EP0310870A1 - Verfahren und Vorrichtung zum Einwechseln von vollen Vorgarnspulen - Google Patents
Verfahren und Vorrichtung zum Einwechseln von vollen Vorgarnspulen Download PDFInfo
- Publication number
- EP0310870A1 EP0310870A1 EP88115544A EP88115544A EP0310870A1 EP 0310870 A1 EP0310870 A1 EP 0310870A1 EP 88115544 A EP88115544 A EP 88115544A EP 88115544 A EP88115544 A EP 88115544A EP 0310870 A1 EP0310870 A1 EP 0310870A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roving bobbins
- drive
- gripping
- swivel
- transport device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H9/00—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine
- D01H9/005—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine for removing empty packages or cans and replacing by completed (full) packages or cans at paying-out stations; also combined with piecing of the roving
Definitions
- the invention relates to a method and a device for replacing full roving bobbins, which are provided by means of a transport device on a ring spinning machine, for empty roving bobbins, which are arranged in two rows in a creel of the ring spinning machine, the changing in being carried out by means of a movable changing carriage.
- which is provided with means for gripping the roving bobbins which remove the full roving bobbins from the transport device and transfer them to the gate and which remove the empty roving bobbins from the gate and transfer them to the transport device.
- the roving bobbins in a creel of a ring spinning machine have run empty, they must be replaced by full roving bobbins so that the spinning operation can continue.
- the roving bobbins can be replaced when they are completely empty. In this case, a new piecing must be carried out with a new run-in of the roving. If the roving bobbins are replaced before they have completely expired, i.e. as long as roving is still running from them to the relevant drafting device of the ring spinning machine, it is possible to connect this incoming roving to the beginning of the roving of the full roving bobbin to be replaced, so that the Spinning process can continue uninterrupted.
- empty roving bobbins is used to describe the present invention, including both of the foregoing Cases are to be understood, namely that the roving bobbins have run completely empty, or that they have only run almost empty and that a roving runs into the drafting units when the full roving bobbins are replaced.
- the means for gripping the roving bobbins contain two sets of gripping elements which can manipulate full and empty roving bobbins at the same time.
- a set of the gripping elements removes the full roving bobbins from the transport device and transfers them to the creel.
- the other set takes the empty roving bobbins from the creel and transfers them to the transport device.
- it is necessary that the empty roving bobbins and the full roving bobbins as well as the gripping elements are moved past each other at the same time and above all.
- the gates contain turning devices to which a roving bobbin from the front row and a roving bobbin from the rear row are attached. By rotating these devices after the roving bobbins have been replaced, the roving bobbins which have not been replaced can thus be brought into the front row so that they can then also be replaced. This requires a further considerable effort, which requires additional devices on the ring spinning machine.
- the invention has for its object to provide a method and an apparatus of the type mentioned.
- the means for gripping the roving bobbins first release full roving bobbins after being removed from the transport device to a receptacle of the replacement car serving as a buffer, then remove the empty roving bobbins from the gate and transfer them to the transport device and then remove the full roving bobbins from the holder and transfer them to the creel.
- the means for gripping the roving bobbins after being removed from the creel, deliver the empty roving bobbins to an intermediate storage receptacle of the interchangeable vehicle, then take over the full roving bobbins from the transport device and transfer them to the creel and then transfer the empty ones Remove roving bobbins from the holder and hand them over to the transport device.
- the same means for gripping the roving bobbins are received both for the accommodation of the interchangeable carriage, as well as for the transport device and the two rows of the gate. This ensures that no additional devices have to be provided on the ring spinning machine, through which the roving bobbins of the two rows of the gate swap places.
- a device of the type mentioned at the outset in which the change carriage contains a receptacle for roving bobbins, which serves as a buffer for roving bobbins and the means for gripping the roving bobbins can be delivered.
- the necessary manipulations can be carried out with only one set of gripping elements in order to exchange full roving bobbins for empty (or almost empty) roving bobbins.
- the gripping elements are arranged on a support element which can be moved in a combined lifting and transverse movement by means of a drive system. This allows movements to be carried out that only take place on one level. These movements can be adapted to the given standard conditions and in particular to the contour of the ring spinning machine.
- a ring spinning machine (12) is shown schematically, which has a creel (14), in which roving bobbins (13) are suspended in two rows, the rovings of which run into the drafting units (30).
- the gate (14) has hanging holders in a known manner, into which the sleeves of the roving bobbins (13) are inserted and held from below.
- a transport device (11) is provided, which is designed in the manner of an overhead conveyor. This overhead conveyor owns also the hangers known per se, in which full roving bobbins (10) are held. The full roving bobbins (10) are inserted with their sleeves into these hangers.
- the hangers of the transport device (11) are located on rail-like carriages which have the same pitch for the hangers in which the hangers of the gate (14) are also arranged.
- the roving bobbins (13) of the gate (14) are empty or almost empty, they are replaced by full roving bobbins (10) which are suspended from the transport device (11) and suspended in the gate (14).
- This replacement of the full roving bobbins (10) in connection with the removal of the empty roving bobbins (13) is carried out by a change carriage (15) which can be moved along the ring spinning machine in a manner not shown and can be delivered to a group of spinning stations.
- the change carriage (15) is designed so that it changes a group of six full roving bobbins (10).
- the change carriage has a frame-shaped swivel part (16) which is designed as a gripper for six roving bobbins (10 or 13).
- the swivel gripper (16) which is provided with pin-like gripping elements (18), can be fed to the roving bobbins (10 or 13) from below in such a way that the roving bobbins (10 or 13) are raised in the hanging brackets so that the hanging brackets open and release the roving bobbins (10, 13).
- the maintenance carriage (15) also contains a receptacle (17) which is provided with a corresponding number of hanging brackets for the roving bobbins (10 or 13) so that they can be temporarily stored there during the replacement.
- the gripping elements (18) of the change carriage (15) then go back into the change carriage (15), take the empty roving bobbins (13 ') from the receptacle (17) and transfer them to the transport device (11), which the empty roving bobbins later transported away.
- This method it will be difficult to avoid that the roving from the roving spool (13) to be replaced breaks into the ring spinning machine (12), of which only a drafting device is shown. A new attachment process is then necessary.
- the gripping elements (18) of the interchangeable carriage first take the full roving bobbins (10) from the transport device (11) and hang them in position (10 ') in the receptacle (17) serving as a buffer. The same gripping elements (18) then move to the empty or almost empty roving spool (13), which is then removed from the creel (14) and transferred to the transport device (11). Since the transport device (11) is arranged higher than the creel (14), the almost empty roving bobbins (13) can be removed and transferred without a roving breakage occurring.
- the same gripping elements (18) of the change carriage (15) can be delivered not only to the front row of supply spools (13) of the gate (14), but also to the rear row.
- the movements necessary for the process sequence according to FIG. 2 or 3 are explained with reference to FIG. 4.
- the swiveling gripper 16) can be moved up and down in a vertical guide (29) and at the same time can be swiveled about a swiveling axis (21) that moves in the vertical guide (29) and runs horizontally and in the machine longitudinal direction.
- the pin-like gripping elements (18) about an axis (24) parallel to the pivot axis (24) are arranged pivotably on a support element, wherein they are positively guided such that they are vertical in each position of the pivoting gripper (16) Keep alignment.
- the swivel gripper (16) which both moves in the vertical direction and performs a swivel movement over a predetermined range, travels with its gripping elements in a path (49) in the form of an elongated cycloid, which is designed such that the gripping elements (18) in particular, follow the contour of the ring spinning machine (12) and are guided at a relatively short distance and above parallel to the drafting units of the ring spinning machine (12).
- the swivel gripper (16) of the changeover carriage (15) is in the position (16 ⁇ ). In this position (16 ⁇ ) the swivel gripper (16) is moved vertically upwards without a swivel movement about the swivel axis (21 ⁇ ).
- the gripping elements (18) penetrate the sleeves of the full roving bobbins (10) and detach them from the hanging brackets of the transport device (11).
- the swivel gripper (16) then moves back without swivel movement about the swivel axis (21) and takes the full roving bobbins (10) with it.
- the swivel gripper (16) then swivels outwards into the angular position corresponding to the position (16 ') about the swivel axis (21').
- the swivel gripper (16 ') is moved vertically without changing its angular position.
- the full roving bobbins (10) are then hung in the position (10 ') in the receptacle (17) of the change car (15) and thus buffered.
- the swivel hook (16 ') then moves vertically downwards again and is then either pivoted into position (16' '') or (16 '' ''), depending on whether a roving bobbin (13) of the front row or rear row should be replaced.
- the swivel gripper (16) During the lifting from the position (16 ') of the swivel gripper (16) there is a forcibly coupled swivel movement about the swivel axis (21'), so that the gripping elements move on the movement path (49). It is thereby achieved that the gripping elements (18) and thus of course a roving spool arranged thereon move in a predetermined way which is adapted to the spatial conditions. If the front row of roving bobbins (13) suspended in the creel (14) is to be replaced, the swivel gripper (16) remains in the position (16 ′ ′ ′) and does not perform any further swivel movement about the swivel axis (21 ′ ′ ′) out.
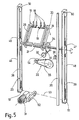
- FIG. 5 schematically shows a first embodiment of a drive for a swivel holder (16) with which the movement sequences explained in FIG. 4 can be implemented.
- the pivoting gripper (16) is designed as a pivotable frame (20) which can be pivoted about a pivot axis (21) is stored.
- the pivot axis (21) is guided at its two ends in guide elements (46, 47) in vertical guides (48).
- the guide elements (46, 47) are fixedly connected to a run of a toothed belt or chain (38), which run parallel to one another vertically and which are guided at their upper ends around deflection rollers (50).
- the two toothed belts are wrapped around drive wheels (51) which are driven by means of a geared motor (31) via an intermediate drive (52) and a shaft (53).
- worm wheel (34) in which a worm (33) engages.
- the worm (33) is arranged on a shaft (54) containing a switchable coupling (32), which is in drive connection with a pinion (36) via a belt drive (55).
- the pinion (36) engages in a stationary, vertical rack (35).
- the clutch (32) is switched on, a pivoting movement of the pivoting gripper (16) is then superimposed on the lifting movement.
- the pin-like gripping elements (18) of the swivel gripper (16) are arranged on a support element (19) which can be rotated about an axis (24) parallel to the swivel axis (21) of the swivel gripper (16).
- the support element is provided at both ends with gear wheels which are connected via toothed belts (25) to gear wheels arranged on the pivot axis (21) in a rotationally fixed manner. This provides a drive for the support element which ensures that the pegs (18) maintain their vertical orientation in every pivoting position of the pivoting gripper (16), ie that the gripping elements (18) remain parallel to themselves at all times.
- FIG. 6 shows a further embodiment for driving the swivel gripper (16), which corresponds to the drive of the swivel gripper (16) according to FIG. 1.
- the swivel gripper (16) which is also designed like a frame, is rotatably mounted in two side guides (39) on a shaft (60) serving as a swivel axis.
- the side guides (39) are guided so as to be vertically displaceable in a manner not shown in vertical guide elements, for example by means of slide guides on guide rods.
- the sliding guides (39) are connected to endless, vertically directed toothed belts (38) which are guided around upper deflection rollers (50) and driven by lower drive wheels (51).
- the endless toothed belts (38) are connected to the side guides (39) by means of two deflection rollers (40, 41) and one gear wheel (42) each, which are mounted in the side guides (39).
- a drive motor (43) is in drive connection with the gear wheels (42) via intermediate wheels.
- the drive motor (43) is also in drive connection with a gearwheel (61) which is connected to the shaft (60) of the swivel gripper (16) in a rotationally fixed manner.
- the two gear wheels (42) are blocked, so that a firm connection between the side guides (39) and the toothed belt (38) given is.
- the drive motor (37) is running, depending on its direction of rotation, the side guides (39) are raised or lowered with the swivel gripper (16) held immovably. If the drive motor (43) is switched on, the swivel gripper (16) is swiveled depending on the respective direction of rotation of this drive motor (43).
- this drive motor (43) drives the gearwheels (42) so that the side guides (39) move realistically to the toothed belt (38), so that the pivoting movement of the pivoting gripper (16) is inevitably superimposed on a lifting or lowering movement.
- the drive motor (37) can be switched on, so that a further lifting or lowering movement is superimposed on the swivel gripper (16).
- the swivel gripper (16) contains a support element (19), which runs parallel to the shaft (60) serving as the swivel axis, for the pin-like gripping elements (18).
- This support element (19) is pivotally mounted about an axis (24) parallel to the shaft (60).
- a parallelogram guide (26) is provided between the support element (19) and the side guides (39), which ensures that the support element (19) remains parallel to itself with each pivoting movement, so that the pin-like gripping elements (18) are aligned vertically remain, regardless of which pivot position the swivel gripper (16) occupies.
- the swivel gripper (16) can be adjusted by means of the drive shown in FIG. 6 in such a way that it can assume all the positions shown in FIG. 4 and carry out the corresponding movements. 6, that the swivel gripper (16) only occupies the position (16 '') in which the gripping elements (18) are located vertically below the transport device (11). In order to be able to transfer the roving bobbins (10 or 13) to the receptacle (17) and temporarily store them there, it is provided that the receptacle (17) is arranged in the change carriage by means of a pivoting drive (45).
- the gripping elements (18) can additionally be pivoted about the axis (24) by means of drives, this movement being superimposed on the other combined movement.
- a drive motor is connected to the swivel axis (21) so that it can be rotated in the direction of the double arrow shown on the right in FIG. 5. This movement is then transmitted to the axis (24) via the toothed belt (25).
- the drive is connected directly to the axis (24) or installed in the parallelogram guide (26) in the form of a contractible and extendable element.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Or Twisting Of Yarns (AREA)
- Replacing, Conveying, And Pick-Finding For Filamentary Materials (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren und eine Vorrichtung zum Einwechseln von vollen Vorgarnspulen, die mittels einer Transporteinrichtung an einer Ringspinnmaschine bereitgestellt werden, gegen leergelaufene Vorgarnspulen, die in zwei Reihen in einem Gatter der Ringspinnmaschine angeordnet sind, wobei das Einwechseln mittels eines verfahrbaren Wechselwagens durchgeführt wird, der mit Mitteln zum Ergreifen der Vorgarnspulen versehen ist, die die vollen Vorgarnspulen von der Transporteinrichtung abnehmen und an das Gatter übergeben und die die leergelaufenen Vorgarnspulen von dem Gatter abnehmen und an die Transporteinrichtung übergeben.
- Wenn die in einem Gatter einer Ringspinnmaschine befindlichen Vorgarnspulen leergelaufen sind, müssen sie durch volle Vorgarnspulen ersetzt werden, damit der Spinnbetrieb weitergehen kann. Dabei können die Vorgarnspulen ausgewechselt werden, wenn sie vollständig leergelaufen sind. In diesem Fall muß ein neues Anspinnen mit einem neuen Einlaufen des Vorgarns durchgeführt werden. Wenn die Vorgarnspulen ausgewechselt werden, bevor sie vollständig abgelaufen sind, d.h. so lange von ihnen noch Vorgarn zu dem betreffenden Streckwerk der Ringspinnmaschine läuft, so ist es möglich, dieses einlaufende Vorgarn mit dem Anfang des Vorgarns der einzuwechselnden vollen Vorgarnspule zu verbinden, so daß der Spinnprozeß ununterbrochen weiterlaufen kann. Es wird ausdrücklich darauf hingewiesen,daß zur Beschreibung der vorliegenden Erfindung der Ausdruck "leergelaufene" Vorgarnspulen verwendet wird, worunter beide der vorgenannten Fälle verstanden werden sollen, nämlich daß die Vorgarnspulen vollständig leergelaufen sind, oder daß nur fast leergelaufen sind und noch bei dem Einwechseln der vollen Vorgarnspulen ein Vorgarn in die Streckwerke einläuft.
- Bei einem bekannten Verfahren und einer bekannten Vorrichtung der eingangs genannten Art (EP-A-0 213 962) enthalten die Mittel zum Ergreifen der Vorgarnspulen zwei Sätze von Greifelementen, die gleichzeitig volle und leere Vorgarnspulen manipulieren können. Ein Satz der Greifelemente entnimmt die vollen Vorgarnspulen von der Transporteinrichtung und übergibt sie an das Gatter. Der andere Satz entnimmt die leergelaufenen Vorgarnspulen dem Gatter und übergibt sie an die Transporteinrichtung. Um diese Funktionen durchführen zu können, ist es notwendig, daß die leeren Vorgarnspulen und die vollen Vorgarnspulen sowie auch die Greifelemente gleichzeitig und vor allem auch aneinander vorbeibewegt werden. Dadurch ergeben sich komplizierte Bewegungsabläufe, die einen relatiy hohen Herstellungsaufwand für die Mittel zum Ergreifen der Vorgarnspulen erfordern. Bei der bekannten Bauart kann außerdem nur die jeweils vordere Reihe des Gatters bedient werden, d.h. nur die Vorgarnspulen der vorderen Reihe des Gatters können durch volle Vorgarnspulen mit den Mitteln des Wechselwagens ersetzt werden. Um auch ein Einwechseln der hinteren Reihe zu ermöglichen, enthalten die Gatter Dreheinrichtungen, an denen jeweils eine Vorgarnspule der vorderen Reihe und eine Vorgarnspule der hinteren Reihe angebracht sind. Durch ein Verdrehen dieser Einrichtungen nach dem Einwechseln der Vorgarnspulen können somit die nicht eingewechselten Vorgarnspulen in die vordere Reihe gebracht werden, so daß sie anschließend ebenfalls ausgewechselt werden können. Dadurch ist ein weiterer erheblicher Aufwand erforderlich, der Zusatzeinrichtungen an der Ringspinnmaschine erfordert.
- Zum Auswechseln von auf eine Textilmaschine gefüllten Spulen gegen leere Spulenhülsen ist es bekannt (DE-A-24 38 247), zwei gleichgestaltete Wechselwagen vorzusehen, die nacheinander den gleichen Spinnstellen zugestellt werden. Die Greifelemente des einen Wechselwagens übernehmen die gefüllten Spulen, während der andere Wechselwagen die leeren Spulenhülsen bringt und in die Maschine einsetzt. Zum Auswechseln von gefüllten Spulen gegen leere Hülsen ist es weiter bekannt (DE-B-21 58 657), einen sogenannten Blockwechsel durchzuführen, bei welchem alle Spulen einer Maschinenseite gleichzeitig gewechselt werden. Hierfür ist eine in die Maschine fest eingebaute Vorrichtung vorgesehen, die die leeren Hülsen zunächst in eine Zwischenposition absetzt, dann die vollen Spulen herausnimmt und danach die leeren Hülsen in die Maschine einsetzt.
- Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung der eingangs genannten Art zu schaffen.
- Diese Aufgabe wird gemäß einer ersten Ausführungsform dadurch gelöst, daß die Mittel zum Ergreifen der Vorgarnspulen volle Vorgarnspulen nach dem Abnehmen von der Transporteinrichtung zunächst an eine als Zwischenspeicher dienende Aufnahme des Wechselwagens abgeben, danach die leergelaufenen Vorgarnspulen von dem Gatter abnehmen und an die Transporteinrichtung übergeben und anschließend die vollen Vorgarnspulen von der Aufnahme abnehmen und an das Gatter übergeben.
- Bei einer anderen Ausführung wird vorgesehen, daß die Mittel zum Ergreifen der Vorgarnspulen die leergelaufenen Vorgarnspulen nach dem Abnehmen von dem Gatter an eine als Zwischenspeicher dienende Aufnahme des Wechselwagens abgeben, danach die vollen Vorgarnspulen von der Transporteinrichtung übernehmen und an das Gatter übergeben und anschließend die leergelaufenen Vorgarnspulen von der Aufnahme abnehmen und an die Transporteinrichtung abgeben.
- In beiden Fällen wird der Vorteil erreicht, daß nur ein Satz von Greifelementen notwendig ist. Dadurch läßt sich der Aufwand reduzieren. Da keine Greifelemente aneinander vorbeigeführt werden müssen und da die Greifelemente nur eine Hub- und eine Querbewegung ausführen müssen, d.h. Bewegungen im wesentlichen nur in einer Ebene, werden relativ einfache Konstruktionen ermöglicht.
- In weiterer Ausgestaltung der Erfindung wird vorgesehen, daß dieselben Mittel zum Ergreifen der Vorgarnspulen sowohl der Aufnahme des Wechselwagens, als auch der Transporteinrichtung und den beiden Reihen des Gatters zugestellt werden. Dadurch wird erreicht, daß keine Zusatzeinrichtungen an der Ringspinnmaschine vorgesehen werden müssen, durch welche die Vorgarnspulen der beiden Reihen des Gatters ihre Plätze tauschen.
- In weiterer Ausgestaltung der Erfindung wird eine Vorrichtung der eingangs genannten Art geschaffen, bei welcher der Wechselwagen eine Aufnahme für Vorgarnspulen enthält,die als Zwischenspeicher für Vorgarnspulen dient und der die Mittel zum Ergreifen der Vorgarnspulen zustellbar sind. Mit einer derartigen Vorrichtung lassen sich mit nur einem Satz von Greifelementen die notwendigen Manipulationen ausführen, um volle Vorgarnspulen gegen leergelaufene (oder fast leergelaufene) Vorgarnspulen auszuwechseln.
- In weiterer Ausgestaltung der Erfindung wird vorgesehen, daß die Greifelemente auf einem Tragelement angeordnet sind, das mittels eines Antriebssystems in einer kombinierten Hub- und Querbewegung verfahrbar ist. Dadurch lassen sich Bewegungen ausführen, die nur in einer Ebene stattfinden. Diese Bewegungen lassen sich an die gegebenen Normverhältnisse und insbesondere an die Kontur der Ringspinnmaschine anpassen.
- Weitere Merkmale und Vorteile der Erfindung ergeben sich aus der nachfolgenden Beschreibung der in der Zeichnung dargestellten Ausführungsformen und den Unteransprüchen.
- Fig. l zeigt eine perspektivische Ansicht auf eine Ringspinnmaschine mit einem schematisch dargestellten Wechselwagen zum Einwechseln von vollen Vorgarnspulen gegen leergelaufene Vorgarnspulen,
- Fig 2 ein Schemabild für das Durchführen des Verfahrens, bei welchem leergelaufene Vorgarnspulen in dem Wechselwagen zwischengespeichert werden,
- Fig 3 ein Schemabild ähnlich Fig. 2 zum Durchführen eines Verfahrens, bei welchem volle Vorgarnspulen zunächst in dem Wechselwagen zwischengespeichert werden,
- Fig 4 ein Prinzipbild zur Darstellung der von den Mitteln zum Ergreifen der Vorgarnspulen des Wechselwagens durchzuführenden Bewegungen während eines Einwechselvorganges,
- Fig 5 eine perspektivische Ansicht der Mittel zum Ergreifen der Vorgarnspulen eines Wechselwagens mit dem zugehörigen Antrieb für diese Mittel und
- Fig 6 eine schematische Darstellung einer weiteren Ausführungsform eines Antriebes für die Mittel zum Ergreifen der Vorgarnspulen.
- In Fig. 1 ist schematisch eine Ringspinnmaschine (12) dargestellt, die ein Gatter (14) aufweist, in welchem Vorgarnspulen (13) in zwei Reihen aufgehängt sind, deren Vorgarne in die Streckwerke (30) einlaufen. Das Gatter (14) besitzt in bekannter Weise Hängehalter, in welche die Hülsen der Vorgarnspulen (13) von unten her eingesteckt und gehalten sind. Vor dem Gatter (14) und etwas erhöht gegenüber diesem Gatter (14) ist eine Transporteinrichtung (11) vorgesehen, die in der Art eines Hängeförderers ausgebildet ist. Dieser Hängeförderer besitzt ebenfalls die an sich bekannten Hängehalter, in welchen volle Vorgarnspulen (10) gehalten sind. Die vollen Vorgarnspulen (10) sind mit ihren Hülsen in diese Hängehalter eingesteckt. Die Hängehalter der Transporteinrichtung (11) befinden sich an schienenartigen Wagen, die für die Hängehalter die gleiche Teilung aufweisen, in welcher auch die Hängehalter des Gatters (14) angeordnet sind.
- Wenn die Vorgarnspulen (13) des Gatters (14) leergelaufen oder fast leergelaufen sind, so werden sie durch volle Vorgarnspulen (10) ersetzt, die von der Transporteinrichtung (11) abgehängt und in das Gatter (14) eingehängt werden. Dieses Einwechseln der vollen Vorgarnspulen (10) in Verbindung mit dem Herausnehmen der leergelaufenen Vorgarnspulen (13) wird von einem Wechselwagen (15) durchgeführt, der in nicht näher dargestellter Weise entlang der Ringspinnmaschine verfahrbar und jeweils einer Gruppe von Spinnstellen zustellbar ist. Bei der dargestellten Ausführungsform ist vorgesehen, daß der Wechselwagen (15) so ausgelegt ist, daß er eine Gruppe von sechs vollen Vorgarnspulen (10) einwechselt. Der Wechselwagen besitzt einen rahmenförmigen Schwenkteil (16), der als Greifer für jeweils sechs Vorgarnspulen (10 oder 13) ausgebildet ist. Der Schwenkgreifer (16), der mit zapfenartigen Greifelementen (18) versehen ist, ist den Vorgarnspulen (10 oder 13) von unten her derart zustellbar, daß die Vorgarnspulen (10 oder 13) in den Hängehaltern angehoben werden, so daß sich die Hängehalter öffnen und die Vorgarnspulen (10, 13) freigeben. Bei einem Zustellen der Vorgarnspulen (10 oder 13) zu den Hängehaltern verrasten diese in den Hülsen der Vorgarnspulen (10, 13), so daß diese dann wieder gehalten sind. Der Wartungswagen (15) enthält ferner eine Aufnahme (17), die mit einer entsprechenden Anzahl von Hängehaltern für die Vorgarnspulen (10 oder 13) versehen ist, so daß diese während des Einwechselns dort zwischengespeichert werden können.
- Der mogliche Verfahrensablauf während des Einwechselns voller Vorgarnspulen (10) wird anhand von Fig. 2 und 3 erläutert. Bei der Ausführung nach Fig. 2 werden zunächst die leergelaufenen oder fast leergelaufenen Vorgarnspulen (13) dem Gatter (14) entnommen und in dem Wechselwagen (15) an der Aufnahme (17) in der Position (13′) gespeichert. Anschließend entnehmen die Greifelemente (18) des Wechselwagens (15) die vollen Vorgarnspulen (10) von der Transporteinrichtung (11), die an das Gatter (14) gebracht und dort anstelle der leergelaufenen Vorgarnspulen (13) eingesetzt werden. Die Greifelemente (18) des Wechselwagens (15) gehen dann in den Wechselwagen (15) zurück, nehmen die leergelaufenen Vorgarnspulen (13′) von der Aufnahme (17) ab und übergeben diese an die Transporteinrichtung (11), die die leeren Vorgarnspulen später abtransportiert. Bei diesem Verfahren wird es sich nur schwer vermeiden lassen, daß das von der auszuwechselnden Vorgarnspule (13) in die Ringspinnmaschine (12), von der nur ein Streckwerk dargestellt ist, einlaufende Vorgarn bricht. Es ist dann ein neuer Ansetzvorgang notwendig.
- Bei dem in Fig. 3 verwirklichten Verfahren nehmen die Greifelemente (18) des Wechselwagens zunächst die vollen Vorgarnspulen (10) von der Transporteinrichtung (11) ab und hängen sie in der Position (10′) in die als Zwischenspeicher dienende Aufnahme (17). Danach bewegen sich dieselben Greifelemente (18) zu der leergelaufenen oder fast leergelaufenen Vorgarnspule (13), die dann dem Gatter (14) entnommen und an die Transporteinrichtung (11) übergeben wird. Da die Transporteinrichtung (11) höher als das Gatter (14) angeordnet ist, kann das Entnehmen und übergeben der fast leergelaufenen Vorgarnspulen (13) erfolgen, ohne daß ein Vorgarnbruch auftritt. Es ist dann möglich, nach oder bei dem Einsetzen der vollen Vorgarnspule, die aus der Position (10′) entnommen wird, den Anfang des Vorgarns der vollen Vorgarnspule (10′) mit dem von der fast leergelaufenen Vorgarnspule (13) kommenden Vorgarn zu verbinden, so daß eine Unterbrechung des Spinnvorgangs der Ringspinnmaschine (12) vermieden werden kann, von der auch in Fig. 3 nur ein Streckwerk angedeutet ist.
- Dieselben Greifelemente (18) des Wechselwagens (15) können nicht nur der vorderen Reihe von Vorlagespulen (13) des Gatters (14) zugestellt werden, sondern auch der hinteren Reihe. Die für den Verfahrensablauf nach Fig. 2 oder 3 notwendigen Bewegungen werden anhand von Fig. 4 erläutert. Der Schwenkgreifer 16) ist in einer Vertikalführung (29) auf und ab bewegbar und gleichzeitig um eine sich in der Vertikalführung (29) bewegende, horizontale und in Maschinenlängsrichtung verlaufende Schwenkachse (21) verschwenkbar. Wie später noch erläutert werden wird, sind die zapfenartigen Greifelemente (18) um eine zur Schwenkachse (21) parallele Achse (24) verschwenkbar auf einem Tragelement angeordnet, wobei sie derart zwangsgeführt sind, daß sie in jeder Position des Schwenkgreifers (16) ihre vertikale Ausrichtung behalten. Der Schwenkgreifer (16), der über einen vorgegebenen Bereich sich sowohl in vertikaler Richtung bewegt als auch eine Schwenkbewegung durchführt, durchläuft mit seinen Greifelementen eine Bahn (49) in der Form einer gestreckten Zykloiden, die so ausgelegt ist, daß die Greifelemente (18) insbesondere der Kontur der Ringspinnmaschine (12) folgen und dabei in relativ geringem Abstand und oberhalb parallel zu den Streckwerken der Ringspinnmaschine (12) geführt werden. Bei einer Durchführung eines Einwechselns einer vollen Vorgarnspule (10) befindet sich der Schwenkgreifer (16) des Wechselwagens (15) in der Position (16˝). In dieser Position (16˝) wird der Schwenkgreifer (16) vertikal nach oben gefahren, ohne daß eine Schwenkbewegung um die Schwenkachse (21˝) erfolgt. Die Greifelemente (18) dringen in die Hülsen der vollen Vorgarnspulen (10) ein und lösen diese von den Hängehaltern der Transporteinrichtung (11). Der Schwenkgreifer (16) bewegt sich dann ohne Schwenkbewegung um die Schwenkachse (21) zurück und nimmt die vollen Vorgarnspulen (10) mit. Der Schwenkgreifer (16) schwenkt dann nach außen in die der Position (16′) entsprechende Winkellage um die Schwenkachse (21′).
- Danach wird der Schwenkgreifer (16′) vertikal verfahren, ohne daß er seine Winkellage ändert. Die vollen Vorgarnspulen (10) werden dann in der Position (10′) in die Aufnahme (17) des Wechselwagens (15) eingehängt und damit zwischengespeichert. Der Schwenkgreifer (16′) bewegt sich dann wieder vertikal nach unten und wird anschließend entweder in die Position (16′′′) oder (16′′′′) verschwenkt, je nachdem, ob eine Vorgarnspule (13) der vorderen Reihe oder der hinteren Reihe ausgewechselt werden soll. Während des Anhebens von der Position (16′) des Schwenkgreifers (16) erfolgt eine zwangsweise gekoppelte Schwenkbewegung um die Schwenkachse (21′), so daß die Greifelemente sich auf der Bewegungsbahn (49) bewegen. Damit wird erreicht, daß die Greifelemente (18) und damit natürlich auch eine darauf angeordnete Vorgarnspule sich auf einem vorbestimmten Weg bewegen, der den räumlichen Gegebenheiten angepaßt ist. Wenn die vordere Reihe der im Gatter (14) aufgehängten Vorgarnspulen (13) ausgewechselt werden soll, so bleibt der Schwenkgreifer (16) in der Position (16′′′) stehen und führt keine weitere Schwenkbewegung um die Schwenkachse (21′′′) aus. Es wird dann ausschließlich eine Hubbewegung durchgeführt, mit welcher die Vorgarnspulen (13) erreicht werden. Wenn dagegen die hintere Reihe von Vorgarnspulen (13) erreicht werden soll, so wird die kombinierte Hub-Schwenkbewegung weiter ausgeführt, bis die Schwenkachse (21) die Position (21′′′′) und der Schwenkgreifer (16) die Schwenkposition (16′′′′) erreicht hat, in welcher die Greifelemente (18) vertikal unter den Vorgarnspulen (13) der hinteren Reihe liegen. Dann wird wieder auf eine ausschließliche Hubbewegung umgeschaltet. In entsprechender Weise wird auch bei dem Zurückbewegen des Schwenkgreifers (16) verfahren.
- In Fig. 5 ist eine erste Ausführungsform eines Antriebes für einen Schwenkhalter (16) schematisch dargestellt, mit welchem sich die in Fig. 4 erläuterten Bewegungsabläufe verwirklichen lassen. Der Schwenkgreifer (16) ist als ein schwenkbarer Rahmen (20) ausgebildet, der um eine Schwenkachse (21) verschwenkbar gelagert ist. Die Schwenkachse (21) ist an ihren beiden Enden in Führungselementen (46, 47) in Vertikalführungen (48) geführt. Die Führungselemente (46, 47) sind mit einem Trum eines Zahnriemens oder einer Kette (38) fest verbunden, die parallel zu einander vertikal verlaufen und die an ihren oberen Enden um Umlenkrollen (50) geführt sind. Im unteren Bereich sind die beiden Zahnriemen um Antriebsräder (51) geschlungen, die mittels eines Getriebemotors (31) über einen Zwischentrieb (52) und eine Welle (53) angetrieben sind.
- Das Schwenkteil (20) der Ausführungsform nach Fig. 5 ist mit einem Schneckenrad (34) drehfest verbunden, in das eine Schnekke (33) eingreift. Die Schnecke (33) ist auf einer eine schaltbare Kupplung (32) enthaltenden Welle (54) angeordnet, die über einen Riementrieb (55) mit einem Ritzel (36) in Antriebsverbindung steht. Das Ritzel (36) greift in eine ortsfeste, vertikale Zahnstange (35) ein. Bei einem Anheben des Schwenkgreifers (16) oder auch bei einem Absenken, das durch den Antriebsmotor (31) gesteuert wird, dreht sich auch das Ritzel (36) in entsprechender Richtung. Wenn die Kupplung (32) eingeschaltet ist, wird dann jeweils eine Schwenkbewegung des Schwenkgreifers (16) der Hubbewegung überlagert.
- Bei der Ausführungsform nach Fig. 5 sind die zapfenartigen Greifelemente (18) des Schwenkgreifers (16) auf einem Tragelement (19) angeordnet, das um eine zur Schwenkachse (21) des Schwenkgreifers (16) parallele Achse (24) verdrehbar ist. Das Tragelement ist an beiden Enden mit Zahnrädern versehen, die über Zahnriemen (25) mit auf der Schwenkachse (21) drehfest angeordneten Zahnrädern verbunden sind. Dadurch wird ein Antrieb für das Tragelement erhalten, durch den sichergestellt wird, daß die Zapfen (18) in jeder Schwenkposition des Schwenkgreifers (16) ihre vertikale Ausrichtung beibehalten, d.h. daß die Greifelemente (18) jederzeit parallel zu sich selbst bleiben.
- In Fig. 6 ist eine weitere Ausführungsform für einen Antrieb des Schwenkgreifers (16) dargestellt, die dem Antrieb des Schwenkgreifers (16) nach Fig. 1 entspricht. Der Schwenkgreifer (16), der ebenfalls rahmenartig ausgebildet ist, ist auf einer als Schwenkachse dienenden Welle (60) drehfest in zwei Seitenführungen (39) gelagert. Die Seitenführungen (39) sind in nicht dargestellter Weise in vertikalen Führungselementen höhenverschiebbar geführt, beispielsweise mittels Gleitführungen auf Führungsstangen. Die Gleitführungen (39) sind mit endlosen, vertikal gerichteten Zahnriemen (38) verbunden, die um obere Umlenkrollen (50) geführt und mit unteren Antriebsrädern (51) angetrieben sind. Die Verbindung der endlosen Zahnriemen (38) mit den Seitenführungen (39) erfolgt über zwei Umlenkrollen (40, 41) und jeweils ein Zahnrad (42), die in den Seitenführungen (39) gelagert sind. Mit den Zahnrädern (42) ist über Zwischenräder ein Antriebsmotor (43) in Antriebsverbindung. Der Antriebsmotor (43) ist ebenfalls mit einem Zahnrad (61) in Antriebsverbindung, das mit der Welle (60) des Schwenkgreifers (16) drehfest verbunden ist.
- Solange bei der Ausführungsform nach Fig. 6 der Antriebsmotor (43) stillsteht, der eine Bremse oder ein selbsthemmendes Getriebe aufweist, sind die beiden Zahnräder (42) blockiert, so daß eine feste Verbindung zwischen den Seitenführungen (39) und den Zahnriemen (38) gegeben ist. Wenn der Antriebsmotor (37) läuft, so erfolgt je nach seiner Drehrichtung ein Anheben oder Absenken der Seitenführungen (39) mit dem unbeweglich gehaltenen Schwenkgreifer (16). Wird der Antriebsmotor (43) eingeschaltet, so wird der Schwenkgreifer (16) abhängig von der jeweiligen Drehrichtung dieses Antriebsmotors (43) verschwenkt. Zusätzlich treibt dieser Antriebsmotor (43) die Zahnräder (42), so daß sich die Seitenführungen (39) realtiv zu den Zahnriemen (38) bewegen, so daß damit zwangsläufig die Schwenkbewegung des Schwenkgreifers (16) einer Hub- oder Absenkbewegung überlagert wird. Zusätzlich zu dieser kombinierten Schwenk-Hub- oder Absenkbewegung kann der Antriebsmotor (37) eingeschaltet werden, so daß eine weitere Hub- oder Absenkbewegung dem Schwenkgreifer (16) überlagert wird.
- Der Schwenkgreifer (16) enthält ein parallel zur als Schwenkachse dienenden Welle (60) verlaufendes Tragelement (19) für die zapfenartigen Greifelemente (18). Dieses Tragelement (19) ist um eine zur Welle (60) parallele Achse (24) verschwenkbar gelagert. Zwischen dem Tragelement (19) und den Seitenführungen (39) ist eine Parallelogrammführung (26) vorgesehen, durch die gewährleistet wird, daß das Tragelement (19) bei jeder Schwenkbewegung parallel zu sich selbst verbleibt, so daß die zapfenartigen Greifelemente (18) vertikal ausgerichtet bleiben, unabhängig davon, welche Schwenkposition der Schwenkgreifer (16) einnimmt.
- Der Schwenkgreifer (16) kann mittels des in Fig. 6 dargestellten Antriebs derart verstellt werden, daß er alle in Fig. 4 dargestellten Positionen einnehmen und die entsprechenden Bewegungen ausführen kann. In Abwandlung dieses Bewegungsablaufes wird bei der Ausführungsform nach Fig. 6 vorgesehen, daß der Schwenkgreifer (16) nur die Position (16′′) einnimmt, in welcher die Greifelemente (18) sich vertikal unter der Transporteinrichtung (11) befinden. Um trotzdem die Vorgarnspulen (10 oder 13) an die Aufnahme (17) übergeben und dort zwischenspeichern zu können, ist vorgesehen, daß die Aufnahme (17) mittels eines Verschwenkantriebes (45) in dem Wechselwagen angeordnet ist. Die Aufnahme (17), die mittels eines Parallelogrammarmes (65) um eine in Maschinenlängsrichtung verlaufende Achse (66) mittels eines Antriebsmotors verschwenkbar ist, kann zwischen einer Übernahmeposition, in welcher sie vertikal unter der Transporteinrichtung (11) liegt, und einer zurückgezogenen Position verschwenkt werden.
- Aus räumlichen Gründen kann es notwendig sein, daß die zapfenartigen Greifelemente (18) während des Ein- oder Ausfahrens in und aus dem Gatter geschwenkt werden müssen, so daß die Vor garnspulen (10 oder 13) ihre vertikale Position verlassen. Hierzu können die Greifelemente (18) zusätzlich mittels Antrieben um die Achse (24) verschwenkt werden, wobei diese Bewegung der anderen kombinierten Bewegung noch überlagert wird. Bei der Ausführungsform nach Fig. 5 wird hierzu an die Schwenkachse (21) ein Antriebsmotor angeschlossen, so daß diese in Richtung des in Fig. 5 rechts gezeigten Doppelpfeils verdrehbar ist. Über die Zahnriemen (25) wird diese Bewegung dann auf die Achse (24) übertragen. Bei der Ausführungsform nach Fig. 6 wird der Antrieb direkt an die Achse (24) angeschlossen oder in die Parallelogrammführung (26) in Form eines zusammenziehbaren und auseinanderfahrbaren Elements eingebaut.
Claims (18)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3734275 | 1987-10-09 | ||
| DE19873734275 DE3734275A1 (de) | 1987-10-09 | 1987-10-09 | Verfahren und vorrichtung zum einwechseln von vollen vorgarnspulen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0310870A1 true EP0310870A1 (de) | 1989-04-12 |
| EP0310870B1 EP0310870B1 (de) | 1991-11-27 |
Family
ID=6338036
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88115544A Expired - Lifetime EP0310870B1 (de) | 1987-10-09 | 1988-09-22 | Verfahren und Vorrichtung zum Einwechseln von vollen Vorgarnspulen |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US5099641A (de) |
| EP (1) | EP0310870B1 (de) |
| JP (1) | JPH01118633A (de) |
| DE (2) | DE3734275A1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0392482A2 (de) | 1989-04-13 | 1990-10-17 | Maschinenfabrik Rieter Ag | Transportsystem für Vorgarnspulen |
| WO1992001098A1 (de) * | 1990-07-05 | 1992-01-23 | Maschinenfabrik Rieter Ag | Verfahren und einrichtung zum wechseln von vorgarnspulen an einer spinnmaschine |
| US5222351A (en) * | 1989-03-17 | 1993-06-29 | Murata Kikai Kabushiki Kaisha | Yarn exchange and doffing device for use with a two-for-one twister |
| CH684276A5 (de) * | 1990-11-30 | 1994-08-15 | Rieter Ag Maschf | Verfahren zum Spulenaustausch im Gatter einer Textilmaschine. |
| EP3517662A1 (de) * | 2018-01-24 | 2019-07-31 | Maschinenfabrik Rieter AG | Serviceroboter einer ringspinnmaschine, ringspinnmaschine und verfahren zum steuern von gruppen von handhabungsmitteln |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3911765A1 (de) * | 1989-04-11 | 1990-10-18 | Zinser Textilmaschinen Gmbh | Vorgarnspulenwechselwagen |
| CA2045513C (en) * | 1989-12-22 | 2001-02-20 | Freddy Wanger | Heat treatment and/or humidification of cops |
| US5257897A (en) * | 1990-06-05 | 1993-11-02 | Murata Kikai Kabushiki Kaisha | Can conveying system |
| DE4031502A1 (de) * | 1990-10-05 | 1992-04-09 | Zinser Textilmaschinen Gmbh | Verfahren zum zufuehren von vollen vorgarnspulen zu mitteln zum aufnehmen an den spinnstellen einer spinnmaschine und zum abtransportieren der abgearbeiteten vorgarnspulen und vorrichtung |
| EP0485324B1 (de) * | 1990-11-05 | 1996-05-01 | Howa Machinery Limited | Verfahren und Vorrichtung zum Wechseln von Vorgarnspulen an einer Ringspinnmaschine |
| DE4313024C2 (de) * | 1993-04-21 | 1997-01-30 | Ake Innotech Automatisierung K | Umsteckstation für Leerhülsen und Vollspulen |
| JPH07118954A (ja) * | 1993-10-27 | 1995-05-09 | Murata Mach Ltd | 二重撚糸機とパーンワインダとの連結システム |
| EP0911433B1 (de) * | 1997-10-22 | 2002-06-05 | Zinser Textilmaschinen GmbH | Spinnverfahren mit Vorspinnmaschinen und mit Ringspinnmaschinen |
| DE19749024B4 (de) | 1997-11-06 | 2004-09-16 | Saurer Gmbh & Co. Kg | Spinnanlage mit Vorspinnmaschinen und mit Ringspinnmaschinen |
| DE10100764B4 (de) * | 2001-01-10 | 2005-03-10 | Neuenhauser Maschb Gmbh & Co K | Anordnung zum Austausch von leeren Spulen gegen volle Spulen in einem mit einer Bändchen oder Fäden verarbeitenden Maschine zusammenwirkenden Spulengatter |
| KR101742112B1 (ko) * | 2013-07-22 | 2017-05-31 | 무라다기카이가부시끼가이샤 | 실 제조 장치 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2240636A5 (de) * | 1973-08-08 | 1975-03-07 | Rhone Poulenc Textile | |
| JPS5450631A (en) * | 1977-09-30 | 1979-04-20 | Toyoda Automatic Loom Works | Tube exchanging method and apparatus in spinning machine |
| US4464893A (en) * | 1980-10-14 | 1984-08-14 | Rieter Machine Works Ltd. | Spinning machine, in particular ring spinning machine |
| ES8203999A1 (es) * | 1981-03-10 | 1982-05-01 | Pons Ubach Antonia | Aparato automatico para la alimentacion de mecha en maquinascontinuas de hilar |
| JPS6017852A (ja) * | 1983-07-11 | 1985-01-29 | Mitsubishi Electric Corp | 光源用陰極線管 |
| DE3411023C2 (de) * | 1984-03-24 | 1994-04-28 | Roeder & Spengler Stanz | Vorrichtung zum Herstellen und/oder Bearbeiten von kaschierten Werkstücken |
| JPS61102428A (ja) * | 1984-10-23 | 1986-05-21 | Toyoda Autom Loom Works Ltd | 精紡機の篠替方法 |
| EP0213962B1 (de) * | 1985-09-04 | 1991-09-04 | Howa Machinery Limited | Verfahren und Vorrichtung zum Verbinden von Vorgarn in Spinnmaschinen |
| DE3606612A1 (de) * | 1986-02-28 | 1987-09-03 | Zinser Textilmaschinen Gmbh | Verfahren und vorrichtung zum selbsttaetigen wechseln von auslaufenden vorgarnspulen an einer spinnmaschine |
| JP2553052B2 (ja) * | 1986-08-25 | 1996-11-13 | 豊和工業株式会社 | 精紡機における篠換方法 |
| DE3734264A1 (de) * | 1987-10-09 | 1989-04-20 | Zinser Textilmaschinen Gmbh | Verfahren und vorrichtung zum automatischen wechseln von vorgarnspulen an einer ringspinnmaschine |
-
1987
- 1987-10-09 DE DE19873734275 patent/DE3734275A1/de not_active Withdrawn
-
1988
- 1988-09-22 EP EP88115544A patent/EP0310870B1/de not_active Expired - Lifetime
- 1988-09-22 DE DE8888115544T patent/DE3866498D1/de not_active Expired - Lifetime
- 1988-10-05 JP JP63250030A patent/JPH01118633A/ja active Pending
-
1990
- 1990-05-07 US US07/519,885 patent/US5099641A/en not_active Expired - Fee Related
Non-Patent Citations (1)
| Title |
|---|
| NICHTS ERMITTELT * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5222351A (en) * | 1989-03-17 | 1993-06-29 | Murata Kikai Kabushiki Kaisha | Yarn exchange and doffing device for use with a two-for-one twister |
| EP0392482A2 (de) | 1989-04-13 | 1990-10-17 | Maschinenfabrik Rieter Ag | Transportsystem für Vorgarnspulen |
| WO1992001098A1 (de) * | 1990-07-05 | 1992-01-23 | Maschinenfabrik Rieter Ag | Verfahren und einrichtung zum wechseln von vorgarnspulen an einer spinnmaschine |
| CH684276A5 (de) * | 1990-11-30 | 1994-08-15 | Rieter Ag Maschf | Verfahren zum Spulenaustausch im Gatter einer Textilmaschine. |
| EP3517662A1 (de) * | 2018-01-24 | 2019-07-31 | Maschinenfabrik Rieter AG | Serviceroboter einer ringspinnmaschine, ringspinnmaschine und verfahren zum steuern von gruppen von handhabungsmitteln |
Also Published As
| Publication number | Publication date |
|---|---|
| US5099641A (en) | 1992-03-31 |
| DE3866498D1 (de) | 1992-01-09 |
| EP0310870B1 (de) | 1991-11-27 |
| DE3734275A1 (de) | 1989-04-20 |
| JPH01118633A (ja) | 1989-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0310870B1 (de) | Verfahren und Vorrichtung zum Einwechseln von vollen Vorgarnspulen | |
| EP0062063B1 (de) | Spinnmaschine, insbesondere ringspinnmaschine | |
| DE3240822A1 (de) | Ringspinnmaschine mit einem spulengatter | |
| EP0310871B1 (de) | Verfahren und Vorrichtung zum automatischen Wechseln von Vorgarnspulen an einer Ringspinnmaschine | |
| CH662586A5 (de) | Spinnanlage zur herstellung von garn aus vorgarn. | |
| DE3630214C2 (de) | ||
| EP0906458B1 (de) | Vorspinnmaschine mit spulenwechselvorrichtung | |
| DE1560348A1 (de) | Transporteinrichtung einer selbsttaetigen Huelsenwechseleinrichtung | |
| DE3702265C2 (de) | Verfahren und Vorrichtung zum Austausch von Spulen und Hülsen an Vorspinnmaschinen | |
| EP0912781B1 (de) | Vorspinnmaschine mit einer vorrichtung zum selbsttätigen auswechseln voller vorgarnspulen gegen leere vorgarnhülsen | |
| DE4013066A1 (de) | Spulenwechselvorrichtung | |
| CH687026A5 (de) | Verfahren und Vorrichtung zum Ver- und Entsorgen mit Garnkoerpern und Leerhuelsen an Textilmaschinen | |
| DE2410408C2 (de) | Vorrichtung zum Auswechseln voller Spulen gegen leere Spulenkörper bei Steck- bzw. Zwirnmaschinen | |
| DE2416725A1 (de) | Automatische vorrichtung zum abziehen und aufstecken von spulen bzw. spulenhuelsen an einer spinn- oder zwirnmaschine | |
| DE19505050C2 (de) | Transport- und Umsetzsystem zwischen mindestens einer Vorspinnmaschine und einem nachgeordneten Lager- oder Verarbeitungsbereich | |
| CH667677A5 (de) | Verfahren zum spulenwechsel in einer spinnmaschine. | |
| DE3246463A1 (de) | Bediengeraet, insbesondere fadenansetzgeraet fuer eine ringspinnmaschine | |
| DE3540272C2 (de) | ||
| EP0426886A1 (de) | Betriebsverfahren und Vorrichtung zur Übergabe einerseits von Einzelspulen oder Spulengruppen von einer Spulmaschine oder einer Fach- oder Spinnmaschine an eine Spulentransporteinrichtung und andererseits von leeren Spulenhülsen von der Transporteinrichtung an die Spulmaschine oder die Fach- oder Spinnmaschine | |
| EP0311069B1 (de) | Transportsystem für Vorgarnspulen zwischen Spinnereimaschinen | |
| EP0727380B1 (de) | Vorspinnmaschine mit einer maschineninternen Transporteinrichtung zum Fördern voller Spulen und leerer Hülsen | |
| DE19702163A1 (de) | Verfahren und Vorrichtung zum Transportieren voller Vorgarnspulen bzw. leerer Vorgarnhülsen | |
| DE4407099A1 (de) | Verfahren zum Austauschen voller Spulen gegen leere Hülsen bei einer Ringspinnmaschine | |
| DE19606073A1 (de) | Ringspinnmaschine, mit mindestens einer selbsttätigen Kopswechselvorrichtung | |
| CH687711A5 (de) | Flyer mit fest angeordneter Spulenbank. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR IT LI |
|
| 17P | Request for examination filed |
Effective date: 19890506 |
|
| 17Q | First examination report despatched |
Effective date: 19910228 |
|
| ITF | It: translation for a ep patent filed |
Owner name: DE DOMINICIS & MAYER S.R.L. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR IT LI |
|
| REF | Corresponds to: |
Ref document number: 3866498 Country of ref document: DE Date of ref document: 19920109 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19951214 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19960906 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19960930 Ref country code: CH Effective date: 19960930 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19961120 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19970930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980603 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050922 |