WO2016098634A1 - ダンパー、および、ダンパーの製造方法 - Google Patents
ダンパー、および、ダンパーの製造方法 Download PDFInfo
- Publication number
- WO2016098634A1 WO2016098634A1 PCT/JP2015/084365 JP2015084365W WO2016098634A1 WO 2016098634 A1 WO2016098634 A1 WO 2016098634A1 JP 2015084365 W JP2015084365 W JP 2015084365W WO 2016098634 A1 WO2016098634 A1 WO 2016098634A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- housing
- cap
- damper
- rotor
- medium
- Prior art date
Links
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F9/00—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium
- F16F9/10—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium using liquid only; using a fluid of which the nature is immaterial
- F16F9/12—Devices with one or more rotary vanes turning in the fluid any throttling effect being immaterial, i.e. damping by viscous shear effect only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60N—SEATS SPECIALLY ADAPTED FOR VEHICLES; VEHICLE PASSENGER ACCOMMODATION NOT OTHERWISE PROVIDED FOR
- B60N2/00—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles
- B60N2/02—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles the seat or part thereof being movable, e.g. adjustable
- B60N2/22—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles the seat or part thereof being movable, e.g. adjustable the back-rest being adjustable
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F9/00—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium
- F16F9/30—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium with solid or semi-solid material, e.g. pasty masses, as damping medium
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F9/00—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium
- F16F9/32—Details
- F16F9/3207—Constructional features
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60N—SEATS SPECIALLY ADAPTED FOR VEHICLES; VEHICLE PASSENGER ACCOMMODATION NOT OTHERWISE PROVIDED FOR
- B60N2/00—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles
- B60N2/02—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles the seat or part thereof being movable, e.g. adjustable
- B60N2/20—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles the seat or part thereof being movable, e.g. adjustable the back-rest being tiltable, e.g. to permit easy access
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F2224/00—Materials; Material properties
- F16F2224/02—Materials; Material properties solids
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F2224/00—Materials; Material properties
- F16F2224/04—Fluids
- F16F2224/048—High viscosity, semi-solid pastiness
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F2226/00—Manufacturing; Treatments
- F16F2226/04—Assembly or fixing methods; methods to form or fashion parts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F2232/00—Nature of movement
- F16F2232/02—Rotary
Definitions
- the present invention relates to a damper and a method for manufacturing the damper.
- Rotational dampers that attenuate the input torque of the rotor are known as dampers that reduce impact torque.
- a viscous fluid such as silicone oil, which is a fluid having viscosity, is usually used as a damping medium that attenuates torque.
- the damping force generated by the damper is determined by the clearance between the rotor and the two members that interpose the viscous fluid, for example, the housing that houses the rotor.
- the temperature change of the environment where the damper is placed also acts on the damping medium in addition to the housing and the rotor, thereby changing the viscosity of the damping medium.
- a damper having a resin housing having a large linear expansion coefficient when the environmental temperature rises, the clearance increases and the viscosity of the viscous fluid decreases. As a result, a decrease in damping force generated in the damper becomes significant.
- a damper equipped with a metal housing having a small linear expansion coefficient it is possible to secure the torque by suppressing the expansion of viscous fluid such as silicone oil by the housing and increasing the internal pressure of the housing. It is.
- An object of the present invention is to provide a damper capable of improving the stability of a damping force against a temperature change in an environment in which the damper is placed, and a method for manufacturing the damper.
- a damper for solving the above problems includes a housing in which an opening is formed, a cap that closes the opening of the housing, a movable body that is movably accommodated between the housing and the cap, and the housing And a gel-like attenuation medium filled in the movable region of the movable body.
- the housing and the cap are objects, the attenuation medium is filled between the object and the movable body, and the housing and the cap are formed of the same main material.
- the cap, the housing, and the movable body may be formed of the same main material.
- a damper manufacturing method for solving the above-described problems includes a housing in which an opening is formed, and a cap formed from the same main material as the housing and closing the opening. The opening is closed by filling the gap between the object and the movable body, and covering the opening of the housing with the cap.
- the viscoelasticity is imparted to the raw material in the housing by the viscoelasticity treatment which is at least one of the step of housing the movable body between the movable body, leaving the required time, and irradiating with ultraviolet rays. Generating.
- the gel-like damping medium has a smaller change in viscosity due to a change in temperature than a viscous fluid such as silicone oil.
- the housing and the cap are formed of the same main material, so that the change due to the temperature change is small with respect to the size of the gap between the movable body and the object.
- the damping force generate
- the cap may be welded to the housing. According to the above configuration, since the cap welded to the housing is formed of the same main material as the housing, the stability of strength can be enhanced with respect to the welding between the housing and the cap.
- the main material forming the movable body preferably has a linear expansion coefficient equal to that of the main material forming the housing and the cap.
- the temperature is related to the size of the gap between the housing and the movable body. The change due to the change is small.
- the linear expansion coefficient of the main material forming the cap is equal to the linear expansion coefficient of the main material forming the movable body, the size of the gap between the cap and the movable body also depends on the temperature change. Small change. Therefore, the damping force generated by shearing the damping medium is reliably improved against changes in temperature.
- a damper for solving the above problems includes a housing, a cap that is movable relative to the housing and combined with the housing, and a gel-like damping medium that is filled between the housing and the cap.
- the housing and the cap are formed from the same main material.
- a damper manufacturing method for solving the above-mentioned problem is that a material of an attenuation medium is filled between a cap formed of the same main material as the housing and the housing and is movable relative to the housing.
- the viscoelasticity is imparted to the raw material in the housing by combining the cap with the housing in a state, viscoelasticization treatment that is at least one of leaving the required time and irradiating with ultraviolet rays, thereby providing the damping medium.
- the housing and the cap are formed from the same main material, the change due to the temperature change is small with respect to the size of the gap between the housing and the cap. And since the said attenuation
- the attenuation medium is, for example, silicon gel
- the same main material may be, for example, any one of a thermoplastic resin, a thermosetting resin, and an ultraviolet curable resin. .
- the mechanism for rotating the seat back relative to the seat cushion may be a rotation mechanism, and may further include a shaft connecting portion connected to a rotation shaft provided in the rotation mechanism.
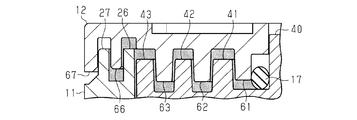
- FIG. 3 is a cross-sectional view showing a cross-sectional structure of a damper according to the first embodiment, and is a cross-sectional view taken along line 3-3 in FIG.
- process drawing which shows the state before a cap is mounted
- process drawing which shows the state after the cap was mounted
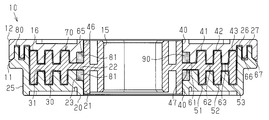
- the damper 10 is a rotary damper, and includes a housing 11, a cap 12 that closes an opening of the housing 11, and a rotor 16 accommodated in the housing 11.
- the housing 11 and the cap 12 are an example of an object, and the housing 11, the cap 12, and the rotor 16 are formed from the same main material.
- the main material forming the housing 11, the cap 12, and the rotor 16 may be the same resin material, the same metal material, or the same alloy material.
- the main material is the total mass in the mass ratio of members that are objects among the resin materials included in the object. On the other hand, it is the resin component having the highest mass.
- the main material is a metal component having the highest mass with respect to the entire mass in the mass ratio of the members that are objects.
- the main material is an alloy component having the highest mass with respect to the entire mass in the mass ratio of the member to be the object.
- Resin materials for forming the housing 11, the cap 12, and the rotor 16 include low density polyethylene, high density polyethylene, polypropylene, polystyrene, polysulfone, acrylonitrile styrene (AS resin), acrylonitrile-butadiene-styrene plastic (ABS), poly Acrylonitrile, polyoxymethylene, polyvinyl chloride, polyvinylidene chloride, polyvinylidene fluoride, polytrifluoroethylene chloride, polytetrafluoroethylene, polycarbonate, polymethyl methacrylate, polyphenylene oxide, polyethylene terephthalate, polyamide, epoxy resin, phenol resin At least one selected from the group consisting of: Among these, polyethylene, polyvinyl chloride, polycarbonate, polysulfone,
- the material forming the housing 11, the cap 12, and the rotor 16 may contain various additives and unavoidable impurities in addition to the main resin material.
- the additive include glass fibers, carbon fibers, inorganic fillers such as mineral fillers, antioxidants, flame retardants, stabilizers, and the like.
- Examples of the metal material forming the housing 11, the cap 12, and the rotor 16 include any one selected from the group consisting of aluminum, copper, and iron. Moreover, as an alloy material which forms the housing 11, the cap 12, and the rotor 16, aluminum alloys, such as stainless steel which has iron as a main component, the alloy of copper and zinc, and duralumin, are mentioned, for example.
- the material forming the housing 11, the cap 12, and the rotor 16 includes various additives and inevitable impurities in addition to the main metal material or alloy material. May be.
- the damper 10 is connected to a support body that supports the damper 10, and is also connected to a damping target that is a target to which a damping force is applied by the damper 10.
- At least one of the housing 11 and the cap 12 is directly or indirectly connected to one of the attenuation target and the support.
- the rotor 16 is connected directly or indirectly to the support.
- FIG. 1 shows an example in which the housing 11 is directly connected to the support, and an example in which the rotor 16 is directly connected to the attenuation target.
- the attachment hole 14 is a hole to which a fastening member or the like is fastened, and the damper 10 is fixed to the support body by fastening the fastening member or the like to the attachment hole 14.
- a shaft hole 15 penetrating the rotor 16 is formed in the center of the rotor 16.
- the rotation shaft 100 is inserted into the shaft hole 15 in a state that it can rotate with respect to the housing 11 but cannot rotate with respect to the rotor 16.
- the rotating shaft 100 is a damping target to which braking torque is applied from the damper 10.
- the housing 11 is formed in a cylindrical shape having a bottom portion 20.
- the bottom 20 is formed with an insertion hole 21 and a central projection 22 having a cylindrical shape surrounding the insertion hole 21.
- a stepped portion 23 that is an annular depression toward the inner side in the radial direction of the bottom portion 20 is formed over the entire circumferential direction of the central protrusion 22.
- a sealing member 18 having an annular shape formed from an elastic material such as an elastomer is fitted into the stepped portion 23.
- a pair of annular protrusions 26 and 27 having an annular shape along the peripheral wall portion 25 are arranged concentrically on the cylindrical end surface of the peripheral wall portion 25 included in the housing 11.
- a gap is formed between the annular protrusion 26 located inside the pair of annular protrusions 26 and 27 and the annular protrusion 27 located on the outermost periphery.
- a plurality of inner ridges 30 and a plurality of outer ridges 31 are arranged between the peripheral wall portion 25 and the central protrusion 22.
- Each of the plurality of inner ridges 30 has an arc shape when viewed from the opening side of the housing 11, and a gap is formed between the inner ridges 30 adjacent thereto.
- the plurality of inner protrusions 30 are equally arranged along the circumferential direction of the central protrusion 22 so as to draw one circle centered on the center of the bottom part 20.
- the outer protrusion 31 is located closer to the peripheral wall portion 25 than the inner protrusion 30.
- the outer ridge 31 has an arc shape when viewed from the opening side of the housing 11, and the length along the longitudinal direction of the outer ridge 31 is longer than the length along the longitudinal direction of the inner ridge 30.
- a gap is formed between each of the plurality of outer ridges 31 and another outer ridge 31 adjacent thereto.
- the plurality of outer ridges 31 are equally arranged along the circumferential direction of the central protrusion 22 so as to draw one circle centered on the center of the bottom portion 20, similarly to the plurality of inner ridges 30.
- a rotor 16 as an example of a movable body is accommodated so as to be rotatable in a clockwise direction and a counterclockwise direction.
- the rotor 16 has a disk shape and is formed of the same main material as the housing 11 and the cap 12.
- the rotor 16 includes a shaft portion 40 serving as a rotation center of the rotor 16 at the center of the rotor 16.
- the shaft portion 40 has a cylindrical shape protruding from the upper surface of the rotor 16, and the shaft hole 15 is formed inside the shaft portion 40.
- the shaft portion 40 is provided on the lower surface of the rotor 16 in addition to the upper surface of the rotor 16 so as to protrude downward.
- a shaft portion 40 protruding from the lower surface of the rotor 16 is inserted into the insertion hole 21 of the housing 11, and a shaft portion 40 protruding from the upper surface of the rotor 16 is inserted into the insertion hole 46 of the cap 12.
- the shaft portion 40 located on the upper surface of the rotor 16 is inserted into the cap 12 so as to be rotatable with respect to the cap 12, and the shaft portion 40 located on the lower surface of the rotor 16 is inserted into the through hole 21 of the housing 11. And is inserted into the housing 11 in a rotatable state. Between the rotor 16 and the housing 11, the seal member 18 described above is sandwiched.
- three upper rotor protrusions 41 to 43 having an annular shape are arranged concentrically outside the shaft portion 40.
- three lower rotor protrusions 51 to 53 (see FIG. 3) having an annular shape are arranged concentrically outside the shaft portion 40.
- the three upper rotor protrusions 41 to 43 and the three lower rotor protrusions 51 to 53 are arranged at positions that are plane-symmetric with respect to the upper surface of the rotor 16.
- the upper rotor projection 42 is located between the upper rotor projection 41 located at the innermost periphery and the upper rotor projection 42 located at the center, and at the center.
- an upper rotor protrusion 43 located on the outermost periphery, a gap is formed.
- the lower rotor protrusion 51 positioned at the innermost periphery and the lower rotor protrusion 52 positioned at the center, and the lower position positioned at the center.
- a gap is also formed between the side rotor protrusion 52 and the lower rotor protrusion 53 located on the outermost periphery.
- a plurality of communication holes 45 penetrating from the upper surface of the rotor 16 to the lower surface of the rotor 16 are formed between the upper rotor protrusion 41 positioned at the innermost periphery and the upper rotor protrusion 42 positioned at the center. Yes.
- a plurality of communication holes 45 penetrating from the upper surface of the rotor 16 to the lower surface of the rotor 16 are also formed between the upper rotor protrusion 42 located at the center and the upper rotor protrusion 43 positioned at the outermost periphery. ing.
- the cap 12 has a disk shape, and a through hole 46 penetrating the cap 12 is formed in the center of the cap 12.
- the shaft portion 40 of the rotor 16 is inserted into the insertion hole 46.
- a seal member 17 having an annular shape made of an elastic material such as an elastomer is sandwiched between the cap 12 and the rotor 16.
- three cap protrusions 61 to 63 protrude downward on the lower surface of the cap 12.
- Each of the three cap protrusions 61 to 63 has an annular shape centering on the center of the cap 12, and is arranged concentrically on the lower surface of the cap 12.
- the cap projection 61 located at the innermost periphery is fitted in the gap between the shaft portion 40 of the rotor 16 and the upper rotor projection 41.
- the cap projection 62 located in the center is fitted into the gap between the upper rotor projection 41 located in the innermost periphery and the upper rotor projection 42 located in the center. Yes.
- the cap protrusion 63 located on the outermost periphery is fitted into the gap between the upper rotor protrusion 42 located in the center and the upper rotor protrusion 43 located on the outermost periphery. Yes.
- a stepped portion 65 is formed that is recessed toward the outside in the radial direction.
- the step member 65 is fitted with the seal member 18 described above.
- a pair of cap annular protrusions 66 and 67 are concentrically arranged on the lower surface of the cap 12 on the outer side in the radial direction further than the cap protrusion 63 located on the outermost periphery.
- a gap is formed between the cap annular protrusion 66 located on the innermost periphery and the cap annular protrusion 67 located on the outermost periphery.
- the lower rotor protrusion 51 located on the innermost periphery is fitted in the gap between the central protrusion 22 and the inner protrusion 30 in the housing 11.
- the lower rotor protrusion 52 located at the center is fitted in the gap between the inner protrusion 30 and the outer protrusion 31.
- the lower rotor protrusion 53 located on the outermost periphery is fitted in the gap between the outer protrusion 31 and the peripheral wall 25.
- the three lower rotor protrusions 51 to 53 and the housing 11 are in a state of clearance fitting, and a minute gap is formed between them.
- the minute gap is filled with a gel-like damping medium 90 having both adhesiveness and elasticity.
- the upper rotor protrusion 41 located on the innermost periphery is fitted in a gap between the cap protrusion 61 located on the innermost periphery and the cap protrusion 62 located on the center.
- the upper rotor protrusion 42 located at the center is fitted in the gap between the cap protrusion 62 located at the center and the cap protrusion 63 located at the outermost periphery.
- the upper rotor protrusion 43 located on the outermost periphery is fitted in the gap between the cap protrusion 63 located on the outermost periphery and the peripheral wall part 25.
- the three upper rotor protrusions 41 to 43, the cap 12, and the housing 11 are in a state of clearance fitting, and a minute gap is formed between them.
- the minute gap is filled with the above-described attenuation medium 90.
- the region located on the outer side in the radial direction from the shaft portion 40 of the rotor 16 is a rotation region that allows the rotor 16 to rotate.
- a region formed by the gap between the housing 11 and the rotor 16 and the gap between the cap 12 and the rotor 16 is a torque generation region 70 that generates a braking torque.
- the damping medium 90 filled with the torque generation region 70 is sheared by the rotor 16, whereby the force for rotating the rotor 16 is attenuated.
- a braking torque that is a damping force is applied to the rotating shaft 100 due to the resistance of the damping medium 90 filling the torque generating region 70.
- the damping medium 90 adheres to the surface of the rotor 16 in the radial direction of the rotor 16, and also on the surface of the rotor 16 in the vertical direction of the rotor 16 through the communication hole 45 formed in the rotor 16. Stick.
- the rotor 16 rotates while shearing the damping medium 90 adhered to the surface of the rotor 16.
- a braking torque is also applied to the rotating shaft 100 by rotating the rotor 16 while shearing the damping medium 90.
- the region where the damping medium 90 is sheared includes the upper rotor protrusion 43 located on the outermost periphery and the upper rotor protrusion 41 located on the innermost periphery from the lower rotor protrusion 53 and the lower side. This is a region sandwiched by the part reaching the rotor protrusion 51, the housing 11 facing the part, and the cap 12.
- the temperature change in the environment in which the damper 10 is placed directly acts on the housing 11, and indirectly passes through the housing 11 and the damping medium 90 to the rotor 16 accommodated in the housing 11. It works in the same way.
- the housing 11 and the cap 12 are formed of the same main material, the size of the gap between the housing 11 and the cap 12 is small due to a change in temperature. Since the sum of the gap between the housing 11 and the rotor 16 and the gap between the cap 12 and the rotor 16 is maintained approximately, the damping force generated by shearing the damping medium 90 is also stable. Is enhanced.
- the housing 11 and the rotor 16 are formed from the same main material, the size of the gap between the housing 11 and the rotor 16 is small due to a change in temperature. Further, since the cap 12 and the rotor 16 are formed of the same main material, the change due to the temperature change is small with respect to the size of the gap between the cap 12 and the rotor 16.
- the damper 10 As a result, according to the damper 10 described above, it is possible to suppress a change in the size of the clearance with respect to a temperature change in an environment where the damper 10 is placed.
- the annular protrusions 26 and 27 of the housing 11 are fitted with the cap annular protrusions 66 and 67.
- a minute gap is formed between the annular protrusions 26 and 27 of the housing 11 and the cap annular protrusions 66 and 67.
- This gap functions as an enclosing portion 80 that makes it possible to enclose the damping medium 90 that is excessive with respect to the volume of the torque generation region 70 together with air.
- the enclosing portion 80 is located outside the rotation region, that is, outside the torque generation region 70 in the radial direction of the shaft portion 40.
- the enclosing portion 80 has a bent structure, that is, a labyrinth structure that is bent a plurality of times along the vertical direction from the torque generation region 70 toward the outer side in the radial direction in the housing 11.
- the enclosing portion 80 is formed in an annular shape along the peripheral wall portion 25 when viewed from the upper surface side of the cap 12.
- the damping medium 90 is a gel-like medium having a three-dimensional network structure having a composition as a liquid while mechanically exhibiting a solid property.
- the damping medium 90 is a semi-solid material in which the viscoelasticity imparting viscoelasticity is applied to the raw material, thereby increasing the viscoelasticity of the liquid raw material and reducing its fluidity.
- the damping medium 90 is a semi-solid material in which viscoelasticity is given to a dry gel that is a raw material.
- the temperature of the attenuation medium 90 also changes.
- the above-described attenuation medium 90 is a semi-solid material having a gel shape, the viscosity in the attenuation medium 90 hardly changes compared to a viscous fluid such as silicone oil.
- the attenuating medium 90 may be a chemical gel having a strong chemical bond between the media, or a physical gel having a weak physical association between the media.
- the damping medium 90 may be a polymer gel formed by cross-linking of a prepolymer that is a one-dimensional polymer, or may be a low molecular gel formed by condensation of a polyfunctional monomer.
- the attenuation medium 90 may be an organic gel, an inorganic gel, or a particle gel.
- the material for forming the damping medium 90 examples include silicone gel, acrylic gel, polyolefin gel, polyurethane gel, butadiene gel, isoprene gel, butyl gel, styrene butadiene gel, ethylene vinyl acetate copolymer gel, ethylene- It is at least one selected from the group consisting of propylene-diene terpolymer gel and fluorine gel.
- the attenuation medium 90 may be a one-pack type in which the raw material of the attenuation medium 90 is one type of liquid, or may be a two-pack type in which the raw material is two types of liquid. It may be a multi-liquid type that is a liquid material of more than one type.
- the viscoelasticization process is a process for condensing monomers or crosslinking a prepolymer, a process for forming a network in a dispersoid, or a process for gelling a dried gel. It is appropriately selected depending on.
- the viscoelasticization treatment includes, for example, addition of an initiator for starting the application of viscoelasticity, standing for a predetermined time, heating to a predetermined temperature, contact with moisture in the atmosphere, and a predetermined wavelength such as ultraviolet rays. This is a process in which at least one of the light irradiations is performed.
- the damping medium 90 viscoelasticity is imparted by heating from a state where the main agent and the initiator are mixed.
- the main agent may be one type of liquid or a plurality of types of liquid.
- the housing 11, the rotor 16, and the cap 12 are used. Is formed of a heat-resistant material that can withstand heating at a heating temperature.
- viscoelasticity is imparted by being left for a predetermined time from a state where the main agent and the initiator are mixed.
- viscoelasticity is imparted by light irradiation from a state where the main agent and the initiator are mixed.
- the rotor 16 having the seal members 17 and 18 fitted therein is accommodated in the housing 11.
- the upper end of the rotor 16 that is, the tips of the upper rotor projections 41 to 43 are lower than the tips of the annular projections 26 and 27 of the housing 11.
- the raw material of the damping medium 90 before being subjected to the viscoelasticization treatment is injected into the housing 11.
- the damping medium 90 before being subjected to the viscoelasticity treatment has a low viscosity and fluidity, and therefore flows into a minute gap between the housing 11 and the rotor 16.
- the injection amount of the raw material of the attenuation medium 90 is larger than the volume of the torque generation region 70 and is an amount in consideration of the amount of the attenuation medium 90 enclosed in the enclosure 80.
- the raw material of the attenuation medium 90 may be filled up to the upper end of the rotor 16, or the raw material of the attenuation medium 90 may be filled up to the upper end of the housing 11.
- the attenuation medium 90 is injected into the housing 11, it is desirable that the raw material of the attenuation medium 90 is injected under a reduced pressure atmosphere in order to reduce the amount of air mixed into the attenuation medium 90.
- the cap 12 is mounted on the housing 11 filled with the raw material of the attenuation medium 90.
- the raw material of the damping medium 90 located between the shaft portion 40 and the upper rotor protrusion 41 or in the gap between the three upper rotor protrusions 41 to 43 has cap protrusions 61 to 63 in the gap. It is pushed out by fitting.
- the annular projections 26 and 27 of the housing 11 and the cap annular projections 66 and 67 are fitted.
- the extruded raw material of the damping medium 90 flows between the annular protrusions 26 and 27 of the housing 11 and the cap annular protrusions 66 and 67. Even when the cap 12 is attached, such treatment is preferably performed in a reduced pressure atmosphere.
- the seal member 17 fitted on the rotor 16 is press-fitted into a space defined by the stepped portion 65 of the cap 12 and the rotor 16 to seal between the cap 12 and the rotor 16. Further, the seal member 18 fitted on the rotor 16 is press-fitted into a space defined by the step portion 23 of the housing 11 and the rotor 16 to seal between the housing 11 and the rotor 16.
- the raw material of the damping medium 90 in the damper 10 is subjected to viscoelasticity treatment. For example, when heating at a predetermined temperature is performed for a predetermined time, viscoelasticity is imparted to the raw material of the attenuation medium 90 and the attenuation medium 90 is generated. It is preferable that the difference between the volume occupied by the raw material of the attenuation medium 90 and the volume of the attenuation medium 90 generated therefrom is small.
- the viscoelasticity is imparted to the raw material of the attenuation medium 90 stored in the enclosing portion 80, whereby the connection portion between the edge of the cap 12 and the tip of the peripheral wall portion 25 is sealed with the attenuation medium 90.
- the attenuation medium 90 itself functions as a seal member at these connection locations, and it is not necessary to separately interpose a seal member such as a gasket.
- the temperature change of the environment where the damper 10 is placed directly acts on the housing 11 and indirectly acts on the rotor 16 accommodated in the housing 11 through the housing 11 and the damping medium 90. To do.
- the housing 11 and the rotor 16 are formed of the same main material, the size of the clearance between the cap 12 and the rotor 16 and the size of the clearance between the housing 11 and the rotor 16 are the same. With respect to, the change due to temperature change is small.
- the temperature change in the environment in which the damper is placed acts on the damping medium 90 in addition to the housing 11, the cap 12, and the rotor 16.
- the damping medium 90 described above is a semi-solid material having a gel shape
- the viscosity of the damping medium 90 is less likely to change compared to a viscous fluid such as silicone oil.
- the damping medium 90 whose viscosity is hardly changed with respect to the temperature change is filled in a clearance whose size is hardly changed with respect to the temperature change, the damping force generated by shearing the damping medium 90 is related. The stability against environmental temperature changes is enhanced.
- the raw material of the damping medium 90 is injected to the extent that it exceeds the volume of the torque generation region 70, and the surplus with respect to the torque generation region 70 is enclosed in the enclosure 80 in advance. Therefore, the torque generating region 70 is uniformly filled with the damping medium 90 having viscoelasticity. Further, if the injection amount of the raw material of the damping medium 90 exceeds the capacity of the torque generation region 70, even if the injection amount varies, the variation in the amount of the attenuation medium filled in the torque generation region 70 is not. It can be suppressed. For this reason, variation in the amount of the attenuation medium 90 due to individual differences of the dampers 10 can be suppressed. Therefore, it is possible to prevent air from being mixed into the attenuation medium 90 due to insufficient injection of the raw material of the attenuation medium 90.
- the enclosure part 80 is provided outside the torque generation region 70 where the rotor 16 rotates. For this reason, it is possible to suppress the air sealed in the sealing portion 80 from being mixed into the torque generation region 70 as the rotor 16 rotates. Therefore, the damper 10 can suppress malfunction due to air and can generate a stable damping force as compared with a damper without the enclosing portion 80.
- the housing 11 and the cap 12 are formed of the same main material and the damping medium 90 interposed therebetween is a gel-like semi-solid material, the housing 11 and the rotor 16 are And regarding the sum total of the damping force expressed between the cap 12 and the rotor 16, the change by the temperature change of an environment is small. Therefore, stability against the temperature change of the damping force in the damper 10 is improved.
- the housing 11 and the rotor 16 are formed of the same main material and the damping medium 90 interposed between them is a gel-like semi-solid material, the housing 11 and the rotor 16 are Regarding the damping force to be expressed, the change due to the environmental temperature change is small. Therefore, stability against the temperature change of the damping force in the damper 10 is improved.
- the cap 12 and the rotor 16 are formed of the same main material and the damping medium 90 interposed therebetween is a gel-like semi-solid material, the cap 12 and the rotor 16 are expressed between the cap 12 and the rotor 16.
- the damping force the change due to the temperature change of the environment is small. Therefore, stability against the temperature change of the damping force in the damper 10 is improved.
- the stability of the strength can be improved with respect to the welding compared to a configuration in which the housing 11 and the cap 12 are simply formed of different materials. .
- the liquid material having a low viscosity and high fluidity can be selected as the material for the damping medium 90. It is. According to such selection, it is possible to suppress the generation of a space that is not filled with the damping medium 90 in the torque generation region 70. Therefore, variation in damping force due to air entering the torque generation region 70 can be suppressed.
- the damper 10 according to the second embodiment omits the sealing members 17 and 18, and further includes a sealing portion between the housing 11 and the shaft portion 40 and between the cap 12 and the shaft portion 40. This is different from the damper 10 of the embodiment.
- the enclosing portion 80 provided between the housing 11 and the cap 12 will be described as the first enclosing portion 80, and provided between the housing 11 and the shaft portion 40 and between the cap 12 and the shaft portion 40.
- the enclosure part to be used will be described as a second enclosure part 81.
- the rotor 16 includes an extending portion 47 that extends from the outer peripheral surface of the shaft portion 40 toward the upper rotor protrusion 41.
- the second enclosing portion 81 formed in the damper 10 is partitioned by the step portion 23 of the housing 11, the outer peripheral surface of the shaft portion 40, and the extending portion 47. Further, the second enclosing portion 81 is partitioned by the step portion 65 of the cap 12, the outer peripheral surface of the shaft portion 40, and the extending portion 47.
- Each of the two second enclosures 81 encloses an attenuation medium 90 that is excessive with respect to the torque generation region 70 together with air.
- the injection amount of the raw material of the damping medium 90 injected into the housing 11 is larger than the volume of the torque generation region 70, and the first enclosure 80 , And the amount of the attenuation medium 90 that is enclosed in the second enclosure 81 is taken into account.
- the cap 12 is attached to the housing 11 filled with the material of the attenuation medium 90, the material of the attenuation medium 90 is stored in the second enclosure part 81 in addition to the first enclosure part 80.
- the above-described viscoelasticization process is performed from the state in which the raw material of the damping medium 90 is stored in the first enclosure 80 and the second enclosure 81.
- viscoelasticity is imparted to the raw material of the damping medium 90 in the second enclosure 81, and the damping medium 90 provides a gap between the cap 12 and the shaft 40 and between the housing 11 and the shaft 40. Sealed.
- the second enclosure 81 is disposed in the vicinity of the shaft 40 so that shearing due to the rotation of the rotor 16 does not occur. For this reason, even if air is enclosed with the attenuation medium 90 in the second enclosure 81, the air is unlikely to enter the attenuation medium 90 in the torque generation region 70.
- a second enclosing portion 81 is provided at a connection location between the housing 11 and the shaft portion 40, and the attenuation medium 90 enclosed in the second enclosing portion 81 seals between the housing 11 and the shaft portion 40. . Therefore, a sealing member such as a gasket for sealing between the housing 11 and the shaft portion 40 can be omitted.
- a second enclosing portion 81 is provided at a connection portion between the cap 12 and the shaft portion 40, and the attenuation medium 90 enclosed in the second enclosing portion 81 seals between the cap 12 and the shaft portion 40. . Therefore, a sealing member such as a gasket for sealing between the cap 12 and the shaft portion 40 can be omitted.
- the attenuation medium 90 in the second encapsulating portion 81 is such that the attenuation medium 90 itself encapsulated in the second encapsulating portion 81 is hardly sheared. Has a large thickness. Therefore, whether the second enclosure 81 is provided between the housing 11 and the rotor 16 or the second enclosure 81 is provided between the cap 12 and the rotor 16, the second enclosure 81 is attenuated. The sealing performance of the medium 90 is maintained, and air can be prevented from being mixed into the torque generation region 70 from the second enclosure portion 81.
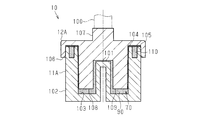
- the damper 10 includes a housing 11A and a cap 12A that is mounted so as to be rotatable with respect to the housing 11A.
- the housing 11A and the cap 12A are formed from the same main material.
- the material forming the housing 11A and the cap 12A may be the same resin material, the same metal material, or the same alloy material as in the first embodiment. Good.
- the housing 11A is formed in a cylindrical shape having a bottom portion, and a protruding portion 101 having a covered cylindrical shape protrudes from a central portion of the bottom surface thereof.
- a protruding portion 101 having a covered cylindrical shape protrudes from a central portion of the bottom surface thereof.
- one recess 103 is defined by the bottom of the housing 11 ⁇ / b> A, the outer peripheral surface of the protrusion 101, and the inner peripheral surface of the peripheral wall 102.
- the housing 11A includes another protrusion having a cylindrical shape that protrudes from the bottom between the protrusion 101 and the peripheral wall portion 102, and the recess 103 is divided into a plurality of portions by the other protrusion. Good.
- a pair of annular protrusions 104 and 105 are formed on the cylindrical end surface of the peripheral wall 102.
- a gap is formed between the annular protrusion 104 located on the inner side of the pair of annular protrusions 104 and 105 and the annular protrusion 105 located on the outer side.
- the cylindrical end surface of the peripheral wall portion 102 may be provided with another annular protrusion in the gap between the annular protrusions 104 and 105, and the gap between the annular protrusions 104 and 105 may be divided into two or more.
- the cap 12 ⁇ / b> A includes a shaft connecting portion 107 that connects the rotating shaft 100.
- the cap 12 ⁇ / b> A is formed in a disk shape, and the edge portion 106 included in the cap 12 ⁇ / b> A is bent at a right angle toward the housing 11.
- a pair of cap protrusions 108 and 109 protrude toward the bottom surface of the housing 11A.
- a torque generation region 70 is defined in a gap between the inner surface of the housing 11A and the outer surfaces of the cap protrusions 108 and 109, and the torque generation region 70 is filled with a damping medium 90.
- the damping medium 90 filled in the torque generation region 70 is sheared.
- the gap between the pair of annular protrusions 104 and 105 is covered by the lower surface of the cap 12A.
- the enclosing portion 110 is defined by the portion of the lower surface of the cap 12 located outside the cap protrusions 108 and 109 and the annular protrusions 104 and 105, and the attenuation portion 90 is also filled in the enclosing portion 110. Yes. In the enclosure part 110 located outside the torque generation region 70, when the cap 12A rotates, the damping medium 90 filled in the enclosure part 110 is not sheared.
- the material of the damping medium 90 before being subjected to the viscoelasticity treatment is injected into the housing 11.
- the cap 12 is attached to the housing 11 filled with the material of the damping medium 90.
- the attenuation medium 90 injected into the recess 103 of the housing 11 is pushed out of the recess 103 by fitting the cap protrusions 108 and 109 into the recess 103.
- the extruded material of the damping medium 90 flows into the gap between the pair of annular protrusions 104 and 105.
- the surplus raw material of the damping medium 90 with respect to the torque generation region 70 is accumulated in the gap between the pair of annular protrusions 104 and 105. From this state, the outer edge of the cap 12A and the outer edge of the housing 11A are heat-welded.
- the raw material of the damping medium 90 is subjected to viscoelasticity processing in a state where the raw material of the damping medium 90 that is excessive with respect to the torque generation region is accumulated in the enclosing portion 110. As a result, viscoelasticity is imparted to the torque generation region 70 and the material of the damping medium 90 located in the enclosing portion 110.
- the raw material of the attenuation medium 90 stored in the enclosure 110 encloses the air together with the attenuation medium. However, since the enclosure 110 is located outside the torque generation region 70, the torque is not affected even when the cap 12A rotates. Mixing of air into the generation region 70 is suppressed.
- the effect according to the above (5) is obtained and the following effect is further obtained.
- the housing 11A and the cap 12A are formed of the same main material, and the damping medium 90 interposed therebetween is a gel-like semi-solid material, the housing 11A and the cap 12A are interposed between the housing 11 and the cap 12A.
- the damping force to be expressed the change due to the environmental temperature change is small. Therefore, stability against the temperature change of the damping force in the damper 10 is improved.
- the enclosing unit 80 may be a linear flow path that communicates with the torque generation region 70.
- the enclosing portion 80 is a space that communicates with the torque generating region 70, and even if the damping medium 90 in the torque generating region 70 moves with the movement of the movable body in the torque generating region 70, the enclosing portion 80 is enclosed.
- the portion 80 may be a space that can prevent the damping medium 90 from entering the torque generation region 70 and entering the damping medium 90 from the torque generation region 70.
- the shape of the rotor 16 may be a structure that does not have an uneven structure that fits with the cap 12 and the housing 11, for example, a structure that has a flat plate shape.
- the cap 12 only needs to have a structure that closes the opening of the housing 11, and the damper 10 may be configured such that the cap 12 fits inside the housing 11.
- the enclosure parts 80, 81, 110 may be omitted from the damper 10. Even with such a configuration, it is possible to obtain the effects according to the above (1) to (4) and (10).
- the housing 11 and the rotor 16 may be formed from a mutually different material. Further, the cap 12 and the rotor 16 may be formed of different materials. In short, it is only necessary that the housing and the cap are objects, the attenuation medium is filled between the object and the movable body, and the housing 11 and the cap 12 are formed of the same main material.
- the cap and the housing may be fixed to each other through fastening or crimping by a fastening member.
- the damper generates a damping force by rotating while damping the damping medium provided with viscoelasticity. For this reason, it is also possible to generate a damping force sufficient to buffer the impact associated with the pivoting operation of the seat back.
- the damper 10 serving as a seat damper constitutes a pivoting mechanism for pivoting a seat back 200 serving as a backrest with respect to a seat cushion 201 having a seating surface.
- the turning mechanism is a reclining mechanism that fixes the seat back 200 in a state where the seat back 200 is tilted away from the seat cushion 201 or a folding mechanism that folds the seat back 200 so as to contact the seating surface 203.
- the mounting portion 13 of the damper 10 is fastened to a connecting portion 202 provided on the seat back 200 by a fastening member such as a screw.
- a rotation shaft 100 that supports the seat back 200 in a rotatable state is inserted into a shaft hole 15 (see FIG. 1) that is an example of a shaft coupling portion in the damper 10, and a nut or the like is inserted at the tip of the rotation shaft 100.
- the fastening portion 205 is fastened.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Aviation & Aerospace Engineering (AREA)
- Transportation (AREA)
- Fluid-Damping Devices (AREA)
- Seats For Vehicles (AREA)
Abstract
開口が形成されたハウジング(11)と、前記ハウジング(11)の前記開口を閉塞するキャップ(12)と、前記ハウジング(11)と前記キャップ(12)との間に移動可能に収容された可動体と、前記ハウジング(11)内における前記可動体の可動領域に充填されたゲル状の減衰媒体とを備え、前記ハウジング(11)、および、前記キャップ(12)が対象物であり、前記対象物と前記可動体との間に前記減衰媒体が充填され、前記ハウジング(11)と前記キャップ(12)とが同一の主材から形成されている。
Description
本発明は、ダンパー、および、ダンパーの製造方法に関する。
衝撃トルクを緩和するダンパーには、ロータの入力トルクを減衰させる回転式のダンパーが知られている。この種のダンパーにおいてトルクを減衰させる減衰媒体には、通常、粘性を有する流体であるシリコンオイルなどの粘性流体が用いられている。ダンパーが発生させる減衰力は、粘性流体を介在させる2つの部材、例えば、ロータを収容するハウジングと、ロータとの間のクリアランスによって定められている。
一方で、ダンパーが置かれた環境の温度変化は、ハウジングに対して直接的に作用し、ハウジングに収容されたロータに対しては間接的に作用する。結果として、環境の温度変化が大きくなると、ハウジングとロータとの間のクリアランスが大きく変わり、ダンパーの発生させる減衰力も大きく変わってしまう。上述したダンパーにおいては、環境の温度変化に伴うクリアランスの変化を抑えるため、線膨張係数が小さい材料からハウジングを形成し、かつ、線膨張係数の大きい材料からロータを形成する技術が提案されている(例えば、特許文献1参照)。
ところで、ダンパーが置かれた環境の温度変化は、ハウジングやロータの他に減衰媒体にも作用し、減衰媒体の粘度を変えてしまう。例えば、線膨張係数が大きい樹脂製のハウジングを備えたダンパーにおいては、環境の温度が上昇すると、クリアランスが増大することに加え、粘性流体の粘度が低下する。結果として、ダンパーにおいて発生する減衰力の低下が顕著になる。これに対して、例えば、線膨張係数が小さい金属製のハウジングを備えたダンパーでは、シリコンオイルなどの粘性流体の膨張をハウジングによって抑え、ハウジングの内圧を上昇させることによってトルクを確保することは可能である。しかしながら、一定の性能を発揮させるためにこういった金属製のハウジングの採用検討等、設計上や製造上の工数増加が避けられない状況となっている。それゆえに、上述したダンパーにおいては、ダンパーが置かれた環境の温度変化によって減衰力が変わることを抑えることが依然として強く求められている。
本発明は、ダンパーが置かれた環境の温度変化に対する減衰力の安定性が高められるダンパー、および、ダンパーの製造方法を提供することを目的とする。
以下、上記課題を解決するための手段およびその作用効果について記載する。
上記課題を解決するためのダンパーは、開口が形成されたハウジングと、前記ハウジングの前記開口を閉塞するキャップと、前記ハウジングと前記キャップとの間に移動可能に収容された可動体と、前記ハウジング内における前記可動体の可動領域に充填されたゲル状の減衰媒体とを備える。そして、前記ハウジング、および、前記キャップが対象物であり、前記対象物と前記可動体との間に前記減衰媒体が充填され、前記ハウジングと前記キャップとが同一の主材から形成されている。
上記課題を解決するためのダンパーは、開口が形成されたハウジングと、前記ハウジングの前記開口を閉塞するキャップと、前記ハウジングと前記キャップとの間に移動可能に収容された可動体と、前記ハウジング内における前記可動体の可動領域に充填されたゲル状の減衰媒体とを備える。そして、前記ハウジング、および、前記キャップが対象物であり、前記対象物と前記可動体との間に前記減衰媒体が充填され、前記ハウジングと前記キャップとが同一の主材から形成されている。
上記ダンパーにおいて、前記キャップ、前記ハウジング、および、前記可動体が同一の主材から形成されていてもよい。
上記課題を解決するためのダンパーの製造方法は、開口が形成されたハウジング、および、前記ハウジングと同一の主材から形成されて前記開口を閉塞するキャップが対象物であり、可動体を前記ハウジング内に収容し、かつ、減衰媒体の原料を前記対象物と前記可動体との間に充填して、前記ハウジングの前記開口に前記キャップを被せることによって前記開口を閉塞し、前記ハウジングと前記キャップとの間に前記可動体を収容する工程と、所要時間の放置、および、紫外線の照射の少なくとも一方である粘弾性化処理によって、前記ハウジング内の前記原料に粘弾性を付与して前記減衰媒体を生成する工程とを含む。
上記課題を解決するためのダンパーの製造方法は、開口が形成されたハウジング、および、前記ハウジングと同一の主材から形成されて前記開口を閉塞するキャップが対象物であり、可動体を前記ハウジング内に収容し、かつ、減衰媒体の原料を前記対象物と前記可動体との間に充填して、前記ハウジングの前記開口に前記キャップを被せることによって前記開口を閉塞し、前記ハウジングと前記キャップとの間に前記可動体を収容する工程と、所要時間の放置、および、紫外線の照射の少なくとも一方である粘弾性化処理によって、前記ハウジング内の前記原料に粘弾性を付与して前記減衰媒体を生成する工程とを含む。
ゲル状の減衰媒体は、シリコンオイルなどの粘性流体と比べて、温度の変化による粘性の変化が小さい。この点で、上記各構成によれば、ハウジングとキャップとが同一の主材から形成されるため、可動体と対象物との間の隙間の大きさに関して、温度の変化による変化が小さい。そして、これら可動体と対象物との間の隙間に上記減衰媒体が充填されるため、減衰媒体をせん断することによって発生する減衰力は、温度の変化に対して安定性を高められる。
上記ダンパーにおいて、前記キャップは、前記ハウジングに溶着されてもよい。
上記構成によれば、ハウジングに溶着されたキャップが、ハウジングと同一の主材から形成されているため、ハウジングとキャップとの間における溶着に関しては強度の安定性を高められる。
上記構成によれば、ハウジングに溶着されたキャップが、ハウジングと同一の主材から形成されているため、ハウジングとキャップとの間における溶着に関しては強度の安定性を高められる。
上記ダンパーにおいて、前記可動体を形成する主材は、前記ハウジング、および、前記キャップを形成する主材と等しい線膨張係数を有することが好ましい。
上記各構成によれば、ハウジングを形成する主材の線膨張係数と、可動体を形成する主材の線膨張係数とが等しいため、ハウジングと可動体との間の隙間の大きさに関して、温度の変化による変化が小さい。また、キャップを形成する主材の線膨張係数と、可動体を形成する主材の線膨張係数とが等しいため、これらキャップと可動体との間の隙間の大きさに関しても、温度の変化による変化が小さい。それゆえに、減衰媒体をせん断することによって発生する減衰力は、温度の変化に対して確実に安定性を高められる。
上記各構成によれば、ハウジングを形成する主材の線膨張係数と、可動体を形成する主材の線膨張係数とが等しいため、ハウジングと可動体との間の隙間の大きさに関して、温度の変化による変化が小さい。また、キャップを形成する主材の線膨張係数と、可動体を形成する主材の線膨張係数とが等しいため、これらキャップと可動体との間の隙間の大きさに関しても、温度の変化による変化が小さい。それゆえに、減衰媒体をせん断することによって発生する減衰力は、温度の変化に対して確実に安定性を高められる。
上記課題を解決するためのダンパーは、ハウジングと、前記ハウジングに対して移動可能な状態で前記ハウジングに組み合わされたキャップと、前記ハウジングと前記キャップとの間に充填されたゲル状の減衰媒体とを備え、前記ハウジングと前記キャップとが同一の主材から形成されている。
上記課題を解決するためのダンパーの製造方法は、ハウジングと同一の主材から形成されたキャップと前記ハウジングとの間に、減衰媒体の原料を充填し、かつ、前記ハウジングに対して移動可能な状態で前記キャップを前記ハウジングに組み合わせる工程と、所要時間の放置、および、紫外線の照射の少なくとも一方である粘弾性化処理によって、前記ハウジング内の前記原料に粘弾性を付与して前記減衰媒体を生成する工程とを含む。
上記各構成によれば、ハウジングとキャップとが同一の主材から形成されるため、ハウジングとキャップとの間の隙間の大きさに関して、温度の変化による変化が小さい。そして、これらハウジングとキャップとの間の隙間に上記減衰媒体が充填されるため、減衰媒体をせん断することによって発生する減衰力に関しては、温度の変化に対する安定性が高められる。
上記ダンパーにおいて、前記減衰媒体は、例えば、シリコンゲルであり、前記同一の主材は、例えば、熱可塑性樹脂、熱硬化性樹脂、および、紫外線硬化性樹脂のいずれか1つであってもよい。
上記ダンパーにおいて、シートバックをシートクッションに対して回動させる機構が回動機構であり、前記回動機構が備える回転軸に連結される軸連結部をさらに備えてもよい。
(第1実施形態)
図1から図6を参照して第1実施形態におけるダンパー、および、ダンパーの製造方法について説明する。
図1から図6を参照して第1実施形態におけるダンパー、および、ダンパーの製造方法について説明する。
[ダンパー10]
図1が示すように、ダンパー10は、回転式のダンパーであって、ハウジング11と、ハウジング11の開口を閉塞するキャップ12と、ハウジング11に収容されたロータ16とを備えている。ハウジング11、および、キャップ12は対象物の一例であり、ハウジング11、キャップ12、および、ロータ16は、同一の主材から形成されている。ハウジング11、キャップ12、および、ロータ16を形成する主材は、同一の樹脂材料であってもよいし、同一の金属材料であってもよいし、同一の合金材料であってもよい。ハウジング11、キャップ12、および、ロータ16が樹脂材料から形成されているとき、主材とは、対象物に含まれる樹脂材料のなかで、対象物となる部材の質量比率において、全体の質量に対して最も高い質量を有する樹脂成分である。ハウジング11、キャップ12、および、ロータ16が金属材料から形成されているとき、主材とは、対象物となる部材の質量比率において、全体の質量に対して最も高い質量を有する金属成分である。ハウジング11、キャップ12、および、ロータ16が合金材料から形成されているとき、主材とは、対象物となる部材の質量比率において、全体の質量に対して最も高い質量を有する合金成分である。
図1が示すように、ダンパー10は、回転式のダンパーであって、ハウジング11と、ハウジング11の開口を閉塞するキャップ12と、ハウジング11に収容されたロータ16とを備えている。ハウジング11、および、キャップ12は対象物の一例であり、ハウジング11、キャップ12、および、ロータ16は、同一の主材から形成されている。ハウジング11、キャップ12、および、ロータ16を形成する主材は、同一の樹脂材料であってもよいし、同一の金属材料であってもよいし、同一の合金材料であってもよい。ハウジング11、キャップ12、および、ロータ16が樹脂材料から形成されているとき、主材とは、対象物に含まれる樹脂材料のなかで、対象物となる部材の質量比率において、全体の質量に対して最も高い質量を有する樹脂成分である。ハウジング11、キャップ12、および、ロータ16が金属材料から形成されているとき、主材とは、対象物となる部材の質量比率において、全体の質量に対して最も高い質量を有する金属成分である。ハウジング11、キャップ12、および、ロータ16が合金材料から形成されているとき、主材とは、対象物となる部材の質量比率において、全体の質量に対して最も高い質量を有する合金成分である。
ハウジング11、キャップ12、および、ロータ16を形成する樹脂材料としては、例えば、熱可塑性樹脂、熱硬化性樹脂、および、紫外線硬化性樹脂などを用いることができる。ハウジング11、キャップ12、および、ロータ16を形成する樹脂材料としては、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、ポリスチレン、ポリスルホン、アクリロニトリルスチレン(AS樹脂)、アクリロニトリル‐ブタジエン‐スチレンプラスチック(ABS)、ポリアクリロニトリル、ポリオキシメチレン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリフッ化ビニリデン、ポリ三フッ化塩化エチレン、ポリ四フッ化エチレン、ポリカーボネート、ポリメチルメタクリレート、ポリフェニレンオキシド、ポリエチレンテレフタレート、ポリアミド、エポキシ樹脂、フェノール樹脂からなる群から選択される少なくとも1つが挙げられる。これらのなかでも、熱的性質において線膨張係数が小さく、かつ、機械的性質において伸びが小さい観点から、ポリエチレン、ポリ塩化ビニル、ポリカーボネート、ポリスルホン、ABS樹脂、エポキシ樹脂、フェノール樹脂が好ましい。さらに、これらのなかでも、射出成形に適している観点から、ポリエチレン、ポリ塩化ビニル、ポリカーボネート、ポリスルホン、ABS樹脂が好ましい。
なお、ハウジング11、キャップ12、および、ロータ16を形成する材料には、主材である樹脂材料の他に、各種の添加剤や不回避的な不純物が含まれてもよい。添加材としては、ガラス繊維、カーボン繊維、および、鉱物系フィラーなどの無機フィラー、酸化防止剤、難燃剤、安定剤などが挙げられる。
ハウジング11、キャップ12、および、ロータ16を形成する金属材料としては、例えば、アルミニウム、銅、鉄からなる群から選択されるいずれか1つが挙げられる。また、ハウジング11、キャップ12、および、ロータ16を形成する合金材料としては、例えば、鉄を主成分とするステンレス、銅と亜鉛の合金である真鍮、ジュラルミンなどのアルミニウム合金が挙げられる。なお、ハウジング11、キャップ12、および、ロータ16を形成する材料には、主材である金属材料、あるいは、合金材料の他に、これもまた各種の添加剤や不回避的な不純物が含まれてもよい。
ダンパー10は、ダンパー10を支持する支持体に接続され、かつ、ダンパー10によって減衰力が付与される対象である減衰対象にも接続される。ハウジング11、および、キャップ12の少なくとも一方は、減衰対象と支持体とのいずれか一方に、直接的、または、間接的に接続される。ハウジング11、および、キャップ12の少なくとも一方が、減衰対象に接続されるとき、ロータ16は支持体に直接的、または、間接的に接続される。また、ハウジング11、および、キャップ12の少なくとも一方が、支持対象に接続されるとき、ロータ16は減衰対象に直接的、または、間接的に接続される。図1においては、ハウジング11が支持体に直接的に接続される例を示し、ロータ16が減衰対象に直接的に接続される例を示している。
ハウジング11が備える周壁部25の外周面には、周壁部25における径方向の外側に向けて取付部13が突出し、取付部13には取付孔14が形成されている。取付孔14は、締結部材などが締結される孔であって、取付孔14に締結部材などが締結されることによって、ダンパー10は支持体に固定される。
ロータ16の中央には、ロータ16を貫通する軸孔15が形成されている。軸孔15には、ハウジング11に対して回転可能、かつ、ロータ16に対して回転不能な状態で回転軸100が挿入される。回転軸100は、ダンパー10から制動トルクが付与される減衰対象である。
図2が示すように、ハウジング11は、底部20を有する円筒状に形成されている。底部20には、貫挿孔21と、貫挿孔21を囲む円筒状を有した中央突部22とが形成されている。中央突部22の内側には、底部20における径方向の内側に向けた環状の窪みである段差部23が、中央突部22における周方向の全体にわたり形成されている。段差部23には、エラストマーなどの弾性材料から形成された円環状を有するシール部材18が嵌め込まれている。
ハウジング11が備える周壁部25の筒端面には、周壁部25に沿った円環状を有する1対の環状突部26,27が同心円状に並んでいる。1対の環状突部26,27のなかで内側に位置する環状突部26と、最外周に位置する環状突部27との間には、間隙が形成されている。
ハウジング11の底部20のうち、周壁部25と中央突部22との間には、複数の内側突条30と、複数の外側突条31とが並んでいる。複数の内側突条30の各々は、ハウジング11の開口側からみて円弧状を有し、それに隣接する他の内側突条30との間には、間隙が形成されている。複数の内側突条30は、底部20の中心を中心とした1つの円を描くように、中央突部22の周方向に沿って等配されている。
外側突条31は、内側突条30よりも周壁部25側に位置している。外側突条31は、ハウジング11の開口側からみて円弧状を有し、外側突条31の長手方向に沿った長さは、内側突条30の長手方向に沿った長さよりも長い。複数の外側突条31の各々と、それに隣接する他の外側突条31との間には、間隙が形成されている。複数の外側突条31は、複数の内側突条30と同じく、底部20の中心を中心とした1つの円を描くように、中央突部22の周方向に沿って等配されている。
ハウジング11には、可動体の一例であるロータ16が、時計回り方向、および、反時計回り方向に沿って回転可能な状態で収容されている。ロータ16は、円盤状を有し、ハウジング11、および、キャップ12と同一の主材から形成されている。ロータ16は、ロータ16の回転中心となる軸部40をロータ16の中央に備えている。軸部40は、ロータ16の上面から突出する円筒状を有し、軸部40の内側には軸孔15が形成されている。軸部40は、ロータ16の上面の他に、ロータ16の下面にも下方に向けて突出するように設けられている。ハウジング11の貫挿孔21には、ロータ16の下面において突出する軸部40が貫挿され、キャップ12の貫挿孔46には、ロータ16の上面において突出する軸部40が貫挿される。ロータ16の上面に位置する軸部40は、キャップ12に対して回動可能な状態でキャップ12に挿入され、ロータ16の下面に位置する軸部40は、ハウジング11の貫挿孔21に対して回動可能な状態でハウジング11に挿入されている。ロータ16とハウジング11との間には、先に説明されたシール部材18が挟まれている。
ロータ16の上面において軸部40の外側には、円環状を有した3つの上側ロータ突部41~43が同心円状に並んでいる。また、ロータ16の下面においても軸部40の外側には、円環状を有した3つの下側ロータ突部51~53(図3参照)が同心円状に並んでいる。3つの上側ロータ突部41~43と、3つの下側ロータ突部51~53とは、ロータ16の上面に対して面対称となる位置に配置されている。
3つの上側ロータ突部41~43のなかで、最内周に位置する上側ロータ突部41と、中央に位置する上側ロータ突部42との間、および、中央に位置する上側ロータ突部42と、最外周に位置する上側ロータ突部43との間には、それぞれ間隙が形成されている。また、3つの上側ロータ突部41~43のなかで、最内周に位置する下側ロータ突部51と、中央に位置する下側ロータ突部52との間、および、中央に位置する下側ロータ突部52と、最外周に位置する下側ロータ突部53の間にも、それぞれ間隙が形成されている。
最内周に位置する上側ロータ突部41と、中央に位置する上側ロータ突部42との間には、ロータ16の上面からロータ16の下面までを貫通する複数の連通孔45が形成されている。また、中央に位置する上側ロータ突部42と、最外周に位置する上側ロータ突部43との間にも、ロータ16の上面からロータ16の下面までを貫通する複数の連通孔45が形成されている。
キャップ12は、円盤状を有し、キャップ12の中央には、キャップ12を貫通する貫挿孔46が形成されている。貫挿孔46には、ロータ16の軸部40が貫挿されている。キャップ12とロータ16との間には、エラストマーなどの弾性材料から形成された円環状を有するシール部材17が挟まれている。
図3が示すように、キャップ12の下面には、3つのキャップ突部61~63が下方に向けて突出している。3つのキャップ突部61~63の各々は、キャップ12の中心を中心とした円環状を有し、キャップ12の下面において同心円状に並んでいる。3つのキャップ突部61~63なかで最内周に位置するキャップ突部61は、ロータ16の軸部40と上側ロータ突部41との間隙に嵌め込まれている。3つのキャップ突部61~63のなかで中央に位置するキャップ突部62は、最内周に位置する上側ロータ突部41と、中央に位置する上側ロータ突部42との間隙に嵌め込まれている。3つのキャップ突部61~63のなかで最外周に位置するキャップ突部63は、中央に位置する上側ロータ突部42と、最外周に位置する上側ロータ突部43との間隙に嵌め込まれている。
最内周に位置するキャップ突部61と貫挿孔46との間には、径方向の外側に向かって窪む段差部65が形成されている。段差部65には、先に説明されたシール部材18が嵌め込まれている。また、キャップ12の下面には、最外周に位置するキャップ突部63よりもさらに径方向の外側に、1対のキャップ環状突部66,67が同心円状に並んでいる。1対のキャップ環状突部66,67のなかで、最内周に位置するキャップ環状突部66と、最外周に位置するキャップ環状突部67との間には、間隙が形成されている。
最内周に位置する下側ロータ突部51は、ハウジング11における中央突部22と内側突条30との間隙に嵌め込まれている。中央に位置する下側ロータ突部52は、内側突条30と外側突条31との間隙に嵌め込まれている。最外周に位置する下側ロータ突部53は、外側突条31と周壁部25との間隙に嵌め込まれている。3つの下側ロータ突部51~53と、ハウジング11とは、すきま嵌めの状態であり、それらの間には微小な間隙が形成されている。この微小な間隙には、粘着性、および、弾性の両方を併せ持つゲル状の減衰媒体90が充填されている。
最内周に位置する上側ロータ突部41は、最内周に位置するキャップ突部61と、中央に位置するキャップ突部62との間隙に嵌め込まれている。中央に位置する上側ロータ突部42は、中央に位置するキャップ突部62と、最外周に位置するキャップ突部63との間隙に嵌め込まれている。最外周に位置する上側ロータ突部43は、最外周に位置するキャップ突部63と周壁部25との間隙に嵌め込まれている。
3つの上側ロータ突部41~43と、キャップ12、および、ハウジング11とは、すきま嵌めの状態にあり、それらの間には微小な間隙が形成されている。この微小な間隙には、上述した減衰媒体90が充填されている。
ハウジング11とキャップ12とによって区画された空間のうち、ロータ16の軸部40よりも径方向の外側に位置する領域は、ロータ16が回転することを可能にした回転領域である。これに対して、ハウジング11とロータ16との間隙、および、キャップ12とロータ16との間隙から構成される領域は、制動トルクを発生させるトルク発生領域70である。トルク発生領域70を充填した減衰媒体90がロータ16によってせん断されることによって、ロータ16を回転させようとする力が減衰する。
例えば、回転軸100の回転に従動してロータ16が回転するとき、トルク発生領域70を充填した減衰媒体90の抵抗によって、回転軸100には減衰力である制動トルクが付与される。この際に、減衰媒体90は、ロータ16の径方向においてロータ16の表面に粘着するとともに、ロータ16に形成された連通孔45を介して、ロータ16の上下方向においても、ロータ16の表面に粘着する。ロータ16は、ロータ16の表面に粘着した減衰媒体90をせん断しながら回転する。減衰媒体90をせん断しながらロータ16が回転することによっても、回転軸100には制動トルクが付与される。なお、減衰媒体90のせん断が発生する領域は、最外周に位置する上側ロータ突部43、および、下側ロータ突部53から、最内周に位置する上側ロータ突部41、および、下側ロータ突部51に至る部分と、その部分と向かい合うハウジング11、および、キャップ12によって挟まれる領域である。
ここで、ダンパー10が置かれた環境の温度変化は、ハウジング11に対して直接的に作用し、ハウジング11に収容されたロータ16に対しては、ハウジング11、および、減衰媒体90を通じて、間接的に作用する。
この際に、ハウジング11とキャップ12とが同一の主材から形成されるため、ハウジング11とキャップ12との間の隙間の大きさに関しては、温度の変化による変化が小さい。そして、ハウジング11とロータ16との間の隙間と、キャップ12とロータ16との間の隙間との総和がおよそ保たれるため、減衰媒体90をせん断することによって発生する減衰力もそれの安定性を高めされる。しかも、ハウジング11とロータ16とが同一の主材から形成されるため、ハウジング11とロータ16との間の隙間の大きさに関しては、温度の変化による変化が小さい。また、キャップ12とロータ16とが同一の主材から形成されるため、キャップ12とロータ16との間の隙間の大きさに関しても、温度の変化による変化は小さい。それゆえに、上側ロータ突部41~43とキャップ12との間の微小な間隙であるクリアランスの大きさに関しても、温度の変化による変化は小さい。また、下側ロータ突部51~53とハウジング11との間の微小な間隙であるクリアランスの大きさに関しても、温度の変化による変化は小さい。結果として、上述したダンパー10によれば、ダンパー10が置かれた環境の温度変化に対して、クリアランスの大きさが変わることが抑えられる。
ハウジング11の環状突部26,27は、キャップ環状突部66,67と嵌合している。ハウジング11の環状突部26,27とキャップ環状突部66,67との間には、微小な間隙が形成されている。この間隙は、トルク発生領域70の容積に対して余剰となる減衰媒体90を空気とともに封入することを可能にした封入部80として機能する。封入部80は、軸部40の径方向において回転領域の外側、すなわち、トルク発生領域70よりも外側に位置している。
封入部80は、トルク発生領域70からハウジング11における径方向の外側に向かって、上下方向に沿って複数回にわたり屈曲した屈曲構造、すなわち、ラビリンス構造を有している。封入部80は、キャップ12の上面側からみて、周壁部25に沿って環状に形成されている。
[減衰媒体90]
次に、減衰媒体90について説明する。
減衰媒体90は、力学的には固体の性質を示す一方で、液体としての組成を有する三次元の網目構造を有したゲル状の媒体である。減衰媒体90は、粘弾性を付与する粘弾性化処理が原料に施されることによって、液状体の原料における粘弾性が高められてその流動性が低下した半固体状物である。あるいは、減衰媒体90は、原料である乾燥ゲルに対して粘弾性が与えられた半固体状物である。ダンパー10が置かれた環境の温度が変化すると、こうした減衰媒体90の温度も変化する。一方で、上述した減衰媒体90がゲル状を有した半固体状物であるため、シリコンオイルなどの粘性流体と比べて、減衰媒体90における粘性は変化し難い。
次に、減衰媒体90について説明する。
減衰媒体90は、力学的には固体の性質を示す一方で、液体としての組成を有する三次元の網目構造を有したゲル状の媒体である。減衰媒体90は、粘弾性を付与する粘弾性化処理が原料に施されることによって、液状体の原料における粘弾性が高められてその流動性が低下した半固体状物である。あるいは、減衰媒体90は、原料である乾燥ゲルに対して粘弾性が与えられた半固体状物である。ダンパー10が置かれた環境の温度が変化すると、こうした減衰媒体90の温度も変化する。一方で、上述した減衰媒体90がゲル状を有した半固体状物であるため、シリコンオイルなどの粘性流体と比べて、減衰媒体90における粘性は変化し難い。
減衰媒体90は、媒質同士が強い化学結合を有する化学ゲルであってもよいし、媒質同士が弱い物理会合を有する物理ゲルであってもよい。減衰媒体90は、一次元高分子であるプレポリマーの架橋によって形成される高分子ゲルであってもよいし、多官能性モノマーの縮合によって形成される低分子ゲルであってもよい。また、減衰媒体90は、有機ゲルであってもよいし、無機ゲルであってもよいし、粒子ゲルであってもよい。
減衰媒体90を形成する材料には、例えば、シリコーン系ゲル、アクリル系ゲル、ポリオレフィン系ゲル、ポリウレタン系ゲル、ブタジエンゲル、イソプレンゲル、ブチルゲル、スチレンブタジエンゲル、エチレン酢酸ビニル共重合体ゲル、エチレン-プロピレン-ジエン三元共重合体ゲル、フッ素ゲルからなる群から選択される少なくとも1つである。減衰媒体90は、減衰媒体90の原料が1種類の液状体である一液型であってもよいし、原料が2種類の液状体である二液型であってもよいし、原料が3種類以上の液状体である多液型であってもよい。
粘弾性化処理は、モノマーを縮合させる、または、プレポリマーを架橋させるための処理や、分散質にネットワークを形成させるための処理や、乾燥ゲルをゲル化する処理であり、減衰媒体90の種類に応じて適宜選択される。粘弾性化処理は、例えば、粘弾性の付与を開始するための開始剤の添加、所定時間の放置、所定温度への加熱、雰囲気中の水分との接触、および、紫外線などの所定の波長の光照射の少なくとも一つが行われる処理である。
例えば、減衰媒体90においては、主剤と開始剤とが混合された状態から、加熱が施されることによって、粘弾性が付与される。なお、主剤は、1種類の液状体であってもよいし、複数種の液状体であってもよい。また、このように加熱処理が粘弾性処理であって、かつ、ダンパー10に収容された減衰媒体90に対して粘弾性処理が施される場合には、ハウジング11、ロータ16、および、キャップ12は、加熱温度での加熱に耐える耐熱性を有する材料で形成されている。
また、例えば、減衰媒体90においては、主剤と開始剤とが混合された状態から、所定時間だけ放置されることによって、粘弾性が付与される。また、例えば、減衰媒体90においては、主剤と開始剤とが混合された状態から、光照射が施されることによって、粘弾性が付与される。このように特定の波長の光照射が粘弾性処理であって、かつ、ダンパー10に収容された減衰媒体90に対して粘弾性処理が施される場合には、ハウジング11、ロータ16、および、キャップ12は、その波長の光を透過させる透光性を有する材料によって形成されている。
[ダンパーの製造方法]
図4~図6を参照して、ダンパーの製造方法について、その組み立ての手順とともに説明する。なお、以下に示すダンパーの製造方法においては、減衰媒体90の原料が液状体である例を示す。
図4~図6を参照して、ダンパーの製造方法について、その組み立ての手順とともに説明する。なお、以下に示すダンパーの製造方法においては、減衰媒体90の原料が液状体である例を示す。
図4が示すように、ハウジング11に、シール部材17,18が外嵌されたロータ16が収容される。この状態において、ロータ16の上端、すなわち、上側ロータ突部41~43の先端は、ハウジング11の環状突部26,27の先端よりも低くなっている。次いで、粘弾性化処理が施される前の減衰媒体90の原料が、ハウジング11内に注入される。粘弾性化処理が施される前の減衰媒体90は、低粘度であって、流動性を有するため、ハウジング11とロータ16との微小な隙間に流入する。
減衰媒体90の原料の注入量は、トルク発生領域70の容積よりも大きく、かつ、封入部80に封入される減衰媒体90の量が加味された量である。例えば、図4に例示するように、ロータ16の上側の端部まで減衰媒体90の原料が満たされてもよいし、ハウジング11の上端まで減衰媒体90の原料が満たされてもよい。また、減衰媒体90がハウジング11内に注入される際は、減衰媒体90に混入する空気量を低減させるために、減衰媒体90の原料が減圧雰囲気下で注入されることが望ましい。
図5が示すように、続いて、減衰媒体90の原料によって満たされたハウジング11に、キャップ12が装着される。このとき、軸部40と上側ロータ突部41との間や、3つの上側ロータ突部41~43の間隙に位置する減衰媒体90の原料は、それらの間隙に、キャップ突部61~63が嵌り込むことによって押し出される。一方で、押し出された減衰媒体90の原料がハウジング11の開口から溢れるときには、ハウジング11の環状突部26,27とキャップ環状突部66,67とが嵌合した状態となっている。このため、押し出された減衰媒体90の原料は、ハウジング11の環状突部26,27とキャップ環状突部66,67との間に流れ込む。なお、キャップ12を装着する際にも、こうした処理は減圧雰囲気下で行われることが好ましい。
図6が示すように、ハウジング11にキャップ12が装着されると、環状突部26,27とキャップ環状突部66,67とから構成される封入部80は、トルク発生領域70に対して余剰である減衰媒体90が溜められている。この状態から、キャップ12の外縁とハウジング11の外縁とが熱溶着される。
ロータ16に外嵌されたシール部材17は、キャップ12の段差部65とロータ16とによって区画される空間に圧入されて、キャップ12とロータ16との間をシールする。また、ロータ16に外嵌されたシール部材18は、ハウジング11の段差部23とロータ16とで区画される空間に圧入されて、ハウジング11とロータ16との間をシールする。
このように減衰媒体90の原料が封入部80に溜められた状態から、ダンパー10内の減衰媒体90の原料に対して粘弾性化処理が施される。例えば、所定の温度での加熱が所定時間行われることによって、減衰媒体90の原料に粘弾性が付与され、減衰媒体90が生成される。なお、減衰媒体90の原料が占める体積と、それから生成された減衰媒体90の体積との差は小さいことが好ましい。そして、封入部80に溜められた減衰媒体90の原料に粘弾性が付与されることによって、キャップ12の縁部と、周壁部25の先端との接続箇所は、減衰媒体90によって封止される。結果として、これらの接続箇所においては、減衰媒体90自体がシール部材として機能し、ガスケットなどのシール部材を別途介在させることが不要となる。
次に、ダンパー10の作用について説明する。
ダンパー10が置かれた環境の温度変化は、ハウジング11に対して直接的に作用し、ハウジング11に収容されたロータ16に対しては、ハウジング11、および、減衰媒体90を通じて、間接的に作用する。この際に、ハウジング11とロータ16とが同一の主材から形成されるため、キャップ12とロータ16との間のクリアランスの大きさ、および、ハウジング11とロータ16との間のクリアランスの大きさに関して、温度の変化による変化は小さい。
ダンパー10が置かれた環境の温度変化は、ハウジング11に対して直接的に作用し、ハウジング11に収容されたロータ16に対しては、ハウジング11、および、減衰媒体90を通じて、間接的に作用する。この際に、ハウジング11とロータ16とが同一の主材から形成されるため、キャップ12とロータ16との間のクリアランスの大きさ、および、ハウジング11とロータ16との間のクリアランスの大きさに関して、温度の変化による変化は小さい。
他方で、ダンパーが置かれた環境の温度変化は、ハウジング11、キャップ12、および、ロータ16の他に減衰媒体90にも作用する。この点で、上述した減衰媒体90がゲル状を有した半固体状物であるため、シリコンオイルなどの粘性流体と比べて、減衰媒体90における粘性は変化し難い。そして、温度変化に対して粘性が変化し難い減衰媒体90が、同じく温度変化に対して大きさが変化し難いクリアランスに充填されているため、減衰媒体90をせん断することによって発生する減衰力に関しては、環境の温度変化に対する安定性が高められる。
また、ダンパー10の製造工程においては、減衰媒体90の原料がトルク発生領域70の容積を超える程度に注入され、トルク発生領域70に対する余剰分が予め封入部80に封入されている。そのため、トルク発生領域70は、粘弾性を有する減衰媒体90で満遍なく充填された状態になる。また、減衰媒体90の原料の注入量が、トルク発生領域70の容量を超える量であれば、仮に注入量にばらつきがあっても、トルク発生領域70に充填される減衰媒体の量のばらつきは抑えられる。このため、ダンパー10の個体差による減衰媒体90の量のばらつきも抑えられる。それゆえに、減衰媒体90の原料の注入不足によって減衰媒体90に空気が混入することも抑えられる。
また、封入部80には、空気を含んだ減衰媒体90が封入されているが、封入部80は、ロータ16が回転するトルク発生領域70の外側に設けられている。このため、封入部80に封入された空気が、ロータ16の回転に伴ってトルク発生領域70に混入することが抑えられる。したがって、ダンパー10は、封入部80がないダンパーに比べ、空気による作動不良が抑えられ、安定した減衰力を発生させることができる。
以上、第1実施形態におけるダンパー、および、ダンパーの製造方法によれば、以下の効果が得られる。
(1)ハウジング11とキャップ12とが同一の主材から形成され、かつ、これらの間に介在する減衰媒体90がゲル状の半固体状物であるため、ハウジング11とロータ16との間、および、キャップ12とロータ16との間において発現する減衰力の総和に関して、環境の温度変化による変化が小さい。それゆえに、ダンパー10における減衰力の温度変化に対して安定性が高められる。
(1)ハウジング11とキャップ12とが同一の主材から形成され、かつ、これらの間に介在する減衰媒体90がゲル状の半固体状物であるため、ハウジング11とロータ16との間、および、キャップ12とロータ16との間において発現する減衰力の総和に関して、環境の温度変化による変化が小さい。それゆえに、ダンパー10における減衰力の温度変化に対して安定性が高められる。
(2)ハウジング11とロータ16とが同一の主材から形成され、かつ、これらの間に介在する減衰媒体90がゲル状の半固体状物であるため、ハウジング11とロータ16との間において発現する減衰力に関して、環境の温度変化による変化が小さい。それゆえに、ダンパー10における減衰力の温度変化に対して安定性が高められる。
また、キャップ12とロータ16とが同一の主材から形成され、かつ、これらの間に介在する減衰媒体90がゲル状の半固体状物であるため、キャップ12とロータ16との間において発現する減衰力に関して、環境の温度変化による変化が小さい。それゆえに、ダンパー10における減衰力の温度変化に対して安定性が高められる。
(3)環境の温度変化によってクリアランスが小さくなるときには、減衰媒体の粘度が小さくなるように、減衰媒体における粘度の変化と、クリアランスの大きさの変化とを環境の温度ごとに合わせる手間が、ダンパー10の設計に際して省かれる。それゆえに、ハウジング11、キャップ12、ロータ16、および、減衰媒体90に関して、各々の材料選定における容易性が高められる。
(4)ハウジング11とキャップ12とが同一の主材から形成されるため、ハウジング11とキャップ12とが単に異なる材料から形成される構成と比べて、これらの溶着に関して強度の安定性を高められる。
(5)減衰媒体90の原料がハウジング11に注入された後に粘弾性化処理が施されるため、減衰媒体90の原料として粘度が低く、かつ、流動性が高い液状体を選択することも可能である。こうした選択によれば、減衰媒体90の充填されていない空間がトルク発生領域70において発生することが抑えられる。それゆえに、トルク発生領域70に空気が混入することに起因した減衰力のばらつきが抑えられる。
(6)封入部80が屈曲構造を有するため、ハウジング11内の限られたスペースにおいても、封入部80の容積の増大を図ることができる。
(第2実施形態)
図7を参照して、第2実施形態におけるダンパー、および、ダンパーの製造方法を、第1実施形態との相違点を中心に説明する。なお、第2実施形態におけるダンパー、および、ダンパーの製造方法も、その基本的な構成は第1実施形態と同等であるため、第1実施形態と重複した説明は割愛する。
(第2実施形態)
図7を参照して、第2実施形態におけるダンパー、および、ダンパーの製造方法を、第1実施形態との相違点を中心に説明する。なお、第2実施形態におけるダンパー、および、ダンパーの製造方法も、その基本的な構成は第1実施形態と同等であるため、第1実施形態と重複した説明は割愛する。
第2実施形態のダンパー10は、シール部材17,18を割愛し、ハウジング11と軸部40との間、および、キャップ12と軸部40との間に、さらに封入部を備えることにおいて第1実施形態のダンパー10と相違している。以下、ハウジング11とキャップ12との間に設けられる封入部80を、第1封入部80として説明し、ハウジング11と軸部40との間、および、キャップ12と軸部40との間に設けられる封入部を、第2封入部81として説明する。
図7が示すように、ロータ16は、軸部40の外周面から上側ロータ突部41に向かって延びる延出部47を備えている。ダンパー10に形成された第2封入部81は、ハウジング11の段差部23、軸部40の外周面、および、延出部47によって区画されている。また、第2封入部81は、キャップ12の段差部65、軸部40の外周面、および、延出部47によって区画されている。2つの第2封入部81の各々は、トルク発生領域70に対して余剰となる減衰媒体90を空気とともに封入している。
第1実施形態に例示された製造方法によってダンパー10が製造されるとき、ハウジング11に注入される減衰媒体90の原料の注入量は、トルク発生領域70の容積よりも大きく、第1封入部80、および、第2封入部81に封入される分の減衰媒体90の量が加味された量である。そして、減衰媒体90の原料が満たされたハウジング11にキャップ12が装着されるとき、第1封入部80に加えて、第2封入部81にも減衰媒体90の原料が溜められる。次いで、第1封入部80、および、第2封入部81に減衰媒体90の原料が溜められた状態から、上述した粘弾性化処理が行われる。これによって、第2封入部81内においては、減衰媒体90の原料に粘弾性が付与され、キャップ12と軸部40との間、および、ハウジング11と軸部40との間が減衰媒体90によって封止される。
第2封入部81に位置する減衰媒体90には、ロータ16の回転によるせん断が発生しないように、第2封入部81は軸部40の付近に配置されている。このため、第2封入部81に、減衰媒体90とともに空気が封入されていても、その空気は、トルク発生領域70の減衰媒体90に混入し難い。
以上、第2実施形態におけるダンパー、および、ダンパーの製造方法によれば、上記(1)から(6)に準じた効果が得られるとともに、さらに以下の効果も得られる。
(7)ハウジング11と軸部40との接続箇所に第2封入部81が設けられ、この第2封入部81に封入された減衰媒体90がハウジング11と軸部40との間を封止する。それゆえに、ハウジング11と軸部40との間をシールするためのガスケットなどのシール部材を割愛することができる。
(7)ハウジング11と軸部40との接続箇所に第2封入部81が設けられ、この第2封入部81に封入された減衰媒体90がハウジング11と軸部40との間を封止する。それゆえに、ハウジング11と軸部40との間をシールするためのガスケットなどのシール部材を割愛することができる。
(8)キャップ12と軸部40との接続箇所に第2封入部81が設けられ、この第2封入部81に封入された減衰媒体90がキャップ12と軸部40との間を封止する。それゆえに、キャップ12と軸部40との間をシールするためのガスケットなどのシール部材を割愛することができる。
(9)トルク発生領域70に封入された減衰媒体90とは異なり、第2封入部81に封入された減衰媒体90自体に対してせん断が生じ難い程度に、第2封入部81において減衰媒体90は大きな厚さを有している。それゆえに、ハウジング11とロータ16との間に第2封入部81を設ける構成であれ、キャップ12とロータ16との間に第2封入部81を設ける構成であれ、第2封入部81における減衰媒体90の封止性は保たれ、第2封入部81からトルク発生領域70へ空気が混入することを低減できる。
(第3実施形態)
図8を参照して、第3実施形態におけるダンパー、および、ダンパーの製造方法を、第1実施形態との相違点を中心に説明する。なお、第3の実施形態におけるダンパー、および、ダンパーの製造方法も、その基本的な構成は第1実施形態と同等であるため、重複する説明は割愛する。
図8を参照して、第3実施形態におけるダンパー、および、ダンパーの製造方法を、第1実施形態との相違点を中心に説明する。なお、第3の実施形態におけるダンパー、および、ダンパーの製造方法も、その基本的な構成は第1実施形態と同等であるため、重複する説明は割愛する。
図8が示すように、ダンパー10は、ハウジング11Aと、ハウジング11Aに対して回動可能な状態で装着されたキャップ12Aとを備えている。ハウジング11A、および、キャップ12Aは、同一の主材から形成されている。ハウジング11A、および、キャップ12Aを形成する材料は、第1実施形態と同じく、同一の樹脂材料であってもよいし、同一の金属材料であってもよいし、同一の合金材料であってもよい。
ハウジング11Aは、底部を有する円筒状に形成され、その底面の中央部には、有蓋の円筒状を有した突部101が突出している。ハウジング11A内には、ハウジング11Aの底部、突部101の外周面、および、周壁部102の内周面によって、1つの凹部103が区画されている。なお、ハウジング11Aは、突部101と周壁部102との間に、底部から突出する円筒状を有した他の突部を備え、こうした他の突部によって凹部103が複数に区画されていてもよい。
周壁部102の筒端面には、1対の環状突部104,105が形成されている。1対の環状突部104,105のなかで内側に位置する環状突部104と、外側に位置する環状突部105との間には、間隙が形成されている。なお、周壁部102の筒端面は、これらの環状突部104,105の間隙に、他の環状突部を備え、環状突部104,105の間隙が2つ以上に区画されてもよい。
キャップ12Aは、回転軸100を連結する軸連結部107を備えている。キャップ12Aは、円盤状に形成され、キャップ12Aの備える縁部106は、ハウジング11に向けて直角に屈曲している。キャップ12Aの下面には、一対のキャップ突部108,109がハウジング11Aの底面に向けて突出している。
ハウジング11Aの内表面と、キャップ突部108,109の外表面との間の隙間には、トルク発生領域70が区画され、トルク発生領域70には、減衰媒体90が充填されている。キャップ12Aが回転するとき、トルク発生領域70に充填された減衰媒体90はせん断される。
一対の環状突部104,105の間隙は、キャップ12Aの下面によって覆われている。キャップ12の下面のなかでキャップ突部108,109の外側に位置する部分と、環状突部104,105とによって、封入部110が区画され、封入部110にも、減衰媒体90が充填されている。トルク発生領域70の外側に位置する封入部110においては、キャップ12Aが回転するとき、その封入部110に充填された減衰媒体90がせん断されない。
次に、ダンパー10の製造方法について、その組み立ての手順とともに説明する。なお、以下に示すダンパーの製造方法においても、減衰媒体90の原料が液状体である例を示す。
まず、粘弾性化処理が施される前の減衰媒体90の原料が、ハウジング11内に注入される。次いで、減衰媒体90の原料によって満たされたハウジング11に、キャップ12が装着される。このとき、ハウジング11の凹部103に注入された減衰媒体90は、キャップ突部108,109が凹部103に嵌め込まれることによって、凹部103から押し出される。押し出された減衰媒体90の原料は、一対の環状突部104,105の間隙に流れ込む。
キャップ12Aがハウジング11Aに装着されると、トルク発生領域70に対して余剰となる減衰媒体90の原料が、一対の環状突部104,105の間隙に溜められる。この状態から、キャップ12Aの外縁とハウジング11Aの外縁とが熱溶着される。そして、トルク発生領域に対して余剰となる減衰媒体90の原料が封入部110に溜められた状態で、減衰媒体90の原料に対して粘弾性化処理が施される。結果として、トルク発生領域70、および、封入部110に位置する減衰媒体90の原料に粘弾性が付与される。封入部110に溜められた減衰媒体90の原料は、減衰媒体とともに空気を封入しているが、封入部110はトルク発生領域70よりも外側に位置するため、キャップ12Aが回転しても、トルク発生領域70への空気の混入が抑制される。
以上、第3実施形態におけるダンパー、および、ダンパーの製造方法においては、上記(5)に準じた効果が得られるとともに、さらに以下の効果が得られる。
(10)ハウジング11Aとキャップ12Aとが同一の主材から形成され、かつ、これらの間に介在する減衰媒体90がゲル状の半固体状物であるため、ハウジング11とキャップ12Aとの間において発現する減衰力に関して、環境の温度変化による変化が小さい。それゆえに、ダンパー10における減衰力の温度変化に対して安定性が高められる。
(10)ハウジング11Aとキャップ12Aとが同一の主材から形成され、かつ、これらの間に介在する減衰媒体90がゲル状の半固体状物であるため、ハウジング11とキャップ12Aとの間において発現する減衰力に関して、環境の温度変化による変化が小さい。それゆえに、ダンパー10における減衰力の温度変化に対して安定性が高められる。
(他の実施の形態)
なお、上記各実施の形態は、以下のように変更して実施することもできる。
・封入部80は、トルク発生領域70に連通する直線状の流路であってもよい。要は、封入部80は、トルク発生領域70に連通する空間であって、かつ、トルク発生領域70における可動体の移動に伴ってトルク発生領域70内の減衰媒体90が移動しても、封入部80では、減衰媒体90がトルク発生領域70へ出たり、トルク発生領域70から減衰媒体90が入ったりすることが抑えられる空間であればよい。
なお、上記各実施の形態は、以下のように変更して実施することもできる。
・封入部80は、トルク発生領域70に連通する直線状の流路であってもよい。要は、封入部80は、トルク発生領域70に連通する空間であって、かつ、トルク発生領域70における可動体の移動に伴ってトルク発生領域70内の減衰媒体90が移動しても、封入部80では、減衰媒体90がトルク発生領域70へ出たり、トルク発生領域70から減衰媒体90が入ったりすることが抑えられる空間であればよい。
・ロータ16の形状は、キャップ12、および、ハウジング11と嵌合する凹凸構造を有さない構造体、例えば、平板状を有した構造体であってもよい。
・キャップ12は、ハウジング11の開口を塞ぐ構造を有していればよく、ダンパー10においては、キャップ12がハウジング11に内嵌する構成であってもよい。
・キャップ12は、ハウジング11の開口を塞ぐ構造を有していればよく、ダンパー10においては、キャップ12がハウジング11に内嵌する構成であってもよい。
・ダンパー10から封入部80,81,110が割愛されてもよい。こうした構成であっても、上記(1)から(4),(10)に準じた効果を得ることは可能である。
・第1実施形態、および、第2実施形態において、ハウジング11とロータ16とは、互いに異なる材料から形成されてもよい。また、キャップ12とロータ16とは、互いに異なる材料から形成されてもよい。要は、ハウジング、および、キャップが対象物であり、対象物と可動体との間に減衰媒体が充填され、ハウジング11とキャップ12とが同一の主材から形成されていればよい。
・第1実施形態、および、第2実施形態において、ハウジング11とロータ16とは、互いに異なる材料から形成されてもよい。また、キャップ12とロータ16とは、互いに異なる材料から形成されてもよい。要は、ハウジング、および、キャップが対象物であり、対象物と可動体との間に減衰媒体が充填され、ハウジング11とキャップ12とが同一の主材から形成されていればよい。
・第1実施形態、および、第2実施形態において、キャップとハウジングとは、締結部材による締結や圧着を通じて互いに固定されてもよい。
・ダンパーは粘弾性が付与された減衰媒体をせん断しながら回転することにより減衰力を発生させる。このため、シートバックの回動動作に伴う衝撃を緩衝することに足る減衰力を発生させることも可能である。
・ダンパーは粘弾性が付与された減衰媒体をせん断しながら回転することにより減衰力を発生させる。このため、シートバックの回動動作に伴う衝撃を緩衝することに足る減衰力を発生させることも可能である。
図9を参照して、ダンパーのシートへの適用例について説明する。シート用ダンパーであるダンパー10は、背もたれであるシートバック200を、着座面を備えるシートクッション201に対して回動させるための回動機構を構成する。回動機構は、シートバック200をシートクッション201とは反対側へ倒した状態で固定するリクライニング機構か、または、シートバック200を着座面203に接するように折り畳む折り畳み機構である。ダンパー10の取付部13は、シートバック200に設けられた連結部202に対して、ネジなどの締結部材によって締結されている。ダンパー10において軸連結部の一例である軸孔15(図1参照)には、シートバック200を回動可能な状態で支持する回転軸100が貫挿され、回転軸100の先端にはナットなどの締結部205が締結されている。シートバック200が回転軸100を中心にシートクッション201側、または、その反対側に回動するとき、ダンパー10は、回転軸100に減衰力を付与し、シートバック200の回動動作に伴う衝撃を緩衝する。なお、シート、および、その回動機構は、図9に示す構成以外の構成でもよい。
10…ダンパー、11,11A,11B…ハウジング、12,12A…キャップ、16…ロータ、70…トルク発生領域、80…第1封入部、81…第2封入部、90…減衰媒体、110…封入部。
Claims (9)
- 開口が形成されたハウジングと、
前記ハウジングの前記開口を閉塞するキャップと、
前記ハウジングと前記キャップとの間に移動可能に収容された可動体と、
前記ハウジング内における前記可動体の可動領域に充填されたゲル状の減衰媒体とを備え、
前記ハウジング、および、前記キャップが対象物であり、
前記対象物と前記可動体との間に前記減衰媒体が充填され、
前記ハウジングと前記キャップとが同一の主材から形成されている
ダンパー。 - 前記キャップは、前記ハウジングに溶着されている
請求項1に記載のダンパー。 - 前記キャップ、前記ハウジング、および、前記可動体が同一の主材から形成されている
請求項1に記載のダンパー。 - 前記可動体を形成する主材は、前記ハウジング、および、前記キャップを形成する主材と等しい線膨張係数を有する
請求項1から3のいずれか一項に記載のダンパー。 - ハウジングと、
前記ハウジングに対して移動可能な状態で前記ハウジングに組み合わされたキャップと、
前記ハウジングと前記キャップとの間に充填されたゲル状の減衰媒体とを備え、
前記ハウジングと前記キャップとが同一の主材から形成されている
ダンパー。 - 前記減衰媒体は、シリコンゲルであり、
前記同一の主材は、熱可塑性樹脂、熱硬化性樹脂、および、紫外線硬化性樹脂のいずれか1つである
請求項1から5のいずれか一項に記載のダンパー。 - シートバックをシートクッションに対して回動させる機構が回動機構であり、
前記回動機構が備える回転軸に連結される軸連結部をさらに備える
請求項1~6のいずれか一項に記載のダンパー。 - 開口が形成されたハウジング、および、前記ハウジングと同一の主材から形成されて前記開口を閉塞するキャップが対象物であり、可動体を前記ハウジング内に収容し、かつ、減衰媒体の原料を前記対象物と前記可動体との間に充填して、前記ハウジングの前記開口に前記キャップを被せることによって前記開口を閉塞し、前記ハウジングと前記キャップとの間に前記可動体を収容する工程と、
所要時間の放置、および、紫外線の照射の少なくとも一方である粘弾性化処理によって、前記ハウジング内の前記原料に粘弾性を付与して前記減衰媒体を生成する工程とを含む
ダンパーの製造方法。 - ハウジングと同一の主材から形成されたキャップと前記ハウジングとの間に、減衰媒体の原料を充填し、かつ、前記ハウジングに対して移動可能な状態で前記キャップを前記ハウジングに組み合わせる工程と、
所要時間の放置、および、紫外線の照射の少なくとも一方である粘弾性化処理によって、前記ハウジング内の前記原料に粘弾性を付与して前記減衰媒体を生成する工程とを含む
ダンパーの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201580065938.4A CN107002801B (zh) | 2014-12-16 | 2015-12-08 | 阻尼器以及阻尼器的制造方法 |
| US15/535,818 US20170343073A1 (en) | 2014-12-16 | 2015-12-08 | Damper and method for manufacturing damper |
| EP15869839.9A EP3236103B1 (en) | 2014-12-16 | 2015-12-08 | Damper and method for manufacturing damper |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014254104A JP6359441B2 (ja) | 2014-12-16 | 2014-12-16 | ダンパーの製造方法 |
| JP2014-254104 | 2014-12-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016098634A1 true WO2016098634A1 (ja) | 2016-06-23 |
Family
ID=56126526
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/084365 WO2016098634A1 (ja) | 2014-12-16 | 2015-12-08 | ダンパー、および、ダンパーの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20170343073A1 (ja) |
| EP (1) | EP3236103B1 (ja) |
| JP (1) | JP6359441B2 (ja) |
| CN (1) | CN107002801B (ja) |
| WO (1) | WO2016098634A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202200004211A1 (it) * | 2022-03-07 | 2023-09-07 | Cultraro Automazione Eng S R L | Sedile con movimento rallentato |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107419947B (zh) * | 2017-09-15 | 2023-05-23 | 成都市新筑交通科技有限公司 | 一种旋转阻尼器 |
| WO2020241045A1 (ja) * | 2019-05-28 | 2020-12-03 | 株式会社パイオラックス | ダンパー装置 |
| JP7237733B2 (ja) * | 2019-05-30 | 2023-03-13 | 日本電産サンキョー株式会社 | ダンパー部材、リニアアクチュエータ、およびダンパー部材の製造方法 |
| US12110936B2 (en) | 2020-08-18 | 2024-10-08 | Illinois Tool Works Inc. | Silicone free rotational spring hinge dampener |
| JP7546451B2 (ja) | 2020-10-30 | 2024-09-06 | コイト電工株式会社 | 座席装置 |
| WO2023027719A1 (en) * | 2021-08-27 | 2023-03-02 | Illinois Tool Works Inc. | Planetary gear dampener |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0742882U (ja) * | 1993-12-29 | 1995-08-11 | 太郎 川原 | 回転ダンパー |
| JPH08145106A (ja) * | 1994-11-17 | 1996-06-04 | Suzuki Sogyo Co Ltd | 制動装置 |
| JPH08261264A (ja) * | 1995-03-22 | 1996-10-08 | Toto Ltd | ソフト閉止装置 |
| JPH11182606A (ja) * | 1997-12-17 | 1999-07-06 | Watanabe Seisakusho:Kk | 回転ダンパー取付構造 |
| JP2000329183A (ja) * | 1999-04-08 | 2000-11-28 | Illinois Tool Works Inc <Itw> | ヒンジダンパ |
| JP2003269500A (ja) * | 2002-03-13 | 2003-09-25 | Itw Automotive Products Gmbh & Co Kg | 一方向制動装置 |
| JP2006162044A (ja) * | 2004-12-10 | 2006-06-22 | Fuji Latex Kk | 回転ダンパー装置 |
| WO2012039182A1 (ja) * | 2010-09-22 | 2012-03-29 | オイレス工業株式会社 | 回転ダンパ及びこの回転ダンパを具備した車輌用シート |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4565266A (en) * | 1984-04-30 | 1986-01-21 | Nifco Inc. | Oil type damper |
| JPH0137236Y2 (ja) * | 1985-02-08 | 1989-11-10 | ||
| JP2884267B2 (ja) * | 1991-03-11 | 1999-04-19 | 株式会社ニフコ | 回転ダンパー |
| DE19636475B4 (de) * | 1996-09-07 | 2004-03-04 | Itw-Ateco Gmbh | Rotationsdämpfer |
| JP4249808B2 (ja) * | 1997-04-21 | 2009-04-08 | 不二ラテックス株式会社 | ロータリーダンパ及びそれを用いたリクライニング部材 |
| JP4193533B2 (ja) * | 2003-03-18 | 2008-12-10 | セイコーエプソン株式会社 | ダンパー装置、このダンパー装置を用いた機器、およびダンパー装置の製造方法 |
| JP4373756B2 (ja) * | 2003-10-08 | 2009-11-25 | 株式会社ニフコ | 回転ダンパー |
| US7753181B2 (en) * | 2005-01-31 | 2010-07-13 | Illinois Tool Works Inc. | Damper having silicone impregnated and silicone containing components |
| WO2008053570A1 (fr) * | 2006-10-31 | 2008-05-08 | Nifco Inc. | Amortisseur de rotation |
| US20080140106A1 (en) * | 2006-12-12 | 2008-06-12 | Kimberly-Clark Worldwide, Inc. | Enhanced cuff sealing for endotracheal tubes |
| JP5087414B2 (ja) * | 2008-01-22 | 2012-12-05 | 日東電工株式会社 | 光硬化型アクリル系粘弾性体組成物、アクリル系粘弾性体、アクリル系粘弾性体層テープ又はシート、及びそれらの製造方法 |
| JP5613502B2 (ja) * | 2010-05-19 | 2014-10-22 | 株式会社ニフコ | ダンパー |
| JP2012255516A (ja) * | 2011-06-10 | 2012-12-27 | Nifco Inc | 回転ダンパ |
| US8865565B2 (en) * | 2011-08-02 | 2014-10-21 | Kabushiki Kaisha Toshiba | LED having a low defect N-type layer that has grown on a silicon substrate |
| JP6150737B2 (ja) * | 2014-02-03 | 2017-06-21 | 株式会社ニフコ | ダンパー装置 |
| JP6258188B2 (ja) * | 2014-11-27 | 2018-01-10 | 株式会社ニフコ | ダンパー及びダンパーの製造方法 |
-
2014
- 2014-12-16 JP JP2014254104A patent/JP6359441B2/ja active Active
-
2015
- 2015-12-08 CN CN201580065938.4A patent/CN107002801B/zh active Active
- 2015-12-08 US US15/535,818 patent/US20170343073A1/en not_active Abandoned
- 2015-12-08 EP EP15869839.9A patent/EP3236103B1/en active Active
- 2015-12-08 WO PCT/JP2015/084365 patent/WO2016098634A1/ja active Application Filing
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0742882U (ja) * | 1993-12-29 | 1995-08-11 | 太郎 川原 | 回転ダンパー |
| JPH08145106A (ja) * | 1994-11-17 | 1996-06-04 | Suzuki Sogyo Co Ltd | 制動装置 |
| JPH08261264A (ja) * | 1995-03-22 | 1996-10-08 | Toto Ltd | ソフト閉止装置 |
| JPH11182606A (ja) * | 1997-12-17 | 1999-07-06 | Watanabe Seisakusho:Kk | 回転ダンパー取付構造 |
| JP2000329183A (ja) * | 1999-04-08 | 2000-11-28 | Illinois Tool Works Inc <Itw> | ヒンジダンパ |
| JP2003269500A (ja) * | 2002-03-13 | 2003-09-25 | Itw Automotive Products Gmbh & Co Kg | 一方向制動装置 |
| JP2006162044A (ja) * | 2004-12-10 | 2006-06-22 | Fuji Latex Kk | 回転ダンパー装置 |
| WO2012039182A1 (ja) * | 2010-09-22 | 2012-03-29 | オイレス工業株式会社 | 回転ダンパ及びこの回転ダンパを具備した車輌用シート |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3236103A4 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202200004211A1 (it) * | 2022-03-07 | 2023-09-07 | Cultraro Automazione Eng S R L | Sedile con movimento rallentato |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3236103B1 (en) | 2021-06-02 |
| US20170343073A1 (en) | 2017-11-30 |
| EP3236103A4 (en) | 2018-09-05 |
| CN107002801A (zh) | 2017-08-01 |
| JP6359441B2 (ja) | 2018-07-18 |
| CN107002801B (zh) | 2020-09-22 |
| EP3236103A1 (en) | 2017-10-25 |
| JP2016114183A (ja) | 2016-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6359441B2 (ja) | ダンパーの製造方法 | |
| JP6258188B2 (ja) | ダンパー及びダンパーの製造方法 | |
| JP2000329183A (ja) | ヒンジダンパ | |
| WO2010058575A1 (ja) | ロータリダンパ | |
| US20130068048A1 (en) | Device for pressing on a rack | |
| US20070102250A1 (en) | Rotary damper | |
| US7753181B2 (en) | Damper having silicone impregnated and silicone containing components | |
| US7934709B2 (en) | Viscous fluid-sealed damper | |
| JP2014194243A (ja) | バルブ装置 | |
| KR20160040546A (ko) | 통기 구조 및 통기 부재 | |
| WO2017204022A1 (ja) | ロータリダンパ | |
| US20070212162A1 (en) | Shearing-force mechanism with cross-linked thermoplastic | |
| JP4851416B2 (ja) | 積層支持体 | |
| EP1900964A1 (en) | Viscous fluid-sealed damper | |
| US20180328439A1 (en) | Fluid damper device and apparatus with damper | |
| JP2011149476A (ja) | 制振ダンパ | |
| JP2001200881A (ja) | 減衰装置 | |
| JP3758751B2 (ja) | キャンドモータ | |
| CN103502573B (zh) | 用于旋转活塞机的密封元件及具有密封元件的旋转活塞机 | |
| CN106256610A (zh) | 具有整体紧固件的声吸收器 | |
| JP6529423B2 (ja) | 複層ガラス用スペーサーおよび複層ガラス | |
| JP2013108518A (ja) | 防振固定部材 | |
| JP6419956B2 (ja) | 減衰流体装置、システムおよび方法 | |
| JP2009103235A (ja) | ダンパー装置 | |
| JP2017061309A (ja) | 特に自動車フロントガラスワイパー機構のモータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15869839 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15535818 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015869839 Country of ref document: EP |