WO2014027375A1 - 板ガラスの検査ユニット及び製造設備 - Google Patents
板ガラスの検査ユニット及び製造設備 Download PDFInfo
- Publication number
- WO2014027375A1 WO2014027375A1 PCT/JP2012/005145 JP2012005145W WO2014027375A1 WO 2014027375 A1 WO2014027375 A1 WO 2014027375A1 JP 2012005145 W JP2012005145 W JP 2012005145W WO 2014027375 A1 WO2014027375 A1 WO 2014027375A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- plate glass
- inspection device
- inspection
- glass
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/89—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles
- G01N21/892—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles characterised by the flaw, defect or object feature examined
- G01N21/896—Optical defects in or on transparent materials, e.g. distortion, surface flaws in conveyed flat sheet or rod
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N21/958—Inspecting transparent materials or objects, e.g. windscreens
Definitions
- the present invention relates to a plate glass inspection unit that performs plate glass inspection on a production line. Moreover, it is related with the manufacturing equipment of the plate glass containing this test
- Patent Document 1 discloses “Glass Substrate Shape Measuring Device and Measuring Method”
- Patent Document 2 discloses “Foreign Substance Inspection Device and Inspection Method”
- Patent Document 3 discloses.
- “Defect inspection apparatus and method for plate-like transparent body” is disclosed
- Patent Document 4 discloses “end surface inspection method and end surface inspection apparatus for light-transmitting rectangular object”.
- the present invention has been made in view of the above circumstances, and an object thereof is to provide an inspection unit capable of efficiently inspecting a plate glass having a forming direction.
- An inspection unit is an inspection unit that inspects a rectangular plate glass having a forming direction while feeding it downstream, and a parallel edge inspection device that inspects a side extending in the forming direction of the plate glass that passes therethrough.
- a rotating device that rotates the plate glass so that the forming direction is orthogonal to the conveying direction
- an orthogonal edge inspection device that inspects a side that is orthogonal to the forming direction of the passing plate glass
- a surface inspection that inspects the entire surface of the passing plate glass.
- a line inspection device that inspects the surface of the plate glass passing through a line perpendicular to the molding direction, and the parallel edge inspection is provided on one side of the upstream and downstream sides of the rotating device.
- An apparatus is disposed, and the orthogonal edge inspection apparatus, the surface inspection apparatus, and the line inspection apparatus are disposed on the other side.
- the plate glass having the molding direction is likely to have defects such as scratches and striae in the molding direction.
- the surface inspection apparatus and the line inspection apparatus can accurately perform the inspection of the plate glass in the direction orthogonal to the forming direction.
- these both inspection apparatuses are arrange
- the parallel edge inspection device detects defects on both sides extending in the forming direction of the plate glass and calculates a dimension in a direction orthogonal to the forming direction of the plate glass based on the positions of the both sides.
- the orthogonal edge inspection device detects defects on both sides orthogonal to the forming direction of the plate glass and calculates the dimension in the forming direction of the plate glass based on the positions of the both sides.
- the surface of the plate glass and internal defects may be detected, and the line inspection device may be configured to measure the thickness of the plate glass and detect the striae of the plate glass.
- the inspection unit further includes an off-line inspection apparatus, the off-line inspection apparatus including a plate thickness sensor for measuring the plate thickness of the plate glass, a stress measurement sensor for measuring the residual stress of the plate glass, and the plate glass.
- the plate thickness sensor and the stress measurement sensor may both be provided at the drive unit and move at the same time.
- Both plate thickness measurement and stress measurement take a relatively long time if performed accurately, but according to the above configuration, these inspections can be performed simultaneously, so the inspection time is shortened and the accuracy is very high. And it is highly efficient, and quality control of the plate glass becomes easy.
- the manufacturing equipment for plate glass includes the above-described inspection unit, and a cleaning unit that is located on the upstream side of the inspection unit and has a blowout port that blows air to the passing plate glass, It extends in a direction inclined with respect to a direction orthogonal to the conveying direction of the plate glass.
- An inspection unit is an inspection unit that inspects a rectangular plate glass having a forming direction while carrying it in the forming direction and sending it downstream, so that the forming direction is orthogonal to the conveying direction.
- the rotating device that rotates the plate glass the all-edge inspection device that inspects the four sides of the plate glass by stopping feeding, the surface inspection device that inspects the entire surface of the plate glass that passes, and the surface of the plate glass that passes.
- a line inspection device for inspecting a line perpendicular to the forming direction, and the surface inspection device and the line inspection device are arranged downstream of the rotating device.
- an all-edge inspection device is adopted instead of the parallel edge inspection device and the orthogonal edge inspection device, but the surface inspection device and the line inspection device are gathered and arranged on the downstream side of the rotation device. Even in this case, the plate glass can be inspected efficiently.
- An inspection unit is an inspection unit that inspects a rectangular plate glass having a forming direction in a direction orthogonal to the forming direction and sends it downstream, and stops feeding one end.
- An all-edge inspection device that inspects the four sides of the plate glass, a surface inspection device that inspects the entire surface of the plate glass that passes through, a line inspection device that inspects a line perpendicular to the molding direction among the surfaces of the plate glass that passes through, It has.
- the all-edge inspection apparatus detects defects on the four sides of the glass sheet, and measures the dimension in the molding direction of the glass sheet and the dimension in the direction orthogonal to the molding direction based on the position of each side.
- the surface inspection device detects defects on the surface and inside of the plate glass, and the line inspection device measures the thickness of the plate glass and detects striae of the plate glass. May be.
- an inspection unit capable of efficiently inspecting a plate glass having a forming direction can be provided.
- FIG. 1 is a schematic plan view showing the main part of the production facility according to the first embodiment of the present invention.
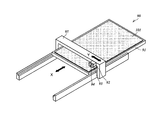
- FIG. 2 is a schematic perspective view of the off-line inspection apparatus shown in FIG.
- FIG. 3 is a schematic plan view showing the main part of the production facility according to the second embodiment of the present invention.
- FIG. 4 is a schematic plan view showing the main part of the production facility according to the third embodiment of the present invention.
- FIG. 5 is a schematic plan view showing the main part of the production facility according to the fourth embodiment of the present invention.
- FIG. 1 is a schematic plan view showing a main part of the manufacturing facility 100 according to the present embodiment.
- the plate glass 101 is conveyed from right to left on the paper surface by a feed roller or the like.
- the plate glass 101 denoted by reference signs A to H in the figure indicates the direction and position of the plate glass 101 over time.
- position A the position of the plate glass 101 denoted by reference numerals A to H in the drawing will be described as “position A”, for example.
- the plate glass 101 of the present embodiment is formed so as to be sent out from a melting furnace (not shown) located on the upstream side of the production line, and has a “forming direction”.
- the plate glass 101 is formed in a rectangular shape (rectangular shape), and the long side and the forming direction are parallel to each other.
- the manufacturing facility 100 includes a cleaning unit 10 and an inspection unit 20.
- the cleaning unit 10 is a unit that cleans the passing glass plate 101.
- the glass sheet 101 is carried into the cleaning unit 10 after being cut into an arbitrary size in a previous process (not shown).
- the cleaning unit 10 removes chips and the like attached when the plate glass 101 is cut, and conveys the plate glass 101 to the inspection unit 20 located on the downstream side.
- the glass plate 101 is carried into the cleaning unit 10 in the molding direction. That is, the plate glass 101 is carried into the cleaning unit 10 such that the long side coincides with the carry-in direction.
- the cleaning unit 10 has an air outlet 11 that blows air to the passing glass plate 101.
- the plate glass 101 passes through the air outlet 11 when moving from the position A to the position B.
- the blower outlet 11 does not extend in a direction orthogonal to the conveyance direction of the plate glass 101 but extends in a direction inclined with respect to a direction orthogonal to the conveyance direction. According to such a configuration, it is possible to prevent air force from being applied to the plate glass 101 at once when the plate glass 101 reaches the air outlet 11, and gently apply air force to the plate glass 101. Therefore, it is possible to prevent fluttering in the vertical direction of the plate glass 101 that may occur when the plate glass 101 passes through the air outlet 11.
- the inspection unit 20 is a unit that inspects the plate glass 101 while conveying it downstream.
- the plate glass 101 is inspected by the inspection unit 20 while moving from the position B to the position H.
- the plate glass 101 is carried into the inspection unit 20 as it is without rotating from the cleaning unit 10 described above. That is, the plate glass 101 is transported to the inspection unit 20 so that the molding direction and the transport direction coincide.
- the inspection unit 20 includes a parallel edge inspection device 30, a rotation device 40, an orthogonal edge inspection device 50, a surface inspection device 60, a line inspection device 70, and a high-speed stress measurement device 80. And an off-line inspection device 90. These apparatuses are arranged on a straight line except for the off-line inspection apparatus 90.
- the parallel edge inspection apparatus 30 is an apparatus for inspecting the presence or absence of defects on the side (long side) extending in the forming direction of the passing plate glass 101.
- the parallel edge inspection device 30 has two CCD cameras 31. Each CCD camera 31 is disposed above the plate glass 101 and at positions corresponding to both long sides of the plate glass 101. When the plate glass 101 is moved from the position B to the position C by the CCD camera 31, the long side of the plate glass 101 is photographed. Then, the parallel edge inspection device 30 determines whether there are any defects (chips, cracks, grinding unevenness, and dirt) on the long side based on the image data obtained by the image capturing by the CCD camera 31.
- the CCD cameras 31 may be simultaneously installed at three locations above, below and on the side of the plate glass 101.
- Rotating device 40 is a device that rotates plate glass 101 horizontally.
- the plate glass 101 is rotated 90 degrees so that the long side is orthogonal to the transport direction. Thereby, the plate glass 101 is conveyed in the direction orthogonal to the forming direction on the downstream side of the rotating device 40.
- the rotating device 40 sucks and lifts the plate glass 101 at the position C by the arm 41 having a suction cup, and lowers it to the position D after rotating it.
- the specific configuration of the rotating device 40 is not limited to this, and may be rotated by any method.
- the arrangement of the devices constituting the inspection unit 20 is as follows. That is, the parallel edge inspection device 30 is arranged on the upstream side of the rotation device 40. Further, an orthogonal edge inspection device 50, a surface inspection device 60, a line inspection device 70, and a high-speed stress measurement device 80 are disposed on the downstream side of the rotating device 40. The position of the high-speed stress measuring device 80 is not particularly limited. Moreover, the orthogonal edge inspection apparatus 50, the surface inspection apparatus 60, and the line inspection apparatus 70 should just be located in the downstream of the rotation apparatus 40, and the position of these three apparatuses may be replaced.
- the orthogonal edge inspection apparatus 50 is an apparatus that inspects the presence or absence of a defect on a side (short side) orthogonal to the forming direction of the plate glass 101 that passes therethrough.
- the orthogonal edge inspection device 50 has two CCD cameras 51.
- the CCD camera 51 is disposed above the plate glass 101 and at a position corresponding to the short side of the plate glass 101.
- the plate glass 101 is moved from the position D to the position E by the CCD camera 51, the short side of the plate glass 101 is photographed. Then, based on the image data obtained by photographing, it is determined whether there is a defect on the short side.
- the CCD cameras 51 may be simultaneously installed at three locations above, below and on the side of the plate glass 101.
- the surface inspection device 60 is a device that inspects the entire surface of the passing glass plate 101.
- the surface inspection apparatus 60 has a plurality of CCD cameras 61.
- the CCD camera 61 is arranged above the plate glass 101 in a direction orthogonal to the transport direction.
- the plate glass 101 is moved from the position E to the position F by these CCD cameras 61, the entire surface of the plate glass 101 is photographed.
- it is determined whether there are any defects (scratches, adhesion of foreign matter) on the surface of the plate glass 101 and internal defects (mixing of bubbles, foreign matter).
- the scratch on the surface of the plate glass 101 is easily formed so as to extend in the molding direction. Therefore, by observing the surface in the direction orthogonal to the molding direction, if there is a scratch, the image data is likely to change, and the scratch is easy to detect. That is, according to such a configuration, the surface inspection accuracy can be improved.
- the on-line inspection apparatus 70 is an apparatus that inspects the surface of the plate glass 101 that passes therethrough on a line orthogonal to the forming direction (moving relatively in a direction orthogonal to the forming direction).
- the line inspection apparatus 70 includes a thickness measurement sensor 71 and a striae inspection sensor 72.
- the thickness measurement sensor 71 observes light that is irradiated from above the plate glass 101 and reflected on the upper and lower surfaces of the plate glass 101.
- the on-line inspection device 70 can measure the thickness of the plate glass 101 at the inspection position based on this observation result.
- the striae inspection sensor 72 observes light that has passed through the plate glass 101.
- the line inspection apparatus 70 can detect the striae in the plate glass 101 based on the observation result. In FIG.
- the thickness of the plate glass 101 is measured and the presence or absence of striae is inspected.
- the plate glass 101 having the forming direction is likely to change in thickness in a direction orthogonal to the forming direction.
- the striae are formed so as to extend in the molding direction. Therefore, the abnormal thickness and striae of the plate glass can be detected with high accuracy by inspecting the thickness and striae while relatively moving in the direction orthogonal to the forming direction as in this embodiment.
- the high-speed stress measuring device 80 is a device that measures the residual stress in the plate glass 101 at high speed.
- the high-speed stress measurement device 80 has a plurality of stress measurement sensors 81.
- the stress measurement sensor 81 is arranged above the plate glass 101 and arranged in a direction orthogonal to the conveyance direction.
- the high-speed stress measuring device 80 has a light emitting unit (not shown) located below the plate glass 101.
- the light emitting unit emits laser light toward the lower surface of the plate glass 101.
- the laser light passes through the plate glass 101 and is received by the stress measurement sensor 81.
- the high-speed stress measuring device 80 calculates the residual stress based on the angle of the laser beam incident on the stress measuring sensor 81.
- the high-speed stress measurement apparatus 80 of the present embodiment a plurality of stress measurement sensors 81 and light emitting units are arranged and the number of measurements is reduced by reducing the number of measurements. High speed is realized.
- the offline inspection apparatus 90 is an apparatus that inspects the plate glass 101 taken out from the production line.
- the plate glass 101 may be taken out automatically or manually.
- the plate glass 101 to be inspected by the off-line inspection apparatus 90 is configured to be taken out from the position G.
- the residual stress generated in the plate glass 101 and the thickness of the plate are measured simultaneously.
- FIG. 2 is a schematic perspective view of the off-line inspection apparatus 90.
- the plate glass 101 is placed on the plate glass 101 for inspection.
- the direction parallel to the long side of the plate glass (upper right and lower left direction in the drawing) is defined as the “X direction”, and the short side of the plate glass 101 is set.
- the parallel direction (upper left and lower right on the page) is defined as the “Y direction”.
- the off-line inspection device 90 includes a table 91, a drive unit 92, a plate thickness sensor 93, and a stress measurement sensor 94.
- the table 91 is a table for placing the plate glass 101 horizontally, and is configured to be slidable in the X direction.
- the table 91 is regularly formed with a plurality of through holes (not shown) penetrating in a direction perpendicular to the surface.
- a light emitting unit (not shown) is disposed below the table 91. When laser light is emitted from the light emitting unit, the laser light is irradiated to the plate glass 101 through the through hole.
- the drive unit 92 is positioned above the table 91 and drives in the Y direction along a rail 95 extending in the Y direction.
- the drive unit 92 is provided with a plate thickness sensor 93 and a stress measurement sensor 94. That is, the plate thickness sensor 93 and the stress measurement sensor 94 are arranged adjacent to each other and are configured to move simultaneously with the drive unit 92 in the Y direction. As the stress measurement sensor 94 moves in the Y direction, the above-described light emitting unit also moves in the Y direction.
- the plate thickness sensor 93 can inspect the warpage of the plate glass 101 and receives light reflected by the plate glass 101. And the curvature of the plate glass 101 is detected based on the angle of the light received by the plate thickness sensor 93. Further, the plate thickness of the plate glass 101 can be calculated from this detection data.
- the stress measurement sensor 94 is basically the same as the stress measurement sensor 81 of the high-speed stress measurement device 80 described above. However, the stress measurement sensor 94 of the off-line inspection apparatus 90 has higher detection accuracy than the stress measurement sensor 81 of the high-speed stress measurement apparatus 80.
- the residual stress is calculated (measured based on the actual plate thickness of the plate glass 101 calculated by the plate thickness sensor 93 as well as the angle of the laser light from the light emitting portion received by the stress measurement sensor 94. )is doing.
- the residual stress is not the same if the plate thickness of the plate glass 101 is different. That is, information on the thickness of the plate glass 101 is necessary for accurate measurement of residual stress.
- an apparatus for measuring the residual stress of the plate glass 101 has been provided independently of an apparatus capable of measuring the plate thickness of the plate glass 101. Therefore, the residual stress is calculated on the assumption that the thickness of the plate glass 101 is constant, and as a result, an error of about 10% has occurred.
- the off-line inspection apparatus 90 of this embodiment includes both the plate thickness sensor 93 and the stress measurement sensor 94, the residual stress can be calculated based on the actual plate thickness of the plate glass 101. As a result, the residual stress can be measured with high accuracy, and quality control is facilitated.
- the off-line inspection apparatus 90 inspects the plate glass 101 as follows. First, the X-direction position of the table 91 is adjusted so that the plate thickness sensor 93 and the stress measurement sensor 94 can measure the vicinity of one short side of the plate glass 101. Next, while the position of the table 91 is fixed, the position of the drive unit 92 is gradually changed in the Y direction from one long side of the plate glass 101 to the other long side, and the plate thickness measurement and stress measurement of the plate glass 101 are performed. Then, when the driving unit 92 reaches the other long side of the plate glass 101, this time, the table 91 is slightly moved in the X direction, and in the same manner, the driving unit from the other long side of the plate glass 101 to one long side.
- Plate thickness measurement and stress measurement are performed while changing the position of 92 little by little. The above operation is repeated, and when the entire glass plate 101 is inspected, the off-line inspection ends.
- the plate thickness measurement and the stress measurement both take a relatively long time if performed accurately, but the off-line inspection apparatus 90 of the present embodiment can perform these inspections at the same time. Very accurate and efficient.
- the inspection unit 20 of the present embodiment includes a surface inspection device 60 and a line inspection device 70 that can detect defects with high accuracy when inspection is performed from a direction orthogonal to the molding direction. And since these apparatuses are collected and arrange
- the inspection unit 20 includes the high-speed stress measuring device 80. However, since the residual stress of the plate glass 101 can also be measured by the offline inspection device 90, the inspection unit 20 does not include the offline inspection device 90. Also good.
- FIG. 3 is a schematic plan view showing a main part of the manufacturing facility 200 according to the present embodiment. If this embodiment and 1st Embodiment are contrasted, the manufacturing equipment 200 which concerns on this embodiment concerns on 1st Embodiment in terms of the carrying-in direction of the plate glass 101, and the arrangement
- the glass plate 101 is carried into the cleaning unit 10 and the inspection unit 20 in a direction orthogonal to the forming direction.
- the arrangement order of the devices constituting the inspection unit 20 is as follows when the rotation device 40 is used as a reference. That is, the orthogonal edge inspection device 50, the surface inspection device 60, and the line inspection device 70 are arranged on the upstream side of the rotating device 40. A parallel edge inspection device 30 and a high-speed stress measurement device 80 are disposed on the downstream side of the rotation device 40.
- the surface inspection device 60, the line inspection device 70, and the like are gathered and arranged upstream of the rotation device 40. Therefore, as in the case of the first embodiment, the plate glass 101 There is no need to repeat the direction change, and high-precision inspection can be performed efficiently.
- FIG. 4 is a schematic plan view showing a main part of the manufacturing facility 300 according to the present embodiment.
- the inspection unit 20 does not include the parallel edge inspection device 30 and the orthogonal edge inspection device 50, and instead, all edge inspection is performed.
- the configuration differs from the manufacturing facility 100 according to the first embodiment in that the device 35 is provided. In other respects, both facilities basically have the same configuration. Therefore, here, the description will focus on the all-edge inspection device 35.
- the all edge inspection device 35 of this embodiment is a device that inspects the four sides of the plate glass 101.
- the all edge inspection device 35 has four CCD cameras 36.
- Each CCD camera 36 is located above the plate glass 101 and is disposed at a position corresponding to each of the four sides of the plate glass 101.
- the plate glass 101 carried into the all edge inspection device 35 is temporarily stopped from being fed, and in this state, each CCD camera 36 moves along the corresponding side. Then, while each CCD camera 36 moves along the corresponding side, the side is photographed. Then, the all edge inspection device 35 determines whether there is a defect on each side based on the image data obtained by photographing with each CCD camera 36.
- the all edge inspection apparatus 35 includes the four CCD cameras 36 has been described.
- a single CCD camera 36 may be provided and moved along all four sides of the plate glass 101.
- the CCD camera 36 may be simultaneously installed at three locations above, below, and side of each side of the plate glass 101.
- the position of the short side and the long side of the plate glass 101 can be measured from the image data, and the long side dimension and the short side dimension of the plate glass 101 can be calculated based on these measurement results.
- the all edge inspection device 35 is disposed on the downstream side of the rotating device 40, but may be disposed on the upstream side of the rotating device 40.
- the all edge inspection device 35 is employed, but the surface inspection device 60 and the line inspection device 70 are gathered downstream of the rotation device 40. Even if it is the case of this embodiment, it can test
- FIG. 5 is a schematic plan view showing a main part of the manufacturing facility 400 according to the present embodiment.
- the inspection unit 20 does not include the parallel edge inspection device 30 and the orthogonal edge inspection device 50, and instead, all edge inspection is performed.
- the configuration is different from that of the manufacturing facility 200 according to the second embodiment in that the device 35 is provided and the rotating device 40 is not provided. In other respects, both facilities basically have the same configuration.
- the all-edge inspection apparatus 35 of the present embodiment is the same as the all-edge inspection apparatus 35 described in the third embodiment.
- the surface inspection device 60 and the on-line inspection device 70 can perform high-precision inspection without rotating the plate glass 101 and changing the direction. Is possible. Therefore, the rotation device 40 can be omitted in the inspection unit 20 of the present embodiment.
- the surface inspection device 60 and the line inspection device 70 are collected and arranged, and the plate glass 101 can be efficiently inspected as in the other embodiments.
- an inspection unit capable of efficiently inspecting a plate glass having a forming direction can be provided. Therefore, this invention is useful in the technical field of the manufacturing equipment of the plate glass containing an inspection unit.
Landscapes
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Pathology (AREA)
- Analytical Chemistry (AREA)
- Immunology (AREA)
- Biochemistry (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Analysing Materials By The Use Of Radiation (AREA)
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IN605KON2015 IN2015KN00605A (https=) | 2012-08-13 | 2012-08-13 | |
| JP2014530390A JP5923172B2 (ja) | 2012-08-13 | 2012-08-13 | 板ガラスの検査ユニット及び製造設備 |
| KR1020157005839A KR101697216B1 (ko) | 2012-08-13 | 2012-08-13 | 판유리의 검사 유닛 및 제조 설비 |
| PCT/JP2012/005145 WO2014027375A1 (ja) | 2012-08-13 | 2012-08-13 | 板ガラスの検査ユニット及び製造設備 |
| TW101142122A TWI486578B (zh) | 2012-08-13 | 2012-11-13 | Plate glass inspection unit and manufacturing equipment |
| CN201320353689.7U CN203396363U (zh) | 2012-08-13 | 2013-06-20 | 板状玻璃的检查单元及制造设备 |
| CN201310245003.7A CN103591897B (zh) | 2012-08-13 | 2013-06-20 | 板状玻璃的检查单元及制造设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2012/005145 WO2014027375A1 (ja) | 2012-08-13 | 2012-08-13 | 板ガラスの検査ユニット及び製造設備 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014027375A1 true WO2014027375A1 (ja) | 2014-02-20 |
Family
ID=49907887
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/005145 Ceased WO2014027375A1 (ja) | 2012-08-13 | 2012-08-13 | 板ガラスの検査ユニット及び製造設備 |
Country Status (6)
| Country | Link |
|---|---|
| JP (1) | JP5923172B2 (https=) |
| KR (1) | KR101697216B1 (https=) |
| CN (2) | CN203396363U (https=) |
| IN (1) | IN2015KN00605A (https=) |
| TW (1) | TWI486578B (https=) |
| WO (1) | WO2014027375A1 (https=) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017032523A (ja) * | 2015-08-06 | 2017-02-09 | 株式会社オハラ | 光学ガラス母材欠陥検査装置及び光学ガラス母材欠陥検査方法 |
| CN109406538A (zh) * | 2018-12-27 | 2019-03-01 | 银河水滴科技(北京)有限公司 | 手机外观检测系统 |
| JPWO2023100892A1 (https=) * | 2021-12-03 | 2023-06-08 | ||
| WO2023100695A1 (ja) * | 2021-12-03 | 2023-06-08 | 日本電気硝子株式会社 | ガラス物品の製造方法 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IN2015KN00605A (https=) * | 2012-08-13 | 2015-07-17 | Kawasaki Heavy Ind Ltd | |
| WO2018158824A1 (ja) * | 2017-02-28 | 2018-09-07 | 東洋ガラス株式会社 | 容器の検査装置及び容器の検査方法 |
| CN109746188A (zh) * | 2017-11-01 | 2019-05-14 | 湖南海擎智能科技有限责任公司 | 流水线玻璃板厚度检测系统 |
| CN108106996B (zh) * | 2017-12-25 | 2024-05-28 | 通彩智能科技集团有限公司 | 一种玻璃检测盛放平台 |
| CN108287167A (zh) * | 2018-01-04 | 2018-07-17 | 芜湖东旭光电科技有限公司 | 液晶玻璃边缘检测方法和装置 |
| CN108716935A (zh) * | 2018-08-27 | 2018-10-30 | 陈富威 | 汽车挡风玻璃检测设备 |
| CN109580659A (zh) * | 2018-10-23 | 2019-04-05 | 彩虹(合肥)液晶玻璃有限公司 | 一种玻璃检测系统及玻璃生产系统 |
| CN112782197A (zh) * | 2021-01-06 | 2021-05-11 | 蚌埠凯盛工程技术有限公司 | 退火窑炸板在线监测装置 |
| CN117553701B (zh) * | 2024-01-12 | 2024-03-22 | 山东晟昌新材料有限公司 | 一种木质板材翘曲的在线检测装置及方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0669824U (ja) * | 1993-03-10 | 1994-09-30 | 株式会社イナックス | 表面凹凸検査装置および表面凹凸検査システム |
| JP2002257756A (ja) * | 2001-03-02 | 2002-09-11 | Nippon Sheet Glass Co Ltd | ガラス製品の製造方法及び製造装置 |
| JP2003098122A (ja) * | 2001-09-21 | 2003-04-03 | Toshiba Ceramics Co Ltd | ガラス基板の外観検査装置 |
| JP2006220540A (ja) * | 2005-02-10 | 2006-08-24 | Central Glass Co Ltd | ガラス板の端面の欠陥検出装置および検出方法 |
| JP2006300663A (ja) * | 2005-04-19 | 2006-11-02 | Asahi Glass Co Ltd | 欠点検出システム |
| JP2007205724A (ja) * | 2006-01-30 | 2007-08-16 | Central Glass Co Ltd | ガラス基板の形状測定装置および測定方法 |
| JP2008076171A (ja) * | 2006-09-20 | 2008-04-03 | Olympus Corp | 基板検査装置 |
| JP2009512839A (ja) * | 2005-10-21 | 2009-03-26 | イスラ ヴィズィオーン アーゲー | ガラス板光学検査システム及び方法 |
| JP2009222428A (ja) * | 2008-03-13 | 2009-10-01 | Avanstrate Inc | ガラス板の厚さ測定装置およびガラス板の厚さ測定方法 |
| JP2010019834A (ja) * | 2008-06-13 | 2010-01-28 | Nippon Electric Glass Co Ltd | 板ガラス欠陥検査装置及びフラットパネルディスプレイ用板ガラスの製造方法 |
| JP2011227049A (ja) * | 2010-03-31 | 2011-11-10 | Asahi Glass Co Ltd | 光透過性矩形板状物の端面検査方法及び端面検査装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI360652B (en) * | 2005-04-06 | 2012-03-21 | Corning Inc | Glass inspection systems and method for using same |
| JP4628964B2 (ja) * | 2005-04-26 | 2011-02-09 | 大日本スクリーン製造株式会社 | 基板処理装置 |
| JP5169194B2 (ja) * | 2006-12-14 | 2013-03-27 | 日本電気硝子株式会社 | 板ガラス欠陥検出装置、板ガラスの製造方法 |
| JP5596925B2 (ja) | 2009-01-20 | 2014-09-24 | 株式会社山梨技術工房 | 異物検査装置及び検査方法 |
| JP2012007993A (ja) | 2010-06-24 | 2012-01-12 | Asahi Glass Co Ltd | 板状透明体の欠陥検査装置及びその方法 |
| CN102445168A (zh) * | 2010-09-30 | 2012-05-09 | 旭硝子株式会社 | 表面形状的检查方法及检查装置 |
| KR101170928B1 (ko) * | 2010-11-05 | 2012-08-03 | (주)미래컴퍼니 | 기판 검사 장치 및 기판 검사 방법 |
| IN2015KN00605A (https=) * | 2012-08-13 | 2015-07-17 | Kawasaki Heavy Ind Ltd |
-
2012
- 2012-08-13 IN IN605KON2015 patent/IN2015KN00605A/en unknown
- 2012-08-13 KR KR1020157005839A patent/KR101697216B1/ko active Active
- 2012-08-13 JP JP2014530390A patent/JP5923172B2/ja active Active
- 2012-08-13 WO PCT/JP2012/005145 patent/WO2014027375A1/ja not_active Ceased
- 2012-11-13 TW TW101142122A patent/TWI486578B/zh not_active IP Right Cessation
-
2013
- 2013-06-20 CN CN201320353689.7U patent/CN203396363U/zh not_active Expired - Lifetime
- 2013-06-20 CN CN201310245003.7A patent/CN103591897B/zh not_active Expired - Fee Related
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0669824U (ja) * | 1993-03-10 | 1994-09-30 | 株式会社イナックス | 表面凹凸検査装置および表面凹凸検査システム |
| JP2002257756A (ja) * | 2001-03-02 | 2002-09-11 | Nippon Sheet Glass Co Ltd | ガラス製品の製造方法及び製造装置 |
| JP2003098122A (ja) * | 2001-09-21 | 2003-04-03 | Toshiba Ceramics Co Ltd | ガラス基板の外観検査装置 |
| JP2006220540A (ja) * | 2005-02-10 | 2006-08-24 | Central Glass Co Ltd | ガラス板の端面の欠陥検出装置および検出方法 |
| JP2006300663A (ja) * | 2005-04-19 | 2006-11-02 | Asahi Glass Co Ltd | 欠点検出システム |
| JP2009512839A (ja) * | 2005-10-21 | 2009-03-26 | イスラ ヴィズィオーン アーゲー | ガラス板光学検査システム及び方法 |
| JP2007205724A (ja) * | 2006-01-30 | 2007-08-16 | Central Glass Co Ltd | ガラス基板の形状測定装置および測定方法 |
| JP2008076171A (ja) * | 2006-09-20 | 2008-04-03 | Olympus Corp | 基板検査装置 |
| JP2009222428A (ja) * | 2008-03-13 | 2009-10-01 | Avanstrate Inc | ガラス板の厚さ測定装置およびガラス板の厚さ測定方法 |
| JP2010019834A (ja) * | 2008-06-13 | 2010-01-28 | Nippon Electric Glass Co Ltd | 板ガラス欠陥検査装置及びフラットパネルディスプレイ用板ガラスの製造方法 |
| JP2011227049A (ja) * | 2010-03-31 | 2011-11-10 | Asahi Glass Co Ltd | 光透過性矩形板状物の端面検査方法及び端面検査装置 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017032523A (ja) * | 2015-08-06 | 2017-02-09 | 株式会社オハラ | 光学ガラス母材欠陥検査装置及び光学ガラス母材欠陥検査方法 |
| CN109406538A (zh) * | 2018-12-27 | 2019-03-01 | 银河水滴科技(北京)有限公司 | 手机外观检测系统 |
| JPWO2023100892A1 (https=) * | 2021-12-03 | 2023-06-08 | ||
| WO2023100695A1 (ja) * | 2021-12-03 | 2023-06-08 | 日本電気硝子株式会社 | ガラス物品の製造方法 |
| WO2023100892A1 (ja) * | 2021-12-03 | 2023-06-08 | 日本電気硝子株式会社 | 透明体の測定方法及び測定機並びにガラス板の製造方法 |
| JP2023082982A (ja) * | 2021-12-03 | 2023-06-15 | 日本電気硝子株式会社 | ガラス物品の製造方法 |
| JP7742039B2 (ja) | 2021-12-03 | 2025-09-19 | 日本電気硝子株式会社 | ガラス物品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103591897A (zh) | 2014-02-19 |
| TW201407152A (zh) | 2014-02-16 |
| KR101697216B1 (ko) | 2017-01-17 |
| IN2015KN00605A (https=) | 2015-07-17 |
| CN103591897B (zh) | 2016-06-29 |
| KR20150038608A (ko) | 2015-04-08 |
| CN203396363U (zh) | 2014-01-15 |
| JPWO2014027375A1 (ja) | 2016-07-25 |
| JP5923172B2 (ja) | 2016-05-24 |
| TWI486578B (zh) | 2015-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5923172B2 (ja) | 板ガラスの検査ユニット及び製造設備 | |
| TWI653450B (zh) | 線性檢查系統 | |
| US20110136265A1 (en) | Method of Manufacturing Thin-Film Solar Panel and Laser Scribing Apparatus | |
| KR101454823B1 (ko) | 외관 검사 장치 | |
| CN104777168B (zh) | 用于检测基板的边缘的设备 | |
| US9322786B2 (en) | Solar cell inspection apparatus and solar cell processing apparatus | |
| JP6033041B2 (ja) | 光学ガラス母材の自動品質検査装置及び光学ガラス母材の自動品質検査方法 | |
| JP2012073036A (ja) | ガラス基板欠陥検査装置及びガラス基板欠陥検査方法 | |
| CN108139336B (zh) | 玻璃板的制造方法 | |
| WO2020105368A1 (ja) | ガラス板の製造方法、及びガラス板の製造装置 | |
| JP5393973B2 (ja) | ロッドレンズアレイ検査装置及び方法 | |
| JP4747602B2 (ja) | ガラス基板検査装置および検査方法 | |
| KR100975645B1 (ko) | 기판 검사 장치 및 이를 이용한 기판 검사 방법 | |
| KR100953203B1 (ko) | 기판 품질 검사장치 | |
| JP2010066241A (ja) | 基板検査装置、及び、基板検査方法 | |
| KR101111065B1 (ko) | 기판검사장치 | |
| WO2022075018A1 (ja) | ガラス板の製造方法 | |
| KR101186272B1 (ko) | 기판검사장치 | |
| CN211042088U (zh) | 玻璃基板的尺寸测量装置 | |
| JP2013098482A (ja) | 基板搬送装置 | |
| KR102284046B1 (ko) | 이미지 트래킹을 이용한 기판 불량 검사 시스템 | |
| TWI503536B (zh) | The method of inspecting the surface state of the flat substrate and the surface condition checking device of the flat substrate | |
| KR20120097053A (ko) | 기판검사장치 | |
| JP2016017784A (ja) | ロッドレンズアレイ検査装置及び方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2014530390 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12891417 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20157005839 Country of ref document: KR Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12891417 Country of ref document: EP Kind code of ref document: A1 |