EP0125378A2 - Verfahren und Vorrichtung zum Anzeichnen von gasdurchlässigen Stoff- und anderen Warenbahnen, insbesondere zum automatischen Anzeichnen in einer Anzeichnungsstation - Google Patents
Verfahren und Vorrichtung zum Anzeichnen von gasdurchlässigen Stoff- und anderen Warenbahnen, insbesondere zum automatischen Anzeichnen in einer Anzeichnungsstation Download PDFInfo
- Publication number
- EP0125378A2 EP0125378A2 EP84100811A EP84100811A EP0125378A2 EP 0125378 A2 EP0125378 A2 EP 0125378A2 EP 84100811 A EP84100811 A EP 84100811A EP 84100811 A EP84100811 A EP 84100811A EP 0125378 A2 EP0125378 A2 EP 0125378A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- marking
- film
- vacuum
- fabric
- gas
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B11/00—Treatment of selected parts of textile materials, e.g. partial dyeing
- D06B11/0056—Treatment of selected parts of textile materials, e.g. partial dyeing of fabrics
- D06B11/0059—Treatment of selected parts of textile materials, e.g. partial dyeing of fabrics by spraying
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41H—APPLIANCES OR METHODS FOR MAKING CLOTHES, e.g. FOR DRESS-MAKING OR FOR TAILORING, NOT OTHERWISE PROVIDED FOR
- A41H3/00—Patterns for cutting-out; Methods of drafting or marking-out such patterns, e.g. on the cloth
- A41H3/08—Patterns on the cloth, e.g. printed
Definitions
- the invention relates to a method and a Vorrich - tung for marking of gas-permeable material and other webs, in particular for automatically marking in a Anosstation.
- the object of the invention is a method and an apparatus for marking fabric and other goods lanes, in particular to indicate for automatic marking, which on the one hand results in a sufficiently clear marking for the sewing process, and on the other hand does not leave any markings visible to the eye on the finished sewn piece.
- the object is surprisingly achieved with the invention in that the fabric web in the marking station is brought into contact with a film containing the pattern to be drawn in the form of openings as a template, and that a color mist passes through the openings in the film and the adjacent fabric web is sucked.
- the color mist leaves very fine-tunable color characters in the material. Because the paint mist is only drawn through the fabric at the openings in the film used as a template, a number of color dots arranged in any position and spacing can be provided as a marking grid, which are clearly recognizable on the one hand for the sewing process, on the other hand, however, no longer appear visually in the area of the finished seam.
- the paint mist is an aerosol, which is generated by atomizing a liquid containing dye in solution.
- a fluorescent dye is used as the dye and water is used as the solution liquid.
- the atomization is generated by means of high pressure through an atomizer nozzle or by means of compressed air and / or propellant gas by means of pneumatic atomizer nozzles.
- the fabric web is placed on the film and that the paint mist is drawn through the film and web from bottom to top. This advantageously prevents droplets condensed in the course of repeated marking cycles from uncontrollably passing through the openings in the template or film and smearing the marking image.
- the invention provides in an expedient embodiment that the ⁇ web of material is drawn into the marking station in cycles, placed on the film, covered with a gas-permeable, elastic material layer and pressed onto the film, whereupon into a space below
- the film is injected with a spray of paint mist and at the same time a vacuum is created in a space above the layer of material.Through its time-limited interaction, paint mist is sucked through the film and the web of material in a predetermined amount, whereupon the vacuum decays and the marked web of material is removed from the marking station.
- the vacuum is brought to a negative pressure between 100 and 1000 mm WS, preferably to about 300 mm WS after a predetermined time course and is immediately decayed.
- this measure which is essential to the invention, can advantageously achieve that the intensity the marking corresponds exactly to a specified value.
- the temporal use of the paint mist spray jet is triggered in accordance with a predetermined negative pressure and that its duration is limited by a predetermined switch-off pulse.
- a device for marking gas-permeable material and other material webs is characterized in that the marking station comprises a device for guiding the material web, with means for inserting the material web into the marking station, and for pulling out and separating it Marked sections of fabric, and below the fabric a fog chamber equipped with a device for generating paint mist with a film arranged on its gas-permeable upper side, and above the fabric a vacuum chamber with a gas-permeable underside and a gas-permeable, soft-elastic material layer arranged thereon as an elastic pressure cushion for generating vacuum, and with means for raising and lowering at least the vacuum chamber.
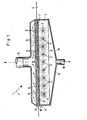
- the marking device 1 comprises below the fabric web 2 a fog chamber 3 with nozzles 5 arranged on the side wall 4 for generating the paint mist.
- the the. Upper side 6 facing fabric web 2 is designed as a gas-permeable surface in the form of a grate 7 or grid.
- a film 8 is placed on this grate or grid 7. This is formed with openings 9 as a marking template.
- the breakthroughs can, for example, represent a drawing pattern in the form of parallel lines crossing at right angles, the course of which is indicated by individual marking points spaced apart from one another. Such marking points can be punched or drilled out in the film, for example in the form of bores, for example with a diameter of 0.75 mm.
- the film itself can be made of metal, hard paper, plastic or the like and is expediently of small thickness, for example between 0.5 and 1 mm.
- the film 8 rests on the grate 7 without further fastenings and is thereby held in its position in that the upper edges 10 of the cloud chamber 3 project beyond the plane of the grate 7 by the thickness of the film 8.
- Thin foils 8 are larger than the area of the cloud chamber 3 and are stretched (not shown) to fix them at their projecting, possibly hanging edges.
- the fabric web 2 is located directly above the film 8. Above this is the vacuum chamber 11, the lower side 12 of which directed towards the fabric web 2 is also open to gas and is designed as a grate or grid 12. Between this grate or
- a pressure pad 14 made of elastic gas permeable material is arranged.
- This can be very pore-rich plastic foam, or a springy cushion made of dralon felt or made of a soft fleece made of plastic fibers.
- the vacuum chamber 11 has a connecting piece 15 with which it is connected to a vacuum generating device, not shown.
- the nozzles 5 of the cloud chamber 3 are in turn connected to a device for supplying a liquid containing dye in solution.
- this feed device is not shown in the drawing, since on the one hand it is a matter of course for a person skilled in the art, and on the other hand it is not the subject of the invention with regard to its design.
- the nozzles can be high-pressure atomizing nozzles, similar to the fuel nozzles of a diesel engine, but it can also be pneumatic atomizing nozzles which, for. B. operated with compressed air.
- the choice of such nozzles for generating the color mist provided according to the invention is within the professional discretion of the person skilled in the art.
- the lower part 16 of the mist chamber 3 is equipped with a slightly inclined base 17 and a drain pipe 18. However, it can also be sucked out of the bottom of the bottom 17 through feed lines to the nozzles through these.
- Figure 2 shows a fully automatic marking station, which works in cycles according to the functional principle described above.
- This comprises a roll-off device 19 with a supply of an endless web of material 2 in the form of a roll 20. From this, the web of material 2 is fed to the marking device 1 via the web guide device 21 by means of driven draw rollers 22 via a compensator 23.
- This is arranged in a frame 24, in which the fog chamber 3 and the vacuum chamber 11 can be raised or lowered against one another by means of a schematically indicated lifting device 25.
- the marking station comprises a device 26 for guiding the fabric web 2 with means 27 for transporting the fabric web 2.
- a separating device 28 is provided which separates the fabric web 2 ′ which has been drawn and drawn out of the marking device 1 by the transport means 27.
- a device 29 for generating vacuum is purely schematic in form of an exhauster.
- the fully automatic marking station comprises a central control unit 30 with control lines 31a to 31h to the individual functional units.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Treatment Of Fiber Materials (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Details Or Accessories Of Spraying Plant Or Apparatus (AREA)
Abstract
Zum Anzeichnen von gasdurchlässigen Stoff- und anderen Warenbahnen, insbesondere zum automatischen Anzeichnen in einer Anzeichnungsstation wird vorgeschlagen, daß die Stoffbahn in der Anzeichnungsstation mit einer das anzuzeichnende Muster in Form von Durchbrüchen als Schablone enthaltenden Folie zur Anlage gebracht wird, und daß durch die Durchbrüche und die anliegende Stoffbahn hindurch ein Farbnebel gesogen wird, wobei dieser Farbnebel ein Aerosol ist, welches durch Zerstäubung einer Farbstoff in Lösung enthaltenden Flüssigkeit erzeugt wird. Mit Vorteil wird hierfür ein fluoreszierender Farbstoff verwendet. Eine entsprechende Vorrichtung umfaßt unterhalb der Stoffbahn eine mit Düsen zur Erzeugung des Farbnebels ausgestattete Nebelkammer, auf deren gasdurchlässiger Oberseite die Folie angeordnet ist, sowie oberhalb der Stoffbahn eine Vakuumkammer mit gasdurchlässiger Unterseite in Form eines Rostes, sowie ein daran befestigtes elastisches, gasdurchlässiges Druckpolster zum Gegenhalten der Stoffbahn auf der Folie, sowie Mittel zur Vakuumerzeugung und eine das Zusammenspiel der Funktionen steuernde Steuerungs- Einheit.
Description
- Die Erfindung betrifft ein Verfahren sowie eine Vorrich- tung zum Anzeichnen von gasdurchlässigen Stoff- und anderen Warenbahnen, insbesondere zum automatischen Anzeichnen in einer Anzeichnungsstation.
- Einzeln verarbeitete Stoffbahnen, wie beispielsweise Inletts zur Herstellung gesteppter Bettdecken, werden üblicherweise von Hand angezeichnet. Dabei besteht die Schwierigkeit darin, die Markierungspunkte oder -striche einerseits so deutlich anzuzeichnen, daß diese beim Nähen erkennbar sind, andererseits dürfen aber die Markierungen am fertiggesteppten Teil optisch nicht mehr ins Auge fallen. Letztere insbesondere deshalb, weil es verständlicherweise nicht möglich ist, eine gesteppte Decke nach dem Nähen zu waschen oder-zu reinigen. Zur Zeit werden solche Stoffbahnen, wie erwähnt, von Hand mit weichem Bleistift möglichst leicht markiert. Bei der nachfolgenden Näharbeit bedeutet es eine erhebliche Anstrengung für das Auge der Beschäftigten, die Markierungen zu erkennen. Bisherige Bemühungen, dieses Dilemma zu überwinden, führten noch zu keinem brauchbaren Ergebnis.
- Aufgabe der Erfindung ist es, ein Verfahren und eine Vorrichtung zum Anzeichnen von Stoff- und anderen Warenbahnen, insbesondere zum automatischen Anzeichnen anzugeben, welches einerseits eine genügend deutliche Markierung für den Nähvorgang ergibt, und andererseits am fertiggenähten Stück keine mit dem Auge erkennbaren Markierungszeichen hinterläßt.
- Die Lösung der Aufgabe gelingt mit der Erfindung überraschenderweise dadurch, daß die Stoffbahn in der Anzeichnungsstation mit einer das anzuzeichnende Muster in Form von Durchbrüchen als Schablone enthaltenden Folie zur Anlage gebracht wird, und daß durch die Durchbrüche in der Folie und die anliegende Stoffbahn hindurch ein Farbnebel gesogen wird.
- Mit dem Verfahren nach der Erfindung ergibt sich der Vorteil, daß der Farbnebel in der optischen Wirkung sehr feinstufig nuancierbare Farbzeichen-im Stoff hinterläßt. Dadurch, daß der Farbnebel lediglich an den Durchbrüchen der als Schablone verwendeten Folie durch den Stoff hindurch gesogen wird, kann als Anzeichnungs-Raster eine in beliebigen Positionen und Abständen angeordnete Zahl von Farb-Punkten vorgesehen werden, welche einerseits für den Nähvorgang gut erkennbar sind, andererseits aber im Bereich der fertigen Naht nicht mehr optisch in Erscheinung treten.
- In weiterer Ausgestaltung des Verfahrens ist vorgesehen, daß der Farbnebel ein Aerosol ist, welches durch Zerstäubung einer Farbstoff in Lösung enthaltenden Flüssigkeit erzeugt wird.
- Damit ergibt sich mit Vorteil ein kolloidales System, in welchem Luft das Dispersionsmittel bildet, in welcher die flüssigen, Farbstoff in Lösung enthaltenden Teilchen in einem Größenordnungs-Spektrum zwischen 0,5 und 2 p. als Schwebeteilchen enthalten sind.
- Als Vorteil ergibt sich hierdurch eine optimale Homogenität des Farbnebels, wodurch eine äußerst gleichmäßige Anzeichnungs-Wirkung erreicht wird.
- Weiter ist in vorteilhafter Ausgestaltung vorgesehen, daß als Farbstoff ein fluoreszierender Farbstoff, und als Lösungsflüssigkeit Wasser verwendet wird.
- Durch die Verwendung eines fluoreszierenden Farbstoffes ergibt sich zusätzlich zu den bereits diskutierten grundsätzlichen Vorteilen des erfindungsgemäßen Verfahrens der weitere, beträchtlich ins Gewicht fallende Vorteil, daß mit fluoreszierendem Farbstoff erzeugte Markierungen bei Beleuchtung mit einem Ultraviolettstrahlung emittierenden Licht zum Leuchten gebracht werden, und infolgedessen beim Nähvorgang mit Vorteil bestens erkennbar sind, wogegen die Markierungen bei normalem Tages- oder Kunstlicht nicht zu sehen sind.
- Um eine optimale Zerstäubung des in Flüssigkeit gelösten Farbstoffes zu erreichen, ist weiter vorgesehen., daß die Zerstäubung mittels Hochdruck durch eine Zerstäuberdüse oder mittels Druckluft und/oder Treibgas durch Pneumatik-Zerstäuberdüsen erzeugt wird.
- Beide Möglichkeiten sind dadurch für das erfindungsgemäße Verfahren zweckmäßig und vorteilhaft, da sie auf der Verwendung üblicher und erprobter Einrichtungen und Verfahren beruhen. Beispielsweise stehen für die Zerstäubung mittels Hochdruck durch Zerstäuberdüsen hierfür geeignete Funktionselemente aus der Brennstoffzerstäubung in Dieselmotoren zur Verfügung. Für die Zerstäubung mittels Druck- oder Treibgas durch Sprühdüsen können Funktionselemente und Technologien Anwendung finden, wie sie aus den millionenfach im Handel befindlichen Sprühdosen vorliegen, mit denen praktisch jede Flüssigkeit mit einem Treibmittel bei einem Druck von etwa 3 bis 4 bar bei Raumtemperatur zu einem völlig homogenen Aerosol-Spray versprüht werden kann.
- Mit der Erfindung ist weiter als erfindungswesentlich vorgesehen, daß die Stoffbahn auf die Folie aufgelegt wird, und daß der Farbnebel von unten nach oben durch Folie und Stoffbahn hindurch gesogen wird. Hierdurch wird mit Vorteil vermieden, daß durch Kondensation im Verlauf wiederholter Anzeichnungstakte kondensierte Tröpfchen unkontrolliert durch die Durchbrüche der Schablone bzw. Folie hindurchtreten und das Anzeichnungs-Bild verschmieren könnten.
- Zur kontinuierlichen Durchführung des Verfahrens ist mit der Erfindung in zweckmäßiger Ausgestaltung vorgesehen, daß jeweils taktweise die ` Stoffbahn in die Anzeichnungsstation eingezogen, auf die Folie-aufgelegt, mit einer gasdurchlässigen, elastischen Materialschicht abgedeckt und an die Folie angedrückt wird, worauf in einen Raum unterhalb der Folie ein Farbnebel-Sprühstrahl injiziert und gleichzeitig damit in einem Raum oberhalb der Materialschicht ein Vakuum erzeugt wird, durch deren zeitlich begrenzbares Zusammenwirken Farbnebel in vorgegebener Menge durch die Folie und die Stoffbahn hindurch gesaugt wird, worauf das Vakuum zum Abklingen gebracht und die angezeichnete Stoffbahn aus der Anzeichnungsstation entfernt wird.
- Dabei ist in Ausgestaltung entsprechender Verfahrensparameter vorgesehen, daß das Vakuum nach einem vorgegebenen zeitlichen Verlauf auf einen Unterdruck zwischen 100 und 1000 mm WS, vorzugsweise auf ca. 300 mm WS gebracht und unmittelbar darauf zum Abklingen gebracht wird.
- Insbesondere durch diese erfindungswesentliche Maßnahme kann mit Vorteil erreicht werden, daß die Intensität der Anzeichnung exakt einem vorgegebenen Wert entspricht.
- Dabei ist in weiterer zweckmäßiger Ausgestaltung vorgesehen, daß der zeitliche Einsatz des Farbnebel-Sprühstrahles nach Maßgabe eines vorgegebenen Unterdrucks ausgelöst, und dessen Zeitdauer von einem vorgegebenen Abschaltimpuls begrenzt wird.
- Eine Vorrichtung zum Anzeichnen von gasdurchlässigen Stoff- und anderen Warenbahnen, gemäß dem Verfahren nach der Erfindung, ist dadurch gekennzeichnet, daß die Anzeichnungsstation eine Einrichtung zum Führen der Stoffbahn umfaßt, mit Mitteln zum Einlegen der Stoffbahn in die Anzeichnungsstation, sowie zum Herausziehen und Abtrennen fertig angezeichneter Stoffbahnabschnitte, sowie unterhalb der Stoffbahn eine mit einer Einrichtung zur Erzeugung von Farbnebel ausgestattete Nebelkammer mit auf deren gasdurchlässiger Oberseite angeordneter Folie, sowie oberhalb der Stoffbahn eine Vakuumkammer mit gasdurchlässiger Unterseite und einer an dieser als elastisches Druckpolster angeordneten, gasdurchlässigen, weichelastischen Materialschicht, mit Mitteln zur Erzeugung von Vakuum, sowie mit Mitteln zum Heben und Senken wenigstens der Vakuumkammer.
- Weitere zweckmäßige Ausgestaltungen der erfindungsgemäßen Vorrichtung ergeben sich aus den Merkmalen der Ansprüche 9 bis 13.
- Im folgenden wird die Erfindung mit ihren Vorteilen anhand eines in der Zeichnung dargestellten Ausführungsbeispiels näher erläutert. Es zeigen:
- Figur 1 eine Vorrichtung zum Anzeichnen von Stoffbahnen, im Schnitt,
- Figur 2 eine vollautomatische Anzeichnungsstation mit einer Anzeichnungsvorrichtung gemäß Figur 1, in rein schematischer Darstellung, in Seitenansicht.
- Die Anzeichnungsvorrichtung 1 umfaßt unterhalb der Stoffbahn 2 eine Nebelkammer 3 mit an der Seitenwand 4 angeordneten Düsen 5 zur Erzeugung des Farbnebels. Die der. Stoffbahn 2 zugewandte obere Seite 6 ist als gasdurchlässige Fläche in Form eines Rostes 7 bzw. Gitters ausgebildet. Auf diesem Rost bzw. Gitter 7 ist eine Folie 8 aufgelegt. Diese ist mit Durchbrüchen 9 als Anzeichnungs-Schablone ausgebildet. Die Durchbrüche können beispielsweise ein Zeichenmuster in Form paralleler und sich rechtwinklig kreuzender Linien darstellen, deren Verlauf durch einzelne im Abstand voneinander vorgesehene Markierungspunkte kenntlich gemacht ist. Solche Markierungspunkte können in der Folie beispielsweise in Form von Bohrungen beispielsweise mit 0,75 mm Durchmesser eingestanzt oder ausgebohrt sein. Die Folie selbst kann aus Metall, Hartpapier, Kunststoff oder ähnlichem hergestellt sein und ist zweckmäßig von geringer Dicke, beispielsweise zwischen 0,5 und 1 mm. Die Folie 8 liegt ohne weitere Befestigungen auf dem Rost 7 auf und wird dadurch in ihrer Lage gehalten, daß die oberen Ränder 10 der Nebelkammer 3 um das Dickenmaß der Folie 8 über die Ebene des Rostes 7 überstehen. Dünne Folien 8 sind größer als die Fläche der Nebelkammer 3 und werden zu ihrer Fixierung an ihren überstehenden, gegebenenfalls herabhängenden Rändern gespannt (nicht gezeigt).
- Unmittelbar oberhalb der Folie 8 befindet sich die Stoffbahn 2. Darüber befindet sich die Vakuumkammer 11, deren gegen die Stoffbahn 2 gerichtete untere Seite 12 ebenfalls gasdurchlässig offen ist und als Rost bzw. Gitter 12 ausgebildet ist. Zwischen diesem Rost bzw.
- Gitter 13 und der Stoffbahn 2 ist ein Druckpolster 14 aus elastischem gasdurchlässigem Material angeordnet. Dabei kann es sich um sehr porenreichen Kunststoffschaum handeln, oder ein federndes Kissen aus Dralon-Filz oder aus einem weichen Vlies aus Kunststoff-Fasern. Die Vakuumkammer 11 besitzt einen Anschlußstutzen 15,mit welchem sie an eine nicht dargestellte Unterdruck-Erzeugungseinrichtung angeschlossen ist. Die Düsen 5 der Nebelkammer 3 stehen ihrerseits mit einer Einrichtung zum Zuführen einer Farbstoff in Lösung enthaltenden Flüssigkeit in Verbindung. Diese Zuführeinrichtung ist jedoch in der Zeichnung nicht dargestellt, da sie einerseits für den Fachmann eine platte Selbstverständlichkeit darstellt, und andererseits hinsichtlich ihrer Ausführung nicht Gegenstand der Erfindung ist. Wie bereits vorgängig erläutert, kann es sich bei den Düsen um Hochdruck-Zerstäuberdüsen handeln-, ähnlich den Brennstoffdüsen eines Dieselmotors, es kann sich aber auch um Pneumatik-Zerstäuberdüsen handeln, die z. B. mit Druckluft betrieben werden. Die Wahl solcher Düsen zur Erzeugung des erfindungsgemäß vorgesehenen Farbnebels liegt im handwerlichen Ermessen des Fachmannes. Um überschüssige, nicht verbrauchte, zur Kondensation neigende Anteile von Farbnebel aufzufangen und zurückzuführen, ist der untere Teil 16 der Nebelkammer 3 mit einem schwachgeneigten Boden 17 und einem Abflußrohr 18 ausgestattet. Es kann aber auch eine Absaugung aus dem Sumpf des Bodens 17 durch Zuleitungen zu den Düsen durch diese direkt erfolgen.
- Die Funktion der Vorrichtung ist folgende:
- Zum Einlegen der Stoffbahn 2 ist zunächst die Anzeichnungsvorrichtung geöffnet. Dabei ist die Vakuumkammer 11 gegenüber der Nebelkammer 3 angehoben, gegebenenfalls ist gleichzeitig auch die Nebelkammer 3 abgesenkt. Nach Einlegen der Stoffbahn wird die Anzeichnungsvorrichtung 1 geschlossen, indem die Vakuumkammer 11 und die Nebelkammer 3 an die Stoffbahn 2 und gegeneinander angelegt werden. Sodann wird durch öffnen eines Ventils oder Ingangsetzen einer Saugpumpe durch den Anschlußstutzen 15 aus der Vakuumkammer 11 Luft angesaugt und ein Vakuum in der Größenordnung von ca. 300 mm WS eingestellt. Kurz nach Beginn der Absaugung, während das Vakuum in der Vakuumkammer 11 noch ansteigt, wird durch die Düsen 5 kurzzeitig ein Spray von Farbnebel erzeugt, der sich in der Nebelkammer 3 annähernd gleichmäßig verteilt. Durch den Unterdruck in der Vakuumkammer 11 wird nun Farbnebel durch die Durchbrüche 9 der Folie 8 hindurch sowie durch die Stoffbahn 2 durchgesaugt und erzeugt in der Stoffbahn Anzeichnungs-Farbpunkte. Unmittelbar darauf wird das Vakuum zum Abklingen gebracht, die Anzeichnungsvorrichtung 1 geöffnet und die fertig angezeichnete Stoffbahn 2' herausgenommen bzw. durch eine neue Stoffbahn für die nächste Anzeichnung ersetzt.
- Figur 2 zeigt eine vollautomatisch arbeitende Anzeichnungsstation, die nach dem vorgängig beschriebenen Funktionsprinzip taktweise arbeitet. Diese umfaßt eine Abrollvorrichtung 19 mit einem Vorrat einer endlosen Stoffbahn 2 in Form einer Rolle 20. Von dieser wird die Stoffbahn 2 über die Bahnführeinrichtung 21 mittels angetriebenen Zugwalzen 22 über einen Kompensator 23 der Anzeichnungsvorrichtung 1 zugeführt. Diese ist in einem Gestell 24 angeordnet, worin die Nebelkammer 3 und die Vakuumkammer 11 heb- bzw. senkbar mittels einer schematisch angedeuteten Hubeinrichtung 25 gegeneinander geöffnet bzw. geschlossen werden können. Weiter umfaßt die Anzeichnungsstation eine Einrichtung 26 zum Führen der Stoffbahn 2 mit Mitteln 27 zum Transport der Stoffbahn 2. Ferner ist eine Trennvorrichtung 28 vorhanden, welche die fertig angezeichnete, von den Transportmitteln 27 aus der Anzeichnungsvorrichtung 1 herausgezogene Stoffbahn 2' abtrennt. Eine Einrichtung 29 zur Erzeugung von Vakuum ist rein schematisch in Form eines Exhaustors angedeutet. Und schließlich umfaßt die vollautomatische Anzeichnungsstation eine zentrale Steuerungs-Einheit 30 mit Steuerleitungen 31 a bis 31 h zu den einzelnen Funktions-Einheiten.
- Dabei läuft ein Arbeitstakt, der sich identisch mit dem nächsten Arbeitstakt wiederholt, wie folgt ab:
- Nach dem Herausziehen einer fertig angezeichneten Stoffbahn 2' bei geöffneten Kammern 3, 11 tritt die Trennvorrichtung 28 in Funktion und trennt die Stoffbahn 2' ab. Sodann fährt der Transportwagen 27' zur Anzeichnungsstation 1 zurück, ergreift das abgetrennte Ende der Stoffbahn 2' und ziehtsie um das Maß eines Anzeichnungsfeldes durch die geöffnete Anzeichnungsvorrichtung 1 hindurch. Anschließend wird diese wieder geschlossen, indem Vakuumkammer 11 und Nebelkammer 3 mit der Stoffbahn 2 gegenseitig zur Anlage gebracht werden. Sodann gibt die Steuereinheit 30 den Befehl zur Erzeugung von Vakuum durch Ingangsetzung des Exhaustors 29 und öffnen des Verschlußorganes 32. Kurze Zeit danach gibt die Steuerungseinheit 30 den Befehl zur Erzeugung von Farbnebel durch Aktivierung der hierfür vorgesehenen Zerstäubungsvorrichtungen bzw. Düsen 5, wie durch die Steuerleitung 31a schematisch angedeutet. Kurze Zeit danach, nachdem der Farbnebel durch die Durchbrüche der Schablone bzw. Folie 3 und die Stoffbahn 2 hindurch gesaugt wurde, gibt die Steuerungseinheit 30 den Befehl zum Abbau des Vacuums und zum öffnen der Anzeich-nungsvorrichtung 1, d. h. zum Anheben der Vakuumkammer und Absenken der Nebelkammer. Dieser Befehl wird über die Steuerleitung 31 c zum Motor 33 der Hubeinrichtung 25 geleitet. Danach tritt durch einen entsprechenden Befehl über die Steuerleitung 31 d die Trennvorrichtung 28 in Aktion und schneidet die Stoffbahn ab. Dabei wird diese durch eine Vakuumleiste 34 und gegebenenfalls durch einen nicht gezeigten Niederhalter festgehalten. Die Taktfolge wiederholt sich sinngemäß, wobei jedesmal durch die Transportmittel 27 eine Bahnlänge der Stoffbahn 2 herausgezogen und das damit neu eingelegte Stück Stoffbahn angezeichnet wird.
Claims (13)
1. Verfahren zum Anzeichnen von gasdurchlässigen Stoff-und anderen Warenbahnen, insbesondere zum automatischen Anzeichnen in einer Anzeichnungsstation, dadurch gekennzeichnet, daß die Stoffbahn in der Anzeichnungsstation mit einer das anzuzeichnende Muster in Form von Durchbrüchen als Schablone enthaltenden Folie zur Anlage gebracht wird, und daß durch die Durchbrüche in der Folie und die anliegende Stoffbahn hindurch ein Farbnebel gesogen wird.
2. Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß der Farbnebel ein Aerosol ist, welches durch Zerstäubung einer Farbstoff in Lösung enthaltenden Flüssigkeit erzeugt wird.
3. Verfahren nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, daß als Farbstoff ein fluoreszierender Farbstoff, und als Lösungsflüssigkeit Wasser verwendet wird.
4. Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß die Zerstäubung mittels Hochdruck durch eine Zerstäuberdüse, oder mittels Druckluft und/oder Treibgas durch Pneumatik-Zerstäuberdüsen erzeugt wird.
5. Verfahren nach einem oder mehreren der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß die Stoffbahn auf die Folie aufgeklebt wird, und daß der Farbnebel von unten nach oben durch Folie und Stoffbahn hindurchgesogen wird.
6. Verfahren nach einem oder mehreren der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß bei der kontinierlichen Durchführung des Verfahrens jeweils taktweise die Stoffbahn in die Anzeichnungsstation eingezogen, auf die Folie aufgelegt, mit einer gasdurchlässigen, elastischen Materialschicht abgedeckt und an die Folie angedrückt wird, worauf in einen Raum unterhalb der Folie ein Farbnebel-Sprühstrahl injiziert und gleichzeitig damit in einem Raum oberhalb der Materialschicht ein Vakuum erzeugt wird, durch deren zeitlich begrenzbares Zusammenwirken Farbnebel in vorgegebener Menge durch die Folie und die Stoffbahn hindurchgesaugt wird, worauf das Vakuum zum Abklingen gebracht und die angezeichnete Stoffbahn aus der Anzeichnungsstation entfernt wird.
7. Verfahren nach einem oder mehreren der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß das Vakuum nach einem vorgegebenen zeitlichen Verlauf auf einen Unterdruck zwischen 100 und 1000-mm WS, vorzugsweise auf ca. 300 mm WS gebracht und unmittelbar darauf zum Abklingen gebracht wird.
8. Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß der zeitliche Einsatz des Farbnebel-Sprühstrahles nach Maßgabe eines vorgegebenen Unterdruckes ausgelöst und dessen Zeitdauer von einem vorgegebenen Abschaltimpuls begrenzt wird.
9. Vorrichtung zum Anzeichnen von gasdurchlässigen Stoff- und anderen Warenbahnen, insbesondere zum automatischen Anzeichnen in einer Anzeichnungsstation, gemäß dem Verfahren nach den Ansprüchen 1 bis 8, dadurch gekennzeichnet, daß die Anzeichnungsstation eine Einrichtung (26) zum Führen der Stoffbahn (2) umfaßt mit Mitteln (27, 27') zum Einlegen der Stoffbahn (2) in die Anzeichnungsvorrichtung (1),.sowie zum Abtrennen (28) angezeichneter Stoffbahnabschnitte (2'), sowie unterhalb der Stoffbahn (2) eine mit Düsen (5) zur Erzeugung von Farbnebel ausgestattete Nebelkammer (3) mit auf deren gasdurchlässiger Oberseite (6) als Schablone angeordneter Folie (8), sowie oberhalb der Stoffbahn (2) eine Vakuumkammer (11) mit gasdurchlässiger Unterseite (12) in Form von einem Rost (13) und einer an diesem als elastisches Druckpolster angeordneten, gasdurchlässigen Materialschicht (14), ferner umfassend Mittel (29) zur Erzeugung von Vakuum, sowie ein Gestell (24) mit Mitteln (25, 33) zum Heben und Senken wenigstens der Vakuumkammer (11) und gegebenenfalls der Nebelkammer (3).
10. Vorrichtung nach Anspruch 9, dadurch gekennzeichnet, daß die Nebel- (3) und Vakuum- (11) Kammer jeweils ein relativ flaches Raumgebilde mit in der Ebene der Stoffbahn (2) kongruentem, rechteckigem Querschnitt ist, dessen Abmessung wenigstens denen der Stoffbahn (2) mit vorzugsweise geringem überstand entspricht, und daß die der Stoffbahn (2) zugewandten Flächen (6, 12) der Kammern (3, 11) von einem gasdurchlässigen Rost bzw. Gitter (7, 13) gebildet sind.
11. Vorrichtung nach einem der Ansprüche 9 oder 10, dadurch gekennzeichnet, daß die Nebelkammer (3) mit an den Seitenwänden (4) in Abständen angeordneten Zerstäuber- bzw. Sprühdüsen (5) ausgestattet ist.
12. Vorrichtung nach einem der Ansprüche 9 oder 10, dadurch gekennzeichnet, daß die Vakuumkammer (11) > über wenigstens einen Anschlußstutzen (15) und eine Leitung und ein darin angeordnetes Absperrorgan (32) an einen Unterdruck-Raum bzw. ein Unterdruck-Gebläse (29) oder -pumpe angeschlossen ist.
13. Vorrichtung nach einem der Ansprüche 9 oder 10, dadurch gekennzeichnet, daß die Vakuumkammer (11) mit einem ziehharmonikaartigem, mit Hubmitteln betätigbarem Balg zur Erzeugung eines infolge Volumenänderung der Kammer an- und abschwellenden Innendruckes ausgestattet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3305907A DE3305907C2 (de) | 1983-02-21 | 1983-02-21 | Verfahren und Vorrichtung zum automatischen Anzeichnen von gasdurchlässigen Stoff- und anderen Warenbahnen |
| DE3305907 | 1983-02-21 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0125378A2 true EP0125378A2 (de) | 1984-11-21 |
| EP0125378A3 EP0125378A3 (de) | 1985-09-04 |
Family
ID=6191369
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84100811A Withdrawn EP0125378A3 (de) | 1983-02-21 | 1984-01-26 | Verfahren und Vorrichtung zum Anzeichnen von gasdurchlässigen Stoff- und anderen Warenbahnen, insbesondere zum automatischen Anzeichnen in einer Anzeichnungsstation |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4567064A (de) |
| EP (1) | EP0125378A3 (de) |
| DE (1) | DE3305907C2 (de) |
| DK (1) | DK77284A (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3734662A1 (de) * | 1987-10-13 | 1989-04-27 | Philipp Moll | Verfahren und vorrichtung zum herstellen von kleidungsstuecken oder einzelteilen derselben |
| GB2229136A (en) * | 1989-01-17 | 1990-09-19 | Npd Corp | Method and apparatus for pattern imprenation of paper and other non-woven web. |
| US5094886A (en) * | 1989-01-17 | 1992-03-10 | Npd Corporation | Method and apparatus for pattern impregnation of paper and other non-woven web |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3439373A1 (de) * | 1984-10-27 | 1986-05-07 | Cannstatter Bettfedernfabrik Gmbh, 7000 Stuttgart | Verfahren zum markieren von naht- oder schnittlinien o.dgl. auf textilen stoffen |
| DE3521357A1 (de) * | 1985-06-14 | 1986-12-18 | Reinhard Dipl.-Ing. 8751 Heimbuchenthal Bäckmann | Verfahren und vorrichtung zur optimierung bildverarbeitender systeme in der textil- und lederverarbeitung |
| DE3579818D1 (de) * | 1985-12-06 | 1990-10-25 | Bernard Papapietro | Verfahren zum faerben von materialbahnen. |
| FR2632663A1 (en) * | 1988-06-10 | 1989-12-15 | Papapietro Bernard | Method for embellishing fabrics or similar articles by colouring, and device for implementing it |
| US5305494A (en) * | 1993-03-08 | 1994-04-26 | Teresa Candler | Airbrush vacuum system |
| US5711994A (en) * | 1995-12-08 | 1998-01-27 | Kimberly-Clark Worldwide, Inc. | Treated nonwoven fabrics |
| FR2764237B1 (fr) * | 1997-06-04 | 1999-08-20 | Sanglar Sicap | Procede de marquage azurant d'articles textiles et cuirs traites |
| US6425926B1 (en) * | 1999-05-04 | 2002-07-30 | Jakobus Hindriks | Thermosol treatment of textiles carrying a dye |
| US6264743B1 (en) * | 1999-10-29 | 2001-07-24 | Nordson Corporation | Vacuum assisted overspray controller and method |
| TWI251506B (en) * | 2000-11-01 | 2006-03-21 | Shinetsu Eng Co Ltd | Excimer UV photo reactor |
| US7225502B2 (en) | 2003-10-23 | 2007-06-05 | The Dial Corporation | System for removal of stains |
| KR20060128979A (ko) * | 2003-12-31 | 2006-12-14 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 웹 기반 제품의 수율을 최대화하는 방법 및 시스템 |
| US7623699B2 (en) * | 2004-04-19 | 2009-11-24 | 3M Innovative Properties Company | Apparatus and method for the automated marking of defects on webs of material |
| US20090028417A1 (en) * | 2007-07-26 | 2009-01-29 | 3M Innovative Properties Company | Fiducial marking for multi-unit process spatial synchronization |
| US8175739B2 (en) * | 2007-07-26 | 2012-05-08 | 3M Innovative Properties Company | Multi-unit process spatial synchronization |
| US7542821B2 (en) * | 2007-07-26 | 2009-06-02 | 3M Innovative Properties Company | Multi-unit process spatial synchronization of image inspection systems |
| US7797133B2 (en) * | 2008-09-10 | 2010-09-14 | 3M Innovative Properties Company | Multi-roller registered repeat defect detection of a web process line |
| WO2015061131A1 (en) * | 2013-10-22 | 2015-04-30 | Mikkelsen Converting Technologies, Inc. | Vision system |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB191004517A (en) * | 1910-02-23 | 1910-11-17 | Percy Russell Grace | A Device for Reproducing Representations of Letters, Designs or the like by Means of Stencils, especially applicable to the Marking of Woven Fabrics. |
| GB374195A (en) * | 1931-04-07 | 1932-06-09 | Shojiro Tanaka | Method and apparatus for printing textile fabrics |
| US2571976A (en) * | 1946-10-19 | 1951-10-16 | Mishawaka Rubber & Woolen Mfg | Strip cutter and marker |
| DE803059C (de) * | 1949-12-13 | 1951-02-26 | Boco Handelsgesellschaft M B H | Vorrichtung zum Anzeichnen von Waeschestuecken |
| US2628555A (en) * | 1952-06-02 | 1953-02-17 | Mishkin Charles | Machine for marking a pattern on cloth |
| DE1652431C3 (de) * | 1967-07-08 | 1979-04-12 | Gebrueder Sucker, 4050 Moenchengladbach | Vorrichtung zum Markieren von Stücklängen für bahnförmig geführtes Gut |
| US3839637A (en) * | 1972-03-22 | 1974-10-01 | A Willis | Textile guiding and measuring indicia |
| AT349415B (de) * | 1975-07-28 | 1979-04-10 | Zimmer Peter Ag | Spritzdruckeinrichtung zum bemustern einer ware |
| US3991706A (en) * | 1976-01-20 | 1976-11-16 | Gerber Garment Technology, Inc. | Marking apparatus utilizing a dye thread |
| DE2643226C2 (de) * | 1976-09-25 | 1982-07-29 | Mathias 4815 Schloss Holte Mitter | Vorrichtung zum absatzweisen Bedrucken von Druckgut, insbesondere Warenbahnen mittels mehrerer bewegbarer ebener Schablonen |
| NL7710299A (nl) * | 1976-09-25 | 1978-03-29 | Mitter Mathias | Inrichting voor het aanbrengen van patronen en kleuren op drukgoed, in het bijzonder textiel- goed, dat aanwezig is in de vorm van banen of vlakke afzonderlijke stukken, door middel van een op en neer beweegbare vlakdrukzeefschabloon. |
| DE2812220A1 (de) * | 1978-03-20 | 1979-09-27 | Brueckner Apparatebau Gmbh | Verfahren und vorrichtung zum bedrucken einer absatzweise transportierten warenbahn |
| JPS5837440B2 (ja) * | 1979-09-25 | 1983-08-16 | 泰夫 仲野 | 生地に標付けをする方法 |
| DE8007394U1 (de) * | 1980-03-18 | 1980-07-03 | Veit Kg Bekleidungstechnik, 8910 Landsberg | Einrichtung zum markieren von flaechenfoermigen werkstuecken |
-
1983
- 1983-02-21 DE DE3305907A patent/DE3305907C2/de not_active Expired
-
1984
- 1984-01-26 EP EP84100811A patent/EP0125378A3/de not_active Withdrawn
- 1984-02-17 US US06/581,089 patent/US4567064A/en not_active Expired - Fee Related
- 1984-02-20 DK DK77284A patent/DK77284A/da not_active Application Discontinuation
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3734662A1 (de) * | 1987-10-13 | 1989-04-27 | Philipp Moll | Verfahren und vorrichtung zum herstellen von kleidungsstuecken oder einzelteilen derselben |
| GB2229136A (en) * | 1989-01-17 | 1990-09-19 | Npd Corp | Method and apparatus for pattern imprenation of paper and other non-woven web. |
| US5094886A (en) * | 1989-01-17 | 1992-03-10 | Npd Corporation | Method and apparatus for pattern impregnation of paper and other non-woven web |
| GB2229136B (en) * | 1989-01-17 | 1993-03-10 | Npd Corp | Method and apparatus for pattern impregnation of paper and other non-woven web |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3305907C2 (de) | 1987-01-08 |
| DE3305907A1 (de) | 1984-08-30 |
| DK77284A (da) | 1984-08-22 |
| EP0125378A3 (de) | 1985-09-04 |
| DK77284D0 (da) | 1984-02-20 |
| US4567064A (en) | 1986-01-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0125378A2 (de) | Verfahren und Vorrichtung zum Anzeichnen von gasdurchlässigen Stoff- und anderen Warenbahnen, insbesondere zum automatischen Anzeichnen in einer Anzeichnungsstation | |
| DE2156154C3 (de) | Verfahren und Vorrichtung zum Bedrucken eines luftdurchlässigen flächenhaften Körpers | |
| DE2631553A1 (de) | Verfahren und einrichtung zur aufbringung von mustern auf eine ware, insbesondere eine warenbahn, sowie eine spritzduese | |
| CH629422A5 (de) | Vorrichtung zum bemustern und faerben von druckgut, insbesondere textilgut, mittels einer heb- und senkbaren flachdrucksiebschablone. | |
| DE2740429A1 (de) | Verfahren und vorrichtung zum einfuehren eines pulvers in einen koerper, insbesondere zum poekeln | |
| DE3610379A1 (de) | Folie mit mindestens einer von einer metallschicht ueberdeckten oberflaeche sowie verfahren und vorrichtung zu ihrer herstellung | |
| EP0298339A2 (de) | Verfahren und Vakuumformwerkzeug zum Herstellen eines mit einem textilen Bezug versehenen Polsters, insbesondere Fahrzeugsitzpolsters | |
| DE69117526T2 (de) | Verfahren und vorrichtung zur herstellung von lichtpanelen | |
| DE2720056A1 (de) | Verfahren und vorrichtung zum versteifen von textilen flaechengebilden | |
| DE2015243A1 (de) | Verfahren und Vorrichtung zur Herstellung von perforierten Vliesstoffen | |
| DE3302337C2 (de) | Verfahren und Vorrichtung zum Kaschieren von Verkleidungen | |
| DE3022505A1 (de) | Vorrichtung zur herstellung und verarbeitung von einsatzteilen | |
| DE69307297T3 (de) | Vorrichtung und Verfahren zum Dämpfen und Stabilisieren von Geweben | |
| EP1106728A1 (de) | Verfahren und Vorrichtung zur lokalen Reinigung von textilen Flächengebilden | |
| DE2159157C2 (de) | Vorrichtung zum Ansetzen von Ventilen an thermoplastischen Beuteln | |
| DE411891C (de) | Schablonendruckvorrichtung | |
| DE364877C (de) | Verfahren zum mustergemaessen Faerben insbesondere von starkfaedigen Geweben und Webketten mittels des Schablonenspritzverfahrens | |
| DE2012842C (de) | Vorrichtung zum Mustern durch Scheren | |
| DE3300386C2 (de) | Vorrichtung zum Auftragen von Farbe od.dgl. auf eine textile Warenbahn o.dgl. | |
| DE2019900C3 (de) | Vorrichtung zum mehrfarbigen Färben einer textlien Warenbahn | |
| CH201699A (de) | Verfahren und Vorrichtung zum Färben, Drucken und Bemustern von Flächengebilden. | |
| CH380935A (de) | Verfahren zur Herstellung von aus Kunststoff-Folien gebildeten, insbesondere für Verpackungszwecke dienenden Luftkissen und Vorrichtung zur Ausübung des Verfahrens | |
| DE2218732C3 (de) | Verfahren und Vorrichtung zum Bedrucken langfloriger Polstoffe für Tierfellimitate | |
| DE1621813A1 (de) | Vorrichtung zum Halten von Gegenstaenden aus nichtmagnetischem Material | |
| CH643184A5 (en) | Apparatus for attaching valves to packaging bags or to a web of packaging material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19851002 |
|
| 17Q | First examination report despatched |
Effective date: 19860929 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19891107 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: WOESTE, JOSEF |