CN100545503C - 真空绝热材料及使用真空绝热材料的冰箱 - Google Patents
真空绝热材料及使用真空绝热材料的冰箱 Download PDFInfo
- Publication number
- CN100545503C CN100545503C CNB2005100932473A CN200510093247A CN100545503C CN 100545503 C CN100545503 C CN 100545503C CN B2005100932473 A CNB2005100932473 A CN B2005100932473A CN 200510093247 A CN200510093247 A CN 200510093247A CN 100545503 C CN100545503 C CN 100545503C
- Authority
- CN
- China
- Prior art keywords
- mentioned
- inner bag
- insulating material
- heat insulating
- core material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D23/00—General constructional features
- F25D23/06—Walls
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L59/00—Thermal insulation in general
- F16L59/06—Arrangements using an air layer or vacuum
- F16L59/065—Arrangements using an air layer or vacuum using vacuum
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D11/00—Self-contained movable devices, e.g. domestic refrigerators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D23/00—General constructional features
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23—Sheet including cover or casing
- Y10T428/231—Filled with gas other than air; or under vacuum
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/2419—Fold at edge
- Y10T428/24215—Acute or reverse fold of exterior component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/2419—Fold at edge
- Y10T428/24215—Acute or reverse fold of exterior component
- Y10T428/24231—At opposed marginal edges
- Y10T428/2424—Annular cover
- Y10T428/24248—One piece
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Thermal Insulation (AREA)
- Refrigerator Housings (AREA)
Abstract
本发明涉及一种作为需要绝热的冰箱的绝热材料而可以使用的真空绝热材料及使用该真空绝热材料的冰箱,特别涉及在折边部不产生对流空间。该真空绝热材料具备:具有柔软性的无机纤维的叠层体被收容在内袋内的芯部材料;以及由收容该芯部材料的金属箔叠层薄膜等防止气体通过的薄膜所构成的外包材料,上述内袋具有熔敷部和通气部,上述外包材料在减压其内部后被熔敷密封,上述内袋的边部位于上述外包材料的边部内。
Description
技术领域
本发明涉及一种能够作为需要绝热的冰箱的绝热材料使用的真空绝热材料及使用该真空绝热材料的冰箱。
背景技术
近年来,从防止地球温暖化的观点出发极其希望节能,对于家电产品节能化也成为紧急的课题。尤其是从在冰箱、冷冻箱中有效利用热能的观点出发,具有优良绝热性能的绝热材料为人所求。
作为一般的绝热材料使用的是玻璃棉等的纤维材料或氨基甲酸乙酯泡沫等的发泡体。可是,为了提高这些绝热材料的绝热性能,需要增加绝热材料的厚度,但是能够充填绝热材料的空间有限,所心在需要节省空间或当需要有效利用空间时不能适用。
于是,作为高性能的绝热材料提出了真空绝热材料。这是将具有隔离材作用的芯部材料插入具有阻气性的外包材料中,减压并密封内部的绝热材料。作为真空绝热材料,如在特开平9-138058号公报中公开的那样,使用将玻璃棉等的纤维质材料用有机类粘合剂硬化成型的材料作为芯部材料。
另一方面,如果是用粘合剂硬化玻璃棉等的纤维质材料的芯部材料的话,在将该芯部材料收容在外包材料内时等,就有可能会因芯部材料具有的毛刺等损伤外包材料,因此提出了不使用粘合剂制作芯部材料的方式的真空绝热材料。
这是将玻璃棉等纤维质材料收容在内袋中,压缩该内袋,进行减压,将开口部溶敷密封制作成的真空绝热材料。对于该例有特开平4-337195号。
但是,当将真空绝热材料使用在冰箱等的绝热箱体上时,能够将由外箱和内箱形成的发泡绝热材料配置在充填空间的外箱一侧或内箱一侧或外箱与内箱的中间位置中的任意一处,但实际上是配置在外箱一侧。具体地说,是用两面贴胶带或热熔等粘接剂在外箱内面粘接真空绝热材料的情况较多。
将真空绝热材料配置在内箱一侧的情况较少的理由是因为:如果配置在内箱一侧,虽然有能够使真空绝热材料的使用面积变小的好处,但由于内箱与外箱相比易变形,内箱的外面与外箱的内面相比有凹凸,所以将真空绝热材料牢固地固定在内箱的外面很困难,并且在充填发泡绝热材料时,在真空绝热材料和内箱之间易形成空洞,会因空洞形成发生内箱变形,或绝热性能降低的问题。
利用粘合剂制作的芯部材料是将有机、无机的纤维叠层体再用有机、无机的粘合剂硬化成板状,通过冲压等将其截断加工成规定尺寸,做成真空绝热材料,所以形状的稳定性及硬化后的操作性良好,但反之,在外包材料内放入芯部材料时,或将外包材料内进行减压时,会由于上述冲压截断时产生的端面的毛刺等损伤外包材料,且由于芯部材料自身被板状化了,所以在进行外包材料内的减压时,芯部材料一侧不变形,端面的毛刺等会损伤外包材料,除此之外,还会有在外包材料和端面之间形成支架帐篷状态的对流空间的问题。另外,由于真空绝热材料会保护在芯部材料的制作时产生的歪曲例如弯曲等不变,由此会有成为向冰箱外箱进行安装时的障碍的问题。
另外,该对流空间是芯部材料的板厚越厚越易产生,还有外包材料越没有柔软性越易产生。
此外若是使用粘合剂的芯部材料的话,如从10年后回收的冰箱等取出真空绝热材料特别是芯部材料,即便要再生利用,由于作为芯部材料使用的纤维叠层体中浸含粘合剂,所以一解体,由上述芯部材料就成为粉状,且该粉状颗粒不规则,有不宜于再利用的问题。即存在:不能将纤维叠层体和粘合剂分离取出,难以成型为新的芯部材料的形状的问题。
对此,特开平4-337195号公报中公开的是取代粘合剂使用内装,将纤维状叠层体压缩后,进行减压、整形,作成芯部材料,将其放入外包材料内,作为真空绝热材料。
即:上述特开平4-337195号公报中公开的真空绝热材料是:将无机质纤维层收容在塑料薄膜制的内袋内,将内袋内进行压缩-减压-熔敷密封做成内部材料(芯部材料),进而又将上述内部材料(芯部材料)收容在收容构件(外包材料)内之后,破坏内袋的密封,将上述收容构件(外包材料)内减压并熔敷密封的真空绝热材料。若是这种材料,由于在真空绝热材料用芯部材料中能够使用玻璃棉层,所以与作为现有的芯部材料使用的发泡珠光体粉末无机质粉末等比较,能够使绝热性能显著提高。
换言之,上述特开平4-337195号公报中公开的芯部材料是板化的材料,因此当然不会像现有的芯部材料那样,截断时在芯部材料上形成毛刺,所以不会有芯部材料造成的外包材料的损伤,而且也没有弯曲等,也难以在芯部材料端面与外包材料之间产生支架帐篷状态的对流空间,但在该特开平4-337195号公报中,当然没有着眼于使对流空间变小,而且也没有关于通过外包材料的边部处理而产生的对流空间的公开或启示。
另外,在外包材料使用铝箔时,虽然阻气性优良,但由于铝本身的热传导率高,所以有由于通过外包材料的热传导(热桥)而不能得到充分的绝热性能的问题。
发明内容
本发明提供去除上述对流空间、绝热性能优良且折边时的作业容易进行、生产率优良的真空绝热材料及使用该真空绝热材料的冰箱。
另外,本发明能够得到再生性良好的真空绝热材料冰箱。
进而,还能够得到在通过不使用粘合剂的芯部材料制作的真空绝热材料自身的弯曲或平面精度的确保上有利的无粘合剂的真空绝热材料。
为解决上述问题,本发明特征在于具备:收容有具有柔软性的无机纤维的叠层体的芯部材料;和因具备金属层而具有阻气性并且收容该芯部材料的外包材料,该外包材料的内部被减压及密封,该外包材料的边部沿着上述芯部材料端面在上述外包材料与上述芯部材料之间不产生对流空间地被弯折。
另外,其特征在于,上述内袋的上述边部位于上述外包材料的开口熔敷部,上述外包材料的上述熔敷部一侧的边部的壁厚比上述外包材料的上述开口熔敷部以外的熔敷部的壁厚较厚。
如上所述,由于包覆无机纤维叠层体的内袋的边部位于外包材料的边部内,所以折边时内袋的壁厚部分弯折直径必定变大,所以即便边部有异物也不会损伤外包材料。另外,在外包材料的边部,通过热传导传送到金属层(例如铝箔或金属蒸镀层)的高温一侧的热被内袋的边部阻断一部分,由此该热传导量被降低。
另外,内袋的边部位于外包材料的开口熔敷部,熔敷后的壁厚比其他的熔敷部壁厚,所以内袋成为熔敷材料,外包材料的熔敷容易进行,并且熔敷材料的厚度尺寸变大,该变大的部分能够将碎屑或灰尘等的异物吸收在厚度尺寸内,可以做到切实的熔敷密封。
另外,其特征在于,为了解决上述问题,具备收容上述芯部材料的内袋,该内袋具有边部,上述内袋的上述边部与上述外包材料的上述边部一同弯曲。
另外,其特征在于,具备:在内袋内收容有具有柔软性的无机纤维的叠层体的芯部材料;以及因具备金属层而具有阻气性并且收容有上述内袋和上述芯部材料的外包材料;上述外包材料的内部被减压密封,将该外包材料的边部与上述内袋的边部一起沿着芯部材料端面在上述外包材料和上述芯部材料之间不形成对流空间地被弯折。
进而,其特征在于,上述芯部材料的端面棱线角部在上述减压时被上述外包材料压圆。
进而,其特征在于,在压缩上述内袋内的上述无机纤维的叠层体、将上述外包材料的内部减压并熔敷密封上述外包材料的边部时,上述无机纤维的叠层体的端面棱线角部被做成圆状,使上述内袋位于上述端面棱线角部。
另外,作为无机纤维的叠层体,采用玻璃棉、玻璃纤维、氧化铝纤维、硅铝纤维中任一个。
另外,其特征在于,内袋采用聚乙烯薄膜,其壁厚为15~50μm,最好是将其壁厚做成20~30μm。
另外,在由内箱和外箱形成的绝热空间配设有真空绝热材料和发泡绝热材料的冰箱中,配设有上述任一项记载的真空绝热材料。
通过使用这种有柔软性的芯部材料,能够切实去除现有芯部材料端面与外包材料的端面由于支架帐篷形状而产生的对流空间,所以能够得到绝热效果良好的真空绝热材料。而且,芯部材料的角部形成圆状,且由于具有挠性,不会发生外包材料接触芯部材料的角部使外包材料的可靠性降低,并且由于芯部材料自身具有柔软性,弯曲等的修正也容易进行。
另外,由于具备内袋,所以即便是无机纤维中混入异物时,如果内袋的厚度例如是20μm的话,只要是重叠该厚度的40μm以内,异物就不会到达外包材料,不会损伤外袋材料。
另外,由于根据本发明制作的芯部材料是在内袋内压缩内部,将袋内除气,所以能够原样保管,临时保管也容易进行,可有助于提高生产率。
进而,由于无机纤维叠层体采用了玻璃棉、玻璃纤维、氧化铝纤维、硅铝纤维等,从而能够进行再利用,可对环境保护做出贡献。
另外,内袋是由聚乙烯薄膜构成,其壁厚做成15~50μm。由于内袋必要具有规定的阻气性,所以需要一定程度的厚度,从而做成15μm或以上。另一方面,作为真空绝热材料内袋处于外包材料内时,由于热传导率比芯部材料高,所以能够成为热传导层,从而做成50μm或以下。
例如,当为20μm时,内袋重叠的尺寸为40μm,加上外包材料的厚度尺寸,能够允许混入无机纤维叠层体中的异物的大小到40μm左右,能够防止异物刺破外包材料,由此得以提高生产率,进而外包材料的边部是使上述内袋内在地介于折边部中,由此不是接近直角的弯曲,而是成为至少加上内袋的厚度部分的弯曲半径(R),所以能够防止外包材料的损伤。
另外,为了压缩芯部材料将内部除气,将内袋的开口熔敷。因此,为了进行稳定的熔敷,最好是具有20μm~30μm的壁厚。
另外,在通过外箱和内箱形成的绝热空间配设真空绝热材料和发泡绝热材料的冰箱中,能够抑制通过现有的对流空间的热移动,度且即便是折边作业,也能够提高真空绝热材料的可靠性,所以冰箱的可靠性也能够进一步提高。
根据本发明,能够提供绝热性能优良且折边作业容易、生产率及再生性优越的真空绝热材料及使用该真空绝热材料的冰箱。
另外,能够得到在由不使用粘合剂的芯部材料做成的真空绝热材料自身的弯曲或平面精度确保上有利的无粘合剂的真空绝热材料。
附图说明
图1是本实施例的冰箱的纵截面图。
图2是图1的要部A-A截面放大图。
图3是本实施例的真空绝热材料与现有的真空绝热材料的比较说明图。
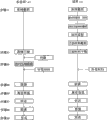
图4是实施例的真空绝热材料与现有的真空绝热材料的制作工序说明图。
图5是芯部材料制作工序说明图。
图6是真空绝热材料的制作工序说明图。
图7是真空绝热材料的边部的说明图。
图8是将真空绝热材料配设在内箱的图。
图9是说明外包材料与内袋的关系的图。
图10是说明与图9不同的例的图。
图11是边部弯折状态的比较说明图。
图12是表示真空绝热材料的冰箱配设状态的比较说明图。
图中
1-冰箱本体;2-冷藏室;3-蔬菜室;4a-第1冷冻室;4b-第2冷冻室;5-冷藏室门;6-蔬菜室门;7-第1冷冻室的门;8-第2冷冻室的门;9-压缩机;10-冷却器;11-冷气扇;12-箱体;13-外箱;14-内箱;15-绝热壁;16-真空绝热材料;17-发泡绝热材料;18-芯部材料;19-外包材料;19a-边部;20-无机纤维的叠层体;21-内袋;21a-边部;22-冲压机;23-热熔敷机;24-现有的真空绝热材料;25-芯部材料;26-外包材料;27-对流空间(a)(b);28-吸附剂;29-吸附剂收容部;30-吸附剂(图3(b)(c));31-吸附剂收容部;32-步骤32;33-步骤33;34-步骤34;35-步骤35;36-步骤36;37-步骤37;38-步骤38;39-步骤39;40-现有真空绝热材料的边部;41-热熔或2面贴胶带
具体实施方式
图1是具备本发明的冰箱的纵截面图,图2是图1的A-A截面要部放大图,图3是具备本发明的真空绝热材料和用于说明该真空绝热材料的图,(a)是本发明的真空绝热材料,(b)(c)是现有的一般的真空绝热材料的说明图。图4是表示本发明的真空绝热材料制作工序的图,(a)是本发明的真空绝热材料的说明图,(b)是一般的真空绝热材料的说明图,图5是用于说明具备本发明的真空绝热材料的制作工序为止的说明图,图6是说明使用图5的芯部材料完成本发明的真空绝热材料为止的制作工序说明图,图7是用于说明具备本发明的真空绝热材料的边部的说明图,图8是将真空绝热材料配设在内箱的图,图9及图10是说明外包材料与内袋的关系的图。图11是表示将图7所示的边部弯折的状态的图,(a)是表示本发明的真空绝热材料的图,(b)是表示一般的真空绝热材料的图,图12是将图11所示的真空绝热材料配设在冰箱等的外箱和内箱形成的绝热空间中的状态的图,(a)是表示本发明的真空绝热材料的配设状态的图,(b)是表示一般的真空绝热材料的配设状态的图。
首先,在图1、图2上,冰箱本体是从上顺序包括冷藏室2、蔬菜室3、第1冷冻室4a、第2冷冻室4b,具备关闭上述各室的前面开口部的门5~8。5是冷藏室门,6是蔬菜室门,7是第1冷冻室门,8是第2冷冻室门。而且是上述门6~8将由抽屉式的门构成的各个室的容器在拉出开门时随着门而拉出到面前的方式的冰箱。另外,还具备冷冻循环,在冰箱本体1的背面底部有压缩机9和冷冻室背面一侧的冷却器10。在冷却器10的上方配设有冷气扇11,将冷气送往各室,将箱内冷却到规定温度。另外,与压缩机9、冷却器10一起,还有冷凝器(未图示)、毛细管(未图示)构成冷冻循环。
形成上述冰箱本体1的外廓的是箱体12。该箱体12是由外箱13、内箱14、绝热壁15等构成。
而且,上述绝热壁15是由具备本发明的真空绝热材料16和发泡绝热材料17构成。
上述发泡绝热材料17是其自身具有粘结力的现场发泡的氨基甲酸乙酯泡沫等的发泡绝热材料17。另外真空绝热材料16被制作成具有比刚才的发泡绝热材料17还高的绝热性能。
例如,如果发泡绝热材料17的热传导率为0.016W/mK左右的话,真空绝热材料16的热传导率则设定为0.002W/mK左右。
因此,如果将绝热壁的热泄漏量面积假定为一定的话,如果使用具有仅用氨基甲酸乙酯等的发泡绝热材料形成的绝热壁厚尺寸约为1/5~1/9左右的厚度尺寸的真空绝热材料,则能够同时设定来自该绝热壁的热泄漏量。可是,在仅用真空绝热材料构成绝热壁的箱体12上,由于没有将外箱13和内箱14一体化,箱体强度不满足设计值,所以在本发明中使用其自身具有粘结力的氨基甲酸乙酯等的发泡绝热材料17,将上述外箱13和内箱14粘结一体化。另外,上述发泡绝热材料17的壁厚尺寸是5mm~20mm左右,即将平均厚度尺寸做成15mm左右,即便在局部薄的地方也有确保能够充填氨基甲酸乙酯等的发泡绝热材料17的5mm或以上的厚度,从而防止箱体12的强度降低。
另外,上述真空绝热材料16的设置位置是配置在能够将冰箱的热泄漏量大的地方重点遮护起来的位置,从而获得了效果。而且,该真空绝热材料16在冰箱的绝热空间所占比例设定为60%或以下。换言之,当冰箱安装时包括门体的箱体高度尺寸比其宽度尺寸及厚度大时,在该冰箱的高度方向的两侧壁内部和背面壁内部和门内部分别设置真空绝热材料。而且将真空绝热材料的总体积设定为由上述外箱13和内箱14形成的绝热空间体积的60%或以下。
另外,如果真空绝热材料的总体积为由上述外箱13和内箱14形成的绝热空间体积的60%或以下的话,氨基甲酸乙酯等的发泡绝热材料17就不能均匀地充填,在发泡绝热材料17中产生中空,使其强度及绝热性能恶化。另外,还会有上述的冷却器10的配管或冷气扇11的配线(未图示)接触真空绝热材料16,损伤该真空绝热材料16的可能。
下面就图3、图4、图5、图6说明具备本发明的真空绝热材料16。
首先,在图3上,该真空绝热材料16是由芯部材料18和具有热熔敷用的塑料层的金属箔叠层薄膜等组成的外包材料19构成的。而且,上述芯部材料18是由无机纤维的叠层体20和内袋21构成的。并且上述内袋21是由厚度20μm的材质聚乙烯薄膜等组成的内袋21。
在无机纤维的叠层体20上一般使用玻璃棉、玻璃纤维、氧化铝纤维、硅铝纤维或棉等的天然纤维。另外,内袋21使用了壁厚为20μm的聚乙烯等合成树脂薄膜。选择壁厚20μm的薄膜的理由是因为:进行内袋内的减压时,该薄膜与无机纤维的叠层体端之间不会产生对流空间,具有可吸附的柔软性,同时吸收混入后述的外包材料的开口部的熔敷部的异物的大小,使异物不会从外包材料中露出。
而且上述芯部材料18是如下制作而成的,即如后述的图5的(a~c)所示,将以滚筒状预先做成厚度为100mm~150mm的无机纤维的叠层体20截成规定尺寸,折成2折或3折,如图5的(b)所示,收容在内袋21(壁厚20μm左右的聚乙烯制的合成树脂薄膜)内后,用冲压机22等压缩该无机纤维的叠层体,接着将内袋21进行减压,然后用热熔敷机23将内袋21的开口部热熔敷密封。
这样制作成的芯部材料尽管没有使用以往的粘合剂,但其通过压缩-减压-熔敷密封工序而成的真空绝热材料16芯部材料。
即:芯部材料18虽不使用粘合剂,但却形成要制作的真空绝热材料16的厚度形状,能够充分得到作为芯部材料的使命的隔离材的作用。并且该芯部材料有一定程度的柔软性,容易顺从地安装在安装部上。
更详细地说就是,上述无机纤维的叠层体20是在压缩工序或减压工序前的例如200~300mm的厚度下,通过压缩-减压工序压缩成20~25分之一的厚度8~15mm。
因此,原棉在该压缩时当然向要埋没内袋21的间隙的外周方向扩展。
接着,通过减压工序,壁厚20μm左右的内袋从外周压缩无机纤维的叠层体20使该芯部材料成为压缩的形状。换言之,内袋21是能够不形成支架帐篷状的空间,即柔软性良好(易沿着收容物的形状变形)的薄度。
在这里,用图3的(b)(c)说明现有的一般使用的真空绝热材料。24是现有的一般使用的真空绝热材料,该真空绝热材料24具备芯部材料25。该芯部材料25使用粘合剂成型为厚度8~15mm的板状,其端面用冲压机等截断。
该芯部材料25被收容在外包材料26(金属箔叠层薄膜)内,将外包材料26内减压-熔敷密封,则成为如图3的(b)或图3的(c)所示。即:图3的(b)是外包材料26的柔软性的极差,在芯部材料26端面形成对流空间27的例,图3的(c)是表示利用良好的柔软性用减压的力使外包材料26在芯部材料端面成为完全贴附的状态的图。另外,上述外包材料26是由塑料-金属箔叠层薄膜构成,在将外包材料26的开口部熔敷、密封时,融化熔敷该塑料部。
在这里,如果将图3的(b)表示的真空绝热材料24作为冰箱的绝热壁使用的话,常年使用时,从纤维材料等出来的水分或气体等会滞留在上述对流空间27中,在空间27内对流而进行热移动。由此绝热性能明显降低。
一方面,如果成为图3(c)的状态,即便不产生对流空间,外包材料26接触到芯部材料25的端面角部A、B,有可能由于毛刺而损伤外包材料26。
换言之,由于用冲压机等截断芯部材料25时产生的毛刺使外包材料在A、B部造成损伤的可能性很大。
另外,图3(a)中28号表示吸附剂。在该吸附剂28中使用如为合成沸石的分子筛13x等。而且,该吸附剂28是吸附从芯部材料中产生的水分及气体成分。即:虽然芯部材料18(无机纤维20)在被收容在外包材料19中之前是十分干燥的,但由于成本等问题不能完全去除气体及水分。即:由于进行充分的干燥需要很长时间所以是不可能的。为此放入吸附剂28,但该吸附剂28的能力也有限。即:作为真空绝热材料而被组装在冰箱内时,用上述吸附剂不能保证例如10年。为此,如上所述对流空间被气体及水分占满,通过对流开始热移动。
而且,上述吸附剂28是充填在设于无机纤维叠层体20的吸附剂收容部29内。内袋21起到防止该吸附剂28从吸附剂收容部29内进出的作用。因此,上述吸附剂28在内袋的压缩-减压-熔敷之前就要预先放入吸附剂收容部29内。
另一方面,图3(b)(c)中的30号是吸附剂。该吸附剂的作用与图3(a)相同。只是图3(b)(c)表示的是在使用粘合剂硬化的芯部材料25上设置的吸附剂收容部31中放入吸附剂30,由于没有如本发明的内袋21,所以将吸附剂30放入吸附剂收容部31中,由于没有如本发明的内袋21,所以吸附剂30有可能会从收容部31中进出,进入芯部材料25和外包材料26之间,有可能损伤外包材料。为此,当然需要在其上设置覆盖收容部31的部件,例如设置盖体。
下面用图4说明上述真空绝热材料16与现有的真空绝热材料24的制作工序的不同。图中(a)表示本发明,(b)表示现有例。
首先在图4(a)中,说明本发明的真空绝热材料16的制作工序,在步骤32中滚筒状的原棉被截断为规定尺寸。其后,在步骤33中原棉被放入干燥炉(230℃)内,干燥后,该原棉被收容在内袋内,在步骤34中,进行临时压缩装袋(压缩-减压-熔敷密封),做成芯部材料。在该状态下做成的芯部材料也可以临时保管。
下面,在步骤35中将芯部材料收容在外包材料内。其后破坏内袋,接着在步骤36中将外包材料内减压,熔敷密封访该开口部,做成真空包装。
其后在步骤37中将在真空绝热材料16的周围产生的边部(后述)向一面(例如上面)一侧弯折,固定该边部。
然后将做成的真空绝热材料16用热传导率测试器等进行合格品、不合格品的检查(步骤38),使真空绝热材料16完工。
下面关于图4的(b),在该图4(b)上展示的现有的真空绝热材料24的制作工序中,与图4的(a)特别不同的点是使用了粘合剂。即:是(粘合剂浸含、脱水)-(浸含芯部材料截断)-(加热成型)-(芯部材料截断)的工序。
这些工序都是在使用粘合剂时必要的工序,但在本发明中,不使用该粘合剂,用内袋来替代。
在这里,用图5、图6说明上述图4所示的制作工序。
图5表示的是将原棉按规定尺寸从虚线截断,收容在内袋中,将该内袋开口熔敷,直到做成芯部材料为止的图,图6所示的是将芯部材料18放入外包材料19中,做成真空绝热材料16的过程的图。
首先在图5中,(a)是表示将卷成滚筒状的原棉干燥后,在例如虚线的部分截断,做成规定尺寸,图5的(b)是表示将在(a)中被截断了的原棉(无机纤维叠层体20)折成2折,将其收容形成3面被熔敷的袋状的内袋21中的状态的图。这时从图(b)可知,由于原棉20不含有粘合剂等硬化剂,所以沿着内袋21的形状,利用自身具有的柔软性变形,角部成为圆状(R形状)。
将其在如图5的(c)表示的厚度方向用冲压机22压缩到例如25分之一左右为止,做成8~15mm的原棉20。当然这时要预先在内袋21放入吸附剂(未图示)。
接着将内袋21内减压,用熔敷机23熔敷密封内袋21的开口部。在该过程中,原棉20成为充满内袋21且没有角部的具有圆角的原棉20,与内袋21一起构成真空绝热材料16用芯部材料18。只要是如此做成的芯部材料18,即便不组成连续工序,也能够在该状态下保管,由此在生产调节等方面成为非常方便的芯部材料18。即:被保持在保管中减压的状态下。
接着关于图6,首先在图6的(a)中,被收容在外包材料19内的芯部材料18的内袋21准备在下面的工序中减压,如图示部(内袋破坏)被破坏。由此在图6的(b)中,包括内袋21的芯部材料18内的减压能够顺利进行。这时,应特别提到的是内袋21的边部21a(L4部)如图示进入外包材料19的边部19a(L5部)内,外包材料19的边部19a成为4层。由于原来的外包材料19的内侧是热熔敷层(塑料层),是由例如低密度聚乙烯薄膜、链状低密度聚乙烯薄膜、高密度聚乙烯薄膜等的合成树脂材料形成的,所以与内袋21的聚乙烯薄膜的相合性良好,能够进行4层部的热熔敷。而且,被热熔敷的部分是一体化的。因此即便在收容芯部材料18时外包材料的开口部落入灰尘、碎屑,该开口部也由于有如上所述的熔敷材料(内袋),从而能够吸收灰尘、碎屑,切实密封外包材料。
最后,包括边部21a的边部19a例如以如图6的(c)所示的边部为基点,向上面一侧折入,用胶带等(未图示)固定如此做成的真空绝热材料16。
这时,由于芯部材料18的端部呈圆状,具备本发明的真空绝热材料16的边部21a、19a沿着该圆状部折入,折成在边部19a和外包材料19之间不产生如现有技术的对流空间。换言之,能够不用担心如图3的(c)所示的角部破损地进行弯折。原因是防止了易使内袋21破损的直角弯曲。
由此,在通过真空绝热材料16的外包材料19具有的金属部(防护层)而被传导的热移动中,能够将以往增强了的热对流空间的形成抑制在最小限度上。
即:由于折边时的内袋的壁厚部分弯折直径变大,所以即便在边部有异物等,也不会损伤外包材料。另外,在外包材料的边部,通过金属层的热传导而传过来的高温一侧的热被内袋阻挡一部分,由此该热传导量能够降低。
下面用图7、图8说明由于通过外包材料19的热传导(热桥),外箱13一侧的热被传导到内箱14一侧的机理。
真空绝热材料16自身具有如前所述的发泡绝热材料17的数倍的绝热性能,但外包材料19特别是铝箔部的绝热效果很小。通常将通过该铝箔部被传导的热叫做热桥。
即:外包材料的表面一侧的铝箔如图7、图8所示,接触外箱13配设。
因此,外箱13的热如图7的箭头经由边部19a从外箱13一侧的面19b传导到内箱14一侧的面19c。这时,在本发明中,如图7所示,L2部相对于边部L1被内袋21的边部21a隔离,由此在A部,成为外箱13侧面19b的热不能传导到内箱14侧面19c的构造。
换言之,相对于外包材料19形成的边部L1,内袋21形成的边部21a的长度L2越长,从外包材料的外箱13侧面19b传导到外包材料19的内箱13侧面19c的热量越能够大幅度降低,但从制作观点上看,最好是做成L2/L1=0.8或以下。
另外,外包材料19通常是将19b和19c2片热熔敷做成袋形状。而且,将包括该热熔敷部L3的芯部材料18为止的重合部L1称为外包材料19的边部,同样,将包括内袋的热熔敷部的重合部L2称为内袋21的边部21a。
而且,在外包材料19b和19c的热熔敷量L3中,如果将上述内袋21的边部21a延长,则内袋21的壁厚部分60μm成为熔敷材料,能够切实地进行外包材料19b和19c之间的熔敷。
图8是将上述边部19a、21a向内箱13侧面19c弯折固定上的图。从图中可以明确,通过上述边部19a包括内袋21的壁厚(60μm)而弯折,比现有的折边弯曲半径(R)大,在弯折时发生的外包材料19的损伤能够大幅度降低。由此,沿着芯部材料18可容易地弯折边部19a。
下面用图9、图10说明外包材料19与收容在上述外包材料19中的内袋21的关系。
首先,图9是预先热熔敷3方,将内袋21收容在外包材料19内后,将外包材料19的开口部19d与内袋21的边部21a和外包材料19的边部19a一起进行热熔敷。
该热熔敷部宽度Lw1比其它3方的热熔敷部宽度W2熔敷得更宽,换言之,内袋21的边部21a如同W1进入外包材料19的边部19a的60%~70%部。
由此,通过该部分的热传导比其他的3处(W2部)大幅度变小。
下面,关于图10,图10是将图9的外包材料19的热熔敷部W2做成比收容内袋21后的W2更宽的W3。
即:图10所示的是将包括内袋21的边部21a进行热熔敷而得到W3。图10所示的是在外包材料19单体上进行热熔敷(图9的W2部)时,成为使内袋21的夹层部W3再度热熔敷的形式,由此虽然作业工序增加,但能够将内袋做成热熔敷时的熔敷材料,因此熔敷的可靠性进一步提高。
另外,外包材料19的收容内袋21用的开口部19d的热熔敷与图9同样,所以省略了说明。
下面,用图11、图12说明上述对流空间。
图11、图12都表示具备本发明的真空绝热材料16与现有的真空绝热材料24的比较,图11是真空绝热材料24的单体的比较,图12是表示作为冰箱的绝热材料使用时的比较。
首先在图11上,由于图11的(a)是具备本发明的真空绝热材料16,所以在内袋21和无机纤维的叠层体20之间即便是在端部也没有产生对流空间。另外,即便将边部19a按虚线进行折边,边部19a也能够沿着外包材料无间隙地按图9(a)的虚线弯折,因此不会形成对流空间。
但是,如果是现有的真空绝热材料24,芯部材料25由于粘合剂而硬化,并成板化,从而端面成为如图所示的截断面。
因此,即便将外包材料26进行减压,在上述芯部材料25的端部也易产生对流空间27a。该对流空间27(a)的热传导率在真空度高时是能够无视的,但如果由于常年使用,该空间充满水分或从芯部材料出来的气体,则通过该对流空间27(a)传导的热就会超过绝热容许值。另外,如果将该真空绝热材料24的边部40如图所示进行折边的话,外包材料26接触芯部材料25的端部B,为了避免被截断时产生的毛刺等损伤,就要不太施加张力地按虚线弯折。(如图11(a),不沿着芯部材料18弯折)其结果在折边部也产生对流空间27b。
由于该对流空间27b从最初就没有被减压,所以当然从最初就成为通过对流传输热的空间,作为整体不能够叫做绝热性能良好的真空绝热材料24。
图12所示的是用上述图11说明了的将本发明和现有真空绝热材料组装进冰箱的绝热材料中的状态的图。
都是在外箱13上利用热熔或2面贴胶带41等贴上真空绝热材料后,再充填发泡绝热材料17。
它们都是边部19a、40面向内箱14一侧折入。
对于本发明的真空绝热材料16,由于没有形成对流空间27a、27b,所以没有通过该对流空间27a、27b的热移动,因此仅有通过外包材料的热移动,但对于现有的真空绝热材料24除了通过外包材料26的金属部的热移动以外,还必须防止外箱13一侧的热通过对流空间27a、27b进入内箱14一侧。以往作为防止其发生的对策是将发泡绝热材料17的壁后加厚等。
本发明如以上说明,是将无机纤维的叠层体收容在圆袋内,将内袋临时进行压缩-减压-熔敷密封,利用自身具有的柔软性,将无机纤维的叠层体其无间隙地配设在内袋中,将由此制作成的芯部材料收容在金属箔叠层薄膜等组成的外包材料内,破坏内袋的密封,将外包材料减压,熔敷密封制作成真空绝热材料,由于在该真空绝热材料中,包覆无机纤维叠层体的内袋的边部位于外包材料的边部内,所以折边时内袋的壁厚部分的弯折直径必定会变大,因此即便在边部有异物等也当然不会损伤外包材料,并且在外包材料的边部,通过金属箔例如铝箔的热传导而传送的高温一侧的热被内袋阻挡一部分,由此该热传导量降低。
另外,内袋的边部位于外包材料的开口熔敷部,熔敷后的壁厚与其他的熔敷部相比是厚壁,所以内袋成为熔敷材料,当然容易进行外包材料的熔敷,并且熔辅材料变厚的部分能够吸收碎屑或灰尘等的异物,从而能够进行切实的密封。
另外,由于作为无机纤维叠层体使用了玻璃棉、玻璃纤维、氧化铝纤维、硅铝纤维等,所以无机纤维的叠层体当然能够再利用,能对环境保护做出贡献。即:边部熔敷的可靠性增加,气密性保持进一步提高,无机纤维不会因气体侵入等劣化,并且能够促进再利用。
另外,内袋做成能够热熔敷的合成树脂制,其壁厚为20~50μm,所以当壁厚为20μm时,无机纤维叠层体中混入的异物的大小能够容许到40μm,当壁厚为50μm时异物的大小能够容许到100μm,因此不仅能够提高生产率,而且在减压时不会在无机纤维叠层体和内袋之间产生支架帐篷状态的对流空间。
进而,在由外箱和内箱形成的绝热空间中配设有真空绝热材料的冰箱中,上述真空绝热材料是方案1~4中任意一项所述的真空绝热材料,由此能够抑制以往的通过对流空间的热移动,从而能够得到带有效率良好的真空绝热材料的冰箱。
Claims (9)
1.一种真空绝热材料,其特征在于,
具备:收容有具有柔软性的无机纤维的叠层体的芯部材料;和因具备金属层而具有阻气性并且收容有上述芯部材料的外包材料,
该外包材料的内部被减压及密封,该外包材料的边部沿着上述芯部材料端面在上述外包材料与上述芯部材料之间不产生对流空间地被弯折。
2.根据权利要求1所述的真空绝热材料,其特征在于,
具备收容上述芯部材料的内袋,该内袋具有边部,上述内袋的上述边部与上述外包材料的上述边部一同弯曲。
3.根据权利要求1所述的真空绝热材料,其特征在于,
上述芯部材料的端面棱线角部在上述减压时被上述外包材料压成圆状。
4.根据权利要求2所述的真空绝热材料,其特征在于,
在压缩上述内袋内的上述无机纤维的叠层体、将上述外包材料的内部减压并熔敷密封上述外包材料的边部时,上述无机纤维的叠层体的端面棱线角部被做成圆状,
使上述内袋位于上述端面棱线角部。
5.根据权利要求1所述的真空绝热材料,其特征在于,
作为无机纤维的叠层体采用玻璃棉、玻璃纤维、氧化铝纤维、硅铝纤维中任一个。
6.根据权利要求2所述的真空绝热材料,其特征在于,内袋采用聚乙烯薄膜,其壁厚为15~50μm。
7.根据权利要求2所述的真空绝热材料,其特征在于,
内袋采用聚乙烯薄膜,其壁厚为20~30μm。
8.根据权利要求1所述的真空绝热材料,其特征在于,
外包材料由具有热熔敷用的塑料层和金属层的叠层薄膜构成。
9.一种冰箱,在由外箱和内箱形成的绝热空间配设有真空绝热材料和发泡绝热材料,其特征在于,
在该冰箱中配设有根据权利要求1或2所述的真空绝热材料。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004297091 | 2004-10-12 | ||
| JP2004297091A JP4215701B2 (ja) | 2004-10-12 | 2004-10-12 | 冷蔵庫 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2008101303542A Division CN101334125B (zh) | 2004-10-12 | 2005-08-19 | 真空绝热材料及使用真空绝热材料的冰箱 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1760581A CN1760581A (zh) | 2006-04-19 |
| CN100545503C true CN100545503C (zh) | 2009-09-30 |
Family
ID=35520669
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2008101303542A Expired - Fee Related CN101334125B (zh) | 2004-10-12 | 2005-08-19 | 真空绝热材料及使用真空绝热材料的冰箱 |
| CNB2005100932473A Expired - Fee Related CN100545503C (zh) | 2004-10-12 | 2005-08-19 | 真空绝热材料及使用真空绝热材料的冰箱 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2008101303542A Expired - Fee Related CN101334125B (zh) | 2004-10-12 | 2005-08-19 | 真空绝热材料及使用真空绝热材料的冰箱 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7449227B2 (zh) |
| EP (2) | EP1647759B1 (zh) |
| JP (1) | JP4215701B2 (zh) |
| KR (3) | KR20060053137A (zh) |
| CN (2) | CN101334125B (zh) |
| DE (1) | DE602005014816D1 (zh) |
| TW (1) | TWI277707B (zh) |
Families Citing this family (88)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2869972B1 (fr) * | 2004-05-07 | 2006-08-11 | Saipem S A Sa | Complexe isolant a enveloppe metallique pour conduite |
| JP4576195B2 (ja) * | 2004-10-12 | 2010-11-04 | 日立アプライアンス株式会社 | 真空断熱材、及び真空断熱材を用いた冷蔵庫、並びに真空断熱材の製造方法。 |
| JP4215745B2 (ja) * | 2005-05-20 | 2009-01-28 | 日立アプライアンス株式会社 | 真空断熱材、真空断熱材を用いた冷蔵庫及び真空断熱材の製造方法 |
| AU2006305083B2 (en) * | 2005-10-18 | 2011-01-06 | Lg Electronics Inc. | Vacuum insulation panel and insulation structure of refrigerator applying the same |
| US20090001086A1 (en) * | 2007-04-12 | 2009-01-01 | Nanopore, Inc. | Container insert incorporating thermally insulative panels |
| JP2009024921A (ja) * | 2007-07-19 | 2009-02-05 | Hitachi Appliances Inc | 冷蔵庫 |
| JP2009024922A (ja) * | 2007-07-19 | 2009-02-05 | Hitachi Appliances Inc | 冷蔵庫 |
| DE102007050403A1 (de) * | 2007-10-22 | 2009-04-23 | BSH Bosch und Siemens Hausgeräte GmbH | Kältegerät |
| US20090179541A1 (en) * | 2007-12-12 | 2009-07-16 | Nanopore, Inc. | Vacuum insulation panel with smooth surface method for making and applications of same |
| JP4695663B2 (ja) * | 2008-03-19 | 2011-06-08 | 日立アプライアンス株式会社 | 冷蔵庫 |
| CN105156841A (zh) * | 2009-04-07 | 2015-12-16 | 松下电器产业株式会社 | 纤维隔热体和使用它的真空隔热体 |
| DE102009002800A1 (de) * | 2009-05-04 | 2010-11-18 | BSH Bosch und Siemens Hausgeräte GmbH | Haushaltskältegerät und wärmeisolierende Wandung eines Haushaltskältegerätes |
| JP5313800B2 (ja) * | 2009-07-30 | 2013-10-09 | 象印マホービン株式会社 | 断熱パネル |
| KR101597554B1 (ko) * | 2009-08-07 | 2016-02-25 | 엘지전자 주식회사 | 진공단열재 및 진공단열재를 구비한 냉장고 |
| JP2011074934A (ja) * | 2009-09-29 | 2011-04-14 | Mitsubishi Electric Corp | 真空断熱材、およびこの真空断熱材を備えた断熱箱 |
| CN105571253B (zh) * | 2010-05-28 | 2018-09-21 | 东芝生活电器株式会社 | 食品储藏库的壁面单元 |
| CN102338263A (zh) * | 2010-07-20 | 2012-02-01 | 益科博能源科技(上海)有限公司 | 一种真空隔热系统 |
| KR101286342B1 (ko) * | 2010-08-17 | 2013-07-15 | (주)엘지하우시스 | 진공단열재용 복합심재, 그 제조방법 및 이를 이용한 진공단열재 |
| JP5865581B2 (ja) * | 2010-09-07 | 2016-02-17 | 株式会社東芝 | 冷蔵庫 |
| WO2012098896A1 (ja) * | 2011-01-20 | 2012-07-26 | パナソニック株式会社 | 気体吸着デバイス及びそれを備えた真空断熱材 |
| JP5664297B2 (ja) * | 2011-02-04 | 2015-02-04 | 三菱電機株式会社 | 真空断熱材および断熱箱 |
| KR101417249B1 (ko) * | 2011-02-21 | 2014-07-16 | (주)엘지하우시스 | 이너백을 포함하는 진공단열재 및 이를 제조하는 방법 |
| US9126386B2 (en) * | 2011-03-04 | 2015-09-08 | Basf Se | Composite elements |
| JP2012211721A (ja) * | 2011-03-31 | 2012-11-01 | Hitachi Appliances Inc | 冷蔵庫 |
| JP6005341B2 (ja) * | 2011-06-13 | 2016-10-12 | 東芝ライフスタイル株式会社 | 冷蔵庫 |
| KR101360474B1 (ko) * | 2011-08-31 | 2014-02-11 | (주)엘지하우시스 | 복합 게터제를 포함하는 진공 단열재 |
| WO2013140816A1 (ja) * | 2012-03-23 | 2013-09-26 | パナソニック株式会社 | 真空断熱材およびこれを用いた断熱筐体 |
| US9182158B2 (en) * | 2013-03-15 | 2015-11-10 | Whirlpool Corporation | Dual cooling systems to minimize off-cycle migration loss in refrigerators with a vacuum insulated structure |
| US9221210B2 (en) | 2012-04-11 | 2015-12-29 | Whirlpool Corporation | Method to create vacuum insulated cabinets for refrigerators |
| US9140481B2 (en) | 2012-04-02 | 2015-09-22 | Whirlpool Corporation | Folded vacuum insulated structure |
| JP2015525860A (ja) | 2012-08-06 | 2015-09-07 | ティアイ マリン コントラクティング アクティーゼルスカブ | 断熱パネルの製造方法 |
| JP5810054B2 (ja) * | 2012-08-29 | 2015-11-11 | 日立アプライアンス株式会社 | 真空断熱材及び冷蔵庫 |
| JP6030467B2 (ja) * | 2012-11-21 | 2016-11-24 | 象印マホービン株式会社 | 真空断熱パネルおよびその製造方法 |
| CN104870881B (zh) * | 2012-12-20 | 2018-01-30 | 松下知识产权经营株式会社 | 真空隔热件、具备其的隔热箱体以及真空隔热件的制造方法 |
| CN103968195A (zh) * | 2013-01-26 | 2014-08-06 | 廖树汉 | 池外节能动态真空密封方法 |
| CN103968194A (zh) * | 2013-01-26 | 2014-08-06 | 廖树汉 | 池内节能动态真空密封方法 |
| US9855717B2 (en) * | 2013-02-26 | 2018-01-02 | Mag-Isover K.K. | Vacuum thermal insulation material technical field |
| JP6602523B2 (ja) * | 2013-06-04 | 2019-11-06 | ニチアス株式会社 | 断熱材および断熱材の製造方法 |
| JP6307799B2 (ja) * | 2013-06-28 | 2018-04-11 | 株式会社Lixil | 真空断熱材 |
| JP6171626B2 (ja) * | 2013-06-28 | 2017-08-02 | 株式会社Lixil | 真空断熱材 |
| JP6132715B2 (ja) * | 2013-09-06 | 2017-05-24 | 三菱電機株式会社 | 真空断熱材の製造方法及び断熱箱 |
| US9498072B2 (en) | 2014-02-11 | 2016-11-22 | Anthony, Inc. | Display case door assembly with tempered glass vacuum panel |
| US10165870B2 (en) | 2014-02-11 | 2019-01-01 | Anthony, Inc. | Display case door assembly with vacuum panel |
| US9599392B2 (en) | 2014-02-24 | 2017-03-21 | Whirlpool Corporation | Folding approach to create a 3D vacuum insulated door from 2D flat vacuum insulation panels |
| US10052819B2 (en) | 2014-02-24 | 2018-08-21 | Whirlpool Corporation | Vacuum packaged 3D vacuum insulated door structure and method therefor using a tooling fixture |
| US9689604B2 (en) | 2014-02-24 | 2017-06-27 | Whirlpool Corporation | Multi-section core vacuum insulation panels with hybrid barrier film envelope |
| KR20150106306A (ko) * | 2014-03-11 | 2015-09-21 | 삼성전자주식회사 | 진공단열재 및 이를 포함하는 냉장고 |
| CN204535253U (zh) * | 2014-03-19 | 2015-08-05 | 三菱电机株式会社 | 真空绝热件以及绝热箱 |
| EP3193069B1 (en) * | 2014-09-09 | 2019-10-02 | Mitsubishi Electric Corporation | Vacuum heat insulating material, method for manufacturing vacuum heat insulating material, installation structure for vacuum insulating material, and hot-water storage tank with vacuum heat insulating material |
| JP6579740B2 (ja) * | 2014-09-22 | 2019-09-25 | 三菱電機株式会社 | 真空断熱材の製造方法 |
| CN105443923A (zh) * | 2014-09-29 | 2016-03-30 | 福建赛特新材股份有限公司 | 一种真空绝热板 |
| US10059077B2 (en) | 2014-12-31 | 2018-08-28 | Joe Ru He Zhao | High resistance panels (HRP) |
| US9476633B2 (en) * | 2015-03-02 | 2016-10-25 | Whirlpool Corporation | 3D vacuum panel and a folding approach to create the 3D vacuum panel from a 2D vacuum panel of non-uniform thickness |
| US10161669B2 (en) | 2015-03-05 | 2018-12-25 | Whirlpool Corporation | Attachment arrangement for vacuum insulated door |
| US9897370B2 (en) | 2015-03-11 | 2018-02-20 | Whirlpool Corporation | Self-contained pantry box system for insertion into an appliance |
| CN104880003B (zh) * | 2015-06-04 | 2018-01-16 | 合肥美的电冰箱有限公司 | 保温隔板及冰箱 |
| US9441779B1 (en) | 2015-07-01 | 2016-09-13 | Whirlpool Corporation | Split hybrid insulation structure for an appliance |
| US10222116B2 (en) | 2015-12-08 | 2019-03-05 | Whirlpool Corporation | Method and apparatus for forming a vacuum insulated structure for an appliance having a pressing mechanism incorporated within an insulation delivery system |
| US10422573B2 (en) | 2015-12-08 | 2019-09-24 | Whirlpool Corporation | Insulation structure for an appliance having a uniformly mixed multi-component insulation material, and a method for even distribution of material combinations therein |
| US10429125B2 (en) | 2015-12-08 | 2019-10-01 | Whirlpool Corporation | Insulation structure for an appliance having a uniformly mixed multi-component insulation material, and a method for even distribution of material combinations therein |
| US12508751B2 (en) | 2015-12-08 | 2025-12-30 | Whirlpool Corporation | Insulation compaction device and method for forming an insulated structure for an appliance |
| US11052579B2 (en) | 2015-12-08 | 2021-07-06 | Whirlpool Corporation | Method for preparing a densified insulation material for use in appliance insulated structure |
| US10041724B2 (en) | 2015-12-08 | 2018-08-07 | Whirlpool Corporation | Methods for dispensing and compacting insulation materials into a vacuum sealed structure |
| US10422569B2 (en) | 2015-12-21 | 2019-09-24 | Whirlpool Corporation | Vacuum insulated door construction |
| US9840042B2 (en) | 2015-12-22 | 2017-12-12 | Whirlpool Corporation | Adhesively secured vacuum insulated panels for refrigerators |
| US9752818B2 (en) | 2015-12-22 | 2017-09-05 | Whirlpool Corporation | Umbilical for pass through in vacuum insulated refrigerator structures |
| US10610985B2 (en) | 2015-12-28 | 2020-04-07 | Whirlpool Corporation | Multilayer barrier materials with PVD or plasma coating for vacuum insulated structure |
| US10018406B2 (en) | 2015-12-28 | 2018-07-10 | Whirlpool Corporation | Multi-layer gas barrier materials for vacuum insulated structure |
| US10807298B2 (en) * | 2015-12-29 | 2020-10-20 | Whirlpool Corporation | Molded gas barrier parts for vacuum insulated structure |
| US10030905B2 (en) | 2015-12-29 | 2018-07-24 | Whirlpool Corporation | Method of fabricating a vacuum insulated appliance structure |
| US11247369B2 (en) | 2015-12-30 | 2022-02-15 | Whirlpool Corporation | Method of fabricating 3D vacuum insulated refrigerator structure having core material |
| MX2018010530A (es) * | 2016-03-02 | 2019-06-12 | Anthony Inc | Ensamblaje de puerta de vitrina con panel de vacio de vidrio templado. |
| EP3443284B1 (en) | 2016-04-15 | 2020-11-18 | Whirlpool Corporation | Vacuum insulated refrigerator structure with three dimensional characteristics |
| EP3443285B1 (en) | 2016-04-15 | 2021-03-10 | Whirlpool Corporation | Vacuum insulated refrigerator cabinet |
| US11320193B2 (en) | 2016-07-26 | 2022-05-03 | Whirlpool Corporation | Vacuum insulated structure trim breaker |
| WO2018025399A1 (ja) * | 2016-08-05 | 2018-02-08 | 三菱電機株式会社 | 真空断熱材及び断熱箱 |
| WO2018034665A1 (en) | 2016-08-18 | 2018-02-22 | Whirlpool Corporation | Machine compartment for a vacuum insulated structure |
| EP3548813B1 (en) | 2016-12-02 | 2023-05-31 | Whirlpool Corporation | Hinge support assembly |
| WO2018169581A2 (en) * | 2016-12-12 | 2018-09-20 | The Texas A&M University System | High-temperature heat shield assembly |
| CN107975656B (zh) * | 2017-11-27 | 2020-01-07 | 无锡市明江保温材料有限公司 | 真空绝热材料的制造方法 |
| CA3103275A1 (en) | 2018-06-15 | 2019-12-19 | Cold Chain Technologies, Llc | Shipping system for storing and/or transporting temperature-sensitive materials |
| US10907888B2 (en) | 2018-06-25 | 2021-02-02 | Whirlpool Corporation | Hybrid pigmented hot stitched color liner system |
| JP6605090B2 (ja) * | 2018-08-01 | 2019-11-13 | 東芝ライフスタイル株式会社 | 真空断熱パネル |
| US11313611B2 (en) * | 2019-05-01 | 2022-04-26 | Whirlpool Corporation | Construction method for vacuum insulated door |
| EP4025522A4 (en) | 2019-09-05 | 2023-12-27 | Cold Chain Technologies, LLC | Shipping system for temperature-sensitive materials |
| CN112824802A (zh) * | 2019-11-21 | 2021-05-21 | 博西华电器(江苏)有限公司 | 隔热件及包括其的冰箱 |
| WO2021250804A1 (ja) * | 2020-06-10 | 2021-12-16 | パナソニックIpマネジメント株式会社 | 断熱パネルの製造方法及び断熱箱 |
| CN116728920A (zh) * | 2023-06-28 | 2023-09-12 | 江西九由航空装备有限公司 | 航空发动机尾喷管专用隔热件及隔热件生产系统 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1118622A (zh) * | 1993-11-22 | 1996-03-13 | 三菱化学株式会社 | 真空绝热材料 |
| JP2001141179A (ja) * | 1999-11-17 | 2001-05-25 | Matsushita Electric Ind Co Ltd | 真空断熱材 |
| US20030134078A1 (en) * | 1999-06-30 | 2003-07-17 | Matsushita Electric Industrial Co., Ltd. | Vacuum heat insulator, hot insulating device using vacuum heat insulator, and electric water heater |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3162566A (en) * | 1962-09-04 | 1964-12-22 | Isadore H Katz | Thermal insulating blanket for concrete curing |
| JPS58127085A (ja) | 1982-01-25 | 1983-07-28 | 松下電器産業株式会社 | 断熱構造体および製造方法 |
| JPS62158974A (ja) | 1985-12-28 | 1987-07-14 | シャープ株式会社 | 電気機器の真空断熱材 |
| JPH04337195A (ja) | 1991-05-14 | 1992-11-25 | Hitachi Ltd | 真空断熱材 |
| JPH0882474A (ja) | 1994-09-12 | 1996-03-26 | Toshiba Corp | 真空断熱材 |
| JPH09138058A (ja) | 1995-11-14 | 1997-05-27 | Sanyo Electric Co Ltd | 真空断熱材 |
| WO1998029309A1 (en) * | 1996-12-23 | 1998-07-09 | Vacupanel, Inc. | Vacuum insulated panel, container and production method |
| US6132837A (en) * | 1998-09-30 | 2000-10-17 | Cabot Corporation | Vacuum insulation panel and method of preparing the same |
| EP1177879B1 (de) * | 2000-08-03 | 2009-04-01 | va-Q-tec AG | Folienumhüllter, evakuierter Wärmedämmkörper und Herstellungsverfahren für diesen |
| JP3482408B2 (ja) | 2002-03-11 | 2003-12-22 | 松下冷機株式会社 | 真空断熱材、および真空断熱材を使用した冷蔵庫 |
| JP2004003534A (ja) | 2002-03-28 | 2004-01-08 | Matsushita Refrig Co Ltd | 真空断熱材及び真空断熱材を使用した冷蔵庫 |
-
2004
- 2004-10-12 JP JP2004297091A patent/JP4215701B2/ja not_active Expired - Fee Related
-
2005
- 2005-07-25 TW TW094125137A patent/TWI277707B/zh not_active IP Right Cessation
- 2005-08-19 CN CN2008101303542A patent/CN101334125B/zh not_active Expired - Fee Related
- 2005-08-19 CN CNB2005100932473A patent/CN100545503C/zh not_active Expired - Fee Related
- 2005-08-19 KR KR1020050076010A patent/KR20060053137A/ko not_active Ceased
- 2005-10-11 US US11/246,523 patent/US7449227B2/en not_active Expired - Fee Related
- 2005-10-12 DE DE602005014816T patent/DE602005014816D1/de not_active Expired - Lifetime
- 2005-10-12 EP EP05022296.7A patent/EP1647759B1/en not_active Expired - Lifetime
- 2005-10-12 EP EP07017972A patent/EP1865246B1/en not_active Expired - Lifetime
-
2007
- 2007-06-22 KR KR1020070061390A patent/KR100823798B1/ko not_active Expired - Fee Related
- 2007-11-19 KR KR1020070117713A patent/KR20070115852A/ko not_active Ceased
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1118622A (zh) * | 1993-11-22 | 1996-03-13 | 三菱化学株式会社 | 真空绝热材料 |
| US20030134078A1 (en) * | 1999-06-30 | 2003-07-17 | Matsushita Electric Industrial Co., Ltd. | Vacuum heat insulator, hot insulating device using vacuum heat insulator, and electric water heater |
| JP2001141179A (ja) * | 1999-11-17 | 2001-05-25 | Matsushita Electric Ind Co Ltd | 真空断熱材 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW200619546A (en) | 2006-06-16 |
| DE602005014816D1 (de) | 2009-07-16 |
| JP4215701B2 (ja) | 2009-01-28 |
| CN1760581A (zh) | 2006-04-19 |
| EP1647759A3 (en) | 2006-08-23 |
| EP1865246B1 (en) | 2009-06-03 |
| US20060088685A1 (en) | 2006-04-27 |
| EP1647759B1 (en) | 2014-03-12 |
| EP1865246A1 (en) | 2007-12-12 |
| KR20070078415A (ko) | 2007-07-31 |
| CN101334125B (zh) | 2012-06-27 |
| US7449227B2 (en) | 2008-11-11 |
| TWI277707B (en) | 2007-04-01 |
| EP1647759A2 (en) | 2006-04-19 |
| KR100823798B1 (ko) | 2008-04-21 |
| CN101334125A (zh) | 2008-12-31 |
| KR20060053137A (ko) | 2006-05-19 |
| JP2006112641A (ja) | 2006-04-27 |
| KR20070115852A (ko) | 2007-12-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100545503C (zh) | 真空绝热材料及使用真空绝热材料的冰箱 | |
| JP4215745B2 (ja) | 真空断熱材、真空断熱材を用いた冷蔵庫及び真空断熱材の製造方法 | |
| JP5608457B2 (ja) | 真空断熱材及びこれを用いた冷蔵庫 | |
| CN102401216B (zh) | 真空绝热材料以及使用了该真空绝热材料的冰箱 | |
| CN101539361B (zh) | 冰箱 | |
| KR100617666B1 (ko) | 냉장고 | |
| CN101349493A (zh) | 冰箱 | |
| JP4576197B2 (ja) | 真空断熱材及び冷蔵庫 | |
| JP5372877B2 (ja) | 真空断熱材及びそれを用いた冷蔵庫 | |
| JP2007009928A (ja) | 真空断熱材及びその製造方法並びに冷蔵庫 | |
| JP2007113748A (ja) | 断熱壁の製造方法、並びに断熱ユニット及び断熱材 | |
| JP4384232B2 (ja) | 真空断熱材及びこれを用いた冷蔵庫 | |
| CN102889741B (zh) | 冰箱 | |
| JP2012062904A (ja) | 真空断熱材及びこれを用いた冷蔵庫 | |
| JP2015055368A (ja) | 真空断熱材及びそれを用いた冷蔵庫 | |
| JP5372878B2 (ja) | 真空断熱材及びこれを備えた冷蔵庫 | |
| JP6000922B2 (ja) | 真空断熱材及びそれを用いた冷温熱機器 | |
| JP2013249975A (ja) | 冷蔵庫 | |
| JP2006342852A (ja) | 真空断熱材及びこれを用いた冷蔵庫 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20090930 Termination date: 20140819 |
|
| EXPY | Termination of patent right or utility model |