WO2017025787A1 - ホットメルト接着性榭脂フィルムおよびその製造方法 - Google Patents
ホットメルト接着性榭脂フィルムおよびその製造方法 Download PDFInfo
- Publication number
- WO2017025787A1 WO2017025787A1 PCT/IB2016/001088 IB2016001088W WO2017025787A1 WO 2017025787 A1 WO2017025787 A1 WO 2017025787A1 IB 2016001088 W IB2016001088 W IB 2016001088W WO 2017025787 A1 WO2017025787 A1 WO 2017025787A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- intermediate layer
- layer
- acid
- surface layer
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/325—Layered products comprising a layer of synthetic resin comprising polyolefins comprising polycycloolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/38—Layered products comprising a layer of synthetic resin comprising epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/18—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of discrete sheets or panels only
- B32B37/182—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of discrete sheets or panels only one or more of the layers being plastic
- B32B37/185—Laminating sheets, panels or inserts between two discrete plastic layers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D123/00—Coating compositions based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Coating compositions based on derivatives of such polymers
- C09D123/26—Coating compositions based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Coating compositions based on derivatives of such polymers modified by chemical after-treatment
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/26—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers modified by chemical after-treatment
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J151/00—Adhesives based on graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers
- C09J151/06—Adhesives based on graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers grafted on to homopolymers or copolymers of aliphatic hydrocarbons containing only one carbon-to-carbon double bond
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/35—Heat-activated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/10—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an adhesive surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/10—Polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2325/00—Polymers of vinyl-aromatic compounds, e.g. polystyrene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2363/00—Epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2367/00—Polyesters, e.g. PET, i.e. polyethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2377/00—Polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/124—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/304—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being heat-activatable, i.e. not tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/414—Additional features of adhesives in the form of films or foils characterized by the presence of essential components presence of a copolymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
- C09J2423/006—Presence of polyolefin in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
- C09J2423/10—Presence of homo or copolymers of propene
- C09J2423/106—Presence of homo or copolymers of propene in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2451/00—Presence of graft polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2463/00—Presence of epoxy resin
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
- C09J2467/006—Presence of polyester in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2479/00—Presence of polyamine or polyimide
- C09J2479/08—Presence of polyamine or polyimide polyimide
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2813—Heat or solvent activated or sealable
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2848—Three or more layers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2852—Adhesive compositions
- Y10T428/287—Adhesive compositions including epoxy group or epoxy polymer
Definitions
- the present invention relates to a hot-melt adhesive resin film having excellent adhesion to various adherends, particularly metals, and a method for producing the same.
- This application claims the priority based on Japanese Patent Application No. 2015-156367 for which it applied on August 6, 2015, and uses the content here.
- thermosetting epoxy adhesive layer is formed on both surfaces of a base material made of a heat-resistant resin film as described in Patent Document 3 3
- a laminated film having a layer structure is known, but it is not sufficient in terms of metal adhesion and durability.
- the conventional adhesive film is not sufficient in adhesion particularly when it is adhered to a metal, and the adhesion cannot be sufficiently maintained even after severe durability conditions.
- strength which keeps a laminated body in a plane was not enough, and there existed a subject that distortion occurred in a laminated body.
- bonding is performed using an adhesive film having a substrate, there is a problem that peeling occurs due to the correlation of the laminate, and sufficient strength as an adhesive cannot be maintained.
- the present invention has been made in view of the above circumstances, and it does not cause peeling between each layer on various substrates such as glass, plastic, etc., flat or film-like, and is excellent. It is an object of the present invention to provide a hot-melt adhesive resin film having high adhesive strength and strong durability even in severe durability evaluation and a method for producing the same.
- the present inventors have closely investigated adhesive resin films that exhibit high durability even in harsher evaluations than before for various planar or film adherends such as glass, plastic, etc., including metals.
- the present inventors have found the laminated structure of the present invention and completed the present invention. That is, the present inventors provide a heat-resistant base material in the base material layer, ensure the strength as a laminate, and include polyolefin in the intermediate layer and the surface layer, respectively, so that the adhesion between the intermediate layer and the surface layer is improved.
- the intermediate layer contains a copolymer of propylene and 1-butene, thereby improving the adhesion between the intermediate layer and the base material layer.
- the surface layer contains an acid-modified polyolefin, The inventors have found a structure in which the acid-modified polyolefin of the layer ensures adhesion with the adherend, and have completed the present invention.
- the present invention comprises a first surface layer, a first intermediate layer, a heat-resistant base material layer, a second intermediate layer, and a second surface layer, which are laminated in this order.
- the intermediate layer and the second intermediate layer provide a hot-melt adhesive resin film comprising a resin obtained by modifying a copolymer of propylene and 1-butene with maleic acid.
- the first surface layer and the second surface layer preferably contain a composition having an acid-modified polyolefin and an epoxy group-containing resin, or a composition having an acid-modified polyolefin and an oxazoline group-containing resin.
- the first surface layer and the second surface layer are obtained by copolymerizing 80 parts by mass to 99.9 parts by mass of an acid-modified polyolefin resin (A) and a monomer containing an olefin compound and an epoxy group-containing vinyl monomer. And 0.1 to 20 parts by mass of an epoxy group-containing polyolefin resin (B) having a main chain and a side chain bonded to the main chain and having a melting point of 80 ° C. to 120 ° C. It is preferable to do.
- the first surface layer and the second surface layer are 90 parts by mass to 99.9 parts by mass of the acid-modified polyolefin resin (A) and 0.1 parts by mass of a phenol novolac type epoxy resin (C) that is solid at room temperature. It is preferable to contain 10 parts by mass to 10 parts by mass.
- the first surface layer and the second surface layer are composed of 80 to 99.9 parts by mass of the acid-modified polyolefin resin (A) and an oxazoline group-containing styrene resin (D) having a number average molecular weight of 50,000 to 250,000. ) Is preferably contained in an amount of 0.1 to 20 parts by mass.
- the first intermediate layer and the second intermediate layer are layers provided by applying and drying a solution containing a resin in which the copolymer of propylene and 1-butene is modified with maleic acid, and the dried film
- the thickness is preferably 1 ⁇ m to 5 ⁇ m.
- the base material layer is one selected from the group consisting of polyethylene naphthalate, cyclic olefin polymer, and methylpentene polymer.
- the base material layer preferably contains an inorganic filler.
- the present invention is also a method for producing the hot-melt adhesive resin film, wherein the copolymer of propylene and 1-butene is modified with maleic acid on one side and the other side of the base material layer.
- a solution containing the prepared resin is applied to form a coating film, and the coating film is dried to form the first intermediate layer and the second intermediate layer.
- a step of forming a film to be the first surface layer and the second surface layer comprising a composition having a group-containing resin or a composition having an acid-modified polyolefin and an oxazoline group-containing resin; Bonding the film to each of the first intermediate layer and the second intermediate layer formed on one side and the other side of the layer.
- the hot-melt-adhesive resin film which has the outstanding adhesive force and durability, and its manufacturing method can be provided with respect to various adherends, such as glass and plastics, including metal. .
- adherends such as glass and plastics, including metal.
- FIG. 1 is a cross-sectional view showing a schematic configuration of a hot-melt adhesive resin film according to an embodiment of the present invention.
- a hot-melt adhesive resin film 10 of this embodiment includes a base layer 11 having heat resistance, a first intermediate layer 12 laminated on one surface 11a of the base layer 11, and a base layer 11 The second intermediate layer 13 laminated on the other surface 11b of the material layer 11 and the second intermediate layer 12 laminated on the surface of the first intermediate layer 12 opposite to the base material layer 11 (hereinafter referred to as “one surface”) 12a.
- the hot-melt adhesive resin film 10 has a first surface layer 14 / first intermediate layer 12 / base material layer 11 / second intermediate layer 13 / second surface layer 15 laminated in this order. It has a five-layer structure.
- the resin constituting the base material layer 11 is not particularly limited as long as it is a resin having sufficient heat resistance.
- polyester such as polyethylene naphthalate (PEN), polyethylene terephthalate (PET), and polybutylene terephthalate (PBT).
- Resins Synthetic resin films formed from polyolefin polymers such as cyclic olefin polymer (COP) and methylpentene polymer (TPX).
- COP cyclic olefin polymer
- TPX methylpentene polymer
- a particulate or fibrous filler can be added to the base material layer 11 as an additive.
- the filler should just be a filler with high heat resistance, and an organic filler and an inorganic filler are mentioned.
- a filler By containing a filler, the shrinkage force of the hot-melt adhesive resin film 10 can be further suppressed, and the strength of the hot-melt adhesive resin film 10 itself can be increased.
- an inorganic filler from the viewpoint of heat resistance and shrinkability of the base material layer.
- carbonates such as calcium carbonate, magnesium carbonate and barium carbonate
- sulfates such as calcium sulfate, magnesium sulfate and barium sulfate
- chlorides such as sodium chloride, calcium chloride and magnesium chloride
- aluminum oxide calcium oxide
- oxides such as magnesium oxide, zinc oxide, titanium oxide, and silica
- minerals such as talc, smectite, mica, and kaolinite
- carbon compounds such as carbon fiber and carbon particles; and fine particles made of glass.
- examples of the shape include a spherical shape, a rod shape, and a plate shape, and a plate-like compound is preferable.
- resin used for the base material layer 11 PEN and COP are preferable.
- the thickness of the base material layer 11 is preferably 25 ⁇ m to 250 ⁇ m, and more preferably 40 ⁇ m to 200 ⁇ m.
- the thickness of the base material layer 11 is the thickness of the entire hot melt adhesive resin film 10 (that is, the base material layer 11, the first intermediate layer 12, the second intermediate layer 13, the first surface layer 14, and the second surface). About 30% to 80% of the total thickness of the layer 15 is preferable.
- the resin constituting the first intermediate layer 12 and the second intermediate layer 13 is a resin that exhibits good adhesiveness to a polyolefin resin such as polypropylene.
- a resin obtained by modifying a copolymer of propylene and 1-butene with maleic acid is used as the resin constituting the first intermediate layer 12 and the second intermediate layer 13 .
- the first intermediate layer 12 and the second intermediate layer 13 are preferably provided by coating, and the thickness of the first intermediate layer 12 and the second intermediate layer 13 is 0.5 ⁇ m to 10 ⁇ m from the viewpoint of the adhesive strength between the layers. Is preferably 1 ⁇ m to 5 ⁇ m.
- a resin obtained by modifying a copolymer of propylene and 1-butene with maleic acid is an olefin-based elastomer from the viewpoint of adhesion between the layers, and therefore has good adhesion to olefins and is crystalline. After crystallization, there is an advantage that tackiness is small.
- the maleic acid-modified resin of a copolymer of propylene and 1-butene preferably contains propylene in an amount of 50 mol% to 95 mol%, and contains 50 mol% to 80 mol%. More preferably, it is contained in an amount of 60 mol% to 75 mol%.
- the resin obtained by modifying the copolymer of propylene and 1-butene with maleic acid preferably contains 1-butene in an amount of 5 mol% to 50 mol%, preferably 20 mol% to 50 mol%. More preferably, it is contained in an amount of 25 mol% to 40 mol%. Further, the resin obtained by modifying the copolymer of propylene and 1-butene with maleic acid may contain a unit derived from an olefin other than propylene and 1-butene, preferably in an amount of 10 mol% or less. Preferably, it may be contained in an amount of 5 mol% or less.
- the intrinsic viscosity [ ⁇ ] measured in decalin at 135 ° C. of a resin obtained by modifying a copolymer of propylene and 1-butene with maleic acid is preferably 0.1 dl / g to 15 dl / g. More preferably, it is 5 dl / g to 12 dl / g, and further preferably 1 dl / g to 10 dl / g.
- the molecular weight distribution (Mw / Mn) obtained by gel permeation chromatography (GPC) of a resin obtained by modifying a copolymer of propylene and 1-butene with maleic acid is preferably 3.2 or less. It is more preferably from 5 to 3.1, and even more preferably from 2.0 to 2.6.
- the melting point Tm measured by a differential scanning calorimeter of a resin in which a copolymer of propylene and 1-butene is modified with maleic acid is preferably 60 ° C. to 150 ° C., and preferably 70 ° C. to 120 ° C. Is more preferable.
- a resin obtained by modifying a copolymer of propylene and 1-butene with maleic acid is obtained by graft copolymerization of a copolymer of propylene and 1-butene with maleic acid or maleic anhydride, which is a polar monomer.
- maleic acid or maleic anhydride is preferably 0.1 to 10 parts by mass, more preferably 0.5 to 3 parts by mass with respect to 100 parts by mass of the graft copolymerized propylene elastomer. Graft copolymerized as follows.
- maleic acid or maleic anhydride is 0.1 parts by mass or more, the adhesiveness of the first intermediate layer 12 to the base layer 11 and the first surface layer 14, and the base layer 11 and the second surface layer Adhesiveness of the second intermediate layer 13 to 15 is sufficient.
- maleic acid or maleic anhydride is 10 parts by mass or less, the brittleness of the first intermediate layer 12 and the second intermediate layer 13 is rarely increased, and there is a tendency that the flaking is less likely to occur.
- a propylene-based elastomer is dissolved in an organic solvent, maleic acid or maleic anhydride and a radical polymerization initiator are added, and the mixture is heated and stirred.
- Graft copolymerization heating and melting a propylene elastomer, adding maleic acid or maleic anhydride and a radical polymerization initiator to the resulting melt, stirring and graft copolymerization, propylene -Based elastomer, maleic acid or maleic anhydride, and radical polymerization initiator are mixed in advance, and the resulting mixture is fed to an extruder and subjected to graft copolymerization reaction while heating and kneading. Or a solution prepared by dissolving maleic anhydride and a radical polymerization initiator in an organic solvent. After immersed and heated to a maximum temperature of the copolymer is not soluble in propylene and 1-butene, and a method for graft copolymerization reaction.
- the radical polymerization initiator is not particularly limited as long as it promotes the reaction of a copolymer of propylene and 1-butene with maleic acid or maleic anhydride, but organic peroxides or organic peresters are preferable.
- radical polymerization initiator examples include benzoyl peroxide, dichlorobenzoyl peroxide, dicumyl peroxide, di-tert-butyl peroxide, 2,5-dimethyl-2,5-di (peroxybenzoate) hexyne-3, 1,4-bis (tert-butylperoxyisopropyl) benzene, lauroyl peroxide, tert-butyl peracetate, 2,5-dimethyl-2,5-di (tert-butylperoxy) hexyne-3, 2,5-dimethyl- 2,5-di (tert-butyl peroxide) hexane, tert-butyl benzoate, tert-butyl perphenyl acetate, tert-butyl perisobutyrate, tert-butyl per-sec-octate, tert-butyl perpivalate, Mill perpivalate include tert-but
- dicumyl peroxide, di-tert-butyl peroxide, 2,5-dimethyl-2,5-di (tert-butylperoxy) hexyne-3,2,5-dimethyl-2,5-di (tert- Dialkyl peroxides such as butylperoxy) hexane and 1,4-bis (tert-butylperoxyisopropyl) benzene are preferred.
- the radical polymerization initiator is preferably used in an amount of about 0.005 parts by mass to 5 parts by mass with respect to 100 parts by mass of the propylene-based elastomer.
- a resin in which a copolymer of propylene and 1-butene is modified with maleic acid is produced by graft polymerization of maleic acid or maleic anhydride to a copolymer of propylene and 1-butene by the above-described method.
- Maleic acid or maleic anhydride is preferably 0.1 to 10 parts by weight, more preferably 0.5 parts by weight based on 100 parts by weight of a resin obtained by modifying a copolymer of propylene and 1-butene with maleic acid. Graft copolymerization is carried out so that the amount is from 3 to 3 parts by mass.
- the first surface layer 14 and the second surface layer 15 are formed from a composition having an acid-modified polyolefin resin and an epoxy group-containing resin, or a composition having an acid-modified polyolefin resin and an oxazoline group-containing resin.
- the first surface layer 14 and the second surface layer 15 are composed of a composition (first adhesive resin composition) having an acid-modified polyolefin resin and an epoxy group-containing polyolefin resin, an acid-modified polyolefin resin and phenol. It is formed from a composition having a novolac epoxy resin (second adhesive resin composition) or a composition having an acid-modified polyolefin resin and an oxazoline group-containing resin (third adhesive resin composition). It is preferable.
- the plastic that is the adherend that is bonded using the hot-melt adhesive resin film 10 of the present embodiment is not particularly limited, but is excellent in adhesion to polyolefin-based, polyester-based, and polyamide-based adherends.
- attached using the hot-melt-adhesive resin film 10 of this embodiment is not specifically limited.
- the metal plate, metal flat plate, or metal foil generally known can be used.
- it may be iron, copper, aluminum, lead, zinc, titanium, chromium, alloy stainless steel, etc., and metal that has been surface processed by plating with metal or coating with metal-containing paint Or it may be non-metallic.
- it is a metal flat plate or metal foil made of iron, aluminum, titanium, stainless steel, surface-treated metal, and can realize strong adhesive strength.
- the first adhesive resin composition comprises 80 parts by mass to 99.9 parts by mass of an acid-modified polyolefin resin (A), a main chain obtained by copolymerizing an olefin compound and an epoxy group-containing vinyl monomer, and It contains 0.1 to 20 parts by mass of an epoxy group-containing polyolefin resin (B) having a side chain bonded to the main chain and having a melting point of 80 to 120 ° C.
- the acid-modified polyolefin resin (A) may be referred to as “(A) component”
- the epoxy group-containing polyolefin resin (B) may be referred to as “(B) component”.
- the acid-modified polyolefin resin (A) is a polyolefin-based resin modified with an unsaturated carboxylic acid or a derivative thereof, and includes a carboxyl group or a carboxylic anhydride in the polyolefin-based resin. It has an acid functional group such as a group.
- the component (A) is obtained by modifying a polyolefin resin with an unsaturated carboxylic acid or a derivative thereof, or copolymerizing an acid functional group-containing monomer and an olefin. Among these, as (A) component, what was obtained by acid-modifying polyolefin resin is preferable.
- Examples of the acid modification method include graft modification in which a polyolefin resin and an acid functional group-containing monomer are melt-kneaded in the presence of a radical polymerization initiator such as an organic peroxide or an aliphatic azo compound.
- a radical polymerization initiator such as an organic peroxide or an aliphatic azo compound.
- polystyrene resin examples include polyethylene, polypropylene, poly-1-butene, polyisobutylene, a random copolymer of propylene and ethylene or ⁇ -olefin, and a block copolymer of propylene and ethylene or ⁇ -olefin. It is done. Among these, homopolypropylene (propylene homopolymer; hereinafter referred to as “homo PP”), propylene-ethylene block copolymer (hereinafter also referred to as “block PP”), propylene-ethylene. Polypropylene resins such as random copolymers (hereinafter sometimes referred to as “random PP”) are preferred, and random PP is particularly preferred. Examples of the olefins for copolymerization include olefinic monomers such as ethylene, propylene, 1-butene, isobutylene, 1-hexene, and ⁇ -olefin.
- the acid functional group-containing monomer is a compound having an ethylenic double bond and a carboxy group or a carboxylic anhydride group in the same molecule, and various unsaturated monocarboxylic acids, dicarboxylic acids, or dicarboxylic acid acids.
- Anhydrides are mentioned.
- Acid functional group-containing monomers having carboxy groups include acrylic acid, methacrylic acid, maleic acid, nadic acid, fumaric acid, itaconic acid, citraconic acid, crotonic acid, isocrotonic acid, tetrahydrophthalic acid, endo - ⁇ , ⁇ -unsaturated carboxylic acid monomers such as bicyclo [2.2.1] -5-heptene-2,3-dicarboxylic acid (endic acid).
- Examples of the acid functional group-containing monomer having a carboxylic anhydride group include unsaturated dicarboxylic acids such as maleic anhydride, nadic anhydride, itaconic anhydride, citraconic anhydride, and endic anhydride An anhydride monomer is mentioned. These acid functional group-containing monomers may be used alone or in combination of two or more in the component (A).
- an acid functional group-containing monomer having an acid anhydride group is preferable because the reactivity with the component (B) described later is high, and a carboxylic acid anhydride group-containing monomer is more preferable.
- Maleic anhydride is preferred and particularly preferred.
- the unreacted acid functional group-containing monomer was removed in advance in order to prevent a decrease in adhesive strength due to the unreacted acid functional group-containing monomer. It is preferable to use those as the component (A).
- the component derived from the polyolefin resin or olefin is preferably 50 parts by mass or more with respect to 100 parts by mass of the total amount of the component (A).
- the melting point of the component (A) is preferably 100 ° C. to 180 ° C. in consideration of the temperature when the component (A) and the component (B) described later are melt-kneaded.
- the component (A) having a melting point in the above range the component (A) and the component (B) to be described later can be obtained from the melting point of the component (A) even when using ordinary methods and general equipment. Can be melt-kneaded at a sufficiently high temperature.
- the melting point of the component (B) is lower than that of the component (A).
- the melting point of the component (A) is preferably higher than the melting point of the component (B) described later, but the melting point of the component (A) is higher by 10 ° C. than the melting point of the component (B). More preferably, it is more preferably 20 ° C. or higher, and particularly preferably 30 ° C. or higher.
- the melting point of the component (A) is sufficiently higher than that of the component (B)
- the component (B) is melted first when the melt kneading is performed, and the component (A) in the state where the shape of the resin is maintained. As a result of penetrating and reacting uniformly, good durability can be obtained.
- maleic anhydride-modified polypropylene is preferable from the viewpoints of adhesiveness and an appropriate melting point.
- Epoxy group-containing polyolefin resin (B) In the first adhesive resin composition, the epoxy group-containing polyolefin resin (B) is bonded to the main chain obtained by copolymerizing a monomer containing an olefin compound and an epoxy group-containing vinyl monomer, and the main chain. And have a melting point of 80 ° C to 120 ° C.
- the main chain of the component (B) is obtained by copolymerizing an olefin compound, an epoxy group-containing vinyl monomer, and other optional monomers used as necessary.
- the olefin compound include olefin monomers such as ethylene, propylene, 1-butene, isobutylene, 1-hexene, and ⁇ -olefin.
- the epoxy group-containing vinyl monomer include glycidyl esters such as glycidyl methacrylate (GMA) and glycidyl acrylate, glycidyl ethers such as allyl glycidyl ether, and epoxy alkenes such as epoxy butene.
- GMA glycidyl methacrylate
- glycidyl ethers such as allyl glycidyl ether
- epoxy alkenes such as epoxy butene.
- an olefin compound and an epoxy group-containing vinyl monomer one kind may be used alone,
- the main chain of the component (B) may contain one or more other monomers in addition to the olefin compound and the epoxy group-containing vinyl monomer.
- Other monomers are not particularly limited as long as they are copolymerizable with olefin compounds and epoxy group-containing vinyl monomers.
- the constituent ratio of each monomer (compound) is not particularly limited, but is 10% by mass to 30% by mass with respect to all monomers constituting the main chain of the component (B).
- a copolymer obtained by copolymerizing an olefin compound and an epoxy group-containing vinyl monomer is preferable, and a copolymer of ethylene and glycidyl methacrylate is particularly preferable.
- the -Side chain (B) component can improve the characteristics, such as intensity
- the side chain is not particularly limited, and is a styrene resin (polymer containing styrene) such as polystyrene or a styrene-acrylonitrile copolymer; methyl (meth) acrylate, ethyl (meth) acrylate, (meth And (meth) acrylic resins obtained by polymerizing one or more alkyl (meth) acrylate monomers such as butyl acrylate and pentyl (meth) acrylate.
- styrene resin polymer containing styrene
- a polymer containing styrene is preferable, and examples thereof include polystyrene and a styrene-acrylonitrile copolymer. Among these, polystyrene is particularly preferable.
- the component (B) having the main chain and the side chain as described above includes, for example, a main chain copolymer obtained by a conventional method, a monomer constituting the side chain, an organic peroxide, an aliphatic azo compound, etc. Can be obtained by graft polymerization using a radical polymerization initiator.
- the melting point of the component (B) is 80 ° C. to 120 ° C., and preferably 90 ° C. to 110 ° C.
- fusing point can be obtained by selecting suitably the monomer seed
- the component (A) and the component (A) can be used at a temperature sufficiently higher than the melting point of the component (B) even when using a conventional method and a general apparatus. It becomes possible to melt-knead (B) component and to obtain the adhesive and surface layer which have the outstanding durability. Moreover, when making said (A) component and (B) component react using melt-kneading, it is preferable that melting
- component (B) commercially available products such as MODIPER A1100, A4100, and A4400 (all trade names) manufactured by NOF Corporation may be used.
- the component (B) is contained in an amount of 0.1 to 20 parts by mass with respect to 80 to 99.9 parts by mass of the (A) component. More specifically, in the solid content of the first adhesive resin composition, the proportion of the component (A) is preferably 90 parts by mass to 99 parts by mass, and the proportion of the component (B) is 1 part by mass. It is preferably ⁇ 10 parts by mass.
- the first adhesive resin composition can appropriately contain miscible additives, additional resins, plasticizers, stabilizers, colorants and the like as desired.
- both the acid functional group of the component (A) and the epoxy group of the component (B) function as an adhesive functional group for the adherend, so that metal, glass, It is considered that excellent adhesion can be achieved to various adherends such as plastic. Moreover, a part of the acid functional group of the component (A) and a part of the epoxy group of the component (B) react to reinforce the dispersion structure of the component (A) and the component (B). It is considered that good durability can be obtained together with excellent adhesiveness.
- the second adhesive resin composition comprises 90 parts by mass to 99.9 parts by mass of an acid-modified polyolefin resin (A) and 0.1 parts by mass to 10 parts by mass of a phenol novolac epoxy resin (C) that is solid at room temperature. And containing.
- the acid-modified polyolefin resin (A) may be referred to as “(A) component”
- the phenol novolac type epoxy resin (C) may be referred to as “(C) component”.
- the acid-modified polyolefin resin (A) is the same as the acid-modified polyolefin resin (A) in the first adhesive resin composition described above.
- the phenol novolac epoxy resin (C) is a phenol novolac epoxy resin that is solid at room temperature. Even when the component (A) and the component (C) are polymerized by melt kneading by using the component (C) that is solid at room temperature, melt kneading is performed in accordance with the melting temperature of the component (A). And the characteristics of the component (C) are less likely to be impaired.
- “normal temperature” is about 3 ° C. to about 40 ° C., preferably about 10 ° C. to about 30 ° C., more preferably about 15 ° C. to about 25 ° C., and most preferably. Is about 23 ° C.
- the phenol novolac type epoxy resin (C) is a phenol novolac resin obtained by acid condensation of phenol and formaldehyde, and has an epoxy group introduced into a part of the structure. High molecular compound.
- the amount of epoxy group introduced per molecule in the phenol novolac type epoxy resin is not particularly limited, but by reacting an epoxy group raw material such as epichlorohydrin with a phenol novolac resin, a large number of phenolic hydroxyl groups present in the phenol novolac resin are numerous. Since this epoxy group is introduced, it is usually a polyfunctional epoxy resin.
- component (C) a resin having a phenol novolac structure as a basic skeleton and also having a bisphenol A structure is preferable.
- the bisphenol A structure in (C) component should just be a structure which can be induced
- component resin represented by following General formula (1) is mentioned.
- R 1 to R 6 are each independently a hydrogen atom or a methyl group, n is an integer of 0 to 10, and R X is a group having an epoxy group. ]
- R 1 to R 6 are each independently a hydrogen atom or a methyl group.
- R 3 and R 4 may be the same or different.
- the resin represented by the general formula (1) preferably satisfies at least one of the following (i) to (iii).
- both R 1 and R 2 are methyl groups
- both R 3 and R 4 are methyl groups
- both R 5 and R 6 are methyl groups
- the carbon atom to which R 1 and R 2 are bonded and the two hydroxyphenyl groups to which the carbon atom is bonded constitute a structure derived from bisphenol A.
- R X is a group having an epoxy group.
- the group having an epoxy group include an epoxy group, a combination of an epoxy group and an alkylene group, and among them, a glycidyl group is preferable.
- the epoxy equivalent of the component (C) is preferably 100 to 300, and more preferably 200 to 300.
- the epoxy equivalent (g / eq) is the molecular weight of the epoxy resin per epoxy group, and the smaller the value, the more epoxy groups in the resin.
- component (C) jER154, jER157S70, jER-157S65 manufactured by Mitsubishi Chemical Corporation; EPICLON N-730A, EPICLON N-740, EPICLON N-770, EPICLON N-775 (all above) manufactured by DIC (Commercial name) can also be used.
- the component (C) is preferably contained in an amount of 0.1 to 10 parts by mass with respect to 90 parts by mass to 99.9 parts by mass of the component (A).
- the component (C) is more preferably contained in an amount of 0.1 to 5 parts by mass with respect to 95 parts by mass to 99.9 parts by mass of the component A), and 97 parts by mass to 99 parts by mass of the component (A).
- the component (C) is more preferably contained in an amount of 1 to 3 parts by mass.
- the second adhesive resin composition can optionally contain miscible additives, additional resins, plasticizers, stabilizers, colorants and the like as desired.
- both the acid functional group of the component (A) and the epoxy group of the component (C) are bonded to an adherend (particularly a functional group such as a hydroxyl group that the adherend has).
- an adherend particularly a functional group such as a hydroxyl group that the adherend has.
- the third adhesive resin composition comprises 80 parts by mass to 99.9 parts by mass of the acid-modified polyolefin resin (A) and an oxazoline group-containing styrene resin (D) 0.1 having a number average molecular weight of 50,000 to 250,000. Part by mass to 20 parts by mass.
- the acid-modified polyolefin resin (A) may be referred to as “(A) component”
- the oxazoline group-containing styrenic resin (D) may be referred to as “(D) component”.
- the acid-modified polyolefin resin (A) is the same as the acid-modified polyolefin resin (A) in the first adhesive resin composition described above.
- the oxazoline group-containing styrene resin (D) is an oxazoline group-containing styrene resin having a number average molecular weight of 50,000 to 250,000.
- the oxazoline group of the component (D) reacts with the acid functional group of the component (A) (for example, a carboxy group, a carboxylic acid group, etc.) to form a crosslinked structure. It is formed.
- the acid functional group of the component (A) is a carboxy group
- a crosslinking reaction as shown by the following formula (2) occurs, and an amide ester bond is formed.
- the (D) component reinforces the (A) component which is the main resin, and it is considered that the (A) component is further cross-linked, and good durability is obtained along with excellent adhesiveness.
- component (D) a resin obtained by copolymerizing a styrene monomer and an oxazoline group-containing monomer is preferable.
- styrene monomer styrene and its derivatives can be used.
- alkyl styrene such as styrene, ⁇ -methyl styrene, methyl styrene, dimethyl styrene, trimethyl styrene, ethyl styrene, diethyl styrene, triethyl styrene, propyl styrene, butyl styrene, hexyl styrene, heptyl styrene, octyl styrene; chloro;
- halogenated styrene such as styrene, fluorostyrene, bromostyrene, dibromostyrene, and iodostyrene.
- styrene is preferable.
- the oxazoline group-containing monomer is not particularly limited as long as it contains an oxazoline group and can be copolymerized with a styrene monomer, but a monomer having an oxazoline group and a vinyl group can be preferably used.
- Examples of the oxazoline group-containing vinyl monomer include 2-vinyl-2-oxazoline, 5-methyl-2-vinyl-2-oxazoline, 4,4-dimethyl-2-vinyl-2-oxazoline, and 2-isopropenyl-2-oxazoline.
- (D) component may contain 1 or more types of the other monomer other than a styrene-type monomer and an oxazoline group containing monomer.
- Other monomers are not particularly limited as long as they are copolymerizable with these monomers, and examples include (meth) acrylate monomers, (meth) acrylic ester monomers, (meth) acrylamide monomers, and the like.
- the constituent ratio of each monomer is not particularly limited, but it is 5% by mass to 50% by mass, more preferably 10% by mass to 30% by mass, based on the total monomers constituting the component (D).
- a resin obtained by copolymerizing a group-containing monomer is preferred.
- the number average molecular weight of the component (D) is 50,000 to 250,000, preferably 60,000 to 100,000, and more preferably 60,000 to 80,000.
- the component (D) having a number average molecular weight within the above range the compatibility between the component (A) and the component (D) is improved, and the component (A) and the component (D) are sufficiently crosslinked. Is possible.
- component (D) commercially available products such as EPOCROS RPS-1005 (trade name) manufactured by Nippon Shokubai Co., Ltd. can be used.
- the component (D) is contained in an amount of 0.1 to 20 parts by mass with respect to 80 to 99.9 parts by mass of the (A) component. Especially, it is preferable that (D) component is contained by 0.1-10 mass parts with respect to (A) component 90 mass parts-99.9 mass parts, (A) component 95 mass parts- The component (D) is preferably contained in an amount of 1 to 5 parts by mass with respect to 99 parts by mass.
- the acid functional group of the component (A) and the oxazoline group of the component (D) easily react by heating, a curing agent that can react with these other functional groups.
- a curing agent that can react with these other functional groups.
- the third adhesive resin composition has an acid functional group as the component (A) that functions as an adhesive functional group for the adherend, whereby various adherends such as metal, glass, and plastic are used. It is considered that excellent adhesiveness can be achieved.
- a part of the acid functional group of the component (A) reacts with a part of the oxazoline group of the component (D) to reinforce the component (A) which is the main resin, thereby cross-linking the component (A). Is considered to be stronger, and good durability can be obtained together with excellent adhesiveness.
- the oxazoline group also functions as an adhesive functional group when the adherend has a carboxyl group.
- the thicknesses of the first surface layer 14 and the second surface layer 15 are each preferably 5 ⁇ m to 50 ⁇ m, and more preferably 10 ⁇ m to 30 ⁇ m.
- the total thickness of the first surface layer 14 and the second surface layer 15 is the total thickness of the hot-melt adhesive resin film 10 (that is, the base material layer 11, the first intermediate layer 12, the second intermediate layer 13, the first
- the total thickness of the first surface layer 14 and the second surface layer 15 is preferably about 15% to 75%.
- the resin constituting the first surface layer 14 and the resin constituting the second surface layer 15 may be the same as long as the first surface layer 14 and the second surface layer 15 satisfy the above-described adhesiveness. Well, it can be different.
- the hot melt adhesive resin film 10 of the present embodiment includes a first surface layer 14, a first intermediate layer 12, a heat-resistant base material layer 11, a second intermediate layer 13, and a second surface layer 15 laminated in this order.
- the first surface layer 14 and the second surface layer 15 are formed from a composition having an acid-modified polyolefin and an epoxy group-containing resin, or a composition having an acid-modified polyolefin and an oxazoline group-containing resin. Excellent adhesion and durability to various adherends such as glass, plastic, etc.
- Examples of the method for producing a hot-melt adhesive resin film according to an embodiment of the present invention include a solution casting method, a film formation by a melt casting method, and a lamination method by coating and a lamination method by a melt extrusion method. Can be combined to form a laminated film.
- the base material layer 11 is preferably formed by a melt casting method.
- the first intermediate layer 12 and the second intermediate layer 13 can be either formed by coating or laminated on a base material layer by a melt extrusion method. Lamination by is preferred.
- the first surface layer 14 and the second surface layer 15 are formed by film formation by a solution fluent method or film formation by a melt fluent method, and then laminating or coating. Any method of laminating or laminating by melt extrusion can be employed, but it is preferable to form a film by the melt-flow method and then laminate.
- the first surface layer 14 and the second surface layer 15 are provided by film formation by the melt-flow method, it is melted as a single layer film separately from the base material layer 11, the first intermediate layer 12, and the second intermediate layer 13. It is preferable to form a film by fluency.
- a film to be a surface layer formed by melt flow is formed as a first surface layer 14 and a second surface layer 15 on the surface of the first intermediate layer 14 / base material layer 11 / second intermediate layer 15 laminate. Can be laminated. At this time, the first intermediate layer 12 and the second intermediate layer 13 also function as a laminating adhesive.
- the surface layer is provided by solution pouring, either the method of providing the first surface layer 14 and the second surface layer 15 by sequentially applying and drying, or the method of providing by applying and drying the front and back at the same time should be adopted. Can do.
- the above-mentioned propylene is applied to one surface 11a and the other surface 11b of the film-like substrate layer 11 formed to have a predetermined thickness.
- a solution containing a maleic acid-modified resin of 1-butene is applied to form a coating film, and the coating film is dried to form a first intermediate layer on one surface 11a of the base material layer 11 12 is formed, and the second intermediate layer 13 is formed on the other surface 11b of the base material layer 11 (step of forming the first intermediate layer 12 and the second intermediate layer 13).
- the copolymer of propylene and 1-butene constituting the first intermediate layer 12 and the second intermediate layer 13 preferably has a lower molecular weight than propylene contained on the outermost surface. Further, the copolymer of propylene and 1-butene constituting the first intermediate layer 12 and the second intermediate layer 13 preferably has a lower melting point than propylene contained on the outermost surface.
- Solvents include alcohols such as methanol, ethanol and isopropyl alcohol; aromatic hydrocarbons such as toluene and xylene; aliphatic hydrocarbons such as hexane, heptane and octane; alicyclic hydrocarbons such as cyclohexane and methylcyclohexane; acetone, Ketones such as methyl ethyl ketone and methyl isobutyl ketone; and organic solvents such as dimethylformamide.
- alcohols such as methanol, ethanol and isopropyl alcohol
- aromatic hydrocarbons such as toluene and xylene
- aliphatic hydrocarbons such as hexane, heptane and octane
- alicyclic hydrocarbons such as cyclohexane and methylcyclohexane
- acetone, Ketones such as methyl ethyl ketone and methyl iso
- the first intermediate layer 12 and the second intermediate layer 13 can be crosslinked by adding an epoxy compound, an oxazoline compound, or an isocyanate compound as a crosslinking agent.
- the added cross-linking agent is cross-linked by drying after film formation or laminating with the outermost surface layer, or by heating in the subsequent heating step, thereby increasing molecular cross-linking of the intermediate layer.
- the solvent used include alcohols such as methanol, ethanol and isopropyl alcohol; aromatic hydrocarbons such as toluene and xylene; ketones such as acetone, methyl ethyl ketone and methyl isobutyl ketone; and organic solvents such as dimethylformamide.
- the first intermediate layer 12 formed on the one surface 11 a of the base material layer 11 is bonded to the film that becomes the first surface layer 14, and the first surface is formed on the one surface 12 a of the first intermediate layer 12.
- the layer 14 is laminated, and a film that becomes the second surface layer 15 is bonded to the second intermediate layer 13 formed on the other surface 11 b of the base material layer 11, and the one surface 13 a of the second intermediate layer 13 is bonded to the second intermediate layer 13.
- a second surface layer 15 is laminated, and a first surface layer 14 / first intermediate layer 12 / base material layer 11 / second intermediate layer 13 / second surface layer 15 are laminated in this order in a hot melt having a predetermined thickness.
- An adhesive resin film 10 is obtained.
- the first intermediate layer 12 and the second intermediate layer 12 are applied by applying a solution containing a resin in which the above-mentioned copolymer of propylene and 1-butene is modified with maleic acid.
- the intermediate layer 13 can be formed, and includes a composition having the above-described acid-modified polyolefin and an epoxy group-containing resin or a composition having an acid-modified polyolefin and an oxazoline group-containing resin.
- Examples 1 to 17, Comparative Examples 1 to 5 (Adhesive resin film)
- the materials (a), (b), and (c) shown in Tables 1, 2, and 3 were used.
- the material (b) is dissolved in a solvent to prepare a solution, the solution is applied to one surface and the other surface of the base material layer to form a coating film, and the coating film is dried.
- the intermediate layer and the second intermediate layer were formed so that the thickness after drying was 2 ⁇ m.
- the raw material (c) was formed into a film with a desired thickness by melt casting to form a film to be a first surface layer and a second surface layer.
- an adhesive film that becomes the first surface layer is laminated on the first intermediate layer formed on one surface of the base material layer, and the first surface layer is laminated on one surface of the first intermediate layer And laminating a film to be the second surface layer on the second intermediate layer formed on the other surface of the base material layer, laminating the second surface layer on one surface of the second intermediate layer,
- An adhesive resin film having a predetermined thickness was obtained in which layers / first intermediate layer / base material layer / second intermediate layer / second surface layer were laminated in this order.
- the thicknesses of the respective layers were the first surface layer 40 ⁇ m, the first intermediate layer 2 ⁇ m, the base material layer 75 ⁇ m, the second intermediate layer 2 ⁇ m, and the second surface layer 40 ⁇ m.
- the material (a) is a material containing a resin constituting the base material layer
- the material (b) is a material containing a resin constituting the first intermediate layer and the second intermediate layer
- the material (c) is a first surface layer and a second material. It is a material containing a resin constituting the surface layer. Ethyl acetate was used as a solvent for dissolving the material (b).
- TPX Film formed of 75 ⁇ m of pentene polymer
- COP Film formed of 75 ⁇ m of cyclic olefin polymer
- CPP Unstretched polypropylene film formed of 70 ⁇ m thickness of polypropylene resin (PF380A, Sun Allomer)
- PEN Polyethylene Film formed with 75 ⁇ m of phthalate In Table 2, the film was formed as a film containing an inorganic filler at a stated ratio.
- a stainless steel plate having a thickness of 5 mm and a length and width of 30 mm ⁇ 10 mm was laminated with the adhesive resin films of Examples 1 to 10 and Comparative Examples 1 to 5 cut to a size of 10 mm ⁇ 10 mm, and a thickness of 30 ⁇ m and a length and width of 30 mm were stacked thereon.
- a laminated body having an adhesion area of 100 mm 2 was obtained by attaching the ends of the aluminum foil cut to ⁇ 10 mm and applying the pressure of 0.5 MPa to the laminate at 150 ° C. for 5 seconds. The obtained laminate is soaked in 95 ° C.
- Comparative Example 2 and Comparative Example 3 it was found that the durability of the laminate was inferior because there was no intermediate layer.
- Comparative Example 4 although the intermediate layer was polypropylene, it did not contain 1-butene, and thus the intermediate layer was peeled off and the durability was insufficient.
- Comparative Example 5 includes an unstretched polypropylene film in the base material layer, and since unstretched polypropylene is a material having low heat resistance, the laminated body after lamination is distorted or uneven in thickness, and has a shape. I can't hold it. From the results shown in Table 3, it was found that when the base material layer contains an inorganic filler, the shape retention during adhesion is improved.
- SYMBOLS 10 Hot-melt-adhesive resin film, 11 ... Base material layer, 12 ... 1st intermediate
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- General Chemical & Material Sciences (AREA)
- Laminated Bodies (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Adhesive Tapes (AREA)
Abstract
本発明は、金属を初めとして、ガラス、プラスチック等の各種の被着体に対して、優れた接着力および耐久性を有するホットメルト接着性樹脂フィルムおよびその製造方法に関する。より具体的には、本発明は、第1表面層、第1中間層、耐熱性を有する基材層、第2中間層、および第2表面層をこの順に積層してなり、前記第1中間層および前記第2中間層は、プロピレンと1-ブテンとの共重合体をマレイン酸変性した樹脂を含むことを特徴とするホットメルト接着性樹脂フィルムおよびその製造方法に関する。
Description
本発明は、本発明は、各種の被着体、特に金属に対して優れた接着性を有するホットメルト接着性樹脂フィルムおよびその製造方法に関する。
本願は、2015年8月6日に出願された日本国特願2015−156367号に基づく優先権を主張し、その内容をここに援用する。
本願は、2015年8月6日に出願された日本国特願2015−156367号に基づく優先権を主張し、その内容をここに援用する。
従来、被着体に接着する接着フィルムとしては、特許文献1に記載されているような、耐熱性樹脂フィルムからなる基材の両面に熱硬化性のエポキシ系接着剤層が形成されてなる3層構造からなる積層フィルムが知られているが、金属の接着性および耐久性に関して、十分なものではなかった。
また、従来の接着フィルムは、特に金属との接着を行った時、接着性が十分ではなく、過酷な耐久条件の後でも接着性を十分に保てるものではなかった。また、従来の基材を有さない接着フィルムでは、積層体とした時に、積層体を平面に保つ強度が十分ではなく、積層体に歪みが生じるといった課題があった。一方、基材を有する接着性フィルムを用いて接着を行っても、積層体の相関で剥離が起こってしまい、接着剤として十分な強度を保てないという課題があった。
本発明は、上記事情に鑑みてなされたものであって、金属を初めとして、ガラス、プラスチック等の各種、平面状もしくはフィルム状の被着体に対して、各層間で剥離が起こらず、優れた接着力を有し、過酷な耐久評価においても強い耐久性を有するホットメルト接着性樹脂フィルムおよびその製造方法を提供することを目的とする。
本発明者等は、金属を初めとして、ガラス、プラスチック等の各種の平面状もしくはフィルム状の被着体に対して、従来よりも過酷な評価においても高い耐久性を発現する接着樹脂フィルムに関して精査検討を行い、本発明の積層構成を見出し、本発明を完成するに至った。すなわち、本発明者等は、基材層に耐熱性基材を設け、積層体としての強度を確保し、中間層および表面層にそれぞれポリオレフィンを含むことにより、中間層と表面層との密着性が良好となり、また、中間層がプロピレンと1−ブテンとの共重合体を含むことにより、中間層と基材層との密着性を向上させ、さらに、表面層に酸変性ポリオレフィンを含み、表面層の酸変性ポリオレフィンが被着体との接着性を確保する構成を見出し、本発明を完成するに至った。
前記課題を解決するため、本発明は、第1表面層、第1中間層、耐熱性を有する基材層、第2中間層、および第2表面層をこの順に積層してなり、前記第1中間層および前記第2中間層は、プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂を含むことを特徴とするホットメルト接着性樹脂フィルムを提供する。
前記第1表面層および前記第2表面層は、酸変性ポリオレフィンとエポキシ基含有樹脂とを有する組成物、または、酸変性ポリオレフィンとオキサゾリン基含有樹脂とを有する組成物を含有することが好ましい。
前記第1表面層および前記第2表面層が、酸変性ポリオレフィン樹脂(A)を80質量部~99.9質量部と、オレフィン化合物とエポキシ基含有ビニルモノマーとを含むモノマーを共重合させて得られる主鎖、および、前記主鎖に結合した側鎖を有し、かつ、融点が80℃~120℃であるエポキシ基含有ポリオレフィン樹脂(B)を0.1質量部~20質量部とを含有することが好ましい。
前記第1表面層および前記第2表面層が、酸変性ポリオレフィン樹脂(A)を90質量部~99.9質量部と、常温で固体であるフェノールノボラック型エポキシ樹脂(C)を0.1質量部~10質量部とを含有することが好ましい。
前記第1表面層および前記第2表面層が、酸変性ポリオレフィン樹脂(A)を80質量部~99.9質量部と、数平均分子量が5万~25万のオキサゾリン基含有スチレン系樹脂(D)を0.1~20質量部とを含有することが好ましい。
前記第1中間層および前記第2中間層が、前記プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂を含む溶液の塗布および乾燥により設けられた層であって、乾燥後の膜厚が1μm~5μmであることが好ましい。
前記基材層が、ポリエチレンナフタレート、環状オレフィンポリマー、およびメチルペンテンポリマーからなる群から選択される1種であることが好ましい。
前記基材層は無機フィラーを含むことが好ましい。
また、本発明は、前記ホットメルト接着性樹脂フィルムを製造する方法であって、前記基材層の一方の面および他方の面に、前記プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂を含む溶液を塗布して塗膜を形成し、該塗膜を乾燥させて前記第1中間層および前記第2中間層を形成する工程と、溶融製膜法により、酸変性ポリオレフィンとエポキシ基含有樹脂とを有する組成物、または、酸変性ポリオレフィンとオキサゾリン基含有樹脂とを有する組成物を含み、前記第1表面層および前記第2表面層となるフィルムを形成する工程と、前記基材層の一方の面および他方の面に形成された前記第1中間層および前記第2中間層のそれぞれに、前記フィルムを貼り合わせる工程と、を有することを特徴とするホットメルト接着性樹脂フィルムの製造方法を提供する。
本発明によれば、金属を初めとして、ガラス、プラスチック等の各種の被着体に対して、優れた接着力および耐久性を有するホットメルト接着性樹脂フィルムおよびその製造方法を提供することができる。特に、金属との接着に優れたホットメルト接着性樹脂フィルムを提供することができる。
本発明のホットメルト接着性樹脂フィルムおよびその製造方法の実施の形態について説明する。
なお、本実施の形態は、発明の趣旨をより具体的に説明するものであるが、特に指定のない限り、本発明を限定するものではない。
なお、本実施の形態は、発明の趣旨をより具体的に説明するものであるが、特に指定のない限り、本発明を限定するものではない。
[ホットメルト接着性樹脂フィルム]
図1は、本発明の一実施形態であるホットメルト接着性樹脂フィルムの概略構成を示す断面図である。
図1に示すように、本実施形態のホットメルト接着性樹脂フィルム10は、耐熱性を有する基材層11と、基材層11の一方の面11aに積層する第1中間層12と、基材層11の他方の面11bに積層する第2中間層13と、第1中間層12の基材層11とは反対側の面(以下、「一方の面」という。)12aに積層する第1表面層14と、第2中間層13の基材層11とは反対側の面(以下、「一方の面」という。)13aに積層する第2表面層15と、を備える。すなわち、ホットメルト接着性樹脂フィルム10は、図1に示すように、第1表面層14/第1中間層12/基材層11/第2中間層13/第2表面層15がこの順に積層されてなる5層構成を有する。
図1は、本発明の一実施形態であるホットメルト接着性樹脂フィルムの概略構成を示す断面図である。
図1に示すように、本実施形態のホットメルト接着性樹脂フィルム10は、耐熱性を有する基材層11と、基材層11の一方の面11aに積層する第1中間層12と、基材層11の他方の面11bに積層する第2中間層13と、第1中間層12の基材層11とは反対側の面(以下、「一方の面」という。)12aに積層する第1表面層14と、第2中間層13の基材層11とは反対側の面(以下、「一方の面」という。)13aに積層する第2表面層15と、を備える。すなわち、ホットメルト接着性樹脂フィルム10は、図1に示すように、第1表面層14/第1中間層12/基材層11/第2中間層13/第2表面層15がこの順に積層されてなる5層構成を有する。
基材層11を構成する樹脂としては、充分な耐熱性を有する樹脂であれば特に限定されないが、例えば、ポリエチレンナフタレート(PEN)、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)等のポリエステル樹脂;環状オレフィンポリマー(COP)、メチルペンテンポリマー(TPX)等のポリオレフィンポリマー等から形成される合成樹脂フィルムが挙げられる。
これらの中でも、線膨張係数が低いものが好ましい。
線膨張係数の低い樹脂を用いることにより、積層体に熱がかかり、或いは冷却されたときに積層体の収縮が小さくなり、金属を含んだ積層体のひずみが小さくなる。
これらの中でも、線膨張係数が低いものが好ましい。
線膨張係数の低い樹脂を用いることにより、積層体に熱がかかり、或いは冷却されたときに積層体の収縮が小さくなり、金属を含んだ積層体のひずみが小さくなる。
また、基材層11に添加物として粒子状もしくは繊維状のフィラーを入れることができる。フィラーは耐熱性の高いフィラーであればよく、有機フィラー、無機フィラーが挙げられる。フィラーを入れることにより、ホットメルト接着性樹脂フィルム10の収縮力をさらに抑えることができ、ホットメルト接着性樹脂フィルム10自体の強度を上げることもできる。本発明においては、基材層の耐熱性、収縮性の観点から無機フィラーを添加することが好ましい。
無機フィラーとしては、炭酸カルシウム、炭酸マグネシウム、炭酸バリウムなどの炭酸塩;硫酸カルシウム、硫酸マグネシウム、硫酸バリウムなどの硫酸塩;塩化ナトリウム、塩化カルシウム、塩化マグネシウムなどの塩化物;酸化アルミニウム、酸化カルシウム、酸化マグネシウム、酸化亜鉛、酸化チタン、シリカなどの酸化物;タルク、スメクタイト、マイカ、カオリナイトなどの鉱物;炭素繊維、炭素粒子等の炭素化合物;ガラスからなる微粒子が挙げられる。また、形状としては球状、棒状、板状等が挙げられるが、板状の化合物が好ましい。
基材層11に用いる樹脂としては、PEN、COPが好ましい。
無機フィラーとしては、炭酸カルシウム、炭酸マグネシウム、炭酸バリウムなどの炭酸塩;硫酸カルシウム、硫酸マグネシウム、硫酸バリウムなどの硫酸塩;塩化ナトリウム、塩化カルシウム、塩化マグネシウムなどの塩化物;酸化アルミニウム、酸化カルシウム、酸化マグネシウム、酸化亜鉛、酸化チタン、シリカなどの酸化物;タルク、スメクタイト、マイカ、カオリナイトなどの鉱物;炭素繊維、炭素粒子等の炭素化合物;ガラスからなる微粒子が挙げられる。また、形状としては球状、棒状、板状等が挙げられるが、板状の化合物が好ましい。
基材層11に用いる樹脂としては、PEN、COPが好ましい。
基材層11の厚みは、25μm~250μmであることが好ましく、40μm~200μmであることがより好ましい。
また、基材層11の厚みは、ホットメルト接着性樹脂フィルム10全体の厚み(すなわち、基材層11、第1中間層12、第2中間層13、第1表面層14、および第2表面層15の厚みの合計)の30%~80%程度が好ましい。
また、基材層11の厚みは、ホットメルト接着性樹脂フィルム10全体の厚み(すなわち、基材層11、第1中間層12、第2中間層13、第1表面層14、および第2表面層15の厚みの合計)の30%~80%程度が好ましい。
第1中間層12および第2中間層13を構成する樹脂は、ポリプロピレン等のポリオレフィン樹脂に対して良好な接着性を発現する樹脂である。具体的には、第1中間層12および第2中間層13を構成する樹脂としては、プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂が用いられる。
第1中間層12および第2中間層13は、塗布により好ましく設けられ、層間の接着強度の観点から、第1中間層12および第2中間層13の厚さは0.5μm~10μmであることが好ましく、1μm~5μmであることがより好ましい。
第1中間層12および第2中間層13は、塗布により好ましく設けられ、層間の接着強度の観点から、第1中間層12および第2中間層13の厚さは0.5μm~10μmであることが好ましく、1μm~5μmであることがより好ましい。
プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂は、各層間の接着性の観点から、オレフィン系エラストマーであるため、オレフィンに対する接着性が良好であり、かつ結晶性であるため、結晶化後はタック性が小さいという利点を有する。
プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂は、プロピレンを50モル%~95モル%の量で含有していることが好ましく、50モル%~80モル%の量で含有していることがより好ましく、60モル%~75モル%の量で含有していることがさらに好ましい。また、プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂は、1−ブテンを5モル%~50モル%の量で含有していることが好ましく、20モル%~50モル%の量で含有していることがより好ましく、25モル%~40モル%の量で含有していることがさらに好ましい。
また、プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂は、プロピレンおよび1−ブテン以外のオレフィンから導かれる単位を、好ましくは10モル%以下の量で含んでいてもよく、より好ましくは5モル%以下の量で含んでいてもよい。
プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂は、プロピレンを50モル%~95モル%の量で含有していることが好ましく、50モル%~80モル%の量で含有していることがより好ましく、60モル%~75モル%の量で含有していることがさらに好ましい。また、プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂は、1−ブテンを5モル%~50モル%の量で含有していることが好ましく、20モル%~50モル%の量で含有していることがより好ましく、25モル%~40モル%の量で含有していることがさらに好ましい。
また、プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂は、プロピレンおよび1−ブテン以外のオレフィンから導かれる単位を、好ましくは10モル%以下の量で含んでいてもよく、より好ましくは5モル%以下の量で含んでいてもよい。
プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂の、135℃、デカリン中で測定される極限粘度[η]は、0.1dl/g~15dl/gであることが好ましく、0.5dl/g~12dl/gであることがより好ましく、1dl/g~10dl/gであることがさらに好ましい。
プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂の、ゲルパーミエイションクロマトグラフィー(GPC)により求められる分子量分布(Mw/Mn)は、3.2以下であることが好ましく、1.5~3.1であることがより好ましく、2.0~2.6であることがさらに好ましい。
プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂の、示差走査型熱量計によって測定される融点Tmは、60℃~150℃であることが好ましく、70℃~120℃であることがより好ましい。
プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂は、プロピレンと1−ブテンとの共重合体に極性モノマーである、マレイン酸または無水マレイン酸をグラフト共重合することによって得られる。
また、マレイン酸または無水マレイン酸は、グラフト共重合されたプロピレン系エラストマー100質量部に対し、好ましくは0.1質量部~10質量部、より好ましくは0.5質量部~3質量部となるようにグラフト共重合される。ここで、マレイン酸または無水マレイン酸が0.1質量部以上の場合、基材層11および第1表面層14に対する第1中間層12の接着性、および、基材層11および第2表面層15に対する第2中間層13の接着性が充分になる。一方、マレイン酸または無水マレイン酸が10質量部以下の場合、第1中間層12および第2中間層13の脆性が増加することも少なく、凝集剥離を生ずることも少ない傾向がある。
プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂は、プロピレンと1−ブテンとの共重合体に極性モノマーである、マレイン酸または無水マレイン酸をグラフト共重合することによって得られる。
また、マレイン酸または無水マレイン酸は、グラフト共重合されたプロピレン系エラストマー100質量部に対し、好ましくは0.1質量部~10質量部、より好ましくは0.5質量部~3質量部となるようにグラフト共重合される。ここで、マレイン酸または無水マレイン酸が0.1質量部以上の場合、基材層11および第1表面層14に対する第1中間層12の接着性、および、基材層11および第2表面層15に対する第2中間層13の接着性が充分になる。一方、マレイン酸または無水マレイン酸が10質量部以下の場合、第1中間層12および第2中間層13の脆性が増加することも少なく、凝集剥離を生ずることも少ない傾向がある。
プロピレンと1−ブテンとの共重合体をマレイン酸変性する方法としては、例えば、プロピレン系エラストマーを有機溶媒に溶解し、マレイン酸または無水マレイン酸とラジカル重合開始剤とを添加して加熱、攪拌してグラフト共重合反応させる方法、プロピレン系エラストマーを加熱溶融して、得られる溶融物に、マレイン酸または無水マレイン酸とラジカル重合開始剤とを添加し、攪拌してグラフト共重合させる方法、プロピレン系エラストマーと、マレイン酸または無水マレイン酸と、ラジカル重合開始剤とを予め混合し、得られる混合物を押出機に供給して加熱混練しながらグラフト共重合反応させる方法、プロピレン系エラストマーに、マレイン酸または無水マレイン酸とラジカル重合開始剤とを有機溶媒に溶解してなる溶液を含浸させた後、プロピレンと1−ブテンとの共重合体が溶解しない最高の温度まで加熱し、グラフト共重合反応させる方法等が挙げられる。
ラジカル重合開始剤としては、プロピレンと1−ブテンとの共重合体と、マレイン酸または無水マレイン酸との反応を促進するものであれば特に限定されないが、有機ペルオキシドまたは有機ペルエステルが好ましい。
ラジカル重合開始剤としては、具体的には、ベンゾイルペルオキシド、ジクロルベンゾイルペルオキシド、ジクミルペルオキシド、ジ−tert−ブチルペルオキシド、2,5−ジメチル−2,5−ジ(ペルオキシベンゾエート)ヘキシン−3、1,4−ビス(tert−ブチルペルオキシイソプロピル)ベンゼン、ラウロイルペルオキシド、tert−ブチルペルアセテート、2,5−ジメチル−2,5−ジ(tert−ブチルペルオキシ)ヘキシン−3、2,5−ジメチル−2,5−ジ(tert−ブチルペルオキシド)ヘキサン、tert−ブチルベンゾエート、tert−ブチルペルフェニルアセテート、tert−ブチルペルイソブチレート、tert−ブチルペル−sec−オクトエート、tert−ブチルペルピバレート、クミルペルピバレート、tert−ブチルペルジエチルアセテートが挙げられる。また、ラジカル重合開始剤としては、アゾビス−イソブチルニトリル、ジメチルアゾイソブチルニトリル等のアゾ化合物が挙げられる。
これらの中でも、ジクミルペルオキシド、ジ−tert−ブチルペルオキシド、2,5−ジメチル−2,5−ジ(tert−ブチルペルオキシ)ヘキシン−3,2,5−ジメチル−2,5−ジ(tert−ブチルペルオキシ)ヘキサン、1,4−ビス(tert−ブチルペルオキシイソプロピル)ベンゼン等のジアルキルペルオキシドが好ましい。
ラジカル重合開始剤は、プロピレン系エラストマー100重量部に対して、0.005質量部~5質量部程度の量で用いられることが好ましい。
プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂は、上述の方法によって、プロピレンと1−ブテンとの共重合体に、マレイン酸または無水マレイン酸をグラフト重合することによって製造される。マレイン酸または無水マレイン酸は、プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂100重量部に対して、好ましくは0.1質量部~10質量部、より好ましくは0.5質量部~3質量部となるようにグラフト共重合される。
プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂は、上述の方法によって、プロピレンと1−ブテンとの共重合体に、マレイン酸または無水マレイン酸をグラフト重合することによって製造される。マレイン酸または無水マレイン酸は、プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂100重量部に対して、好ましくは0.1質量部~10質量部、より好ましくは0.5質量部~3質量部となるようにグラフト共重合される。
第1表面層14および第2表面層15は、酸変性ポリオレフィン樹脂とエポキシ基含有樹脂とを有する組成物、または、酸変性ポリオレフィン樹脂とオキサゾリン基含有樹脂とを有する組成物から形成される。詳細には、第1表面層14および第2表面層15は、酸変性ポリオレフィン樹脂とエポキシ基含有ポリオレフィン系樹脂とを有する組成物(第1の接着性樹脂組成物)、酸変性ポリオレフィン樹脂とフェノールノボラック型エポキシ樹脂とを有する組成物(第2の接着性樹脂組成物)、または、酸変性ポリオレフィン樹脂とオキサゾリン基含有樹脂とを有する組成物(第3の接着性樹脂組成物)から形成されることが好ましい。
本実施形態のホットメルト接着性樹脂フィルム10を用いて接着する被着体であるプラスチックは、特に限定されないが、ポリオレフィン系、ポリエステル系、ポリアミド系の被着体との接着に優れる。
本実施形態のホットメルト接着性樹脂フィルム10を用いて接着する被着体である金属板は、特に限定されないが、一般に知られている金属板、金属平面板もしくは金属箔を用いることができる。例えば、鉄、銅、アルミニウム、鉛、亜鉛、チタン、クロムであってもよく、合金であるステンレス等であってもよく、金属によるめっき、金属を含む塗料による塗布加工により表面加工処理された金属もしくは非金属であってもよい。特に好ましくは、鉄、アルミニウム、チタン、ステンレス、表面加工処理された金属からなる金属平面板もしくは金属箔であり、強固な接着強度を実現することができる。
本実施形態のホットメルト接着性樹脂フィルム10を用いて接着する被着体であるプラスチックは、特に限定されないが、ポリオレフィン系、ポリエステル系、ポリアミド系の被着体との接着に優れる。
本実施形態のホットメルト接着性樹脂フィルム10を用いて接着する被着体である金属板は、特に限定されないが、一般に知られている金属板、金属平面板もしくは金属箔を用いることができる。例えば、鉄、銅、アルミニウム、鉛、亜鉛、チタン、クロムであってもよく、合金であるステンレス等であってもよく、金属によるめっき、金属を含む塗料による塗布加工により表面加工処理された金属もしくは非金属であってもよい。特に好ましくは、鉄、アルミニウム、チタン、ステンレス、表面加工処理された金属からなる金属平面板もしくは金属箔であり、強固な接着強度を実現することができる。
[第1の接着性樹脂組成物]
第1の接着性樹脂組成物は、酸変性ポリオレフィン樹脂(A)を80質量部~99.9質量部と、オレフィン化合物とエポキシ基含有ビニルモノマーとを共重合させて得られる主鎖、および、その主鎖に結合した側鎖を有し、かつ、融点が80℃~120℃であるエポキシ基含有ポリオレフィン系樹脂(B)を0.1質量部~20質量部とを含有するものである。
以下、酸変性ポリオレフィン樹脂(A)を「(A)成分」、エポキシ基含有ポリオレフィン系樹脂(B)を「(B)成分」ということがある。
第1の接着性樹脂組成物は、酸変性ポリオレフィン樹脂(A)を80質量部~99.9質量部と、オレフィン化合物とエポキシ基含有ビニルモノマーとを共重合させて得られる主鎖、および、その主鎖に結合した側鎖を有し、かつ、融点が80℃~120℃であるエポキシ基含有ポリオレフィン系樹脂(B)を0.1質量部~20質量部とを含有するものである。
以下、酸変性ポリオレフィン樹脂(A)を「(A)成分」、エポキシ基含有ポリオレフィン系樹脂(B)を「(B)成分」ということがある。
(酸変性ポリオレフィン樹脂(A))
第1の接着性樹脂組成物において、酸変性ポリオレフィン樹脂(A)とは、不飽和カルボン酸またはその誘導体で変性されたポリオレフィン系樹脂であって、ポリオレフィン系樹脂中に、カルボキシル基または無水カルボン酸基等の酸官能基を有するものである。
(A)成分は、不飽和カルボン酸またはその誘導体によるポリオレフィン系樹脂の変性、或いは酸官能基含有モノマーとオレフィン類との共重合等により得られる。これらの中でも、(A)成分としては、ポリオレフィン系樹脂を酸変性して得られたものが好ましい。
酸変性方法としては、有機過酸化物または脂肪族アゾ化合物等のラジカル重合開始剤の存在下、ポリオレフィン樹脂と酸官能基含有モノマーとを溶融混練するグラフト変性が挙げられる。
第1の接着性樹脂組成物において、酸変性ポリオレフィン樹脂(A)とは、不飽和カルボン酸またはその誘導体で変性されたポリオレフィン系樹脂であって、ポリオレフィン系樹脂中に、カルボキシル基または無水カルボン酸基等の酸官能基を有するものである。
(A)成分は、不飽和カルボン酸またはその誘導体によるポリオレフィン系樹脂の変性、或いは酸官能基含有モノマーとオレフィン類との共重合等により得られる。これらの中でも、(A)成分としては、ポリオレフィン系樹脂を酸変性して得られたものが好ましい。
酸変性方法としては、有機過酸化物または脂肪族アゾ化合物等のラジカル重合開始剤の存在下、ポリオレフィン樹脂と酸官能基含有モノマーとを溶融混練するグラフト変性が挙げられる。
前記ポリオレフィン系樹脂としては、ポリエチレン、ポリプロピレン、ポリ−1−ブテン、ポリイソブチレン、プロピレンとエチレンまたはα−オレフィンとのランダム共重合体、プロピレンとエチレンまたはα−オレフィンとのブロック共重合体等が挙げられる。これらの中でも、ホモポリプロピレン(プロピレン単独重合体;以下、「ホモPP」ということがある。)、プロピレン−エチレンのブロック共重合体(以下、「ブロックPP」ということがある。)、プロピレン−エチレンのランダム共重合体(以下、「ランダムPP」ということがある。)等のポリプロピレン系樹脂が好ましく、特にランダムPPが好ましい。
共重合する場合の前記オレフィン類としては、エチレン、プロピレン、1−ブテン、イソブチレン、1−ヘキセン、α−オレフィン等のオレフィン系モノマーが挙げられる。
共重合する場合の前記オレフィン類としては、エチレン、プロピレン、1−ブテン、イソブチレン、1−ヘキセン、α−オレフィン等のオレフィン系モノマーが挙げられる。
酸官能基含有モノマーは、エチレン性二重結合と、カルボキシ基またはカルボン酸無水物基とを同一分子内に有する化合物であって、各種の不飽和モノカルボン酸、ジカルボン酸、またはジカルボン酸の酸無水物が挙げられる。
カルボキシ基を有する酸官能基含有モノマー(カルボキシ基含有モノマー)としては、アクリル酸、メタクリル酸、マレイン酸、ナジック酸、フマル酸、イタコン酸、シトラコン酸、クロトン酸、イソクロトン酸、テトラヒドロフタル酸、エンド−ビシクロ[2.2.1]−5−ヘプテン−2,3−ジカルボン酸(エンディック酸)等のα,β−不飽和カルボン酸モノマーが挙げられる。
カルボン酸無水物基を有する酸官能基含有モノマー(カルボン酸無水物基含有モノマー)としては、無水マレイン酸、無水ナジック酸、無水イタコン酸、無水シトラコン酸、無水エンディック酸等の不飽和ジカルボン酸無水物モノマーが挙げられる。
これらの酸官能基含有モノマーは、(A)成分において1種を単独で用いてもよく、2種以上を組み合わせて用いてもよい。
カルボキシ基を有する酸官能基含有モノマー(カルボキシ基含有モノマー)としては、アクリル酸、メタクリル酸、マレイン酸、ナジック酸、フマル酸、イタコン酸、シトラコン酸、クロトン酸、イソクロトン酸、テトラヒドロフタル酸、エンド−ビシクロ[2.2.1]−5−ヘプテン−2,3−ジカルボン酸(エンディック酸)等のα,β−不飽和カルボン酸モノマーが挙げられる。
カルボン酸無水物基を有する酸官能基含有モノマー(カルボン酸無水物基含有モノマー)としては、無水マレイン酸、無水ナジック酸、無水イタコン酸、無水シトラコン酸、無水エンディック酸等の不飽和ジカルボン酸無水物モノマーが挙げられる。
これらの酸官能基含有モノマーは、(A)成分において1種を単独で用いてもよく、2種以上を組み合わせて用いてもよい。
これらの中でも、酸官能基含有モノマーとしては、後述する(B)成分との反応性が高いことから、酸無水物基を有する酸官能基含有モノマーが好ましく、カルボン酸無水物基含有モノマーがより好ましく、無水マレイン酸が特に好ましい。酸変性に用いた酸官能基含有モノマーの一部が未反応である場合は、未反応の酸官能基含有モノマーによる接着力の低下を防ぐため、予め未反応の酸官能基含有モノマーを除去したものを(A)成分として用いることが好ましい。
(A)成分において、ポリオレフィン系樹脂またはオレフィン類由来の成分は、(A)成分の全量100質量部に対して、50質量部以上であることが好ましい。
(A)成分の融点は、(A)成分と後述する(B)成分とを溶融混練する際の温度を考慮して、100℃~180℃であることが好ましい。上記範囲の融点を有する(A)成分を用いることにより、常法および一般的な装置を用いた場合にも、(A)成分と後述する(B)成分とを、(A)成分の融点よりも十分に高い温度で溶融混練することができる。また、溶融混練を用いて(A)成分と後述する(B)成分とを反応させる場合、(A)成分に比して(B)成分の融点が低いことが好ましいが、上記範囲の融点を有する(A)成分を用いることにより、(B)成分の選択の自由度を高めることができる。
また、上述のように(A)成分の融点は、後述する(B)成分の融点よりも高いことが好ましいが、(A)成分の融点は(B)成分の融点よりも10℃以上高いことがより好ましく、20℃以上高いことがさらに好ましく、30℃以上高いことが特に好ましい。(A)成分の融点が(B)成分よりも十分に高いことにより、溶融混練を行った際に(B)成分が先に溶融し、樹脂の形状を保持した状態の(A)成分中に浸透して均一に反応する結果、良好な耐久性を得ることができる。
これらの中でも(A)成分としては、接着性および適度な融点の観点から、無水マレイン酸変性ポリプロピレンが好ましい。
(エポキシ基含有ポリオレフィン系樹脂(B))
第1の接着性樹脂組成物において、エポキシ基含有ポリオレフィン系樹脂(B)は、オレフィン化合物とエポキシ基含有ビニルモノマーとを含むモノマーを共重合させて得られる主鎖、および、前記主鎖に結合した側鎖を有し、かつ、融点が80℃~120℃であるものである。
第1の接着性樹脂組成物において、エポキシ基含有ポリオレフィン系樹脂(B)は、オレフィン化合物とエポキシ基含有ビニルモノマーとを含むモノマーを共重合させて得られる主鎖、および、前記主鎖に結合した側鎖を有し、かつ、融点が80℃~120℃であるものである。
・主鎖
(B)成分の主鎖は、オレフィン化合物と、エポキシ基含有ビニルモノマーと、必要に応じて用いられるその他の任意のモノマーとを共重合させて得られる。
前記オレフィン化合物としては、エチレン、プロピレン、1−ブテン、イソブチレン、1−ヘキセン、α−オレフィン等のオレフィン系モノマーが挙げられる。
前記エポキシ基含有ビニルモノマーとしては、グリシジルメタクリレート(GMA)、グリシジルアクリレート等のグリシジルエステル類、アリルグリシジルエーテル等のグリシジルエーテル類、エポキシブテン等のエポキシアルケン類等が挙げられる。
オレフィン化合物、エポキシ基含有ビニルモノマーとしては、それぞれ1種を単独で用いてもよく、2種以上を組み合わせて用いてもよい。
(B)成分の主鎖は、オレフィン化合物と、エポキシ基含有ビニルモノマーと、必要に応じて用いられるその他の任意のモノマーとを共重合させて得られる。
前記オレフィン化合物としては、エチレン、プロピレン、1−ブテン、イソブチレン、1−ヘキセン、α−オレフィン等のオレフィン系モノマーが挙げられる。
前記エポキシ基含有ビニルモノマーとしては、グリシジルメタクリレート(GMA)、グリシジルアクリレート等のグリシジルエステル類、アリルグリシジルエーテル等のグリシジルエーテル類、エポキシブテン等のエポキシアルケン類等が挙げられる。
オレフィン化合物、エポキシ基含有ビニルモノマーとしては、それぞれ1種を単独で用いてもよく、2種以上を組み合わせて用いてもよい。
(B)成分の主鎖は、オレフィン化合物およびエポキシ基含有ビニルモノマー以外に、その他のモノマーの1種以上を含有していてもよい。その他のモノマーとしては、オレフィン化合物およびエポキシ基含有ビニルモノマーと共重合可能なものであれば特に限定されず、例えば、(メタ)アクリレートモノマー、(メタ)アクリルエステルモノマー、(メタ)アクリルアミドモノマー、スチレンモノマー等が挙げられる。
(B)成分の主鎖となる共重合体において、各モノマー(化合物)の構成割合は特に限定されないが、(B)成分の主鎖を構成する全モノマーに対して、10質量%~30質量%、より好ましくは10質量%~20質量%のエポキシ基含有ビニルモノマーを共重合させて得られる共重合体が好ましい。上記範囲内のエポキシ基含有ビニルモノマーを用いることにより、好適に被接着体との接着性を向上させることができる。
(B)成分の主鎖となる共重合体において、各モノマー(化合物)の構成割合は特に限定されないが、(B)成分の主鎖を構成する全モノマーに対して、10質量%~30質量%、より好ましくは10質量%~20質量%のエポキシ基含有ビニルモノマーを共重合させて得られる共重合体が好ましい。上記範囲内のエポキシ基含有ビニルモノマーを用いることにより、好適に被接着体との接着性を向上させることができる。
これらの中でも、(B)成分の主鎖としては、オレフィン化合物およびエポキシ基含有ビニルモノマーを共重合させて得られる共重合体が好ましく、エチレンとグリシジルメタクリレートとの共重合体が特に好ましい。
・側鎖
(B)成分は、前記主鎖に結合した側鎖を有することにより、オレフィン系共重合体の強度、接着性、合成等の特性を改善することができる。側鎖は、特に限定されるものではなく、ポリスチレン、スチレン−アクリロニトリル共重合体等のスチレン系樹脂(スチレンを含有する重合体);(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸ブチル、(メタ)アクリル酸ペンチル等のアルキル(メタ)アクリレートモノマーの1種以上を重合させて得られる(メタ)アクリル系樹脂等が挙げられる。
これらの中でも、(B)成分の側鎖としては、スチレンを含有する重合体が好ましく、例えば、ポリスチレン、スチレン−アクリロニトリル共重合体が挙げられる。これらの中でも、ポリスチレンが特に好ましい。
(B)成分は、前記主鎖に結合した側鎖を有することにより、オレフィン系共重合体の強度、接着性、合成等の特性を改善することができる。側鎖は、特に限定されるものではなく、ポリスチレン、スチレン−アクリロニトリル共重合体等のスチレン系樹脂(スチレンを含有する重合体);(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸ブチル、(メタ)アクリル酸ペンチル等のアルキル(メタ)アクリレートモノマーの1種以上を重合させて得られる(メタ)アクリル系樹脂等が挙げられる。
これらの中でも、(B)成分の側鎖としては、スチレンを含有する重合体が好ましく、例えば、ポリスチレン、スチレン−アクリロニトリル共重合体が挙げられる。これらの中でも、ポリスチレンが特に好ましい。
上記のような主鎖および側鎖を有する(B)成分は、例えば、常法により得られた主鎖共重合体と、側鎖を構成するモノマーと、有機過酸化物または脂肪族アゾ化合物等のラジカル重合開始剤とを用いたグラフト重合により得ることができる。
(B)成分の融点は80℃~120℃であって、90℃~110℃であることが好ましい。このような融点を有する(B)成分は、主鎖および側鎖を構成するモノマー種を適宜選択することにより得ることができる。
上記範囲の融点を有する(B)成分を用いることにより、常法および一般的な装置を用いた場合にも、当該(B)成分の融点よりも十分に高い温度で、前記(A)成分と(B)成分とを溶融混練することが可能となり、優れた耐久性を有する接着剤や表面層を得ることができる。また、溶融混練を用いて前記(A)成分と(B)成分とを反応させる場合、(A)成分に比して(B)成分の融点が低いことが好ましいが、上記範囲の融点を有する(B)成分を用いることにより、(A)成分の選択の自由度を高めることができる。
(B)成分の融点は80℃~120℃であって、90℃~110℃であることが好ましい。このような融点を有する(B)成分は、主鎖および側鎖を構成するモノマー種を適宜選択することにより得ることができる。
上記範囲の融点を有する(B)成分を用いることにより、常法および一般的な装置を用いた場合にも、当該(B)成分の融点よりも十分に高い温度で、前記(A)成分と(B)成分とを溶融混練することが可能となり、優れた耐久性を有する接着剤や表面層を得ることができる。また、溶融混練を用いて前記(A)成分と(B)成分とを反応させる場合、(A)成分に比して(B)成分の融点が低いことが好ましいが、上記範囲の融点を有する(B)成分を用いることにより、(A)成分の選択の自由度を高めることができる。
このような(B)成分としては、日油株式会社製のモディパーA1100、A4100、A4400(いずれも商品名)等の市販品を用いることもできる。
第1の接着性樹脂組成物において、(A)成分80質量部~99.9質量部に対して、(B)成分は0.1質量部~20質量部で含有される。より具体的には、第1の接着性樹脂組成物の固形分中、(A)成分の割合は、90質量部~99質量部であることが好ましく、(B)成分の割合は1質量部~10質量部であることが好ましい。
第1の接着性樹脂組成物は、所望により混和性のある添加剤、付加的な樹脂、可塑剤、安定剤、着色剤等を適宜含有することができる。
第1の接着性樹脂組成物は、(A)成分の酸官能基と、(B)成分のエポキシ基との双方が、被着体に対する接着性官能基として機能することにより、金属、ガラス、プラスチック等の各種の被着体に対して、優れた接着性を奏することが可能となると考えられる。
また、(A)成分の酸官能基の一部と、(B)成分のエポキシ基の一部とが反応し、(A)成分と(B)成分との分散構造を補強することにより、優れた接着性と共に良好な耐久性が得られるものと考えられる。
また、(A)成分の酸官能基の一部と、(B)成分のエポキシ基の一部とが反応し、(A)成分と(B)成分との分散構造を補強することにより、優れた接着性と共に良好な耐久性が得られるものと考えられる。
[第2の接着性樹脂組成物]
第2の接着性樹脂組成物は、酸変性ポリオレフィン樹脂(A)90質量部~99.9質量部と、常温で固体であるフェノールノボラック型エポキシ樹脂(C)0.1質量部~10質量部と、を含有するものである。
以下、酸変性ポリオレフィン樹脂(A)を「(A)成分」、フェノールノボラック型エポキシ樹脂(C)を「(C)成分」ということがある。
第2の接着性樹脂組成物は、酸変性ポリオレフィン樹脂(A)90質量部~99.9質量部と、常温で固体であるフェノールノボラック型エポキシ樹脂(C)0.1質量部~10質量部と、を含有するものである。
以下、酸変性ポリオレフィン樹脂(A)を「(A)成分」、フェノールノボラック型エポキシ樹脂(C)を「(C)成分」ということがある。
(酸変性ポリオレフィン樹脂(A))
第2の接着性樹脂組成物において、酸変性ポリオレフィン樹脂(A)とは、上述の第1の接着性樹脂組成物における酸変性ポリオレフィン樹脂(A)と同一である。
第2の接着性樹脂組成物において、酸変性ポリオレフィン樹脂(A)とは、上述の第1の接着性樹脂組成物における酸変性ポリオレフィン樹脂(A)と同一である。
(フェノールノボラック型エポキシ樹脂(C))
第2の接着性樹脂組成物において、フェノールノボラック型エポキシ樹脂(C)は、常温で固体であるフェノールノボラック型エポキシ樹脂である。常温において固体である(C)成分を用いることで、溶融混練によって前記(A)成分と(C)成分とを重合させる場合にも、(A)成分の溶融温度に合わせて溶融混練を行うことができ、かつ、その際に(C)成分の特性が損なわれ難くなる。
なお、本明細書中において「常温」とは、約3℃~約40℃であり、好ましくは約10℃~約30℃であり、より好ましくは約15℃~約25℃であり、最も好ましくは約23℃である。
第2の接着性樹脂組成物において、フェノールノボラック型エポキシ樹脂(C)は、常温で固体であるフェノールノボラック型エポキシ樹脂である。常温において固体である(C)成分を用いることで、溶融混練によって前記(A)成分と(C)成分とを重合させる場合にも、(A)成分の溶融温度に合わせて溶融混練を行うことができ、かつ、その際に(C)成分の特性が損なわれ難くなる。
なお、本明細書中において「常温」とは、約3℃~約40℃であり、好ましくは約10℃~約30℃であり、より好ましくは約15℃~約25℃であり、最も好ましくは約23℃である。
第2の接着性樹脂組成物において、フェノールノボラック型エポキシ樹脂(C)とは、フェノールとホルムアルデヒドとを酸縮合して得られるフェノールノボラック樹脂を基本構造とし、その構造の一部にエポキシ基が導入された高分子化合物である。フェノールノボラック型エポキシ樹脂における1分子あたりのエポキシ基導入量は特に限定されないが、エピクロルヒドリン等のエポキシ基原料とフェノールノボラック樹脂とを反応させることにより、フェノールノボラック樹脂中に多数存在するフェノール性水酸基に多数のエポキシ基が導入されるため、通常は多官能エポキシ樹脂となる。
これらの中でも、(C)成分としては、基本骨格としてフェノールノボラック構造を有し、かつ、ビスフェノールA構造を併せて有する樹脂が好ましい。なお、(C)成分中のビスフェノールA構造は、ビスフェノールAから誘導され得る構造であればよく、ビスフェノールAの両端水酸基がエポキシ基含有基等の基で置換されていてもよい。
(C)成分の一例としては、下記一般式(1)で表される樹脂が挙げられる。
(C)成分の一例としては、下記一般式(1)で表される樹脂が挙げられる。

上記一般式(1)中、R1~R6は、それぞれ独立に水素原子またはメチル基である。nが2以上の整数の場合、R3、R4は、それぞれ同じであっても異なっていてもよい。
上記一般式(1)で表される樹脂中は、下記(i)~(iii)の少なくともいずれか1つを満たすことが好ましい。
(i)R1およびR2の両方がメチル基
(ii)R3およびR4の両方がメチル基
(iii)R5およびR6の両方がメチル基
例えば、上記(i)を満たすことにより、上記一般式(1)においてR1およびR2が結合する炭素原子と、当該炭素原子が結合する2つのヒドロキシフェニル基とがビスフェノールAから誘導される構造を構成することとなる。
上記一般式(1)で表される樹脂中は、下記(i)~(iii)の少なくともいずれか1つを満たすことが好ましい。
(i)R1およびR2の両方がメチル基
(ii)R3およびR4の両方がメチル基
(iii)R5およびR6の両方がメチル基
例えば、上記(i)を満たすことにより、上記一般式(1)においてR1およびR2が結合する炭素原子と、当該炭素原子が結合する2つのヒドロキシフェニル基とがビスフェノールAから誘導される構造を構成することとなる。
上記一般式(1)中、RXは、エポキシ基を有する基である。エポキシ基を有する基としては、エポキシ基、エポキシ基とアルキレン基との組み合わせ等が挙げられ、なかでもグリシジル基が好ましい。
(C)成分のエポキシ当量は、100~300であることが好ましく、200~300であることがより好ましい。エポキシ当量(g/eq)は、エポキシ基1個あたりのエポキシ樹脂の分子量であって、この値が小さいほど樹脂中のエポキシ基が多いことを意味する。エポキシ当量の比較的小さい(C)成分を用いることにより、(C)成分の添加量を比較的少量とした場合にも、(C)成分と被着体との接着性が良好となり、かつ、(C)成分と前記(A)成分とが十分に架橋する。
このような(C)成分としては、三菱化学社製のjER154、jER157S70、jER−157S65;DIC社製のEPICLON N−730A、EPICLON N−740、EPICLON N−770、EPICLON N−775(以上、いずれも商品名)等の市販品を用いることもできる。
第2の接着性樹脂組成物において、(A)成分90質量部~99.9質量部に対して、(C)成分は0.1質量部~10質量部で含有されることが好ましく、(A)成分95質量部~99.9質量部に対して、(C)成分は0.1質量部~5質量部で含有されることがより好ましく、(A)成分97質量部~99質量部に対して、(C)成分は1質量部~3質量部で含有されることがさらに好ましい。
第2の接着性樹脂組成物は、所望により混和性のある添加剤、付加的な樹脂、可塑剤、安定剤、着色剤等を適宜含有することができる。
第2の接着性樹脂組成物は、(A)成分の酸官能基と、(C)成分のエポキシ基との双方が、被着体(特に被着体が有する水酸基等の官能基)に対する接着性官能基として機能することにより、金属、ガラス、プラスチック等の各種の被着体に対して、優れた接着性を奏することが可能となると考えられる。
また、(A)成分の酸官能基の一部と、(C)成分のエポキシ基の一部とが反応し、(A)成分と(C)成分との架橋構造ができ、この架橋構造により樹脂の強度が補強され、優れた接着性と共に良好な耐久性が得られる。
また、(A)成分の酸官能基の一部と、(C)成分のエポキシ基の一部とが反応し、(A)成分と(C)成分との架橋構造ができ、この架橋構造により樹脂の強度が補強され、優れた接着性と共に良好な耐久性が得られる。
[第3の接着性樹脂組成物]
第3の接着性樹脂組成物は、酸変性ポリオレフィン樹脂(A)80質量部~99.9質量部と、数平均分子量が5万~25万のオキサゾリン基含有スチレン系樹脂(D)0.1質量部~20質量部と、を含有するものである。
以下、酸変性ポリオレフィン樹脂(A)を「(A)成分」、オキサゾリン基含有スチレン系樹脂(D)を「(D)成分」ということがある。
第3の接着性樹脂組成物は、酸変性ポリオレフィン樹脂(A)80質量部~99.9質量部と、数平均分子量が5万~25万のオキサゾリン基含有スチレン系樹脂(D)0.1質量部~20質量部と、を含有するものである。
以下、酸変性ポリオレフィン樹脂(A)を「(A)成分」、オキサゾリン基含有スチレン系樹脂(D)を「(D)成分」ということがある。
(酸変性ポリオレフィン樹脂(A))
第3の接着性樹脂組成物において、酸変性ポリオレフィン樹脂(A)とは、上述の第1の接着性樹脂組成物における酸変性ポリオレフィン樹脂(A)と同一である。
第3の接着性樹脂組成物において、酸変性ポリオレフィン樹脂(A)とは、上述の第1の接着性樹脂組成物における酸変性ポリオレフィン樹脂(A)と同一である。
(オキサゾリン基含有スチレン系樹脂(D))
第3の接着性樹脂組成物において、オキサゾリン基含有スチレン系樹脂(D)は、数平均分子量が5万~25万のオキサゾリン基含有スチレン系樹脂である。(D)成分がオキサゾリン基を有することにより、(D)成分のオキサゾリン基と、前記(A)成分の酸官能基(例えば、カルボキシ基、カルボン酸基、等)とが反応して架橋構造が形成される。例えば、(A)成分の酸官能基がカルボキシ基の場合であれば、下記式(2)で示すような架橋反応が起こり、アミドエステル結合が形成される。その結果として、主たる樹脂となる(A)成分を(D)成分が補強することとなり、(A)成分の架橋がより強まり、優れた接着性と共に良好な耐久性が得られるものと考えられる。
第3の接着性樹脂組成物において、オキサゾリン基含有スチレン系樹脂(D)は、数平均分子量が5万~25万のオキサゾリン基含有スチレン系樹脂である。(D)成分がオキサゾリン基を有することにより、(D)成分のオキサゾリン基と、前記(A)成分の酸官能基(例えば、カルボキシ基、カルボン酸基、等)とが反応して架橋構造が形成される。例えば、(A)成分の酸官能基がカルボキシ基の場合であれば、下記式(2)で示すような架橋反応が起こり、アミドエステル結合が形成される。その結果として、主たる樹脂となる(A)成分を(D)成分が補強することとなり、(A)成分の架橋がより強まり、優れた接着性と共に良好な耐久性が得られるものと考えられる。

これらの中でも、(D)成分としては、スチレン系モノマーと、オキサゾリン基含有モノマーとを共重合して得られる樹脂が好ましい。
スチレン系モノマーとしては、スチレンおよびその誘導体を用いることができる。具体的には、スチレン、α‐メチルスチレン、メチルスチレン、ジメチルスチレン、トリメチルスチレン、エチルスチレン、ジエチルスチレン、トリエチルスチレン、プロピルスチレン、ブチルスチレン、ヘキシルスチレン、ヘプチルスチレン、オクチルスチレン等のアルキルスチレン;クロロスチレン、フルオロスチレン、ブロモスチレン、ジブロモスチレン、ヨードスチレン等のハロゲン化スチレン等が挙げられる。これらの中でも、スチレンが好ましい。
スチレン系モノマーとしては、スチレンおよびその誘導体を用いることができる。具体的には、スチレン、α‐メチルスチレン、メチルスチレン、ジメチルスチレン、トリメチルスチレン、エチルスチレン、ジエチルスチレン、トリエチルスチレン、プロピルスチレン、ブチルスチレン、ヘキシルスチレン、ヘプチルスチレン、オクチルスチレン等のアルキルスチレン;クロロスチレン、フルオロスチレン、ブロモスチレン、ジブロモスチレン、ヨードスチレン等のハロゲン化スチレン等が挙げられる。これらの中でも、スチレンが好ましい。
オキサゾリン基含有モノマーは、オキサゾリン基を含有し、かつスチレン系モノマーと共重合が可能なモノマーであればその骨格は特に限定されないが、オキサゾリン基とビニル基とを有するモノマーを好適に用いることができる。
オキサゾリン基含有ビニルモノマーとしては、2−ビニル−2−オキサゾリン、5−メチル−2−ビニル−2−オキサゾリン、4,4−ジメチル−2−ビニル−2−オキサゾリン、2−イソプロペニル−2−オキサゾリン、4,4−ジメチル−2−イソプロペニル−2−オキサゾリン、4−アクリロイル−オキシメチル−2,4−ジメチル−2−オキサゾリン、4−メタクリロイルオキシメチル−2,4−ジメチル−2−オキサゾリン、4−メタクリロイルオキシメチル−2−フェニル−4−メチル−2−オキサゾリン、2−(4−ビニルフェニル)−4,4−ジメチル−2−オキサゾリン、4−エチル−4−ヒドロキシメチル−2−イソプロペニル−2−オキサゾリン、4−エチル−4−カルボエトキシメチル−2−イソプロペニル−2−オキサゾリン等が挙げられる。これらの中でも、2−イソプロペニル−2−オキサゾリンが好ましい。
オキサゾリン基含有ビニルモノマーとしては、2−ビニル−2−オキサゾリン、5−メチル−2−ビニル−2−オキサゾリン、4,4−ジメチル−2−ビニル−2−オキサゾリン、2−イソプロペニル−2−オキサゾリン、4,4−ジメチル−2−イソプロペニル−2−オキサゾリン、4−アクリロイル−オキシメチル−2,4−ジメチル−2−オキサゾリン、4−メタクリロイルオキシメチル−2,4−ジメチル−2−オキサゾリン、4−メタクリロイルオキシメチル−2−フェニル−4−メチル−2−オキサゾリン、2−(4−ビニルフェニル)−4,4−ジメチル−2−オキサゾリン、4−エチル−4−ヒドロキシメチル−2−イソプロペニル−2−オキサゾリン、4−エチル−4−カルボエトキシメチル−2−イソプロペニル−2−オキサゾリン等が挙げられる。これらの中でも、2−イソプロペニル−2−オキサゾリンが好ましい。
スチレン系モノマー、オキサゾリン基含有モノマーとしては、それぞれ1種を単独で用いてもよく、2種以上を組み合わせて用いてもよい。
また、(D)成分は、スチレン系モノマーおよびオキサゾリン基含有モノマー以外に、その他のモノマーの1種以上を含有していてもよい。その他のモノマーは、これらモノマーと共重合可能なものであれば特に限定されず、例えば、(メタ)アクリレートモノマー、(メタ)アクリルエステルモノマー、(メタ)アクリルアミドモノマー等が挙げられる。
(D)成分において、各モノマーの構成割合は特に限定されないが、(D)成分を構成する全モノマーに対して、5質量%~50質量%、より好ましくは10質量%~30質量%のオキサゾリン基含有モノマーを共重合させて得られる樹脂が好ましい。上記範囲内のオキサゾリン基含有モノマーを用いることにより、前記(A)成分と(D)成分とを十分に架橋させ、良好な耐久性を得ることができる。
また、(D)成分は、スチレン系モノマーおよびオキサゾリン基含有モノマー以外に、その他のモノマーの1種以上を含有していてもよい。その他のモノマーは、これらモノマーと共重合可能なものであれば特に限定されず、例えば、(メタ)アクリレートモノマー、(メタ)アクリルエステルモノマー、(メタ)アクリルアミドモノマー等が挙げられる。
(D)成分において、各モノマーの構成割合は特に限定されないが、(D)成分を構成する全モノマーに対して、5質量%~50質量%、より好ましくは10質量%~30質量%のオキサゾリン基含有モノマーを共重合させて得られる樹脂が好ましい。上記範囲内のオキサゾリン基含有モノマーを用いることにより、前記(A)成分と(D)成分とを十分に架橋させ、良好な耐久性を得ることができる。
(D)成分の数平均分子量は、5万~25万であって、6万~10万が好ましく、6万~8万がさらに好ましい。数平均分子量が上記範囲内の(D)成分を用いることにより、(A)成分と(D)成分との相溶性が向上し、(A)成分と(D)成分とを十分に架橋することが可能となる。
このような(D)成分としては、日本触媒社製のエポクロスRPS−1005(商品名)等の市販品を用いることができる。
第3の接着性樹脂組成物において、(A)成分80質量部~99.9質量部に対して、(D)成分は0.1質量部~20質量部で含有される。なかでも、(A)成分90質量部~99.9質量部に対して、(D)成分は0.1質量部~10質量部で含有されることが好ましく、(A)成分95質量部~99質量部に対して、(D)成分が1質量部~5質量部含有されることが好ましい。
第3の接着性樹脂組成物は、(A)成分の酸官能基と、(D)成分のオキサゾリン基とが、加熱によって容易に反応するため、他にこれらの官能基と反応し得る硬化剤を配合する必要はないが、所望により混和性のある添加剤、付加的な樹脂、可塑剤、安定剤、着色剤等を適宜含有することができる。
第3の接着性樹脂組成物は、(A)成分の酸官能基が、被着体に対する接着性官能基として機能することにより、金属、ガラス、プラスチック等の各種の被着体に対して、優れた接着性を奏することが可能となると考えられる。
また、(A)成分の酸官能基の一部と、(D)成分のオキサゾリン基の一部とが反応し、主たる樹脂となる(A)成分を補強することにより、(A)成分の架橋がより強固となり、優れた接着性と共に良好な耐久性が得られるものと考えられる。なお、オキサゾリン基は被着体にカルボキシル基を有する場合には、接着性官能基としても機能する。
また、(A)成分の酸官能基の一部と、(D)成分のオキサゾリン基の一部とが反応し、主たる樹脂となる(A)成分を補強することにより、(A)成分の架橋がより強固となり、優れた接着性と共に良好な耐久性が得られるものと考えられる。なお、オキサゾリン基は被着体にカルボキシル基を有する場合には、接着性官能基としても機能する。
第1表面層14および第2表面層15の厚みはそれぞれ、5μm~50μmであることが好ましく、10μm~30μmであることがより好ましい。
また、第1表面層14および第2表面層15の合計の厚みは、ホットメルト接着性樹脂フィルム10全体の厚み(すなわち、基材層11、第1中間層12、第2中間層13、第1表面層14、および第2表面層15の厚みの合計)の15%~75%程度が好ましい。
また、第1表面層14および第2表面層15の合計の厚みは、ホットメルト接着性樹脂フィルム10全体の厚み(すなわち、基材層11、第1中間層12、第2中間層13、第1表面層14、および第2表面層15の厚みの合計)の15%~75%程度が好ましい。
第1表面層14を構成する樹脂と、第2表面層15を構成する樹脂とは、第1表面層14および第2表面層15が上述の接着性を満たす範囲内において、同一であってもよく、異なっていてもよい。
本実施形態のホットメルト接着性樹脂フィルム10は、第1表面層14、第1中間層12、耐熱性を有する基材層11、第2中間層13、および第2表面層15をこの順に積層し、第1表面層14および第2表面層15は、酸変性ポリオレフィンとエポキシ基含有樹脂とを有する組成物、または、酸変性ポリオレフィンとオキサゾリン基含有樹脂とを有する組成物から形成されるため、金属を初めとして、ガラス、プラスチック等の各種の被着体に対して、優れた接着力および耐久性を有する。
[ホットメルト接着性樹脂フィルムの製造方法]
本発明の一実施形態であるホットメルト接着性樹脂フィルムの製造方法としては、例えば、溶液流涎法、溶融流涎法による製膜、および、塗布による積層、溶融押出し法による積層方法が挙げられ、これらを組み合わせて積層フィルムとすることができる。
基材層11は溶融流涎法による製膜が好ましい。
本発明のホットメルト接着性樹脂フィルムにおける、第1中間層12および第2中間層13は、塗布による製膜、溶融押出し法による基材層への積層のいずれも採用することができるが、塗布による積層が好ましい。
本発明のホットメルト接着性樹脂フィルムにおける、第1表面層14および第2表面層15は、溶液流涎法による製膜もしくは溶融流涎法による製膜により製膜を行い、その後ラミネートする方法、塗布による積層もしくは溶融押出し法よる積層を行う方法のいずれも採用することができるが、溶融流涎法による製膜を行い、その後ラミネートすることが好ましい。
溶融流涎法による製膜により第1表面層14および第2表面層15を設けるときには、基材層11、第1中間層12、および第2中間層13とは別に、単層のフィルムとして、溶融流涎により製膜することが好ましい。溶融流涎により製膜を行った表面層となるフィルムを、第1中間層14/基材層11/第2中間層15の積層体の表面に、第1表面層14、第2表面層15としてラミネートすることができる。この時、第1中間層12および第2中間層13はラミネート接着剤としても機能する。
溶液流涎により表面層を設けるときは、第1表面層14と第2表面層15は逐次的に塗布および乾燥を行って設ける方法、表裏同時に塗布および乾燥を行って設ける方法のいずれも採用することができる。
本発明の一実施形態であるホットメルト接着性樹脂フィルムの製造方法としては、例えば、溶液流涎法、溶融流涎法による製膜、および、塗布による積層、溶融押出し法による積層方法が挙げられ、これらを組み合わせて積層フィルムとすることができる。
基材層11は溶融流涎法による製膜が好ましい。
本発明のホットメルト接着性樹脂フィルムにおける、第1中間層12および第2中間層13は、塗布による製膜、溶融押出し法による基材層への積層のいずれも採用することができるが、塗布による積層が好ましい。
本発明のホットメルト接着性樹脂フィルムにおける、第1表面層14および第2表面層15は、溶液流涎法による製膜もしくは溶融流涎法による製膜により製膜を行い、その後ラミネートする方法、塗布による積層もしくは溶融押出し法よる積層を行う方法のいずれも採用することができるが、溶融流涎法による製膜を行い、その後ラミネートすることが好ましい。
溶融流涎法による製膜により第1表面層14および第2表面層15を設けるときには、基材層11、第1中間層12、および第2中間層13とは別に、単層のフィルムとして、溶融流涎により製膜することが好ましい。溶融流涎により製膜を行った表面層となるフィルムを、第1中間層14/基材層11/第2中間層15の積層体の表面に、第1表面層14、第2表面層15としてラミネートすることができる。この時、第1中間層12および第2中間層13はラミネート接着剤としても機能する。
溶液流涎により表面層を設けるときは、第1表面層14と第2表面層15は逐次的に塗布および乾燥を行って設ける方法、表裏同時に塗布および乾燥を行って設ける方法のいずれも採用することができる。
第1中間層12および第2中間層13を溶液塗布により積層する場合には、所定の厚みに成形されたフィルム状の基材層11の一方の面11aおよび他方の面11bに、上述のプロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂を含む溶液を塗布して塗膜を形成し、その塗膜を乾燥させて、基材層11の一方の面11aに第1中間層12を形成し、基材層11の他方の面11bに第2中間層13を形成する(第1中間層12および第2中間層13を形成する工程)。
第1中間層12および第2中間層13を構成するプロピレンと1−ブテンとの共重合体は、最表面に含まれるプロピレンよりも分子量が低いことが好ましい。また、第1中間層12および第2中間層13を構成するプロピレンと1−ブテンとの共重合体は、最表面に含まれるプロピレンよりも融点が低いことが好ましい。
第1中間層12および第2中間層13を溶液塗布による積層する場合には、プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂を溶解して、溶液を調製するために用いられる溶媒としては、メタノール、エタノール、イソプロピルアルコール等のアルコール;トルエン、キシレン等の芳香族炭化水素;ヘキサン、ヘプタン、オクタン等の脂肪族炭化水素;シクロヘキサン、メチルシクロヘキサン等の脂環式炭化水素;アセトン、メチルエチルケトン、メチルイソブチルケトン等のケトン類;ジメチルホルムアミド等の有機溶媒が挙げられる。通常、トルエン、キシレンなどの芳香族炭化水素が用いられる。
また、水に分散させて使用してもよい。
第1中間層12および第2中間層13には、架橋剤として、エポキシ化合物、オキサゾリン化合物、イソシアネート化合物を添加し、架橋を行うことができる。添加した架橋剤は、製膜後の乾燥時もしくは、最表面層とのラミネート加工時、その後の加熱工程時の加熱によりに架橋し、中間層の分子架橋が増す。
また、水に分散させて使用してもよい。
第1中間層12および第2中間層13には、架橋剤として、エポキシ化合物、オキサゾリン化合物、イソシアネート化合物を添加し、架橋を行うことができる。添加した架橋剤は、製膜後の乾燥時もしくは、最表面層とのラミネート加工時、その後の加熱工程時の加熱によりに架橋し、中間層の分子架橋が増す。
塗布により最表面層を形成する場合、酸変性ポリオレフィンとエポキシ基含有樹脂とを有する組成物、または、酸変性ポリオレフィンとオキサゾリン基含有樹脂とを有する組成物を溶解して、溶液を調製するために用いられる溶媒としては、メタノール、エタノール、イソプロピルアルコール等のアルコール;トルエン、キシレン等の芳香族炭化水素;アセトン、メチルエチルケトン、メチルイソブチルケトン等のケトン類;ジメチルホルムアミド等の有機溶媒が挙げられる。
次に、基材層11の一方の面11aに形成された第1中間層12に、第1表面層14となるフィルムを貼り合わせて、第1中間層12の一方の面12aに第1表面層14を積層し、基材層11の他方の面11bに形成された第2中間層13に、第2表面層15となるフィルムを貼り合わせて、第2中間層13の一方の面13aに第2表面層15を積層し、第1表面層14/第1中間層12/基材層11/第2中間層13/第2表面層15がこの順に積層された、所定の厚みのホットメルト接着性樹脂フィルム10を得る。
本実施形態のホットメルト接着性樹脂フィルムの製造方法によれば、上述のプロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂を含む溶液の塗布により、第1中間層12および第2中間層13を形成することができ、上述の酸変性ポリオレフィンとエポキシ基含有樹脂とを有する組成物、または、酸変性ポリオレフィンとオキサゾリン基含有樹脂とを有する組成物を含む別途、溶融流涎した第1表面層14および第2表面層15となるフィルムとラミネートすることにより、所定の厚みのホットメルト接着性樹脂フィルム10を製造することができ、上記製造方法により製造することが好ましい。
以下、実施例および比較例により本発明をさらに具体的に説明するが、本発明は以下の実施例に限定されるものではない。
[実施例1~17、比較例1~5]
(接着性樹脂フィルム)
表1、2、3中に示す素材(a)、(b)、および(c)を用いた。
素材(b)を溶媒に溶解して溶液を調製し、基材層の一方の面および他方の面に、その溶液を塗布して塗膜を形成し、その塗膜を乾燥させて、第1中間層および第2中間層を乾燥後の厚さが2μmとなるように形成した。
また、素材(c)を溶融流涎により所望の厚さで製膜し、第1表面層および第2表面層となるフィルムを形成した。
次に、基材層の一方の面に形成された第1中間層に第1表面層となる接着性のあるフィルムをラミネートして、第1中間層の一方の面に第1表面層を積層し、基材層の他方の面に形成された第2中間層に第2表面層となるフィルムをラミネートして、第2中間層の一方の面に第2表面層を積層し、第1表面層/第1中間層/基材層/第2中間層/第2表面層がこの順に積層された、所定の厚みの接着性樹脂フィルムを得た。それぞれの層の膜厚は、第1表面層40μm、第1中間層2μm、基材層75μm、第2中間層2μm、第2表面層40μmであった。
素材(a)は基材層を構成する樹脂を含む材料、素材(b)は第1中間層および第2中間層を構成する樹脂を含む材料、素材(c)は第1表面層および第2表面層を構成する樹脂を含む材料である。
素材(b)を溶解する溶媒としては、酢酸エチルを用いた。
(接着性樹脂フィルム)
表1、2、3中に示す素材(a)、(b)、および(c)を用いた。
素材(b)を溶媒に溶解して溶液を調製し、基材層の一方の面および他方の面に、その溶液を塗布して塗膜を形成し、その塗膜を乾燥させて、第1中間層および第2中間層を乾燥後の厚さが2μmとなるように形成した。
また、素材(c)を溶融流涎により所望の厚さで製膜し、第1表面層および第2表面層となるフィルムを形成した。
次に、基材層の一方の面に形成された第1中間層に第1表面層となる接着性のあるフィルムをラミネートして、第1中間層の一方の面に第1表面層を積層し、基材層の他方の面に形成された第2中間層に第2表面層となるフィルムをラミネートして、第2中間層の一方の面に第2表面層を積層し、第1表面層/第1中間層/基材層/第2中間層/第2表面層がこの順に積層された、所定の厚みの接着性樹脂フィルムを得た。それぞれの層の膜厚は、第1表面層40μm、第1中間層2μm、基材層75μm、第2中間層2μm、第2表面層40μmであった。
素材(a)は基材層を構成する樹脂を含む材料、素材(b)は第1中間層および第2中間層を構成する樹脂を含む材料、素材(c)は第1表面層および第2表面層を構成する樹脂を含む材料である。
素材(b)を溶解する溶媒としては、酢酸エチルを用いた。
表1、2、3中、各略号はそれぞれ以下の意味を有する。[ ]内の数値は配合量(質量部)である。
(基材層)
TPX:チルペンテンポリマーを75μmに製膜したフィルム
COP:環状オレフィンポリマーを75μmに製膜したフィルム
CPP:ポリプロピレン樹脂(PF380A、サンアロマー社製)を厚み70μmに製膜した無延伸ポリプロピレンフィルム
PEN:ポリエチレンナフタレートを75μmに製膜したフィルム
表2においては、無機フィラーを記載した割合で含むフィルムとして製膜した。
(基材層)
TPX:チルペンテンポリマーを75μmに製膜したフィルム
COP:環状オレフィンポリマーを75μmに製膜したフィルム
CPP:ポリプロピレン樹脂(PF380A、サンアロマー社製)を厚み70μmに製膜した無延伸ポリプロピレンフィルム
PEN:ポリエチレンナフタレートを75μmに製膜したフィルム
表2においては、無機フィラーを記載した割合で含むフィルムとして製膜した。
(接着剤成分)
(A):無水マレイン酸変性ポリプロピレン(融点140℃)
(B):「モディパーA4100」(商品名、日油社製)(エチレン−グリシジルメタクリレート共重合体と、ポリスチレンとのグラフト重合体;主鎖中の全モノマーに対するグリシジルメタクリレートモノマーの割合=30質量%;融点97℃)
(C)「jER157S70」(商品名、三菱化学社製)(ビスフェノールA構造を有するフェノールノボラック型エポキシ樹脂;粘度=80;エポキシ当量=210)
(D)「エポクロス RPS−1005」(商品名、日本触媒社製)(スチレンと2−イソプロペニル−2−オキサゾリンとを共重合させて得られた樹脂;数平均分子量=7万)
(E)プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂: 重量平均分子量30万、プロピレン含有量70mol%のプロピレンと1−ブテンの共重合体に無水マレイン酸を1mol%の量で変性させた樹脂を溶媒に分散したもの
プロピレンと1−ブテンとの共重合体:重量平均分子量30万、プロピレン含有量70mol%のプロピレンと1−ブテンの共重合体を溶媒に分散したもの
ポリプロピレン(PP):ポリプロピレン樹脂(PF380A、サンアロマー社製)
マレイン酸変性ポリプロピレン(マレイン酸変性PP):アドマーQE060(商品名、三井化学社製)
エピクロン(商品名):DIC社製
(A):無水マレイン酸変性ポリプロピレン(融点140℃)
(B):「モディパーA4100」(商品名、日油社製)(エチレン−グリシジルメタクリレート共重合体と、ポリスチレンとのグラフト重合体;主鎖中の全モノマーに対するグリシジルメタクリレートモノマーの割合=30質量%;融点97℃)
(C)「jER157S70」(商品名、三菱化学社製)(ビスフェノールA構造を有するフェノールノボラック型エポキシ樹脂;粘度=80;エポキシ当量=210)
(D)「エポクロス RPS−1005」(商品名、日本触媒社製)(スチレンと2−イソプロペニル−2−オキサゾリンとを共重合させて得られた樹脂;数平均分子量=7万)
(E)プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂: 重量平均分子量30万、プロピレン含有量70mol%のプロピレンと1−ブテンの共重合体に無水マレイン酸を1mol%の量で変性させた樹脂を溶媒に分散したもの
プロピレンと1−ブテンとの共重合体:重量平均分子量30万、プロピレン含有量70mol%のプロピレンと1−ブテンの共重合体を溶媒に分散したもの
ポリプロピレン(PP):ポリプロピレン樹脂(PF380A、サンアロマー社製)
マレイン酸変性ポリプロピレン(マレイン酸変性PP):アドマーQE060(商品名、三井化学社製)
エピクロン(商品名):DIC社製
(金属と、第1表面層および第2表面層との接着性の評価・接着性の評価1)
厚さ5mm、縦横30mm×10mmのステンレス板に、実施例1~10および比較例1~5の接着性樹脂フィルムを10mm×10mmに切り出したものを積層し、その上に厚さ30μm、縦横30mm×10mmにカットしたアルミニウム箔の端部を載せて0.5MPaの圧力をかけながら、150℃で5秒間貼り合わせることで、接着面積100mm2の積層体とした。
得られた積層体を、95℃のお湯に300時間漬け、浸漬後の積層体の端部を引張試験機のクランプで、300mm/minの速度で90℃方向に引っ張り、剥離状態を目視により観察した。結果を表1、2に示す。
下記の評価基準に基づいて、金属と表面層の剥離を観察した。
○:アルミニウム箔が破断するまで金属と積層体の接着面の剥離が生じなかった。
△:アルミニウム箔が破断する前に金属と積層体の接着面においてわずかに剥離が生じた。
×:アルミニウム箔が破断する前に金属と積層体の接着面において容易に剥離が生じ、剥がれが観察された。
厚さ5mm、縦横30mm×10mmのステンレス板に、実施例1~10および比較例1~5の接着性樹脂フィルムを10mm×10mmに切り出したものを積層し、その上に厚さ30μm、縦横30mm×10mmにカットしたアルミニウム箔の端部を載せて0.5MPaの圧力をかけながら、150℃で5秒間貼り合わせることで、接着面積100mm2の積層体とした。
得られた積層体を、95℃のお湯に300時間漬け、浸漬後の積層体の端部を引張試験機のクランプで、300mm/minの速度で90℃方向に引っ張り、剥離状態を目視により観察した。結果を表1、2に示す。
下記の評価基準に基づいて、金属と表面層の剥離を観察した。
○:アルミニウム箔が破断するまで金属と積層体の接着面の剥離が生じなかった。
△:アルミニウム箔が破断する前に金属と積層体の接着面においてわずかに剥離が生じた。
×:アルミニウム箔が破断する前に金属と積層体の接着面において容易に剥離が生じ、剥がれが観察された。
(接着性樹脂フィルムの層間の接着性の評価・接着性の評価2)
前記(金属と、第1表面層および第2表面層との接着性の評価)と同時に積層体の層間の状態を観察し、評価を行った。
○:アルミニウム箔が破断するまで積層体の層間の剥離が生じなかった。
△:アルミニウム箔が破断する前に積層体の層間に剥離が生じた。
×:アルミニウム箔が破断する前に積層体において容易に剥離が生じ、剥がれが観察された。
なお、接着性の評価において、接着性の評価1、接着性の評価2がいずれも「○」の場合は、アルミニウム箔が破断するまで金属と積層体の剥離、積層体の層間の剥離がいずれも生じなかったことを示す。接着性の評価1、接着性の評価2のいずれかに「○」があり、いずれかに「△」もしくは「×」がある場合には、いずれかの剥離が見られ、いずれかの層の間で剥離が見られたことを示す。また、接着性の評価1、接着性の評価2のいずれにも「×」がある場合にはいずれの層間においても激しい剥がれが見られたことを示す。
前記(金属と、第1表面層および第2表面層との接着性の評価)と同時に積層体の層間の状態を観察し、評価を行った。
○:アルミニウム箔が破断するまで積層体の層間の剥離が生じなかった。
△:アルミニウム箔が破断する前に積層体の層間に剥離が生じた。
×:アルミニウム箔が破断する前に積層体において容易に剥離が生じ、剥がれが観察された。
なお、接着性の評価において、接着性の評価1、接着性の評価2がいずれも「○」の場合は、アルミニウム箔が破断するまで金属と積層体の剥離、積層体の層間の剥離がいずれも生じなかったことを示す。接着性の評価1、接着性の評価2のいずれかに「○」があり、いずれかに「△」もしくは「×」がある場合には、いずれかの剥離が見られ、いずれかの層の間で剥離が見られたことを示す。また、接着性の評価1、接着性の評価2のいずれにも「×」がある場合にはいずれの層間においても激しい剥がれが見られたことを示す。
(積層体の耐久性の評価)
厚さ30μm、縦30mm×横30mmのアルミニウム箔に、実施例1~10および比較例1~5の接着性樹脂フィルムを10mm×10mmに切り出したものを積層し、その上に厚さ300μm、縦30mm×横30mmにカットしたステンレス箔の端部を載せて0.5MPaの圧力をかけながら、150℃で5秒間貼り合わせることで、積層体とした。
得られた積層体を、120℃の乾燥した高温サーモ機の中に、1000時間投入した。投入後、積層体を取り出し、積層体の状態を観察し剥がれを目視により観察した。結果を表1、2に示す。
下記の評価基準に基づいて評価を行った。
◎:目に見える剥がれがなく、良好であった。
○:目に見えて目立った剥がれが見られなかった。
△:ところどころに剥がれが見られた。
×:全面に剥がれが見られた。
厚さ30μm、縦30mm×横30mmのアルミニウム箔に、実施例1~10および比較例1~5の接着性樹脂フィルムを10mm×10mmに切り出したものを積層し、その上に厚さ300μm、縦30mm×横30mmにカットしたステンレス箔の端部を載せて0.5MPaの圧力をかけながら、150℃で5秒間貼り合わせることで、積層体とした。
得られた積層体を、120℃の乾燥した高温サーモ機の中に、1000時間投入した。投入後、積層体を取り出し、積層体の状態を観察し剥がれを目視により観察した。結果を表1、2に示す。
下記の評価基準に基づいて評価を行った。
◎:目に見える剥がれがなく、良好であった。
○:目に見えて目立った剥がれが見られなかった。
△:ところどころに剥がれが見られた。
×:全面に剥がれが見られた。
(接着時の形状保持性)
厚さ30μm、縦30mm×横30mmのアルミニウム箔に、実施例1~10および比較例1~5の接着性樹脂フィルムを10mm×10mmに切り出したものを積層し、その上に厚さ300μm、縦30mm×横30mmにカットしたステンレス箔の端部を載せて0.5MPaの圧力をかけながら、150℃で5秒間貼り合わせることで、積層体とした。
積層直後の積層体を、95℃のお湯に300時間漬け、積層体の状態を観察し剥がれを目視により観察した。結果を表1、2、3に示す。
下記の評価基準に基づいて評価を行った。
◎:目に見える積層体のゆがみが見られなかった。
○:目に見えて大きなゆがみが見られなかった。
△:積層体のゆがみが見られた。
×:積層体の全面が大きくゆがんでいる、もしくは凹凸が激しかった。
厚さ30μm、縦30mm×横30mmのアルミニウム箔に、実施例1~10および比較例1~5の接着性樹脂フィルムを10mm×10mmに切り出したものを積層し、その上に厚さ300μm、縦30mm×横30mmにカットしたステンレス箔の端部を載せて0.5MPaの圧力をかけながら、150℃で5秒間貼り合わせることで、積層体とした。
積層直後の積層体を、95℃のお湯に300時間漬け、積層体の状態を観察し剥がれを目視により観察した。結果を表1、2、3に示す。
下記の評価基準に基づいて評価を行った。
◎:目に見える積層体のゆがみが見られなかった。
○:目に見えて大きなゆがみが見られなかった。
△:積層体のゆがみが見られた。
×:積層体の全面が大きくゆがんでいる、もしくは凹凸が激しかった。
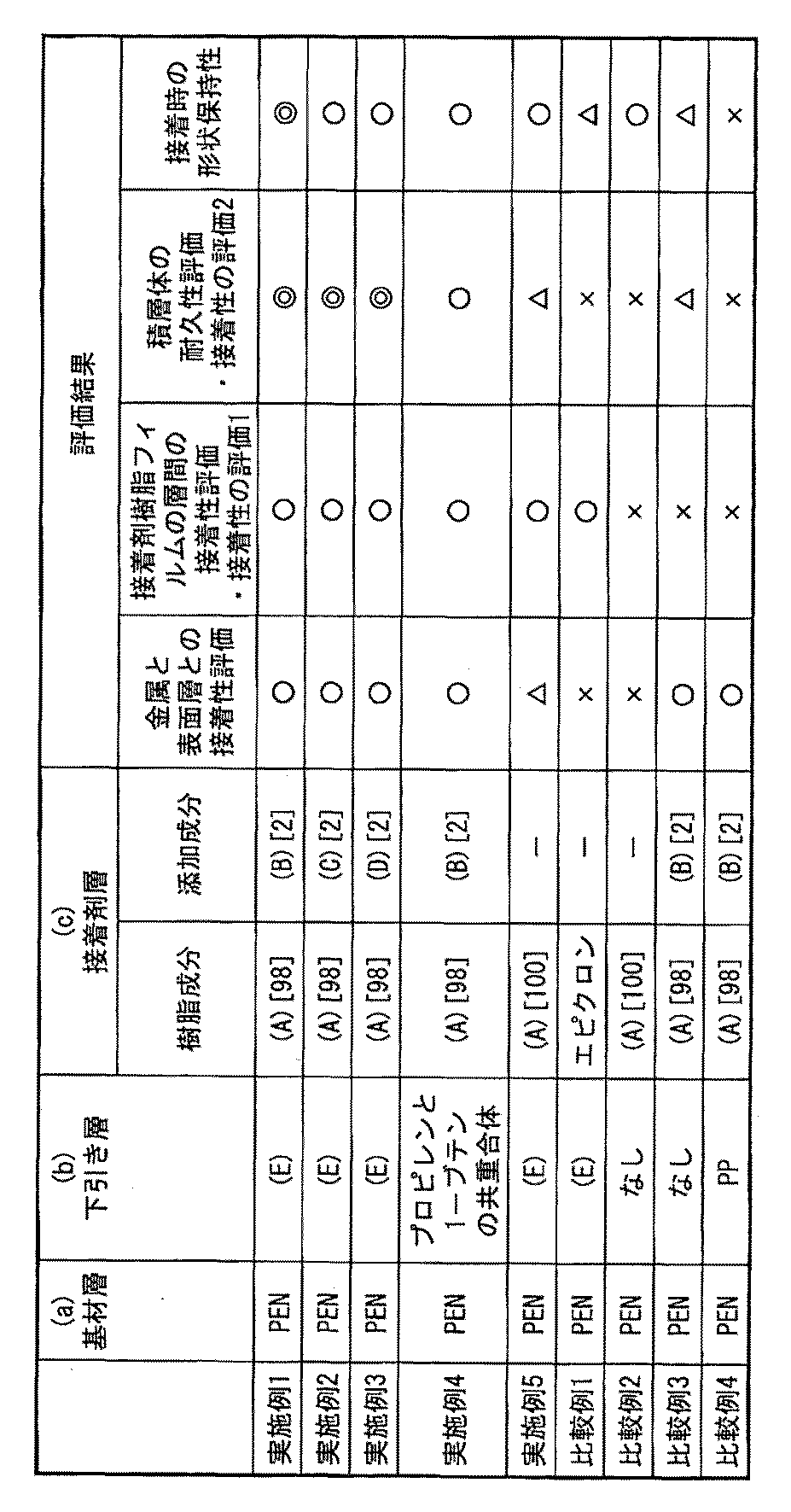


表1、2に示す結果から、本発明のホットメルト接着性樹脂フィルムを用いた積層体の評価において、本発明のホットメルト接着性樹脂フィルムは金属に対する優れた接着性を有することが確認できた。また、本発明のホットメルト接着性樹脂フィルムを用いた積層体は、接着性樹脂フィルムの層間において優れた接着性を有することが確認できた。また、本発明のホットメルト接着性樹脂フィルムを用いた積層体は、過酷な耐久評価を経ても優れた耐久性を有することが確認でき、本発明のホットメルト接着性樹脂フィルムは反り難く、積層体の製造においても有用なホットメルト接着性樹脂フィルムであることが分かった。
比較例1は接着成分の接着性が不十分であった。
比較例2、比較例3は、中間層が存在しないため、積層体の耐久性が劣ることが分かった。比較例4は、中間層がポリプロピレンであるが、1−ブテンを含まないため、中間層に剥がれが見られ、耐久性も不十分であった。
比較例5は、基材層に無延伸ポリプロピレンフィルムを含んでおり、無延伸ポリプロピレンが耐熱性の低い素材であるため、積層後の積層体にゆがみが見られ、もしくは厚みのムラがあり、形状の保持ができないこと分かった。
表3に示す結果から、基材層が無機フィラーを含むことにより、接着時の形状保持性が改善することが分かった。
比較例1は接着成分の接着性が不十分であった。
比較例2、比較例3は、中間層が存在しないため、積層体の耐久性が劣ることが分かった。比較例4は、中間層がポリプロピレンであるが、1−ブテンを含まないため、中間層に剥がれが見られ、耐久性も不十分であった。
比較例5は、基材層に無延伸ポリプロピレンフィルムを含んでおり、無延伸ポリプロピレンが耐熱性の低い素材であるため、積層後の積層体にゆがみが見られ、もしくは厚みのムラがあり、形状の保持ができないこと分かった。
表3に示す結果から、基材層が無機フィラーを含むことにより、接着時の形状保持性が改善することが分かった。
10・・・ホットメルト接着性樹脂フィルム、11・・・基材層、12・・・第1中間層、13・・・第2中間層、14・・・第1表面層、15・・・第2表面層。
Claims (9)
- 第1表面層、第1中間層、耐熱性を有する基材層、第2中間層、および第2表面層をこの順に積層してなり、
前記第1中間層および前記第2中間層は、プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂を含むことを特徴とするホットメルト接着性樹脂フィルム。 - 前記第1表面層および前記第2表面層は、酸変性ポリオレフィンとエポキシ基含有樹脂とを有する組成物、または、酸変性ポリオレフィンとオキサゾリン基含有樹脂とを有する組成物を含有することを特徴とする請求項1に記載のホットメルト接着性樹脂フィルム。
- 前記第1表面層および前記第2表面層が、酸変性ポリオレフィン樹脂(A)を80質量部~99.9質量部と、オレフィン化合物とエポキシ基含有ビニルモノマーとを含むモノマーを共重合させて得られる主鎖、および、前記主鎖に結合した側鎖を有し、かつ、融点が80℃~120℃であるエポキシ基含有ポリオレフィン樹脂(B)を0.1質量部~20質量部とを含有することを特徴とする請求項1または2に記載のホットメルト接着性樹脂フィルム。
- 前記第1表面層および前記第2表面層が、酸変性ポリオレフィン樹脂(A)を90質量部~99.9質量部と、常温で固体であるフェノールノボラック型エポキシ樹脂(C)を0.1質量部~10質量部とを含有することを特徴とする請求項1または2に記載のホットメルト接着性樹脂フィルム。
- 前記第1表面層および前記第2表面層が、酸変性ポリオレフィン樹脂(A)を80質量部~99.9質量部と、数平均分子量が5万~25万のオキサゾリン基含有スチレン系樹脂(D)を0.1~20質量部とを含有することを特徴とする請求項1または2に記載のホットメルト接着性樹脂フィルム。
- 前記第1中間層および前記第2中間層が、前記プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂を含む溶液の塗布および乾燥により設けられた層であって、乾燥後の膜厚が1μm~5μmであることを特徴とする請求項1~5のいずれか1項に記載のホットメルト接着性樹脂フィルム。
- 前記基材層が、ポリエチレンナフタレート、環状オレフィンポリマー、およびメチルペンテンポリマーからなる群から選択される1種であることを特徴とする請求項1~6のいずれか1項に記載のホットメルト接着性樹脂フィルム。
- 前記基材層は無機フィラーを含むことを特徴とする請求項1~7のいずれか1項に記載のホットメルト接着性樹脂フィルム。
- 請求項1~8のいずれか1項に記載のホットメルト接着性樹脂フィルムを製造する方法であって、
前記基材層の一方の面および他方の面に、前記プロピレンと1−ブテンとの共重合体をマレイン酸変性した樹脂を含む溶液を塗布して塗膜を形成し、該塗膜を乾燥させて前記第1中間層および前記第2中間層を形成する工程と、
溶融製膜法により、酸変性ポリオレフィンとエポキシ基含有樹脂とを有する組成物、または、酸変性ポリオレフィンとオキサゾリン基含有樹脂とを有する組成物を含み、前記第1表面層および前記第2表面層となるフィルムを形成する工程と、
前記基材層の一方の面および他方の面に形成された前記第1中間層および前記第2中間層のそれぞれに、前記フィルムを貼り合わせる工程と、
を有することを特徴とするホットメルト接着性樹脂フィルムの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20173640.2A EP3730290B1 (en) | 2015-08-06 | 2016-08-03 | Hot-melt adhesive resin film and production method thereof |
| US15/748,995 US11148401B2 (en) | 2015-08-06 | 2016-08-03 | Hot-melt adhesive resin film and production method thereof |
| EP16834710.2A EP3333233B1 (en) | 2015-08-06 | 2016-08-03 | Hot-melt adhesive resin film and production method therefor |
| US17/476,409 US11826991B2 (en) | 2015-08-06 | 2021-09-15 | Hot-melt adhesive resin film and production method thereof |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-156367 | 2015-08-06 | ||
| JP2015156367A JP6621262B2 (ja) | 2015-08-06 | 2015-08-06 | ホットメルト接着性樹脂フィルムおよびその製造方法 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/748,995 A-371-Of-International US11148401B2 (en) | 2015-08-06 | 2016-08-03 | Hot-melt adhesive resin film and production method thereof |
| US17/476,409 Continuation US11826991B2 (en) | 2015-08-06 | 2021-09-15 | Hot-melt adhesive resin film and production method thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017025787A1 true WO2017025787A1 (ja) | 2017-02-16 |
Family
ID=57984115
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/IB2016/001088 WO2017025787A1 (ja) | 2015-08-06 | 2016-08-03 | ホットメルト接着性榭脂フィルムおよびその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US11148401B2 (ja) |
| EP (2) | EP3333233B1 (ja) |
| JP (1) | JP6621262B2 (ja) |
| WO (1) | WO2017025787A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6621262B2 (ja) * | 2015-08-06 | 2019-12-18 | 藤森工業株式会社 | ホットメルト接着性樹脂フィルムおよびその製造方法 |
| JP6688574B2 (ja) | 2015-08-06 | 2020-04-28 | 藤森工業株式会社 | ホットメルト接着性樹脂フィルムおよびその製造方法 |
| JP2018135467A (ja) * | 2017-02-22 | 2018-08-30 | 藤森工業株式会社 | ホットメルト接着性樹脂積層体及び積層体 |
| JP2018135468A (ja) * | 2017-02-22 | 2018-08-30 | 藤森工業株式会社 | ホットメルト接着性樹脂フィルム、ホットメルト接着性樹脂積層体及び積層体 |
| JP7263704B2 (ja) * | 2018-06-20 | 2023-04-25 | 大日本印刷株式会社 | 積層フィルム、積層体及び成形体 |
| CN112385016A (zh) * | 2018-07-11 | 2021-02-19 | 昭和电工材料株式会社 | 半导体装置的制造方法、热固性树脂组合物及切晶粘晶一体型膜 |
| JP2023011253A (ja) | 2021-07-12 | 2023-01-24 | 東洋紡株式会社 | 熱融着性積層フィルム |
| CN115011281A (zh) * | 2022-04-18 | 2022-09-06 | 广东汇齐新材料有限公司 | 一种高粘金属力的热熔胶膜及其制备方法 |
| CN116111129B (zh) * | 2023-04-12 | 2023-06-30 | 广州鹿山新材料股份有限公司 | 用于电极框与隔膜一体化的封装胶膜及其制备方法和应用 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0267386A (ja) * | 1988-09-02 | 1990-03-07 | Mitsui Petrochem Ind Ltd | 金属とポリオレフィンを接着するための接着剤組成物 |
| JP2011083895A (ja) * | 2009-10-13 | 2011-04-28 | Toray Ind Inc | シート接合用熱接着フィルム |
| WO2013164976A1 (ja) * | 2012-05-01 | 2013-11-07 | 三井化学株式会社 | コーティング剤、加飾フィルムおよび成形体 |
| WO2014088015A1 (ja) * | 2012-12-04 | 2014-06-12 | ユニチカ株式会社 | 履物構成部材用プライマー、その製造方法、履物構成部材、および履物 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS582825B2 (ja) * | 1977-11-17 | 1983-01-18 | 日本クラウンコルク株式会社 | オレフイン樹脂−金属接着構造物及びその製造方法 |
| JPH0747706B2 (ja) | 1990-09-05 | 1995-05-24 | 日本製紙株式会社 | ポリオレフィン系樹脂用コーティング組成物 |
| JPH04363372A (ja) | 1991-01-09 | 1992-12-16 | Mitsui Petrochem Ind Ltd | プライマー組成物およびそれを用いる塗装方法 |
| JPH0742437B2 (ja) | 1991-04-19 | 1995-05-10 | 日本製紙株式会社 | ポリオレフィン系樹脂用コーティング組成物 |
| JP3673343B2 (ja) * | 1996-11-07 | 2005-07-20 | 倉敷紡績株式会社 | 自動車用内装材 |
| WO2004089996A1 (ja) * | 2003-04-04 | 2004-10-21 | Soken Chemical & Engineering Co., Ltd. | 変性シクロオレフィンコポリマー、その製造方法及びそのポリマーの用途 |
| US7989083B2 (en) * | 2005-04-28 | 2011-08-02 | Mitsubishi Chemical Corporation | Acid-modified polypropylene resin, method for producing same, and resin composition using same |
| US20090110861A1 (en) * | 2007-10-29 | 2009-04-30 | 3M Innovative Properties Company | Pressure sensitive adhesive article |
| JP5841371B2 (ja) | 2011-07-29 | 2016-01-13 | 藤森工業株式会社 | 接着フィルム |
| JP5856803B2 (ja) * | 2011-10-25 | 2016-02-10 | 藤森工業株式会社 | 接着性樹脂組成物、接着性樹脂成形体、及び接着性樹脂積層体 |
| JP5883344B2 (ja) * | 2012-04-26 | 2016-03-15 | ヘンケルジャパン株式会社 | ホットメルト接着剤 |
| JP6307321B2 (ja) | 2013-03-27 | 2018-04-04 | 日本ポリエチレン株式会社 | 極性基含有オレフィン共重合体及びそれを利用する接着材並びに積層体および複合化製品 |
| EP2980107B1 (en) | 2013-03-27 | 2018-10-24 | Japan Polyethylene Corporation | Polar-group-containing olefin copolymer, adhesive and layered product comprising same |
| JP6263806B2 (ja) | 2013-05-10 | 2018-01-24 | 藤森工業株式会社 | 接着性樹脂フィルム、及び接着性樹脂積層体 |
| JP6181435B2 (ja) | 2013-06-12 | 2017-08-16 | ユニチカ株式会社 | 積層体及びその製造方法 |
| WO2015068385A1 (ja) | 2013-11-05 | 2015-05-14 | 三井化学株式会社 | 変性プロピレン・α-オレフィン共重合体とその製造方法、それを含むコーティング材、成形用樹脂組成物およびホットメルト組成物 |
| JP6336743B2 (ja) | 2013-11-29 | 2018-06-06 | ヘンケルジャパン株式会社 | ホットメルト接着剤 |
| JP2015156367A (ja) | 2013-12-27 | 2015-08-27 | ザ・ボード・オブ・トラスティーズ・オブ・ザ・ユニバーシティ・オブ・イリノイ | ナノ構造材料積層体転移方法及びデバイス |
| JP5700166B1 (ja) * | 2014-08-01 | 2015-04-15 | 東洋インキScホールディングス株式会社 | 接着剤組成物、積層体、蓄電デバイス用包装材、蓄電デバイス用容器および蓄電デバイス |
| JP6688574B2 (ja) * | 2015-08-06 | 2020-04-28 | 藤森工業株式会社 | ホットメルト接着性樹脂フィルムおよびその製造方法 |
| JP6621262B2 (ja) * | 2015-08-06 | 2019-12-18 | 藤森工業株式会社 | ホットメルト接着性樹脂フィルムおよびその製造方法 |
| JP6902827B2 (ja) * | 2016-02-08 | 2021-07-14 | 藤森工業株式会社 | 接着性樹脂組成物、被着体接着方法、及び接着性樹脂フィルム |
| JP7132048B2 (ja) * | 2018-09-13 | 2022-09-06 | 藤森工業株式会社 | ホットメルト接着樹脂組成物及びホットメルト接着樹脂積層体 |
-
2015
- 2015-08-06 JP JP2015156367A patent/JP6621262B2/ja active Active
-
2016
- 2016-08-03 US US15/748,995 patent/US11148401B2/en active Active
- 2016-08-03 WO PCT/IB2016/001088 patent/WO2017025787A1/ja active Application Filing
- 2016-08-03 EP EP16834710.2A patent/EP3333233B1/en active Active
- 2016-08-03 EP EP20173640.2A patent/EP3730290B1/en active Active
-
2021
- 2021-09-15 US US17/476,409 patent/US11826991B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0267386A (ja) * | 1988-09-02 | 1990-03-07 | Mitsui Petrochem Ind Ltd | 金属とポリオレフィンを接着するための接着剤組成物 |
| JP2011083895A (ja) * | 2009-10-13 | 2011-04-28 | Toray Ind Inc | シート接合用熱接着フィルム |
| WO2013164976A1 (ja) * | 2012-05-01 | 2013-11-07 | 三井化学株式会社 | コーティング剤、加飾フィルムおよび成形体 |
| WO2014088015A1 (ja) * | 2012-12-04 | 2014-06-12 | ユニチカ株式会社 | 履物構成部材用プライマー、その製造方法、履物構成部材、および履物 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3333233A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3730290A1 (en) | 2020-10-28 |
| EP3333233B1 (en) | 2020-06-24 |
| EP3333233A4 (en) | 2019-03-06 |
| US20220001655A1 (en) | 2022-01-06 |
| EP3333233A1 (en) | 2018-06-13 |
| US11826991B2 (en) | 2023-11-28 |
| US20190001635A1 (en) | 2019-01-03 |
| JP6621262B2 (ja) | 2019-12-18 |
| EP3730290B1 (en) | 2023-02-15 |
| US11148401B2 (en) | 2021-10-19 |
| JP2017036355A (ja) | 2017-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6621262B2 (ja) | ホットメルト接着性樹脂フィルムおよびその製造方法 | |
| WO2017037525A1 (ja) | ホットメルト接着性榭脂フィルムおよびその製造方法 | |
| JP6263806B2 (ja) | 接着性樹脂フィルム、及び接着性樹脂積層体 | |
| WO2017137796A1 (ja) | 接着性樹脂組成物、被着体接着方法、及び接着性樹脂フィルム | |
| JP5771493B2 (ja) | 接着性樹脂組成物、接着性樹脂成形体、及び積層体 | |
| JP6583997B2 (ja) | 接着剤の製造方法、接着剤、接着性積層体、及び積層体 | |
| JP2018135468A (ja) | ホットメルト接着性樹脂フィルム、ホットメルト接着性樹脂積層体及び積層体 | |
| JP2018135467A (ja) | ホットメルト接着性樹脂積層体及び積層体 | |
| JP2846451B2 (ja) | 接着性樹脂組成物 | |
| JP6757832B2 (ja) | 接着性樹脂組成物、及び接着剤 | |
| JP6660688B2 (ja) | 接着性積層体、接着性積層体の製造方法、及び積層体 | |
| JP6579700B2 (ja) | 接着性樹脂組成物、接着剤の製造方法、接着剤、接着性積層体、及び積層体 | |
| JP2020203466A (ja) | 接着性樹脂積層体、積層体、接着性樹脂積層体の製造方法および積層体の製造方法 | |
| JP6526146B2 (ja) | 接着性樹脂組成物、接着性樹脂成形体、及び接着性樹脂積層体 | |
| JP6556209B2 (ja) | 接着性樹脂フィルム、及び接着性樹脂積層体 | |
| JP2019173033A (ja) | 接着性樹脂フィルム、及び接着性樹脂積層体 | |
| JPH0347661B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16834710 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016834710 Country of ref document: EP |