-
Bereich der
Technik
-
Die vorliegende Erfindung betrifft
Schmiermittel und insbesondere Schmiermittelzusammensetzungen, welche
ein supersaugfähiges
Polymer in Kombination mit einem Schmiermittelmaterial aufweisen.
-
Stand der
Technik
-
Schmiermittelmaterialien dienen zum
Trennen sich bewegender Oberflächen,
um Reibung und Verschleiß zu
minimieren. Archäologische
Funde, die vor das Jahr 1400 v. Chr. datieren, belegen, dass bereits
zu dieser Zeit Talg zum Schmieren der Pferdewagenachsen verwendet
wurde. Leonardo da Vinci entdeckte die fundamentalen Prinzipien
von Schmierung und Reibung, doch erst in den späten 1880er-Jahren wurde der
Bereich Schmierung zu einer tiefer gehenden Wissenschaft, als Tower
im Jahr 1885 in Großbritannien
seine Studien über
die Achslager von Eisenbahnwaggons verfasste. Im Jahr 1886 entwickelte
Reynolds diese Studien weiter und erstellte auf ihrer Grundlage
die theoretische Basis für
die Fluidfilmschmierung.
-
Schmierprinzipien reichen von der
Trennung sich bewegender Oberflächen
durch ein flüssiges Schmiermittel über die
Grenzschmierung bis hin zum Trockengleiten. In vielerlei Hinsicht
erstrecken sich diese Prinzipien über die selben Bereiche.
-
Fluidfilmschmierung
-
Bei der Fluidfilmschmierung wird
die auf die sich bewegenden Oberflächen einwirkende Last zur Gänze von
dem Fluid getragen, das sich zwischen den beiden Oberflächen befindet,
wobei es sich bei diesem Fluid um einen unter Druck stehenden Film
handelt. Der auf den Film einwirkende Druck entwickelt sich durch
die Bewegung der Oberflächen,
wodurch das Schmiermittel wiederum zu einer keilförmigen Zone
umgewandelt wird. Das Verhalten der sich bewegenden Oberflächen hängt vollkommen
vom Fließvermögen bzw.
dem Viskositätsverhalten
des Schmiermittels ab. Filmdruck und Leistungsverlust hängen von
der Viskosität
des Schmiermittels sowie von der Konfiguration der sich bewegenden
Oberflächen
und der Scherfestigkeit des Schmiermittels ab. Die hydrodynamische
Wirkung bzw. die Druckfilmwirkung bietet allerdings bei mit Öl oder wassergeschmierten
Lagern keine ausreichende Tragkraft für die einwirkende Last. Bei Lagern,
die für
schwere Belastungen in sich langsam bewegenden Geräten eingebaut
sind, können
die erforderlichen hydrodynamischen Eigenschaften oder Druckfilmeigenschaften
manchmal dadurch erzielt werden, dass das Schmiermittel zwischen
die sich bewegenden Oberflächen
gepumpt wird. Dieses Verfahren wird besonders bei Schmiermitteln
mit geringer Viskosität
eingesetzt, wie zum Beispiel bei Wasser. Es wäre daher vorteilhaft, Zusätze für diese
Arten von Schmiermittel zu entwickeln, welche diese Schwierigkeiten
beseitigen.
-
Ölfilmschmiermittel
auf Oberflächen
sind hinsichtlich ihrer Schmierfähigkeit
begrenzt und weisen daher Belastungsgrenzen auf. Oberflächenunebenheiten
oder erhöhte
Stellen auf den sich bewegenden Oberflächen tragen wiederum die Belastung,
wenn die Belastungsgrenze des Schmiermittels erreicht ist, so dass die
Schmierung von einer Vollschmierung zu einer Teilschmierung und
schließlich
zu einer vollständigen Grenzschmierung übergeht,
wobei der Reibungskoeffizient zwischen den sich bewegenden Oberflächen ansteigt.
Hohe Belastung, geringe Geschwindigkeit, niederviskose Schmiermittel,
hohe Oberflächenrauheit
oder eine unzureichende Zufuhr von Schmiermittel verursacht diesen Übergang
von einer Vollschmierung hin zur Grenzschmierung. Chemische Zusätze können jedoch
die sich daraus ergebenden Folgen von Verschleiß und Reibung verringern.
-
Oberflächenkontakt durch Unebenheiten
auf den sich bewegenden Oberflächen
kann zu einem Aufreißen
der Oberflächen
führen
und stellt besonders bei zunehmender Belastung ein Problem dar.
Die Folgen sind Verformung, Temperaturanstieg und Oberflächenverschmelzung
mit daraus folgendem Festfressen der Oberflächen. Dieses Problem tritt
besonders stark bei Hypoidgetrieben in Fahrzeugdifferentialgetrieben
auf. Schmiermittel für
extreme Druckbelastungen bekämpfen
das Festfressen der Oberflächen
unter diesen Umständen
und enthalten organische Verbindungen, die bei diesen hohen Temperaturen
reagieren und auf den Oberflächen
hochschmelzende, anorganische Schmierfilme bilden. Schwefel-, Chlor-,
Phosphor- und Bleiverbindungen in diesen Zusätzen erzeugen Schichten mit
geringer Scherfestigkeit, welche das Oberflächenaufreißen minimieren oder die sich
bewegenden Oberflächen
beschichten, um ein Verschmelzen zu verhindern. Da Zusätze für extreme
Druckbelastungen auf chemischem Weg wirken, werden sie nicht eingesetzt,
wenn die Metalloberflächen
dadurch stark zerfressen werden könnten. Alternativen zu Zusätzen für extreme
Druckbelastungen sind die Erhöhung
der Viskosität
der Schmiermittel oder Öle
durch Anwendung eines Zusatzes, das Verringern der Belastung, das
Verbessern der Oberflächengüte der sich
bewegenden Oberflächen,
sowie die Verwendung einer externen Druckbeaufschlagung.
-
Trockenreiben oder Trockengleiten
mit Kontakt zwischen zwei Festkörpern
tritt in flüssigkeitsgeschmierten
Systemen zum Beispiel beim Hochfahren der Maschine auf, bei einer
falschen Ausrichtung beim Einlaufen oder bei unzureichendem Abstand,
bei der Richtungsumkehr der sich bewegenden Oberflächen, oder
bei unvorhergesehenen oder ungeplanten Unterbrechungen der Schmiermittelzufuhr.
Herkömmliche Schmiermittel,
wie zum Beispiel Fette oder Öle,
werden an sich bewegenden Oberflächen
ebenfalls nicht verwendet, wenn extreme Temperaturen, starker Unterdruck,
Strahlung oder Verunreinigungen vorhanden sind. Festschmierstoffe,
die unter diesen Bedingungen als dünne Beschichtungen oder als
Partikelmaterialien aufgetragen werden, verringern Verschleiß und Reibung
. an den sich bewegenden Oberflächen.
Diese Filme oder Partikelmaterialien können festes oder partikelförmiges Kohlenstoffgraphit
bzw. Feststoffe oder Partikelmaterialien aus Blei-Lagermetall, Bronze,
Aluminium, Polyethylen oder Polytetrafluorethylen in einem Bindemittel
aufweisen oder enthalten, wobei der Film oder die Partikel an einer
oder beiden sich bewegenden Oberflächen angebracht werden. Die
Wirksamkeit des Festschmierstofffilms oder der Festschmierstoffpartikel
wird bis zu einem gewissen Grad vom Bindemittel gesteuert, mit welchem
feste oder partikelförmige
Schmierstoffe verwendet werden, sowie von den Anwendungsbedingungen,
wie zum Beispiel der Belastung, den bei der Verwendung erzeugten
Oberflächentemperaturen,
der Geschwindigkeit der sich bewegenden Oberflächen, der Verfestigung, den
Ermüdungserscheinungen,
dem Festfressen, der Umkristallisierung, der Oxidation und der Hydrolyse.
Es wäre
daher von Vorteil, ein Bindemittel zur Verfügung zu haben, welches eine
starke Haftkraft besitzt und gegen einige der bei der Verwendung
auftretenden Bedingungen beständig
ist.
-
Bei elastohydrodynamischer Schmierung,
die die Belastung auf Rollkontakten in Kugel- und Rollenlagern,
Getriebeverzahnungen, Nocken oder Reibantrieben trägt, können Schmierungsprobleme
minimiert werden. Wird die Belastung auf einen kleinen Kontaktbereich
auf diesen sich bewegenden Oberflächen konzentriert, führt dies
zu hohen elastischen Kontaktbelastuttgen. Schmierfilme helfen dabei,
jene Belastung zu tragen, welche auf Grund der engen Beziehung zwischen
der Bildung eines dünnen,
hydrodynamischen Films und der elastischen Verformung als "elastohydrodynamisch" bezeichnet wird.
-
Die Schmiermittelviskosität und die
Filmbedingungen am Anfang der Kontaktzone in diesen Systemen fixieren
im allgemeinen die Schmiermittelfilmdicke, welche im wesentlichen über den
Großteil
der Kontaktlänge gleichförmig ist.
Man geht für
eine vereinfachte Theorie über
statische, elastische Kontakte davon aus, dass hohe Kontaktdrücke zu einer übermäßigen Schmiermittelviskosität und Druckverteilung
in der Nähe
des Hertz-Musters
führen.
Man weiß darüber hinaus
auch, dass eine nur geringfügige
Verringerung der Filmdicke zu erhöhten Belastungen mit starker
Kontaktverformung führt.
Bei der graphischen Darstellung des Kontaktdruckes in psi (Pfund
pro Quadratzoll) im Verhältnis
zur Distanz und Richtung des Schmiermittelflusses wird offensichtlich,
dass ein optimales Schmiervermögen
bei einer starken Druckspitze am Austrittsabschnitt des Schmiermittelfilms
erzielt wird; dabei werden jedoch weder Temperaturschwankungen noch
Relaxationszeit oder andere im Schmiersystem auftretende Variablen
berücksichtigt.
Es wäre
daher von Vorteil, einen Zusatz zu schaffen, der die Viskosität und Filmbildung
sowie die Retention unter diesen und anderen Bedingungen erhöht.
-
Die Belastbarkeit bei einem zur Gänze elastohydrodynamischen
Film ist durch die Ermüdungsfestigkeit
der sich bewegenden Oberflächen
in Systemen mit rollenden Kontakten beschränkt. Die Wirkung von Korngrenzen
zwischen den Kontaktflächen,
an denen die Scherbeanspruchung am stärksten ist, führt zur
Erzeugung von Schäden.
Ermüdungsrisse
treten in stark beanspruchten Zonen mit wiederholten Belastungszyklen
auf. Partikel lösen
sich – dies
wird als Abblätterung
bezeichnet – und
zeigen dadurch die Tiefe jener Zonen mit der größten Scherbeanspruchung auf.
Die Ermüdungsrisse
beginnen bei konzentrierten Punkten mit Oxidpartikeln und Unreinheiten.
-
Wenn die Dicke des Schmiermittelfilms
bei hoher Belastung, niedriger Geschwindigkeit oder geringer Viskosität des Schmiermittels
dünner
wird als die Oberflächengüte der sich
bewegenden oder rollenden Oberflächen,
kommt es zur Grenzschmierung, welche von der chemischen Art des
Schmiermittels abhängt.
Die Verkürzung
der Ermüdungslebensdauer
sowie der Oberflächenverschleiß können unter
solchen Bedingungen mit den richtigen Schmiermittelzusätzen verhindert
werden.
-
Schmiermittel auf Erdölbasis
-
Schmiermittel auf Erdölbasis werden
auf Grund ihrer hohen Verfügbarkeit
und den damit verbundenen niedrigen Kosten in großem Ausmaß eingesetzt.
Schmiermittel auf Erdölbasis
sind im Bereich der Technik gut bekannt und weisen im allgemeinen
eine niedrige Viskosität
und niedrig dichte Paraffine mit relativ hohen Gefrierpunkten auf.
In Verbindung mit Oxidationsinhibitoren zur Erzielung einer besseren
Hitzestabilität
wird die Oxidationsfestigkeit verbessert und die Schlammbildungsneigung
minimiert.
-
Aromatische Schmierstoffe auf Erdölbasis,
wie zum Beispiel Naphtene, sind im allgemeinen oxidationsstabil,
bilden aber bei hohen Temperaturen unlösliche Schlämme. Naphtenische Öle besitzen
einen niedrigen Fließpunkt,
eine geringe Oxidationsstabilität
und Eigenschaften, die zwischen denen von Paraffinen und aromatischen
Substanzen liegen. Zu einem geringen Grad sind sie auch in Paraffin-Schmiermitteln
vorhanden. Naphtenische Öle
oder Naphtene werden jedoch selbst in Verbindung mit Oxidationsinhibitoren
verwendet. Es wäre
daher vorteilhaft, Zusätze
zu schaffen, welche diese Schwierigkeiten minimieren.
-
Zu den repräsentativen Schmierölen auf
Erdölbasis
gehören
unter anderem SAE-Öle
vom Typ 10W, 20W, 30, 40, 50, 10W-30, 20W-40, 75, 80, 90, 140, 250,
und sogenannte Automatikgetriebefluide.
-
Zusätze
-
Verschiedene Zusätze, die mit Schmiermaterialien
gemischt werden, helfen dabei, die Anforderungen zu erfüllen, die
von modernen Fahrzeugmotoren, Hochgeschwindigkeitsmaschinen, Hochdruck-Hydrauliksystemen,
Drehmomentwandlern, Flugzeugmotoren, Turbinenmotoren, Dampfmotoren,
Dampfturbinen, Elektromotoren, Hydrauliksystemen und ähnlichen
Geräten
gestellt werden.
-
Schmiermittel auf Erdölbasis und
andere sogenannte ölartige
Schmiermittel verwenden schwefel-, stickstoff- und phosphorhaltige
organische Verbindungen sowie Alkylphenole als Antioxidationsmittel
oder als Oxidationsinhibitoren. Wasserstoffperoxide, die im Öl anfänglich während der
Oxidation gebildet werden, führen
in der Folge zur Produktion von organischen Säuren und anderen sauerstoffhaltigen
organischen Verbindungen. Antioxidationsmittel hemmen entweder die
Bildung von Wasserstoffperoxiden oder führen zu ihrer Komplexbildung,
um die Bildung von Säuren,
Schlamm und Firnis zu minimieren.
-
Einige üblicherweise verwendeten Oxidationsinhibitoren
für Dampfturbinen,
Elektromotoren und Hydrauliksystemen beinhalten unter anderem 2-Naphtol,
Di-t-Butyl-p-Cresol
und Phenyl-1-Naphtylamin. Thiophosphate, wie zum Beispiel Zink-,
Barium- und Calcium-Thiophosphat, werden ebenfalls häufig als
Antioxidationsmittel in Schmierölen
für Automobil-
und LKW-Motoren eingesetzt.
-
Alkylsuccinartige Säuren und
andere schwach polare organische Säuren oder organische Amine
werden als Rosthemmer verwendet, ebenso sowie organische Phosphate,
polyhydrische Alkohole, Natriumsulfonate und Calciumsulfonate.
-
Viele verschleißhemmende Verbindungen, die
allgemein im Stand der Technik gut bekannt sind, verbessern die
Grenzfilmschmierung und werden in sieben Hauptgruppen unterteilt.
Die erste umfasst Verbindungen, welche Sauerstoff enthalten, wie
zum Beispiel Fettsäuren,
Ester und Ketone; die zweite umfasst Verbindungen, welche Schwefel
oder Kombinationen aus Schwefel und Sauerstoff enthalten; die dritte
umfasst organische Chlorverbindungen, wie zum Beispiel chloriertes
Wachs; die vierte enthält
organische Schwefelverbindungen, wie zum Beispiel mit Schwefel behandelte
Fette und mit Schwefel behandelte Olefine; die fünfte umfasst Verbindungen,
welche sowohl Chlor als auch Schwefel enthalten; die sechste umfasst
Verbindungen, welche organische Phosphorverbindungen, wie zum Beispiel
Tricresylphosphat, Thiophosphate und Phosphite enthalten; und die
siebente umfasst organische Bleiverbindungen, wie zum Beispiel Tetraethylblei.
Die Verwendung von Olefinen für
die Schmierung von sich bewegenden Aluminiumoberflächen und
Iod für
hitzebeständige
Legierungen wurde im Bereich der Technik bereits beschrieben.
-
Verschleißschutzmittel, die in Grenzschmierstoffen
verwendet werden, enthalten schwach polare organische Säuren, wie
zum Beispiel alkylsuccinartige Säuren
und organische Amine. Tricresylphosphat- oder Zinkdialkyldithiophosphat-Zusätze werden
in Schmierstoffen für
hydraulische Pumpen, Getriebe und Drehmomentwandler verwendet, wogegen
bei starken Reibebewegungen zwischen zwei Metalloberflächen, bei
denen eine hohe Belastung auftritt, Schmierstoffe und besonders Ölschmierstoffe
erforderlich sind, welche aktive Schwefel-, Chlor- und Bleiverbindungen
enthalten. Diese für
extreme Druckbelastungen geeigneten Zusätze beginnen eine chemische
Reaktion, um Verbindungen auf der Oberfläche der sich bewegenden Metallteile
zu bilden, wie zum Beispiel Bleisulfid, Eisenchlorid und Eisensulfid.
-
Detergensmittel und Dispergensmittel
werden in Schmierstoffen verwendet und wirken durch Adsorbieren
aller unlöslichen
Partikel, die durch den Bewegungs- oder Gleitkontakt auf zwei oder
mehreren Oberflächen
gebildet werden, und halten die Partikel im Schmierstoff in Suspension.
Dadurch werden Ablagerungen auf den sich bewegenden Oberflächen verringert
und die Sauberkeit der sich bewegenden Oberflächen verbessert. Detergensmittel,
wie zum Beispiel Alkylmethacrylatpolymere, welche polare Stickstoffgruppen
in der Seitenkette besitzen, werden in vielen unterschiedlichen
Bereichen angewendet und sind in diesem Bereich der Technik gut
bekannt.
-
Die Zugabe von Fließpunkterniedrigern,
wie zum Beispiel Polymethacrylaten oder Wachs mit Naphtalen oder
Wachsphenolkondensationsprodukten verbessert ebenfalls die Eigenschaften
der Schmierstoffe.
-
Zahlreiche Schmierstoffe enthalten
auch Viskositätsindexverbesserungsmittel,
wie zum Beispiel Polyisobutylene, Polymethacrylate und Poly(alkylstyrene)
mit einem Molekulargewicht von etwa 5000 bis 20000. Die Zugabe von
Schauminhibitoren, wie zum Beispiel Methylsiliconpolymeren, zu Schmierstoffen
und besonders zu ölartigen
Schmierstoffen verringert die Schaumbildung.
-
Synthetische Schmiermittel
-
Eine andere Klasse von Schmiermitteln
umfasst synthetische Öle,
wie zum Beispiel polymerisierte Olefine mit geringem Molekulargewicht,
Ester-Schmiermittel, Polyglycole und Silicone, die alle in diesem
Bereich der Technik gut bekannt sind. Andere synthetische Öle umfassen
Tricresylphosphat, Silicone, andere organische Phosphate, Polyisobutylen,
Polyphenylether, Silicate, chlorierte aromatische Substanzen und
Fluorkohlenstoffe.
-
Die Siliconschmiermittel umfassen
im allgemeinen Polymere mit niedrigem Molekulargewicht oder durch
Di-organo-Gruppen substituiertes Siliconoxid, wobei es sich bei
den Organo-Gruppen um Ethylgruppen, Phenylgruppen oder Mischungen
davon handelt und diese entweder als Raumtemperaturflüssigkeiten
mit der Viskosität
von Öl
formuliert sind oder zu Fetten verbunden sind. Die Chlorphenylmethylsiliconöle sind
besonders gut geeignet.
-
Organische Ester umfassen im allgemeinen
Diester, welche auf der Kondensation langkettiger, zweibasiger Säuren mit
etwa 6 bis 10 Kohlenstoffatomen beruhen, wie zum Beispiel Adipinsäure, Azelainsäure und
Sebacinsäure
mit verzweigten Kettenalkoholen mit etwa 8 bis etwa 9 Kohlenstoffatomen.
Schmiermittel für
höhere
Temperaturen, wie sie für
Turbinen und besonders für
Düsentriebwerke
verwendet werden, umfassen Ester aus Trimethylolpropan oder Pentaerythrit
mit diesen Säuren.
Polymethacrylat-Verdickungsmittel,
die manchmal in Mengen von bis zu 5% zugegeben werden, erhöhen die
Viskosität
dieser Flüssigkeiten,
welche etwas geringer ist als jene von Mineralölen.
-
Die Polyglycol-Schmiermittel umfassen
jene, die auf Polypropylenglycol basieren, das aus Propylenoxid
hergestellt ist, und welche Hydroxyl-Endgruppen enthalten. Dabei
handelt es sich um wasserlösliche Schmierstoffe.
Das Mischen von Propylen- und Ethylenoxiden im Polymerisationsprozess
führt zur
Erzeugung eines wasserlöslichen
Polymers, welches ebenfalls als Schmiermittel Verwendung findet.
Flüssige
oder ölartige
Polyglycole besitzen niedrigere Viskositäten und ein Molekulargewicht
von etwa 400, während
Polyglycole mit einem Molekulargewicht von 3000 bei Raumtemperatur
viskose Polymere sind. Die Verwendung von mono- oder polyhydrischen
Alkoholen, wie zum Beispiel dihydrischen Alkoholen, bei der Ethylenoxidpolymerisation
und/oder der Propylenoxidpolymerisation führt zur Bildung von Mono- oder
Diethern, welche eine andere Klasse von Polyglycolen ergeben. Das
Verestern der Hydroxylgruppen in den Polyolen mit Säuren mit
geringem oder hohem Molekulargewicht, das heißt mit solchen, die bis zu
18 Kohlenstoffatome besitzen, führt
zu einer weiteren Vielfalt an Polyglycolschmierstoffen.
-
Die Polyglycole werden in verschiedenen
Industrieanwendungen eingesetzt, in denen Hydraulikflüssigkeiten
benötigt
werden. Sie verursachen im allgemeinen keine Auflösung von
Kautschuk und finden als Kautschukschmiermittel oder als Textilfaserschmiermittel
bei der Textilverarbeitung Anwendung. Da sie bei hohen Temperaturen
in flüchtige
Produkte zerfallen, finden sie auch in Durchlaufschmierungssystemen
Anwendung, wie zum Beispiel in Flugzeugdüsentriebwerken und anderen
Vorgängen
mit hohen Temperaturen, bei denen es ansonsten zur Ablagerung von
kohlenstoffhaltigen Materialien auf den beweglichen Oberflächen und in
der Folge zu Schwierigkeiten im Betrieb und bei den Wartungsarbeiten
kommen würde.
Das Kombinieren von wasserlöslichen
Polyglycolen mit Wasser erzeugt Zusammensetzungen, welche in Hydraulikapplikationen Anwendung
finden, wie zum Beispiel in Druckgussmaschinen, Ofensteuerungen,
elektrischen Schweißgeräten und
hydraulischen Katapulten für
die Marine, sowie in Geräten
für die
Handhabung von Geschossen.
-
Die Phosphatschmiermittel finden
Anwendung in Feuerbeständigkeitsapplikationen
und umfassen im allgemeinen Triaryl- oder Trialkylphosphate. Feuerbeständigkeitsapplikationen
umfassen Druckgussmaschinen, Flugzeug-Hydraulikflüssigkeiten, Luftkompressor-Schmiermittel
und verschiedene Systeme für
Schifffahrt und Industrie. Das Mischen von Phosphaten mit chlorinierten
Biphenylen erzeugt eine hydraulische Stabilität.
-
Die Polymerisierung von Isobutylen,
welches kleinere Mengen an 1-Buten- und 2-Buten enthält, erzeugt Polybutylenschmiermittel
mit einem Viskositätsbereich
von 5 bis mehr als 600 Centistoke bei 210° Fahrenheit mit einer Kettenlänge von
etwa 20 bis etwa mehr als 100 Kohlenstoffatomen. Polyisobutylene
finden Anwendung in Hochtemperaturapparaten, wie zum Beispiel Förderbändern, Öfen, Trocknern
und Feuerungsanlagen, da sie im wesentlichen zur Gänze zu flüchtigen
Nebenprodukten zerfallen und oxidieren und auf diese Weise keine
Kohlenstoffrückstände hinterlassen,
was bei Schmiermitteln auf Erdölbasis
nicht der Fall ist. Sie finden Anwendung in elektrischen Transformatoren,
Kabeln und Kühlschrankkompressoren,
wobei jene mit höherer
Viskosität
als Viskositätsindexzusätze in Schmiermitteln
auf Erdölbasis
verwendet werden.
-
Polyphenylether oder Polyphenoxypolymere,
bei denen sich die Ethergruppe in der Drei-Phenyl-Position in der
Polymerkette befindet, werden in Hochtemperaturapplikationen eingesetzt,
wie zum Beispiel in Düsentriebwerken
und Hydrauliksystemen, da sie bis etwa 500°F temperaturstabil sind.
-
Hochtemperatur-Hydraulikflüssigkeiten
aus Silicatester umfassen Tetra(2-ethylhexyl) und Tetra(2-ethylbutyl)-Silicate
sowie die sogenannten Dimersilicate, wie zum Beispiel Hexa(2-ethylbutoxy)disiloxan.
-
Chlorinierte Biphenylflüssigkeiten
verleihen Schmierflüssigkeiten
und Hydraulikflüssigkeiten
feuerfeste Eigenschaften.
-
Fluorkohlenstoffe, wie zum Beispiel
Polychlortrifluorethylen und Copolymere von nicht festen Perfluorethylen-Perfluorpropylen-Schmiermitteln,
bieten eine hohe Oxidationsbeständigkeit
bei der Schmierung von Geräten,
die mit flüssigem
Sauerstoff und Wasserstoffperoxid arbeiten.
-
Fette
-
Zu den Fetten gehören hochviskose Schmierstoffe,
die durch Kombination eines Erdölschmiermittels oder
eines synthetischen Schmiermittels mit einem Verdickungsmittel hergestellt
werden. Die Verdickungsmittel umfassen im allgemeinen Fettsäureseifen
aus Lithium, Calcium, Strontium, Natrium, Aluminium, Silicagel und
Barium. Die Fettformulierung kann auch beschichteten Ton enthalten,
wie zum Beispiel Bentonitton und Hectoritton, die mit quarternären Ammoniumverbindungen
beschichtet sind. Manchmal wird Ruß als Verdickungsmittel hinzugefügt, um die
Hochtemperatureigenschaften von Fetten auf Erdölbasis sowie von synthetischen
Fetten zu verbessern. Die Zugabe von organischen Pigmenten und Pulvern,
welche die Arylharnstoffverbindungen Indanthren, Ureid und Phthalocyanin
enthalten, verleiht den Fetten Stabilität bei hohen Temperaturen.
-
Schmierfettzusätze fallen im allgemeinen in
die selbe Kategorie wie jene Zusätze,
die in den Schmierstoffen auf Erdölbasis verwendet werden, wie
zum Beispiel Amin-, Phenol-, Phosphit-, Schwefel- und Selen-Oxidationshemmer.
Amindeaktivatoren werden ebenfalls verwendet, wenn Kupferverfärbungen
ein Problem darstellen, oder wenn die Gefahr besteht, dass Kupfer
eine katalytische Oxidation fördert.
Aminsalze, Metallsulfonate, Metallnaphtalenate, Ester und nichtionische
oberflächenaktive
Stoffe verleihen den Fetten zusätzliche
Wasserbeständigkeit,
und manche von ihnen schützen
gegen Salzsprühkorrosion.
-
Fette, die in Applikationen mit Getrieben
oder Gleitflächen
eingesetzt werden, enthalten Hochdruckzusätze, wie zum Beispiel Bleiseifen-,
Schwefel-, Chlor- und Phosphorzusätze, wie sie weiter oben beschrieben wurden.
Die Zugabe von Feststoffpulverarten, wie zum Beispiel Graphit, Molybdändisulfid,
Asbest, Talk oder Zinkoxid sorgt für Grenzschmierung.
-
Glycerol stabilisert die Seifenstruktur,
wenn es in Kombination mit kleinen Mengen Wasser sowie Dimethylsiliconöl zur Minimierung
der Schaumbildung verwendet wird.
-
Das Formulieren der zuvor genannten
synthetischen Schmiermittel mit Verdickern ermöglicht die Erzeugung von Spezialfetten
und umfasst unter anderem Polyglycol-, Diester-, Silicon-Diester-,
Polyester- und Siliconschmiermittel. Nicht schmelzende Verdicker
werden besonders bevorzugt, wie zum Beispiel Kupfer-Phthalocyanin,
Arylharnstoffe, Indanthren und mit organischen oberflächenaktiven
Stoffen beschichteter Ton. Die organischen Ester- und Siliconfette
werden im allgemeinen in Militärapplikationen
speziell im Zusammenhang mit hohen Temperaturen eingesetzt.
-
Die mechanischen Eigenschaften der
Fette wurden gemessen, und jene Materialien mit einer NLGI-Nummer
zwischen 0 und 6 charakterisieren diese Fette.
-
Festschmierstoffe
-
Zu den Festschmierstoffen gehören anorganische
Verbindungen, organische Verbindungen und Metall in der Form von
Filmen oder Partikelmaterialien für die Sperrschicht-Schmierung
von Gleitflächen.
Diese Materialien sind im wesentlichen bei Raumtemperatur und höheren Temperaturen
fest, können
aber in manchen Fällen
bei Temperaturen über
Raumtemperatur im wesentlichen flüssig sein.
-
Zu den anorganischen Verbindungen
gehören
Materialien wie zum Beispiel Cobaltchlorid, Molybdändisulfid,
Graphit, Wolframdisulfid, Glimmer, Bornitrid, Silbersulfat, Cadmiumchlorid,
Cadmiumiodid, Borax und Bleiiodid. Diese Verbindungen sind Beispiele
für sogenannte
Schichtgitter-Feststoffe, in denen starke kovalente oder ionische
Kräfte
Bindungen zwischen Atomen in einer einzelnen Schicht bilden, während schwächere Van
der Waal'sche Kräfte Bindungen
zwischen verschiedenen Schichten bilden. Auf Grund ihrer hohen Schmelzpunkte,
ihrer hohen thermischen Stabilität
in Vakuum, ihrer niedrigen Verdunstungszahl und ihres guten Strahlungswiderstands
finden sie im allgemeinen in Hochtemperaturapplikationen Anwendung.
Zu den besonders gut geeigneten Materialien gehören formuliertes Graphit und
Molybdändisulfid.
Sowohl das Molybdändisulfid
als auch das Graphit besitzen Schichtgitter-Strukturen mit einer
starken Bindung zwischen dem Gitter und einer schwachen Bindung
zwischen den Schichten. Schwefel-Molybdän-Schwefel-Gitter bilden starke Bindungen
aus, während
schwache Schwefel-Schwefel-Bindungen zwischen den Schichten das
Gleiten der Schichten aufeinander erleichtern. Molybdändisulfid
und Graphit sind daher besonders wichtige anorganische Feststoffschmiermittel.
-
Die partikelförmigen Feststoffmaterialien
werden als kolloidale Dispersionen in Wasser, Wachs, Wachsemulsionen,
Erdöl,
Castoröl
oder mineralisches Benzin formuliert. Die festen, nicht partikelförmigen Materialien
können
als Lösungen
in Lösemitteln
verwendet werden, die ausgewählt
werden, um die Feststoffe zu lösen,
um eine im wesentlichen flüssige
Verbindung bei Raumtemperatur zu bilden. Diese Lösungen können wiederum zu Emulsionen
verwandelt werden, wie dies hier beschrieben wird, und zwar besonders
zu Wasseremulsionen. Wenn Lösemittel
nicht verfügbar
sind oder deren Verwendung zu schwierig oder zu teuer ist, werden
die Festschmierstoffe als Partikel verwendet.
-
Mit dem hier verwendeten Begriff
werden entweder Wasser-in-Öl-
oder Öl-in-Wasser-Emulsionen bzw. Öl-in-Öl-Emulsionen
bezeichnet, wobei sich die Lösung
entweder in der kontinuierlichen oder in der diskontinuierlichen
Phase befindet. Wasserdispersionen werden für die Schmierung von Druckgießformen,
Werkzeugen, Formen für
die Metallbearbeitung, Sauerstoffgeräten und beim Drahtziehen verwendet.
-
Als Schmiermittel verwendete Graphit-Wasser-Dispersionen
verlieren Wasser auf Grund von Verdampfung, was als Nachteil anzusehen
ist. Durch das Mischen von Graphit mit Cadmiumoxid oder Molybdändisulfid
kann dies verhindert werden.
-
Zu anderen geeigneten anorganischen
Materialien, die keine Schichtgitter-Struktur aufweisen, gehören basisches
Bleiweiß oder
Bleicarbonat, Zinkoxid und Bleimonoxid. Durch das Dispergieren von
anorganischen Verbindungen in verschiedenen Flüssigkeiten, wie zum Beispiel
Alkoholen mit niedrigem Molekulargewicht, Glycolen, Erdölen, synthetischen Ölen und
Wasser werden Zusammensetzungen erzielt, die für die Schmierung von Flugzeugzellen,
bei Befestigungselementen, wie zum Beispiel Muttern, Bolzen und
Schrauben, in Getrieben, beim Drahtziehen sowie beim Schmieren von
Armaturen verwendet werden.
-
Zu den organischen Festschmierstoffverbindungen
gehören
hochschmelzende organische Pulver, wie zum Beispiel Phenanthren,
Kupfer-Phthylocyanin, und Mischungen aus anorganischen Verbindungen und/oder
anderen Schmierstoffen. Mit Molybdändisulfid vermischtes Kupfer-Phthalocyanin
ergibt ein gutes Rollenlagerschmiermittel.
-
Zu den Metallschmierstoffen gehören im allgemeinen
weiche Metalle, wie zum Beispiel Gallium, Iridium, Thallium, Blei,
Zinn, Gold, Silber, Kupfer und die Gruppe-VIII-Edelmetalle, Ruthenium, Rhodium, Palladium,
Osmium, Iridium und Platin. Werden diese Metallschmierstoffe in
einer Flüssigkeit
und insbesondere in einem wie hier beschriebenen flüssigen Schmierstoff,
wie zum Beispiel Erdölen,
synthetischen Ölen
und Wasser, zu partikelförmigen
Dispersionen übergeführt, entstehen
dadurch leicht auftragbare Schmiermittelzusammensetzungen. Chalcogenide
der unedlen Metalle können
ebenfalls verwendet werden, und zwar besonders die Oxide, Selenide
oder Sulfide.
-
Werden die Festschmierstoffe mit
verschiedenen Bindemitteln kombiniert, so bleiben sie besser auf den
sich bewegenden Oberflächen
haften. Bindemittel sind besonders bei Trockenschmiermittelapplikationen notwendig,
bei denen feste oder partikelförmige
Schmiermittel verwendet werden, und sie werden manchmal auch als
gebundene Festschmierstoffe bezeichnet. Zu den verschiedenen aushärtbaren
und thermoplastischen Bindesystemen gehören unter anderem Phenol-,
Vinyl-, Acryl-, Alkyd-, Polyurethan-, Silicon- und Epoxyharze. Es
wäre jedoch
von Vorteil, ein neuartiges Bindemittel zu schaffen, das in der
selben Art wirkt oder die Funktion dieser Bindemittel verbessert.
-
Diese Arten von Beschichtungen finden
Anwendung als Schmierstoffe für
Befestigungselemente und Bolzenverbindungen. Zu den in den zuletzt
genannten Applikationen verwendeten Festschmierstoffen gehören unter
anderem Silber, Nickel, Kupfer, Molybdändisulfid, Blei oder Graphit.
-
Metallbearbeitungsschmierstoffe
-
Die Metallbearbeitung ist ein weiterer
wichtiger Bereich der Schmierung, welche im allgemeinen Operationen
umfasst, bei denen es um maschinelle Bearbeitungen, Schleifen, Honen,
Läppen,
Stanzen, Schneiden, Ziehen, Spinnen, Extrudieren, Formen, Schmieden
und Walzen geht. Die verwendeten Schmiermittel umfassen im allgemeinen
Wasser, Mineralöle,
Fettöle,
und Fettsäuren,
Wachse, Seifen, verschiedene chemische Verbindungen, Minerale und
synthetische Schmiermittel, wie sie hier beschrieben werden. Einige
der zuvor genannten Materialien sind von Nachteil, da sie nicht über die
entsprechenden Klebeeigenschaften oder Viskositätseigenschaften verfügen, um
während
der Arbeiten auf den Metalloberflächen haften zu bleiben, und
müssen
demgemäß umformuliert
werden, um sicherzustellen, dass sie bei den Metallbearbeitungsvorgängen an ihrem
Platz bleiben. Die Zugabe von synthetischen Polymeren zu diesen
Schmierstoffen würde
einige dieser Nachteile beseitigen.
-
Schmierstoffe werden auch in der
Kirk-Othmer Enzyklopädie
in Chemical Technology, Zweite Ausgabe, Seiten 559–595, beschrieben.
-
Für
die vorliegende Erfindung werden alle zuvor erwähnten Schmiermittel, Verbindungen
oder Zusammensetzungen als Materialien zur Verringerung der Reibung
zwischen beweglichen Oberflächen
oder als Schmierstoffe bezeichnet.
-
JP-A-04 011697 offenbart wässrige,
Schmiermittelzusammensetzungen, die aus einem oder mehreren vernetzten,
stark Wasser absorptionsfähigen
Polymeren bestehen, die einer wässrigen
Flüssigkeit
zugegeben werden. Das Polymer absorbiert mindestens das Fünfzigfache
seines eigenen Gewichts an Wasser. Die Zusammensetzungen enthalten
0,005 bis 1 Gew.-% Polymer und wahlweise herkömmliche Zusätze. Die Polymere, die bei
Normaltemperatur für
gewöhnlich
körnchenförmig oder
viskos sind, besitzen meistens eine Vernetzungsdichte von 0,001–10 Millimol/g
und eine Korngröße von bis
zu 150 um. Bei den Polymeren kann es sich um Polyacrylate, Isobutylenmaleate,
Stärkepolyacrylate,
PVA-Polyacrylate,
Polyacrylamide, hydrophile Acrylpolymere, Polyvinylalkohole und
Polyether handeln.
-
Aus dem zuvor Gesagten geht klar
hervor, dass ein Bedarf an zusätzlichen
Materialien besteht, welche nicht nur die selben Vorteile aufweisen
wie jene des Standes der Technik, sondern noch zusätzliche
Vorteile, sowie an Materialien, welche die verschiedenen Nachteile
des Standes der Technik beseitigen.
-
Demgemäß ist es eine Aufgabe der vorliegenden
Erfindung, eine neuartige Zusammensetzung zu schaffen, welche ein
Material zum Verringern der Reibung zwischen beweglichen Oberflächen enthält, sowie ein
Verfahren zum Schmieren einer Oberfläche.
-
Diese und andere Vorteile werden
gemäß der vorliegenden
Erfindung erzielt, bei der es sich um die Schaffung einer Zusammensetzung
und ein Verfahren zur Erweiterung der verschiedenen Vorteile des
Standes der Technik handelt, und welche auch eine oder mehrere Einschränkungen
oder Nachteile der zuvor beschriebenen Materialzusammensetzungen
und Verfahren beseitigen.
-
Die nun folgende Beschreibung nennt
zusätzliche
Merkmale und Vorteile der Erfindung, die nicht nur aus der Beschreibung,
sondern auch aus der Umsetzung der Endung hervorgehen. Die schriftliche
Beschreibung und die Ansprüche
davon legen insbesondere die Aufgaben und weiteren Vorteile der
Erfindung dar und zeigen, wie diese realisiert und erzielt werden
kann.
-
Um diese und andere Vorteile gemäß dem Zweck
der Erfindung zu erzielen, wie er hierin ausführlich beschrieben wird, enthält die Erfindung
eine Zusammensetzung, welche ein superabsorbierendes Polymer enthält, das
mehr als das Hundertfache seines Gewichts in Wasser absorbieren
kann, kombiniert mit einem Schmiermittel, das gegebenenfalls einen
Zusatz enthält,
wobei die Zusammensetzung im wesentlichen anhydrid ist, wobei das
Schmiermittel ein Erdölschmiermittel,
ein Schmiermittel aus synthetischem Öl oder ein Metallbearbeitungsschmiermittel
aufweist, wobei die Zusammensetzung Wasser enthält oder im wesentlichen wasserfrei
ist, wobei das Schmiermittel Fett oder einen Festschmierstoff aufweist,
und zwar gegebenenfalls in Kombination mit einem Erdölschmiermittel,
einem Schmiermittel aus synthetischem Öl oder einem Metallbearbeitungsschmierstoff.
Der hier beschriebene Zusatz enthält ohne Einschränkung einen
Oxidationshemmer, einen Rosthemmer, ein Verschleissschutzmittel,
ein Detergens-/Dispergiermittel, einen Fließpunkterniedriger, einen Viskositätsindexverbesserer
oder Schaumhemmer, und zwar besonders jene, die in diesem Dokument beschrieben
sind.
-
Die Erfindung umfasst auch ein Verfahren
zum Schmieren einer Oberfläche,
welches das Beschichten der Oberfläche mit einer solchen Schmierzusammensetzung
aufweist. Das Verfahren gemäß der Erfindung weist
die Verwendung von Öl
sowie anderer Schmiermittel mit oder ohne Zusätze oder Wasser als Schmiermittel
auf, wie dies in diesem Dokument beschrieben ist. In einer weiteren
Ausführungsform
betrifft die Erfindung die kontrollierte Zufuhr eines Schmiermittels
zu einer Oberfläche,
um die Reibung zwischen beweglichen Oberflächen zu verringern, indem die
Schmiermittelzusammensetzung der Erfindung auf mindestens eine dieser
Oberflächen
aufgetragen wird.
-
Die Erfindung umfasst auch ein Verfahren
zur Herstellung der zuvor erwähnten
Schmiermittelzusammensetzung zur Verringerung der Reibung zwischen
beweglichen Oberflächen
durch Kombination eines Schmiermittels mit einem supersaugfähigen Polymer.
In Fällen,
in denen die verschiedenen Komponenten der Schmiermittelzusammensetzung
miteinander reagieren und es schwierig oder unmöglich ist, deren Identität in der
endgültigen
Zusammensetzung ganz oder teilweise festzulegen, wird ein Produkt
gemäß der Erfindung hergestellt,
welches mit Hilfe des erfindungsgemäßen Verfahrens erzeugt wird.
Die Erfindung betrifft daher auch ein neuartiges Produkt, welches
durch das Verfahren der Erfindung hergestellt wird.
-
Die Erfindung betrifft auch ein Verfahren,
welches das Steuern der Zufuhr eines Schmiermittels zu mindestens
einer von zwei beweglichen Oberflächen aufweist, um die Reibung
zwischen den beweglichen Oberflächen
zu verringern, wobei das Verfahren das Auftragen einer Schmiermittelzusammensetzung
oder eines Produktes, das gemäß dem Verfahren
der Erfindung hergestellt wurde, auf mindestens eine der Oberflächen aufweist.
Das Auftragen der Schmiermittelzusammensetzung oder des Produktes,
welches gemäß der Erfindung
hergestellt wurde, auf mindestens eine der Oberflächen soll
auch jene Fälle
einschließen,
in denen eine, einige oder alle Oberflächen stationär sind,
oder eine, einige oder alle Oberflächen beweglich sind, wobei
aber in jedem Fall diese Oberflächen
in einem Reibeeingriff miteinander stehen oder stehen werden.
-
Der Anmelder möchte, dass das Steuern der
Zufuhr des Schmiermittels zu einer Oberfläche Phänomene umfasst, bei denen das
Schmiermittel schrittweise zurückgezogen,
schrittweise freigegeben, schrittweise zugeführt oder schrittweise aufgetragen
werden kann, wobei es sich um die gegenständliche Schmiermittelzusammensetzung
oder das durch das Verfahren der Erfindung hergestellte Produkt
handeln kann. In einer anderen Ausführungsform kann die Steuerung
der Zufuhr dadurch bewirkt werden, dass eine der Oberflächen eine
mikroskopische Schicht abzieht, und dass sie in manchen Fällen eine
oder mehrere Molekularschichten der Schmiermittelzusammensetzung
oder des Produktes, das durch das Verfahren der Erfindung hergestellt wurde,
von mindestens einer anderen Oberfläche abzieht und den Rest der
Zusammensetzung oder des Produktes auf mindestens einer anderen
Oberfläche
lässt.
-
In einem anderen Aspekt der Erfindung
können
die verschiedenen Schmiermittel als Weichmacher für das supersaugfähige Polymer
dienen, und zwar insbesondere die organischen Schmiermittel und
besonders jene organischen Schmiermittel, die bei Temperaturen zwischen
etwa 15 und 30°C
flüssig
sind. Wenn die Schmiermittel die sogenannten MORFLEX®, CITROFLEX® und AROSURF® Zusammensetzungen
aufweisen, wie diese im vorliegenden Dokument bezeichnet werden,
enthalten sie insbesondere verschiedene in diesem Dokument definierte
Schmiermittelzusätze.
-
In der schriftlichen Beschreibung
und in den Ansprüchen
wird die Zusammensetzung als supersaugfähiges Polymer beschrieben,
welches mit einem Schmiermittel kombiniert wird, wodurch beabsichtigt
ist, dass das supersaugfähige
Polymer und das Schmiermittel entweder eine Lösung, eine Dispersion oder
eine Emulsion einschließlich
sowohl Wasser-in-Öl-Emulsionen
als auch Öl-in-Wasser-Emulsionen
und Öl-in-Öl-Emulsionen
bilden, wobei eine Lösung
emulgiert wird, und wobei die Lösung
in Form einer kontinuierlichen oder einer diskontinuierlichen Phase
vorhanden sein kann.
-
Das gemäß der vorliegenden Erfindung
verwendete supersaugfähige
Polymer absorbiert das mehr als Hundertfache seines Eigengewichts
in Wasser und weist ein Polymer aus Acrylsäure, einen Acrylester, Acrylnitril
oder Acrylamid, sowie Copolymere davon, oder Stärkepfropfcopolymere davon,
oder Mischungen davon, auf, wobei die Mischungen von 2 bis etwa
3 oder 4 supersaugfähigen
Polymeren enthalten.
-
Zu den supersaugfähigen Polymeren, die in der
vorliegenden Erfindung verwendet werden können, gehören jene, die von Levy in den
US-Patenten 4,983,389 und 4,985,251 auf allgemeine Weise und in
spezieller Weise beschrieben werden, und insbesondere gehören dazu
jene, die im US-Patent Nr. 4,983,389 in der Spalte 9, Zeile 37–48, Spalte
10, Zeile 40–68,
und Spalte 11, Zeile 1–21
beschrieben sind, sowie auch jene, die im US-Patent Nr. 4,985,251,
Spalte 9, Zeile 1–30
beschrieben sind. Die verschiedenen US-Patente an Levy enthalten
detaillierte Lehren bezüglich
der supersaugfähigen
Polymere.
-
Andere supersaugfähige Polymere umfassen AQUASORB®, wobei es
sich hierbei um Copolymere von Acrylamid und Natriumacrylat oder
deren Kalium- oder Ammoniumsalze handelt; AQUASORB®, wobei es sich
hierbei um vernetzte Acrylamid-Natriumpolyacrylat-Copolymere handelt;
AQUASTORETM, wobei es sich hier um ionische
Polyacrylamide und vernetzte modifizierte Polyacrylamide handelt;
TERRA-SORBTM, wobei es sich hier um ein
hydrolysiertes Stärke-Polyacrylnitril
handelt; SANWET®,
wobei es sich hier um ein Stärke-Pfropfnatriumpolyacrylat
oder ein Polyurethan mit Stärke-Pfropfnatriumpolyacrylat,
Stärke-Pfropfnatriumpolyacrylat,
Stärke,
Polymer mit 2-Propen-Säure,
Natriumsalz, handelt; WATER LOCK®,
wobei es sich hierum eine Poly-2-Propensäure, um Natriumsalz und eine
Stärke-G-Poly(2-propenamid-co-2-propensäure, Natriumsalz)
oder gemischte Natrium- und Aluminiumsalze oder Kalium oder eine
2-Propensäure,
Natriumsalz oder Polyacrylamid-co-natriumacrylat) handelt; AQUAKEEP®,
wobei es sich hierbei um eine Polyacrylsäure, Natriumsalz, handelt;
AGRI-GELTM, wobei es sich hierbei um ein
Acrylnitrilstärkepfropfcopolymer
handelt; SGP® 502S,
wobei es sich hier um ein Stärke-g-Poly
(acrylamid-co-natriumacrylat)
handelt; STOCKOSORB®, welches Acrylat-/Acrylamidcopolymere,
Acrylat-/Polyvinylalkoholcopolymere und Polyacrylate und die verschiedenen
Natrium- und Kaliumsalze davon umfasst; FAVOR® C,
bei dem es sich um ein Kaliumpolyacrylat /Polyacrylamidcopolymer
handelt; XU 40346.00 von Dow Chemical, bei dem es sich um ein teilweises
Natriumsalz aus vernetzter Polypropensäure handelt; ASAPTM 1000,
bei dem es sich um ein Reaktionsprodukt aus leicht vernetztem Natriumpolyacrylat
in Wasser mit hydrophobem, amorphem Silicondioxid und Acrylsäure handelt; ARIDALL®,
bei dem es sich um Natrium- oder Kaliumpolyacrylate handelt, die
leicht vernetzt sein können; SANWET®,
bei dem es sich um ein Stärkepfropfnatriumpolyacrylat
handelt; NORSOCRYL®, bei dem es sich um ein
Poly(natriumacrylat)-Homopolymer handelt; und ALCOSORBTM,
bei dem es sich um ein Copolymer aus Acrylamid und Natriumacrylat
handelt, und die verschiedenen supersaugfähigen Polymere, die von Takeda
et al., US-Patent Nr. 4,525,527; Mikita et al., US-Patent Nr. 4,552,938;
US-Patent Nr. 4,618,631; Mikita et al., US-Patent Nr. 4,654,393;
Alexander et al., US-Patent Nr. 4,677,174; Takeda et al., US-Patent Nr. 4,612,250; Mikita
et al., US-Patent Nr. 4,703,067; und Brannon-Peppas, Absorbent Polymer
Technology, 1990, beschrieben sind. Andere supersaugfähige Polymere,
die von Buchholz et al., Superabsorbent Polymers, Science and Technology,
1994 ACS, beschrieben werden, können
ebenfalls verwendet werden.
-
Die Erfindung kann die Zugabe anderer
Materialien zum supersaugfähigen
Polymer umfassen, um dessen Belastungseigenschaften zu verbessern,
und dazu gehören
hygroskopische Materialien, wie zum Beispiel Acrylsäurecopolymere
(z. B. PEMULEN®TR-1), sowie die verschiedenen
anorganischen oder organischen Äquivalente
davon, die im Stand der Technik bekannt sind, und zwar insbesondere
die organischen hygroskopischen Materialien. Andere organische hygroskopische
Materialien in dieser Hinsicht umfassen Glycerol und die verschiedenen
Seifen, und zwar insbesondere die in diesem Dokument beschriebenen,
und sie können
ebenfalls verwendet werden, sowie Mischungen aus hygroskopischen
Materialien, und zwar insbesondere Mischungen mit 2 bis etwa 3 oder
etwa 4 Komponenten.
-
Mischungen aus diesen hygroskopischen
Materialien mit den supersaugfähigen
Polymeren können ebenfalls
verwendet werden, und zwar insbesondere Mischungen mit 2 bis etwa
3, oder etwa 4 Komponenten.
-
In einer Ausführungsform umfasst das Material
für die
Verringerung der Reibung ein Schmiermittel auf Erdölbasis,
welches einen Zusatz enthält,
ein synthetisches Schmiermittel, Fett, einen Festschmierstoff oder einen
Metallbearbeitungsschmierstoff wobei das synthetische Schmiermittel,
das Fett, der Festschmierstoff oder der Metallbearbeitungsschmierstoff
gegebenenfalls einen Zusatz enthalten können. Schmieröle weisen entweder
ein Erdöl
oder ein synthetisches Öl
oder eine synthetische organische Flüssigkeit auf, wie sie in diesem
Dokument beschrieben sind, wobei ohne Einschränkungen Erdölschmierstoffe einschließlich den
Paraffinen, Aromaten, Naphtenölen,
die synthetischen Öle
einschließlich
den Siliconen, organischen Estern, Polyglycolen, Phosphaten, Polyisobutylenen,
Polyphenolethern, Silicaten, chlorinierten Aromaten und Fluorkohlenwasserstoffen,
wie sie in diesem Dokument beschrieben sind, enthalten sind.
-
Die Fette, die Festschmierstoffe
und die Metallbearbeitungsschmierstoffe entsprechen ebenfalls jenen,
wie sie in diesem Dokument beschrieben sind.
-
Verschiedene Mischungen der einzelnen
zuvor beschriebenen Schmierstoffe können verwendet werden, einschließlich Mischungen
aus 2 bis etwa 3 oder etwa 4 Schmierstoffen. Wie zuvor erwähnt, werden
in diesem Dokument beschriebene Zusätze ebenfalls gemäß der Erfindung
verwendet. Die Stoffzusammensetzung umfasst Additive, wobei Erdöl als Schmierstoff
verwendet wird, während
das Verfahren der Erfindung zur Schmierung einer Oberfläche die
Verwendung von supersaugfähigen
Polymeren in Kombination mit den hier beschriebenen Schmierstoffen
mit oder ohne Zusätze
umfasst.
-
Das Material zur Verringerung der
Reibung zwischen beweglichen Oberflächen oder Schmiermittel, das
gemäß der vorliegenden
Erfindung verwendet wird, umfasst auch Öl, und zwar sowohl Erdöle als auch synthetische Öle, die
jenen Materialien entsprechen, die in diesem Dokument beschrieben
werden.
-
Die Erfindung betrifft auch supersaugfähiges Polymer,
das mit einem festen oder partikelförmigen anorganischen Schmierstoff
kombiniert ist, wie zum Beispiel jenen, die in diesem Dokument beschrieben
sind, einschließlich
Mischungen aus festen oder partikelförmigen anorganischen Schmierstoffen,
und zwar besonders Mischungen aus 2 bis etwa 3 oder etwa 4 festen
oder partikelförmigen
anorganischen Schmierstoffen.
-
In einer Ausführungsform enthalten diese
anorganischen Schmierstoffe Graphit, die Chalcogenide von Molybdän, Antimon,
Niob, und Wolfram, wobei die Chalcogene Sauerstoff, Schwefel, Selen
und Tellur und insbesondere Molybdändisulfid, Cobaltchlorid, Antimonoxid,
Niobselenid, Wolframdisulfid, Glimmer, Bornitrid, Silbersulfat,
Cadmiumchlorid, Cadmiumiodid, Borax, basisches Bleiweiß, Bleicarbonat,
Bleiiodid, Asbest, Talk, Zinkoxid, Kohlenstoff, Lagermetall, Bronze,
Messing, Aluminium, Gallium, Indium, Thallium, Thorium, Kupfer, Silber,
Gold, Quecksilber, Blei, Zinn, Indium oder Gruppe-VIII-Edelmetalle
aufweisen.
-
Chalcogenide der nicht edlen Metalle
können
ebenfalls verwendet werden, und zwar besonders die Oxide, Selenide
oder Sulfide. In einer anderen Ausführungsform umfasst das anorganische
feste oder partikelförmige
Material ein Phosphat, wie zum Beispiel ein Zinkphosphat, Eisenphosphat
oder Manganphosphat, oder Mischungen davon. Mischungen aus den festen
oder partikelförmigen
Schmierstoffen können
verwendet werden, und zwar insbesondere Mischungen mit 2, 3 oder
etwa 4 Komponenten.
-
Die supersaugfähigen Polymere werden auch
mit einem festen oder partikelförmigen
organischen Schmierstoff kombiniert, und zwar einschließlich Mischungen
des organischen Schmierstoffs und besonders Mischungen mit 2 bis
etwa 3 oder etwa 4 Komponenten.
-
Der feste oder partikelförmige organische
Schmierstoff umfasst Phenantren, Kupferphthalocyanin, ein Fluoralkylenhomopolymer
oder -copolymer, wie zum Beispiel Polytetrafluorethylen, Polyhexafluorethylen
oder Copolymere von Perfluorethylen und Perfluorpropylen. Homopolymere
von Polyvinylidenfluorid oder Copolymere von Polyvinylidenfluorid
und Hexafluorpropylen können
ebenso verwendet werden wie auch andere fluorinierte Polymere, die
im Bereich der Technik gut bekannt sind. Der feste oder partikelförmige organische Schmierstoff
kann auch Alkylenhomopolymere oder copolymere umfassen, wie zum
Beispiel Polymere von Ethylen, Propylen, Isopropylen, Butylen und
Isobutylen und die verschiedenen Copolymere davon, und zwar besonders
die 2- oder 3-Komponenten-Copolymere davon. Der feste oder partikelförmige organische Schmierstoff
kann auch ein paraffinisches Kohlenwasserstoffwachs enthalten. Verschiedene
Mischungen der festen oder partikelförmigen organischen Schmierstoffe
können
ebenfalls verwendet werden, und zwar insbesondere die Mischungen
mit 2 bis etwa 3 oder etwa 4 Komponenten.
-
Kombinationen des festen oder partikelförmigen anorganischen
Schmierstoffs und des festen oder partikelförmigen organischen Schmierstoffs
können
ebenso verwendet werden, und zwar insbesondere die Kombinationen
mit 2 bis etwa 3 oder 4 Komponenten. Sowohl die festen oder partikelförmigen anorganischen Schmierstoffe
als auch die festen oder partikelförmigen organischen Schmierstoffe
können
auch mit bei Raumtemperatur flüssigen
Materialien kombiniert werden, um die Reibung zwischen beweglichen
Oberflächen
zu verringern, wie zum Beispiel Ölschmierstoffen
und/oder synthetischen Schmierstoffen, wie sie in diesem Dokument
beschrieben werden, oder Wasser und Kombinationen von Wasser und Öl (einschließlich den
synthetischen Schmierstoffen), wie dies in diesem Dokument beschrieben
wird.
-
Die festen oder partikelförmigen anorganischen
Schmierstoffe oder die festen oder partikelförmigen organischen Schmierstoffe
können
auch in Kombination mit den supersaugfähigen Polymeren entweder als Mischung
eines pulverförmigen
supersaugfähigen
Polymers mit festem oder partikelförmigem organischem Schmierstoff
verwendet werden, oder indem das supersaugfähige Polymer Wasser oder Öl oder beidem
beigemischt wird, welche beide in diesem Dokument beschrieben werden.
-
Das supersaugfähige Polymer wird zur Verringerung
der Reibung auch mit einem Material kombiniert, welches einen Metallbearbeitungsschmierstoff
enthält,
der Wasser aufweist. Der Wasser enthaltende Metallbearbeitungsschmierstoff
enthält
einen festen oder partikelförmigen
anorganischen oder organischen Schmierstoff und Wasser. Die festen
oder partikelförmigen
Schmierstoffe entsprechen jenen, die in diesem Dokument beschrieben
werden.
-
Die Schmierstoffzusammensetzungen
der vorliegenden Erfindung und die Schmierstoffzusammensetzungen,
welche gemäß dem Verfahren
der Erfindung verwendet werden, können bei Raumtemperatur flüssige Zusammensetzungen
aufweisen, welche SAE-Viskositäten besitzen,
wie sie in diesem Dokument beschrieben sind, oder sie können die
Konsistenz von Fett besitzen, wie dieser Begriff und dessen Konsistenzen
in diesem Dokument beschrieben sind.
-
In der gesamten Beschreibung und
in den Ansprüchen
wird der Schmierstoff als Material zur Verringerung der Reibung
zwischen beweglichen Oberflächen
beschrieben, womit zum Ausdruck gebracht werden soll, dass das Material
entweder einen Verbundstoff oder eine Materialzusammensetzung oder
Mischungen eines Verbundstoffes und einer Materialzusammensetzung
aufweist.
-
Die durchschnittliche Partikelgröße des partikelförmigen anorganischen
Schmierstoffs oder des organischen Schmierstoffs oder des supersaugfähigen Polymers
kann in einem Bereich zwischen etwa <0,5 um und etwa 300 um oder etwa 0,0254
mm (0,001 Zoll) und etwa 7,62 mm (0,3 Zoll) und insbesondere zwischen etwa
0,127 mm (0,005 Zoll) und etwa 5,08 mm (0,2 Zoll) liegen. Das supersaugfähige Polymer
(sowie auch die Schmiermittelzusammensetzung) kann auch in Form
von Flocken oder Blättern
vorliegen.
-
Bei der Schmiermittelzusammensetzung
kann es sich entweder um eine Flüssigkeit
einschließlich
einer viskosen Flüssigkeit,
einem Gel, oder einem Feststoff handeln, der bei Raumtemperatur
entweder fest, halbfest oder biegsam ist. Zu den festen Schmierstoffzusammensetzungen
gehört
auch eine pulverförmige Schmierstoffzusammensetzung.
Eines der herausragendsten Merkmale der Schmierstoffzusammensetzung ist
die Tatsache, dass sie von jedem herkömmlichen Form- oder Extrusionsverfahren
in Scheiben, Blätter, Stangen,
Blöcke,
Pulver oder Filamente geformt werden kann, und dass besonders feste
Schmierstoffzusammensetzungen entsprechend den Umrissen der Oberfläche oder
der Oberflächen,
die geschmiert werden sollen, geformt werden können.
-
Zusätzlich dazu können auch
mehrere Trockenfilme der selben oder einer anderen Schmierstoffzusammensetzung
hergestellt werden, das heißt,
Schmierstoffe mit Laminatstruktur, wobei die Schichten des Laminats
zwischen etwa 0,05 mm und etwa 0,635 mm (2 bis etwa 25 Mil) dick
sind. Diese Laminate können
auch einige Laminatschichten aufweisen, die nur auf supersaugfähigem Polymer
oder dem Schmierstoff und der Balance auf der Schmierstoffzusammensetzung
basieren. Zusätzlich
dazu können
die selben oder unterschiedliche laminare Schichten der Schmierstoffzusammensetzung
verwendet werden.
-
Das supersaugfähige Polymer wird in Kombination
mit dem Schmierstoff in einer Menge von etwa 0,001 Gew.-% bis etwa
99 Gew.-% und insbesondere von etwa 0,1 Gew.-% bis etwa 85 Gew.-%
oder von etwa 0,2 Gew.-% bis etwa 75 Gew.-% basierend auf der Kombination
aus Schmierstoff (mit oder ohne Schmierstoffzusätzen oder anderen Zusätzen) und
supersaugfähigem
Polymer verwendet. In einem Experiment wird das supersaugfähige Polymer
mit dem etwa 350-fachen seines Gewichts an pulverförmigem Graphit
kombiniert. Pulver, welche eine durchschnittliche Partikelgröße von etwa
minus 325 Mesh aufweisen, werden von einigen der supersaugfähigen Pulver
aufgenommen.
-
Der Schmierstoff und die Zusätze werden
bei der Verwendung mit dem supersaugfähigen Polymer durch Aufquellen
des Polymers entweder durch das Polymer selbst oder durch Dispersion
mit dem Schmierstoff (und der Zusätze, falls solche verwendet
werden) entweder in Wasser oder in einer Umgebung mit hoher Luftfeuchtigkeit
kombiniert, wie zum Beispiel bei 80% rel. Luftfeuchtigkeit.
-
Vor oder nach dem Kontaktieren des
supersaugfähigen
Polymers mit dem Wasser oder der Feuchtigkeit wird das Polymer in
der Form eines Pulvers, von Flocken oder Körnchen mit dem Schmierstoff
in einem herkömmlichen
Mischer, wie zum Beispiel einem HOBARTTM-Mischer,
vermischt, bis eine gleichförmige
Dispersion erzielt wird. Dieses Verfahren kann durch Verwendung
eines Lösemittels
oder eines Dispergiermittels für
den Schmierstoff erleichtert werden, und zwar vorzugsweise in manchen
Fällen
einem, das leicht von der Schmierstoffzusammensetzung der Erfindung
entfernt werden kann, wie zum Beispiel einem Keton, und zwar besonders
Ketone mit niedrigeren Alkylen, wie z. B. Aceton-MEK, MIBK, DIBK
und ähnliches.
-
Anschließend verbindet sich der Schmierstoff
mit dem supersaugfähigen
Polymer oder wird von diesem aufgenommen, welcher mit Wasser oder
in hoher Luftfeuchtigkeit zum Anschwellen gebracht worden ist. Die
Schmiermittelzusammensetzung wird danach getrocknet, um das Wasser
zu entfernen, indem sie zum Beispiel in eine Umgebung mit 27– 38% rel.
Luftfeuchtigkeit gebracht wird, oder indem sie einem Vakuum oder einer
erhöhten
Temperatur ausgesetzt wird. Dadurch wird im wesentlichen das gesamte
Wasser entfernt, welches im ersten Teil des Verfahrens zugeführt wurde.
-
Die Schmiermittelzusammensetzung
wird entweder vor dem Entfernen des Wassers, wie in diesem Dokument
beschrieben, oder nach dem Entfernen des Wassers durch Einformen
oder Extrudieren geformt, und wenn pulverförmiges oder körniges Schmiermittel
gebildet werden soll, wird die Schmiermittelzusammensetzung in einer
herkömmlichen
Mühle entsprechend
dem gewünschten
Meshwert gemahlen, nachdem das Wasser entfernt worden ist.
-
Ein weiteres hervorstechendes Merkmal
der Schmiermittelzusammensetzungen ist deren Fähigkeit, den Schmierstoff unter
Druck als Film oder Tropfen oder Tröpfchen, wie zum Beispiel als
Mikrotröpfchen,
frei zu geben und den freigegebenen Schmierstoff wieder aufzusammeln,
nachdem der Druck entfernt wurde oder nachgelassen hat. Beim Überprüfen der
Schmierstoffzusammensetzungen wurde entdeckt, dass die supersaugfähigen Polymere
der Schmierstoffzusammensetzungen in dieser Hinsicht schwammähnliche
Eigenschaften besitzen, wenngleich doch keine schwammähnlichen
Merkmale, so wie zum Beispiel Porosität, die mit dem freien Auge
erkennbar ist. Es können
jedoch andere Matrixzusammensetzungen formuliert werden, die poröse Eigenschaften
besitzen, die leicht sichtbar sind.
-
Eine Schmierstoffzusammensetzung
wird in der zuvor genannten Weise unter Verwendung von Graphit,
wie oben angemerkt, oder eines 2-Mol-Ethoxylats aus Isostearylalkohol
(AROSURF® 66
E2) hergestellt. Wenngleich letzteres als oberflächenaktives Mittel verwendet
wird, besitzt es auch einige Schmiereigenschaften und sollte für den Zweck
der vorliegenden Erfindung ebenfalls als Schmierstoff betrachtet
werden.
-
Andere feste Füller, Hilfsstoffe und Verdünner können in
Kombination mit den in der Schmierstoffzusammensetzung der vorliegenden
Erfindung verwendeten Schmierstoffen verwendet werden, wozu unter
anderem auch oberflächenaktive
Mittel, flüssige
Verdünner,
Lösemittel
und ähnliches
gehören.
-
Zusätzliche
veranschaulichende Beispiele für
Herstellungsverfahren für
eine gesteuerte Zufuhr
-
Schmierstoffzusammensetzungen
auf der Basis von supersaugfähigem
Polymer oder Geräte
-
I. Beimischungen von supersaugfähigen Polymeren
und Schmierstoffen oder Schmierstoffformulierungen: wasserlose Zusammensetzungen
-
Dieses Verfahren verwendet das Feinstaufsaugen
und Einschließen
von auf Wasser basierenden Formulierungen (z. B. Suspensionen, Emulsionen,
Mischungen) von einem oder mehreren festen (z. B. Graphit und/oder
Kohlenstoff) und/oder flüssigen
(z. B. Erdöl
und/oder Nicht-Erdöl)
Schmierstoffen mit oder ohne zusätzlichen
Schmierstoffzusätzen
durch supersaugfähige
Polymere. Schmierstoffzusätze
können
chemisch aktiv und/oder chemisch inert sein und Dispergensmittel,
Lösemittel,
Detergensmittel, Verschleißschutzmittel, Extremdruckmittel,
Oxidationshemmer, Rost- und Korrosionshemmer, Emulgatoren, Demulgatoren,
Fließpunkterniedriger,
oberflächenaktive
Stoffe, Schaumhemmer, Viskositätsverbesserer
und ähnliches
umfassen. Supersaugfähige
Polymere können
vor dem Beimischen zu den auf Wasser basierenden Schmierstoffformulierungen
in pulverförmiger,
flockenförmiger,
körnchenförmiger,
verbundstoffförmiger,
extrudierter oder anderer Form vorliegen.
-
In diesem Verfahren werden die wasserhaltigen
supersaugfähigen
Polymere, die verschiedene Konzentrationen der Schmierstoffformulierungen
enthalten, getrocknet, um das eingeschlossene Wasser durch eine
oder mehrere Standardtechniken zu entfernen (z. B. Hitze, geringe
Luftfeuchtigkeit, Vakuum, Chemikalien, Mikrowellen, tiefe Temperaturen,
Gefriertrocknung und ähnliches).
Die prozentuale Anreicherung der Wasser haltigen festen und/oder
flüssigen
Schmierstoffkomponenten mit oder ohne zusätzlichen Schmierstoffzusätzen innerhalb
einer Matrix aus supersaugfähigem
Polymer hängt
von der Art des supersaugfähigen
Polymers (z. B. stärkegepfropft,
Acrylat, Acrylamid, Acrylat/Acrylamid, und ähnliches), der Porosität des supersaugfähigen Polymers,
der gesamten Wassersaugfähigkeit
des supersaugfähigen
Polymers, der Geschwindigkeit der Wassersaugfähigkeit und der Konzentration
und der Art des festen und/oder flüssigen Schmierstoffs bzw. der
Schmierstoffformulierung in den Beimischungen ab.
-
II. Beimischungen von
supersaugfähigen
Polymeren und Schmierstoffen oder Schmierstoffformulierungen: auf Wasser
basierende Zusammensetzungen
-
Dieses Verfahren verwendet das Feinstaufsaugen
und Einschließen
von auf Wasser basierenden Formulierungen (z. B. Suspensionen, Emulsionen,
Mischungen und ähnliches)
von einem oder mehreren festen und/oder flüssigen Schmierstoffen mit oder
ohne zusätzlichen
Schmierstoffzusätzen
durch ein oder mehrere supersaugfähige Polymere. Supersaugfähige Polymere
können
vor dem Beimischen zu den auf Wasser basierenden Schmierstoffen
oder Schmierstoffformulierungen in pulverförmiger, flockenförmiger,
körnchenförmiger,
verbundstoffförmiger,
extrudierter oder anderer Form vorliegen.
-
Hydratisierte supersaugfähige Polymere,
welche verschiedene Konzentrationen der Schmierstoffformulierung
enthalten, sind in Einzeleinheiten (z. B. Körnchen) oder verschmolzenen
Massen (z. B. Gels) aus Hydrogels verschiedener Viskosität, Größe, Form,
Zugfestigkeit und Konsistenz vorhanden. Die Hydrogelform und/oder
Viskosität
der auf dem supersaugfähigen
Polymer basierten Schmierstoffformulierung hängt von der Konzentration des
Wassers, der Konzentration und der/den Arten) des supersaugfähigen Polymers,
der Wassersaugfähigkeit
des/der supersaugfähigen
Polymers/Polymere und der Konzentration und der Art des bzw. der
festen und/oder flüssigen
Schmierstoffs bzw. der Schmierstoffe oder Schmierstoffformulierungen
in den wässrigen
Beimischungen ab.
-
III. Beimischungen von
supersaugfähigen
Polymeren und Schmierstoffen oder Schmierstoffformulierungen: Agglomerierte
wasserlose Zusammensetzungen
-
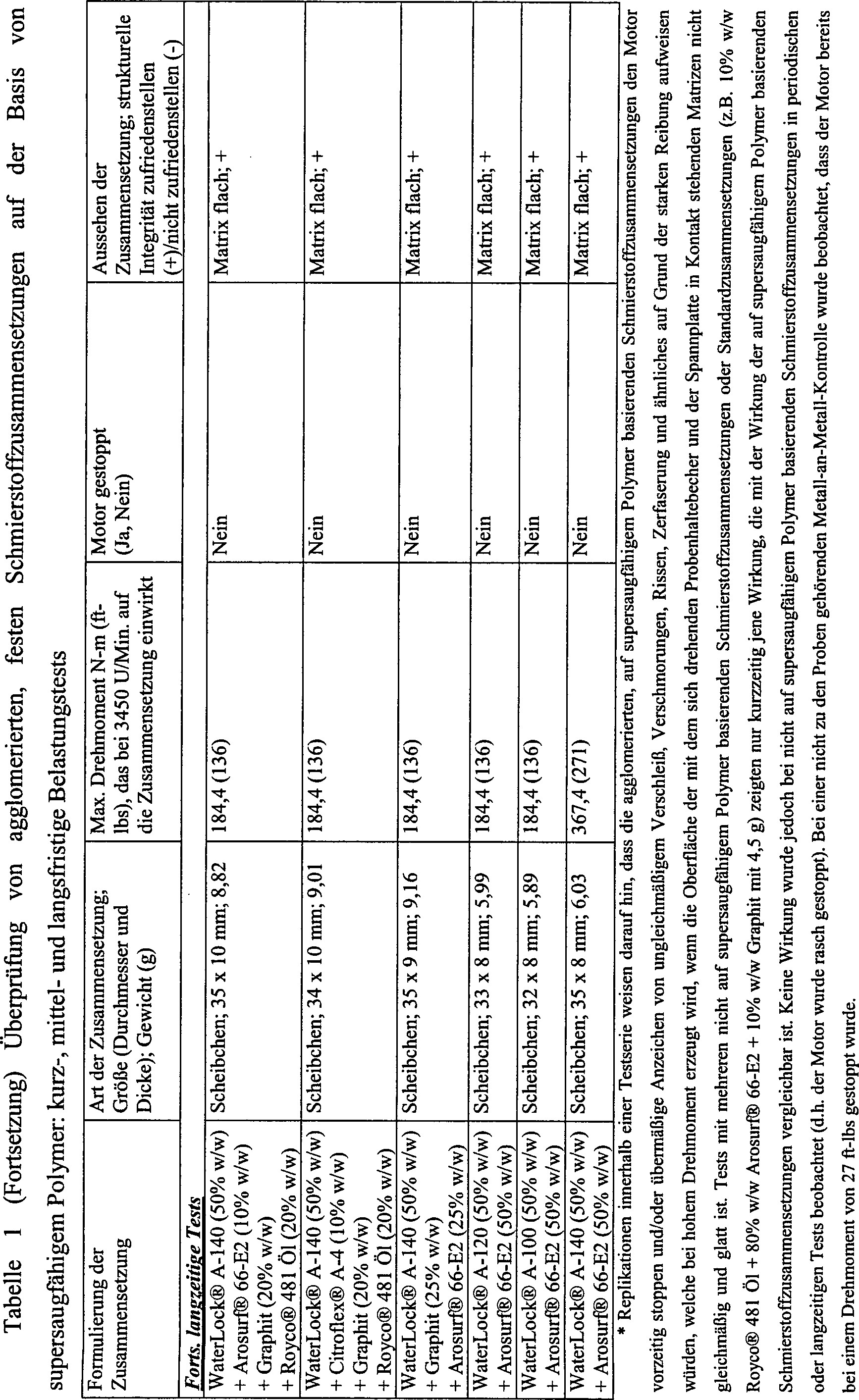
Dieses Verfahren besteht aus der
Beimischung von einem oder mehreren supersaugfähigen Polymeren (z. B. Pulvern,
Flocken, Körnchen)
zu einem oder mehreren festen und/oder flüssigen Schmierstoffen, mit oder
ohne zusätzlichen
Schmierstoffzusätzen,
und dem Agglomerieren der homogenen oder heterogenen Beimischungszusammensetzungen
bei unterschiedlichen Feuchtigkeiten, Drücken, Temperaturen und ähnlichem unter
Anwendung von Standardtechniken, um feste, einheitliche Pellets,
Extrusionen, Folien, Verbundstoffe, Auflagen, Fasern, Körnchen,
Laminate und ähnliches
in verschiedenen Formen, Größen und
strukturellen Konsistenzen (z. B. biegsam, steif oder mit hoher/niedriger
Zugfestigkeit) zu bilden. Die Art der agglomerierten Zusammensetzung
hängt von
der Art und Konzentration eines oder mehrerer supersaugfähiger Polymere,
der Art und Konzentration eines oder mehrerer Schmierstoffe und
Schmierstoffzusätze
und den bei der Herstellung der Schmierstoffzusammensetzung verwendeten
Agglomerationsverfahren ab.
-
IV. Beimischungen von
Monomeren und Schmierstoffen oder Schmierstoffformulierungen: Polymerisierung von
Polymer- bzw. Schmierstoffkomponenten
-
Dieses Verfahren besteht aus dem
Polymerisieren der bei der Herstellung der supersaugfähigen Polymere
verwendeten Monomere (d. h. mit oder ohne Vernetzungsmitteln) und
eines oder mehrerer festen und/oder flüssigen Schmierstoffe und Schmierstoffzusätze in feste
Matrizen (z. B. Körnchen,
Flocken, Pellets, Pulver, Extrusionen und ähnliches), in denen Schmierstoffkomponenten über das
gesamte Netz an supersaugfähigem
Polymer in die Struktur integriert ist.
-
V. Beimischungen von supersaugfähigen Polymeren
und Schmierstoffen oder Schmierstoffformulierungen mit Vernetzungsmitteln
-
Bei diesem Verfahren werden agglomerierte
oder nicht agglomerierte, auf supersaugfähigem Polymer basierende Schmierstoffzusammensetzungen
mit Vernetzungsmitteln oder zusätzlichen
Vernetzungsmitteln vermischt, um den festen Schmierstoffzusammensetzungen
unterschiedliche Binde-, Löse-,
Beschichtungs-, Schwell- oder
andere Struktur- oder Matrixeigenschaften zu verleihen.
-
Gesteuerte Abgabe von
auf supersaugfähigem
Polymer basierenden Schmiermittel Zusammensetzungen oder Geräte
-
Die Geschwindigkeit und Dauer der
gesteuerten Abgabe eines oder mehrerer fester und/oder flüssiger Schmierstoffe
von einer auf supersaugfähigem
Polymer basierenden festen Matrix oder flüssigen Zusammensetzung (mit
verschiedenen Viskositäten)
durch Diffusion, Ausscheidung, Ablage und ähnliches sind proportional
zu den physikochemischen Schwankungen im supersaugfähigen Polymer,
welche durch Temperatur- und Druckschwankungen, Kompressionen, Abrasion,
Erosion, Reibung, biologischen Abbau, Feuchtigkeit, elektrische
Leitfähigkeit,
Chemikalien und ähnliches
verursacht werden, welche auf die Schmiermittelzusammensetzung einwirken,
die zur Verringerung der Reibung zwischen zwei oder mehreren beweglichen
Teilen verwendet wird.
-
Beispiele für Reibung reduzierende Zusammensetzungen
auf der Basis von supersaugfähigem
Polymer oder Geräte
zur Verwendung als feste und/oder flüssige Schmierstoffe können folgende
umfassen:
- A. Beilagscheiben – druckempfindlich,
selbstschmierend; flexibel, semi-flexibel oder steif, und ähnliches;
- B. Reibungsreduzierende Platten, Auflagen, Verbundstoffe, Agglomerate – selbstschmierend,
druckempfindlich, abriebempfindlich; flexibel, semiflexibel oder
steif, und ähnliches;
- C. Lager – selbstschmierend,
Verbundstoffe, Metall-Matrix-Verbundstoffe, und ähnliches;
- D. Stoßdämpfer/Streben/Druckkissen/Prallbleche – selbstschmierend,
druckempfindlich, und ähnliches;
- 5. Ausgleichscheiben oder Abstandshalter;
- 6. Dichtungen;
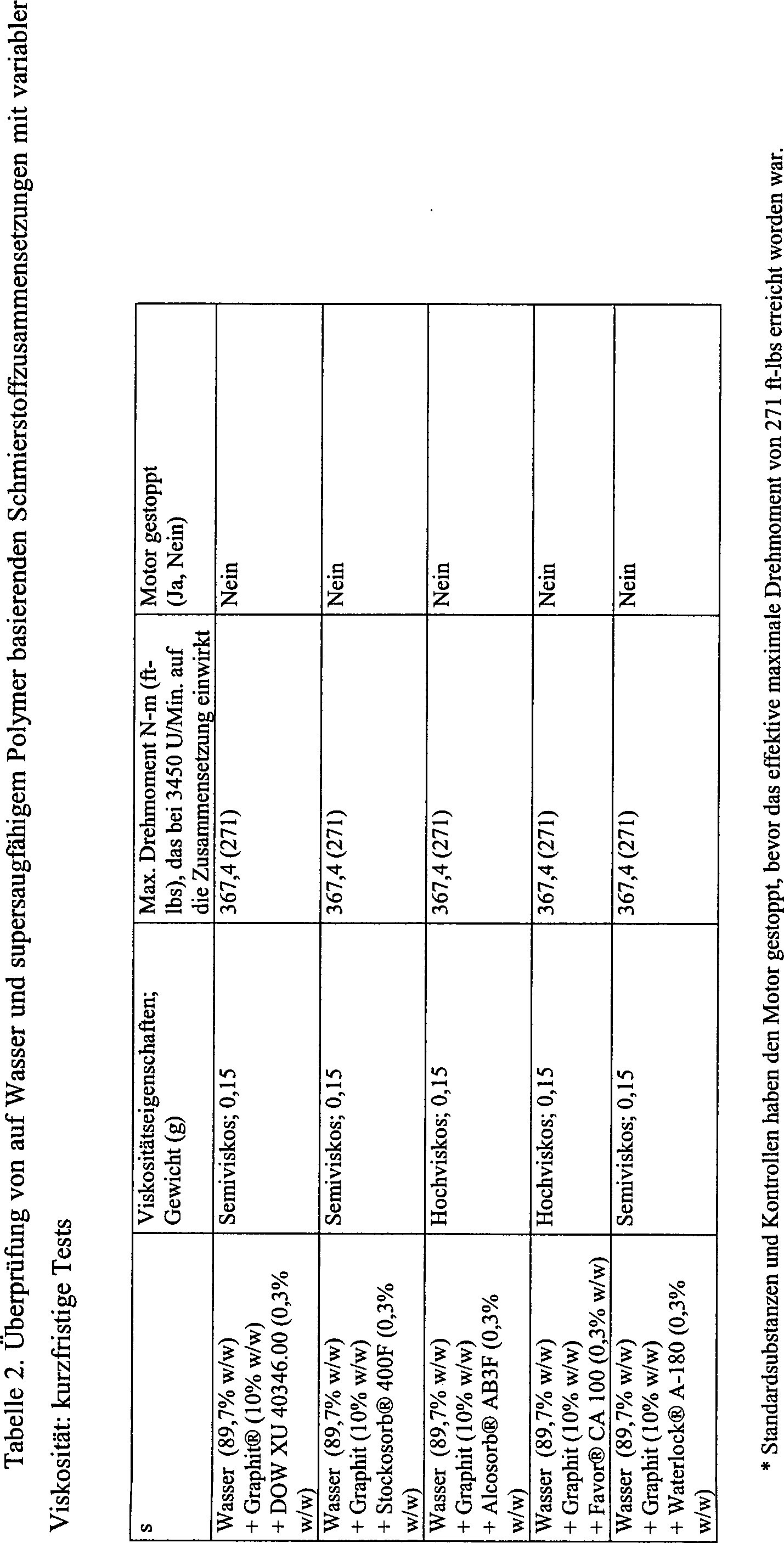
- 7. Gels oder Fette – Zusammensetzungen
auf der Basis von Öl
und/oder Wasser mit variabler Viskosität.
-
Vorgefertigte Geräte für die gesteuerte Abgabe auf
der Basis von supersaugfähigem
Polymer, wie zum Beispiel Beilagscheiben, Auflagen und ähnliches,
können
so konstruiert werden, dass sie auf verschiedene physikochemische
Kräfte,
wie zum Beispiel Druck, Temperatur, Abrieb und/oder Feuchtigkeit
reagieren und daher unter Belastung selbstschmierend sein können. So
können
zum Beispiel agglomerierte, auf supersaugfähigem Polymer basierende flüssige Schmierstoffzusammensetzungen
unter Stressbedingungen kleine Mengen des Schmierstoffs, der in
der supersaugfähigen
Polymermatrix enthalten oder eingeschlossen ist, bei Verdichtung
oder Kompression des Geräts
in gewünschte
Bereiche abgeben. Beim Komprimieren wird das Gerät reversibel und kann überschüssige Mengen
der Schmierstoffflüssigkeit,
die in unmittelbarem Kontakt mit dem Gerät steht, wieder aufnehmen,
was insbesondere in einem geschlossenen System möglich ist. Feste Schmierstoffe
können
diesem System zugefügt
und gleichzeitig mit den flüssigen
Schmierstoffen abgegeben werden.
-
Vorgefertigte Geräte oder Zusammensetzungen,
die auf supersaugfähigem
Polymer basieren, welche feste Schmierstoffe enthalten, können den
festen Schmierstoff auf gewünschten
Oberflächen
ablegen, wenn zum Beispiel eine vertikale oder horizontale Reibung
(d. h. eine Gleitbewegung) in einer oder mehreren Ebenen des Geräts auftritt,
und der Abrieb des Polymer-Schmierstoff-Komplexes verursacht eine
Ablagerung des auf die Zieloberfläche aufzutragenden festen Schmierstoffs.
Die Menge der Feststoffablagerung ist direkt proportional zur Kraft,
die auf die Matrix aus supersaugfähigem Polymer einwirkt.
-
Das supersaugfähige Polymer alleine kann auch
als selbstschmierende feste oder flüssige Matrix wirken, wenn Feuchtigkeits-
bzw. Luftfeuchtigkeits- bzw. Wasserschwankungen auf das supersaugfähige Polymer
einwirken. Supersaugfähige Polymere
werden sehr gleitfähig,
wenn sie durch Wasser aktiviert werden, und absorbieren Wasser differentiell
auf der Basis der chemischen Bestandteile, die im Polymerisationsverfahren
zur Herstellung des supersaugfähigen
Polymers verwendet wurden. Dieser durch Wasser aktivierte Vorgang
kann einen zusätzlichen
Freigabe- und/oder Schmierungsmechanismus in bestimmten Situationen
auslösen,
wenn supersaugfähige
Polymere mit einem oder mehreren festen und/oder flüssigen Schmierstoffen kombiniert
werden. So können
zum Beispiel die Verdichtung und hohe Feuchtigkeit oder Feuchtigkeitsschwankungen
auf ein Gerät
einwirken, das auf supersaugfähigem
Polymer basiert, um die Freigabe von festen und/oder flüssigen Schmierstoffen
unter einer Vielzahl unterschiedlicher Bedingungen zu bewirken.
Ebenso kann das Vorhandensein von einem oder mehreren supersaugfähigen Polymeren
in einem festen oder flüssigen
Schmierungssystem oder Gerät
als Feuchtigkeitsableiter wirken, um bestimmte Teile und ähnliches
vor den Auswirkungen von Wasser oder Wassermigration zu schützen.
-
ANWENDUNGSUMGEBUNGEN FÜR SCHMIERMITTEL
AUF DER BASIS VON SUPERSAUGFÄHIGEN POLYMEREN
-
VERGLEICH
ZWISCHEN GESCHLOSSENEN SYSTEMEN UND OFFENEN SYSTEMEN
-
Schmiermittelzusammensetzungen auf
der Basis von supersaugfähigen
Polymeren sind aus einer oder mehreren hydrophilen Komponenten zusammengesetzt.
Daher kann die bestmögliche
gesteuerte Abgabeleistung in geschlossenen oder abgedichteten Systemen
erwartet werden, die keinen Umgebungsbedingungen ausgesetzt sind.
Dessen ungeachtet kann auch in offenen Systemen eine kurzzeitige
Schmierleistung erwartet werden.
-
BEISPIEL 1
-
Es wurde eine Reihe von auf körnchenförmigem,
supersaugfähigem
Polymer basierten Schmiermittelzusammensetzungen unter Verwendung
von Feinstaufsauge- und Einschließverfahren hergestellt. Bei
diesen Verfahren wurden vorgefertigte (unregelmäßig geformte) Körnchen aus
supersaugfähigem
Polymer mit Durchmessern im Bereich von ca. 1 bis 3 mm verwendet.
Kohlenstoff, Graphit (ca. –325
Mesh) und eine Kombination aus Kohlenstoff und Graphit werden in
den Zusammensetzungen als Beispiele für feste Schmierstoffe verwendet.
Bei den als Matrizen für
die festen Schmierstoffe verwendeten supersaugfähigen Polymere handelte es sich
um SANWET® IM-1500
LP (stärkegepfropftes
Natriumpolyacrylat), ARIDALL® 11250
(Kaliumpolyacrylat, leicht vernetzt) und DOW® XU 40346.00 (partielles Natriumsalz
aus vernetzter Polypropensäure).
PEMULEN®TR-1 (Acrylsäurecopolymer)
wird in einer Serie als Formulierung oder Schmierstoffzusatz verwendet, um
die Lasteigenschaften eines supersaugfähigen Polymerkörnchens
zu erweitern.
-
Feste Schmierstoffe werden in einem
zeit- und temperaturabhängigen
wässrigen
Feinstaufsauge- und Einschließprotokoll
in die supersaugfähigen
Polymerkörnchen
aufgenommen. Die Geschwindigkeit der Körnchenabsorption und die Konzentration
der festen Schmierstoffe oder Schmierstoffformulierungen, welche
in den supersaugfähigen
Polymermatrizen eingeschlossen sind, hängen von verschiedenen Faktoren
ab, wie zum Beispiel der Art des supersaugfähigen Polymers, der Porosität der Körnchen,
der Wassertemperatur und der Art und/oder Konzentration der Formulierung
und der in der Beimischung verwendeten Schmierstoffzusätze. Die
Entwässerung
der hydratisierten Körnchen,
welche den bzw. die Schmierstoffe enthalten, erfolgt durch Lufttrocknung
bei niedriger Luftfeuchtigkeit oder durch chemische Trocknung in
einer Serie von Lösemittelbädern.
-
Die folgenden Protokolle werden verwendet,
um die 3 Arten von supersaugfähigen
Polymerkörnchen mit
den festen Schmierstoffen oder Schmierstoffformulierungen zu beladen.
-
SANWET® IM-1500 LP(a) – Eine Formulierung
mit 299,625 g (79,9% w/w) destilliertem Wasser und 0,375 g (0,1%
w/w) PEMULEN® TR-1
wird in 500 ml NALGENE® Flaschen
30 Minuten lang auf einem STROKEMASTER® Farbmischer gemischt. Danach
wurden 75 g (20% w/w) Kohlenstoff (ca. –325 Mesh) der wässrigen
Formulierung beigemengt und ca. 5 Minuten mit dem Farbmischer gemischt.
Dieser Mischung wurden 5 g (w/w) SANWET® IM-1500 LP Körnchen aus
supersaugfähigem
Polymer beigemengt und weitere 60 Minuten lang kontinuierlich geschüttelt. Die
zur Gänze
aufgequollenen SANWET® IM-1500
LP Körnchen,
welche den Kohlenstoff enthielten, PEMULEN® TR-1 und Wasser wurden gesiebt
(30 Mesh) und ca. 96 Stunden in einem Raum getrocknet, dessen relative
Luftfeuchtigkeit zwischen 27 und 38 Prozent und dessen Temperatur
zwischen 23 und 26°C
gehalten wurde, um das eingeschlossene Wasser zu entfernen. Die
entwässerten
Körnchen
wurden in Plastikflaschen eingefüllt.
Die körnchenförmigen Schmiermittelzusammensetzungen
zur kontrollierten Freisetzung bestanden aus 13,1% (w/w) SANWET® IM-1500
LP + 86,4% (w/w) Kohlenstoff + 0,5% (w/w) PEMULEN® TR-1. Es
wurde in einem damit zusammenhängenden
Experiment beobachtet, dass das Gewicht von SANWET® IM-1500
LP, welches in einer Menge von 5,0087 Gramm verwendet wurde, auf
Grund der Aufnahme des Kohlenstoffs und des PEMULEN® TR-1 auf
38,1043 Gramm basierend auf dem Trockengewicht angestiegen ist,
was eine Gewichtszunahme von 660,8% bedeutet.
-
ARIDALL® 11250(b) – Eine Formulierung aus 24
g (80% w/w) destilliertem Wasser, 3 g (10% w/w) Graphit und 3 g
(10% w/w) Kohlenstoff wurde in einem 100 ml KIMAX® Becher auf
einer heißen
Platte auf 80°C
erhitzt. Dieser erhitzten Formulierung wurden für ca. 5 bis 10 Sekunden 0,4062
g ARIDALL® 11250
Körnchen
beigegeben. Der Becher wurde anschließend von der heißen Platte
entfernt und ca. 30 Sekunden lang kräftig verwirbelt. Die zur Gänze hydratisierten
Körnchen,
welche Kohlenstoff und Graphit enthalten, wurden anschließend in
der folgenden Serie aufeinander folgender 100 ml-Lösemittelbäder gewaschen,
um das Wasser zu entfernen: 3 Minuten in 10% Aceton/90% destilliertem
Wasser; 3 Minuten in 30% Aceton/70% destilliertem Wasser; 3 Minuten
in 50% Aceton/50% destilliertem Wasser; 3 Minuten in 70% Aceton/30%
destilliertem Wasser; 3 Minuten in 90% Aceton/10% destilliertem
Wasser; und 5 Minuten in 100% Aceton. Zu diesem Zeitpunkt schienen
die Körnchen
zu etwa 90% entwässert
zu sein. Die Körnchen,
welche das Restwasser und feste Schmierstoffe enthielten, wurden
für 24
bis 48 Stunden in einen Raum mit niedriger Luftfeuchtigkeit (27–38% rel.
Luftfeuchtigkeit und 23–26°C) gegeben,
um sicherzustellen, dass die Körnchen
vollkommen trocken sind. Die entwässerten Körnchen wurden in Glasfläschchen
eingefüllt.
Die körnchenförmige Schmiermittelzusammensetzung
für kontrollierte
Freigabe bestand aus 20,6% (w/w) ARIDALL® 11250 + 39,7% (w/w) Kohlenstoff und
39,7% (w/w) Graphit. Das Gewicht der 0,4062 Gramm ARIDALL® 11250 Körnchen erhöhte sich
auf 1,9768 Gramm auf der Basis des Trockengewichts, was einer Gewichtszunahme
von 386,7% auf Grund der Absorption von Graphit und Kohlenstoff
entspricht.
-
ARIDALL® 11250(c) – Eine weitere Formulierung
aus 48 g destilliertem Wasser (80% w/w) und 12 g Kohlenstoff (20%
w/w) wurde in einem 100 ml KIMAX® Becher
auf einer heißen
Platte auf 80°C
erhitzt. Dieser erhitzten Formulierung wurden für ca. 5 bis –10 Sekunden
0,8031 g ARIDALL® 11250
Körnchen
beigegeben. Der Becher wurde anschließend von der heißen Platte
entfernt und ca. 30 Sekunden lang kräftig verwirbelt. Die zur Gänze hydratisierten
Körnchen,
welche den Kohlenstoff enthielten, wurden anschließend in
der folgenden Serie aufeinander folgender 100 ml-Lösemittelbäder gewaschen,
um das Wasser zu entfernen: 3 Minuten in 10% Aceton/90% destilliertem
Wasser; 3 Minuten in 30% Aceton/70% destilliertem Wasser; 3 Minuten
in 50% Aceton/50% destilliertem Wasser; 3 Minuten in 70% Aceton/30%
destilliertem Wasser; 3 Minuten in 90% Aceton/10% destilliertem
Wasser; und 5 Minuten in 100% Aceton. Zu diesem Zeitpunkt schienen
die Körnchen zu
etwa 90% entwässert
zu sein. Die Körnchen,
welche das Restwasser und feste Schmierstoffe enthielten, wurden
für 24
bis 48 Stunden in einen Raum mit niedriger Luftfeuchtigkeit (27–38% rel.
Luftfeuchtigkeit und 23–26°C) gegeben,
um sicherzustellen, dass die Körnchen
vollkommen trocken sind. Die entwässerten Körnchen wurden in Glasfläschchen
eingefüllt.
Die körnchenförmige Schmiermittelzusammensetzung
für kontrollierte
Freigabe bestand aus 30,8% (w/w) ARIDALL® 11250 + 69,2% Kohlenstoff.
Das Gewicht der 0,8031 Gramm ARIDALL® 11250 Körnchen erhöhte sich auf 2,6101 Gramm auf
der Basis des Trockengewichts, was einer Gewichtszunahme von 225%
auf Grund der Absorption von Kohlenstoff entspricht.
-
ARIDALL® 11250(d) – In einer anderen Formulierung
wurden 27 g (90% w/w) destilliertes Wasser, 1,5 g (5% w/w) Kohlenstoff
und 1,5 g (5% w/w) Graphit in einem 100 ml KIMAX® Becher auf einer heißen Platte auf
80°C erhitzt.
Dieser erhitzten Formulierung wurden für ca. 5 bis 10 Minuten 0,4023
g ARIDALL® 11250 Körnchen beigegeben.
Der Becher wurde anschließend
von der heißen
Platte entfernt und ca. 40 Sekunden lang kräftig verwirbelt. Die vollständig hydratisierten
Körnchen,
welche den Kohlenstoff und das Graphit enthielten, wurden anschließend ca.
15 Minuten lang in einer NALGENE® Flasche
mit 500 ml 2-Propanol gewaschen. Zu diesem Zeitpunkt schienen die
Körnchen
zu etwa 75% entwässert
zu sein. Die Körnchen,
welche das Restwasser und feste Schmierstoffe enthielten, wurden
für 24
bis 48 Stunden in einen Raum mit niedriger Luftfeuchtigkeit (27– 38% rel.
Luftfeuchtigkeit und 23–26°C) gegeben,
um sicherzustellen, dass die Körnchen vollkommen
trocken sind. Die entwässerten
Körnchen
wurden in Glasfläschchen
eingefüllt.
Die körnchenförmige Schmiermittelzusammensetzung
für kontrollierte
Freigabe bestand aus 44% (w/w) ARIDALL® 11250 + 28% (w/w) Kohlenstoff
und 28% (w/w) Graphit. Das Gewicht der 0,4023 Gramm ARIDALL® 250 Körnchen erhöhte sich
auf 0,9144 Gramm auf der Basis des Trockengewichts, was einer Gewichtszunahme
von 127,3% auf Grund der Absorption von Kohlenstoff und Graphit
entspricht.
-
DOW® XU 40346.00(e) – Eine Formulierung
aus 57 g (95% w/w) destilliertem Wasser und 3 g (5% w/w) Graphit
wurde in einem 100 ml KIMAX® Becher
auf einer heißen
Platte auf 80°C
erhitzt. Dieser erhitzten Formulierung wurden für ca. 4 Minuten 0,8022 g DOW® XU 40346.00
Körnchen
beigegeben. Der Becher wurde anschließend von der heißen Platte
entfernt und ca. 30 Sekunden lang kräftig verwirbelt. Die vollständig hydratisierten
Körnchen,
welche das Graphit enthielten, wurden gesiebt (30 Mesh) und für 48 Stunden
in einen Trocknungsraum mit niedriger Luftfeuchtigkeit gebracht
(27–38%
rel. Luftfeuchtigkeit und 23–26°C), um das eingeschlossene
Wasser zu entfernen. Die entwässerten
Körnchen
wurden in Glasfläschchen
eingefüllt.
Die körnchenförmige Schmiermittelzusammensetzung
für kontrollierte
Freigabe bestand aus 40,6% (w/w) DOW® XU 40346.00 + 59,4% Graphit.
Das Gewicht der 0,8022 Gramm DOW® XU
40346.00 Körnchen
erhöhte
sich auf 1,9750 Gramm auf der Basis des Trockengewichts, was einer
Gewichtszunahme von 146,2% auf Grund der Absorption von Graphit
entspricht.
-
BEISPIEL 2
-
Eine Serie von agglomerierten (d.
h. Körnchen,
Briketts oder Scheibchen) Schmiermittelzusammensetzungen basierend
auf supersaugfähigem
Polymer wurde mit Hilfe von Misch- und Verdichtungsverfahren hergestellt.
Für die
Agglomerationsverfahren wurden vorgefertigte Pulver aus supersaugfähigem Polymer
mit einem Durchmesser von 1 bis 300 um verwendet. Erdölfreie Öle oder
oberflächenaktive
Mittel, wie zum Beispiel AROSURF® 66-E2
(POE(2)-Isostearylalkohol; Sherex Chemical Co., Inc.), Erdöle wie zum
Beispiel MARVEL® Mystery
Oil (MARVEL Oil Company, Inc.) oder ROYCO® 481 Öl (Güte 1010; Royal Lubricants Co., Inc.)
und/oder Citratesther (CITROFLEX®/MORFLEX® Produkte),
wie zum Beispiel CITROFLEX® A-4
(Acetyltri-n-butylcitrat;
MORFLEX, Inc.) werden in den agglomerierten Verbindungen als Beispiele
für flüssige Schmiermittel
verwendet. Es sollte angemerkt werden, dass AROSURF® 66-E2 und
CITROFLEX® A-4
nicht nur Schmiereigenschaften besitzen, sondern auch als Formulierungs-
bzw. Schmierstoffzusätze
(d. h. Weichmacher) verwendet werden, um den agglomerierten Matrizen
verschiedene Flexibilitätsgrade
oder elastomere Eigenschaften zu verleihen. Zu den supersaugfähigen Polymeren,
die als Matrizen für
die flüssigen
Schmierstoffe verwendet werden, gehören WATER LOCK® A-100, A-120,
A-140, A-180 und A-200 (Stärke-g-poly (2-propenamid-co-2-propensäure, Natriumsalz)),
SUPERSORB® (Stärke-Acrylnitrilcopolymer),
FAVOR® CA 100
(vernetztes Kalium-Polyacrylat/Polyacrylamid-Copolymer), STOCKOSORB® 400F (vernetztes
Kalium-Polyacrylat/Polyacrylamid-Terpolymer), und AQUAKEEP® J-500 (Acrylsäure, Polymere,
Natriumsalz).
-
Flüssige Schmierstoffe und Zusätze zur
Formulierung bzw. den Schmierstoffen werden in einer Reihe von zeit-,
feuchtigkeits- und lösemittelabhängigen Beimischungs-
und Agglomerierungsverfahren zu Körnchen, Scheibchen oder Briketts
agglomeriert. Die physikochemischen Eigenschaften der im Agglomerierungsverfahren
hergestellten Schmierstoffzusammensetzung für die gesteuerte Abgabe verändern sich
je nach Art und Konzentration des in den Beimischungen verwendeten
supersaugfähigen
Polymers bzw. der supersaugfähigen
Polymere, des bzw. der Lösemittels)
und der Formulierungs- bzw. Schmiermittelzusätze. Zusätzliche Matrixschwankungen
werden beobachtet, wenn die Feuchtigkeit der Formulierung, die Reihenfolge
der Komponentenvermischung, der Verdichtungsgrad der Formulierungskomponenten
und die Mischgeschwindigkeit und Scherkraft beim Mischen der Formulierungskomponenten
verändert
werden. Durch kräftiges
Mischen der Formulierungskomponenten wird die Verdampfung des Lösemittels
(z. B. Aceton und/oder 2-Propanol) bewirkt.
-
In mehreren Beimischungen wurden
die pulverförmigen
Formulierungen beim Verdampfen des bzw. der Lösemittel zu Körnchen mit
einem Durchmesser von ca. 0,5 bis 5 mm agglomeriert, während in
anderen Beimischungen nach dem Verdampfen des Lösemittels eine pulverförmige Zusammensetzung
zurückblieb. Die
Lösemittel
freien Zusammensetzungen wurden dann in Formen gegeben und von Hand
verdichtet, oder es wurden auf Lösemittel
basierende Zusammensetzungen in Formen gegossen, bevor das gesamte
Lösemittel
entfernt wurde, und nicht verdichtet. Körnchenförmige und pulverförmige Schmiermittelzusammensetzungen
auf der Basis von supersaugfähigem
Polymer wurden bei hoher Feuchtigkeit ausgehärtet und anschließend bei
niedriger Feuchtigkeit getrocknet, um die eingeschlossene Feuchtigkeit
zu entfernen.
-
Die folgenden Beimischungs- und Agglomerationsprotokolle
werden verwendet, um die auf supersaugfähigem Polymer basierenden Körnchen-,
Scheibchen- oder Brikettzusammensetzungen herzustellen: WATERLOCK® A-140(a),
-- Eine Formulierung aus 25 g (25% w/w) MARVELS Mystery Oil oder
ROYCO® 481 Öl wird zu
100 g Aceton in einer Edelstahlschüssel zugegeben und mit einem
KITCHENAID® KSM
90 Mischer (Drahtquirlzusatz; Geschwindigkeit Nr. 2) ca. 5 Minuten
lang in einem Raum vermischt, der bei 83% relativer Luftfeuchtigkeit
und 25°C
gehalten wird. Während
des Vermischens wird 75 g (75% w/w) WATERLOCK® A-140 Pulver aus supersaugfähigem Polymer
jeder Erdöl/Aceton-Mischung
beigegeben. Das Vermischen wird ca. 1–2 Stunden fortgesetzt, um
das Aceton zu vertreiben. Während
des Mischvorgangs agglomerieren sowohl die Erdöl- als auch die WATERLOCK® A-140 Zusammensetzungen
auf der Basis von supersaugfähigem
Polymer zu Körnchenmassen,
deren Durchmesser im Bereich von <1
bis 5 mm liegt. Die Bildung von agglomerierten Körnchen ist eine Auswirkung
der hohen Feuchtigkeit während des
Vermischungsvorgangs. Die agglomerierten Körnchen werden auf NALGENE®-Sieben in
einen Aushärtungsraum
mit hoher Luftfeuchtigkeit bei ca. 80% relativer Luftfeuchtigkeit
und einer Temperatur von 27°C
für ca.
24 Stunden gegeben, damit die agglomerierten Körnchen die Feuchtigkeit aufnehmen,
um sicherzustellen, dass der Komplex aus Pulver auf der Basis von
supersaugfähigem
Polymer und Schmierstoff in separaten Körnchen gebunden bleibt. Die
körnchenförmigen,
auf supersaugfähigem
Polymer basierenden Zusammensetzungen werden danach für ca. 48 Stunden
in einen Trockungsraum mit geringer Luftfeuchtigkeit gegeben, der
eine relative Luftfeuchtigkeit von ca. 27–38% und eine Temperatur von
25–26°C aufweist.
Die getrockneten, auf supersaugfähigem
Polymer basierenden Körnchen
für eine
kontrollierte Zufuhr, welche MARVEL® Mystery Oil oder ROYCO® 481 Öl enthalten,
werden in Glasfläschchen
gelagert.
-
Waterlock® A-100, A-120, A-140, A-180
und A-200; SUPERSORB®,
FAVOR® CA
100; STOCKOSORB 400 F; und AQUAKEEP J-500(b) – Eine Formulierung aus 100
g (50% w/w) AROSURF® 66-E2
wird zu 300 g Aceton in einer Edelstahlschüssel zugegeben und mit einem
KITCHENAID® KSM
90 Mischer (Drahtquirlzusatz; Geschwindigkeit Nr. 2) ca. 5 Minuten
lang in einem Raum mit ca. 27–38%
relativer Luftfeuchtigkeit und 25–26°C vermischt. Während des
Mischvorgangs werden 100 g (50% w/w) WATERLOCK®, SUPERSORB®, FAVOR®, STOCKOSORB® oder AQUAKEEP® Pulver auf
der Basis von supersaugfähigem
Polymer langsam in die AROSURF® 66-E2/Aceton-Mischung
zugegeben. Das Mischen wird fortgesetzt, bis das Aceton vertrieben
wurde und die pulverförmige
Zusammensetzung im wesentlichen fließfähig ist (ca. 2–3 Stunden). Als
nächstes
wird die 1 : 1 Zusammensetzung aus supersaugfähigem Polymer und Schmierstoff
in einer Reihe von Plastik-Petrischalen (35 × 10 mm) mit der Hand verdichtet,
um daraus Scheibchen zu formen, und in PEEL-A-WAY® R-30 Plastik-Gewebeeinbettungsformen
(30 mm lang × 25
mm breit × 20
mm hoch), um Briketts zu formen. Die Petrischalen und die Gewebe-Einbettungsformen,
welche die verdichteten, pulverförmigen
Schmierstoffzusammensetzungen enthalten, werden für 72 Stunden
in einen Aushärteraum
mit hoher Luftfeuchtigkeit gegeben, der eine relative Luftfeuchtigkeit
von ca. 80% und eine Temperatur von 27°C aufweist, damit die verdichtete,
pulverförmige
Formulierung Feuchtigkeit aufnimmt und sich zu einzelnen, einheitlichen
Massen verbindet, welche sich im allgemeinen an die Formen angepasst
haben. Diese Zusammensetzungen werden danach für ca. 72 Stunden in einen Trockungsraum
mit geringer Luftfeuchtigkeit gegeben, der eine relative Luftfeuchtigkeit
von ca. 27–38%
und eine Temperatur von 25–26°C aufweist.
Die getrockneten Briketts und Scheibchen werden in ZIPLOC® Plastiksäcken gelagert.
Es hat sich gezeigt, dass die Flexibilität, Zugfestigkeit und die Schmierstoffeigenschaften
der einzelnen agglomerierten, formulierten Zusammensetzungen von
der Art des supersaugfähige
Polymers abhängen,
das dem AROSURF® 66-E2
Schmierstoff beigemischt wird.
-
WATERLOCK® A-140(c) – Formulierungen von 50 g (25%
w/w) ROYCO® 481 Öl oder 25
g (25% w/w) ROYCO® 481 Öl und 25
g (25% w/w) Graphit werden zu 200 g bzw. 100 g Aceton in Edelstahlschüsseln zugegeben
und mit einem KITCHENAID® KSM
90 Mischer (Drahtquirlzusatz; Geschwindigkeit Nr. 2) ca. 5 Minuten
lang in einem Raum vermischt, der eine relative Luftfeuchtigkeit
von ca. 27–38%
und eine Temperatur von 25– 26°C aufweist.
Während
des Mischens werden 150 g (75% w/w) oder 50 g (50% w/w) WATERLOCK® A-140 supersaugfähiges Polymer
langsam in die Mischung aus ROYCO® 481 Öl und Aceton
bzw. die Mischung aus ROYCO® 481 Öl, Graphit
und Aceton gegeben. Nach ungefähr
1 Stunde Durchmischen wird ungefähr
die Hälfte
einer jeden semiviskosen Formulierung, welche eine fließfähige Formulierung
auf Acetonbasis enthält,
in eine Reihe von Plastik-Petrischalen (35 × 10 mm) gegossen, um Scheibchen
zu bilden, und in PEEL-A-WAY® R-30 Plastik-Gewebeeinbettungsformen
(30 mm lang × 25
mm breit × 20
mm hoch) gegossen, um Briketts zu formen. Die nicht verdichteten
Zusammensetzungen in jeder Form werden für 24 Stunden in einen Trocknungsraum
mit geringer Luftfeuchtigkeit gegeben, der eine relative Luftfeuchtigkeit
von 27–30% und
eine Temperatur von 25–26°C aufweist,
damit das Aceton aus den Zusammensetzungen entweichen kann. Die
Zusammensetzungen werden anschließend für 72 Stunden in einen Aushärteraum
mit hoher Luftfeuchtigkeit gebracht, der eine relative Luftfeuchtigkeit
von ca. 80% und eine Temperatur von 27°C aufweist, um sicherzustellen,
dass die Schmierstoffzusammensetzungen auf der Basis von supersaugfähigem Polymer Feuchtigkeit
aufnehmen und sich zu einheitlichen Massen verbinden, welche ihrer
Form nach den Aushärteformen
entsprechen. Schließlich
werden die Zusammensetzungen zurück
in den Trocknungsraum mit geringer Luftfeuchtigkeit gebracht (27–38% rel.
Luftfeuchtigkeit und 25–26°C), um das
eingeschlossene Wasser aus den Matrizen zu entfernen. Die getrockneten
Formulierungen in Briketts und Scheibchenform werden in ZIPLOC® Plastiksäcken gelagert.
Das Vermischen wird an der anderen Hälfte der zwei Formulierungen
für eine weitere
Stunde fortgesetzt, bis sich das Aceton aus den einzelnen pulverförmigen Zusammensetzungen
verflüchtigt
hat. Jede Schmierstoffzusammensetzung auf der Basis von supersaugfähigem Polymer
wird anschließend
in einer Reihe von Plastik-Petrischalen (35 × 10 mm) und in PEEL-A-WAY® R-30 Plastik-Gewebeeinbettungsformen
(30 mm lang × 25
mm breit × 20
mm hoch) mit der Hand verdichtet, um daraus Scheibchen oder Briketts
zu formen. Die Formen, welche die einzelnen pulverförmigen Schmierstoffzusammensetzungen
enthalten, werden für
72 Stunden bei 80% relativer Luftfeuchtigkeit und 27°C in einen
Aushärteraum
mit hoher Luftfeuchtigkeit gegeben, damit die Zusammensetzungen
Feuchtigkeit aufnehmen und zu einheitlichen Matrizen abbinden können, welche
ihrer Form nach ihren Gußformen
entsprechen. Diese Zusammensetzungen werden anschließend für weitere
72 Stunden bei 27–38%
relativer Luftfeuchtigkeit und 25–26°C in einen Trocknungsraum mit
geringer Luftfeuchtigkeit gegeben, um sicherzustellen, dass das
eingeschlossene Wasser aus den Matrizen entfernt wurde. Die agglomerierten
Zusammensetzungen werden in ZIPLOC®-Plastiksäcken gelagert. Es hat sich
gezeigt, dass die nicht verdichteten und verdichteten agglomerierten
Zusammensetzungen der zwei Schmierstoffformulierungen Unterschiede
hinsichtlich ihrer Flexibilität,
Zugfestigkeit und Schmierstoffeigenschaften aufweisen.
-
WATERLOCK® A-140(d) – Formulierungen mit 20 g (10%
w/w) AROSURF® 66-E2 oder CITROFLEX® A-4 und
200 g Aceton werden in Edelstahlschüsseln mit einem KITCHENAID® KSM 90 Mischer (Drahtquirlzusatz;
Geschwindigkeit Nr. 2) ca. 5 Minuten lang in einem Raum bei ca.
27–38%
relativer Luftfeuchtigkeit und 25–26°C gemischt. Während des
Mischens werden 130 g (65% w/w) oder 100 g (50% w/w) WATERLOCK® A-140 supersaugfähiges Polymer
langsam zu den Aceton/AROSURF® 66-E2
oder CITROFLEX® A-4
Mischungen zugegeben und weitere 5 Minuten lang durchmischt. Zu
diesem Zeitpunkt werden 50 g (25% w/w) ROYCO® 481 Öl zu den 130 g Polymer/20 g
AROSURF® oder
CITROFLEX®/200
g Aceton-Formulierungen zugegeben und ca. 1 Stunde lang durchmischt.
In den anderen Formulierungen werden 40 g (20% w/w) ROYCO® 481 Öl zu den
100 g Polymer/20 g AROSURF® oder
CITROFLEX®/200
g Aceton-Formulierungen zugegeben und 5 Minuten lang durchmischt.
Schließlich
werden 40 g (20% w/w) Graphit zu diesen Zusammensetzungen zugegeben
und ca. 1 Stunde lang durchmischt. Die restlichen Verfahren zur
Formulierung der nicht verdichteten und verdichteten Schmierstoffzusammensetzungen
auf der Basis von supersaugfähigem
Polymer entsprechen jenen, wie sie im vorhergehenden WATERLOCK® A-140 (c)
Protokoll beschrieben wurden.
-
WATERLOCK® A-140(e) – Formulierungen mit 50 g (25%
w/w) AROSURF® 66-E2 oder CITROFLEX® A-4 und
200 g Aceton werden in Edelstahlschüsseln mit einem KITCHENAID® KSM 90 Mischer (Drahtquirlzusatz;
Geschwindigkeit Nr. 2) ca. 5 Minuten lang in einem Raum bei ca.
27–38%
relativer Luftfeuchtigkeit und 25–26°C gemischt. Während des
Mischens werden 100 g (50% w/w) WATERLOCK® A-140 supersaugfähiges Polymer
langsam zu den Aceton/AROSURF® 66-E2
oder CITROFLEX® A-4
Mischungen zugegeben und weitere 5 Minuten lang durchmischt. Zu
diesem Zeitpunkt werden 50 g (25% w/w) Graphit zu den AROSURF® 66-E2 oder
CITROFLEX® A-4
Formulierungen zugegeben und ca 1 Stunde lang durchmischt. Die restlichen
Verfahren zur Formulierung der nicht verdichteten und verdichteten
Schmierstoffzusammensetzungen auf der Basis von supersaugfähigem Polymer
entsprechen jenen, wie sie im WATERLOCK® A-140 (c) Protokoll beschrieben
wurden.
-
WATERLOCK® A-140(f) – Eine Formulierung mit 100
g (50% w/w) Graphit wird 200 g Aceton in einer Edelstahlschüssel zugegeben
und mit einem KITCHENAID® KSM
90 Mischer (Drahtquirlzusatz; Geschwindigkeit Nr. 2) ca. 5 Minuten
lang in einem Raum bei ca. 27–38%
relativer Luftfeuchtigkeit und 25–26°C gemischt. Während des
Mischens werden 100 g (50% w/w) WATERLOCK® A-140 supersaugfähiges Polymer langsam
zur Aceton/Graphit-Mischung zugegeben und ca. 1 Stunde lang durchmischt.
Die restlichen Verfahren zur Formulierung der nicht verdichteten
und verdichteten Schmierstoffzusammensetzungen auf der Basis von
supersaugfähigem
Polymer entsprechen jenen, wie sie im WATERLOCK® A-140 (c) Protokoll beschrieben wurden.
-
WATERLOCK® A-140(g) – Formulierungen aus 80 g (40%
w/w) AROSURF® 66-E2, 20 g (10% w/w) Graphit
oder ROYCO® 481 Öl oder 10
g (5% w/w) ROYCO® 481 Öl und 10
g (5% w/w) Graphit und 200 g Aceton werden in Edelstahlschüsseln zugegeben
und mit einem KITCHENAID® KSM
90 Mischer (Drahtquirlzusatz; Geschwindigkeit Nr. 2) ca. 5 Minuten
lang in einem Raum vermischt, der eine relative Luftfeuchtigkeit von
ca. 27–38%
und eine Temperatur von 25–26°C aufweist.
Während
des Mischens werden 100 g (50% w/w) WATERLOCK® A-140 supersaugfähiges Polymer
langsam zu den Graphit- und/oder ROYCO® 481 Öl-Formulierungen aus AROSURE® 66-E2 und
Aceton zugegeben und ca. 2 Stunden lang gründlich durchmischt, um die
Komponenten zu vermischen, während
sich das Aceton verflüchtigt.
Jede der auf supersaugfähigem Polymer
basierenden pulverförmigen
Zusammensetzungen aus Graphit und/oder ROYCO® 481 Öl wird anschließend mit
der Hand in Plastik-Petrischalen (35 × 10 mm) verdichtet, um Scheibchen
zu formen. Die Zusammensetzungen in den Plastik-Petrischalen werden
für 72
Stunden in einen Aushärteraum
mit hoher Luftfeuchtigkeit gegeben, der eine relative Luftfeuchtigkeit
von 80% und eine Temperatur von 27°C aufweist, damit das supersaugfähige Polymer
in den Schmierstoffbeimischungen Feuchtigkeit aufnehmen und zu einheitlichen Matrizen
abbinden kann, welche die Form der Petrischalen aufweisen. Die Petrischalen,
welche die Graphit- und/oder
ROYCO® 481 Öl-Zusammensetzungen
enthalten, werden anschließend
für weitere
72 Stunden in einen Trocknungsraum mit geringer Luftfeuchtigkeit
gegeben (27–38%
relative Luftfeuchtigkeit und 25–26°C), um sicherzustellen, dass
das eingeschlossene Wasser aus den Matrizen verdampft. Im Vergleich
zu mehreren anderen AROSURF®/Graphit- und/oder AROSURF®/ROYCO® 481 Öl-Zusammensetzungen
in Scheibchenform, die gemäß den oben
beschriebenen Protokollen hergestellt wurden, scheint es, dass die
Flexibilität,
die Zugfestigkeit und die Bindungseigenschaften des auf supersaugfähigem Polymer
basierenden Schmierstoffs durch Veränderung der Konzentration von
AROSURE® 66-E2
in der Formulierung geändert
werden könnten. Ähnliche
Erkenntnisse werden bei den CITROFLEX®-Formulierungen erwartet.
-
STOCKOSORB® 400 F(h) – Eine Formulierung mit 50
g (25% w/w) Graphit und 50 g (25% w/w) ROYCO® 481 Öl wird zu 200 g Aceton in einer
Edelstahlschüssel
zugegeben und mit einem KITCHENAID® KSM 90 Mischer (Drahtquirlzusatz;
Geschwindigkeit Nr. 2) ca. 10 Minuten lang in einem Raum bei ca.
27–38%
relativer Luftfeuchtigkeit und 25– 26°C gemischt. Während des
Mischens werden 100 g (50% w/w) STOCKOSORB® 400F supersaugfähiges Polymer
langsam zur Aceton/Graphit/ROYCO® 481 Öl-Mischung
zugegeben und ca. 1 Stunde lang durchmischt. Die restlichen Verfahren
zur Formulierung der nicht verdichteten und verdichteten Schmierstoffzusammensetzungen
auf der Basis von supersaugfähigem
Polymer entsprechen jenen, wie sie im WATERLOCK® A-140 (c) Protokoll beschrieben
wurden.
-
STOCKOSORB® 400F(i) – Eine Formulierung mit 25
g (12,5% w/w) AROSURF® 66-E2
und 200 g Aceton wird in eine Edelstahlschüssel gegeben und mit einem
KITCHENAID® KSM
90 Mischer (Drahtquirlzusatz; Geschwindigkeit Nr. 2) ca. 5 Minuten
lang in einem Raum bei ca. 27–38%
relativer Luftfeuchtigkeit und 25–26°C gemischt. Während des
Mischens werden 100 g (50% w/w) STOCKOSORB® 400F supersaugfähiges Polymer
langsam zur AROSURF® 66-E2/Aceton-
Mischung zugegeben und weitere 5 Minuten lang durchmischt. Während dieser
Zeit werden 25 g (12,5% w/w) ROYCO® 481 Öl zur Formulierung zugegeben,
während
das Mischen für
weitere 5 Minuten fortgesetzt wird. Schließlich werden 50 g (25% w/w)
Graphit zu dieser Beimischung zugegeben und ca. 1 Stunde lang durchmischt.
Die restlichen Verfahren zur Formulierung der nicht verdichteten und
verdichteten Schmierstoffzusammensetzungen auf der Basis von supersaugfähigem Polymer
entsprechen jenen, wie sie im WATERLOCK® A-140 (c) Protokoll beschrieben
wurden.
-
BEISPIEL 3
-
Eine Reihe von wässrigen, semiviskosen bis viskosen
Schmierstoffzusammensetzungen auf der Basis von supersaugfähigem Polymer
wurde mit Hilfe von Beimischungsverfahren formuliert. Bei den Verfahren
wurden mehrere Arten von Pulver oder feinen Körnchen aus supersaugfähigem Polymer
in der Größenordnung von
ca. <0,5 bis 300
um verwendet. Bei den als Beispielen in den Formulierungen verwendeten
flüssigen Schmierstoffen
handelt es sich um die Erdöle
MARVEL® Mystery
Oil, und/oder ROYCO® 481 Öl, und/oder das
erdölfreie Öl AROSURF® 66-E2 und/oder
Wasser. Graphit (ca. –325
Mesh) und/oder Kohlenstoff (ca. –325 Mesh) werden als Beispiele
für feste
Schmierstoffe in den wässrigen
Formulierungen auf der Basis von supersaugfähigem Polymer oder kombiniert
mit einem oder mehreren flüssigen
Schmierstoffen auf Erdölbasis und/oder
Nicht-Erdölbasis
verwendet, um wässrige
Mehrkomponenten-Schmierstoffformulierungen
zu bilden. Formulierungs- oder Schmierstoffzusätze, wie zum Beispiel polymere
oder nicht polymere Emulgatoren, Dispergensmittel, Weichmacher,
oberflächenaktive
Stoffe, Suspensionsmittel, viskositätsverändernde Mittel und ähnliches,
könnten
wahlweise zu den wässrigen
Zusammensetzungen zugefügt
werden, um die Gesamteigenschaften von einem oder mehreren festen
und/oder flüssigen
Schmierstoffen zu verstärken.
Bei den supersaugfähigen
Polymeren, die in den flüssigen
Zusammensetzungen als Matrizen verwendet werden, handelt es sich
um FAVOR® CA
100 (vernetztes Kaliumpolyacrylat-/Polyacrylamid-Copolymer), STOCKOSORB® 400F (vernetztes
Kaliumpolyacrylat-/Polyacrylamidterpolymer), SANWET® IM-1500F
(stärkegepfropftes
Natriumpolyacrylat), ARIDALL® 1125F
(Kaliumpolyacrylat, leicht vernetzt), DOW® XU 40346.00 (partielles Natriumsalz
aus vernetzter Polypropensäure),
WATERLOCK® A-180
(Stärke-g-poly
(2-propenamid-co-2-propensäure,
Natriumsalz), WATERLOCK® B-204(Stärke-g-poly(2-propenamid-co-2-propensäure, Kaliumsalz),
AQUASORB®/AQUASTORE® F (Copolymer
aus Acrylamid und Natriumacrylat), SUPERSORB® (Stärke-Acrylnitrilcopolymer),
ALCOSORB® AB3F
(vernetztes Polyacrylamidcopolymer), und AQUAKEEP® J-550 (Acrylsäure, Polymere,
Natriumsalz). Eine kommerzielle Formulierung der Acrylamid-Acrylsäure-Natriumsalz-Copolymeremulsion
in Kohlenwasserstofföl
(AQUASORB® EM-533;
SNF Floeger, Frankreich) wird ebenso verwendet wie ein flüssiges Schmiermittel
auf der Basis von supersaugfähigem
Polymer.
-
Auf Wasser basierende flüssige und/oder
feste Schmierstoffe werden kräftig
mit einem oder mehreren supersaugfähigen Polymeren durchmischt,
um eine Vielzahl an Gels, Semi-Gels,
Cremen oder fettähnlichen Zusammensetzungen
mit variabler Viskosität
zu bilden, deren physikochemische Eigenschaften von der Art und
der Konzentration des bzw. der supersaugfähigen Polymere, der Art und
Konzentration des bzw. der Schmierstoffe, der Wasserqualität und der
Konzentration des zum Aktivieren des Quellens bzw. Gelierens des bzw.
der supersaugfähigen
Polymere, der Art und Konzentration der Formulierungs- bzw. Schmierstoffzusätze, der
Reihenfolge der Vermischung der Komponenten und der zum Mischen
der Komponenten verwendeten Scherkraft abhängen. Die optimale Leistung
dieser auf Wasser basierenden Schmierstoffzusammensetzungen auf
der Basis von supersaugfähigem
Polymer kann in einem geschlossenen oder abgedichteten System erwartet
werden. Dies würde
es der Zusammensetzung mit variabler Viskosität erlauben, die ursprüngliche Quellkapazität oder Hydrogelkonsistenz
des bzw. der supersaugfähigen
Polymere beizubehalten, da wenig oder kein Wasser verdampft, welches
innerhalb der supersaugfähigen
Polymermatrix gebunden ist, und daher die Schmiereigenschaften konsistent
zu halten. Wenn sie jedoch in einem offenen System verwendet wird, würde die
Verdampfung des Wassers aus den wässrigen Schmierstoffzusammensetzungen
auf der Basis von supersaugfähigem
Polymer dazu führen,
dass das supersaugfähige
Polymer schrumpft und seine Hydrogel- und Viskositätseigenschaften
verliert, wodurch die Zugabe von Wasser notwendig würde, um
die Zusammensetzung so wiederherzustellen, dass deren Konsistenz
jener ähnlich
ist, die in der ursprünglichen
Zusammensetzung zu beobachten war.
-
In anderen Formulierungen könnten flüssige und/oder
feste Schmierstoffe den supersaugfähigen Polymeren beigemischt
werden, um eine anfänglich
nicht wässrige
Zusammensetzung zu bilden. Verschiedene Konzentrationen aus Wasser
könnten
diesen Formulierungen in einem letzten Schritt zugefügt werden,
um die Schmiermittelzusammensetzung zur Bildung von Gels, Semi-Gels,
Cremen und ähnlichem
mit unterschiedlichen Viskositäten
in den Verwendungsumgebungen zu aktivieren (z. B. in einem geschlossenen
System über einen
Fitting).
-
Die folgenden Beimischungsprotokolle
werden verwendet, um die Schmiermittelzusammensetzungen mit variabler
Viskosität
auf der Basis von supersaugfähigen
Polymeren zu formulieren.
-
FAVOR®CA 100, STOCKOSORB® 400F, SANWET® IM-1500F,
ARIDALL® 1125F,
DOW® XU 40346.00,
WATERLOCK® A-180,
WATERLOCK® B-204,
AQUASORB®/AQUASTORE®F, SUPERSORB®, ALCOSORB® ABF, und
AQUAKEEP® J-550(b)) – Formulierungen
mit 3 g (10% w/w) Graphit oder Kohlenstoff oder 1,5 g (5% w/w) Graphit
und 1,5 g (5% w/w) Kohlenstoff und 26,94 g (89,8% w/w) oder 26,91
g (89,7%) destilliertem Wasser werden mit einer Spachtel in Polyethylenbehältern (35 × 45 mm
Durchmesser; 50 ml Inhalt) mit Klappdeckel ca. 1 Minute lang zusammen
gemischt. Anschließend
werden 0,06 g (0,2% w/w) oder 0,09 g (0,3% w/w) eines jeden supersaugfähigen Polymers
der Graphit-, Kohlenstoff- oder Kohlenstoff/Graphitformulierung
hinzugefügt
und mit einer Spachtel ca. 2 Minuten lang vermischt. Nun wird PARAFILM® M über die
Behälter
gegeben, bevor der Klappdeckel verschlossen wird und die Behälter, welche
die 0,2% oder 0,3% supersaugfähigen
Polymers in der Schmierstoffzusammensetzung aufweisen, auf einem
STROKEMASTER® Farbmischer
10 bzw. 15 Minuten lang durchmischt werden. Behälter mit den Schmierstoffzusammensetzungen
mit variabler Viskosität
werden in ZIPLOC®-Säcken gelagert.
Es hat sich gezeigt, dass sich die Eigenschaften (z. B. Viskosität) der Formulierung
mit der Art und/oder Konzentration des bzw. der in den Zusammensetzung
verwendeten Schmierstoffe ändern.
-
FAVOR®CA 100, STOCKOSORB® 400F, SANWET® IM-1500F,
ARIDALL® 1125F
DOW® XU 40346.00
WATERLOCK® A-180
WATERLOCK® B-204
AQUASORB®/AQUASTORE®F, SUPERSORB®, ALCOSORB® AB3F und
AQUAKEEP® J-550
(c) – Formulierungen
mit 1,5 g (5% w/w) ROYCO® 481 Öl und 28,47
g (94,9% w/w), 28,41 g (94,7% w/w), 28,35 g (94,5% w/w), 28,29 (94,3%
w/w) und 28,20 g (94% w/w) destilliertem Wasser werden in Polyethylenbehälter (35 × 45 mm
Durchmesser, 50 ml Inhalt) mit Klappdeckel hinzugefügt und für ca. 10
Minuten auf einem STROKEMASTER® Farbmischer
durchgemischt. Anschließend werden
0,03 g (0,1% w/w), 0,09 g (0,3% w/w), 0,15 g (0,5% w/w), 0,21 g
(0,7% w/w) und 0,3 g (1% w/w) eines jeden supersaugfähigen Polymers
in die einzelnen Behälter
zugegeben und 1–2
Minuten kräftig
mit Hand geschüttelt.
Um eine gründliche
Durchmischung zu garantieren, werden die Behälter mit den Schmierstoffzusammensetzungen
auf der Basis von 0,1%, 0,3%, 0,5%, 0,7% und 1% supersaugfähigem Polymer
für ca.
5, 10, 15, 20 bzw. 25 Minuten auf den Farbmischer gestellt. Anschließend wird
PARAFILM® M über die
Behälter
gegeben, bevor die Klappdeckel geschlossen werden, um sicherzustellen,
dass die Deckel vor dem Mischen auf dem Farbmischer fest und dicht
verschlossen sind. Behälter
mit den Schmierstoffzusammensetzungen mit variabler Viskosität werden
in ZIPLOC®-Säcken gelagert.
Es hat sich gezeigt, dass sich die Eigenschaften (z. B. Viskosität) der Formulierung
mit der Art und/oder Konzentration des supersaugfähigen Polymers
und/oder der Konzentration des verwendeten Schmierstoffs in den
Zusammensetzungen ändern.
-
FAVOR®CA 100, STOCKOSORB® 400F, SANWET® IM-1500F,
ARIDALL® 1125F
DOW® XU 40346.00
WATERLOCK® A-180
WATERLOCK® B-204
AQUASORB®/AQUASTORE®F, SUPERSORB®, ALCOSORB® AB3F und
AQUAKEEP® J-550
(d)) – Formulierungen
mit 1,5 g (5% w/w) ROYCO® 481 Öl und 1,5 g
(5% w/w) Graphit oder Kohlenstoff und 0,75 g (2,5% w/w) Graphit
und 0,75 g (2,5% w/w) Kohlenstoff und 26,97 g (89,9% w/w), 26,91
g (89,7% w/w), 26,85 g (89,5% w/w), 26,79 g (89,3% w/w) oder 26,7%
(89% w/w) destilliertem Wasser werden in Polyethylenbehälter (35 × 45 mm
Durchmesser; 50 ml Inhalt) mit Klappdeckel gegeben und 10 Minuten
lang auf einem STROKEMASTER® Farbmischer
gemischt. Anschließend
werden 0,03 g (0,1% w/w), 0,09 g (0,3% w/w), 0,15 g (0,5% w/w),
0,21 g (0,7% w/w) und 0,3 g (1% w/w) eines jeden supersaugfähigen Polymers
in die einzelnen Behälter
zugegeben und 1–2
Minuten kräftig
mit Hand geschüttelt.
Um eine gründliche
Durchmischung zu garantieren, werden die Behälter mit den Schmierstoffzusammensetzungen
auf der Basis von 0,1%, 0,3%, 0,5%, 0,7% und 1% supersaugfähigem Polymer
für ca.
5, 10, 15, 20 bzw. 25 Minuten auf den Farbmischer gestellt. Anschließend wird
PARAFILM® M über die
Behälter
gegeben, bevor die Klappdeckel geschlossen werden, um sicherzustellen,
dass die Deckel vor dem Mischen auf dem Farbmischer fest und dicht
verschlossen sind. Behälter
mit den Schmierstoffzusammensetzungen mit variabler Viskosität werden
in ZIPLOC®-Säcken gelagert.
Es hat sich gezeigt, dass sich die Eigenschaften (z. B. Viskosität) der Formulierung
mit der Art und/oder Konzentration des supersaugfähigen Polymers
und der Art und/oder Konzentration des verwendeten Schmierstoffs
in den Zusammensetzungen ändern.
-
AQUASORB® EM-533R – Formulierungen mit 0,9 g
(3% w/w), 1,5 g (5% w/w), 2,1 g (7% w/w) oder 3 g (10% w/w) einer
Mischung aus supersaugfähigem
Polymer, Kohlenwasserstofföl
und oberflächenaktivem Mittel,
wie vom Hersteller geliefert, wurden zu 29,1 g (97% w/w), 28,5 g
(95% w/w), 27,9 g (93% w/w) bzw. 27 g (90% w/w) destilliertem Wasser
in Polyethylenbehältern
(35 × 45
mm Durchmesser; 50 ml Inhalt) mit Schnappdeckel hinzugefügt und ca.
eine Minute lang kräftig
mit der Hand geschüttelt.
PARAFILM® M
oder Alufolie wurde über
die Behälter
gegeben, bevor die Schnappdeckel fest verschlossen wurden, um sicherzustellen,
dass die Behälter
nicht undicht werden, bevor sie auf einen STROKEMASTER® Farbmischer
gestellt und auf diesem ca. 10 Minuten gründlich durchmischt wurden.
Die Schmierstoffzusammensetzungen mit variabler Viskosität wurden
in ZIPLOC®-Säcken gelagert.
Die Eigenschaften der Formulierung (z. B. Viskosität) hingen von
der Konzentration von AQUASORB® EM-533R
in den einzelnen Zusammensetzungen ab.
-
Es sollte darauf hingewiesen werden,
dass die Zugabe von Formulierungszusätzen, wie zum Beispiel hydrophilen
Polymeren (z. B. PEMULEN® TR-1/TR-2),
Silicamaterialien (z. B. WESSLON® 50,
SUPERNAT® 22)
und ähnlichem
die Komponentenverträglichkeit
in mehreren der sowohl in diesem Beispiel als auch in anderen Beispielen
beschriebenen Beimischungen nachweislich verbessert hat. Die Auswirkung
der Silicamaterialien auf die Reibungsverminderungs- und Verschleisseigenschaften
der Schmierstoffzusammensetzung müsste jedoch in jeder Anwendung
eigens überprüft werden,
um deren Eignung für
die jeweilige Formulierung zu bestimmen.
-
BEISPIEL 4
-
Die in den Beispielen 1–2 beschriebene
vergleichende reibungsreduzierende Wirkung mehrerer fester (d. h.
körnchen-
oder scheibchenförmiger)
und auf supersaugfähigem
Polymer basierender Schmierstoffzusammensetzungen wird in einer
Reihe von Labortests überprüft, bei
denen ein Schmierstoffprüfgerät und Verfahren
verwendet werden, welche ausgehend von den ASTN-Prüfnormen
modifiziert wurden, wie zum Beispiel B461 und B526, ASTM Handbuch,
Band 18, Friction, Lubrication and Wear Technology, ASTM International, 1992,
Seite 942ff). Zusammensetzungen, die nicht auf supersaugfähigem Polymer
basieren, und die aus einem oder mehreren Schmierstoffen sowie beliebigen
Schmiermittelzusätzen
zusammengesetzt sind, werden als Standardsubstanzen verwendet. Eine
Kontrolle bestand aus einem Test, bei dem kein supersaugfähiges Polymer
oder keine Schmierstoffe verwendet wurden, das heißt aus einem
Metall-an-Metall-Kontakt.
-
Im allgemeinen bestand eine 7,62 × 45,7 × 61 cm
(30 × 18 × 24 Zoll)
große
Vorrichtung aus einem 19 cm (7½ Zoll)
Spannarm oder einer Spannstange mit einer Aufprall- bzw. Druckplatte
oder Scheibe mit einem Durchmesser von 5,7 cm (2¼ Zoll), welche beim Absenken
die feste Schmierstoffzusammensetzung (z. B. das Scheibchen) berührte, welche
flach auf eine 7 cm (2¾ Zoll)
große
becherähnliche
Probenhalteplatte aus Aluminium gelegt wurde, die am Ende der Welle
eines Motors (Modell Dayton 6K255C, ¾ PS, 3450 U/Min., 115 Volt,
10,8 Ampere, 60 Hz, einphasig, Welle mit 1,6 cm (5/8 Zoll) Durchmesser;
Dayton Electric Manufacturing Company, Chicago, Illinois) befestigt
war. Ein 53,3 cm (21 Zoll) Drehmomentschlüssel (TEC 250, Snap-On Tools
Corporation, Kenosha, Wisconsin) wird mittels einer Schraube an
der 19 cm (7½ Zoll)
Spannstange befestigt, um die Newton-Meter (Nm) (Fuß pro Pfund
(ft-lbs)) der Kraft zu messen, die durch eine Hand auf eine auf
supersaugfähigem
Polymer basierende Schmierstoffzusammensetzung einwirkt. Die maximale
Kraft in Meter-Kilogramm (Fuß-Pfund),
die von Hand an eine auf supersaugfähigem Polymer basierende Schmierstoffzusammensetzung
angelegt werden kann, beträgt
367,4 N-m (27 ft-lbs) (dies entspricht einer Anzeige am Drehmomentenschlüssel von
271,2 N-m (200 ft-lb), was einem berechneten Wert von 367,4 N-m
(271 ft-lbs) basierend auf der Länge
der Spannstange und des Drehmomentschlüssels entspricht).
-
Kurze, periodische und Langzeit Stresstests
(Tabelle 1) werden in einem offenen System durchgeführt, um
die vergleichbare Wirksamkeit der ausgewählten, auf supersaugfähigem Polymer
basierenden Schmierstoffzusammensetzungen zur Verhinderung oder
Verringerung der nachteiligen Auswirkungen von Reibung zu bestimmen,
welche bei hohem Drehmoment und einer hohen Umdrehungszahl pro Minute
(d. h. hoher Temperatur und hoher Scherkraft bei einer Kraft von
367,4 N-m (271 ft-lbs) und 3450 Umdrehungen pro Minute) für unterschiedliche
Zeitperioden oder Intervalle erzeugt wird. Die beobachteten Auswirkungen
der durch die Testvorrichtung auf eine feste Schmierstoffzusammensetzung
oder Matrix angelegten Belastungen wurden für jede Testserie separat aufgezeichnet
(z. B. Sprödigkeit,
Elastizität,
Temperatureffekte, Potential der kontrollierten Freigabe). Die Tests
wurden so angelegt, dass mit ihrer Hilfe die kontrollierte Freigabe
und Wirksamkeit der festen, auf supersaugfähigem Polymer basierenden Schmierstoffzusammensetzungen
sowie die Zugfestigkeit und Integrität der auf supersaugfähigem Polymer
basierenden Matrizen nach den verschiedenen Perioden und Ebenen
der durch Reibung erzeugten Kompression und Dekompression sowie
der Scherkraft überprüft werden
konnte.
-
Es wurde eine Serie von kurzzeitigen
Tests durchgeführt,
um zu bestimmen, ob durch eine Kraft von 367,4 N-m (271 ft-lbs),
welche mit der Druckscheibe oder Druckplatte der Spannstange auf
ausgewählte
feste, auf supersaugfähigem
Polymer basierende Schmierstoffzusammensetzungen mit kontrollierter
Zuführ,
welche sich in einem Probenhaltebecher, der sich mit 3450 U/Min.
dreht, angelegt wird, ausreichend viel Schmierstoff von der komprimierten
Matrix freigesetzt oder abgelagert wird, um zu verhindern, dass
sich die Motorwelle bzw. der Probenbecher dreht. Die Dauer eines
jeden Tests beträgt
ca. 5 Sekunden. Mehrere feste, auf supersaugfähigem Polymer basierende Zusammensetzungen
(z. B. Scheibchen), welche 367,4 N-m (271 ft-lbs) erreichten, ohne
zu zerfasern oder zu zerreißen,
wurden in einer aufeinander folgenden Serie von periodischen, 5 Sekunden
dauernden Start-/Stopp-Tests erneut mit 367,4 N-m (271 ft-lbs) bis
zu höchstens
15 Mal getestet, um zu bestimmen, ob eine ausreichende Menge an
Schmierstoff(en) von einer einheitlichen, auf supersaugfähigem Polymer
basierenden Matrix freigesetzt oder abgegeben wird, welche mehrmals
kurzfristigen, hohen Belastungen durch hohe Kompression, Reibung
und Dekompression ausgesetzt wurde. Ein Test wurde beendet, wenn
der Motor gestoppt wurde, bevor eine Kraft von 367,4 N-m (271 ft-lbs)
erreicht wurde, und es wurde die Anzahl der effektiven Schmierperioden
mit 367,4 N-m (271 ft-lbs) aufgezeichnet. Es sollte darauf hingewiesen
werden, dass der Probenbehälter
und die Druckplatte zwischen jedem einzelnen Test einer Testserie
gereinigt wurden. Es wurde auch eine dritte Serie von langzeitigen
Belastungstests mit einer Kraft von ca. 367,4 oder 183 N-m (271
oder 135 ft-lbs) (d. h. eine Anzeige von 135,6 N-m (100 ft-lbs)
am Drehmomentschlüssel entspricht
einem berechneten Wert von 184,4 N-m (136 ft-lbs) basierend auf
der Länge
der Spannstange und des Drehmomentschlüssels) durchgeführt. In
dieser Serie wurde eine Kraft von 184,4 bzw. 367,4 N-m (136 oder
271 ft-lbs) bei 3450 U/Min. kontinuierlich an mehreren agglomerierten,
auf supersaugfähigem
Polymer basierenden Schmiermittelzusammensetzungen (z. B. Scheibchen
oder Körnchen)
für eine
Dauer von 15 Minuten angelegt, um die Wirksamkeit und strukturelle
Integrität
der festen Zusammensetzungen zu bestimmen. Die Tests wurden nach
15 Minuten beendet, beziehungsweise dann, wenn der Motor vor Vollendung
der 15 Minuten dauernden Testperiode gestoppt wurde, und die Dauer
der Wirksamkeit und der Zustand der Matrix wurden aufgezeichnet.
-
Die Tests wurden in einem Raum mit
einer relativen Luftfeuchtigkeit von ca. 68–79% und einer Temperatur von
21–23°C durchgeführt. Die
auf supersaugfähigem
Polymer basierenden Schmierstoffzusammensetzungen wurden vor der
Durchführung
der Tests in diesem Raum in doppelwandigen, mit Reißverschluss verschlossenen
Beuteln gelagert.
-
Im allgemeinen weisen die Labortestergebnisse
(Tabelle 1) darauf hin, dass supersaugfähige Polymere mit einem oder
mehreren herkömmlichen
festen und/oder flüssigen
Schmierstoffen formuliert und zu festen Matrizen, wie zum Beispiel
Scheibchen, agglomeriert werden können, um unter erhöhten Belastungsbedingungen
eine längere
Schmierung zu ermöglichen.
Es hat sich gezeigt, dass die Herstellungsverfahren, wie zum Beispiel
das Mischen und Agglomerieren, von großer Bedeutung sind für die Eigenschaften
der kontrollierten Freigabe der auf supersaugfähigem Polymer basierenden Matrizen
und für
eine längere
Schmierleistung. Art, Anzahl und Konzentration der supersaugfähigen Polymere,
Schmierstoffe, Schmierstoffzusätze
sowie die Reihenfolge der Beimischung der Komponenten und die Verdichtungsstärke haben
einen direkten Einfluss auf die Eigenschaften der kontrollierten
Freigabe der formulierten, auf supersaugfähigem Polymer basierenden Matrizen.
-
BEISPIEL 5
-
Die im Beispiel 3 beschriebene vergleichende
reibungsreduzierende Wirkung mehrerer auf supersaugfähigem Polymer
basierender Schmierstoffzusammensetzungen mit variabler Viskosität wird in
einer Reihe von Labortests überprüft, bei
denen ein Schmierstoffprüfgerät und Verfahren
verwendet werden, welche ausgehend von den ASTM-Prüfnormen
modifiziert wurden, wie zum Beispiel D2714 (ASTM Handbuch, Band 18,
Friction, Lubrication and Wear Technology, ASTM International, 1992,
Seite 942ff). Zusammensetzungen, die nicht auf supersaugfähigem Polymer
basieren, und die aus einem oder mehreren Schmierstoffen sowie beliebigen
Schmiermittelzusätzen
zusammengesetzt sind, werden als Standardsubstanzen verwendet. Eine Kontrolle
bestand aus einem Test, bei dem kein supersaugfähiges Polymer oder keine Schmierstoffe
verwendet wurden, das heißt
aus einem Metall-an-Metall-Kontakt.
-
Im allgemeinen bestand eine 76,2 × 45,7 × 61 cm
(24 × 30 × 18 Zoll)
große
Vorrichtung aus einem 19 cm (7½ Zoll)
Spannarm oder einer Spannstange aus Stahl mit einer halbkreisförmigen,
2,54 cm (1 Zoll) breiten × 1,27
cm (1/2 Zoll) tiefen Aufprall- bzw. Druckkerbe im Boden der Stange,
welche beim Absenken den 2,54 cm (1 Zoll) großen Probenhaltekragen berührte, der
eine im Durchmesser 1,6 cm (5/8 Zoll) große Welle eines Motors berührte (Modell
Dayton 6K255C, ¾ PS,
3450 U/Min., 115 Volt, 10,8 Ampere, 60 Hz, einphasig, Welle mit
1,6 cm (5/8 Zoll) Durchmesser; Dayton Electric Manufacturing Company,
Chicago, Illinois). Ein 53,3 cm (21 Zoll) Drehmomentschlüssel (TEC
250, Snap-On Tools
Corporation, Kenosha, Wisconsin) wird mittels einer Schraube an
der 19 cm (7½ Zoll)
Spannstange befestigt, um die Newton-Meter (N-m) (Fuß pro Pfund
(ft-lbs)) der Kraft zu messen, die durch Hand auf eine auf supersaugfähigem Polymer
basierende Schmierstoffzusammensetzung einwirkt. Die maximale Kraft
in Newton-Meter (Fuß-Pfund),
die von Hand an eine auf supersaugfähigem Polymer basierende Schmierstoffzusammensetzung
angelegt werden kann, beträgt
367,4 N-m (271 ft-lbs) (dies entspricht einer Anzeige am Drehmomentenschlüssel von
371,2 N-m (200 ft-lb), was einem berechneten Wert von 367,4 N-m
(271 ft-lbs) basierend auf der Länge
der Spannstange und des Drehmomentschlüssels entspricht).
-
Es wurde eine Serie von Kurzzeit-Stresstests
(Tabelle 2) in einem offenen System durchgeführt, um die vergleichbare Wirksamkeit
der ausgewählten,
auf supersaugfähigem
Polymer basierenden Schmierstoffzusammensetzungen zur Verhinderung
oder Verringerung der nachteiligen Auswirkungen von Reibung zu bestimmen,
welche bei hohem Drehmoment und einer hohen Umdrehungszahl pro Minute
erzeugt werden (z. B. die Schmierungswirksamkeit bei 367.4 N-m (271
ft-lbs) Kraft und 3450 Umdrehungen pro Minute). Die Tests wurden
entsprechend ausgelegt, um die Wirksamkeit der auf Wasser und supersaugfähigem Polymer
basierenden Schmierstoffzusammensetzungen mit variabler Viskosität nach einer
kurze Periode mit hohem Druck (d. h. 367,4 N-m (271 ft-lbs)) und
hoher Reibung (d. h. bei 3450 U/Min.) überprüfen zu können.
-
Die Tests wurden durchgeführt, um
zu bestimmen, ob eine Kraft von 367,4 N-m (271 ft-lbs) auf 0,15
g auf Wasser und supersaugfähigem
Polymer basierende Schmierstoffzusammensetzungen angelegt werden kann,
welche auf dem Motorwellenkragen liegen, der sich mit 3450 U/Min.
dreht, ohne dass der Motor gestoppt wird. Die Dauer eines jeden
Tests beträgt
ca. 5 Sekunden. Ein Test mit einer Formulierung wurde beendet, wenn
der Motor gestoppt wurde, bevor eine Kraft von 367,4 N-m (271 ft-lbs)
erreicht wurde, und die erzielten Newton-Meter (ft-lbs) wurden aufgezeichnet.
-
Die Tests wurden in einem Raum mit
einer relativen Luftfeuchtigkeit von ca. 68–79% und einer Temperatur von
21–23°C durchgeführt. Die
auf Wasser und supersaugfähigem
Polymer basierenden Schmierstoffzusammensetzungen wurden vor der
Durchführung
der Tests in diesem Raum in doppelwandigen, mit Reißverschluss
verschlossenen Beuteln gelagert.
-
Im allgemeinen zeigen die Ergebnisse
der Labortests (Tabelle 2), dass supersaugfähige Polymere mit Wasser und
einem oder mehreren Schmierstoffen in einer Vielzahl von Hydrogelzusammensetzungen
mit variabler Viskosität
formuliert werden können,
welche auf wirkungsvolle Weise das offene Testsystem in kurzzeitigen Überprüfungen schmieren.
Bei Tests, bei denen Standardformulierungen, wie zum Beispiel ROYCO® 482 Öl, MARVEL® Mystery
Oil, Kohlenstoff und Graphit, Graphit, Kohlenstoff, Wasser und Kohlenstoff,
Graphit und Wasser verwendet wurden, wurde der Motor gestoppt, bevor
ein Drehmoment von 367,4 N-m (271 ft-lbs) erreicht werden konnte
(d. h. 109,8–313,2
N-m (81–231
ft-lbs). Es hat sich gezeigt, dass eine Metall-an-Metall-Kontrolle
den Motor bereits bei einem Drehmoment von 46,1 N-m (34 ft-lbs)
stoppt.
-
-
-
-
-
-