CN110191663B - 用于制刷机的簇绒拣选器 - Google Patents
用于制刷机的簇绒拣选器 Download PDFInfo
- Publication number
- CN110191663B CN110191663B CN201880008275.6A CN201880008275A CN110191663B CN 110191663 B CN110191663 B CN 110191663B CN 201880008275 A CN201880008275 A CN 201880008275A CN 110191663 B CN110191663 B CN 110191663B
- Authority
- CN
- China
- Prior art keywords
- picker
- tuft
- filaments
- eye
- hook
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D1/00—Bristles; Selection of materials for bristles
- A46D1/08—Preparing uniform tufts of bristles
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D3/00—Preparing, i.e. Manufacturing brush bodies
- A46D3/08—Parts of brush-making machines
- A46D3/082—Magazines for bristles; Feeding bristles to magazines; Knot picking
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D1/00—Bristles; Selection of materials for bristles
- A46D1/02—Bristles details
- A46D1/0238—Bristles with non-round cross-section
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D1/00—Bristles; Selection of materials for bristles
- A46D1/02—Bristles details
- A46D1/0284—Bristles having rounded ends
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Brushes (AREA)
Abstract
本发明描述了一种用于刷子,具体地牙刷的自动化生产的制刷机的簇绒拣选器,所述簇绒拣选器适于从长丝容器中移除长丝。如本文所述的簇绒拣选器包括由覆盖工具间隔的两部分。所述两部分各自包括至少一个拣选器眼,所述拣选器眼用于从所述长丝容器中移走预定义数量的松散长丝。这些拣选器眼包括开口,在一个工作行程期间,所述开口可通过将所述覆盖工具从第一位置移动到第二位置而打开和闭合。
Description
技术领域
本发明提供了一种用于刷子,具体地牙刷的自动化生产的制刷机的簇绒拣选器。簇绒拣选器适于从提供多根松散长丝的长丝容器中移除长丝。如本文所公开的簇绒拣选器包括由覆盖工具间隔的两部分。此外,簇绒拣选器包括至少一个拣选器眼,该拣选器眼用于从长丝容器中移走预定义数量的松散长丝。拣选器眼包括开口,该开口可通过将覆盖工具从第一位置移动到第二位置而打开和闭合。在簇绒拣选器的一个工作行程期间,将包括所述至少一个拣选器眼的簇绒拣选器的工作表面沿松散长丝转移两次,其中拣选器眼的开口在第一次通过期间打开并且在簇绒拣选器的反向运动期间闭合。从而,定位于拣选器眼中的长丝被牢固地储存在拣选器眼的空间中并被覆盖上以抵抗机械磨损和耗损。
背景技术
现代牙刷的刷毛区包括多根长丝簇绒。长丝簇绒包括预定义数量的单丝,这些单丝彼此布置有平行长轴。在制造牙刷期间,这些长丝簇绒与长丝贮存器(也被称为长丝容器)分离,长丝贮存器包括松散地布置有平行长轴的多根长丝。长丝容器的一侧是敞开的或包括开口,使得长丝可连续地转移至所述开口上。在开口处,长丝可被簇绒拣选器取出。所述簇绒拣选器包括至少一个拣选器眼,该拣选器眼的尺寸与要生产的长丝簇绒的尺寸相同。现有技术中已知不同的簇绒拣选器,例如,包括不同尺寸(US 7,635,169B2)或形状(US2013/0038115 A1)的拣选器眼的装置。虽然这些装置在牙刷制造技术中用作标准,但长丝经受磨损、张力和机械应力。如果使用在整个长度上不包括大致均质表面和直径或者比标准长丝显著更薄的非标准长丝,则包括对长丝造成损伤的这些问题将显著増加。
牙刷开发的重点在于清洁性能,因此需要一直寻找与标准圆形长丝相比具有不同清洁特性的新型长丝。如今,不规则长丝,具体地沿其长度轴线包括凹陷、凹部等的长丝开始流行,因为这些长丝在清洁性能期间移走所去除的灰尘和补液。所述新型长丝的突出示例为X形长丝。不规则长丝的另一个示例为锥形长丝,其端部变得显著更薄,以便提供与使用牙线相当的清洁性能。由于相同的原因,也可使用超薄长丝。
遗憾的是,用现有制造装置不能适当加工不规则长丝或超薄长丝,具体地讲拣选过程对于这些长丝不能正常工作。这些问题尤其是长丝的拼接、拣选不同数量的长丝直至拣选不出长丝了和/或在拣选它们之后松开所拣选的长丝,使得不能在此时适当地形成非标准长丝的长丝簇绒。具体地,长丝的拼接导致最终牙刷出现问题,因为尖锐边缘可能会伤害牙刷使用者的牙龈。
因此,需要一种新型簇绒拣选器,该簇绒拣选器适于拣选非标准长丝并降低对在拣选过程中使用的标准长丝和装置的机械应力。因此,本申请的目的是提供如下新型簇绒拣选器:在关于长丝数量的高操作可靠性和不进行任何拼接的情况下拣选非标准长丝,诸如X形长丝、锥形长丝或超薄长丝。
发明内容
根据一个方面,提供了一种簇绒拣选器,包括
间隔一定距离的第一部分和第二部分,其中第一部分和第二部分各自包括工作表面,两个工作表面各自包括在工作表面中具有开口的至少一个拣选器眼,其中第一部分的开口和第二部分的开口定位于工作表面上的相同位置处并且间隔一定距离,从而形成拣选器眼体积,该拣选器眼体积包括来自第一部分的拣选器眼和来自第二部分的拣选器眼以及其间的空隙;并且
包括定位在第一部分和第二部分之间的覆盖工具,其中覆盖工具包括通过垫片连接到主体的钩,其中该钩包括第一表面和第二表面,其中第一表面的形式对应于开口处的工作表面,并且
其中覆盖工具能够相对于拣选器眼体积从第一位置移动到第二位置,其中该钩定位于覆盖工具的第一位置中的拣选器眼体积的外部,并且定位于覆盖工具的第二位置中,使得其限制在工作表面的公共成型线上空隙处的拣选器眼体积。
根据另一方面,提供了一种包括如本文所公开的簇绒拣选器的制刷机。
根据另一方面,提供了一种优选地使用如本文所公开的簇绒拣选器提供长丝簇绒的方法,该长丝簇绒包括预定义数量的用于制造刷子,具体地牙刷的长丝,该方法包括:
- 在长丝容器中提供长丝,其中该长丝抵靠长丝容器和长丝容器的开口侧连续地转移;
- 沿着长丝容器的开口侧使至少一个拣选器眼体积通过以便让长丝从容器转移到拣选器眼体积中,该拣选器眼体积包括间隔一定距离的至少两个拣选器眼和介于所述至少两个拣选器眼之间的空隙;
- 通过将覆盖工具的钩滑动到拣选器眼体积中来从所述至少两个拣选器眼的开口中移除长丝,使得钩限制在拣选器眼开口的公共成型线上的所述至少两个拣选器眼之间的空隙处的拣选器眼体积;以及
- 将定位于闭合拣选器眼体积中的长丝转移至移除装置,该移除装置从拣选器眼体积中移除长丝。
该方法优选地通过使用如本文所公开的簇绒拣选器来进行。
如本文所公开的方法尤其适用于非标准长丝。因此,根据另一方面,提供了一种刷子,具体地牙刷,该刷子包括至少一根)长丝簇绒,该长丝簇绒包括至少一根非标准长丝。
附图说明
不仅通过权利要求而且也通过以下说明和附图,这些和其它特征将变得显而易见;下文借助于所述说明和附图来阐释示例性实施方案。
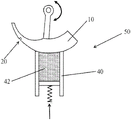
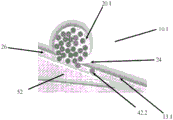
图1展示了用于制刷机的簇绒拣选装置50的示意图,该簇绒拣选装置包括具有拣选器眼20的簇绒拣选器10;
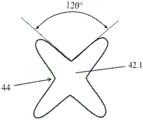
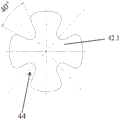
图2A、图2B展示了两种不同的长丝类型42.1的剖视图,这两种不同的长丝类型在它们的圆周(X形)和不同的夹角中包括四个凹部44;
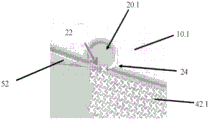
图3A展示了通过尖锐突出部24拼接X形长丝42.1的常规拣选器眼20的示意图;
图3B展示了在常规簇绒拣选器10.1和对应物52之间夹紧超薄长丝42.2的常规拣选器眼20.1的示意图;
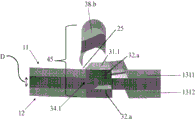
图4展示了安装在簇绒拣选器的第一部分11和第二部分12之间的覆盖工具30的示意性和详细视图;
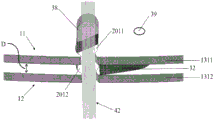
图5A展示了包括第一部分11、第二部分12和布置在介于两部分11、12之间的距离内的覆盖工具30的打开拣选器眼体积45的示意图,其中覆盖工具30被布置在其第一位置中;
图5B展示了图5A所示实施方案的示意图,其中长丝42定位于拣选器眼体积45中;
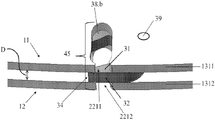
图5C展示了图5A所示实施方案的示意图,其中覆盖工具30相对于第一部分11和第二部分12定位于其第二位置中;
图6A-6D展示了图5所示实施方案在从其第一位置运动到其第二位置期间的示意图,其中第一部分11未示出并且覆盖工具30被示出为半透明的;
图7A-7C展示了图5A所示实施方案在包括附加顶出位置的覆盖工具30的运动期间的示意图;
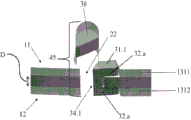
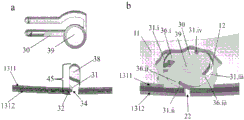
图8A、8B展示了处于其第一位置(图8A)和其第二位置(图8B)的覆盖工具30的钩31.1的第二实施方案的示意图;
图8Ca、8Cb展示了包括四个钩31i-iv和垫片36i-iv的圆形覆盖工具30的实施方案的示意图,其中每个钩31和垫片36具有不同的尺寸,从而形成不同的拣选器眼体积45;
图8D展示了包括第一部分11、第二部分12和第三部分14的簇绒拣选器10的另一个实施方案的示意图,其中一个覆盖工具被布置在第一部分11和第三部分14以及第三部分14和第二部分12之间;
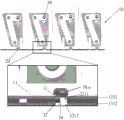
图9展示了包括若干拣选器眼20的直线簇绒拣选器10的示意图,这些拣选器眼被彼此相邻布置在直工作表面1311、1312中;并且
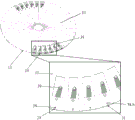
图10展示了包括若干拣选器眼20的圆形簇绒拣选器10的示意图,这些拣选器眼被彼此相邻布置在圆形工作表面1311、1312中。
具体实施方式
以下是对簇绒拣选器的多个版本的描述,该簇绒拣选器包括适于提供标准和非标准长丝,诸如成型长丝,具体地用于刷子生产,具体地用于牙刷生产的X形长丝、锥形长丝或超薄长丝的簇绒拣选器。该描述进一步公开了一种使用所述簇绒拣选器的方法,该方法可用于生产(牙齿)刷子和所生产的牙刷本身。本说明应被视为仅是示例性说明,并且未描述每一个可能的实施方案,由于描述每一个可能的实施方案即便是可能的话也是不切实际的,并且应当理解,本文所述的任何特征、特性、结构、部件、步骤或方法论可被整体或部分地删除、与本文所述的任何其它特征、特性、结构、部件、产品步骤或方法论合并或由其取代。此外,单个特征或特征的(子)组合可具有发明性质,而与权利要求书、本说明书的相应部分或附图所提供的特征组合无关。
本文所用的单位“cm”是指厘米。本文所用的单位“mm”是指毫米。本文所用的单位“µm”或“微米”是指微米。本文所用的“mil”是指千分之一英寸。
如本文所使用,单词“约”指+/- 10%。
如本文所使用,单词“包括”及其变体旨在是非限制性的,使得列表中条目的叙述不排除其它也可能在本发明的材料、装置和方法中有用的类似条目。该术语包括“由...组成”和“基本上由...组成”。
如本文所用,单词“包括/包含”及其变体旨在是非限制性的,使得列表中条目的叙述不排除其它也可能在本发明的材料、装置、和方法中有用的类似条目。
如本文所使用,单词“优选的”、“优选地”和它们的变体诸如“尤其是”和“具体地”是指在特定环境下能够提供特定有益效果的本发明的实施方案。然而,其它的实施方案在相同或其它环境下也可为优选的。此外,一个或多个优选的实施方案的表述并不表示其它实施方案是不可用的,并且不旨在从本发明的范围中排除其它实施方案。
本发明提供了一种用于制刷机的簇绒拣选器。簇绒拣选器能够从长丝容器中拣选预定义数量的长丝,该长丝容器在相互平行的条件下提供松散长丝的供应源。松散长丝的圆周可基本上为圆形,或者该圆周可包括至少一个凹部或可沿长丝的长度轴线改变。如本文所理解的“长丝容器”应包括适于平行储存松散长丝的任何几何形状的容器。多根长丝沿着它们的长轴布置在长丝容器中。这意味着每个长丝元件的长轴平行于相邻长丝布置。长丝容器具有一个开口侧或在一个侧壁中存在开口。在该开口处,长丝暴露于环境,具体是暴露于如本文所公开的簇绒拣选器并且可通过所述簇绒拣选器从长丝容器中移除。与长丝容器的开口相对,可布置柱塞等,该柱塞将松散长丝连续地压向长丝容器的打开侧。
簇绒可以为例如由塑性材料制成的单丝。适用于长丝的合适塑性材料可以为聚酰胺(PA),具体地为尼龙、聚对苯二甲酸丁二酯(PBT)、聚对苯二甲酸乙二酯(PET)或它们的混合物。此外,长丝材料可包含添加剂,诸如磨料、着色颜料、香料等。例如,可添加研磨剂如高岭土和/或在外表面处着色长丝以便实现指示材料。在使用期间,材料外部上的着色慢慢消退来指示长丝被磨损的程度。用于簇绒长丝的合适的添加剂例如为紫外荧光(UV)增白剂、信号物质,诸如指示器着色颜料和/或研磨剂。长丝的直径可在约0.1mm至约0.5mm的范围内,具体地在约0.15mm至约0.4mm的范围内,更具体地在约0.18mm至约0.35mm的范围内,或在任何较窄并且落在上述较宽数值范围内的其他数值范围内,就像这些较窄数值范围均在本文明确表述一样。
此外,对于具有如上给出直径的标准长丝,在牙刷中使用超薄长丝。与标准长丝相比,超薄长丝具有更小的直径,并且在正常刷洗期间可起到类似牙线的作用。超薄长丝的直径可在约0.05mm至约0.15mm的范围内,具体地在约0.07mm至约0.13mm的范围内,更具体地在约0.09mm至约0.11mm的范围内,或在任何较窄并且落在上述较宽数值范围内的其他数值范围内,就像这些较窄数值范围均在本文明确表述一样。长丝直径的生产容差为10%。
除了具有基本上恒定直径的长丝之外,还可使用直径朝向端部减小的长丝。这些类型的锥形长丝是基于端部是化学渐缩的标准直径长丝的。合适的锥形长丝由例如韩国的BBC公司提供。
此外,长丝可用于包括不规则直径(即,包括至少一个凹部)的牙刷。如本文中所理解的,在长丝圆周、直径和/或体积中的“凹部”应意味着修改长丝体积的任何凹陷、腔体、狭槽或其它几何凹部。在其圆周上具有至少一个凹部的长丝可具有沿着长丝的圆周的一个或多个凹部。具有至少一个凹部的长丝的合适示例为X形长丝。X形长丝具有四个凹部和两条反射对称线,每条反射对称线穿过彼此相对的两个凹部。此外,所有四个凹部可能是相同的。X形长丝的夹角可在约40°至约160°的范围内。
长丝的长度取决于预期用途。通常,长丝可具有用于运输的任何合适的长度,诸如约1300mm,然后切割成期望长度的段。牙刷中的长丝的长度影响弯曲长丝所需的弯曲力。因此,长丝的长度可用于实现簇绒图案中长丝的不同刚度。用于刷子、具体是牙刷的长丝的典型长度可在约5mm至约18mm的范围内,具体地在约6mm至约15mm的范围内,更具体地在约7mm至约13mm的范围内,或在任何较窄并且落在上述较宽数值范围内的其它数值范围内,就像这些较窄数值范围均在本文明确表述一样。待用如本文所公开的簇绒拣选器拣选的长丝可通过锚定线安装到刷子上。与通过无锚技术安装至刷子的长丝相比,这些长丝通常具有加倍的长度。此外,长丝可长于所得刷头中的最终长丝长度,使得在拣选他们之后长丝可被切割成不同的特定最终长度。待拣选的长丝的长度可比最终长丝的长度长的量在约0.5mm至约5mm的范围内,具体地在约1mm至约4mm的范围内,更具体地在约1.5mm至约3mm的范围内,或在任何较窄并且落在上述较宽数值范围内的其他数值范围内,就像这些较窄数值范围均在本文明确表述一样。具体地,如果刷子是通过锚固技术制造的,则首先将所有长丝簇绒安装到刷头中,然后将长丝切割成它们的最终长度。在切割之后,切割端为倒圆形以移除可能伤害刷子使用者的牙龈的尖锐端。倒圆的过程包括几个连续的抛光步骤,优选地使用降低的研磨性。如果使用锥形长丝或超薄长丝,则标准长丝被切割成一定长度并且在锥形或超薄长丝可被安装至刷子上之前首先为倒圆形,以便不改变锥形长丝或超薄长丝的端部。另选地,锥形或超薄长丝可在标准长丝的切割和倒圆期间弯曲。
将刷头,尤其牙刷头中的长丝分组成长丝簇绒。形成一根长丝簇绒的合适数量的长丝可在例如约10根至约80根的范围内,或在约15根至约60根的范围内,或在约20根至约50根的范围内,或在任何较窄并且落在上述较宽数值范围内的其它数值范围内,就像这些较窄数值范围在本文明确表述一样。应形成一根长丝簇绒的预定义数量的长丝机械地(即通过拣选过程),具体地通过如本文所公开的拣选过程与长丝容器分离。如本文所理解的“拣选”应意味着将长丝垂直于它们的长度轴从长丝容器沿如本文所公开的簇绒拣选器的方向连续推动,其中簇绒拣选器包括能够接受预定义数量的长丝的至少一个拣选器眼。然后将所拣选数量的长丝(被称为长丝簇绒)转移至制刷机并且将长丝安装至刷头中。
如本文所公开的“簇绒拣选器”包括间隔一定距离的具有相等形状的至少两部分。该两部分各自包括工作表面,该工作表面包括至少一个拣选器眼。所述至少一个拣选器眼是沿着工作表面的凹部,因此包括深度、沿着深度的宽度以及工作表面中/工作表面处的开口。簇绒拣选器的第一部分和第二部分彼此被布置成使得工作表面定位于公共成型线上,并且所述至少一个拣选器眼被布置在工作表面处的相同位置处。从而,形成了拣选器眼体积,该拣选器眼体积包括在簇绒拣选器的第一部分或上面部分中的拣选器眼、在簇绒拣选器的第二部分或下面部分中的拣选器眼以及它们之间的空隙。此外,簇绒拣选器可包括定位于簇绒拣选器的第一上面部分和第二下面部分之间的一个或多个附加部分。夹置在第一上面部分和第二下面部分之间的附加部分均包括定位于距彼此相同位置处的相同拣选器眼。如果在第一上面部分和第二下面部分之间布置了附加部分,则空隙可増大,而不面临长丝在拣选器眼体积内部弯曲或断裂的风险。附加部分的数量不受限制,并且根据拣选器眼体积的尺寸来选择。在拣选过程中,拣选器眼体积可填充有长丝,其中长丝的一端将从簇绒拣选器的第一部分中的拣选器眼中突出,并且另一长丝端将从簇绒拣选器的第二部分中的拣选器眼中突出。
簇绒拣选器的第一部分和第二部分之间的距离是恒定的,并且覆盖工具定位于所述间隙中。如果簇绒拣选器的一个或多个附加部分定位于簇绒拣选器的第一上面部分和第二下面部分之间,则存在多于一个空隙,覆盖工具可定位于该空隙中。每个覆盖工具均包括通过垫片连接至主体的钩。覆盖工具的钩包括第一表面和第二表面,其中第一表面的形式对应于在拣选器眼的开口处的工作表面的形式。此外,覆盖工具的主体可移动地布置在第一和第二部分以及簇绒拣选器的任选地任何附加部分之间,具体地覆盖工具可相对于拣选器眼移动。在覆盖工具的第一位置中,钩定位于由两个或更多个拣选器眼和空隙形成的拣选器眼体积的外部。在第二位置中,覆盖工具定位成使得钩限制在工作表面的成型线上的拣选器眼体积的空隙。这意味着在簇绒拣选器的第一部分和第二部分中的拣选器眼仍然是打开的,虽然拣选器眼体积在工作表面的成型线上(即相对于簇绒拣选器的外部)是闭合的。如果多于一个拣选器眼被布置在簇绒拣选器的每个工作表面处,则所述一个或多个覆盖工具也可被设计成连续地闭合所得的多于一个拣选器眼体积。
覆盖工具的主体可分别相对于拣选器眼和拣选器眼体积移动。此外,主体可部分地定位于覆盖工具的第一位置中的拣选器眼体积的内部,并且更少部分地或完全地定位于覆盖工具的第二位置中的拣选器眼体积的外部。这意味着覆盖工具的主体覆盖在覆盖工具的第一位置中的拣选器眼体积的一部分,使得在拣选过程中该部分不能填充有长丝。具体地,主体的该部分可覆盖拣选器眼体积的基部。在覆盖工具从其第一位置移动到其第二位置期间,主体将从拣选器眼体积移除,从而至少部分地释放之前被覆盖的空间。这意味着,定位于拣选器眼和拣选器眼体积内部的长丝可在覆盖工具从其第一位置移动到其第二位置期间更深地转移到拣选器眼和拣选器眼体积中。平行于主体移出拣选器眼和拣选器眼体积的移动,钩从拣选器眼的开口的成型线外部的其位置移动到工作表面中的开口的成型线中。从而,被覆盖工具的第一位置中的主体的该部分覆盖的体积与被覆盖工具的第二位置中的钩覆盖的体积相同或比其更小。因此,在覆盖工具的第一位置和第二位置两者中,可填充有长丝的拣选器眼体积的体积是相同的,或者拣选器眼体积的体积在覆盖工具的第二位置中更大。如果拣选器眼体积的体积在第二位置中更大,则增大体积使得长丝仍然牢固地保持在拣选器眼体积中,但稍微増大的体积简化了长丝在拣选器眼体积内部更深的传送。
覆盖工具的钩的轮廓适于将定位在拣选器眼体积内部的物体更深地转移到所述体积中。具体地,钩的第二表面适于将定位在拣选器眼体积内部的物体更深地转移到所述拣选器眼体积中,从而适于将定位在拣选器眼体积内部的物体转移到在簇绒拣选器的第一和第二部分的工作表面中的开口的成型线外部。例如,钩可为镰刀状的。除此之外或另选地,钩的端部可为圆形的,使得钩的端部不夹持或损坏所拣选的长丝。除此之外或另选地,钩的第二表面(其为定位于覆盖工具的第二位置中的拣选器眼体积内部的表面)可从钩的端部,优选地圆形端部斜切至钩的基部,该基部连接至覆盖工具的垫片。钩的宽度可从端部,优选地圆形端部至与垫片连接处的钩的基部増大。钩的合适宽度可在以下范围内:在端部处约0.01mm至约0.1mm至在垫片处约0.1mm至约5mm,优选地在端部处约0.01mm至约0.05mm至在垫片处0.2mm至1mm,或在任何较窄并且落在上述较宽数值范围内的其他数值范围内,就像这些较窄数值范围均在本文明确表述一样。
除此之外或另选地,拣选器眼可主要具有任何几何形式,只要簇绒拣选器的第一部分中的拣选器眼和簇绒拣选器的第二部分中的对应拣选器眼是相同的。拣选器眼的形式可有助于捕获要在拣选器眼内部拣选的长丝。拣选器眼的内表面可为规则的或不规则的。拣选器眼的不规则内表面可为优选的,因为可减少拣选器眼中长丝的任何移动,从而使得所拣选的长丝更容易存储在拣选器眼内部。拣选器眼的合适形式为例如圆形、椭圆形,或它们的组合。具体地,拣选器眼可为椭圆形,其中拣选器眼的深度大于拣选器眼的宽度。所述长方形还可有助于拣选具有至少一个凹部的长丝,以在簇绒拣选器的移动期间将长丝保持在拣选器眼中。例如,拣选器眼可为椭圆形,包括在约0.5mm至约5mm范围内的深度和在约0.1mm至约3mm范围内的宽度,优选地在约1mm至约4mm范围内的深度和在约0.5mm至约1.5mm范围内的宽度,或在任何较窄并且落在上述较宽数值范围内的其他数值范围内的深度和宽度,就像这些较窄数值范围均在本文明确表述一样。另选地,拣选器眼可为椭圆形,其中拣选器眼的宽度大于拣选器眼的深度。例如,拣选器眼可为椭圆形,包括在约1mm至约8mm范围内的宽度和在约0.4mm至约4mm范围内的深度,优选地在约1.5mm至约5mm范围内的宽度和在约0.5mm至约3mm范围内的深度。所述类型的拣选器眼尤其可用于包括直的工作表面的簇绒拣选器。
此外或另选地,拣选器眼的宽度可沿着拣选器眼的深度变化。这意味着在拣选器眼的基部处的宽度可大于拣选器眼的开口的宽度。沿着拣选器眼深度的宽度的变化可有助于在簇绒拣选器的移动期间将长丝保持在拣选器眼中。此外或另选地,可在两个连续执行的工作行程或预定义数量执行的工作行程之间调整拣选器眼的深度。通过改变拣选器眼的深度,拣选器眼和拣选器眼体积的尺寸发生变化。拣选器眼和拣选器眼体积的尺寸对应于在拣选之后形成一根长丝簇绒的所拣选的预定义数量的长丝。这意味着,如果分别改变拣选器眼和拣选器眼体积的尺寸,则可用一个簇绒拣选器拣选不同的长丝簇绒。
相比于拣选器眼本身的宽度,拣选器眼的开口可通过两个突出部而减小。突出部的顶部可定位于簇绒拣选器的工作表面中,使得突出部的顶部可有助于将长丝与长丝容器分离并且可构建屏障以便保持已经在拣选器眼中拣选的长丝。合适的突出部将开口限制在约0.025mm至约0.35mm的范围内,优选地在约0.5mm至约0.3mm的范围内,更优选地在0.10mm至约0.25mm的范围内,或者任何较窄并且落在上述较宽数值范围内的其他数值范围,就像这些较窄数值范围在本文明确表述一样。这意味着拣选器眼的开口小于工作表面的成型线外部的拣选器眼的宽度,即宽度被突出部的尺寸减小。具体地,拣选器眼可优选地包括在开口的侧面处突起到开口中的一个突起部,其中钩的端部定位于覆盖工具的第二位置中,即当钩的端部闭合拣选器眼的开口时钩的端部定位于该位置中。如果拣选器眼在所述侧面处包括突起部,则钩的端部可对应于所述至少一个突起部的形式,以便牢固且稳固地闭合拣选器眼的开口。具体地,钩的端部可包括所述至少一个突起部的负面和/或相反形式。具体地,突出部被设计成使得与长丝容器分离的长丝自动地转移到拣选器眼的体积中的更深处。
工作表面的轮廓适于在经过长丝容器的开口侧的工作行程期间可移动。如本文所理解的“工作行程”是簇绒拣选器的任何移动,该簇绒拣选器沿着长丝容器中的松散长丝经过拣选器眼的开口,其中长丝被转移到拣选器眼中,从而最终从长丝容器中移除。簇绒拣选器的工作表面的轮廓可为直的或圆形的。这意味着工作行程可为直线移动或圆形移动,这取决于簇绒拣选器的轮廓。圆形簇绒拣选器通常用于现有技术中,但直线簇绒拣选器也可适于与如本文所公开的拣选器眼和覆盖工具相组合。如果簇绒拣选器是圆弧,则圆弧优选地包括在约20mm至约200mm的范围内的曲率/直径,更优选地在约40mm至约100mm的范围内的曲率/直径,或在任何较窄并且落在上述较宽数值范围内的其它数值范围的曲率/直径,就像这些较窄数值范围在本文明确表述一样。
在其移动期间,簇绒拣选器可沿预定义的形式摆动。例如,直线簇绒拣选器沿着直线摆动,并且弯曲簇绒拣选器沿着圆弧的一部分摆动。从而,簇绒拣选器从起始位置摆动到反转点。在簇绒拣选器的移动期间,覆盖工具从其第一位置(即打开位置)转移到其第二位置(即闭合位置)。具体地,覆盖工具的移动比簇绒拣选器的移动更快,使得覆盖工具在簇绒拣选器到达反转点之前到达其第二位置。这意味着在簇绒拣选器到达其移动的反转点之前,拣选器眼的开口由覆盖工具的钩闭合。优选地,覆盖工具从其第一位置转移到接近到达反转点的其第二位置,因为簇绒拣选器的移动在接近反转点处是最小的。在簇绒拣选器移动返回其起始位置期间,覆盖工具可停留在其第二位置中,使得在所述移动期间拣选器眼的开口是闭合的。一旦簇绒拣选器在其移动返回期间经过松散长丝或已再次到达其起始位置,就可将覆盖工具移动返回其第一位置,从而再次打开拣选器眼的开口。可在簇绒拣选器的第一移动和/或第二移动之后从拣选器眼移除长丝。
另选地,簇绒拣选器的移动可以是单向的和连续的。例如,簇绒拣选器可连续地移动旋转。用于旋转运动的合适的簇绒拣选器为圆弧、圆形或部分圆形。这种旋转运动可与多于一个拣选器眼组合,以便増大簇绒拣选器的拣选功效。例如,具有不同尺寸的拣选器眼可被布置在一个簇绒拣选器处,使得可利用一个簇绒拣选器来拣选不同的长丝簇绒。除此之外或另选地,簇绒拣选器可包括分布在整个工作表面上的拣选器眼,或者拣选器眼可被分组。多于一个拣选器眼在簇绒拣选器上的布置可例如适于长丝加工工具。
具有直工作表面的直线簇绒拣选器也可与每簇绒拣选器多于一个拣选器眼组合,其中拣选器眼可彼此相同或不同。直线簇绒拣选器的直线移动通常是摆动运动,其中两个运动方向可表示工作行程,即可从长丝容器拣选长丝。如果簇绒拣选器在两个方向上拣选长丝,则拣选器眼将通过合适的长丝加工工具在长丝容器的两侧面处被清空。另选地,直线运动的仅一个方向可表示工作行程,并且拣选器眼可经过长丝容器,并且在反向方向上覆盖工具被闭合,其中拣选器眼仍然填充有长丝或已经被清空。
此外或另选地,本公开进一步提供了一种提供用于刷子制造生产,具体地用于牙刷制造生产的长丝簇绒的方法。所述长丝簇绒包含预定义数量的长丝。如本文所理解的“预定义数量的长丝”意味着由如本文所公开的簇绒拣选器的拣选器眼的尺寸设定的并且用于拣选装置中的数量。所述预定义数量在选定和拣选长丝的数量方面可在所设定数量之上或之下约25%的范围内变化。该方法包括使用优选地如本文所公开的至少一种簇绒拣选器,并且包括进一步将长丝与一定数量的松散纤维横向分离以形成长丝簇绒。要拣选的长丝包括标准长丝和非标准长丝,诸如超薄长丝或锥形长丝,或者长丝可包括凹部,诸如X形长丝。
该方法可包括在长丝容器中提供长丝,其中该长丝抵靠长丝容器的开口侧连续地转移。然后,至少一个拣选器眼体积的开口沿着长丝容器的所述开口侧经过,以便将长丝从容器转移到拣选器眼中。然后,通过将覆盖工具的钩滑动到所述开口中而将定位于拣选器眼体积的开口中的长丝从所述开口中移除。从而,长丝牢固且稳固地存储在拣选器眼体积内部,并且可容易地转移以便进一步加工。因此,该方法还包括将定位于闭合拣选器眼体积中的长丝转移至移除装置的步骤,该移除装置从拣选器眼体积中移除长丝以便进一步加工。通过将覆盖工具的钩滑出拣选器眼体积的开口,覆盖工具在其即将到达移除装置之前打开。与滑入和滑出拣选器眼体积的开口的钩平行,覆盖工具的主体的一部分滑出并滑入拣选器眼体积中。这意味着在钩的打开位置,覆盖工具的主体的一部分定位于拣选器眼体积的基部处,并且当钩滑动到其闭合位置时,所述部分从拣选器眼的体积中移除。如果钩滑动返回到其打开位置,则覆盖工具的主体的主要部分的一部分再次被移动到拣选器眼体积的基部中。由于被主体的该部分和被钩覆盖的体积是相同的,因此可填充有长丝的拣选器眼中的自由空间也是相同的,与覆盖工具的位置无关。因此,拣选的长丝或多或少地被连续夹持力夹持到拣选器眼中。另选地,被覆盖工具的主体的主要部分覆盖的体积大于被钩覆盖的体积,使得拣选器眼体积通过将覆盖工具从其第一位置移动到其第二位置而略微増大。略微増大的拣选器眼体积使得从拣选器眼的开口中移除长丝更容易。拣选器眼体积的増大将足够小,以将长丝牢牢地保持在拣选器眼体积中。
此外或另选地,本公开进一步提供了一种刷子,具体地牙刷,该刷子包括至少一根长丝簇绒,该长丝簇绒包括至少一根非标准长丝,例如其圆周包括至少一个凹部的长丝,诸如X形长丝或锥形的长丝或超薄长丝。所述刷子使用如本文所公开的方法和/或簇绒拣选器来制造。优选地,所生产的刷子和/或牙刷包括具有X形长丝的至少一根长丝簇绒。
以下将给出几个示例性实施方案的详细描述。应当注意的是,本公开中所述的所有特征,无论它们公开于前面描述的比较普遍的实施方案中还是公开于下面描述的装置的示例性实施方案中,甚至它们可描述于具体实施方案的上下文中,当然是指公开为可与所有其它所公开的特征组合的各个特征,只要这将不与本公开的宗旨和范围相矛盾。具体地,对于装置或其一部分中的任一个所公开的所有特征还可与该装置的其他部分或其一部分(如果适用的话)组合和/或被施加至该装置的其他部分或其一部分。
图1展示了用于将长丝簇绒固定至刷子中,具体地固定至牙刷中的制刷机的簇绒拣选装置50的示意图。簇绒拣选装置50至少包括簇绒拣选器10和长丝容器40。没有展示可能属于簇绒拣选装置50的其它部件以便于图1。长丝容器40适于以相互平行状态保持多根松散长丝42。这意味着长丝42被定位成在长丝容器40中具有平行长轴,其中长丝42的长轴平行于长丝容器40的侧壁。长丝42可为例如由诸如聚酰胺(PA),具体地PA 6.10或PA 6.13等塑性材料制成的单丝。长丝的直径可在约0.1mm至约0.5mm的范围内,并且/或者可将长丝切割成长度在约11mm至约46mm的范围内的段。
只要长丝42可储存在长丝容器40中,长丝容器40就可为任何几何形状。例如,长丝容器40包括两个不可移动的侧壁:一个可移动侧壁和一个开口侧。可移动侧壁被定位成与开口侧相对,并且向开口侧的方向移动,由此使被储存在长丝容器40中的多个长丝42沿着相同方向移动。在开口侧处,长丝42与簇绒拣选器10接触。簇绒拣选器10包括至少一个拣选器眼20,该拣选器眼适于从长丝容器40中移走长丝42。簇绒拣选器10附接至簇绒拣选装置50使得簇绒拣选器10可移动。图1中所示的簇绒拣选器10的表面轮廓是圆弧并且簇绒拣选器10的移动也是圆形移动。意味着使拣选器眼20与定位于长丝容器40中的长丝42接触的簇绒拣选器10的移动的工作行程也是圆形移动,具体地摆动移动。优选地,簇绒拣选器10的反转点定位于长丝容器40的开口侧。这意味着,拣选器眼20可例如向上移动至长丝容器40的开口侧中间,填充有长丝42并且被移除至长丝容器40外部的位置(如图1中所示)。在长丝容器40外部的位置中,长丝42然后可从拣选器眼20中移除以便安装至刷子。
图2A和2B各自展示了在其圆周上包括四个凹部44的长丝42.1的示意图。这四个凹部44围绕长丝42.1的圆周规则地布置,从而形成X形长丝。凹部的不同形式和尺寸是可能的。X形长丝42.1的每个凹部44的夹角可在约40°至约160°的范围内。所示的凹部44的夹角在图2A中为约120°,在图2B中为约40°。长丝42.1的最大尺寸可在约0.1mm至约0.5mm的范围内。凹部44的深度小于直至长丝中间,以便在长丝42.1中间具有稳定的体积。凹部44的合适深度在约0.025mm至约0.25mm、优选地在约0.04mm至约0.15mm的范围内。如图所示,这四个凹部44在形式、形状、尺寸和开口角度方面可彼此相等,或可彼此不同。关于X形长丝42.1,至少两个相对凹部44优选地彼此相同地形成。
图3示意性地展示了如果标准簇绒拣选器10.1用于非标准长丝例如X形长丝42.1(图3A)或超薄长丝42.2(图3B)时出现的问题。在簇绒拣选器10.1的移动期间,将X形长丝42.1转移到拣选器眼20.1中。从而,X形长丝42.1可定位于拣选器眼20.1的开口22中。一旦拣选器眼20.1的开口22沿着簇绒拣选器10.1的对应物52移动,这些长丝42.1就将被锋利的突出部24拼接。如果用标准簇绒拣选器10.1加工超薄长丝42.2,则长丝42.2将被夹持在簇绒拣选器10.1的工作表面13.1和对应物52之间的间隙26中(图3B)。
图4展示了安装在如图5所示的簇绒拣选器的第一部分11和第二部分12之间以及安装在如图6C所示的簇绒拣选器的第一部分11和第三部分14以及第三部分14和第二部分12之间的覆盖工具30的示意图。覆盖工具30包括经由垫片36连接至主体37的钩31。覆盖工具30经由铰链39可旋转安装到簇绒拣选器的部分11、12。覆盖工具30的钩31包括第一表面32和第二表面33。第一表面32的形式对应于并且等于簇绒拣选器的工作表面的形式。具体地,钩31的第一表面32的形式适于匹配拣选器眼的开口。钩31的两个表面32、33经由端部34连接,该端部为圆形的,以便不损坏待拣选的长丝。第一表面32和第二表面33间隔宽度W,该宽度从端部34朝向钩31与垫片36的连接部而増大。圆形端部34处的合适宽度W为约0.05mm,并且钩31与垫片36的连接部处的合适宽度W为约0.4mm。第二表面33可被扣紧,使得隆起35出现在第二表面33中。钩31的形式被优化用于将定位于拣选器眼的开口中的长丝转移到拣选器眼体积的自由空间中的更深处。
图5A至5C展示了根据本公开的包括拣选器眼体积45的簇绒拣选器的第一示例性实施方案的切割的示意性前视图/顶视图。与图4所示的那些相同的特征用相同的附图标记表示,并且不再详细描述。簇绒拣选器包括两部分,即间隔距离D的第一部分11和第二部分12。如图4所示的覆盖工具30被布置在所述距离D内。簇绒拣选器的第一部分11和第二部分12各自包括工作表面1311、1312。覆盖工具30包括钩31,其中钩31的第一表面32的形式对应于工作表面1311、1312的形式。簇绒拣选器的第一部分11和第二部分12各自包括一个拣选器眼2011、2012,其中拣选器眼2011、2012定位于簇绒拣选器的部分11、12中的相同位置处。这意味着工作表面1311被拣选器眼2011的开口2211中断,并且工作表面1312被拣选器眼2012的开口2212中断,其中开口2211、2212定位于彼此之上。拣选器眼2011和2012为椭圆形凹部,其中深度L可为约1.5mm并且宽度B可为约1.0mm。被第一拣选器眼2011、第二拣选器眼2012和介于其间的距离D覆盖的体积形成拣选器眼体积45(图5A)。拣选器眼体积45旨在在拣选过程中移走长丝42,如图5B所示。覆盖工具的部分38定位于拣选器眼体积45内部,从而限制拣选器眼体积45的体积。覆盖工具被可移动地布置在簇绒拣选器的两部分11、12之间。例如,覆盖工具经由铰链39安装到簇绒拣选器的第一部分11和第二部分12。
图5C展示了处于其第二位置中的钩31。与图4至5B所示的那些相同的特征用相同的附图标记表示,并且不再详细描述。钩31的端部34位于拣选器眼开口2211、2212的相对侧处的第一部分11和第二部分12之间,使得钩31闭合拣选器眼开口2211、2212的成型线。从而,拣选器眼体积45的一部分被钩31覆盖。所述体积的减小被与图5A和5B相比覆盖更少体积的拣选器眼体积45的部分38.b平衡,使得可移走长丝的拣选器眼体积45的最终体积是恒定的。另选地,拣选器眼体积45的净体积可略微増大,因为被钩31覆盖的体积可小于由部分38释放的体积。拣选器眼体积45的略微増大的净体积使得将长丝从拣选器眼开口2211、2212转移到拣选器眼体积45的更深处中更容易。
图6展示了图5所示实施方案在布置在簇绒拣选器中的一个工作循环期间的示意图,其中第一部分11未示出并且覆盖工具30被示出为半透明的。与图5所示的那些相同的特征用相同的附图标记表示,并且不再详细描述。覆盖工具30可移动地安装至簇绒拣选器10。钩31定位于拣选器眼2012的外部,具体地定位于处于其第一位置中的拣选器眼2012(图6A和6B)的开口2212的成型线的外部。覆盖工具30的主体的部分38部分地定位于拣选器眼2012上方,使得由部分38覆盖的所述垫片不能填充有长丝42。拣选器眼2012的开口2212被簇绒拣选器10的对应物52覆盖,使得拣选器眼2012不能被填充(图6A)。图6B展示了穿过开口2212进入拣选器眼2012中的长丝42,而对应物52(未示出)定位于拣选器眼2012的区域外部。然后,钩31从拣选器眼2012的区域外部的其第一位置转移到其第二位置,其中钩31定位于开口2212的成型线上(图6C)。从而,将长丝42从开口2212移除并转移到拣选器眼2012的更深处。因此,将部分地定位于拣选器眼2012上方的部分38.a从拣选器眼2012的区域部分地移除。由覆盖工具的主要部分38.a释放的体积对应于钩31所需要的体积。图6D展示了处于其第二位置中的钩31。钩31完全定位于拣选器眼2012的开口2212的成型线中,从而闭合拣选器眼2012。与当覆盖工具定位于其第一位置(图6A、6B)时并且在移动期间(图6C)定位于其中的部分38、38.a相比,仍然定位于拣选器眼2012的区域中的主体的部分38.b是最小的。长丝42牢固地定位在拣选器眼20(图6D)中,并且可通过拣选器眼20转移至任何进一步的制造步骤中。
图7展示了覆盖工具的另一个实施方案,其中第一位置不同于图6所示的实施方案并且存在附加顶出位置。与图4至图6所示的那些相同的特征用相同的附图标记表示,并且不再详细描述。在覆盖工具的第一位置中,钩31的端部34略微突出到拣选器眼体积45的开口22中并且部分38覆盖拣选器眼体积45的基部(图7A)。在覆盖工具的移动期间,钩31从所述第一位置移动至拣选器眼体积45内部的位置,即第二位置(图7B)。从而,钩31的第二表面32定位于拣选器眼开口2211、2212的成型线上,并且钩31定位于拣选器眼体积45中。平行于钩31在拣选器眼体积45内部的移动,覆盖工具的部分38移出拣选器眼体积45。这意味着被部分38.b(图7B)覆盖的体积小于被部分38(图7A)覆盖的体积。因此,由于部分38和钩31的平行移动,拣选器眼体积45的净体积是恒定的。另选地,拣选器眼体积45的体积从钩31的第一位置至第二位置可略微増大,这略微简化了长丝从拣选器眼开口22的移除。图7C展示了附加顶出位置。在顶出位置中,覆盖工具的钩31从开口22被完全移除。这意味着,钩31的端部34完全定位于簇绒拣选器的第一部分11和第二部分12之间,使得开口22的尺寸被最大化。与此同时,覆盖工具的基部部分38.c进一步移动到拣选器眼体积45中,即部分38.c(图7C)大于部分38(图7A)。从而,长丝沿开口22的方向被部分38.c主动地推动,使得长丝从拣选器眼体积45的移除被简化。如图7所示的覆盖工具的移动循环可与钩31或覆盖工具自身的每一种其他形式组合。
图8A展示了根据本公开的包括具有覆盖工具30的拣选器眼体积45的簇绒拣选器的另一个示例性实施方案的切割的示意性前视图/顶视图。与图4至图7所示的那些相同的特征用相同的附图标记表示,并且不再详细描述。图8A和图8B中所示的覆盖工具30的实施方案包括不同的钩31.1。钩31.1为U形,其中U形钩31.1的侧面定位于第一部分11和第二部分12的工作表面1311、1312中,使得钩31.1的第一表面32.a从部分11、12中突出。这意味着,端部34.1不定位于覆盖工具的第一位置中的距离D处的两部分11、12之间,但形成工作表面1311、1312的一部分。在覆盖工具的第二位置中,钩31.1闭合拣选器眼体积45(图8B)。从而,端部34.1和突起部25闭合在拣选器眼体积45的区域中的工作表面1311、1312。
图8C展示了包括圆形覆盖工具30的簇绒拣选器的另一个示例性实施方案的切割的示意性前视图/顶视图。与图4至图8B所示的那些相同的特征用相同的附图标记表示,并且不再详细描述。圆形覆盖工具30包括四个钩31i、31ii、31iii、31iv和四个垫片36i、36ii、36iii、36iv,它们围绕覆盖工具30的表面布置。覆盖工具30经由铰链39嵌入簇绒拣选器的第一部分11和第二部分12中,该铰链将覆盖工具30保持在适当位置,但允许其旋转(图8Ca)。因此,覆盖工具30允许不同的钩31i-31iv定位在拣选器眼体积45中(图8Ca)。在图8Cb中,第一部分11在覆盖工具30的区域中被移除,以便完全显示圆形覆盖工具30。由于钩31i-31iv和垫片36i-36iv具有不同尺寸这一事实,因此可填充有长丝的拣选器眼体积45的最终体积是不同的。因此,可通过使用如图8C所示的覆盖工具30来提供不同尺寸的眼,即被拣选的不同数量的长丝。
图8D展示了根据本公开的包括拣选器眼体积45的簇绒拣选器的另一个示例性实施方案的切割的示意性前视图/顶视图。与图4至图8B所示的那些相同的特征用相同的附图标记表示,并且不再详细描述。图8C所示的簇绒拣选器包括三部分,即第一部分11、第二部分12和第三部分14。第三部分14定位于第一部分11和第二部分12之间,其中第一部分11和第三部分14以及第三部分14和第二部分12分别间隔距离D。在所述距离D中的每一者内部布置覆盖工具,其中覆盖工具定位于相同位置处并且具有与彼此相同的形状和尺寸。簇绒拣选器的第一部分11、第二部分12和第三部分14各自包括工作表面1311、1312、1314。覆盖工具各自包括钩,其中在图8C中可看到仅每个钩的第一表面32.1、32.2。钩的第一表面32.1、32.2的形式对应于工作表面1311、1312、1314。簇绒拣选器的第一部分11、第二部分12和第三部分14各自包括定位于部分11、12、14中的相同位置处的一个拣选器眼。这意味着,工作表面1311、1312、1314各自被开口2211、2214、2212中断,其中开口2211、2214、2212定位于彼此之上。被第一部分11、第二部分12和第三部分14中的拣选器眼以及介于其间的距离D覆盖的体积形成拣选器眼体积45,该拣选器眼体积旨在在拣选过程中移走长丝。覆盖工具的部分38.1、38.2定位于拣选器眼体积45内部,从而限制可填充的拣选器眼体积45的体积。覆盖工具被可移动地布置在第一部分11和第三部分14以及第三部分14和第二部分12之间。例如,覆盖工具经由铰链39安装到簇绒拣选器部分11、12、14。用一个铰链39安装两个覆盖工具允许覆盖工具与拣选器眼体积45相比平行移动。
图9展示了根据本发明的包括若干拣选器眼20的直线簇绒拣选器10的示意性顶视图,这些拣选器眼被彼此相邻布置在直工作表面1311、1312中。与图4和图5所示的那些相同的特征用相同的附图标记表示,并且不再详细描述。四个拣选器眼20彼此相邻地布置在直线簇绒拣选器10中。拣选器眼20均包括如上所公开的覆盖工具,并且在图5中更详细地示出。图9中的详细视图展示了在从其第一位置移动到其第二位置期间的覆盖工具30。钩31部分地定位于拣选器眼20的开口2211、2212的成型线中,并且部分38.a被部分地移除。
图10展示了根据本发明的包括若干拣选器眼20的圆形簇绒拣选器10的示意性顶视图,这些拣选器眼被彼此相邻布置。与图4和图5所示的那些相同的特征用相同的附图标记表示,并且不再详细描述。六个拣选器眼20被彼此相邻布置在簇绒拣选器10的圆形工作表面13上。将两组六个拣选器眼20布置在簇绒拣选器圆10的相对侧处。拣选器眼20均包括如上所公开的覆盖工具,并且在图5中更详细地示出。图10中的详细视图展示了在从其第一位置移动到其第二位置期间在不同时间点时的五个覆盖工具30。例如,显示在左侧的第一拣选器眼20是完全打开的,即,覆盖工具被布置在其第一位置中。因此,部分38完全定位于拣选器眼中,并且钩从拣选器眼的开口中移除。显示在详细视图右侧的拣选器眼20是完全闭合的,即,覆盖工具被布置在其第二位置中。因此,钩31闭合拣选器眼20的开口22,并且部分38.b从拣选器眼中移除,使得拣选器眼的体积保持恒定。
本文所公开的量纲和值不应理解为严格限于所引用的精确数值。相反,除非另外指明,否则每个此类量纲旨在表示所述值以及围绕该值功能上等同的范围。例如,公开为“40mm”的量纲旨在表示“约40mm”。
Claims (26)
1.一种簇绒拣选器(10),包括
间隔距离(D)的第一部分(11)和第二部分(12),其中所述第一部分(11)和所述第二部分(12)各自包括工作表面(1311, 1312),所述工作表面各自包括在所述工作表面(1311,1312)中具有开口(22)的至少一个拣选器眼(20),
其中所述第一部分(11)的开口(2211)和所述第二部分(12)的开口(2212)定位于所述工作表面(1311, 1312)处的相同位置处并且间隔所述距离(D),从而形成拣选器眼空间(45),所述拣选器眼空间包括来自所述第一部分(11)的所述拣选器眼(2011)和来自所述第二部分(12)的所述拣选器眼(2012)以及介于其间的空隙;并且
包括定位在所述第一部分(11)和所述第二部分(12)之间的覆盖工具(30),其中所述覆盖工具(30)包括通过垫片(36)连接到主体(37)的钩(31),其中所述钩(31)包括第一表面(32)和第二表面(33),其中所述第一表面(32)的形式对应于所述开口(2211, 2212)处的所述工作表面(1311, 1312),并且
其中所述覆盖工具(30)能够相对于所述拣选器眼空间(45)从第一位置移动到第二位置,其中所述钩(31)在所述覆盖工具(30)的所述第一位置中定位于所述拣选器眼空间(45)的外部,并且在所述覆盖工具(30)的所述第二位置中定位成使得其限制在所述工作表面(1311, 1312)的公共成型线处的所述空隙处的所述拣选器眼空间(45)。
2.根据前述权利要求所述的簇绒拣选器(10),其中所述主体(37)的部分(38)定位于所述覆盖工具(30)的所述第一位置中的所述拣选器眼空间(45)的内部,并且其中所述部分(38)至少部分地通过将所述覆盖工具(30)从其第一位置转移到其第二位置而从所述拣选器眼空间(45)中移除。
3.根据前述权利要求2所述的簇绒拣选器(10),其中被所述覆盖工具(30)的所述第一位置中的所述主体(37)的所述部分(38)覆盖的所述拣选器眼空间(45)的体积与被所述覆盖工具(30)的所述第二位置中的所述钩(31)覆盖的体积相同或比其更大。
4.根据前述权利要求中任一项所述的簇绒拣选器(10),其中所述钩(31)的所述第二表面(33)适于将要定位在所述拣选器眼空间(45)内部的物体转移到所述空间(45)的更深处,并且从而离开所述拣选器眼(2011, 2012)的所述开口(2211, 2212)处的所述工作表面(1311, 1312)的所述成型线。
5.根据前述权利要求4所述的簇绒拣选器(10),其中钩(31)的宽度(W)从端部(34)到所述垫片(36)增大。
6.根据前述权利要求1至3中任一项所述的簇绒拣选器(10),其中所述钩(31)的所述第二表面(33)包括通过扣紧所述第二表面(33)的隆起(35)。
7.根据前述权利要求1至3中任一项所述的簇绒拣选器(10),其中所述簇绒拣选器(10)的所述第一部分(11)和所述第二部分(12)的所述工作表面(1311, 1312)是圆弧。
8.根据前述权利要求1至3中任一项所述的簇绒拣选器(10),其中所述拣选器眼(2011,2012)的所述开口(2211, 2212)小于所述拣选器眼(2011, 2012)的宽度(B)。
9.根据前述权利要求8所述的簇绒拣选器(10),其中所述钩(31)的端部(34)对应于所述至少一个突出部(25)的形式。
10.根据前述权利要求1至3中任一项所述的簇绒拣选器(10),其中所述拣选器眼(2011, 2012)为圆形或椭圆形的形式。
11.根据前述权利要求1至3中任一项所述的簇绒拣选器(10),其中所述拣选器眼(2011, 2012)为具有在1mm至8mm的范围内的宽度(B)和在0.4mm至4mm的范围内的深度(L)的椭圆形的形式。
12.根据前述权利要求1至3中任一项所述的簇绒拣选器(10),其中所述簇绒拣选器(10)沿着圆弧的一部分从起始位置摆动到反转点,并且所述覆盖工具(30)在所述簇绒拣选器(10)到达所述反转点之前从其第一位置转移到其第二位置中。
13.根据前述权利要求12所述的簇绒拣选器(10),其中在所述簇绒拣选器(10)摆动返回到其起始位置期间,所述覆盖工具(30)保持在其第二位置中。
14.根据权利要求4所述的簇绒拣选器(10),其中所述钩(31)的端部(34)为圆形的并且所述第二表面(33)从所述端部(34)斜切至所述垫片(36)。
15.根据权利要求5所述的簇绒拣选器(10),其中钩(31)的宽度(W)从在所述端部(34)处0.01mm至0.1mm增大到在所述垫片(36)处0.1mm至5mm。
16.根据权利要求5所述的簇绒拣选器(10),其中钩(31)的宽度(W)从在所述端部(34)处0.01mm至0.05mm增大到在所述垫片(36)处0.2mm至1mm。
17.根据权利要求7所述的簇绒拣选器(10),其中所述簇绒拣选器(10)的所述第一部分(11)和所述第二部分(12)的所述工作表面(1311, 1312)是具有在20mm至200mm的范围内的曲率/直径的圆弧。
18.根据权利要求7所述的簇绒拣选器(10),其中所述簇绒拣选器(10)的所述第一部分(11)和所述第二部分(12)的所述工作表面(1311, 1312)是具有在400mm至100mm的范围内的曲率/直径的圆弧。
19.根据权利要求8所述的簇绒拣选器(10),其中至少一个突出部(25)在所述开口(2211, 2212)的侧面处突出到所述开口(2211, 2212)中,其中所述钩(31)的端部(34)定位于所述覆盖工具(30)的所述第二位置中。
20.根据前述权利要求9所述的簇绒拣选器(10),其中所述钩(31)的所述端部(34)包括所述至少一个突出部(25)的负面/相反形式。
21.根据权利要求10所述的簇绒拣选器(10),其中所述拣选器眼(2011, 2012)为具有在0.5mm至5mm的范围内的深度(L)和在0.1mm至3mm的范围内的宽度(B)的椭圆形的形式。
22.根据权利要求10所述的簇绒拣选器(10),其中所述拣选器眼(2011, 2012)为具有在1mm至4mm的范围内的深度(L)和在0.5mm至1.5mm的范围内的宽度(B)的椭圆形的形式。
23.根据权利要求11所述的簇绒拣选器(10),其中所述拣选器眼(2011, 2012)为具有在1.5mm至5mm的范围内的宽度(B)和在0.5mm至3mm的范围内的深度(L)的椭圆形的形式。
24.一种使用根据权利要求1至23中任一项所述的簇绒拣选器(10)提供长丝簇绒的方法,所述长丝簇绒包括用于制造刷子的预定义数量的长丝(42),所述方法包括:
- 在长丝容器(40)中提供长丝(42),其中所述长丝(42)抵靠所述长丝容器(40 )的开口侧连续地转移;
- 沿着所述长丝容器(40)的所述开口侧使至少一个拣选器眼空间(45)通过以便让长丝(42)从所述容器(40)转移到所述拣选器眼空间(45)中,所述至少一个拣选器眼空间(45)包括间隔距离(D)的至少两个拣选器眼(2011, 2012)和介于所述至少两个拣选器眼(2011,2012)之间的所述空隙;
- 通过将覆盖工具(30)的钩(31)滑动到所述拣选器眼空间(45)中来从所述至少两个拣选器眼(2011, 2012)的所述开口(2211, 2212)中移除长丝(42),使得所述钩(31)限制在所述拣选器眼开口(2211, 2212)的所述公共成型线处的所述至少两个拣选器眼(2011,2012)之间的所述空隙处的所述拣选器眼空间(45);以及
- 将定位于闭合的拣选器眼空间(45)中的所述长丝(42)转移至移除装置,所述移除装置从所述拣选器眼空间(45)中移除所述长丝(42)。
25.根据前述权利要求24所述的方法,其中当所述钩(31)滑入所述拣选器眼空间(45)中时,所述覆盖工具(30)的所述主体(37)的部分(38)从所述拣选器眼空间(45)中移除。
26.根据前述权利要求24所述的方法,其中所述刷子为牙刷。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17152765.8A EP3351143B1 (en) | 2017-01-24 | 2017-01-24 | Tuft picker for a brush making machine |
| EP17152765.8 | 2017-01-24 | ||
| PCT/US2018/014409 WO2018140311A1 (en) | 2017-01-24 | 2018-01-19 | Tuft picker for a brush making machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110191663A CN110191663A (zh) | 2019-08-30 |
| CN110191663B true CN110191663B (zh) | 2021-09-03 |
Family
ID=57890681
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201880008275.6A Active CN110191663B (zh) | 2017-01-24 | 2018-01-19 | 用于制刷机的簇绒拣选器 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11058214B2 (zh) |
| EP (1) | EP3351143B1 (zh) |
| CN (1) | CN110191663B (zh) |
| BR (1) | BR112019015136A2 (zh) |
| WO (1) | WO2018140311A1 (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3351142B1 (en) | 2017-01-24 | 2019-10-16 | The Procter and Gamble Company | Tuft picker for a brush making machine |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB418967A (en) * | 1933-07-08 | 1934-11-02 | Arthur Zahoransky | Improvements in and relating to the fixing of bristles in brush and broom stocks |
Family Cites Families (55)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1664424A (en) | 1924-04-01 | 1928-04-03 | Toledo Automatic Brush Machine | Tuft-separating mechanism for brush machines |
| US2349532A (en) | 1942-11-13 | 1944-05-23 | Fisher Brush Machinery Corp | Tuft-making device for automatic brushmaking machines |
| US3167355A (en) | 1963-01-07 | 1965-01-26 | David F Demarest | Broom bristle segregating machine |
| US3606472A (en) | 1970-01-27 | 1971-09-20 | Poloron Products Inc | Apparatus for manufacturing articles such as brushes and simulated tree branches |
| BE765338A (nl) | 1971-04-06 | 1971-08-30 | Boucherie G B Nv | Inrichting voor het voeden van het vulwerktuig van een borstelvervaardigingsmachine met minstens twee soorten vezels. |
| US4174029A (en) * | 1977-07-25 | 1979-11-13 | Kao Soap Co., Ltd. | Device for supplying linear materials |
| DE2911668A1 (de) | 1979-03-24 | 1980-09-25 | Boucherie Nv G B | Doppelfasermagazin fuer buerstenherstellungsmaschinen |
| DE3016790A1 (de) | 1980-05-02 | 1981-11-05 | Fa. Anton Zahoransky, 7868 Todtnau | Buerstenherstellungsmaschine und verfahren zum herstellen von buersten |
| BE902770A (nl) | 1985-06-28 | 1985-12-30 | Boucherie Nv G B | Inrichting voor de vezeltoevoer aan een vulwerktuig van een borstelvervaardigingsmachine. |
| US4693519A (en) | 1986-02-04 | 1987-09-15 | Tucel Industries Inc. | Filament stock box |
| BE1002082A6 (nl) | 1988-06-17 | 1990-06-19 | Boucherie Nv G B | Verbeterde inrichting voor de vezeltoevoer aan een vulwerktuig van een borstelvervaardigingsmachine. |
| DE59007034D1 (de) | 1989-06-24 | 1994-10-13 | Frisetta Gmbh | Verfahren und Vorrichtung zum Herstellen von Borstenfeldern oder Borstenbündeln. |
| US5165759A (en) | 1989-12-13 | 1992-11-24 | Tucel Industries, Inc. | Fusing machine |
| EP0432868B1 (en) | 1989-12-13 | 1994-11-09 | Tucel Industries, Inc. | Brush making apparatus for assembling tufts and method therefor |
| DE4027288C2 (de) | 1990-08-29 | 2001-08-09 | Coronet Werke Gmbh | Vorrichtung zur Erzeugung von Borstenbündeln und Verfahren zur Herstellung von Borstenwaren mittels der Vorrichtung |
| DE4040297C2 (de) | 1990-12-17 | 2003-08-21 | Zahoransky Anton Gmbh & Co | Bürstenherstellungsmaschine |
| JP2922339B2 (ja) | 1991-07-10 | 1999-07-19 | ミノルタ株式会社 | 画像形成装置用ブラシの製法 |
| JP2506000B2 (ja) | 1991-07-10 | 1996-06-12 | 花王株式会社 | 植毛機のピッカ― |
| GB2287901B (en) | 1994-03-29 | 1998-05-06 | Boucherie Nv G B | A brush making machine |
| DE4411652C2 (de) | 1994-04-02 | 2003-10-09 | Zahoransky Anton Gmbh & Co | Bürstenherstellungsmaschine |
| BE1008378A3 (nl) | 1994-05-09 | 1996-04-02 | Boucherie Nv G B | Werkwijze en inrichting voor het toevoeren van vezels aan een vulwerktuig bij een borstelvervaardigingsmachine. |
| BR9710527A (pt) | 1996-07-25 | 2000-01-18 | Whitehill Oral Tech Inc | Escova de dentes com eficiência de abrasão e limpeza aperfeiçoada. |
| DE19728442A1 (de) | 1997-07-03 | 1999-01-07 | Zahoransky Anton Gmbh & Co | Bürstenherstellungsmaschine |
| DE29715117U1 (de) | 1997-08-22 | 1998-12-24 | G.B. Boucherie N.V., Izegem | Vorrichtung zur Entnahme von einzelnen Faserbündeln aus Faserkästen einer Bürstenherstellungsmaschine |
| DE19745024A1 (de) | 1997-10-11 | 1999-04-15 | Zahoransky Anton Gmbh & Co | Bürstenherstellungsmaschine |
| BE1011547A3 (nl) | 1997-11-14 | 1999-10-05 | Boucherie Nv G B | Inrichting voor het toevoeren van vezels aan een vulwerktuig bij een borstelvervaardigingsmachine. |
| DE69915180T2 (de) | 1998-07-14 | 2004-12-30 | Firma G.B. Boucherie N.V. | Verfahren zum Herstellen von Bürsten sowie Bürstenherstellungsmaschine zur Durchführung dieses Verfahrens |
| WO2000010814A1 (de) | 1998-08-17 | 2000-03-02 | M + C Schiffer Gmbh | Verfahren und vorrichtung zur herstellung von borstenbündeln |
| DE19939333A1 (de) | 1999-08-19 | 2001-02-22 | Zahoransky Anton Gmbh & Co | Bürstenherstellungsmaschine |
| BE1013374A3 (nl) | 2000-04-04 | 2001-12-04 | Boucherie Nv G B | Werkwijze en inrichting voor het vervaardigen van borstels. |
| JP3916939B2 (ja) | 2001-12-07 | 2007-05-23 | ライオン株式会社 | ブラシ用植毛装置 |
| BE1015374A3 (zh) * | 2003-02-21 | 2005-02-01 | Boucherie Nv G B | |
| DE10346867A1 (de) | 2003-10-09 | 2005-05-04 | Schiffer Fa M & C | Verfahren zur Herstellung von Bürsten, insbesondere Zahnbürsten |
| BE1015733A3 (nl) | 2003-11-28 | 2005-07-05 | Boucherie Nv G B | Inrichting voor het vervaardigen van borstels en werkwijze daarbij toegepast. |
| DE20319767U1 (de) | 2003-12-19 | 2005-05-04 | M + C Schiffer Gmbh | Vorrichtung zum Herstellen von Bürsten |
| US8172336B2 (en) * | 2004-10-22 | 2012-05-08 | Firma G. B. Boucherie N.V. | Tuft picking device for a brush making machine |
| DE202004016409U1 (de) | 2004-10-22 | 2005-02-24 | Firma G.B. Boucherie N.V. | Bündelabnahmevorrichtung für eine Bürstenherstellungsmaschine |
| DE102005045827B4 (de) | 2005-09-24 | 2019-10-24 | Zahoransky Ag | Verfahren und Maschine zum Herstellen von Rundbürsten |
| DE102005056968B4 (de) | 2005-11-30 | 2019-05-29 | Zahoransky Ag | Stopfeinrichtung |
| DE102007047066B4 (de) | 2007-10-01 | 2016-08-11 | Zahoransky Ag | Bürstenherstellungsmaschine |
| DE202007014431U1 (de) | 2007-10-15 | 2008-01-10 | Firma G.B. Boucherie N.V. | Stopfmaschine für Besen oder Bürsten |
| JP5228051B2 (ja) * | 2008-08-20 | 2013-07-03 | ライオン株式会社 | ブラシの製造方法、歯ブラシ及び毛束加工装置 |
| DE102008059121B4 (de) | 2008-11-26 | 2020-07-02 | Zahoransky Ag | Bürstenherstellungsmaschine |
| DE102009013723A1 (de) | 2009-03-20 | 2010-09-23 | Zahoransky Ag | Verfahren und Vorrichtung zum Herstellen und Bereitstellen von Filamentbündel und Borstenfelder |
| CN201468419U (zh) | 2009-05-07 | 2010-05-19 | 陈崧 | 冷光光波美白牙刷 |
| CN201468429U (zh) | 2009-08-04 | 2010-05-19 | 桐乡市永鑫制刷机械厂 | 条刷机的给毛盘 |
| CN201468430U (zh) | 2009-08-04 | 2010-05-19 | 桐乡市永鑫制刷机械厂 | 条刷机的给毛装置 |
| DE102010015118A1 (de) | 2010-04-16 | 2011-10-20 | Zahoransky Ag | Vorrichtung zum Herstellen von Borstenfeldern für Bürsten |
| DE102010055702A1 (de) | 2010-12-22 | 2012-06-28 | Gb Boucherie Nv | Verfahren zum Betreiben einer Borstenbündelvereinzelungsvorrichtung sowie Borstenbündelvereinzelungsvorrichtung |
| JP6435539B2 (ja) * | 2011-08-18 | 2018-12-12 | ライオン株式会社 | 歯ブラシ用毛、その製造方法及び歯ブラシ |
| MY194080A (en) * | 2012-09-25 | 2022-11-11 | Lion Corp | Tapered bristles, method for manufacturing same, and toothbrush provided with tapered bristles |
| CN105392391B (zh) | 2013-07-24 | 2017-04-05 | 沙郎斯基股份公司 | 用于传送刷毛长丝的传送站 |
| EP3138436A1 (en) | 2015-09-03 | 2017-03-08 | The Procter and Gamble Company | Tuft picking device for a brush making machine |
| EP3138438B1 (en) | 2015-09-03 | 2018-09-05 | The Procter and Gamble Company | Tuft picker for a tuft picking device of a brush making machine |
| EP3351142B1 (en) | 2017-01-24 | 2019-10-16 | The Procter and Gamble Company | Tuft picker for a brush making machine |
-
2017
- 2017-01-24 EP EP17152765.8A patent/EP3351143B1/en active Active
-
2018
- 2018-01-19 BR BR112019015136-2A patent/BR112019015136A2/pt not_active Application Discontinuation
- 2018-01-19 CN CN201880008275.6A patent/CN110191663B/zh active Active
- 2018-01-19 WO PCT/US2018/014409 patent/WO2018140311A1/en not_active Ceased
-
2019
- 2019-06-24 US US16/449,801 patent/US11058214B2/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB418967A (en) * | 1933-07-08 | 1934-11-02 | Arthur Zahoransky | Improvements in and relating to the fixing of bristles in brush and broom stocks |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110191663A (zh) | 2019-08-30 |
| US11058214B2 (en) | 2021-07-13 |
| EP3351143A1 (en) | 2018-07-25 |
| BR112019015136A2 (pt) | 2020-03-24 |
| US20190374020A1 (en) | 2019-12-12 |
| WO2018140311A1 (en) | 2018-08-02 |
| EP3351143B1 (en) | 2019-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10517389B2 (en) | Process and apparatus for creating tufts for tufted article | |
| US10398220B2 (en) | Tuft-picking device for a brush-making machine | |
| JP4581716B2 (ja) | 歯間清掃具およびその製造方法 | |
| CN110191663B (zh) | 用于制刷机的簇绒拣选器 | |
| US11089863B2 (en) | Tuft picker for a brush making machine | |
| US10492597B2 (en) | Tuft picker for a tuft-picking device of a brush-making machine | |
| CN109310202B (zh) | 用于口腔护理工具的长丝和口腔护理工具 | |
| US20150216295A1 (en) | Device for providing bristles for brush production and providing method | |
| JP7681391B2 (ja) | 歯ブラシ | |
| JP2024052101A (ja) | 歯ブラシ | |
| JP2022083303A (ja) | 歯ブラシ及び歯ブラシの製造方法 | |
| JP2023158317A (ja) | 歯ブラシ及び歯ブラシの製造方法 | |
| JP2024052103A (ja) | 歯ブラシ | |
| JP2006075558A (ja) | 歯ブラシ | |
| HK1132635A (zh) | 牙刷 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |