6 und 7 näher dargestellte Steuermittel 6 weist im wesentlichen die Mikroschalter 10, 10′, die Gelenkklötze 11, 11′ und die daran befestigten Schaltpfannen 12, 12′ auf.
- Mit gestrichelten Linien sind die Kunststoffbänder 13, 13′ angedeutet, von denen das erste Kunststoffband 13 von der in Figur 1 gerade als Arbeitswickel 3 bezeichneten Seite in Laufrichtung 14 bewegt wird, während das zweite Kunststoffband 13′ zwar in der eingefädelten Position gezeigt ist, jedoch gemäß Figur 1 von der Ersatzwickel 3′ kommt. Man sieht, wie im dargestellten Betrieb das Kunststoffband 13 von der ersten linken Wickel 3 abgezogen um die erste, als Tänzerrolle ausgebildete und gelagerte Umlenkrolle 15 zuerst nach unten und dann wieder nach oben geführt, von einer zweiten Umlenkrolle 16 gehalten und nach unten an der Schneideinrichtung 9 vorbei durch die Führungsrolle 8 und an der angetriebenen Andrückrolle 7 vorbei in die allgemein mit 17 bezeichnete Abschaltsicherung eingeführt wird. Letztere ist deutlicher in den Figuren 4 und 5 in vergrößertem Maßstab herausgezeichnet.
- Im Bereich dieser Abschaltsicherung 17 umschlingt das Kunststoffband 13 zunächst die Umlenkrolle 18, unterläuft die Schaltrolle 19, umschlingt von oben nach unten die weitere Umlenkrolle 20, danach die Umlenkrolle 21, die an einem um die Achse 22 schwenkbaren Arm 23 drehbar ist (Tänzerrolle) und läuft dann in Laufrichtung 14 weiter nach schräg oben zu den beiden Umlenkwalzen 24 und 25.
- Das zunächst auf Warteposition gehaltene zweite Kunststoffband 13′ läuft in analoger Weise von der Wickel 3′ ab, umschlingt die als Tänzerrolle ausgebildete Umlenkrolle 15′, danach die Umlenkrolle 16′ und läuft dann symmetrisch zum Band 13 bezüglich der Mittellinie m an der Schneideinrichtung 9′ vorbei über die Führungsrolle 8′, um an der im Abstand von der Andrückrolle 7 stillgehaltenen Andrückrolle 7′ zu haften.
- Der Umfang der jeweiligen Wickel 3 wird von einer Wickelabtastrolle 26 auf der einen bzw. 26′ auf der gegenüberliegenden Seite abgetastet. Die Wickelabtastrolle 26 ist drehbar an einem Abtastarm 27 bzw. 27′ angebracht, welcher über Klemmung und Verschraubung mit dem erwähnten Gelenkklotz 11 bzw. 11′ verbunden ist. In Figur 1 und teilweise abgebrochen in Figur 6 ist der Abtastarm 27 (27′) in der ausgezogenen und auch in einer weiteren teilweise gestrichelt gezeigten Position dargestellt, wobei auf der linken Seite der Figur 1 die gestrichelte Position des Abtastarmes 27 einen größeren Winkel von z.B. 45° durchlaufen hat als der rechte Abtastarm 27′, der zum Erreichen der Position, die mit ausgezogenen Linien dargestellt ist, einen Winkel von nur etwa 25 bis 30° gegenüber der Horizontalposition durchlaufen hat, die auf der rechten Seite gestrichelt wiedergegeben ist.
- Aus Figur 1 erkennt man auch die Gelenkwinkel 28, 28′ und 29, 29′, die am Maschinenrahmen (28, 28′) bzw. an der Hauptplatte (29, 29′) befestigt sind, so daß sich die Hauptplatte 1 gegenüber dem nicht dargestellten Maschinenrahmen über diese Gelenkwinkel 28, 29 verschwenken kann. Diese Schwenkbewegung kann durch eine nicht dargestellte Gasdruckfeder unterstützt werden, die an der in Figur 1 links mit 30 gezeigten Stelle mit der Hauptplatte 1 verbunden ist.
- Aus Figur 1 geht ferner der Verstellantrieb in Gestalt der beiden pneumatischen Kurzhubzylinder 31, 31′ hervor, die an Winkeln 32, 32′ an der Hauptplatte 1 befestigt gehaltert sind und bewegliche Hebel 33, 33′ ansteuern, betätigen und in Längsrichtung dieser Hebel 33, 33′ bewegen, an deren den Zylindern 31, 31′ gegenüberliegenden Enden jeweils die Andruckrollen 7, 7′ drehbar angeordnet sind. In Figur 3 sieht man, daß sich die beweglichen Hebel 33, 33′ auf der oberen (hinteren) Seite der Hauptplatte 1 befinden, während sich die Andruckrollen 7, 7′ auf der Vorderseite befinden, wo ja auch das Kunststoffband 13, 13′ über die Umlenkrollen 16, 16′ verläuft. Aus Figur 3 erkennt man auch den Abstand a, in welchem das Band 13 bzw. 13′ von der Hauptplatte 1 verläuft. Dieser Abstand liegt bei der Betrachtung der Figur 1 in Blickrichtung auf die Papierebene, d.h. die Umlenkrollen 16, 16′ sind im Abstand a vor der Hauptplatte 1 angeordnet.
- Hierdurch wird Platz für die Anordnung der Einzelteile des allgemein mit 6 bezeichneten Steuermittels geschaffen.
- Aus Figur 1 erkennt man ferner die als Tänzerrolle ausgestaltete Umlenkrolle 15 (es wird nur die linke Seite beschrieben), die drehbar an einem Hebel 35 befestigt ist, mit dem wiederum fest unter einem Winkel ein zweiter Hebel 36 verbunden ist, die beide somit aus einem Stück bestehen und an ihrem inneren Ende um die gemeinsame Achse 37 in beide Richtungen schwenkbar sind. An den äußeren Enden sind also an dem schon beschriebenen Hebel 35 die Umlenkrolle 15 und an dem anderen Hebel 36 die Bremse 38 befestigt, die als V-förmig gebogener Stahlbügel ausgebildet ist.
- Die Umlenkrolle 15 am Ende des ersten Hebels 35, dessen Verlauf im Querschnitt auch in Figur 8 zu erkennen ist, kann gemäß Darstellung der Figur 1 gegen einen Z-förmigen Bügel 40 anlaufen, der dafür sorgt, daß der Hebel 35 um den Schwenkpunkt 37 nicht in Gegenuhrzeigerrichtung weitergedreht werden sondern in der in Figur 1 gezeigten Position arretiert wird. Der jeweilige untere Schenkel der V-förmigen Bremse 38 läuft gegen die nicht dargestellte Scheibe neben der Wickel 3 an und steht mit deren Umfang fortlaufend in mehr oder weniger starkem Eingriff. In Figur 1 ist die Bremse 38 so dargestellt, als würde sie tangential am Umfang der Wickel 3 liegen. Tatsächlich steht sie nicht mit der Wickel 3 sondern mit der Scheibe der Trommel in Eingriff. Das gleiche gilt selbstverständlich auch für die andere Bremse 38′.
- In Figur 2 ist die insgesamt mit 5 bezeichnete Klebevorrichtung in der Vorderansicht und in Figur 3 in der Draufsicht mit größerem Maßstab zur Verdeutlichung herausgezeichnet. In Laufrichtung 14 des Kunststoffbandes 13 erkennt man hinter der oberen Umlenkrolle 16 die Schneidklinge 40 (bzw. rechts 40′) der Schneideinrichtung 9 bzw. 9′ mit der Halterung 41, 41′ für die Schneideinrichtung 9, 9′, die so vorgesehen ist, daß mit der Bewegung der Andrückrolle 7′ aus der in Figur 2 mit ausgezogenen Linien dargestellten Position in die nach links angedrückte, in gestrichelten Linien gezeigte Position zugleich auch die Schneideinrichtung 9 in Tätigkeit tritt. Entsprechende Klotzeinheiten 42 sorgen für die geeignete Anbringung der Rollen 7, 8 und dergleichen.
- Die Abschaltsicherung 17 ist in den Figuren 4 und 5 gezeigt. Die Schaltrolle 19 ist an einem Arm 45 drehbar um die Achse 46 gelagert, und zwar unabhängig von der Lagerung der Umlenkrolle 18, welche die gleiche Drehachse 46 hat. An diesem Arm 45 ist die Schaltfahne 47 in Teilzylindermantelform angebracht, welche mit dem Näherungsschalter 48 in Funktionseingriff tritt und dadurch seine Schaltfunktion auslöst. Sollte nämlich das in Figur 4 gezeigte Band 13 reißen, dann fällt die Schaltrolle 19 mit der Schaltfahne 47 in Richtung des Pfeiles 49 nach unten, die Schaltfahne 47 entfernt sich aus dem Wirkbereich des Annäherungsschalters 48, der mithin den Antriebsschaltkreis öffnet und die Antriebe abschaltet.
- Das Steuermittel 6 ist in den Figuren 6 und 7 dargestellt, wobei hier der Haltewinkel 50 für die Näherungsschalter 10, 10′ mit ihren Kabeln 51, 51′, welche durch die Löcher 52, 52′ in der Hauptplatte 1 hinter diese geführt werden, mit einer Schräge 53 im Vergleich zur Darstellung in Figur 1 versehen ist, um hier eine Gewichtsklappe 54 anordnen zu können, die in der Umlenkrolle 16 geführt wird und das in Figur 6 nicht gezeigte Kunststoffband daran hindern soll, durch Bewegungen, Wind oder dergleichen herauszufallen.
- Um die Achsen 55, 55′ sind die Gelenkklötze 11, 11′ schwenkbar, wobei zum Wechseln der Trommeln die Horizontalposition der Abstandsarme 27, 27′ gewünscht und durch eine federbelastete Kugelarretierung festlegbar ist, wie in Figur 7 mit 56, 56′ angedeutet ist.
- Im Betrieb arbeitet die erfindungsgemäße Vorrichtung so, daß, ausgehend vom Zustand der Figur 1, das Kunststoffband 13 in der oben beschriebenen und gezeigten Weise in Laufrichtung 14 durch den Abstand zwischen den Andrückrollen 7 und 7′ in Berührung mit der linken Andrückrolle 7 verläuft. Wenn der Abtastarm 27 etwa bis auf die Nabe 2 der Trommel bzw. auf die letzten Windungen der ersten Wickel 3 heruntergelaufen ist, hat die Schaltfahne 10 die in Figur 1 links mit gestrichelten Linien gezeigte Position erreicht und den Näherungsschalter 10 so betätigt, daß dieser einen elektrischen Impuls ausgibt. Dieser Impuls steuert den pneumatischen Kurzhubzylinder 31′ an, so daß die Andrückrolle 7′ mit dem Bandanfang mit Klebestreifen 60, wie in Figur 2 rechts mit dicker Linie gezeigt ist, auf das gegenüberliegend durchlaufende Band 13 drückt. Der elektrische Impuls löst auch das Schneiden des Bandes 13 durch die linke Schneideinrichtung 9 aus, so daß nur noch eine Bandlänge des ersten Kunststoffbandes 13 zwischen zwei Stellen gemeinsam mit dem neuen Band 13′ weitergeführt wird. Diese zwei Stellen sind einerseits der Berührungspunkt zwischen den beiden Andrückrollen 7, 7′ im Zustand des Zusammendrückens und andererseits die Eingriffsstelle des Messers 40 der Schneideinrichtung 9 beim Durchschneiden des Bandes 13.
- Danach wird der Abtastarm 27 in die Horizontalposition geschwenkt und dort arretiert, die leere Trommel mit der abgelaufenen Wickel 3 wird entfernt und durch eine volle neue ersetzt, die nun die Ersatzwickel darstellt.
Claims (9)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3903792A DE3903792A1 (de) | 1989-02-09 | 1989-02-09 | Vorrichtung fuer den fliegenden wechsel einer ersten trommel auf eine zweite trommel |
| DE3903792 | 1989-02-09 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0382011A1 true EP0382011A1 (de) | 1990-08-16 |
| EP0382011B1 EP0382011B1 (de) | 1994-03-30 |
Family
ID=6373691
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90101473A Expired - Lifetime EP0382011B1 (de) | 1989-02-09 | 1990-01-25 | Fliegender Wechsel der Wickelrolle bei einer Spleissvorrichtung |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US5033688A (de) |
| EP (1) | EP0382011B1 (de) |
| JP (1) | JPH02239051A (de) |
| AT (1) | ATE103553T1 (de) |
| AU (1) | AU622975B2 (de) |
| CA (1) | CA2009627C (de) |
| DE (2) | DE3903792A1 (de) |
| DK (1) | DK0382011T3 (de) |
| ES (1) | ES2050852T3 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103738535A (zh) * | 2013-12-31 | 2014-04-23 | 北京航天东方科技发展有限公司 | 自动充填结扎机中的自动换膜装置 |
| CN113753638A (zh) * | 2021-09-27 | 2021-12-07 | 远景动力技术(江苏)有限公司 | 自动换卷装置 |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5252170A (en) * | 1991-07-11 | 1993-10-12 | Shibuya International, Inc. | Web splicing apparatus |
| DE4135101A1 (de) * | 1991-10-24 | 1993-04-29 | Koenig & Bauer Ag | Bahnzufuehrungsvorrichtung fuer papierrollenwechsel bei rotationsdruckmaschinen |
| BR9406699A (pt) * | 1993-05-26 | 2000-08-22 | Minnenota Mining And Manufactu | Aparelho de alimentação contìnua de fita para fornecer fita adesiva a uma máquina aplicadora de fita, máquina aplicadora de fita, sistema de acionamento de fita e de tira contìnua |
| IT1263427B (it) * | 1993-06-01 | 1996-08-05 | Gd Spa | Dispositivo per la giunzione automatica di nastri di ridotte dimensioni trasversali. |
| US5624526A (en) * | 1994-10-17 | 1997-04-29 | Minnesota Mining And Manufacturing | Continuous tape supply system including a tape splicing mechanism for use with box taping machines |
| US5676298A (en) * | 1995-09-08 | 1997-10-14 | Belcor Industries Inc. | Tape dispenser using non-uniform tension to reduce tape breakage |
| US5975457A (en) * | 1998-03-09 | 1999-11-02 | Forbes; Thomas J. | Web feeding systems |
| DE10046441A1 (de) * | 2000-09-18 | 2002-03-28 | Schaetti Ag Wallisellen | Verfahren und Vorrichtung zum Verbinden und/oder Beschichten von Materialbahnen |
| DE102006015477B3 (de) * | 2006-04-03 | 2007-12-20 | Uhlmann Pac-Systeme Gmbh & Co. Kg | Vorrichtung zum Ersetzen einer ersten Materialbahn durch eine zweite Materialbahn |
| FR2930534B1 (fr) * | 2008-04-24 | 2010-06-04 | Monimatic | Procede et dispositif de coupe et de collage bout a bout pour machine a derouler |
| CA2761172C (en) | 2009-06-09 | 2014-08-05 | Graphic Packaging International, Inc. | Article selection and placement assembly and method |
| CN105501533A (zh) * | 2014-09-25 | 2016-04-20 | 中烟机械技术中心有限责任公司 | 用于拼接盘卷式原辅材料的装置及拼接方法 |
| CN105346755B (zh) * | 2015-11-30 | 2018-11-20 | 成都三可实业有限公司 | 一种棒棒糖包装机 |
| CN105329487A (zh) * | 2015-11-30 | 2016-02-17 | 成都三可实业有限公司 | 一种用于棒棒糖包装机的送纸装置 |
| CN110979886A (zh) * | 2019-12-03 | 2020-04-10 | 郑州轻工业大学 | 一种新型的贴标机及其标签卷自动换卷机构 |
| CN111806779B (zh) * | 2020-06-30 | 2024-08-02 | 昆明三行智造科技有限公司 | 一种回转体滚压装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH421795A (de) * | 1965-01-29 | 1966-09-30 | Sig Schweiz Industrieges | Vorrichtung an einer Verarbeitungsmaschine zum Verbinden des Endes eines Materialbandes mit dem Anfang eines zweiten Materialbandes |
| US4172564A (en) * | 1977-08-25 | 1979-10-30 | Ima - Industria Macchine Automatiche Spa | Apparatus for joining, without stopping, the tail end of a web from a depleted coil to the leading end of a fresh coil |
| US4467589A (en) * | 1981-03-31 | 1984-08-28 | Tevopharm-Schiedam B.V. | Method and apparatus for splicing packing material webs |
| EP0182724A1 (de) * | 1984-10-25 | 1986-05-28 | André Alaimo | Abwickelvorrichtung für Bahnen und Verbinden des Bandanfangs mit der ablaufenden Bahn |
| US4676447A (en) * | 1984-04-24 | 1987-06-30 | The Procter & Gamble Company | Web unwind-splicer apparatus |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1250229B (de) * | 1967-09-14 | |||
| DE520863C (de) * | 1927-03-26 | 1931-03-14 | Walter Charles Scott | Vorrichtung zum Ankleben einer ablaufenden Papierbahn an eine neue Papierbahn mittels gesteuerter Andrueckwalzen beim Papierrollenwechsel an Rotationsdruckmaschinen |
| US2613042A (en) * | 1948-07-13 | 1952-10-07 | Ohio Rubber Co | Splicing device |
| US3886031A (en) * | 1974-06-10 | 1975-05-27 | Compensating Tension Controls | Web lap splicer |
| DE2457714C3 (de) * | 1974-12-06 | 1981-08-06 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Vorrichtung zum überlappenden Verbinden des vorderen Endes eines Streifens einer Vorratswickelrolle mit dem Streifen einer ablaufenden Wickelrolle |
| JPS57160853A (en) * | 1981-03-25 | 1982-10-04 | Nippon Jido Seiki Kk | Tape connecting device in automatic continuous supplier of tape with pattern or the like repeatedly printed |
| IT1145514B (it) * | 1981-10-09 | 1986-11-05 | Gd Spa | Metodo per il cambio automatico di bobine di materiale in nastro in macchine impacchettatrici |
| NL8500490A (nl) * | 1985-02-21 | 1986-09-16 | Stork Brabant Bv | Verbindingsinrichting voor twee materiaalbanen, alsmede werkwijze voor het bedrijven van deze inrichting. |
| DD239191A1 (de) * | 1985-07-12 | 1986-09-17 | Polygraph Leipzig | Vorrichtung zum zufuehren von materialbahnen |
| US4720320A (en) * | 1986-03-03 | 1988-01-19 | Kimberly-Clark Corporation | Apparatus for splicing a trailing end of a web from a depleted coil to the leading end of a fresh coil |
-
1989
- 1989-02-09 DE DE3903792A patent/DE3903792A1/de not_active Withdrawn
-
1990
- 1990-01-25 ES ES90101473T patent/ES2050852T3/es not_active Expired - Lifetime
- 1990-01-25 DE DE90101473T patent/DE59005147D1/de not_active Expired - Fee Related
- 1990-01-25 DK DK90101473.8T patent/DK0382011T3/da active
- 1990-01-25 AT AT90101473T patent/ATE103553T1/de not_active IP Right Cessation
- 1990-01-25 EP EP90101473A patent/EP0382011B1/de not_active Expired - Lifetime
- 1990-02-02 AU AU49060/90A patent/AU622975B2/en not_active Ceased
- 1990-02-08 CA CA002009627A patent/CA2009627C/en not_active Expired - Fee Related
- 1990-02-08 JP JP2027340A patent/JPH02239051A/ja active Pending
- 1990-02-08 US US07/476,719 patent/US5033688A/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH421795A (de) * | 1965-01-29 | 1966-09-30 | Sig Schweiz Industrieges | Vorrichtung an einer Verarbeitungsmaschine zum Verbinden des Endes eines Materialbandes mit dem Anfang eines zweiten Materialbandes |
| US4172564A (en) * | 1977-08-25 | 1979-10-30 | Ima - Industria Macchine Automatiche Spa | Apparatus for joining, without stopping, the tail end of a web from a depleted coil to the leading end of a fresh coil |
| US4467589A (en) * | 1981-03-31 | 1984-08-28 | Tevopharm-Schiedam B.V. | Method and apparatus for splicing packing material webs |
| US4676447A (en) * | 1984-04-24 | 1987-06-30 | The Procter & Gamble Company | Web unwind-splicer apparatus |
| EP0182724A1 (de) * | 1984-10-25 | 1986-05-28 | André Alaimo | Abwickelvorrichtung für Bahnen und Verbinden des Bandanfangs mit der ablaufenden Bahn |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103738535A (zh) * | 2013-12-31 | 2014-04-23 | 北京航天东方科技发展有限公司 | 自动充填结扎机中的自动换膜装置 |
| CN103738535B (zh) * | 2013-12-31 | 2016-04-06 | 北京航天东方科技发展有限公司 | 自动充填结扎机中的自动换膜装置 |
| CN113753638A (zh) * | 2021-09-27 | 2021-12-07 | 远景动力技术(江苏)有限公司 | 自动换卷装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE103553T1 (de) | 1994-04-15 |
| AU4906090A (en) | 1990-08-16 |
| DK0382011T3 (da) | 1994-05-02 |
| CA2009627A1 (en) | 1990-08-09 |
| DE59005147D1 (de) | 1994-05-05 |
| AU622975B2 (en) | 1992-04-30 |
| ES2050852T3 (es) | 1994-06-01 |
| EP0382011B1 (de) | 1994-03-30 |
| DE3903792A1 (de) | 1990-08-16 |
| CA2009627C (en) | 2001-04-17 |
| US5033688A (en) | 1991-07-23 |
| JPH02239051A (ja) | 1990-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0382011B1 (de) | Fliegender Wechsel der Wickelrolle bei einer Spleissvorrichtung | |
| EP0179243B1 (de) | Vorrichtung zum Verbinden von Bahnen aus Verpackungsmaterial | |
| DE3416721C2 (de) | Vorrichtung zum Wickeln einer Bahn | |
| EP0416438B1 (de) | Bobinenspleissvorrichtung | |
| DE10301347B4 (de) | Banderoliermaschine | |
| DE3423987C2 (de) | ||
| DE3109529A1 (de) | Vorrichtung zum verbinden des hinteren endes einer von einer auslaufenden rolle abgezogenen bahn mit dem vorderen ende einer von einer ersatzrolle abgezogenen bahn | |
| DE3416263A1 (de) | Vorrichtung zum wickeln einer bahn | |
| DE2756239C2 (de) | Verfahren und Vorrichtung zum Verbinden einer ablaufenden Bahn mit dem Bahnanfang einer neuen Bahn aus Papier | |
| DE4338538A1 (de) | Verfahren und Vorrichtung zum Herstellen einer Stoßverbindung | |
| DE19522110A1 (de) | Verfahren zum Verschweißen zweier von jeweils einer Vorratsrolle kommender Folienbahnen in einer Verpackungsmaschine | |
| EP0706965B1 (de) | Spleisser für bobinenartig aufgewickelte Verpackungsmaterialbahnen | |
| DE3340279C2 (de) | Vorrichtung zum Anspleißen des nachlaufenden Endes einer ersten Kunststoffolie an das vorlaufende Ende einer zweiten Kunststoffolie | |
| DE2344870C3 (de) | Vorrichtung zur endweisen Verbindung zweier Bahnen | |
| EP1335872B1 (de) | Vorrichtung zum verbinden zweier materialbahnen | |
| DE102013226689B4 (de) | Vorrichtung zum unterbrechungsfreien Zuführen einander nachfolgender Materialbahnen zu einer Druckmaschine | |
| EP0982228A1 (de) | Verfahren und Vorrichtung zum Verpacken von Materialbahnrollen | |
| DE2347428B2 (de) | Verfahren und Vorrichtung zum Entfernen eines fehlerhaften Teils einer Bahn | |
| EP2082982B1 (de) | Wickelvorrichtung | |
| DE1511599B2 (de) | Vorrichtung zum kontinuierlichen aufbringen von in einem vorbestimmten abstand hintereinanderliegenden aufreissbaendchen auf eine verpackungsbahn | |
| DE102013226694B4 (de) | Vorrichtung zum unterbrechungsfreien Zuführen einander nachfolgender Materialbahnen zu einer Druckmaschine | |
| DE3204049A1 (de) | Verfahren zum trennen einer bahn bei einer wickelmaschine und trennvorrichtung zur durchfuehrung des verfahrens | |
| EP3697709B1 (de) | Abrollstation | |
| DE19603487A1 (de) | Gerät zum Einpacken eines Objekts mit einer Gewebebahn | |
| DE10058437A1 (de) | Vorrichtungen zum Verbinden zweier Bahnen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19901217 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: TETRA PAK HOLDINGS S.A. |
|
| 17Q | First examination report despatched |
Effective date: 19920525 |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: TETRA ALFA HOLDINGS S.A. |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: TETRA LAVAL HOLDINGS & FINANCE S.A. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 103553 Country of ref document: AT Date of ref document: 19940415 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940329 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REF | Corresponds to: |
Ref document number: 59005147 Country of ref document: DE Date of ref document: 19940505 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2050852 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: FG4A Free format text: 3012390 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 90101473.8 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20000103 Year of fee payment: 11 Ref country code: AT Payment date: 20000103 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20000106 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20000113 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20000125 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010103 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20010123 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010125 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010125 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010126 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010131 |
|
| BERE | Be: lapsed |
Owner name: S.A. TETRA LAVAL HOLDINGS & FINANCE Effective date: 20010131 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 90101473.8 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20020103 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20020213 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020801 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020801 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20020801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030930 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20040121 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20040126 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20040129 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20030127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050125 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050802 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20050125 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |