EP0093301A1 - Vorrichtung zum Austauschen eines mit Wickelgut bewickelten Wickelkerns - Google Patents
Vorrichtung zum Austauschen eines mit Wickelgut bewickelten Wickelkerns Download PDFInfo
- Publication number
- EP0093301A1 EP0093301A1 EP83103721A EP83103721A EP0093301A1 EP 0093301 A1 EP0093301 A1 EP 0093301A1 EP 83103721 A EP83103721 A EP 83103721A EP 83103721 A EP83103721 A EP 83103721A EP 0093301 A1 EP0093301 A1 EP 0093301A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- winding
- winding core
- roller
- wound
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004804 winding Methods 0.000 title claims abstract description 146
- 239000000463 material Substances 0.000 title claims abstract description 44
- 230000007480 spreading Effects 0.000 claims description 2
- 230000007704 transition Effects 0.000 claims 2
- 230000008901 benefit Effects 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 230000006399 behavior Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000000256 polyoxyethylene sorbitan monolaurate Substances 0.000 description 1
- 230000001960 triggered effect Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/22—Changing the web roll in winding mechanisms or in connection with winding operations
- B65H19/2238—The web roll being driven by a winding mechanism of the nip or tangential drive type
- B65H19/2246—The web roll being driven by a winding mechanism of the nip or tangential drive type and the roll being supported on two rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/417—Handling or changing web rolls
- B65H2301/418—Changing web roll
- B65H2301/4181—Core or mandrel supply
- B65H2301/41812—Core or mandrel supply by conveyor belt or chain running in closed loop
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/417—Handling or changing web rolls
- B65H2301/418—Changing web roll
- B65H2301/4181—Core or mandrel supply
- B65H2301/41816—Core or mandrel supply by core magazine within winding machine, i.e. horizontal or inclined ramp holding cores
Definitions
- the invention relates to a device for exchanging a winding core wound with WickeTgut.
- a memory into which the material to be wound enters during the exchange process.
- a memory can be realized, for example, by one or more dancer rollers which, when spread apart, lengthen the path that the winding material has to go through and thus show memory behavior (cf. e.g. DE-OS 27 51 829, Fig. 1, item 16).
- this has the disadvantage that a relatively expensive and additional dancer roller device is required.
- the invention has for its object to provide a device for exchanging a winding core wound with winding material against an unwound winding core without interrupting the feeding of the winding material, which has a device for the horizontal transport of the winding core, in which from the input of an empty winding core to Output of the wound winding core an exact guidance of this winding core is guaranteed.
- This object is achieved in that the winding core is released in a first end position and the winding core is received in a second end position of the winding core.
- the advantage achieved with the invention is, in particular, that the insertion of empty winding cores and the removal of the wound winding cores can take place fully automatically.
- a safe winding of the winding material is guaranteed, even if the web to be wound is divided into several partial webs, so that several narrow rolls are wound at the same time.
- Another important advantage of the invention is that the vertical and horizontal guidance of the winding core consists of the same elements, so that practically one guide performs two functions.
- the Fig.la shows a schematic plan view of a roll 1 containing the material to be wound, which is located on a winding core 2.
- the two ends 3, 4 of the winding core 2 are inserted into two circular rods 5, 6 and 7, 8, respectively, which are moved in the direction of the arrow by means of a circulating belt 9, 10, which can be formed, for example, by a circulating chain. So that the ends 3, 4 of the winding core 2 can be inserted between the rods, they have corresponding lateral recesses, preferably in the form of quarter circles.
- the belts 9, 10 are driven by means of an electric motor 11, which drives the belt 9 directly and the belt 10 indirectly via a shaft 12.
- an unwound winding core 26 can be inserted on the other side of the winding core drive, as shown in FIG. 1b. This is achieved by spreading the rods 18, 19 and 20, 21 apart. possible that are currently in the curvature.
- the feed can take place automatically, for example by releasing a lock which retains the winding cores in a winding core magazine 27. It is of course also possible to increase the number of circular rods on the circumference of the bands 9, 10, so that practically at all times when moving Tapes can be entered from winding cores.
- the newly inserted winding core 26 is now brought to the same place where the winding core 2 (Fig.la) was previously. It can now be wrapped in the same way as this.
- Fig.2a the device of Fig.la according to section A-A is shown again from the side.
- the roller 1 which is composed of the material to be wound.
- This roller 1 is guided through the end 4 of the winding core 2 in the vertical direction.
- the shaft 13 which is driven by the gear 13a ′, which in turn is coupled to the electric motor 12, 11 via the shaft 12, also drives the gear 13.
- FIG. 2b shows the roller 1 in its right end position.
- the Fig.2b thus corresponds to the section B-B of Fig. 1b, seen from the side. It can be seen from this illustration that the roller 1 is now easily removable, while at the same time the new winding core 26 can be inserted in a simple manner.
- the shaft 13 is omitted from this illustration.
- Figures la, lb, 2a, 2b only show the principle of vertical and horizontal guidance of the winding core 2.
- other components are provided, which e.g. cause the winding core 2 not to slide down in the gap between the bars 7, 8.
- Some of these components are shown in Fig. 3 described below.
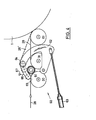
- FIG. 3 shows a completed device which in principle corresponds to the devices of FIGS. 2a and 2b, approximately in the view A'-A 'or B'-B' (FIG. Fig.lb).
- the shaft 1 is only indicated here both in its middle position and in its end position. The end position is designated 1 'and shown in dashed lines.
- roller 1 rests on two support rollers 30, 31 which drive the roller 1.
- the rollers 30, 31 are in turn driven by the motor 32, which are located below the rollers 30, 31.
- the mechanical coupling elements between the motor 32 and the rollers 30, 31 are not shown.
- the motor 32 is provided as the main drive, while the motor 32a serves as the winding transport drive.
- a loading roller 33 rests on the roller and can be raised and lowered by means of a loading arm 34.
- the lifting arm 34 is raised and lowered by means of a hydraulic drive 35, on the piston rod 36 of which a deflection roller 37 is provided, over which a cable 38 runs, which is fastened at one end to a projection 39 or the like.
- This cable 38 is connected to the load arm 34 via further deflection rollers 40, 41, 42.
- the strip-like material 28 to be wound is passed over a first deflecting roller 43 and a second deflecting roller 44 onto the support roller 30, on which the roller 1 rests. Between the two deflection rollers 43, 44 there is a dancer 45, the roller 46 of which can assume different positions, which indicate the tensile stresses of the band-shaped material 28. An upper and a lower position are indicated by dashed lines.
- the tensile stresses can serve in a known manner as a control variable for the winding speed, the control variable, for example an electrical voltage, being generated in a special device 47.
- the empty winding cores are between the Brought management staffs.
- the winding material 28 is applied to a new winding core 51 with the aid of a positioning and cross-separating assembly 52.
- the end roller 54 of the arm 53 is designated 54 'in its upper position.
- the new winding cores can be released automatically by unlocking a pawl 70.
- the tape transfer from the wound roll 1 to the empty winding core 51 takes place in such a way that the new winding core 51, guided by guide rods, first reaches the roller 30 and presses the material to be wound there.
- the arm 53 with the end roller 54 is passed through the rollers 30, 31 and it takes the winding material 28 in such a way that it is wrapped around the winding core 51.
- the winding material 28 is now severed at point 55, so that the roller 1 is free.
- the winding material 28 is fully gripped by the winding core 51.
- the loading roller 53 now presses on the new winding core 51 from above.
- the winding core 51 is then wound up in the position between the two rollers 30, 31.
- FIG. 4 shows a variant 60 of the lay-on and cross-cut fitting 52.
- This variant 60 has three support rollers 30, 31, 61, making it possible to dispense with guiding the arm 53 through the two support rollers 30, 31. Without the engagement of the arm 62, which is driven by a hydraulic system 63, the winding material 28 runs along the solid line.
- This position of the arm 62 is not shown in FIG. 4, but it is understood that the roller 64 is arranged below the winding material located between the rollers 31 and 61. 4 is the Roller 1 has just been transported away from rollers 30, 31 and placed on roller 61. If the arm 62 now grips its roller 64 upward, it wraps around the winding material 28 'of the new winding core 51 in the manner shown in dashed lines.
- the winding material 28 and the opposing winding material touch at point 65.
- the winding material 28 ' is cut, for example at point 66, with the aid of a cutting knife 67, so that the roller 1 can be removed and the end of the winding material 28' over loops around the winding core 51.
- the present invention is not limited to the exemplary embodiment shown in the figures.
- other drives for the transport of the winding core 2 can also be provided if they only meet the condition that the winding core is guided exactly horizontally and vertically without it jamming.
- the winding core does not have to be rigid or continuous in every case. Rather, it can e.g. Contain springs which make it possible to compress the winding core somewhat in its longitudinal axis, so that the winding core can also be inserted in the position shown in the Fig.la. This would make it possible to insert or remove the winding core even when the drive is at a standstill.
- the decisive advantage can be achieved that an exact guidance of the winding core is possible due to the vertical parallel guide rods. With an inclined vertical guide, it would not be possible to wind up exactly. Since the present invention can be used for wound rolls of the order of 1.50 m in diameter and more, the imprecise windings would have an increasingly disruptive effect with increasing diameter.
Landscapes
- Replacement Of Web Rolls (AREA)
Abstract
Description
- Die Erfindung betrifft eine Vorrichtung zum Austauschen eines mit WickeTgut bewickelten Wickelkerns.
- Beim Aufwickeln von bahnförmigem Material, beispielsweise von Papier-, Stoff- oder Folienbahnen, stellt sich das Problem des Austauschs eines voll bewickelten Wickelkerns gegen einen leeren Wickelkern, wenn das aufzuwickelnde Gut fortlaufend und mit hoher Geschwindigkeit zugeführt wird.
- Man kann dieses Problem dadurch lösen, daß man einen Speicher vorsieht, in den das zu wickelnde Gut während des Austauschvorgangs einläuft. Ein solcher Speicher kann etwa durch eine oder mehrere Tänzerwalzen realisiert werden, die beim Auseinanderspreizen den Weg verlängern, den das Wickelgut durchlaufen muß und die somit Speicherverhalten zeigen (vergl. z.B. DE-OS 27 51 829, Fig.l, Pos.16). Dies hat jedoch den Nachteil, daß man eine relativ teure und zusätzliche Tänzerwalzen-Einrichtung benötigt.
- Es ist indessen auch bekannt, den Austausch der Wickelkerne ohne zusätzliche Speichereinrichtung durchzuführen. Bei einer solchen bekannten Vorrichtung wird der Wickelvorgang von einer Festrolle auf einen bereitgestellten, an einer Walze anliegenden neuen Wickelkern mit Hilfe einer Bahn-Auslenkvorrichtung übergeleitet (DE-OS 27 05 776). Diese Bahn-Auslenkvorrichtung weist hierbei ein Auslenkelement auf, das sich über die gesamte Bahnbreite erstreckt und zwischen der Walze und der Festrolle bewegbar ist und dabei die Bahn unter Bildung einer Bahnschleife auslenkt. Nachteilig ist hierbei jedoch - wie auch bei anderen ähnlichen Vorrichtungen, vergl. DE-AS 21 29 410 - daß nach dem Durchtrennen des Endes der gerade gewickelten Bahnrolle zwischen deren Ende und dem nachfolgenden Anfang der neu zu wickelnden.Bahnrolle kein genügender Abstand besteht, so daß ein herkömmliches und störungsfreies Abtransportieren der fertig gewickelten Bahnrolle aus der Wickelstation nicht gewährleistet ist. Um diesen Nachteil zu beheben, ist eine Vorrichtung zum Wickeln langer Bahnabschnitte vorgeschlagen worden, bei der im Abstand des gewünschten Wickeldurchmessers oberhalb eines Förderbands ein Kontaktband angeordnet ist, das entgegen dem Förderband läuft (DE-PS 20 02 725). Das zusätzliche Förderband ist indessen eine relativ teure und aufwendige Einrichtung.
- Eine andersartig aufgebaute Wickelmaschine, die nach Fertigstellen einer Aufwickelrolle und nach dem Abschneiden des Wickelguts beim Abtransport eine Verschlechterung oder Lokkerung des Wickels verhindern soll, ist aus der DE-AS 1 948 453 bekannt. Hierbei sind zahnstangengeführte Schienen vorgesehen, auf denen die Lager von Haspeln laufen.
- Es ist weiterhin ein Mehrwalzenwickler zum kontinuierlichen Aufwickeln laufender Warenbahnen bekannt, bei dem die Wikkelkernführung etwa parallel zu der durch zwei Wickelwalzen gebildeten Ebene auf Führungsschienen verschiebbar ist und die Führungsleisten senkrecht zu dieser Bewegungsrichtung angeordnet sind (DE-OS 24 25 454). Dieser Mehrwalzenwickler erfordert jedoch neben zwei ortsfesten Wickelwalzen eine verschiebbare Hilfswalze. Außerdem sind für die Verschiebung der Wickelstabführung komplizierte, Kolben und Zylinder, Hebel und Lenker erforderlich.
- Der Erfindung liegt die Aufgabe zugrunde, eine Vorrichtung zum Austausch eines mit Wickelgut bewickelten Wickelkerns gegen einen unbewickelten Wickelkern ohne Unterbrechung der Zuführung des Wickelguts zu schaffen, die eine Vorrichtung für den horizontalen Transport des Wickelkerns aufweist, bei welcher von der Eingabe eines leeren Wickelkerns bis zur Ausgabe des bewickelten Wickelkerns eine exakte Führung dieses Wickelkerns gewährleistet ist.
- Diese Aufgabe wird dadurch gelöst, daß die Freigabe des Wikkelkerns in einer ersten Endposition und die Aufnahme des Wikkelkerns in einer zweiten Endposition des Wickelkerns erfolgt.
- Der mit der Erfindung erzielte Vorteil besteht insbesondere darin, daß das Einlegen von leeren Wickelkernen und das Entnehmen der bewickelten Wickelkerne vollautomatisch erfolgen kann. Außerdem wird ein sicheres Aufwickeln des Wickelguts gewährleistet, und zwar auch dann, wenn die aufzuwickelnde Bahn in mehrere Teilbahnen unterteilt ist, so daß gleichzeitig mehrere schmale Rollen gewickelt werden. Ein weiterer wesentlicher Vorteil der Erfindung besteht darin, daß die vertikale und die horizontale Führung des Wickelkerns aus den selben Elementen besteht, daß also praktisch eine Führung zwei Funktionen ausübt.
- Ein Ausführungsbeispiel der Erfindung ist in der Zeichnung dargestellt und wird im folgenden näher beschrieben.
- Es zeigen:
- Fig. la eine Ansicht von oben auf einen bewickelten Wickelkern, der in eine Transportvorrichtung eingehängt ist;
- Fig. lb eine Ansicht von oben wie in Fig.la, wo jedoch der Wickelkern in seine Abnahme-Stellung transportiert ist;
- Fig. 2a eine Seitenansicht der in der Fig.la dargestellten Vorrichtung;
- Fig. 2b eine Seitenansicht der in der Fig.lb dargestellten Vorrichtung;
- Fig. 3 eine Seitenansicht der kompletten erfindungsgemäßen Vorrichtung;
- Fig. 4 eine Variante der erfindungsgemäßen Vorrichtung mit veränderter Anlege- und Abschlaggarnitur.
- Die Fig.la zeigt in schematisierter Weise eine Draufsicht auf eine das Wickelgut enthaltende Walze 1, die sich auf einem Wickelkern 2 befindet. Die beiden Enden 3, 4 des Wickelkerns 2 sind in jeweils zwei kreisrunde Stangen 5, 6 bzw. 7, 8 eingefügt,.die mittels eines umlaufenden Bandes 9, 10, das beispielsweise durch eine umlaufende Kette gebildet sein kann, in Pfeilrichtung bewegt werden. Damit die Enden 3, 4 des Wickelkerns 2 zwischen die Stangen eingefügt werden können, weisen sie entsprechende seitliche Aussparungen auf, vorzugsweise in der Form von Viertelkreisen. Der Antrieb der Bänder 9, 10 erfolgt mittels eines Elektromotors 11, der das Band 9 direkt und das Band 10 indirekt über eine Welle 12 antreibt. Durch geeignete Kopplung der Welle 12 mit dem Motor 11 über Kegelräder oder dergleichen wird erreicht, daß sich die beiden Bänder 9, 10 synchron in Pfeilrichtung bewegen, wodurch der Wickelkern 2 exakt geführt wird. Mit 13a ist z.B. ein Zahnrad symbolisch dargestellt, das von einer Welle 13 angetrieben wird, die ihrerseits von der Welle 12 angetrieben wird. Im Betriebszustand befindet sich der Wickelkern 2 in der Position, die in der Fig.la dargestellt ist, d.h. in dieser Position wird das Wickelgut mittels eines nicht dargestellten Antriebs auf ihn aufgewikkelt. Die verschiedenen kreisrunden Stangen 5, 6; 14, 15; 18, 19; 22, 23 bzw. 7, 8; 16, 17; 20, 21; 24, 25 bleiben dabei in Ruhe und nehmen die in der Fig.la gezeigte Lage ein. Selbstverständlich können in der Praxis noch mehr parallele Stangen vorgesehen sein als in der Fig.la gezeigt sind.
- Zu Beginn des Wickelvorgangs befindet sich nur wenig Wickelgut auf dem Wickelkern 2, doch allmählich nimmt das Wickelgut und damit der Umfang der Walze 1 zu. Bei einem bestimmten Umfang kann nun mit der Hand oder mittels eines automatischen Fühlers ein Signal ausgelöst werden, das bewirkt, daß der Motor 11 eingeschaltet wird. Die beiden Bänder 9, 10 werden hierdurch gleichzeitig in Bewegung gesetzt, d.h. die voll bewickelte Walze 1 wird in Richtung der inneren Pfeile bewegt.
- Ist die Walze 1 und mit ihr der Wickelkern 2 in die Position gelangt, die in der Fig.lb dargestellt ist, so spreizen sich die Stangen 5, 6 bzw. 7, 8 aufgrund der Krümmung der Bahn, in die sie nun einlaufen, auseinander. Hierdurch ergibt sich die Möglichkeit, den Wickelkern 2 und damit die Walze 1 herauszunehmen. Man könnte beispielsweise unter den in der Fig.lb sichtbaren Teilen des Wickelkerns schräg angeordnete Bahnen vorsehen, auf denen der Wickelkern 2 in einen Speicher für fertig gewikkelte Walzen 1 rollt.
- Gleichzeitig mit der Abnahme der bewickelten Walze 1 oder auch zu einem früheren oder späteren Zeitpunkt kann auf der anderen Seite des Wickelkern-Antriebs ein unbewickelter Wickelkern 26 eingefügt werden, wie es in der Fig.lb gezeigt ist. Dies wird durch das Auseinanderspreizen der Stäbe 18, 19 bzw. 20, 21 er- . möglicht, die sich gerade in der Bahnkrümmung befinden. Auch hier kann die Zuführung automatisch erfolgen, indem etwa eine Sperre freigegeben wird, welche die Wickelkerne in einem Wickelkern-Magazin 27 zurückhält. Es ist selbstverständlich auch möglich, die Zahl der kreisrunden Stäbe auf dem Umfang der Bänder 9, 10 zu erhöhen, so daß praktisch zu jeder Zeit bei bewegten Bändern eine Eingabe von Wickelkernen möglich ist. Der neu eingelegte Wickelkern 26 wird nun an dieselbe Stelle gebracht, an der sich zuvor der Wickelkern 2 (Fig.la) befand. Er kann nun auf dieselbe Weise wie dieser bewickelt werden.
- In der Fig.2a ist die Vorrichtung der Fig.la gemäß Schnitt A-A noch einmal von der Seite dargestellt. Man erkennt hierbei wieder die Walze 1, die sich aus dem Wickelgut zusammensetzt. Diese Walze 1 wird durch das Ende 4 des Wickelkerns 2 in vertikaler Richtung geführt. Mit Hilfe des Bandes 10 und des Bandes 29 kann die Walze 1 nun nach rechts transportiert werden. Die Welle 13, die durch das Zahnrad 13a' angetrieben wird, das seinerseits über die Welle 12 mit dem Elektromotor 12, 11 gekoppelt ist, treibt auch das Zahnrad 13 an. Die Zahnräder 13a, 13a' greifen in das Band 10 ein, das als Kette ausgebildet sein kann.
- In der Fig.2b ist die Walze 1 in ihrer rechten Endposition dargestellt. Die Fig.2b entspricht somit dem Schnitt B-B der Fig. lb, und zwar von der Seite gesehen. Es ist aus dieser Darstellung ersichtlich, daß nun die Walze 1 leicht abnehmbar ist, während man gleichzeitig den neuen Wickelkern 26 auf einfache Weise einlegen kann. Die Welle 13 ist bei dieser Darstellung weggelassen.
- Die Figuren la, lb, 2a, 2b zeigen lediglich das Prinzip der vertikalen und horizontalen Führung des Wickelkerns 2. In der Praxis sind selbstverständlich noch weitere Bauteile vorgesehen, die z.B. bewirken, daß der Wickelkern 2 nicht in dem Spalt zwischen den Stäben 7, 8 herunterrutscht. Diese Bauteile sind z.T. in der nachfolgend beschriebenen Fig.3 dargestellt.
- In der Fig.3 ist eine vervollständigte Vorrichtung gezeigt, die prinzipiell den Vorrichtungen der Figuren 2a und 2b entspricht, und zwar ungefähr in der Ansicht A'-A' bzw. B'-B' (Fig. la, Fig.lb). Die Welle 1 ist hier sowohl in ihrer Mittel-Stellung als auch in ihrer Endstellung lediglich angedeutet. Die Endstellung ist mit 1' bezeichnet und gestrichelt dargestellt.
- Man erkennt bei der Darstellung der Fig.3, daß die Walze 1 auf zwei Tragwalzen 30, 31 ruht, welche die Walze 1 antreiben. Es handelt sich also gewissermaßen um einen Reibradantrieb. Die Walzen 30, 31 werden ihrerseits durch den Motor 32 angetrieben, der sich unterhalb der Walzen 30, 31 befinden. Die mechanischen Koppelelemente zwischen dem Motor 32 und den Walzen 30, 31 sind nicht dargestellt. Der Motor 32 ist als Hauptantrieb vorgesehen, während als Wickeltransportantrieb der Motor 32a dient. Auf der Walze ruht eine Belastungswalze 33, die mit Hilfe eines Belastungsarms 34 gehoben und gesenkt werden kann. Das Heben und Senken des Belastungsarms 34 erfolgt mittels eines hydraulischen Antriebs 35, an dessen Kolbenstange 36 eine Umlenkrolle 37 vorgesehen ist, über die ein Seil 38 läuft, welches an seinem einen Ende an einem Vorsprung 39 oder dergleichen befestigt ist. Dieses Seil 38 ist über weitere Umlenkrollen 40, 41, 42 mit dem Belastungsarm 34 verbunden.
- Das aufzuwickelnde bandförmige Gut 28 wird über eine erste Umlenkwalze 43 und eine zweite Umlenkwalze 44 auf die Tragwalze 30 gegeben, auf welcher die Walze 1 ruht. Zwischen den beiden Umlenkwalzen 43, 44 befindet sich eine Tänzerung 45, deren Walze 46 verschiedene Positionen einnehmen kann, welche auf die Zugspannungen des bandförmigen Guts 28 hinweisen. Eine obere und eine untere Position sind gestrichelt angedeutet. Die Zugspannungen können dabei in bekannter Weise als Regelgröße für die Aufwickelgeschwindigkeit dienen, wobei die Regelgröße, z.B. eine elektrische Spannung, in einer besonderen Vorrichtung 47 erzeugt wird. Oberhalb des Wickelguts 28 befindet sich ein Wickelkernmagazin 48 mit den Wickelkernen 49, 50. Aus diesem Wickelkernmagazin 48 werden die leeren Wickelkerne zwischen die Führungsstäbe gebracht. Das Anlegen des Wickelguts 28 an einen neuen Wickelkern 51 erfolgt mit Hilfe einer Anlege- und Quertrenngarnitur 52. Diese enthält einen hydraulisch betätigbaren und schwenkbaren Arm 53, der durch die Rollen 30, 31 hindurchgeführt werden kann. DieEndrolle 54 des Arms 53 ist in ihrer oberen Position mit 54' bezeichnet. Die Freigabe der neuen Wikkelkerne kann, wie oben bereits erwähnt, automatisch erfolgen, indem eine Sperrklinke 70 entriegelt wird.
- Die Bandübergabe von der bewickelten Walze 1 auf den leeren Wickelkern 51 erfolgt auf die Weise, daß der neue Wickelkern 51, geführt durch Führungsstäbe, zunächst auf die Walze 30 gelangt und dort das Wickelgut andrückt. Jetzt wird der Arm 53 mit der Endrolle 54 durch die Walzen 30, 31 hindurchgeführt, und er nimmt das Wickelgut 28 in der Weise mit, daß es um den Wickelkern 51 geschlungen wird. Mit Hilfe eines nicht dargestellten Kappmessers wird das Wickelgut 28 jetzt an der Stelle 55 durchtrennt, so daß die Walze 1 frei ist. Gleichzeitig wird das Wickelgut 28 voll von dem Wickelkern 51 erfaßt. Von oben drückt jetzt die Belastungswalze 53 auf den neuen Wickelkern 51. Der Wickelkern 51 wird sodann in der Position zwischen den beiden Walzen 30, 31 aufgewickelt.
- In der Fig.4 ist eine Variante 60 der Anlege- und Quertrenngarnitur 52 dargestellt. Diese Variante 60 weist drei Tragwalzen 30, 31, 61 auf, wodurch darauf verzichtet werden kann, den Arm 53 durch die beiden Tragwalzen 30, 31 hindurchzuführen. Ohne den Eingriff des Arms 62, der von einer Hydraulik 63 angetrieben wird, verläuft das Wickelgut 28 entlang der ausgezogenen Linie. Diese Stellung des Arms 62 ist in der Fig.4 nicht gezeigt, es versteht sich jedoch, daß hierbei die Rolle 64 unterhalb des sich zwischen den Walzen 31 und 61 befindenen Wickelguts angeordnet ist. Bei der Darstellung der Fig.4 ist die Walze 1 gerade von den Walzen 30, 31 wegtransportiert und auf die Walze 61 gegeben worden. Greift nun der Arm 62 mit seiner Rolle 64 nach oben, so umschlingt er das Wickelgut 28' des neuen Wickelkerns 51 in der Weise, wie es gestrichelt dargestellt ist. In seiner Endstellung berühren sich das Wickelgut 28 und das gegenläufige Wickelgut im Punkt 65. Gleichzeitig wird das Wickelgut 28' z.B. im Punkt 66 mit Hilfe eines Kappmessers 67 durchtrennt, so daß die Walze 1 weggenommen werden kann und sich das Ende des Wickelguts 28' über den Wickelkern 51 schlingt.
- Es versteht sich, daß die vorliegende Erfindung nicht auf das in den Figuren gezeigte Ausführungsbeispiel beschränkt ist. So können auch andere Antriebe für den Transport des Wickelkerns 2 vorgesehen werden, wenn sie nur die Bedingung erfüllen, daß der Wickelkern exakt horizontal und vertikal geführt wird, ohne daß er sich verklemmt. Der Wickelkern muß auch nicht in jedem Fall starr oder durchgehend ausgebildet sein. Vielmehr kann er z.B. Federn enthalten, die es gestatten, den Wickelkern in seiner Längsachse etwas zusammenzudrücken, so daß der Wickelkern auch in der Position eingeführt werden kann, die in der Fig.la gezeigt ist. Hierdurch wäre es möglich, den Wickelkern auch bei stillstehendem Antrieb einzuführen oder wegzunehmen.
- Mit allen Ausführungsformen der Erfindung läßt sich der entscheidende Vorteil erzielen, daß aufgrund der senkrecht stehenden parallelen Führungsstäbe eine exakte Führung des Wickelkerns möglich ist. Bei einer schrägen vertikalen Führung würde nicht exakt aufgewickelt werden können. Da die vorliegende Erfindung für bewickelte Walzen in der Größenordnung von 1,50 m Durchmesser und mehr verwendbar ist, würden sich die unpräzisen Auswicklungen mit zunehmendem Durchmessern immer störender auswirken.
Claims (17)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3216399 | 1982-05-03 | ||
| DE19823216399 DE3216399A1 (de) | 1982-05-03 | 1982-05-03 | Vorrichtung zum austauschen eines mit wickelgut bewickelten wickelkerns |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0093301A1 true EP0093301A1 (de) | 1983-11-09 |
| EP0093301B1 EP0093301B1 (de) | 1986-07-30 |
Family
ID=6162511
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83103721A Expired EP0093301B1 (de) | 1982-05-03 | 1983-04-18 | Vorrichtung zum Austauschen eines mit Wickelgut bewickelten Wickelkerns |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0093301B1 (de) |
| DE (2) | DE3216399A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0243748A3 (en) * | 1986-04-28 | 1988-08-10 | Windmoller & Holscher | Device for winding up several small webs after longitudinally slitting a large web |
| EP0300220A3 (en) * | 1987-07-18 | 1990-11-28 | Thimm Kg | Winding method for winding material fed without interruption on the several winding cores, as well as two-drum winder |
| AT396581B (de) * | 1985-09-17 | 1993-10-25 | Valmet Paper Machinery Inc | Kontinuierlich arbeitende abwickelvorrichtung |
| RU2286304C2 (ru) * | 2004-07-16 | 2006-10-27 | Эплайд Филмз ГмбХ энд Ко. КГ | Устройство для замены намоточного барабана |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3919882A1 (de) * | 1989-01-18 | 1990-07-19 | Heinrich Schnell | Vorrichtung zum anwickeln eines neuen leeren wickelkerns zu einer flexiblen warenbahn |
| DE4105597C2 (de) * | 1991-02-22 | 1996-11-21 | Reifenhaeuser Masch | Arbeitsverfahren zum Aufwickeln einer Kunststoffolienbahn auf eine Wickelhülse |
| DE4213712C2 (de) * | 1992-04-25 | 1995-03-09 | Reifenhaeuser Masch | Kontaktwabenwickelmaschine zum rechts- und linksdrehenden Aufwickeln einer bahnförmigen Kunststoffolie |
| DE19807420B4 (de) * | 1998-02-21 | 2006-08-31 | Kühn, Maria de Lurdes | Vorrichtung zum Aufwickeln von Papier, Vlies oder sonstigen flexiblen Bahnen |
| ATE447534T1 (de) | 2006-06-09 | 2009-11-15 | Perini Fabio Spa | Verfahren und maschine zum bilden von bahnmaterialrollen mit einer mechanischen vorrichtung zum bilden der anfangswindung der rollen |
| DE102011007092B4 (de) | 2011-04-08 | 2019-02-14 | PSA Technology S.à.r.l. | Rückwärts-Tragwalzenwickler zum Aufwickeln von bahnförmigen Materialien zu Rollen |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2425454A1 (de) * | 1974-05-25 | 1975-12-04 | Artos Meier Windhorst Kg | Mehrwalzenwickler zum kontinuierlichen aufwickeln laufender warenbahnen |
| AT332214B (de) * | 1972-10-19 | 1976-09-10 | Ahlstroem Oy | Verfahren zum fortlaufenden bilden von wickeln aus materialbahnen und kontinuierlich arbeitende aufwickelvorrichtung zur durchfuhrung des verfahrens |
| DE2751829A1 (de) * | 1977-11-19 | 1979-05-23 | Hobema Maschf Hermann | Einrichtung zum aufwickeln von bahnen aus papier, zellstoff o.dgl. |
| DE2128410B2 (de) * | 1971-06-08 | 1980-07-03 | Tigges Geb. Vogel, Pauline Johanna, 5072 Schildgen | Vorrichtung zur Stützung und Korrektur der menschlichen Wirbelsäule |
| DE2429917B2 (de) * | 1973-06-21 | 1981-04-02 | Nishimura Seisakusho Co. Ltd., Kyoto | Einrichtung zum automatischen Wechsel von Aufwickelkernen in Aufwickelmaschinen |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2449945A (en) * | 1945-02-13 | 1948-09-21 | Arthur T Lewis | Apparatus for handling rolls of flexible sheet material |
| US3030042A (en) * | 1959-06-19 | 1962-04-17 | Cameron Machine Co | Web-roll changing mechanisms for winding machines |
| DE1710576C3 (de) * | 1968-01-19 | 1982-09-30 | Famatex GmbH, Fabrik für Textilausrüstungsmaschinen, 7000 Stuttgart | Wickelmaschine mit stillstandslosem Wickelwechsel |
| DE1929570A1 (de) * | 1969-06-11 | 1970-12-17 | Artos Meier Windhorst Kg | Vorrichtung zum kontinuierlichen Aufwickeln von laufenden Warenbahnen |
| DE2432554A1 (de) * | 1974-07-06 | 1976-01-22 | Artos Meier Windhorst Kg | Pneumatisch betaetigte pendelwalze mit druckluftspeicher |
| NO790519L (no) * | 1978-06-21 | 1979-12-27 | Ahlstroem Oy | Spiralviklet hylse, fremgangsmaate for fremstilling av hylsen, fremgangsmaate for anvendelse av hylsen i et vikleapparat og anordning for bruk av hylsen |
-
1982
- 1982-05-03 DE DE19823216399 patent/DE3216399A1/de not_active Withdrawn
-
1983
- 1983-04-18 EP EP83103721A patent/EP0093301B1/de not_active Expired
- 1983-04-18 DE DE8383103721T patent/DE3364872D1/de not_active Expired
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2128410B2 (de) * | 1971-06-08 | 1980-07-03 | Tigges Geb. Vogel, Pauline Johanna, 5072 Schildgen | Vorrichtung zur Stützung und Korrektur der menschlichen Wirbelsäule |
| AT332214B (de) * | 1972-10-19 | 1976-09-10 | Ahlstroem Oy | Verfahren zum fortlaufenden bilden von wickeln aus materialbahnen und kontinuierlich arbeitende aufwickelvorrichtung zur durchfuhrung des verfahrens |
| DE2429917B2 (de) * | 1973-06-21 | 1981-04-02 | Nishimura Seisakusho Co. Ltd., Kyoto | Einrichtung zum automatischen Wechsel von Aufwickelkernen in Aufwickelmaschinen |
| DE2425454A1 (de) * | 1974-05-25 | 1975-12-04 | Artos Meier Windhorst Kg | Mehrwalzenwickler zum kontinuierlichen aufwickeln laufender warenbahnen |
| DE2751829A1 (de) * | 1977-11-19 | 1979-05-23 | Hobema Maschf Hermann | Einrichtung zum aufwickeln von bahnen aus papier, zellstoff o.dgl. |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT396581B (de) * | 1985-09-17 | 1993-10-25 | Valmet Paper Machinery Inc | Kontinuierlich arbeitende abwickelvorrichtung |
| EP0243748A3 (en) * | 1986-04-28 | 1988-08-10 | Windmoller & Holscher | Device for winding up several small webs after longitudinally slitting a large web |
| EP0300220A3 (en) * | 1987-07-18 | 1990-11-28 | Thimm Kg | Winding method for winding material fed without interruption on the several winding cores, as well as two-drum winder |
| RU2286304C2 (ru) * | 2004-07-16 | 2006-10-27 | Эплайд Филмз ГмбХ энд Ко. КГ | Устройство для замены намоточного барабана |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3364872D1 (en) | 1986-09-04 |
| EP0093301B1 (de) | 1986-07-30 |
| DE3216399A1 (de) | 1983-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3737504C2 (de) | ||
| DE69507490T2 (de) | Verfahren und vorrichtung zum aufwickeln einer laufenden bahn in eine bahnrolle | |
| DE3687229T2 (de) | Zufuhrsystem eines bandes zu einer fertigungslinie. | |
| EP0260453A2 (de) | Vorrichtung zur Zuführung von Verpackungsmaterial-Bobinen zu einer Verpackungsmaschine | |
| DE2326854A1 (de) | Verfahren und vorrichtung zum abtrennen einer bahn | |
| EP0093301B1 (de) | Vorrichtung zum Austauschen eines mit Wickelgut bewickelten Wickelkerns | |
| DE2902480A1 (de) | Vorrichtung fuer das austauschen sich drehender wickeldorne, auf denen ein band aufgewickelt ist | |
| DE2155613A1 (de) | Maschine zum Wickeln einer Rollfilmspule | |
| DE69624075T2 (de) | Aufwickelmaschine | |
| DE3402022C2 (de) | ||
| EP0481323B1 (de) | Verfahren zum Beschicken einer Bearbeitungsmaschine mit einem Feinzentrierschritt und Vorrichtung hierfür | |
| CH467715A (de) | Vorrichtung zum Aufwickeln von bahnförmigem Material, insbesondere von Drahtgitterbahnen | |
| DE69332363T2 (de) | Verfahren und Vorrichtung zur Herstellung von Amorphenstahlbandespaketten zur Herstellung von Transformatorkern | |
| EP0446322B1 (de) | Anlage zum herstellen von umreiften drahtgitterrollen | |
| WO2016102349A1 (de) | Rollenentnahmeeinrichtung, wickeleinrichtung und verfahren zum abtransport von mehreren fertig gewickelten rollen | |
| DE2347700B2 (de) | Vorrichtung zum teilen einer kontinuierlich bewegten bahn in mehrere streifen | |
| DE60118964T2 (de) | Vorrichtung und verfahren zum wickeln von bahnen | |
| DE1276418B (de) | Vorrichtung zum kontinuierlichen Aufwickeln von bahnfoermigem Gut auf Wickelkerne | |
| DE60109323T2 (de) | Vorrichtung und verfahren zum wickeln von bahnen | |
| DE1760469B2 (de) | Vorrichtung zum Austauschen von Hülsen bei Garnwickeln | |
| CH620720A5 (de) | ||
| DE2431691C2 (de) | Maschine zum kontinuierlichen Aufwickeln einer Warenbahn | |
| DE2755886A1 (de) | Vorrichtung zur kontinuierlichen zufuehrung von materialbahnen | |
| EP1547476B1 (de) | Transport eines Hüllstreifens der Tabak verarbeitenden Industrie | |
| AT141808B (de) | Maschine zum Herstellen von Drahtgitter. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19831109 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT NL SE |
|
| REF | Corresponds to: |
Ref document number: 3364872 Country of ref document: DE Date of ref document: 19860904 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 83103721.3 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20020325 Year of fee payment: 20 Ref country code: FR Payment date: 20020325 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20020417 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20020420 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20020425 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20030417 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20030418 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 |
|
| EUG | Se: european patent has lapsed | ||
| NLV7 | Nl: ceased due to reaching the maximum lifetime of a patent |
Effective date: 20030418 |