-
Die
vorliegende Erfindung betrifft eine Polyamidharzzusammensetzung
und Formteile daraus. Die Vorteile der Zusammensetzung sind, dass,
während
sie sich in Formzylindern befindet, die Fließfähigkeit erhalten bleibt, dass
die zum Formen benötigte
Menge an Polsterharz nur geringe Schwankungen aufweist und dass
Fehler wie Fadenbildung beim Formen der Zusammensetzung reduziert
werden; die Vorteile der Formteile aus der Zusammensetzung liegen
in guter Schlagzähigkeit
und gutem äußerem Erscheinungsbild.
-
Da
sie gute mechanische Eigenschaften, gute Abriebfestigkeit, gute
elektrische Eigenschaften, gute chemische Beständigkeit und gute Verarbeitbarkeit
besitzen, finden Polyamidharze wie typischerweise Nylon 6 und Nylon
66 als technische Kunststoffe in verschiedenen Bereichen weit verbreitete
Anwendung; z.B. für Kraftfahrzeuge,
elektrische und elektronische Geräte und in anderen Bereichen
von Baumaterialien, Kurzwaren, etc.
-
Hochqualitätskunststoffe
werden in den erwähnten
Bereichen für
zahlreiche Anwendungen eingesetzt, und die Qualitätsverbesserung
der Kunststoffe ist daher höchst
erwünscht.
Im Bereich von Kraftfahrzeugen wird beispielsweise gewünscht, die
Zerstörung
der Umwelt durch Abgase so stark wie möglich einzudämmen. Dafür werden
Kraftfahrzeugsteile in kleineren Teilen und mit dünneren Wänden hergestellt,
um so leichtere und kompaktere Autos zu produzieren. Auf einem anderen
Gebiet, dem elektrischer und elektronischer Geräte, sind tragbare PCs sehr
beliebt, und deren Gehäuse
sollen idealerweise leicht sein. Gegenwärtig werden Polyamidharze in
Anwendungen dieser Bereiche eingesetzt, und es ist erwünscht, die
Wandstärke
der Polyamidharzformteile weiter zu reduzieren. Dazu muss die Fließfähigkeit
der Polyamidharze verbessert werden.
-
Unter
diesen Umständen
wurde eine große
Anzahl an Polymeren mit verschiedenen neuartigen Eigenschaften entwickelt
und auf den Markt gebracht. Von diesen sind optisch-anisotrope flüssigkristalline
Polymere, deren Parallelausrichtung der Molekülkette charakteristisch ist,
von besonderem Interesse, da sie über hohe Fließfähigkeit und
gute mechanische Eigenschaften verfügen. Da Polymere dieser Art
hohe Festigkeit und Steifheit besitzen, wird die Nachfrage, insbesondere
für kleine
Formteile aus diesen Polymeren in den Bereichen Elektrotechnik und
Elektronik und auch im Bereich Bürogeräte, immer
stärker.
Mehrere Verfahren zur Vermischung der beiden verschiedenen Harze,
d.h. von flüssigkristallinem
Harz und Thermoplast, wurden bisher vorgeschlagen, um Harzgemische
mit guten Eigenschaften beider Harze zu erlangen, wie z.B. in JP-A-56-115357,
JP-A-01-259062, JP-A-03-054222, JP-A-05-086286 und JP-A-09-012875.
-
Das
bloße
Vermischen der beiden Polymere führte
jedoch zu keinen nennenswerten Verbesserungen der physikalischen
Eigenschaften des resultierenden Gemischs, da die zwei Polymere
nicht gut miteinander verträglich
sind. Augrund ihrer geringen Verträglichkeit muss eines der beiden
Polymere im Gemisch der beiden eine fremde Verunreinigungskomponente
sein, wodurch die Schlagzähigkeit
von Formteilen aus dem Gemisch verringert wird. Es wurde außerdem herausgefunden,
dass, wenn das Gemisch in einer großen Formmaschine geformt wird,
es aufgrund der langen Haltezeit in der Form oft zu Amid-Ester-Wechselwirkungen kommt.
Als Folge wird die Fließfähigkeit
des Gemischs in der Form eher verringert, was das Gegenteil des angestrebten
Ziels, die Fließfähigkeit
von Harzgemischen zu erhöhen,
darstellt. JP-A-09-012875
offenbart eine Harzzusammensetzung, die ein bestimmtes endblockiertes
Polyamid und ein flüssigkristallines
Harz umfasst. Dazu wird erklärt,
dass Monocarbonsäuren
und Säureanhydride
als End-Blocker für
Polyamide verwendet werden können.
Insbesondere besteht die offenbarte Erfindung darin, ein Polyamid
und ein flüssigkristallines
Harz auf einfache, übliche
Art des Vermischens zu verschneiden, wobei das Polyamid während der
Polymerisation endblockiert wird, um so die Wechselwirkung mit dem
flüssigkristallinen
Harz im resultierenden Gemisch zu verzögern. Im offenbarten Verfahren
ist die Verträglichkeit
der beiden Polymere jedoch nach wie vor gering, und die physikalischen
Eigenschaften des resultierenden Gemischs der beiden Polymere verschlechtern
sich unweigerlich. Die Erfinder des vorliegenden Erfindungsgegenstands
haben ein Verfahren versucht, bei dem eine große Formmaschine zur Herstellung
von großen
Formteilen verwendet wurde, und in Folge he rausgefunden, dass das
Harzgemisch, da es sich zwangsläufig
im Zylinder befindet, zerfällt
und schäumt und
sich sogar seine Viskosität
erhöht.
Die Experimente haben deshalb eher eine Verringerung der Fließfähigkeit
des Harzgemischs ergeben. Es wird angenommen, dass das Phänomen der
Viskositätserhöhung zur
Verringerung der Fließfähigkeit
des Harzgemischs auf die zwischen den beiden Harzen im Gemisch erfolgten Amid-Ester-Wechselwirkung
zurückzuführen ist.
-
Die
Erfindung befasst sich mit dem Problem, eine Polyamidharzzusammensetzung
bereitzustellen, die bei Temperaturen verarbeitet werden kann, bei
denen übliche
Polyamidharze verarbeitet werden. Die Zusammensetzung löst auch
andere Probleme, wie z.B., dass die Zusammensetzung üblichen
Polyamidharzen innewohnende, gute Eigenschaften nicht einbüßt, dass
sie immer gut fließfähig bleibt,
selbst wenn sie sich in Formzylindern zum Formen zu Formteilen mit
bestimmter Morphologie befindet, dass die benötigte Menge an Polsterharz
zum Formen der Zusammensetzung nur geringe Schwankungen aufweist,
dass Fehler wie Fadenbildung beim Formen der Zusammensetzung reduziert
werden und dass die Formteile aus der Zusammensetzung gute Schlagzähigkeit
und ein gutes äußeres Erscheinungsbld
aufweisen.
-
Die
Erfindung stellt eine Polyamidharzzusammensetzung bereit, die 100
Gewichtsteile eines Polyamidharzes, 0,01 bis 100 Gewichtsteile eines
flüssigkristallinen
Harzes und 0,01 bis 5 Gewichtsteile einer Polycarbonsäureanhydrid-Komponente
umfasst.
-
Bei
der Formulierung einer derartigen Zusammensetzung, kann – z.B. vor
dem Formen – die
Anhydrid-Komponente mit anderen Komponenten des Gemischs reagieren,
wodurch zumindest ein Teil der Carbonsäureanhydrid-Komponente in zumindest
einer anderen Komponente des Harzes vorliegt. Eine derartige Zusammensetzung
liegt im Schutzumfang der Erfindung. Hinsichtlich der Gewichtsbasis
dürfen
die Einheiten in den anderen, vom Anhydrid stammenden Komponenten
nicht als Teil des Gehalts an anderen Komponenten, sondern als Teil
des Anydrid-Gehalts angesehen werden.
-
Somit
stellt die Erfindung gemäß eines
weiteren Aspekt eine Polyamidharzzusammensetzung bereit, die durch
Vermischen von 100 Gewichtsteilen eines Polyamidharzes und 0,01
bis 100 Gewichtsteilen eines flüssigkristallinen
Harzes in geschmolzener Form und 0,01 bis 5 Gewichtsteilen eines
Polycarbonsäureanhydrids
in geschmolzener oder flüssiger
Form erhältlich
ist.
-
Nachstehend
werden bevorzugte Ausführungsformen
der Erfindung angeführt.
-
In
einer Zusammensetzung als Ausführungsform
der Erfindung sollte die Flüssigkristall-Übergangstemperatur
des flüssigkristallinen
Harzes vorzugsweise nicht über
dem Schmelzpunkt des Polyamidharzes liegen.
-
Die
Zusammensetzung kann darüber
hinaus einen Füllstoff
in einer Menge von 0,5 bis 300 Gewichtsteilen, bezogen auf 100 Gewichtsteile
der Gesamtmenge des Polyamidharzes, des flüssigkristallinen Harzes und
des Säureanhydrids,
enthalten.
-
In
der Zusammensetzung liegt die Schmelzviskosität des flüssigkristallinen Harzes vorzugsweise
nicht über
50 Pa·s,
gemessen bei einer Temperatur von 25°C über dem Schmelzpunkt des Polyamidharzes
und einer Scherrate von 1.000 s–1.
-
In
der Zusammensetzung ist das Säureanhydrid
vorzugsweise ein Dicarbonsäureanhydrid
und vorzugsweise aromatisch. Noch bevorzugter ist das Säureanhydrid
zumindest eines von Bernsteinsäureanhydrid, 1,8-Naphthalindicarbonsäureanhydrid,
Phthalsäureanhydrid
und Maleinsäureanhydrid.
-
Ein
kastenförmiger
Formteil gemäß der Erfindung
weist dünnwandige
Abschnitte aus der Polyamidharzzusammensetzung auf, wobei jene dünnwandigen
Abschnitte, die eine Dicke von höchstens
1,0 mm aufweisen, zumindest 10% der gesamten Oberfläche des
Formteils ausmachen.
-
Bvorzugte
Ausführungsformen
der Erfindung werden im Folgenden detaillierter beschrieben. Mit "Gewicht" ist hier "Masse" gemeint.
-
Das
in der Erfindung verwendete Polyamidharz kann ein Nylon sein, das
aus Ausgangsmaterialien wie einer Aminosäure, einem Lactam oder aber
einem Diamin und einer Dicarbonsäure
hergestellt wurde. Typische Beispiele für Ausgangsmaterialien umfassen
Aminosäuren,
wie z.B. 6-Aminocapronsäure,
11-Aminoundecansäure,
12-Aminododecansäure
und p-Aminomethylbenzolcarbonsäure,
Lactame, wie z.B. ε-Aminocaprolactam
und ω-Laurolactam,
aliphatische, alicyclische oder aromatische Diamine, wie z.B. Tetramethylendiamin,
Hexamethylendiamin, 2-Methylpentamethylendiamin, Nonamethylendiamin,
Undecamethylendiamin, Dodecamethylendiamin, 2,2,4-/2,4,4-Trimethylhexamethylendiamin,
5-Methylnonamethylendiamin, m-Xyloldiamin, p-Xylylendiamin, 1,3-Bis(aminomethyl)cyclohexan,
1,4-Bis(aminomethyl)cyclohexan, 1-Amino-3-aminomethyl-3,5,5-trimethylcyclohexan,
Bis(4-aminocyclohexyl)methan, Bis(3-methyl-4-aminocyclohexyl)methan,
2,2-Bis(4-aminocyclohexyl)propan, Bis(aminopropyl)piperazin und
Aminoethylpiperazin; aliphatische, alicyclische oder aromatische
Dicarbonsäuren,
wie z.B. Adipinsäure,
Suberinsäure,
Azelainsäure,
Sebacinsäure,
Dodecandisäure,
Terephthalsäure,
Isophthalsäure,
2-Chlorterephthalsäure,
2-Methylterephthalsäure, 5-Methylisophthalsäure, 5-Natriumsulfoisophthalsäure, Hexahydroterephthalsäure und
Hexahydroisophthalsäure.
Von diesen Ausgangsmaterialien abgeleitete Nylon-Homopolymere oder
-Copolymere können
in der Erfindung allein oder als Gemische verwendet werden.
-
Nylonharze
mit guter Hitzebeständigkeit
und Festigkeit und einem Schmelzpunkt von nicht unter 200°C werden
als Polyamidharze zur Verwendung in der Erfindung besonders bevorzugt.
Als typische Beispiele dafür
gelten: Polycapramid (Nylon 6), Polyhexamethylenadipemid (Nylon
66), Polytetramethylenadipamid (Nylon 46), Polyhexamethylensebacamid
(Nylon 610), Polyhexamethylendodecamid (Nylon 612), Polynonanmethylenterephthalamid
(Nylon 9T), Polyhexamethylenadipamid/Polyhexamethylenterephthalamid-Copolymer
(Nylon 66/6T), Polyhexamethylenterephthalamid/Polycapramid-Copolymer
(Nylon 6T/6), Polyhexamethylenadipamid/Polyhexa methylenisophthalamid-Copolymer
(Nylon 66/6I), Polydodecamid/Polyhexamethylenterephthalamid-Copolymer
(Nylon 12/6T), Polyhexamethylenadipamid/Polyhexamethylenterephthalamid/Polyhexamethylenisophthalamid-Copolymer
(Nylon 66/6T/6I), Polyhexamethylenterephthalamid/Polyhexamethylenisophthalamid-Copolymer
(Nylon 6T/6I), Polyhexamethylenterephthtalamid/Poly(2-methylpentamethylenterephthalamid)-Copolymer
(Nylon 6T/MST), Polyxylylenadipamid (Nylon XD6) sowie Gemische und
Copolymere davon.
-
Besonders
bevorzugt werden Nylon 6, Nylon 66, Nylon 610, Nylon 46, Nylon 9T,
Nylon 6/66-Copolymer, Nylon 6/12-Copolymer, Nylon 9T, Nylon 6T/6-Copolymer,
Nylon 66/6T-Copolymer, Nylon 6T/6I-Copolymer, Nylon 66/6T/6I-Copolymer,
Nylon 12/6T-Copolymer
und Nylon 6T/MST-Copolymer.
-
In
der Praxis wird oft bevorzugt, diese Nylonharze als Gemische zu
verwenden, je nach gewünschten Eigenschaften
wie Formbarkeit, Hitzebeständigkeit
und Wasserabsorptionsbeständigkeit
der Harze.
-
Vorzugsweise
ist der Polymerisationsgrad des in der Erfindung verwendeten Polyamidharzes
so beschaffen, dass eine relative Viskosität des Harzes, gemessen in Lösung in
konzentrierter Schwefelsäure
bei einer Harzkonzentration von 1 5 und bei 25°C, von 1,5 bis 5,0, noch bevorzugter
von 2,0 bis einschließlich
4,0, bereitgestellt wird.
-
Der
Gehalt an endständigem
Amino des in der Erfindung verwendeten Polyamidharzes beträgt vorzugsweise
höchstens
100 × 10–6 Äqu./g, noch
bevorzugter höchstens
70 × 10–6 Äqu./g, noch
bevorzugter höchstens
50 × 10–6 Äqu./g.
-
Ein
Verfahren zur Messung des Gehalts an endständigem Amino des in der Erfindung
verwendeten Polyamidharzes lautet wie folgt. Eine 20mg-Probe wird
in ein NMR-Probenröhrchen
eingewogen, in 0,6 ml eines zugesetzten Lösungsmittels (He xafluorisopropanol-d'2) gelöst und NMR-Spektrometrie
bei einer Frequenz von 599,9 MHz unterzogen.
-
Das
in der Erfindung verwendete flüssigkristalline
Harz ist so beschaffen, dass es eine anisotrope Schmelzphase hervorrufen
kann. Es umfasst z.B. flüssigkristalline
Polyester mit Struktureinheiten, die aus aromatischen Oxycarbonyl-Einheiten,
aromatischen Dioxy-Gruppen, aromatischen Dicarbonyl-Einheiten und
Etylendioxy-Einheiten ausgewählt
sind und eine anisotrope Schmelzphase bilden können; flüssigkristalline Polyesteramide
mit Struktureinheiten, die aus den oben erwähnten ausgewählt sind,
zusammen mit anderen Struktureinheiten, die aus aromatischen Iminocarbonyl-Einheiten,
aromatischen Diimino-Einheiten und aromatischen Iminoxy-Einheiten
ausgewählt
sind und eine anisotrope Schmelzphase hervorrufen können.
-
Die
aromatischen Oxycarbonyl-Einheiten umfassen z.B. von p-Hydroxybenzoesäure und
6-Hydroxy-2-naphthoesäure
abgeleitete Struktureinheiten; die aromatischen Dioxy-Einheiten
umfassen z.B. von 4,4'-Dihydroxybiphenyl,
Hydrochinon, 3,3',5,5'-Tetramethyl-4,4'-dihydroxybiphenyl,
t-Butylhydrochinon, Phenylhydrochinon, 2,6-Dihydroxynaphthalin,
2,7-Dihydroxynaphthalin, 2,2-Bis(4-hydroxyphenyl)propan und 4,4'-Dihydroxydiphenylether abgeleitete;
die aromtischen Dicarbonyl-Einheiten umfassen z.B. von Terephthalsäure, Isophthalsäure, 2,6-Naphthalindicarbonsäure, 4,4'-Diphenyldicarbonsäure, 1,2-Bis(phenoxy)ethan-4,4'-dicarbonsäure, 1,2-Bis(2-chlorphenoxy)ethan-4,4'-dicarbonsäure und
4,4'-Diphenyletherdicarbonsäure abgeleitete;
die aromatischen Iminoxy-Einheiten umfassen z.B. von 4-Aminophenol
abgeleitete.
-
Spezifische
Beispiele für
flüssigkristalline
Polyester sind flüssigkristalline
Polyester mit Struktureinheiten, die von p-Hydroxybenzoesäure, von
6-Hydroxy-2-naphthoesäure
und aromatischen Dihydroxyverbindungen und/or aliphatischen Dicarbonsäuren abgeleitet
sind; flüssigkristalline
Polyester mit Struktureinheiten, die von p-Hydroxybenzoesäure, von
4,4'-Dihydroxybiphenyl
sowie Terephthalsäure
und Adipinsäure
abgeleitet sind; flüssigkristalline
Polyester mit Struktureinheiten, die von p-Hydroxybenzoesäure, von
aromatischen Dihydroxyverbindungen wie 4,4'-Dihydroxybiphenyl und Hydrochinon und
von Terephthalsäure
und/oder 2,6-Naphthalindicarbonsäure
abgeleitet sind; flüssigkristalline
Polyester mit Struktureinheiten, die von p-Hydroxybenzoesäure, von
Ethylenglykol und von Terephthalsäure und Isophthalsäure abgeleitet
sind; flüssigkristalline
Polyester mit Struktureinheiten, die von p-Hydroxybenzoesäure, von
Ethylenglykol, 4,4-'Dihydroxybiphenyl
und von Terephthalsäure
und/oder Sebacinsäure
abgeleitet sind; flüssigkristalline
Polyester mit Struktureinheiten, die von p-Hydroxybenzoesäure, von
Ethylenglykol, von aromatischen Dihydroxyverbindungen, von aromatischen Dicarbonsäuren wie
Terepthalsäure,
Isophthalsäure
und 2,6-Naphthalindicarbonsäure
abgeleitet sind.
-
Bevorzugte
Beispiele für
flüssigkristalline
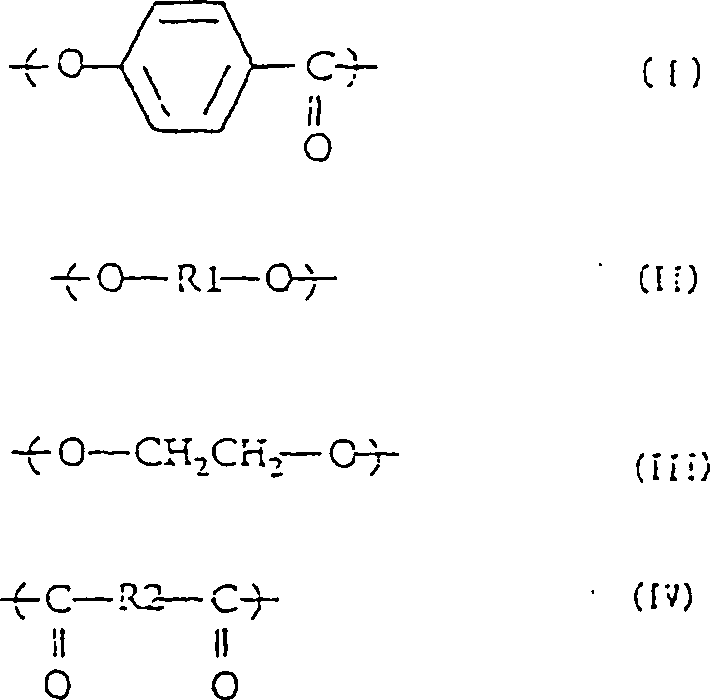
Polyester, die eine anisotrope Schmelzphase bilden können, sind
flüssigkristalline
Polyester mit einer der folgenden Struktureinheiten (I), (II), (III),
(IV) und flüssigkristalline Polyester
mit einer der folgenden Struktureinheiten (I), (III) und (IV), die
anisotrope Schmelzphasen bilden können,
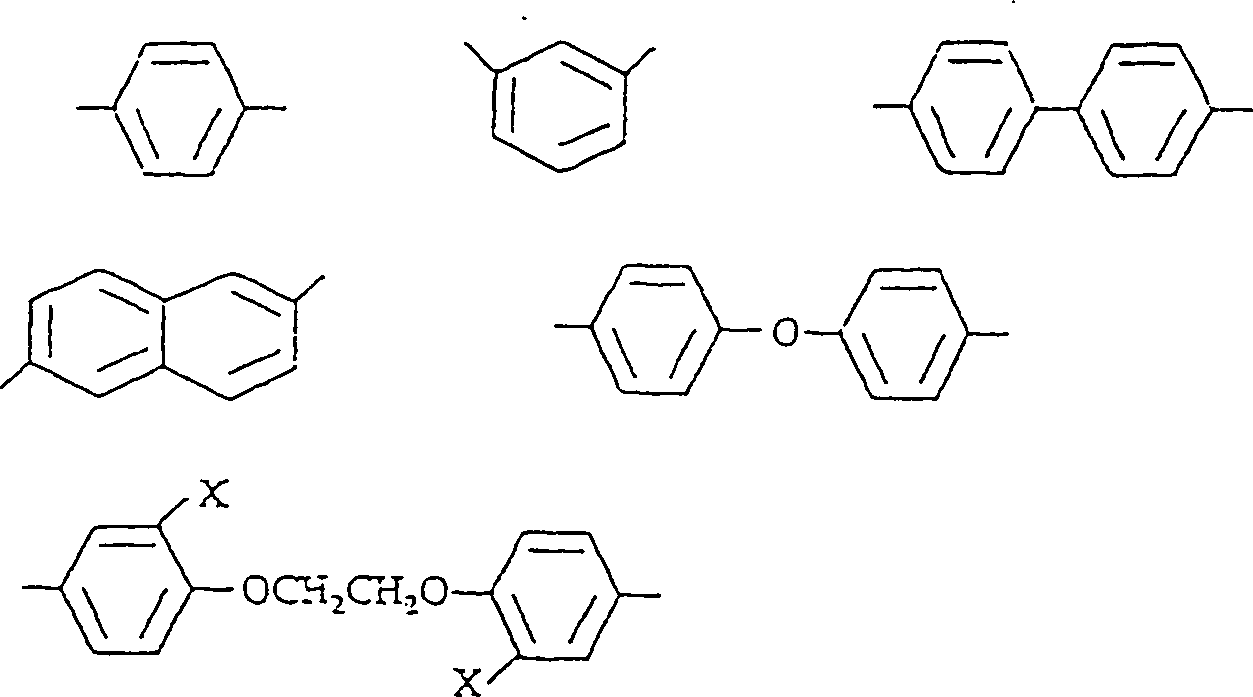
worin R1 eine oder mehrere
der folgenden Gruppen darstellt:
R2 eine
oder mehrere der folgenden Gruppen darstellt:
X ein
Wasserstoffatom oder ein Chloratom darstellt.
-
Struktureinheit
(I) leitet sich von p-Hydroxybenzoesäure ab; Struktureinheit (II)
leitet sich von zumindest einer aromatischen Dihydroxyverbindung
ab, die aus 4,4'-Dihydroxybiphenyl,
3,3',5,5'-Tetramethyl-4,4'-dihydroxybiphenyl,
Hydrochinon, t-Butylhydrochinon, Phenylhydrochinon, Methylhydrochinon,
2,6-Dihydroxynaphthalin, 2,7-Dihydroxynaphthalin,
2,2-Bis(4-hydroxyphenyl)propan und 4,4'-Dihydroxydiphenylether ausgewählt ist;
Struktureinheit (III) rührt
von Ethylenglykol her; und Struktureinheit (IV) rührt von
zumindest einer aromatischen Dicarbonsäure her, die aus Terephthalsäure, Isophthalsäure, 4,4'-Diphenyldicarbonsäure, 2,6-Naphthalindicarbonsäure, 1,2-Bis(2-chlorphenoxy)ethan-4,4'-dicarbonsäure und
4,4'-Diphenyletherdicarbonsäure ausgewählt ist.
-
Von
den oben erwähnten
Struktureinheiten wird jene, worin R1 wie folgt ist, besonders bevorzugt:
-
Ebenfalls
bevorzugt wird jene, worin R2 wie folgt ist:
-
Bevorzugte
flüssigkristalline
Polyester zur Verwendung in der Erfindung sind Copolymere, welche
die Struktureinheiten (I), (III) und (IV) umfassen, worin das Copolymerisationsverhältnis dieser
Einheiten (I), (II), (III) und (IV) frei definiert werden kann.
Um gute Ergebnisse der Erfindung zu erzielen, muss das Copolymerisationsverhältnis jedoch
vorzugsweise wie folgt sein:
In Copolymeren, welche die Struktureinheiten
(I), (III) und (IV) umfassen, machen die Struktureinheiten (I) vorzugsweise
30 bis 80 Mol-%, noch bevorzugter 45 bis 75 Mol-%, aller Struktureinheiten (I), (III)
und (IV) aus.
-
In
Copolymeren, welche die Struktureinheiten (I), (II), (III) und (IV)
umfassen, beträgt
die Gesamtmenge der Struktureinheiten (I) und (II) vorzugsweise
30 bis 95 Mol-%, noch bevorzugter 40 bis 85 Mol-%, aller Struktureinheiten
(I), (II) und (III). Die Struktureinheiten (III) machen vorzugsweise
5 bis 70 Mol-%, noch bevorzugter 15 bis 60 Mol-%, aller Struktureinheiten
(I), (II) und (III) aus. Das Molverhältnis zwischen den Struktureinheiten
(I) und (II), d.h. (I)/(II), beträgt vorzugsweise 75/25 bis 95/5,
noch bevorzugter 78/22 bis 93/7. Vorzugsweise liegen die Struktureinheiten
(IV) im Wesentlichen äquimolar
zur Gesamtmenge der Struktureinheiten (II) und (III) vor.
-
Flüssigkristalline
Polyesteramide können
ebenfalls in der Erfindung verwendet werden. Vorzugsweise umfassen
diese zusätzlich
zu den oben erwähnten
Struktureinheiten (I) bis (IV) p-Iminophenoxy-Einheiten, die von
p-Aminophenol abgeleitet sind und eine anisotrope Schmelzphase bilden
können.
-
Die
in der Erfindung vorzugsweise verwendeten flüssigkristallinen Polyester
und Polyesteramide können
zusätzlich
zu den oben erwähnten
Struktureinheiten (I) bis (IV) beliebige andere Struktureinheiten
von Comonomeren wie etwa aromatischen Dicarbonsäuren, wie z.B. 3,3'-Diphenyldicarbonsäure und
2,2'-Diphenyldicarbonsäure, aliphatischen
Dicarbonsäuren,
wie z.B. Adipinsäure,
Azelainsäure,
Sebacinsäure
und Dodecandicarbonsäure,
alicyclischen Dicarbonsäuren,
wie z.B. Hexahydroterephthalsäure,
aromatischen Diolen, wie z.B. Chlorhydrochinon, 3,4'-Dihydroxybiphenyl,
4,4'-Dihydroxydiphenylsulfon,
4,4'-Dihydroxydiphenylsulfid,
4,4'-Dihydroxybenzophenon
und 3,4'-Dihydroxybiphenyl,
aliphatischen und alicyclischen Diolen, wie z.B. Propylenglykol,
1,4-Butandiol, 1,6-Hexandiol, Neopentylglykol, 1,4-Cyclohexandiol
und 1,4-Cyclohexandimethanol, aromatischen Hydroxycarbonsäuren, wie
z.B. m-Hydroxybenzoesäure
und 2,6-Dihydroxynaphthoesäure,
sowie etwa p-Aminophenol und p-Aminobenzoesäure umfassen, sofern die zusätzlichen
Comonomer-Einheiten die flüssigkristallinen
Eigenschaften der Copolymere nicht beeinträchtigen.
-
Die
oben erwähnten,
in der Erfindung verwendeten flüssigkristallinen
Harze können
nach jedem bekannten Polykondensationsverfahren zur Herstellung
herkömmlicher
Polyester hergestellt werden.
-
Zur
Herstellung der oben erwähnten
flüssigkristallinen
Polyester werden z.B. folgende Verfahren bevorzugt.
- (1) Ein Polyester wird aus Komponenten mit Ausnahme von p-Hydroxybenzoesäure, hergestellt,
dann erhitzt und zusammen mit p-Acetoxybenzoesäure in trockenem Stickstoffstrom
geschmolzen, um copolymerisierte Polyester-Fragmente durch saure
Hydrolyse zu bilden, und danach wird die Viskosität des resultierenden
Copolyesters unter reduziertem Druck erhöht.
- (2) p-Acetoxybenzoesäure,
eine diacylierte aromatische Dihydroxyverbindung, wie z.B. 4,4'-Diacetoxybiphenyl
oder Diacetoxybenzol, und eine aromatische Dicarbon säure, wie
z.B. 2,6-Naphthalindicarbonsäure, Terephthalsäure oder
Isophthalsäure,
werden Polykondensation unter Deacetylierung unterzogen.
- (3) p-Hydroxybenzoesäure,
eine aromatische Dihydroxyverbindung, wie z.B. 4,4'-Dihydroxybiphenyl
oder Hydrochinon, eine aromatische Dicarbonsäure, wie z.B. 2,6-Naphthalindicarbonsäure, Terephthalsäure oder
Isophthalsäure,
und Acetanhydrid werden an den phenolischen Hydroxylgruppen einer
Acylierung, gefolgt von Polykondensation unter Deacetylierung unterzogen.
- (4) Phenyl-p-hydroxybenzoat, eine aromatische Dihydroxyverbindung,
wie z.B. 4,4'-Dihydroxybiphenyl oder
Hydrochinon, und ein Diphenylester einer aromatischen Dicarbonsäure, wie
z.B. 2,6-Naphthalindicarbonsäure,
Terephthalsäure
oder Isophthalsäure,
werden einer Polykondensation unter Phenolabspaltung unterzogen.
- (5) p-Hydroxybenzoesäure
und eine aromatische Dicarbonsäure,
wie z.B. 2,6-Naphthalindicarbonsäure, Terephthalsäure oder
Isophthalsäure,
werden zur Herstellung eines Diphenylesters mit einer vorbestimmten
Menge Diphenylcarbonat umgesetzt und dann in einer Polykondensation
unter Phenolabspaltung mit einer aromatischen Dihydroxyverbindung,
wie z.B. 4,4'-Dihydroxybiphenyl
oder Hydrochinon, umgesetzt.
- (6) Die Verfahren (2) und (3) werden in Gegenwart eines Polymers
oder Oligomers eines Polyesters, wie z.B. Polyethylenterephthalat,
oder in Gegenwart eines Bis(β-hydroxyethyl)esters
einer aromatischen Dicarbonsäure,
wie z.B. Bis(β-hydroxyethyl)-terephthalat, durchgeführt.
-
Die
Polykondensation zur Herstellung der flüssigkristallinen Harze kann
in Abwesenheit eines Katalysators ausgeführt werden, wofür jedoch
eine Metallverbindung wie Zinn(II)-acetat, Tetrabutyltitanat, Kaliumacetat,
Natriumacetat oder Antimontrioxid, oder sogar metallisches Magnesium
verwendet werden kann.
-
Die
logarithmische Viskosität
des in der Erfindung verwendeten flüssigkristallinen Harzes kann
in Pentafluorphenol gemessen werden und beträgt, darin gemessen, vorzugsweise
nicht weniger als 0,03 g/dl bei einer Konzentration von 0,1 g/dl
und 60°C;
noch bevorzugter beträgt
sie 0,05 bis 10,0 dl/g.
-
Die
Flüssigkristall-Übergangstemperatur
des in der Erfindung verwendeten flüssigkristallinen Harzes liegt
vorzugsweise nicht höher
als der Schmelzpunkt des damit zu kombinierenden Polyamidharzes,
noch bevorzugter nicht höher
als 10°C
unter dem Schmelzpunkt des Polyamidharzes, noch bevorzugter nicht
höher als
20°C unter
dem Schmelzpunkt des Polyamidharzes, da das flüssigkristalline Harz, dessen
Flüssigkristall-Übergangstemperatur
niedriger als der Schmelzpunkt des damit zu kombinierenden Polyamidharzes
liegt, einheitlich im Polyamidharz dispergiert werden kann und somit
erfindungsgemäß bessere
Ergebnisse erzielt.
-
Zur
Messung der Flüssigkristall-Übergangstemperatur
des flüssigkristallinen
Harzes wird ein dünnes Teststück des Harzes
hergestellt, auf einer Probenhaltevorrichtung eines Polarisationsmikroskops
montiert und darauf allmählich
erhitzt, wobei die Temperatur, bei der das Teststück unter
Scherbeanspruchung milchiges Licht ausstrahlt, gemessen wird. Die
Flüssigkristall-Übergangstemperatur
der besonders bevorzugten flüssigkristallinen
Harze zur Verwendung in der vorliegenden Erfindung liegt um etwa
20°C unter
ihrem Schmelzpunkt.
-
Um
gemäß vorliegender
Erfindung bessere Ergebnisse zu erzielen, beträgt die Schmelzviskosität des flüssigkristallinen
Harzes, gemessen bei der Temperatur des Schmelzpunkts des damit
zu kombinierenden Polyamidharzes, vorzugsweise nicht mehr als 50
Pa·s,
noch bevorzugter 0,1 bis 30 Pa·s,
insbesondere 0,5 bis 25 Pa·s.
Die Schmelzviskosität
wird mittels eines vertikalen Durchflusstesters gemessen, bei dem
die Probe durch ein Strahlrohr mit einem Durchmesser von 0,5 mmϕ und
einer Länge
von 10 mm bei einer Scherrate von 1.000 (1/s) ausströmt.
-
In
der Zusammensetzung der vorliegenden Erfindung beträgt die dem
Polyamid zugesetzte Menge an flüssigkristallinem
Harz 0,01 bis 100, vorzugsweise jedoch 0,05 bis 80, noch bevorzugter
0,1 bis 100, Gewichtsteile bezogen auf 100 Gewichtsteile des Polyamidharzes.
Innerhalb des definierten Bereichs beeinträchtigt das zugesetzte flüssigkristalline
Harz die charakteristischen Eigenschaften des Polyamidharzes nicht,
und die resultierende Harzzusammensetzung kann mehrere zusätzliche
Vorteile aufweisen. Zum Beispiel besitzt die Zusammensetzung gute
Fließfähigkeit,
die zum Formen der Zusammensetzung benötigte Menge an Polsterharz
weist nur geringe Schwankungen auf, Fehler wie Fadenbildung beim
Formen der Zusammensetzung werden reduziert, und die Formteile der
Zusammensetzung besitzen gute Schlagzähigkeit und ein gutes äußeres Erscheinungsbild.
-
Das
Säureanhydrid
in der erfindungsgemäßen Zusammensetzung
umfasst beispielsweise Benzoesäureanydrid,
Isobuttersäureanhydrid,
Itaconsäureanhydrid,
Octansäureanyhdrid,
Glutarsäureanyhdrid,
Bernsteinsäureanhydrid,
Acetanhydrid, Dimethylmaleinsäureanhydrid,
Decansäureanydrid,
Trimellithsäureanhydrid,
1,8-Napththalinsäureanhydrid,
Phthalsäureanhydrid
und Maleinsäureanhydrid.
-
Die
dem Polyamidharz zuzusetzende Menge an Säureanhydrid beträgt 0,01
bis 5 Gewichtsteile, vorzugsweise 0,05 bis 3 Gewichtsteile, noch
bevorzugter 0,1 bis 2 Gewichtsteile. Bei zu geringer Säureanhydridmenge
weist die Harzzusammensetzung die oben angeführten Vorteile nicht auf. Die
Zusammensetzung besitzt z.B. keine gute Fließfähigkeit. Bei zu großer Menge
bildet die Zusammensetzung jedoch beim Compoundieren viel Gas, das
reibungslose Einfüllen
der Zusammensetzung in die Formen gestaltet sich oft schwierig, und
außerdem
werden die Formteile gelb und weisen viele Hohlräume auf. Darüber hinaus
weisen die Formteile mangelhaftes Äußeres und schlechtere mechanische
Eigenschaften auf.
-
Zumindest
ein Teil des in der Polyamidharzzusammensetzung vorhandenen Säureanhydrids
braucht nicht in der endgültigen
Zusammensetzung als Anydrid selbst gegenwärtig sein. Es kann z.B. während der
Formulierung einer Polyamidharzzusam mensetzung mit Wasser oder dem
Polyamid- oder flüssigkristallinen
Harz oder sogar mit Monomeren oder Oligomeren davon in der Zusammensetzung
in Form des Anhydrids selbst oder in beliebiger anderer umgesetzter
Form davon vorliegen.
-
Um
das Polyamidharz, das flüssigkristalline
Harz und das Säureanhydrid
zu vermischen und die Zusammensetzung der Erfindung herzustellen,
werden diese im Allgemeinen in geschmolzener Form verknetet. Zum
Schmelzkneten kann jedes bekannte Verfahren angewandt werden. Zum
Beispiel können
die konstituierenden Komponenten in geschmolzener Form in einem
Temperaturbereich von 180 bis 380°C
beispielsweise mit Banbury-Mischern, Gummi-Walzen, Knetern, Ein-
oder Doppelschneckenextrudern geknetet werden, um die Harzzusammensetzung
der Erfindung zu erhalten. Vorzugsweise werden sie jedoch mit Extrudern
vermischt. Die Mischabfolge dafür
ist nicht speziell definiert. Vorzugsweise werden das Polyamidharz
und das Säureanhydrid
miteinander verknetet. Es werden das Polyamidharz und das Säureanhydrid
z.B. zuerst vermischt, und dieser Mischung wird das flüssigkristalline
Harz zugesetzt. Bei Verwendung eines Zweistufenextruders mit seitlichem
Feeder werden die zwei Erstgenannten darin vermischt, und dem resultierenden
Gemisch wird über
den seitlichen Feeder das flüssigkristalline
Harz zugesetzt. Es wird auch bevorzugt, das Polyamidharz, das flüssigkristalline
Harz und das Säureanhydrid
alle gleichzeitig zu vermischen.
-
Der
Polyamidharzzusammensetzung der Erfindung kann ein Füller zugesetzt
werden, um die Eigenschaften der Zusammensetzung noch zusätzlich zu
verbessern, z.B. um die mechanische Festigkeit der Zusammensetzung
zu erhöhen.
Der Füller
ist nicht näher
definiert, und erfindungsgemäß können beliebige
faserförmige,
tafelförmige,
pulverförmige
oder körnige
Füller
verwendet werden. Die in der Erfindung insbesondere verwendeten
Füller
umfassen faserförmige
oder Whisker-ähnliche
Füller,
wie z.B. Glasfasern, PAN-Kohlefasern, oder Pech, Metallfasern, wie
z.B. Edelstahlfasern, Aluminiumfasern oder Messingfasern, organische
Fasern, wie z.B. aromatische Polyamidfasern, sowie Calciumsulfatfasern,
Keramikfasern, Asbestfasern, Zirconiumdioxidfasern, Aluminiumoxidfasern,
Siliciumdioxidfasern, Titanoxidfasern, Siliciumcarbidfasern, Steinwolle, Kaliumtitanatwhisker,
Bariumtitanatwhisker, Aluminiumboratwhisker und Siliciumnitridwhisker
und auch andere pulverförmige,
körnige
oder tafelförmige
Füller
aus z.B. Mika, Talk, Kaolin, Siliciumdioxid, Calciumcarbonat, Glasperlen,
Glasschuppen, Glas-Mikrohohlperlen, Ton, Molybdändisulfid, Wollastonit, Titanoxid,
Zinkoxid, Calciumphosphat oder Graphit. Von diesen Füllern werden
Glasfasern und Kohlefasern bevorzugt. Besonders bevorzugt sind PAN-Kohlefasern,
um die Zusammensetzung elektrisch leitend zu machen. Die in der
Erfindung verwendete Art der Glasfasern ist nicht spezifisch definiert,
und im Allgemeinen können
alle Harze verstärkenden
Glasfasern eingesetzt werden. Sie können beispielsweise aus langfaserigen
und kurzfaserigen Typen, gehackten und geschnittenen Glasfasern
ausgewählt
sein. Zwei oder mehrere dieser Füller
können
in Kombination verwendet werden. Die in der Erfindung verwendeten
Füller
können
mit beliebigen bekannten Haftvermittlern (z.B. Silanhaftvermittler
oder Titanhaftvermittler) oder mit beliebigen anderen Oberflächenbehandlungsmitteln
oberflächenbehandelt
werden.
-
Glasfasern
zur Verwendung in der Erfindung können mit einem Thermoplast,
wie z.B. Ethylen-Vinylacetat-Copolymer, oder mit einem Duroplast,
wie z.B. Expoxidharz, beschichtet oder damit gebündelt sein.
-
Im
Allgemeinen beträgt
die Füllermenge
in der Zusammensetzung vorzugsweise höchstens 300 Gewichtsteile,
noch bevorzugter jedoch 10 bis 250 Gewichtsteile, insbesondere 20
bis 150 Gewichtsteile, bezogen auf 100 Gewichtsteile der Gesamtmenge
des Polyamidharzes, des flüssigkristallinen
Harzes und des Säureanhydrids.
-
Vorzugsweise
wird der Polyamidharzzusammensetzung der Erfindung eine Kupferverbindung
zugesetzt, um so die Langzeit-Hitzebeständigkeit der Zusammensetzung
zu verbessern. Typische Beispiele der Kupferverbindung umfassen
Kupfer(I)-chlorid, Kupfer(II)-chlorid, Kupfer(I)-bromid, Kupfer(II)-bromid,
Kupfer(I)-iodid, Kupfer(II)-iodid,
Kupfer(II)-sulfat, Kupfer(II)-nitrat, Kupfer(II)-orthophosphat(V),
Kupfer(I)-acetat, Kupfer(II)-acetat, Kupfer(II)-salicylat, Kupfer(II)-stearat,
Kupfer(II)-benzoat und Komplexe eines anorganischen Kupferhalogenids,
wie z.B. eines der oben erwähnten, mit
beispielsweise Xylylendiamin, 2-Mercaptobenzimidazol oder Benzimidazol.
Davon werden einwertige Kupferverbindungen, insbesondere einwertige Kupferhalogenide,
bevorzugt. Bevorzugte Beispiele für die Verbindungen sind Kupfer(I)-acetat
und Kupfer(I)-iodid, vorzugsweise in einer Mengen von 0,01 bis 2
Gewichtsteilen, noch bevorzugter 0,015 bis 1 Gewichtsteilen, bezogen
auf 100 Gewichtsteile des Polyamidharzes. Bei einer zu großen Menge
setzt sich freies metallisches Kupfer in der Schmelze der geformten
Zusammensetzung ab, was zu einer unerwünschten Verfärbung der
Formteile führt,
was deren Marktwert senkt. Gemäß der Erfindung
kann der Zusammensetzung in Kombination mit der Kupferverbindung
ein Alkalimetallhalogenid zugesetzt werden. Beispiele für Alkalimetallhalogenide
sind Lithiumchlorid, Lithiumbromid, Lithiumiodid, Kaliumchlorid,
Kaliumbromid, Kaliumiodid, Natriumbromid und Natriumiodid. Besonders
bevorzugt sind Kaliumiodid und Natriumiodid.
-
Um
die mechanische Festigkeit und die Steifigkeit der Formteile aus
der Zusammensetzung wirksam zu verbessern, wird der Harzzusammensetzung
der Erfindung vorzugsweise ein Alkoxysilan mit zumindest einer funktionellen
Gruppe, ausgewählt
aus Epoxy-, Amino-, Isocyanato-, Hydroxyl-, Mercapto- und Ureidogruppen,
zugesetzt. Spezifische Beispiele für das Alkoxysilan umfassen
Epoxid enthaltende Alkoxysilane, wie z.B. γ-Glycidoxypropyltrimethoxysilan, γ-Glycidoxypropyltriethoxysilan
und β-(3,4-Epoxycyclohexyl)ethyltrimethoxysilan;
Mercapto enthaltende Alkoxysilane, wie z.B. γ-Mercaptopropyltrimethoxysilan und γ-Mercaptopropyltriethoxysilan;
Ureido enthaltende Alkoxysilane, wie z.B. γ-Ureidopropyltriethoxysilan
und γ-Ureidopropyltrimethoxysilan
und γ-(2-Ureidoethyl)aminopropyltrimethoxysilan;
Isocyanat enthaltende Alkoxysilane, wie z.B. γ-Isocyanatopropyltriethoxysilan
und γ-Isocyanatopropyltrimethoxysilan, γ-Isocyanatopropylmethyldimethoxysilan, γ-Isocyanatopropylmethyldiethoxysilan, γ-Isocyanatopropylethyldimethoxysilan, γ-Isocyanatopropylethyldiethoxysilan
und γ-Isocyanatopropyltrichlorsilan;
Amino enthaltende Alkoxysilane, wie z.B. γ-(2-Aminoethyl)aminopropylmethyldimethoxysilan, γ-(2-Aminoethyl)aminopropyltrimethoxysilan
und γ-Aminopropyltrimethoxysilan;
Hydroxyl enthaltende Alkoxysilane, wie z.B. γ-Hydroxypropyltrimethoxysilan
und γ-Hydroxypropyltriethoxysilan.
-
Die
Harzzusammensetzung der Erfindung kann beliebige übliche Additive
enthalten, beispielsweise Antioxidantien und Hitzestabilisatoren
(z.B. sterisch gehinderte Phenole, Hydrochinone, Phosphite und substituierte
Derivate davon; Ultraviolettabsorber (z.B. Resorcine, Salicylate,
Benzotriazole, Benzophenone); Farbinhibitoren, wie z.B. Phosphite,
Hypophosphite; Schmiermittel und Formtrennmittel (z.B. Montansäure und deren
Salze, Ester und Halbester, Steraylalkohol, Stearamid, Polyethylenwachs);
Farbstoffe (z.B. Nigrosin) und Pigmente (z.B. Cadmiumsulfid, Phthalocyanin)
enthaltende Färbemittel;
Leitfähigkeitsmittel
und Färbemittel,
wie z.B. Ruß;
Nukleierungsmittel; Weichmacher; Flammschutzmittel (z.B. roter Phosphor,
Magnesiumhydroxid, Melamin, Cyanursäure und Salze davon, Poly(bromstyrol),
bromiertes Polystyrol, Polyphenyletherbromide, bromierte Epoxidverbindungen,
Polycarbonatbromide; Flammschutzmittel-Verstärker (z.B. Antimonverbindungen,
Fluorharze, Phenolharze; und Antistatikmittel.
-
Diese
Additive können
der Zusammensetzung vorbestimmte Eigenschaften verleihen.
-
Um
sie der Harzzusammensetzung zuzusetzen, werden die oben erwähnten Füller und
Additive vorzugsweise mit den konstituierenden Komponenten der Zusammensetzung
als Schmelze verknetet. Zum Schmelzkneten kann jedes bekannte Verfahren
angewandt werden. Beispielsweise werden sie unter Zuhilfenahme von
Banbury-Mischern,
Gummiwalzen, Knetern, Ein- oder Doppelschneckenextrudern mit den
konstituierenden Komponenten in Schmelze bei einer Temperatur im
Bereich zwischen 180 und 380°C
verknetet. Diese Additive können
der Harzzusammensetzung während
der Herstellung der Zusammensetzung jederzeit zugesetzt werden,
indem die konstituierenden Komponenten des Polyamidharzes, das Säureanhydrid
und das flüssigkristalline
Harz gemäß der oben
angeführten
bevorzugten Verfahren, vermischt werden. Insbesondere werden das
Polyamidharz und das Säureanhydrid
zuerst als Schmelze vermischt und diesen das flüssigkristalline Harz und der
Füller
zugesetzt; oder die Komponenten werden alle gleichzeitig vermischt;
oder das Polyamidharz, das Säureanhydrid
und das flüssigkristalline
Harz werden zuerst vermischt und diesen dann die Füller oder
andere Additive zugesetzt; oder das Polyamidharz, das Säureanhydrid
und das flüssigkristalline Harz
werden zuerst vermischt, um eine Harzzusammensetzung (A) herzustellen,
und die resultierende Harzzusammensetzung (A) wird mit einem Füller vermischt,
um eine hochkonzentrierte Zusammensetzung ("Master") (B) herzustellen. Ein beliebiges dieser
Verfahren kann erfindungsgemäß angewandt
werden.
-
Um
Formteile aus der Harzzusammensetzung der Erfindung herzustellen,
kann jedes übliche
Formverfahren angewandt werden, z.B. Spritzgußverfahren, Strangpressen,
Blasformen, Formpressen oder Spritzformpressen, bei denen z.B. dreidimensionale
Formteile, Platten, Behälter
oder Rohre geformt werden. Da die Zusammensetzung gute Fließfähigkeit
besitzt, wird sie besonders bevorzugt zu Formteilen mit dünnwandigen Abschnitten
geformt (z.B. tafelförmige
Formteile oder kastenförmige
Formteile, jedoch bevorzugt kastenförmige Formteile), insbesondere
zu solchen mit dünnwandigen
Abschnitten mit einer Dicke von nicht mehr als 1,0 mm. Insbesondere
wird die Zusammensetzung besonders wirksam zu Formteilen mit dünnwandigen
Abschnitten geformt, deren dünnwandige
Abschnitte mit einer Maximaldicke von 1,0 mm zumindest 10% der Gesamtoberfläche des
Formteils ausmachen; noch bevorzugter machen die dünnwandigen
Abschnitte mit einer Maximaldicke von 1,0 mm zumindest 15% davon
aus; insbesondere machen dünnwandige
Abschnitte mit einer Maximaldicke von 0,8 mm zumindest 15% davon
aus. Um die Zusammensetzung zu diesen Formteilen zu formen, wird
vorzugsweise ein Spritzguss- oder Spritzformpressverfahren angewandt.
-
Wie
oben bereits angeführt
verfügt
die Polyamidharzzusammensetzung der Erfindung über eine Reihe neuartiger Vorteile.
Im Speziellen verliert die Zusammensetzung im Gegensatz zu üblichen
Polyamidharzen ihre guten Eigenschaften nicht und bleibt während des
gesamten Formprozesses fließfähig. Die
Herstellbarkeit von Formteilen aus der Zusammensetzung ist gut,
da die zum Formen benötigte
Menge an Polsterharz nur geringe Schwankungen aufweist und Fehler
wie Fadenbildung beim Formen der Zusammensetzung reduziert werden.
Außerdem
verfügen
die Formteile aus der Zusammensetzung über gute Schlagzähigkeit
und ein gutes äußeres Erscheinungsbild.
Aufgrund dieser Eigenschaften kann die Harzzusammensetzung zu verschiedenen
Formteilen geformt werden. Beispielsweise sind die Formteile als
Teile für
elektrische und elektronische Geräte geeignet, typischerweise
etwa für
verschiedene Zahnradgetriebe, verschiedene Gehäuse, Sensoren, LEP-Lampen,
Gerätestecker,
Buchsen, Widerstände,
Relaisgehäuse,
Schalter, Spulen, Kondensatoren, verschiedene Kondensatorgehäuse, optische
Pick-ups, Oszillatoren, Platten für verschiedene Klemmen, Transformatoren,
Stecker, steckbare Leiterplatten, Tuner, Lautsprecher, Mikrofone,
Kopfhörer,
kleine Motoren, Magnetkopfhauptbestandteile, Leistungsbausteine,
Gehäuse,
Halbleiter, LCD-Anzeigenteile, FDD-Laufwerke, FDD-Rahmen, HDD-Teile,
Motorbürstenhalter,
Parabolantennen und Computerteile; Teile für elektrische Geräte zur Verwendung
in Haushalt und Büro,
wie typischerweise als Teile von Videogeräten, Fernsehgeräten, Bügeleisen,
Haartrocknern, Reiskochern, Mikrowellenherden, akustischen Geräten, Musikgeräten, einschließlich Tonbandgeräten, Laser-
und Kompaktdiscs; Beleuchtungsgeräten, Kühlschränken, Klimaanlagen, Schreibmaschinen
und Textverarbeitungsgeräten;
Bürogeräten und
Computern, Telefonen, Faxgeräten,
Kopiermaschinen und Waschgeräten;
Maschinen, wie typischerweise als deverse Lager, wie z.B. selbstschmierende
Lager, Hinterlager und Unterwasserlager; für Motorteile, Feuerzeuge und
Schreibmaschinen; Teile von optischen Instrumenten und Präzisionsgeräten, wie
typischerweise Teile von Mikroskopen, Ferngläsern, Kameras und Armbanduhren;
Kraftfahrzeug- und Fahrzeugteile, typischerweise Drehstromgeneratorklemmen, Drehstromgeneratorsteckbuchsen,
Regler für
integrierte Schaltungen, verschiedene Ventile wie Abgasventile, für verschiedene
Treibstoff-Einlassöffnungs-
und Emissionssysteme, Lufteinlassdüsen-Schnorchel, Ansaugkrümmer, Brennstoffpumpen,
Motorkühlwasserverbindungen,
Vergasergehäuse,
Vergaserdistanzstücke,
Abgassensoren, Kühlwassersensoren, Öltemperatursensoren,
Bremsbackenabnutzungssensoren, Gashebelpositionsgeber, Kurbelwellenpositionsgeber,
Luftstrommesser, Thermostathauptbestandteile für Klimaanlagen, Luftstromkontrollventile
für Heizgeräte, Bürstenhalter
für Radiatormotoren,
Wasserpumpenflügelräder, Turbinenschaufel,
Wischermotorenteile, Verteiler, Anlassschalter, Anlassrelais, Kabelbäume für Triebwerke,
Windschutz scheibenwaschanlagendüsen,
Klimaanlagen-Schalttafel, Spulen für kraftstoffbezogene elektromagnetische
Ventile, Sicherungsklemmen, Hornanschlüsse, Isolierplatten für elektrische
Teile, Schrittmotorrotoren, Lampenfassungen, Lampenreflektoren,
Lampengehäuse,
Bremskolben, zylindrische Spulen, Motorölfilter, Schaltgetriebegehäuse, Zündspulen-
und Zündgehäuseteile.
Insbesondere eignet sich die Harzzusammensetzung der Erfindung für kastenförmige Formteile,
speziell für
solche, die leicht sein müssen,
wie z.B. für
CD- und DVD-Laden, Gehäuse
für Mobiltelefone,
Schnurlostelefone, PC-Gehäuse
sowie Gehäuse
für verschiedene
andere Geräte
und Instrumente. Im Speziellen ist die Zusammensetzung besonders
für kastenförmige Formteile
mit dünnwandigen
Abschnitten geeignet, in denen maximal 1,0 mm dicke dünnwandige
Abschnitte zumindest 10% der gesamten Oberfläche des Formteils ausmachen.
Am besten eignet sich die Zusammensetzung für PC-Gehäuse.
-
Nachstehend
wird die Erfindung noch detaillierter anhand der folgenden Beispiele
beschrieben.
-
Bezugsbeispiele:
-
A-1:
-
ε-Caprolactam
wurde auf übliche
Weise polymerisiert, um Pellets aus Nylon 6 herzustellen. Die gemessene
relative Viskosität
des Polyamids betrug 2,70, dessen Schmelzpunkt betrug 222°C, und dessen
Gehalt an endständigem
Amino betrug 4,0 × 10–6 g/Äqu.
-
A-2:
-
Ein äquimolares
Salz von Hexamethylendiamin und Adipinsäure wurde auf übliche Weise
polymerisiert, um Pellets aus Nylon 66 herzustellen. Die gemessene
relative Viskosität
des Polyamids betrug 2,75, dessen Schmelzpunkt betrug 262°C, und dessen
Gehalt an endständigem
Amino betrug 4,9 × 10–6 g/Äqu.
-
A-3:
-
Eine
wässrige
Lösung
eines Gemischs aus Hexamethylendiammoniumterephthalat (6T-Salz)
und Aminododecansäure
(Feststoffkonzentration: 60 Gew.-%), das auf eine Menge an Hexamethylenterephthalamid-Einheiten
von 50 Mol-% und eine Menge von Dodecamid-Einheiten von 50 Mol-%
eingestellt worden war, wurde zur Polymerisation in einen Druckreaktor
gefüllt,
unter Rühren
erhitzt und unter einem Wasserdampfdruck von 19 kg/cm2 1,5
Stunden lang umgesetzt, anschließend etwa 2 Stunden lang entgast
und etwa 30 Minuten lang unter Stickstoffatmosphäre bei Normaldruck erneut umgesetzt.
Das so erhaltene Polyamidharz wies eine relative Viskosität von 2,55,
einen Schmelzpunkt von 283 °C
und einen Gehalt an endständigem
Amino von 4,5 × 10–6 g/Äqu. auf.
-
A-4:
-
Wie
in Bezugsbeispiel 1 wurde ε-Caprolactam
auf übliche
Weise polymerisiert, jedoch wurden 100 Gewichtsteilen des Monomers, ε-Caprolactam,
0,1 Gewichtsteile eines endständigen
Blockiermittels, Benzoesäure,
zugesetzt. Man erhielt Nylon 6-Kugeln.
Die gemessene relative Viskosität
des Polyamids betrug 2,70, dessen Schmelzpunkt betrug 222°C, und dessen
Gehalt an endständigem
Amino betrug 2,1 × 10–6 g/Äqu.
-
B-1:
-
528
Gewichtsteile p-Hydroxybenzoesäure,
126 Gewichtsteile 4,4'-Dihydroxybiphenyl,
112 Gewichtsteile Terephthalsäure,
864 Gewichtsteile Polyethylenterephthalat mit einer Grenzviskosität von etwa
0,6 dl/g und 586 Gewichtsteile Acetanhydrid wurden in einen Reaktor
gefüllt,
der mit einem Rührer
und einer Destillationsbrücke
ausgestat tet war, und darin polymerisiert. Als Ergebnis wurde ein
flüssigkristallines
Harz erhalten, das 42,5 Mol-% aromatische Oxycarbonyl-Einheiten,
7,5 Mol-% aromatische Dioxy-Einheiten, 50 Mol-% Ethylendioxy-Einheiten
und 57,5 Mol-% aromatische Dicarbonsäure sowie eine Flüssigkristall-Übergangstemperatur
von 184°C
aufwies. Die Schmelzviskosität
des Harzes, gemessen durch eine kleine Öffnung von 0,5 ϕ × 10 mm
bei verschiedenen Temperaturen und einer Scherrate von 1.000 s–1,
betrug bei 287°C
30 Pa·s
und bei 308°C
1 Pa·s.
-
B-2:
-
777
Gewichtsteile p-Hydroxybenzoesäure,
126 Gewichtsteile 4,4'-Dihydroxybiphenyl,
112 Gewichtsteile Terephthalsäure,
519 Gewichtsteile Polyethylenterephthalat mit einer Grenzviskosität von etwa
0,6 dl/g und 816 Gewichtsteile Acetanhydrid wurden in einen Reaktor
gefüllt,
der mit einem Rührer
und einer Destillationsbrücke
ausgestattet war, und darin polymerisiert. Als Ergebnis wurde ein
flüssigkristallines
Harz erhalten, das 62,5 Mol-% aromatische Oxycarbonyl-Einheiten,
7,5 Mol-% aromatische Dioxy-Einheiten, 30 Mol-% Ethylendioxy-Einheiten
und 37,5 Mol-% aromatische Dicarbonsäure-Einheiten sowie eine Flüssigkristall-Übergangstemperatur
von 205°C
aufwies. Die Schmelzviskosität
des Harzes, gemessen durch eine kleine Öffnung von 0,5 ϕ × 10 mm
bei verschiedenen Temperaturen und einer Scherrate von 1.000 s–1,
betrug bei 247°C
35 Pa·s,
bei 287°C
20 Pa·s
und bei 308°C
2 Pa·s.
-
B-3:
-
907
Gewichtsteile p-Hydroxybenzoesäure,
457 Gewichtsteile 2,6-Hydroxynaphthoesäure und 872 Gewichtsteile Acetanhydrid
wurden in einen Reaktor gefüllt,
der mit einem Rührer
und einer Destillationsbrücke ausgestattet
war, und darin polymerisiert. Als Ergebnis wurden Pellets eines
Harzes erhalten, das 100 Mol-% aromatische Oxycarbonyl-Einheiten
und eine Flüssigkristall-Übergangstemperatur
von 260°C
aufwies. Die Schmelzviskosität
des Harzes, gemessen durch eine kleine Öffnung von 0,5 ϕ × 10 mm
bei verschiedenen Temperaturen und einer Scherrate von 1.000 s–1,
betrug bei 287°C
120 Pa·s
und bei 308°C
35 Pa·s.
Die Schmelzviskosität
des Harzes bei 247°C-konnte
jedoch nicht gemessen werden.
-
Die
Flüssigkristall-Übergangstemperatur
(TN) der Harze wurde mittels eines von Yanako hergestellten Mikrometers
für Schmelzpunktmessungen
ermittelt.
-
Beispiele 1 bis 9 und
Vergleichsbeispiele 1 bis 12:
-
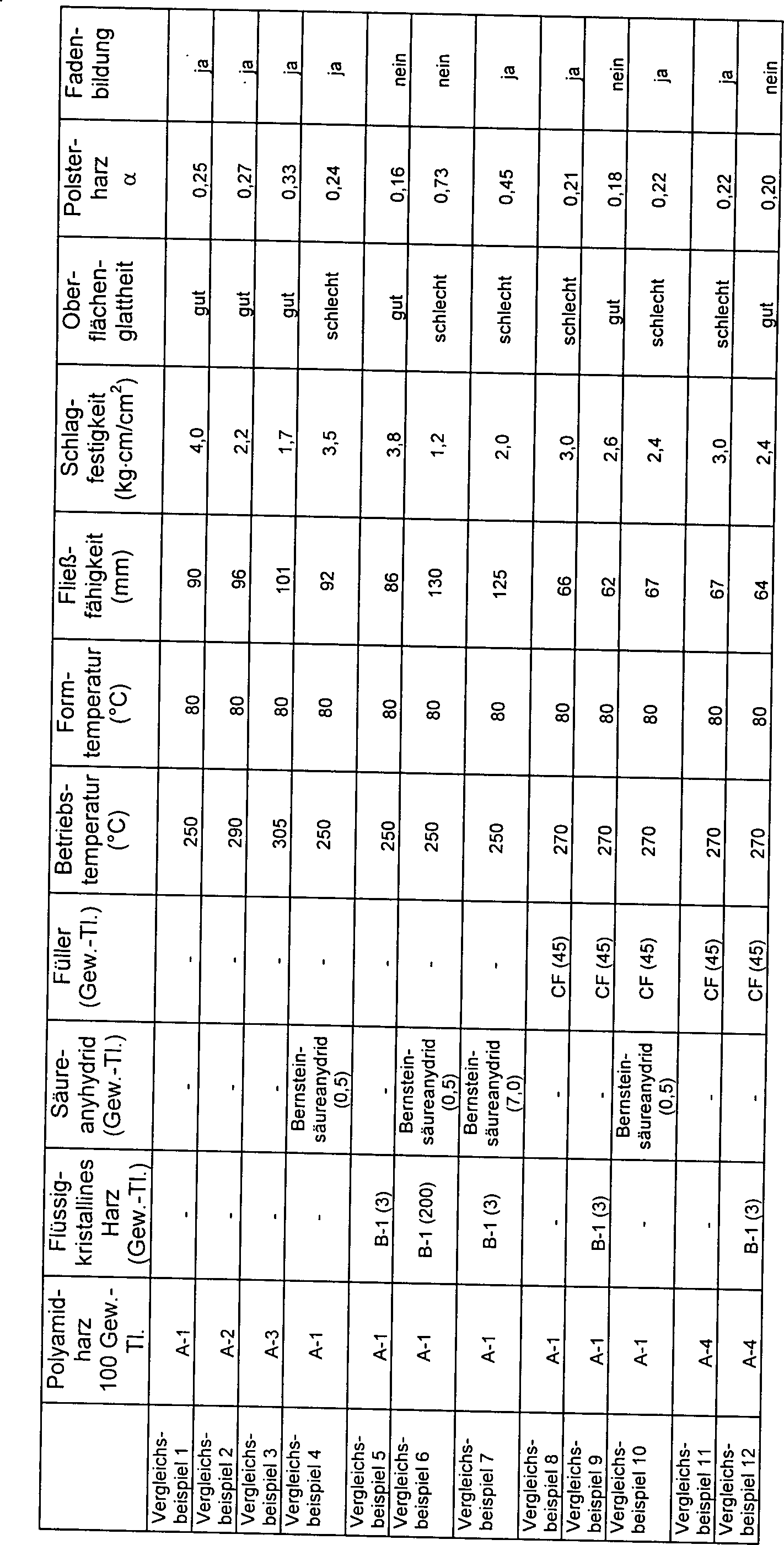
Wie
aus Tabelle 1 ersichtlich, wurden das Polyamidharz (A-1 bis A-4)
und das flüssigkristalline
Harz (B-1 bis B-3), die in den Bezugsbeispielen hergestellt wurden,
sowie das Acetanhydrid und die Kohlefasern mit einer mittleren Länge von
6 mm, jeweils in einer vorbestimmten Menge eingewogen und trocken
vermischt. Mittels eines Einschneckenextruders (30 mm ϕ)
wurden die resultierenden Gemische einzeln geschmolzen und pelletiert.
Die Zylindertemperatur war wie in Tabelle 1 angegeben, und die Anzahl
der Schneckenumdrehungen betrug zwischen 30 und 100 U/min. Nach
Heißlufttrocknung
wurden die Pellets in eine Sumitomo Nestal-Spritzgießmaschine
Promat 40/25 (hergestellt von Sumitomo Heavy Machine Industry) gefüllt und
im Spritzgussverfahren zu Teststücken
geformt. Die Zylindertemperatur und die Formtemperatur waren wie
in Tabelle 1 angeführt.
Diese Teststücke
wurden nach den unten beschriebenen Verfahren auf ihre Eigenschaften untersucht.
-
(1) Fließfähigkeit
-
Jede
Zusammensetzungsprobe wurde für
eine Verweilzeit von 20 Minuten im Zylinder der Formmaschine belassen
und zu Teststücken
mit einer Dicke von 0,5 mm und einer Breite von 12,7 mm bei einem
Einspritzverhältnis
von 99% und einem Einspritzdruck von 500 kp/cm2 geformt,
woraufhin die Länge
des laufenden Teststücks
(die Länge
des beförderten
Harzstabs) gemessen wurde.
-
(2) Schlagzähigkeit
-
Jedes
kerbenlose Teststück
(Dicke: 1/8 Zoll) wurde einem Charpy-Kerbschlagtest gemäß JIS K6911 unterzogen.
-
(3) Erscheinungsbild der
Oberfläche
-
70 × 70 × 2 mm dicke
quadratische Platten wurden mittels Spritzgussverfahren geformt
und daraufhin sichtgeprüft,
ob ihre Oberfläche
aufgrund von Unreinheiten aufgebläht war oder sich aufgrund von
Gasbildung gelblich verfärbt
hatte, oder ob Fasern auf ihrer Oberfläche zu erkennen waren. "Gut" in Tabelle 1 bedeutet, dass
die Proben ein gutes Erscheinungsbild der Oberfläche aufwiesen, während "schlecht" bedeutet, dass die Proben
einige Oberflächenfehler
aufweisen.
-
(4) Schwankungen des Polsterharzes
-
Es
wurden Biegeprobestücke
mit einer Größe von 12,7 × 127 × 3,2 mm
nach einem Formzyklus einer 5 Sekunden langen Einspritzung, einer
10 Sekunden langen Kühlung
und einer 4 Sekunden langen Haltezeit geformt. Der Zyklus wurde
20 Mal wiederholt und die Schwankungen des unter Druck im Zylinder
befindlichen Polsterharzes wurden auf ihre Standardabweichung gemessen.
Mit Polsterharz ist die im Zylinder zwischen der Schneckenspitze
und der Strahldüse
verbliebene Menge an Harz (g) gemeint, während das Harz durch den Zylinder
geformt wird; dies wird anhand der Position zwischen Strahldüse und Schneckenspitze
angegeben. Der Standard hierfür
betrug 5 mm. Beim Polsterharz wird die für eine volle Ladung in der
Form benötigte Menge
plus Alpha (+ α)
eingewogen und in die Form gefüllt
(um Formfehler, die Lunker in den Formteilen verursachen, zu vermeiden),
sodass das überschüssige Harz
in der Spitze des Zylinders übrig
bleibt. Die Menge des überschüssigen Harzes,
d.h. α,
gibt das Polsterharz an.
-
(5) Fadenbildung beim
Formen
-
In
Test (4) wurde der Zustand des aus der Strahldüse auslaufenden Harzes daraufhin überprüft, ob sich
um das Harz Fäden
gebildet hatten oder nicht. "Ja" in Tabelle 1 bedeutet,
dass Fadenbildung festgestellt wurde; "nein" bedeutet,
dass keine Fadenbildung festgestellt wurde.
-
-
-
Aus
den Daten in obiger Tabelle 1 geht hervor, dass alle Polyamidharzzusammensetzungen
als Ausführungsformen
der Erfindung, selbst wenn sie während
des Formens eine relativ lange Verweilzeit über in den Formzylindern einer
großen
Formmaschine waren, über
gute Fließfähigkeit
und gute Formbarkeit verfügen. Hinsichtlich
der Formbarkeit weisen die Harzzusammensetzungen als Ausführungsformen
der Erfindung keine wesentlichen Schwankungen in der im Zylinder
verbleibenden Menge an Polsterharz auf und sind frei von Fadenbildung
um die von ihnen durchströmte
Strahldüse
herum. Außerdem
ist daraus ersichtlich, dass die Formteile aus Harzzusammensetzungen
als Ausführungsformen
der Erfindung allesamt über
gute mechanische Festigkeit, was die Schlagzähigkeit anzeigt, und über ein
gutes Erscheinungsbild der Oberfläche verfügen.
 R2 eine oder mehrere der folgenden Gruppen darstellt:
R2 eine oder mehrere der folgenden Gruppen darstellt: X ein Wasserstoffatom oder ein Chloratom darstellt.
X ein Wasserstoffatom oder ein Chloratom darstellt.