WO2013046752A1 - 加飾シート及びそれを用いてなる加飾樹脂成形品 - Google Patents
加飾シート及びそれを用いてなる加飾樹脂成形品 Download PDFInfo
- Publication number
- WO2013046752A1 WO2013046752A1 PCT/JP2012/056160 JP2012056160W WO2013046752A1 WO 2013046752 A1 WO2013046752 A1 WO 2013046752A1 JP 2012056160 W JP2012056160 W JP 2012056160W WO 2013046752 A1 WO2013046752 A1 WO 2013046752A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- resin
- meth
- pattern
- decorative sheet
- Prior art date
Links
- 229920005989 resin Polymers 0.000 title claims abstract description 168
- 239000011347 resin Substances 0.000 title claims abstract description 168
- 239000010410 layer Substances 0.000 claims abstract description 296
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 claims abstract description 101
- 239000011241 protective layer Substances 0.000 claims abstract description 94
- 230000005865 ionizing radiation Effects 0.000 claims abstract description 74
- 239000011342 resin composition Substances 0.000 claims abstract description 49
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims abstract description 40
- 229920001296 polysiloxane Polymers 0.000 claims abstract description 36
- 229920000515 polycarbonate Polymers 0.000 claims abstract description 35
- 239000004417 polycarbonate Substances 0.000 claims abstract description 35
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 25
- 239000011230 binding agent Substances 0.000 claims abstract description 21
- 230000003993 interaction Effects 0.000 claims abstract description 21
- 239000002245 particle Substances 0.000 claims description 47
- 239000004925 Acrylic resin Substances 0.000 claims description 27
- 229920000178 Acrylic resin Polymers 0.000 claims description 26
- 229920003002 synthetic resin Polymers 0.000 claims description 22
- 239000000057 synthetic resin Substances 0.000 claims description 22
- 238000004132 cross linking Methods 0.000 claims description 17
- 238000002347 injection Methods 0.000 claims description 14
- 239000007924 injection Substances 0.000 claims description 14
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 claims description 13
- 239000011324 bead Substances 0.000 claims description 11
- 239000000020 Nitrocellulose Substances 0.000 claims description 6
- 229920001220 nitrocellulos Polymers 0.000 claims description 6
- 239000004677 Nylon Substances 0.000 claims description 2
- 229920001778 nylon Polymers 0.000 claims description 2
- 239000002932 luster Substances 0.000 abstract 1
- 238000000576 coating method Methods 0.000 description 51
- -1 acrylic ester Chemical class 0.000 description 48
- 239000011248 coating agent Substances 0.000 description 48
- 238000000034 method Methods 0.000 description 43
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 39
- 238000013461 design Methods 0.000 description 36
- 238000000465 moulding Methods 0.000 description 21
- 229920005862 polyol Polymers 0.000 description 21
- 239000000203 mixture Substances 0.000 description 19
- 239000000377 silicon dioxide Substances 0.000 description 19
- 238000010894 electron beam technology Methods 0.000 description 18
- 238000007639 printing Methods 0.000 description 18
- 238000001746 injection moulding Methods 0.000 description 17
- 239000000126 substance Substances 0.000 description 16
- 230000002087 whitening effect Effects 0.000 description 16
- 150000003077 polyols Chemical class 0.000 description 15
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 13
- 230000008859 change Effects 0.000 description 13
- 239000000463 material Substances 0.000 description 13
- 239000000049 pigment Substances 0.000 description 13
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 12
- 238000007666 vacuum forming Methods 0.000 description 12
- 239000003086 colorant Substances 0.000 description 11
- 230000000052 comparative effect Effects 0.000 description 11
- 238000011156 evaluation Methods 0.000 description 11
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 10
- 229920001577 copolymer Polymers 0.000 description 10
- 238000007646 gravure printing Methods 0.000 description 10
- 150000005846 sugar alcohols Polymers 0.000 description 10
- 239000004606 Fillers/Extenders Substances 0.000 description 9
- 239000004743 Polypropylene Substances 0.000 description 9
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 9
- 238000005336 cracking Methods 0.000 description 9
- 239000000178 monomer Substances 0.000 description 9
- 229920001155 polypropylene Polymers 0.000 description 9
- 238000010521 absorption reaction Methods 0.000 description 8
- 230000001588 bifunctional effect Effects 0.000 description 8
- 229920006026 co-polymeric resin Polymers 0.000 description 8
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical compound OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 description 8
- 230000006870 function Effects 0.000 description 8
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 8
- 239000010954 inorganic particle Substances 0.000 description 8
- 238000005259 measurement Methods 0.000 description 8
- 229920001225 polyester resin Polymers 0.000 description 8
- 239000004645 polyester resin Substances 0.000 description 8
- 239000002023 wood Substances 0.000 description 8
- 230000001133 acceleration Effects 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- 239000012948 isocyanate Substances 0.000 description 7
- 229920000728 polyester Polymers 0.000 description 7
- 230000002441 reversible effect Effects 0.000 description 7
- 238000011282 treatment Methods 0.000 description 7
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 6
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 6
- 239000003431 cross linking reagent Substances 0.000 description 6
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 6
- 150000002513 isocyanates Chemical class 0.000 description 6
- 229920000139 polyethylene terephthalate Polymers 0.000 description 6
- 239000005020 polyethylene terephthalate Substances 0.000 description 6
- 229920005672 polyolefin resin Polymers 0.000 description 6
- 238000012546 transfer Methods 0.000 description 6
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 5
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 5
- 125000000217 alkyl group Chemical group 0.000 description 5
- 150000001875 compounds Chemical class 0.000 description 5
- 125000000524 functional group Chemical group 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 5
- 238000002156 mixing Methods 0.000 description 5
- 229920000642 polymer Polymers 0.000 description 5
- 229910000077 silane Inorganic materials 0.000 description 5
- 239000002904 solvent Substances 0.000 description 5
- 230000000007 visual effect Effects 0.000 description 5
- TXBCBTDQIULDIA-UHFFFAOYSA-N 2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol Chemical compound OCC(CO)(CO)COCC(CO)(CO)CO TXBCBTDQIULDIA-UHFFFAOYSA-N 0.000 description 4
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 4
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 4
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 4
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 4
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- 239000012790 adhesive layer Substances 0.000 description 4
- 150000001336 alkenes Chemical class 0.000 description 4
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 4
- 125000004432 carbon atom Chemical group C* 0.000 description 4
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 238000003851 corona treatment Methods 0.000 description 4
- 230000008878 coupling Effects 0.000 description 4
- 238000010168 coupling process Methods 0.000 description 4
- 238000005859 coupling reaction Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 239000003822 epoxy resin Substances 0.000 description 4
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 4
- 230000003647 oxidation Effects 0.000 description 4
- 238000007254 oxidation reaction Methods 0.000 description 4
- 230000000704 physical effect Effects 0.000 description 4
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 4
- 229920005668 polycarbonate resin Polymers 0.000 description 4
- 239000004431 polycarbonate resin Substances 0.000 description 4
- 229920000647 polyepoxide Polymers 0.000 description 4
- 229920000098 polyolefin Polymers 0.000 description 4
- 238000004381 surface treatment Methods 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004793 Polystyrene Substances 0.000 description 3
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 3
- 238000005034 decoration Methods 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 238000010828 elution Methods 0.000 description 3
- 238000005886 esterification reaction Methods 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 3
- 238000007756 gravure coating Methods 0.000 description 3
- 230000001771 impaired effect Effects 0.000 description 3
- 239000003999 initiator Substances 0.000 description 3
- 239000004611 light stabiliser Substances 0.000 description 3
- 238000006068 polycondensation reaction Methods 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229920002223 polystyrene Polymers 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 230000008961 swelling Effects 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 229920006337 unsaturated polyester resin Polymers 0.000 description 3
- 229920000742 Cotton Polymers 0.000 description 2
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- MZRVEZGGRBJDDB-UHFFFAOYSA-N N-Butyllithium Chemical compound [Li]CCCC MZRVEZGGRBJDDB-UHFFFAOYSA-N 0.000 description 2
- YGYAWVDWMABLBF-UHFFFAOYSA-N Phosgene Chemical compound ClC(Cl)=O YGYAWVDWMABLBF-UHFFFAOYSA-N 0.000 description 2
- 239000005062 Polybutadiene Substances 0.000 description 2
- 239000002202 Polyethylene glycol Substances 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical compound C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 2
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 2
- 150000001298 alcohols Chemical class 0.000 description 2
- 125000001931 aliphatic group Chemical group 0.000 description 2
- 125000002947 alkylene group Chemical group 0.000 description 2
- 229920003180 amino resin Polymers 0.000 description 2
- 229920001400 block copolymer Polymers 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 2
- 150000004650 carbonic acid diesters Chemical class 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000002537 cosmetic Substances 0.000 description 2
- XBDQKXXYIPTUBI-UHFFFAOYSA-N dimethylselenoniopropionate Natural products CCC(O)=O XBDQKXXYIPTUBI-UHFFFAOYSA-N 0.000 description 2
- 150000002009 diols Chemical class 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- 230000001747 exhibiting effect Effects 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 238000009472 formulation Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 229920001519 homopolymer Polymers 0.000 description 2
- 150000002430 hydrocarbons Chemical group 0.000 description 2
- 238000007641 inkjet printing Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 230000000670 limiting effect Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 2
- 239000001095 magnesium carbonate Substances 0.000 description 2
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 2
- 239000004579 marble Substances 0.000 description 2
- 239000006224 matting agent Substances 0.000 description 2
- 238000000691 measurement method Methods 0.000 description 2
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 2
- 229910052753 mercury Inorganic materials 0.000 description 2
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 2
- 238000007645 offset printing Methods 0.000 description 2
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 2
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 229920006122 polyamide resin Polymers 0.000 description 2
- 229920002857 polybutadiene Polymers 0.000 description 2
- 229920005906 polyester polyol Polymers 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- 229920001223 polyethylene glycol Polymers 0.000 description 2
- 229920000193 polymethacrylate Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 238000007763 reverse roll coating Methods 0.000 description 2
- 230000003678 scratch resistant effect Effects 0.000 description 2
- 238000007650 screen-printing Methods 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 235000010215 titanium dioxide Nutrition 0.000 description 2
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 2
- 210000002268 wool Anatomy 0.000 description 2
- DNIAPMSPPWPWGF-VKHMYHEASA-N (+)-propylene glycol Chemical compound C[C@H](O)CO DNIAPMSPPWPWGF-VKHMYHEASA-N 0.000 description 1
- YPFDHNVEDLHUCE-UHFFFAOYSA-N 1,3-propanediol Substances OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- WMYINDVYGQKYMI-UHFFFAOYSA-N 2-[2,2-bis(hydroxymethyl)butoxymethyl]-2-ethylpropane-1,3-diol Chemical compound CCC(CO)(CO)COCC(CC)(CO)CO WMYINDVYGQKYMI-UHFFFAOYSA-N 0.000 description 1
- IAXFZZHBFXRZMT-UHFFFAOYSA-N 2-[3-(2-hydroxyethoxy)phenoxy]ethanol Chemical compound OCCOC1=CC=CC(OCCO)=C1 IAXFZZHBFXRZMT-UHFFFAOYSA-N 0.000 description 1
- WTPYFJNYAMXZJG-UHFFFAOYSA-N 2-[4-(2-hydroxyethoxy)phenoxy]ethanol Chemical compound OCCOC1=CC=C(OCCO)C=C1 WTPYFJNYAMXZJG-UHFFFAOYSA-N 0.000 description 1
- SXFJDZNJHVPHPH-UHFFFAOYSA-N 3-methylpentane-1,5-diol Chemical compound OCCC(C)CCO SXFJDZNJHVPHPH-UHFFFAOYSA-N 0.000 description 1
- WZSFTHVIIGGDOI-UHFFFAOYSA-N 4,5,6,7-tetrachloro-3-[2-methyl-3-[(4,5,6,7-tetrachloro-3-oxoisoindol-1-yl)amino]anilino]isoindol-1-one Chemical compound ClC1=C(Cl)C(Cl)=C(Cl)C2=C1C(NC1=CC=CC(NC=3C4=C(C(=C(Cl)C(Cl)=C4Cl)Cl)C(=O)N=3)=C1C)=NC2=O WZSFTHVIIGGDOI-UHFFFAOYSA-N 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 229930185605 Bisphenol Natural products 0.000 description 1
- 229920002799 BoPET Polymers 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004709 Chlorinated polyethylene Substances 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 1
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 description 1
- OIFBSDVPJOWBCH-UHFFFAOYSA-N Diethyl carbonate Chemical compound CCOC(=O)OCC OIFBSDVPJOWBCH-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 1
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- 239000004594 Masterbatch (MB) Substances 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- MMOXZBCLCQITDF-UHFFFAOYSA-N N,N-diethyl-m-toluamide Chemical compound CCN(CC)C(=O)C1=CC=CC(C)=C1 MMOXZBCLCQITDF-UHFFFAOYSA-N 0.000 description 1
- 206010052143 Ocular discomfort Diseases 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical compound CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 1
- NRCMAYZCPIVABH-UHFFFAOYSA-N Quinacridone Chemical compound N1C2=CC=CC=C2C(=O)C2=C1C=C1C(=O)C3=CC=CC=C3NC1=C2 NRCMAYZCPIVABH-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- 239000007983 Tris buffer Substances 0.000 description 1
- 229910000004 White lead Inorganic materials 0.000 description 1
- YIMQCDZDWXUDCA-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCC(CO)CC1 YIMQCDZDWXUDCA-UHFFFAOYSA-N 0.000 description 1
- 239000011354 acetal resin Substances 0.000 description 1
- 239000003377 acid catalyst Substances 0.000 description 1
- 125000005396 acrylic acid ester group Chemical group 0.000 description 1
- 229920006243 acrylic copolymer Polymers 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 238000010539 anionic addition polymerization reaction Methods 0.000 description 1
- 230000003373 anti-fouling effect Effects 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- GHPGOEFPKIHBNM-UHFFFAOYSA-N antimony(3+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[Sb+3].[Sb+3] GHPGOEFPKIHBNM-UHFFFAOYSA-N 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- IRERQBUNZFJFGC-UHFFFAOYSA-L azure blue Chemical compound [Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[S-]S[S-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-] IRERQBUNZFJFGC-UHFFFAOYSA-L 0.000 description 1
- AYJRCSIUFZENHW-DEQYMQKBSA-L barium(2+);oxomethanediolate Chemical compound [Ba+2].[O-][14C]([O-])=O AYJRCSIUFZENHW-DEQYMQKBSA-L 0.000 description 1
- HIFVAOIJYDXIJG-UHFFFAOYSA-N benzylbenzene;isocyanic acid Chemical class N=C=O.N=C=O.C=1C=CC=CC=1CC1=CC=CC=C1 HIFVAOIJYDXIJG-UHFFFAOYSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- QHIWVLPBUQWDMQ-UHFFFAOYSA-N butyl prop-2-enoate;methyl 2-methylprop-2-enoate;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(=O)C(C)=C.CCCCOC(=O)C=C QHIWVLPBUQWDMQ-UHFFFAOYSA-N 0.000 description 1
- 229910052793 cadmium Inorganic materials 0.000 description 1
- BDOSMKKIYDKNTQ-UHFFFAOYSA-N cadmium atom Chemical compound [Cd] BDOSMKKIYDKNTQ-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 125000005587 carbonate group Chemical group 0.000 description 1
- 150000001768 cations Chemical class 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- PMMYEEVYMWASQN-IMJSIDKUSA-N cis-4-Hydroxy-L-proline Chemical compound O[C@@H]1CN[C@H](C(O)=O)C1 PMMYEEVYMWASQN-IMJSIDKUSA-N 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000007822 coupling agent Substances 0.000 description 1
- 125000004956 cyclohexylene group Chemical group 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000037213 diet Effects 0.000 description 1
- 235000005911 diet Nutrition 0.000 description 1
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 description 1
- ROORDVPLFPIABK-UHFFFAOYSA-N diphenyl carbonate Chemical compound C=1C=CC=CC=1OC(=O)OC1=CC=CC=C1 ROORDVPLFPIABK-UHFFFAOYSA-N 0.000 description 1
- JMPVESVJOFYWTB-UHFFFAOYSA-N dipropan-2-yl carbonate Chemical compound CC(C)OC(=O)OC(C)C JMPVESVJOFYWTB-UHFFFAOYSA-N 0.000 description 1
- SZXQTJUDPRGNJN-UHFFFAOYSA-N dipropylene glycol Chemical compound OCCCOCCCO SZXQTJUDPRGNJN-UHFFFAOYSA-N 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 150000002148 esters Chemical group 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- RIFGWPKJUGCATF-UHFFFAOYSA-N ethyl chloroformate Chemical compound CCOC(Cl)=O RIFGWPKJUGCATF-UHFFFAOYSA-N 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 150000004675 formic acid derivatives Chemical class 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 230000036541 health Effects 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- UCNNJGDEJXIUCC-UHFFFAOYSA-L hydroxy(oxo)iron;iron Chemical compound [Fe].O[Fe]=O.O[Fe]=O UCNNJGDEJXIUCC-UHFFFAOYSA-L 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 238000010102 injection blow moulding Methods 0.000 description 1
- 239000001023 inorganic pigment Substances 0.000 description 1
- 239000000077 insect repellent Substances 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical compound OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- RYZCLUQMCYZBJQ-UHFFFAOYSA-H lead(2+);dicarbonate;dihydroxide Chemical compound [OH-].[OH-].[Pb+2].[Pb+2].[Pb+2].[O-]C([O-])=O.[O-]C([O-])=O RYZCLUQMCYZBJQ-UHFFFAOYSA-H 0.000 description 1
- KBJKWYZQIJZAOZ-UHFFFAOYSA-N lithium;oxidosilane Chemical compound [Li+].[SiH3][O-] KBJKWYZQIJZAOZ-UHFFFAOYSA-N 0.000 description 1
- 239000002075 main ingredient Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910001507 metal halide Inorganic materials 0.000 description 1
- 150000005309 metal halides Chemical class 0.000 description 1
- 125000005641 methacryl group Chemical group 0.000 description 1
- 125000005397 methacrylic acid ester group Chemical group 0.000 description 1
- DCUFMVPCXCSVNP-UHFFFAOYSA-N methacrylic anhydride Chemical compound CC(=C)C(=O)OC(=O)C(C)=C DCUFMVPCXCSVNP-UHFFFAOYSA-N 0.000 description 1
- XMJHPCRAQCTCFT-UHFFFAOYSA-N methyl chloroformate Chemical compound COC(Cl)=O XMJHPCRAQCTCFT-UHFFFAOYSA-N 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 229920003986 novolac Polymers 0.000 description 1
- OEIJHBUUFURJLI-UHFFFAOYSA-N octane-1,8-diol Chemical compound OCCCCCCCCO OEIJHBUUFURJLI-UHFFFAOYSA-N 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- 125000000962 organic group Chemical group 0.000 description 1
- 239000012860 organic pigment Substances 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- AHWALFGBDFAJAI-UHFFFAOYSA-N phenyl carbonochloridate Chemical compound ClC(=O)OC1=CC=CC=C1 AHWALFGBDFAJAI-UHFFFAOYSA-N 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- 125000000843 phenylene group Chemical group C1(=C(C=CC=C1)*)* 0.000 description 1
- IEQIEDJGQAUEQZ-UHFFFAOYSA-N phthalocyanine Chemical compound N1C(N=C2C3=CC=CC=C3C(N=C3C4=CC=CC=C4C(=N4)N3)=N2)=C(C=CC=C2)C2=C1N=C1C2=CC=CC=C2C4=N1 IEQIEDJGQAUEQZ-UHFFFAOYSA-N 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 239000003505 polymerization initiator Substances 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 229920000166 polytrimethylene carbonate Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- ARJOQCYCJMAIFR-UHFFFAOYSA-N prop-2-enoyl prop-2-enoate Chemical compound C=CC(=O)OC(=O)C=C ARJOQCYCJMAIFR-UHFFFAOYSA-N 0.000 description 1
- 235000019260 propionic acid Nutrition 0.000 description 1
- RUOJZAUFBMNUDX-UHFFFAOYSA-N propylene carbonate Chemical compound CC1COC(=O)O1 RUOJZAUFBMNUDX-UHFFFAOYSA-N 0.000 description 1
- 239000007870 radical polymerization initiator Substances 0.000 description 1
- 230000002829 reductive effect Effects 0.000 description 1
- 230000007261 regionalization Effects 0.000 description 1
- 239000011435 rock Substances 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 150000003384 small molecules Chemical class 0.000 description 1
- 239000000600 sorbitol Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920006230 thermoplastic polyester resin Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000013008 thixotropic agent Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical class CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- QXJQHYBHAIHNGG-UHFFFAOYSA-N trimethylolethane Chemical compound OCC(C)(CO)CO QXJQHYBHAIHNGG-UHFFFAOYSA-N 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- PAPBSGBWRJIAAV-UHFFFAOYSA-N ε-Caprolactone Chemical compound O=C1CCCCCO1 PAPBSGBWRJIAAV-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B25/08—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B23/00—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose
- B32B23/04—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose comprising such cellulosic plastic substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B23/08—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose comprising such cellulosic plastic substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B23/00—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose
- B32B23/20—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose comprising esters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/14—Layered products comprising a layer of natural or synthetic rubber comprising synthetic rubber copolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/283—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polysiloxanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
- B44C1/165—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like for decalcomanias; sheet material therefor
- B44C1/17—Dry transfer
- B44C1/1712—Decalcomanias applied under heat and pressure, e.g. provided with a heat activable adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
- B44C1/165—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like for decalcomanias; sheet material therefor
- B44C1/175—Transfer using solvent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44F—SPECIAL DESIGNS OR PICTURES
- B44F1/00—Designs or pictures characterised by special or unusual light effects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44F—SPECIAL DESIGNS OR PICTURES
- B44F9/00—Designs imitating natural patterns
- B44F9/02—Designs imitating natural patterns wood grain effects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2033/00—Use of polymers of unsaturated acids or derivatives thereof as moulding material
- B29K2033/04—Polymers of esters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/02—Synthetic macromolecular particles
- B32B2264/0214—Particles made of materials belonging to B32B27/00
- B32B2264/025—Acrylic resin particles, e.g. polymethyl methacrylate or ethylene-acrylate copolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/02—Synthetic macromolecular particles
- B32B2264/0214—Particles made of materials belonging to B32B27/00
- B32B2264/0264—Polyamide particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/02—Synthetic macromolecular particles
- B32B2264/0214—Particles made of materials belonging to B32B27/00
- B32B2264/0292—Polyurethane particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/408—Matt, dull surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/51—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/584—Scratch resistance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/712—Weather resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/714—Inert, i.e. inert to chemical degradation, corrosion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2451/00—Decorative or ornamental articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/003—Interior finishings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24851—Intermediate layer is discontinuous or differential
- Y10T428/24868—Translucent outer layer
Definitions
- the present invention relates to a decorative sheet and a decorative resin molded product using the decorative sheet, and relates to a decorative sheet having a small change in gloss before and after decorative molding and excellent in scratch resistance, and a decorative resin molded product having the above characteristics. .
- Decorative resin molded products decorated by laminating decorative sheets on the surface of molded products are used in various applications such as vehicle interior parts.
- the decorative sheet is formed into a three-dimensional shape in advance by a vacuum mold, the molded sheet is inserted into an injection mold, and the resin in a fluid state is placed in the mold.
- An injection molding method in which the resin and the molded sheet are integrated by injection, or a decorative sheet inserted into the mold at the time of injection molding is integrated with the molten resin injected and injected into the cavity.
- the injection molding simultaneous decorating method etc. which decorate the surface are mentioned.
- the decorative resin molded product obtained by such a molding method is used in various applications such as vehicle interior parts as described above, the three-dimensional moldability that can sufficiently follow the three-dimensional molding, and the surface is scratch-resistant.
- surface properties such as chemical properties and chemical resistance
- high-quality feeling has been demanded due to the recent trend toward consumer luxury products.
- the addition of texture by imparting matte or unevenness to a resin molded product in accordance with a specific part of the pattern, that is, design is also an important issue.
- a decorative sheet for example, Patent Document 1 using a resin composition containing a predetermined ionizing radiation curable resin and a thermoplastic resin in the surface protective layer, or an ionizing radiation curable resin is used.
- a decorative sheet for example, Patent Document 2 provided with a surface protective layer having a predetermined thickness used is proposed.
- the ionizing radiation curable resin used in the formation of these decorative sheets emphasizes the three-dimensional formability of the decorative sheets, so the surface may not have sufficient scratch resistance, chemical resistance, or design properties. there were.
- the present invention has a small change in gloss before and after decorative molding, has excellent three-dimensional moldability, and has excellent physical properties such as scratch resistance and chemical resistance for decorative resin molded products. It is an object of the present invention to provide a decorative sheet that imparts design properties and a decorative resin molded product using the decorative sheet.
- the present invention provides the following decorative sheet and a decorative resin molded product using the same.
- a second pattern layer partially provided on the base film layer, a region existing on and in contact with the second pattern layer, and a region where the second pattern layer is formed;
- a decorative sheet having a surface protective layer covering the entire surface including a region where the second pattern layer is not formed, wherein the binder resin of the second pattern ink forming the second pattern layer is a thermoplastic resin
- the surface protective layer is obtained by crosslinking and curing an ionizing radiation curable resin composition containing polycarbonate (meth) acrylate and / or acrylic silicone (meth) acrylate as an ionizing radiation curable resin.
- the decorative sheet is characterized in that a low gloss pattern layer having a low gloss region is formed immediately above the second pattern layer by the interaction between the ionizing radiation curable resin and the thermoplastic resin.
- a low gloss pattern layer having a low gloss region is formed immediately above the second pattern layer by the interaction between the ionizing radiation curable resin and the thermoplastic resin.
- a decorative sheet to be applied and a decorative resin molded product using the decorative sheet can be obtained.
- the decorative sheet of the present invention has a second pattern layer partially provided on the base film layer, and is present on and in contact with the second pattern layer, and the second pattern layer is formed.
- a low-gloss pattern layer having a low gloss region is formed immediately above the second pattern layer by the interaction between the ionizing radiation curable resin and the thermoplastic resin. It is intended to.
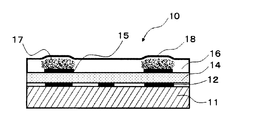
- FIG.1 and FIG.2 is a schematic diagram which shows the cross section of the one aspect
- a first pattern layer 12, a primer layer 14, a second pattern layer 15, and a surface protective layer 16 are sequentially laminated on the base film layer 11.
- a low gloss pattern layer 17 having a low gloss region is provided on the upper portion.
- 2 has a layer structure in which a transparent resin film layer 13 is further provided between the first pattern layer 12 and the primer layer 14 in the decorative sheet 10 shown in FIG. is doing.
- the surface protective layer 16 is formed by crosslinking and curing the above-mentioned ionizing radiation curable resin composition.
- the base film layer 11 is selected in consideration of the three-dimensional moldability and compatibility with the injection resin, and a resin film made of a thermoplastic resin is typically preferably used.
- a resin film made of a thermoplastic resin is typically preferably used.
- the thermoplastic resin generally, acrylonitrile / butadiene / styrene resin (hereinafter referred to as “ABS resin”), acrylonitrile / styrene / acrylic ester resin (hereinafter referred to as “ASA resin”), acrylic resin, polypropylene, polyethylene Polyolefin resins such as polycarbonate resin, vinyl chloride resin, polyethylene terephthalate (PET), etc. are preferably used.
- ABS resin is preferable from the viewpoint of three-dimensional moldability.
- the base film layer 11 can be used as a single layer sheet of these resins, or a multilayer sheet of the same or different resins.
- the base film layer 11 preferably has a flexural modulus of 500 to 4,000 MPa at 25 ° C., more preferably 750 to 3,000 MPa.
- the flexural modulus is a value measured according to JIS K7171. If the flexural modulus is 500 MPa or more, the decorative sheet has sufficient rigidity, and excellent surface characteristics and moldability can be obtained. In addition, when it is 3,000 MPa or less, sufficient tension can be applied in the case of manufacturing by roll-to-roll, and it is difficult for sagging to occur. That is, the pattern register is good.
- the thickness of the base film layer 11 is appropriately selected depending on the application, but is usually about 50 to 1000 ⁇ m, more preferably 100 to 700 ⁇ m, and further preferably 100 to 500 ⁇ m.
- the thickness of the base film layer 11 is within the above range, in addition to excellent surface properties, three-dimensional formability and design properties, printing workability (productivity) is also obtained, which is advantageous from the viewpoint of cost. is there.
- the base film layer 11 can be subjected to physical or chemical surface treatment such as an oxidation method or a concavo-convex method on one side or both sides, if desired, in order to improve the adhesion with the layer provided thereon.
- the oxidation method include corona discharge treatment, chromium oxidation treatment, flame treatment, hot air treatment, ozone / ultraviolet treatment method, and examples of the unevenness method include a sand blast method and a solvent treatment method.
- These surface treatments are appropriately selected depending on the type of substrate, but generally, a corona discharge treatment method is preferably used from the viewpoints of effects and operability.
- the base film layer may be subjected to a treatment such as forming a primer layer, or a coating for adjusting the color or a pattern from a design viewpoint may be formed in advance.
- the base film layer 11 may be colored with a coloring agent or may not be colored from the viewpoint of adjusting the above-described colors or from a design viewpoint, and is colorless and transparent, colored and transparent, and translucent. Any of these embodiments may be used. Although it does not specifically limit as a coloring agent used for a base material, The coloring agent which does not discolor even if it is under high temperature 150 degreeC or more is preferable, and what is necessary is just to use the existing dry color, paste color, a masterbatch resin composition.
- the first pattern layer 12 gives decorativeness to the decorative resin molded product, is a layer provided as desired, and is usually provided on the base film layer 11.
- the first picture layer 12 is formed by various printing methods such as ink, gravure printing, offset printing, silk screen printing, printing by transfer from a transfer sheet, and ink jet printing. Patterns include stone patterns that simulate the surface of rocks such as wood grain patterns, marble patterns (for example, travertine marble patterns), fabric patterns that imitate fabrics and cloth patterns, tiled patterns, brickwork patterns, etc. There are also patterns such as marquetry and patchwork that combine these. These patterns are formed by multicolor printing with the usual yellow, red, blue and black process colors, as well as by multicolor printing with special colors prepared by preparing the individual color plates constituting the pattern. Is done.
- a binder and a colorant such as a pigment and a dye, an extender pigment, a solvent, a stabilizer, a plasticizer, a catalyst, and a curing agent are appropriately mixed.
- the binder is not particularly limited.
- polyurethane resin, vinyl chloride / vinyl acetate copolymer resin, vinyl chloride / vinyl acetate / acrylic copolymer resin, chlorinated polypropylene resin, acrylic resin, polyester resin, polyamide resin, Any one of butyral resin, polystyrene resin, nitrocellulose resin, cellulose acetate resin and the like may be used alone or in combination of two or more.
- Colorants include carbon black (black), iron black, titanium white, antimony white, yellow lead, titanium yellow, petal, cadmium red, ultramarine, cobalt blue and other inorganic pigments, quinacridone red, isoindolinone yellow, phthalocyanine Organic pigments or dyes such as blue, metal pigments made of scaly foil pieces such as aluminum and brass, pearlescent pigments made of scaly foil pieces such as titanium dioxide-coated mica and basic lead carbonate, and the like are used.
- the decorative sheet 10 of the present invention may be provided with a concealing layer (not shown) between the base film layer 11 and the first pattern layer 12 as desired. It is provided for the purpose of preventing the color of the pattern of the decorative sheet 10 from being affected by changes and variations in the color of the surface of the base film layer 11.
- the concealing layer is a normal printing method such as gravure printing, offset printing, silk screen printing, printing from a transfer sheet, inkjet printing, gravure coating, gravure reverse coating, gravure offset coating, spinner coating, roll coating, reverse roll coating. It is formed by the usual coating methods such as.
- the hiding layer is usually formed with an opaque color, and a so-called solid printing layer having a thickness of about 1 to 20 ⁇ m is preferably used.
- the ink composition for forming the concealing layer can be appropriately selected and used from those used for the first pattern layer 12 described above.
- the decorative sheet 10 of the present invention can preferably have a transparent resin film layer 13 from the viewpoint of improving chemical resistance, and the transparent resin film layer 13 includes a base film layer 11, a second pattern layer 15, and the like. Or a layer provided between the first pattern layer 12 and the second pattern layer 15 which are preferably provided if desired, or between the primer layer 14 as shown in FIG.
- the resin film forming the transparent resin film layer 13 is appropriately determined in consideration of transparency, three-dimensional formability, shape stability, chemical resistance, etc., but typically a thermoplastic resin film is preferably used. Is done.
- the thermoplastic resin is generally an acrylic resin, polyolefin resin such as polypropylene or polyethylene, polycarbonate resin, acrylonitrile / butadiene / styrene resin (hereinafter referred to as “ABS resin”), polyethylene terephthalate (PET) or polyethylene naphthalate.
- a polyester resin such as (PEN), a vinyl chloride resin, or the like is used.
- acrylic resins, polyolefin resins, polycarbonate resins, and polyester resins are preferable, acrylic resins and polyester resins are more preferable, and polyester resins are more preferable.
- the transparent resin film layer 13 can be subjected to a physical or chemical surface treatment such as an oxidation method or an unevenness method on one side or both sides as desired in order to improve the adhesion to the layer provided thereon.
- a physical or chemical surface treatment such as an oxidation method or an unevenness method on one side or both sides as desired in order to improve the adhesion to the layer provided thereon.
- These physical or chemical surface treatments are similar to the treatments that can be performed on the base film layer.
- the thickness of the transparent resin film layer 13 is not particularly limited, but is preferably 10 to 200 ⁇ m and more preferably 15 to 150 ⁇ m in consideration of cost, three-dimensional formability, shape stability, and the like.
- the decorative sheet 10 of the present invention is preferably provided with a primer layer 14 between the first pattern layer 12 and the surface protective layer 16 if desired, in order to make it difficult for fine cracks and whitening to occur in the stretched portion of the surface protective layer 16. As shown in FIG. 1, it is preferably provided between the transparent resin film layer 13 and the second picture layer 15 provided as desired.
- the thickness of the primer layer 14 is preferably 0.1 ⁇ m or more. When it is 0.1 ⁇ m or more, it has an effect of preventing the surface protective layer from cracking, breaking, and whitening.
- the thickness of the primer layer 14 is 10 ⁇ m or less, it is preferable that when the primer layer is applied, the coating film is stable in drying and curing, and the three-dimensional formability does not vary. From this viewpoint, the thickness of the primer layer 14 is preferably 1 to 10 ⁇ m.
- the primer layer 14 preferably has a breaking elongation at 120 ° C. measured under the following measurement conditions of 150% or more, and more preferably 200% or more.
- the elongation at break is 150% or more, fine cracks and whitening hardly occur at the stretched portion of the surface protective layer during vacuum forming.
- Measurement conditions for measuring elongation at break According to JIS K 7127: 1999, the primer composition constituting the primer layer was crosslinked and cured (heated at 50 ° C. for 72 hours) to form a film of 25 mm width ⁇ length (distance between chucks) 50 mm ⁇ thickness 40 ⁇ 10 ⁇ m. After leaving the sample in an oven at 120 ° C. and leaving it for 120 seconds, the elongation at break is measured at a tensile rate of 50 mm / min.
- the primer layer 14 is a layer provided between the first pattern layer 12 and the second pattern layer 15 or preferably between the transparent resin film layer 13 and the second pattern layer 15 as described above, As shown in FIG. 1, the second pattern layer 15 and the surface protective layer 16 may be simultaneously touched. Therefore, by the interaction between the binder resin of the second pattern ink and the ionizing radiation curable resin that forms the surface protective layer, a low gloss pattern layer having a low gloss region is formed, and a gloss difference of the pattern is generated.
- the resin that forms the primer layer 14 is a thermoplastic resin that forms the second pattern layer, or a surface protective layer so as not to impair the effect of the design property of the present invention that expresses unevenness and improves the design property. It is preferable to select a material that does not cause interaction with the ionizing radiation curable resin, for example, a thermosetting resin.
- Examples of the primer composition constituting the primer layer 14 include urethane resin, (meth) acrylic resin, (meth) acrylic / urethane copolymer resin, vinyl chloride / vinyl acetate copolymer, polyester resin, butyral resin, What uses chlorinated polypropylene, chlorinated polyethylene, etc. as a binder resin is used preferably, These resin can be used 1 type or in mixture of 2 or more types. Among these, urethane resin, (meth) acrylic resin, and (meth) acrylic / urethane copolymer resin are preferable. Further, from the viewpoint of making the effect of gloss difference expression by the second pattern layer 15 and the surface protective layer 16 described later more remarkable, it is preferable to use a crosslinking agent in the formation of the primer layer 14.
- polyurethane resin polyurethane having a polyol (polyhydric alcohol) as a main ingredient and an isocyanate as a crosslinking agent (curing agent) can be used.
- polyol polyhydric alcohol
- isocyanate as a crosslinking agent
- the polyol one having two or more hydroxyl groups in the molecule, for example, polyester polyol, polyethylene glycol, polypropylene glycol, acrylic polyol, polyether polyol and the like are used.
- isocyanate examples include polyvalent isocyanate having two or more isocyanate groups in the molecule, aromatic isocyanate such as 4,4-diphenylmethane diisocyanate, hexamethylene diisocyanate, isophorone diisocyanate, hydrogenated tolylene diisocyanate, hydrogenated diphenylmethane diisocyanate.
- aromatic isocyanate such as 4,4-diphenylmethane diisocyanate, hexamethylene diisocyanate, isophorone diisocyanate, hydrogenated tolylene diisocyanate, hydrogenated diphenylmethane diisocyanate.
- Aliphatic (or alicyclic) isocyanates such as are used. It is also possible to mix urethane resin and butyral resin.
- acrylic polyol or polyester polyol as a polyol and hexamethylene diisocyanate as a crosslinking material
- acrylic polyol or polyester polyol as a polyol and hexamethylene diisocyanate as a crosslinking material
- a combination of 4,4-diphenylmethane diisocyanate is preferable, and a combination of acrylic polyol and hexamethylene diisocyanate is particularly preferable.
- (Meth) acrylic resins include (meth) acrylic acid ester homopolymers, copolymers of two or more different (meth) acrylic acid ester monomers, or (meth) acrylic acid esters and other monomers. Polymers, specifically, poly (meth) methyl acrylate, poly (meth) ethyl acrylate, poly (meth) acrylate propyl, poly (meth) acrylate butyl, methyl (meth) acrylate / (Meth) butyl acrylate copolymer, (meth) ethyl acrylate / (meth) butyl acrylate copolymer, ethylene / (meth) methyl acrylate copolymer, styrene / (meth) methyl acrylate copolymer A (meth) acrylic resin composed of a homopolymer or a copolymer containing a (meth) acrylic acid ester such as is preferably used.
- (meth) acryl means
- the (meth) acrylic / urethane copolymer resin for example, an acrylic / urethane (polyester urethane) block copolymer resin is preferable.
- the curing agent the above-mentioned various isocyanates are used.
- the acrylic / urethane (polyester urethane) block copolymer resin can be adjusted to an acrylic / urethane ratio (mass ratio) of preferably 9/1 to 1/9, more preferably 8/2 to 2/8. Since it can be used for various decorative sheets, it is particularly preferable as a resin used in the primer composition.
- the primer layer 14 contains an inorganic particle from a viewpoint of producing a gloss difference and improving the designability.
- Preferred inorganic particles include inorganic particles such as silica, alumina, calcium carbonate, magnesium carbonate, calcium sulfate, barium sulfate, and kaolin.
- the average particle size of the inorganic particles is preferably from 0.1 to 5 ⁇ m, more preferably from 1 to 5 ⁇ m, and even more preferably from 2 to 5 ⁇ m, from the viewpoint of improving design properties.
- the content of the inorganic particles is preferably 0.01 to 5 parts by mass, more preferably 0.1 to 1 part by mass with respect to 100 parts by mass of the resin.
- the primer layer 14 is a gravure coat, a gravure reverse coat, a gravure offset coat, a spinner coat, a roll coat, a reverse roll coat, a kiss coat, a wheeler coat, a dip coat, a solid coat with a silk screen, a wire bar coat, It is formed by a normal coating method such as flow coating, comma coating, flow coating, brush coating, spray coating, or the like, or transfer coating.
- the transfer coating method is a method of forming a primer layer 14 or a coating film of an adhesive layer on a thin sheet (film substrate), and thereafter coating the surface of the target layer in the decorative sheet 10.
- the decorative sheet 10 of the present invention is provided with an adhesive layer (not shown) on the back surface (the surface opposite to the surface protective layer 16) of the decorative sheet 10 as desired in order to improve the adhesion to the injection resin. be able to.
- a thermoplastic resin or a curable resin is used for the adhesive layer depending on the injection resin.
- thermoplastic resins include acrylic resins, acrylic-modified polyolefin resins, chlorinated polyolefin resins, vinyl chloride / vinyl acetate copolymers, thermoplastic urethane resins, thermoplastic polyester resins, polyamide resins, rubber resins, etc. Can be used alone or in combination of two or more.
- the thermosetting resin include urethane resin and epoxy resin.
- the decorative sheet 10 of the present invention has a second pattern layer 15 formed of a second pattern ink having a thermoplastic resin as a binder resin.
- the second pattern layer 15 is formed by the interaction between a thermoplastic resin, which is a binder resin of the ink forming the pattern layer 15, and an ionizing radiation curable resin, which forms the surface protection layer 16 described later.
- 16 is a layer for forming a low gloss pattern layer 17 having a low gloss region immediately above the pattern layer 15.
- the second pattern layer 15 is a layer partially provided on the base film layer 11 or on the primer layer 14 as shown in FIG. 1, and the low gloss pattern layer having the low gloss region described above.
- the mechanism of gloss difference generation in the present invention has not yet been fully elucidated, ionizing radiation for forming the surface protective layer 16 on the surface of the second pattern layer 15 based on the results of various experiments, observations and measurements.
- the binder resin and ionizing radiation curable property of the second pattern ink for forming the second pattern layer 15 are selected by appropriately selecting the combination of the materials and the coating conditions.
- the resin partially expresses an interaction such as elution, dispersion, and mixing, it may be referred to as the immediate vicinity or the immediate vicinity including the immediate upper part of the second pattern layer (hereinafter referred to as “the immediate upper part and its vicinity”).
- this low gloss pattern layer expresses low gloss by interaction with the ionizing radiation curable resin composition, and the low gloss pattern layer (pattern ink layer) itself has low gloss. Whether or not it is not related to the appearance of design having low gloss.
- the respective resins in the second pattern ink and the uncured product of the ionizing radiation curable resin composition are in a suspended state without being completely compatible in a short time. It is considered that the portion that is present directly above the second pattern layer 15 and is in a suspended state scatters light to form a low gloss region.
- the ionizing radiation curable resin composition is crosslinked and cured to form a surface protective layer.
- the surface protective layer has a low gloss region having a low gloss region. Since the pattern layer 17 is partially formed, and the optical illusion causes the portion to be visually recognized as a concave portion, and other regions are visually recognized as convex portions. It is presumed that it is visually recognized as an uneven pattern.
- the coating amount of the second pattern layer 15 is relatively increased, the amount of elution of the second pattern layer 15 into the surface protective layer 16 is relatively increased and the suspension is suspended. The degree of state is higher, and the gloss of the low gloss pattern layer 17 is considered to be lower.
- the height of the convex shape in the case where the convex shape is provided is not particularly limited, but is usually preferably in the range of 2 to 3 ⁇ m.
- the second pattern layer may have a pattern or a uniform and uniform pattern, that is, a solid pattern.
- the low gloss region is formed by the interaction between the binder resin of the second pattern ink and the ionizing radiation curable resin.
- the low-gloss pattern layer 17 having a low gloss region formed immediately above the second pattern layer 15 may be formed on the “immediately upper portion” of the second pattern layer 15. It may be formed so as to have a spread in “the vicinity”.
- the low gloss pattern layer 17 having a low gloss region formed in the “vicinity” portion is also formed by the interaction between the binder resin of the second pattern ink and the ionizing radiation curable resin.
- the low gloss pattern layer 17 having a low gloss region includes a thermoplastic resin that is a binder resin of the second pattern ink that forms the second pattern layer 15, and an ionizing radiation curable resin that forms the surface protective layer 16. It is formed by interactions such as partial elution, dispersion, and mixing. Therefore, the second pattern ink forming the second pattern layer 15 is required to be a binder resin having a property capable of exhibiting an interaction with the ionizing radiation curable resin composition forming the surface protective layer 16.
- a binder resin include resins that are usually used without using a crosslinking agent such as isocyanate, preferably thermoplastic resins.
- thermoplastic resins include acrylic resins, polyester resins, unsaturated polyester resins, polyester urethane resins, nitrocellulose resins such as nitrified cotton, thermoplastic urethane resins, and polyvinyl acetal resins such as polyvinyl butyral.
- nitrocellulose resins such as acrylic resin, urethane resin, polyester urethane resin, and nitrified cotton are preferable, and acrylic resin is particularly preferable.
- the weight average molecular weight of the acrylic resin is preferably 10,000 or more, more preferably 50,000 or more, more preferably 100,000 or more, more preferably 150,000 or more, and further preferably 200,000 or more.
- the weight average molecular weight of the acrylic resin is preferably 1,000,000 or less, more preferably 700,000 or less, and further preferably 500,000 or less.
- the weight average molecular weight is 10,000 or more, the thixotropy is lowered, and the unevenness of the low gloss pattern layer is not easily expressed.
- it is 1,000,000 or less, it is preferable that the second pattern ink does not become difficult to form, and that a film is difficult to form during printing and transfer failure does not occur.
- unsaturated polyester resin, acrylic resin, vinyl chloride / vinyl acetate copolymer, etc. to adjust the degree of expression of the low gloss area and the contrast of the gloss difference between the low gloss layer and the surrounding area. Can be mixed.
- the binder resin of the second pattern ink is different from the binder resin of the primer composition and the ink composition forming the first pattern layer 12.
- a crosslinking agent for the primer composition constituting the primer layer 14 is particularly preferable to use a crosslinking agent for the primer composition constituting the primer layer 14 as described above, and to use the above thermoplastic resin for the binder resin of the second pattern ink. Is preferable, and it is preferable not to use a crosslinking agent.
- unsaturated polyester resin, acrylic resin, vinyl chloride / vinyl acetate copolymer, etc. to adjust the degree of expression of the low gloss area and the contrast of the gloss difference between the low gloss area and the surrounding area. Can be mixed.
- the second pattern ink forming the second pattern layer 15 has a colorant and can give a pattern pattern by itself, but the second pattern ink as shown in FIG.
- the second pattern ink composition for forming the second pattern layer 15 is not necessarily a colorant. It is not necessary to add and color.
- the second pattern layer 15 is synchronized with the portion of the pattern to be expressed by the first pattern layer 12 by removing the gloss and visually expressing the concave portion. As a result, a pattern having a visual recess due to a gloss difference is obtained.
- the conduit portion is visually visibly caused by gloss difference by synchronizing the second pattern ink portion of the second pattern layer 15 with the conduit portion of the wood.
- the pattern which became the recessed part is obtained.
- the joint groove is caused by the gloss difference by synchronizing the second pattern ink portion of the second pattern layer 15 with the joint groove portion of the tile. A pattern in which the portion is visually concave is obtained.
- the coating thickness of the second pattern ink forming the second pattern layer 15 is preferably 0.1 to 10 ⁇ m.
- the thickness is 0.1 ⁇ m or more, the interaction between the second pattern ink and the ionizing radiation curable resin composition described above occurs, and a low gloss region is sufficiently obtained, so that a sufficient gloss difference on the decorative sheet surface can be obtained.
- the coating thickness of the second pattern ink is preferably in the range of 0.6 to 7 ⁇ m.
- the gradation pattern in which the gloss difference on the cosmetic material surface changes stepwise, or the gloss difference on the cosmetic material surface is continuous. It can be given freely as a continuous pattern that changes with time.
- the upper part of the second pattern layer 15 (low gloss pattern layer 17) on the outermost surface of the surface protective layer 16 can be raised with the formation of the second pattern layer 15 to form a convex shape 18. Since the surface of the surface protective layer 16 has the convex shape 18 in this manner, light is scattered in this portion, the surface area is increased, and the viewing angle that can recognize low gloss is widened. In cooperation with the effect, a sense of visual unevenness is further emphasized, and a unique design feeling is visually recognized as a concave portion even though it is physically convex.
- the 2nd pattern layer 15 contains extender pigment inorganic particle from a viewpoint of producing a glossiness difference and improving the designability.
- the extender pigment is not particularly limited and includes silica, talc, clay, barium sulfate, barium carbonate, calcium carbonate, magnesium carbonate, etc., but the degree of freedom in material design such as oil absorption, particle size, pore volume, etc.
- Silica is preferable because it is high and has excellent design properties and coating stability as an ink. Silica in a fine powder is particularly preferable.
- the oil absorption amount of the extender pigment (based on JIS K 5101-13-1: 2004) is preferably 150 to 350 ml / 100 g, more preferably 150 to 300 ml / 100 g. If the oil absorption amount of the extender pigment is 150 ml / 100 g or more, the gloss value of the surface protective layer / second pattern layer does not become too high, so that only the surface protective layer part and the surface protective layer / second pattern layer part Since the difference in gloss between the two becomes large, it becomes easy to exhibit high design properties. On the other hand, when the oil absorption of the extender pigment is 350 ml / 100 g or less, the ability to lower the gloss value of the surface protective layer / second picture layer can be effectively utilized. In addition, since the increase in thixotropy is suppressed, the suitability for coating is not impaired, and printing with high design properties is facilitated.
- the content of the extender pigment in the second pattern ink forming the second pattern layer 15 is preferably 0.2 to 1.5 as the extender pigment / resin mass ratio (P / V ratio).
- P / V ratio is 0.2 or more, high designability is easily exhibited.
- the P / V ratio is 1.5 or less, the flexibility of the second pattern ink is not impaired, and the surface protective layer is cracked during molding. It is because it becomes difficult to occur.
- the P / V ratio is preferably 0.2 to 1.2.
- the average particle diameter of silica used as extender pigment in the second picture layer 15 is preferably 0.1 to 7 ⁇ m.
- the thixotropy of the ink does not become extremely high when it is added to the ink, and the viscosity of the ink does not increase too much, so that printing can be controlled easily.
- the preferred thickness of the second pattern layer 15 of the conduit pattern portion is 7 ⁇ m or less, so the average particle diameter of silica is the thickness of the second pattern layer 15. This is because the head of the particles is relatively suppressed and less noticeable if it is below, and the visual discomfort is less likely to occur.
- the surface protective layer 16 is present on and in contact with the second pattern layer 15 described above, and an area where the second pattern layer 15 is formed and an area where the second pattern layer 15 is not formed.
- the surface protective layer 16 imparts excellent surface characteristics to the decorative sheet of the present invention, and at the same time causes the low gloss pattern layer 17 having a low gloss region due to the presence of the second pattern layer 15 described above. Thus, it is a layer that imparts excellent design properties.
- the ionizing radiation curable resin composition refers to a composition containing an ionizing radiation curable resin.
- An ionizing radiation curable resin refers to a resin that crosslinks and cures when irradiated with ionizing radiation.
- ionizing radiation means an electromagnetic wave or charged particle beam having an energy quantum capable of polymerizing or cross-linking molecules, and usually ultraviolet (UV) or electron beam (EB) is used. It also includes electromagnetic waves such as rays and ⁇ rays, and charged particle rays such as ⁇ rays and ion rays.
- polycarbonate (meth) acrylate and / or acrylic silicone (meth) acrylate is used as the ionizing radiation curable resin.
- (meth) acrylate means “acrylate or methacrylate”, and other similar things have the same meaning.
- the polycarbonate (meth) acrylate used in the present invention is not particularly limited as long as it has a carbonate bond in the polymer main chain and (meth) acrylate in the terminal or side chain.
- this (meth) acrylate preferably has two or more functional groups from the viewpoint of crosslinking and curing.
- This polycarbonate (meth) acrylate is obtained, for example, by converting part or all of the hydroxyl groups of polycarbonate polyol into (meth) acrylate (acrylic acid ester or methacrylic acid ester).
- This esterification reaction can be performed by a normal esterification reaction.
- 1) a method of condensing polycarbonate polyol and acrylic acid halide or methacrylic acid halide in the presence of a base 2) a method of condensing polycarbonate polyol and acrylic acid anhydride or methacrylic acid anhydride in the presence of a catalyst, Or 3) the method of condensing polycarbonate polyol and acrylic acid or methacrylic acid in the presence of an acid catalyst.
- the above polycarbonate polyol is a polymer having a carbonate bond in the polymer main chain and having 2 or more, preferably 2 to 50, more preferably 3 to 50 hydroxyl groups in the terminal or side chain.
- a typical method for producing this polycarbonate polyol is a method by a polycondensation reaction from a diol compound (A), a trihydric or higher polyhydric alcohol (B), and a compound (C) to be a carbonyl component.
- the diol compound (A) used as a raw material is represented by the general formula HO—R 1 —OH.
- R 1 is a divalent hydrocarbon group having 2 to 20 carbon atoms, and the group may contain an ether bond.
- diol compound examples include ethylene glycol, 1,2-propylene glycol, diethylene glycol, dipropylene glycol, triethylene glycol, polyethylene glycol, neopentyl glycol, 1,3-propanediol, 1,4-butanediol, , 5-pentanediol, 3-methyl-1,5-pentanediol, 1,6-hexanediol, 1,8-octanediol, 1,3-bis (2-hydroxyethoxy) benzene, 1,4-bis (2 -Hydroxyethoxy) benzene, neopentyl glycol, 1,4-cyclohexanediol, 1,4-cyclohexanedimethanol and the like. These diols may be used alone or in admixture of two or more.
- examples of the trihydric or higher polyhydric alcohol (B) include alcohols such as trimethylolpurpan, trimethylolethane, pentaerythritol, ditrimethylolpropane, dipentaerythritol, glycerin, sorbitol. Further, alcohols having a hydroxyl group obtained by adding 1 to 5 equivalents of ethylene oxide, propylene oxide, or other alkylene oxide to the hydroxyl group of these polyhydric alcohols may be used. These polyhydric alcohols may be used alone or in combination of two or more.
- the compound (C) serving as the carbonyl component is any compound selected from carbonic acid diester, phosgene, and equivalents thereof. Specific examples thereof include carbonic acid diesters such as dimethyl carbonate, diethyl carbonate, diisopropyl carbonate, diphenyl carbonate, ethylene carbonate and propylene carbonate, phosgene, and halogenated formates such as methyl chloroformate, ethyl chloroformate and phenyl chloroformate. Etc. These may be used alone or in admixture of two or more.
- the polycarbonate polyol is synthesized by subjecting the above-described diol compound (A), a trihydric or higher polyhydric alcohol (B), and a compound (C) to be a carbonyl component to a polycondensation reaction under general conditions.
- the charged molar ratio of the diol compound (A) to the polyhydric alcohol (B) is preferably in the range of 50:50 to 99: 1, and the diol compound (C) as the carbonyl component
- the charged molar ratio of A) to the polyhydric alcohol (B) is preferably 0.2 to 2 equivalents relative to the hydroxyl groups of the diol compound and polyhydric alcohol.
- the number of equivalents (eq./mol) of hydroxyl groups present in the polycarbonate polyol after the polycondensation reaction at the above charge ratio is 3 or more on average in one molecule, preferably 3 to 50, more preferably 3 to 20. Within this range, a necessary amount of (meth) acrylate groups are formed by the esterification reaction described later, and moderate flexibility is imparted to the polycarbonate (meth) acrylate resin.
- the terminal functional group of this polycarbonate polyol is usually an OH group, but a part thereof may be a carbonate group.
- the method for producing the polycarbonate polyol described above is described, for example, in JP-A No. 64-1726.
- the polycarbonate polyol can also be produced by an ester exchange reaction between a polycarbonate diol and a trihydric or higher polyhydric alcohol as described in JP-A-3-181517.
- the molecular weight of the polycarbonate (meth) acrylate used in the present invention is preferably 500 or more, more preferably 1,000 or more, as measured by GPC analysis and converted to standard polystyrene. More preferably, it exceeds 2,000.
- the upper limit of the weight average molecular weight of the polycarbonate (meth) acrylate is not particularly limited, but is preferably 100,000 or less and more preferably 50,000 or less from the viewpoint of controlling the viscosity not to be too high. From the viewpoint of achieving both scratch resistance and three-dimensional formability, it is more preferably more than 2,000 and not more than 50,000, and particularly preferably 5,000 to 20,000.
- the acrylic silicone (meth) acrylate used in the present invention is not particularly limited, and a part of the structure of the acrylic resin is substituted with a siloxane bond (Si—O) in one molecule, and the acrylic resin is a functional group. As long as it has two or more (meth) acryloyloxy groups (acryloyloxy group or methacryloyloxy group) at the side chain and / or main chain terminal of the.
- the acrylic silicone (meth) acrylate for example, a structure of an acrylic resin having a siloxane bond in a side chain as disclosed in JP-A-2007-070544 is preferable.
- the acrylic silicone (meth) acrylate used in the present invention can be synthesized, for example, by radical copolymerizing a silicone macromonomer with a (meth) acrylate monomer in the presence of a radical polymerization initiator.
- examples of the (meth) acrylate monomer include methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, butyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, glycidyl (meth) acrylate, and the like. These (meth) acrylate monomers are used alone or in combination of two.
- the silicone macromonomer is synthesized, for example, by living anion polymerization of hexaalkylcyclotrisiloxane using n-butyllithium or lithium silanolate as a polymerization initiator and capping with a radically polymerizable unsaturated group-containing silane.
- a compound represented by the following formula (1) is preferably used as the silicone macromonomer.
- R 1 represents an alkyl group having 1 to 4 carbon atoms, preferably a methyl group or an n-butyl group.
- R 2 represents a monovalent organic group, —CH ⁇ CH 2 , —C 6 H 4 —CH ⁇ CH 2 , — (CH 2 ) 3 O (CO) CH ⁇ CH 2 or — (CH 2 ) 3 O (CO) C (CH 3 ) ⁇ CH 2 is preferred.
- R 3 may be the same or different and each represents a hydrocarbon group having 1 to 6 carbon atoms, preferably an alkyl group having 1 to 4 carbon atoms or a phenyl group, and more preferably a methyl group.
- the numerical value of n is not particularly limited.
- the number average molecular weight of the silicone macromonomer is preferably 1,000 to 30,000, more preferably 1,000 to 20,000.
- the acrylic silicone (meth) acrylate obtained by using the above-mentioned raw materials has structural units represented by the following formulas (2), (3) and (4), for example.
- R 1 and R 3 have the same meanings as in formula (1)
- R 4 represents a hydrogen atom or a methyl group
- R 5 represents the (meth) acrylate.
- R 6 is an organic compound having a (meth) acryloyloxy group. Indicates a group.
- the above-mentioned acrylic silicone (meth) acrylates are used alone or in combination of two.
- the molecular weight of the acrylic silicone (meth) acrylate is preferably 1,000 or more, more preferably 2,000 or more, as measured by GPC analysis and converted to standard polystyrene. .
- the upper limit of the weight average molecular weight of the acrylic silicone (meth) acrylate is not particularly limited, but is preferably 150,000 or less and more preferably 100,000 or less from the viewpoint of controlling the viscosity not to be too high. From the viewpoint of establishing three-dimensional formability, chemical resistance, and scratch resistance, it is preferably 1,000 to 150,000, and particularly preferably 2,000 to 100,000.
- the average molecular weight between crosslinking points of acrylic silicone (meth) acrylate is preferably 100 to 2,500. If the average molecular weight between crosslinking points is 100 or more, it is preferable from the viewpoint of three-dimensional formability, and if it is 2,500 or less, it is preferable from the viewpoint of chemical resistance and scratch resistance. From the same viewpoint, the average molecular weight between crosslinking points of the acrylic silicone (meth) acrylate is more preferably 100 to 1,500, still more preferably 100 to 1,000.
- polycarbonate (meth) acrylate and acrylic silicone (meth) acrylate may be used alone or in combination.
- the ionizing radiation curable resin composition used in the present invention may contain a polyfunctional (meth) acrylate.
- the polyfunctional (meth) acrylate is not particularly limited as long as it is a bifunctional or higher (meth) acrylate.
- trifunctional or higher functional (meth) acrylates are preferred from the viewpoint of curability.
- bifunctional means having two (meth) acryloyl groups which are ethylenically unsaturated bonds in a molecule
- the polyfunctional (meth) acrylate may be either an oligomer or a monomer, but a polyfunctional (meth) acrylate oligomer is preferable from the viewpoint of improving three-dimensional moldability.
- polyfunctional (meth) acrylate oligomer examples include epoxy (meth) acrylate, urethane (meth) acrylate, polyester (meth) acrylate, and polyether (meth) acrylate.
- polyfunctional (meth) acrylate oligomers include polybutadiene (meth) acrylate oligomers with high hydrophobicity that have (meth) acrylate groups in the side chain of polybutadiene oligomers, and silicones that have polysiloxane bonds in the main chain (meta ) Acrylate oligomers, aminoplast resin (meth) acrylate oligomers obtained by modifying aminoplast resins having many reactive groups in small molecules.
- an oligomer having a cation polymerizable functional group in a molecule such as a novolak type epoxy resin, a bisphenol type epoxy resin, an aliphatic vinyl ether, or an aromatic vinyl ether may be used.
- the weight average molecular weight of these oligomers is preferably 1,000 to 20,000, and more preferably 1,000 to 10,000.
- polyfunctional (meth) acrylate monomer examples include trimethylolpropane tri (meth) acrylate, ethylene oxide-modified trimethylolpropane tri (meth) acrylate, dipentaerythritol tri (meth) acrylate, and propionic acid-modified dipentaerythritol.
- These polyfunctional (meth) acrylates may be used singly or in combination of two or more.
- the content of the polyfunctional (meth) acrylate is such that the mass ratio of polycarbonate (meth) acrylate or acrylic silicone (meth) acrylate to the polyfunctional (meth) acrylate is 98: 2 to 60:40. It is preferable. When the mass ratio is smaller than 98: 2 (that is, when the amount of polycarbonate (meth) acrylate or acrylic silicone (meth) acrylate is 98% by mass or less), the scratch resistance is not lowered.
- the mass ratio of polycarbonate (meth) acrylate or acrylic silicone (meth) acrylate and polyfunctional (meth) acrylate is larger than 60:40 (that is, the amount of polycarbonate (meth) acrylate or acrylic silicone (meth) acrylate) 3), the three-dimensional formability does not deteriorate.
- the mass ratio of polycarbonate (meth) acrylate or acrylic silicone (meth) acrylate and polyfunctional (meth) acrylate is 95: 5 to 65:35, more preferably 90:10 to 65:35.
- a monofunctional (meth) acrylate can be appropriately used in combination with the polyfunctional (meth) acrylate and the like within a range that does not impair the object of the present invention, for the purpose of reducing the viscosity.
- These monofunctional (meth) acrylates may be used alone or in combination of two or more.
- an ultraviolet curable resin composition When an ultraviolet curable resin composition is used as the ionizing radiation curable resin composition, it is desirable to add about 0.1 to 5 parts by mass of a photopolymerization initiator with respect to 100 parts by mass of the ultraviolet curable resin. .
- the initiator for photopolymerization can be appropriately selected from those conventionally used and is not particularly limited.
- an electron beam curable resin composition as the ionizing radiation curable resin composition. This is because the electron beam curable resin composition can be made solvent-free, is more preferable from the viewpoint of environment and health, and does not require a photopolymerization initiator, and can provide stable curing characteristics.
- additives can be mix
- the additives include weather resistance improvers such as ultraviolet absorbers and light stabilizers, wear resistance improvers, polymerization inhibitors, crosslinking agents, infrared absorbers, antistatic agents, adhesion improvers, and leveling agents. , Thixotropic agent, coupling agent, plasticizer, antifoaming agent, filler, solvent, colorant, matting agent and the like. These additives can be appropriately selected from those commonly used.
- the ultraviolet absorber or light stabilizer a reactive ultraviolet absorber or light stabilizer having a polymerizable group such as a (meth) acryloyl group in the molecule can be used. Moreover, it can also be copolymerized and used to such an extent that the performance (scratch resistance and three-dimensional moldability) as a surface protective layer of the polymer of this invention is not impaired.
- Formation of the surface protective layer 16 can be obtained by preparing a coating liquid containing the above-mentioned ionizing radiation curable resin composition, applying it, and crosslinking and curing it.
- the viscosity of a coating liquid should just be a viscosity which can form a non-hardened resin layer on the surface of a base material by the below-mentioned coating system, and there is no restriction
- the prepared coating solution is cured on the base film layer 11, the first pattern layer 12, the transparent resin film layer 13 or the primer layer 14 on which the second pattern layer 15 is formed.
- the uncured resin layer is formed by coating by a known method such as gravure coating, bar coating, roll coating, reverse roll coating, or comma coating, preferably gravure coating, so that the thickness becomes 1 to 1000 ⁇ m.
- the surface-protecting layer 16 is formed by irradiating the thus formed uncured resin layer with ionizing radiation such as an electron beam and ultraviolet rays to cure the uncured resin layer.
- ionizing radiation such as an electron beam and ultraviolet rays
- the acceleration voltage can be appropriately selected according to the resin to be used and the thickness of the layer, but the uncured resin layer is usually cured at an acceleration voltage of about 70 to 300 kV. preferable.
- the transmission capability increases as the acceleration voltage increases.
- the irradiation dose is preferably such that the crosslink density of the resin layer is saturated, and is usually selected in the range of 5 to 300 kGy (0.5 to 30 Mrad), preferably 10 to 50 kGy (1 to 5 Mrad).
- the electron beam source is not particularly limited.
- various electron beam accelerators such as a cockroft Walton type, a bandegraft type, a resonant transformer type, an insulated core transformer type, a linear type, a dynamitron type, and a high frequency type. Can be used.
- ultraviolet rays When ultraviolet rays are used as ionizing radiation, those containing ultraviolet rays having a wavelength of 190 to 380 nm are emitted.
- an ultraviolet-ray source For example, a high pressure mercury lamp, a low pressure mercury lamp, a metal halide lamp, a carbon arc lamp, etc. are used.
- the cured resin layer thus formed has various functions by adding various additives, for example, high hardness and scratch resistance, so-called hard coat function, anti-fogging coating function, anti-fouling coating.
- hard coat function for example, high hardness and scratch resistance
- anti-fogging coating function for example, anti-fouling coating.
- anti-fogging coating function for example, anti-fouling coating.
- anti-fogging coating function anti-fouling coating.
- a function, an antiglare coating function, an antireflection coating function, an ultraviolet shielding coating function, an infrared shielding coating function, and the like can also be imparted.
- the thickness of the surface protective layer 16 after curing is preferably 1 to 1000 ⁇ m. If the thickness of the surface protective layer 16 after curing is 1 ⁇ m or more, sufficient physical properties as a protective layer such as scratch resistance and weather resistance can be obtained. On the other hand, if the thickness of the surface protective layer 16 after curing is 1000 ⁇ m or less, it is easy to uniformly apply ionizing radiation, it is easy to obtain uniform curing, and this is economically advantageous. Further, by setting the thickness of the surface protective layer 16 after curing to more preferably 1 to 50 ⁇ m, and more preferably 1 to 30 ⁇ m, the three-dimensional formability is improved, and a complicated three-dimensional shape such as automobile interior use is obtained. High followability can be obtained.
- the decorative sheet of the present invention even if a hard ionizing radiation curable resin is blended, excellent three-dimensional formability can be expressed, and the coating film is hardened without impairing the three-dimensional formability. Therefore, it is possible to provide excellent scratch resistance that is preferable in terms of processing and practical use. Since the decorative sheet of the present invention can provide a sufficiently high three-dimensional formability even if the surface protective layer 16 is thicker than the conventional one, a high film thickness is particularly required for the surface protective layer. It is also useful as a decorative sheet for a member such as a vehicle exterior part.
- the surface protective layer 26 may be made of a cured product of an ionizing radiation curable resin composition containing synthetic resin particles 27 and an ionizing radiation curable resin.
- the synthetic resin particles 27 are blended as a matting agent to the surface protective layer 26 obtained by curing the ionizing radiation curable resin composition, the resilience of the synthetic resin particles makes it scratch resistant. And the gloss change by the heat pressure before and after injection molding can be suppressed.
- FIG. 3 shows a state before the surface protective layer and the second pattern layer interact to develop a low gloss region, that is, before the low gloss pattern layer (pattern ink layer) is formed. .
- Examples of the synthetic resin particles 27 include urethane beads, silicone beads, nylon beads, and acrylic beads. Among these, urethane beads and silicone beads are more preferable, and urethane beads are more preferable. These synthetic resin particles may be used alone or in combination of two or more.
- the particle diameter of the synthetic resin particles used in the present invention is preferably from 1 to 25 ⁇ m, more preferably from 1 to 10 ⁇ m, and even more preferably from 1 to 5 ⁇ m, from the viewpoint of effectively improving the design by matting.
- the particle diameter in the present invention is determined by using a Shimadzu laser diffraction particle size distribution analyzer SALD-2100-WJA1 and using compressed air to inject the powder to be measured from a nozzle and dispersing it in the air. This refers to the measurement by the jet type dry measurement method.
- the specific gravity of the synthetic resin particles is preferably 0.7 to 1.5 g / cm 3 from the viewpoint of allowing the synthetic resin particles to be present on the surface layer of the surface protective layer and ensuring sufficient elasticity, and 0.8 Is more preferably from 1.2 to 1.2 g / cm 3 , and even more preferably from 0.85 to 1.15 g / cm 3 .
- the blending amount of such synthetic resin particles is 1 to 50 parts by mass with respect to 100 parts by mass of the ionizing radiation curable resin from the viewpoint of effectively matting and improving the three-dimensional moldability and design. It is preferably 5 to 45 parts by mass, more preferably 5 to 40 parts by mass.
- the synthetic resin particles may partly protrude from the surface of the surface protective layer, or may be embedded in the surface protective layer. However, when some of the particles protrude from the surface protective layer, the matte effect is improved.
- the low gloss pattern layer 17 having a low gloss region is partially eluted with a thermoplastic resin that is a binder resin of the ink that forms the second pattern layer 15 and an ionizing radiation curable resin that forms the surface protective layer 16. It is formed by an interaction such as dispersion and mixing, and is a layer formed immediately above the second pattern layer 15 in the surface protective layer 16.
- the decorative sheet of the present invention has a low gloss due to the presence of the low gloss pattern layer 17 formed immediately above the second pattern layer 15 and a difference in gloss from the portion where the low gloss pattern layer 17 does not exist. A portion where the pattern layer 17 exists is visually recognized as a concave portion, and expresses a feeling of unevenness.
- the decorative sheet of the present invention includes an area where the second pattern layer 15 is formed, a surface protective layer 16 covering the area (hereinafter referred to as “second pattern layer forming area / surface protective layer”), and a second pattern.
- second pattern layer forming area / surface protective layer By having a gloss difference between the region where the layer 15 is not formed and the surface protective layer 16 covering the region (hereinafter referred to as “second pattern layer non-formation region / surface protective layer”), that is, a difference in glossiness, An uneven feeling can be obtained, and an excellent design property is obtained.
- a decorative sheet with good design characteristics is manufactured by utilizing various differences in glossiness.
- the design pattern formation area / surface protection is not limited as follows.
- the glossiness (gross value) of the layer is 20 or less, it is preferable in terms of increasing the designability. Further, it is more preferable that the difference in glossiness between the second pattern layer forming region / surface protective layer and the second pattern layer non-forming region / surface protective layer is 10 or more in that the design property can be further increased.
- the decorative resin molded product of the present invention has at least an injection resin layer, a base film layer, a low gloss pattern layer (pattern ink layer) that expresses a low glossy region by interaction with the surface protective layer, and a surface protective layer in order.
- the surface protective layer is a decorative resin molded product made of a cured product of an ionizing radiation curable resin composition, and is produced using the decorative sheet of the present invention.
- the surface protective layer is made of a cured product of an ionizing radiation curable resin composition containing synthetic resin particles.
- the decorative resin molded product of the present invention uses the decorative sheet of the present invention, and various types of injection molding such as insert molding, simultaneous injection molding, blow molding, and gas injection molding. It is preferable to produce by a method, preferably an insert molding method and a simultaneous injection molding method.
- the decorative sheet of the present invention is vacuum formed into a surface shape of the molded product in advance (off-line pre-molding) with a vacuum forming die, and then the excess portion is trimmed as necessary to form a molded sheet. Get.
- This molded sheet is inserted into an injection mold, the injection mold is clamped, the resin in a fluid state is injected into the mold and solidified, and the decorative sheet is integrated on the outer surface of the resin molding simultaneously with the injection molding. To produce decorative resin molded products.
- thermoplastic resins such as polyolefin resins such as polyethylene and polypropylene, ABS resins, styrene resins, polycarbonate resins, acrylic resins and vinyl chloride resins are typical.
- thermosetting resins such as urethane resins and epoxy resins can be used depending on the application.
- the decorative sheet of the present invention is placed in a female mold that is also used as a vacuum forming mold provided with a suction hole for injection molding, and pre-molding (in-line pre-molding) with this female mold ),
- the injection mold is clamped, the resin in a fluid state is injected into the mold, solidified, and the decorative sheet is integrated with the outer surface of the resin molding simultaneously with the injection molding, Manufactures decorative resin molded products.
- the decorative sheet receives the thermal pressure from the injection resin, so if the decorative sheet is close to the flat plate and the aperture of the decorative sheet is small, the decorative sheet may or may not be preheated. .
- injection resin used here the thing similar to what was demonstrated by the insert molding method can be used.
- the decorative resin molded body produced as described above has good three-dimensional formability without cracking in the surface protective layer during the molding process, and the surface has high scratch resistance. In addition, the solvent resistance and chemical resistance are high. Furthermore, in the production method of the present invention, the surface protective layer is completely cured at the production stage of the decorative sheet, and therefore a step of crosslinking and curing the surface protective layer after producing the decorative resin molded body is unnecessary.
- Example 1 to 7 Comparative Examples 1 to 3> Evaluation method (1) Three-dimensional formability (vacuum forming) About the decorative sheet obtained by each Example and the comparative example, it vacuum-formed by the method shown below, and evaluated by the external appearance after shaping
- the evaluation criteria are as follows. A: No cracking or whitening of the coating film was observed on the surface protective layer, and the shape of the mold was followed well. ⁇ : Fine coating cracking or whitening was observed in a part of the three-dimensional shape portion or the maximum stretched portion, but there was no practical problem.
- ⁇ Slight coating cracking or whitening occurred in a part of the three-dimensional shape portion or the maximum stretched portion.
- X The coating film cracking and whitening were observed in the surface protective layer without following the shape of the mold.
- ⁇ Vacuum forming> The decorative sheet is heated to 160 ° C. with an infrared heater and softened. Next, vacuum forming is performed using a vacuum forming die (maximum draw ratio: 100%) to form the internal shape of the die. After the sheet is cooled, the decorative sheet is released from the mold.
- Example 1 An ABS resin film (flexural modulus: 1,800 MPa, thickness: 400 ⁇ m, hereinafter referred to as “ABS”) is used as a printing film, and the surface of the film is made of a vinyl chloride / vinyl acetate copolymer resin composition.
- the first pattern layer of wood grain pattern was formed by gravure printing using printing ink. First obtained by blending 100 parts by mass of acrylic resin printing ink (weight average molecular weight; 100,000) with silica (average particle diameter: 5 ⁇ m, oil absorption: 200 ml / 100 g) at a P / V ratio of 1.0.
- EB1 ionizing radiation curable resin composition
- the layer was irradiated with an electron beam having an acceleration voltage of 165 kV and an irradiation dose of 50 kGy (5 Mrad) to cure the ionizing radiation curable resin composition to form a surface protective layer, thereby obtaining a decorative sheet.
- the evaluation results are shown in Table 1.
- EB1 Nonizing radiation curable resin composition (Ionizing radiation curable resin composition (EB1))
- Urethane acrylate oligomer weight average molecular weight: 6,000, hexafunctional
- Silica average particle size: 5 ⁇ m, surface silane coupling Silica hydrophobized by: 10 parts by mass Olefin wax (average particle size: 5 ⁇ m, polypropylene wax): 5 parts by mass
- Example 2 and Comparative Examples 1 to 3 In Example 1, a decorative sheet was obtained in the same manner as in Example 1 except that the ionizing radiation curable resin composition shown in Table 1 was used. About the obtained decorating sheet, it evaluated by the said method.
- Example 3 In Example 1, after providing the first pattern layer and before providing the second pattern layer, acrylic polyol and hexamethylene diisocyanate (hexamethylene diisocyanate is equivalent to the OH equivalent of the acrylic polyol) on the first pattern layer. A primer composition (hereinafter referred to as “P1”) was applied by gravure reverse so as to have a thickness of 2 ⁇ m, and a primer layer was provided. Were the same as in Example 1 to obtain a decorative sheet. About the obtained decorating sheet, it evaluated by the said method.
- Example 3 a decorative sheet was obtained in the same manner as in Example 3 except that the primer composition, the second pattern ink, and the ionizing radiation curable resin composition shown in Table 1 were used. About the obtained decorating sheet, it evaluated by the said method.
- Example 6 In Example 3, after providing the first pattern layer and before providing the primer layer, a transparent resin film layer (acrylic resin film, thickness: 100 ⁇ m, tensile elastic modulus: 1500 MPa, hereinafter referred to as “acrylic”.
- the decorative sheet was obtained in the same manner as in Example 3 except that it was provided. About the obtained decorating sheet, it evaluated by the said method.
- Example 7 the resin film used for the transparent resin film layer was the same as Example 7 except that a polyethylene terephthalate film (thickness: 100 ⁇ m, double-sided corona treatment, hereinafter referred to as “PET”) was used. To obtain a decorative sheet. About the obtained decorating sheet, it evaluated by the said method.
- PET polyethylene terephthalate film
- the decorative sheet of the present invention has a rapid temperature drop, a rapid stretching speed, and a high degree of stretching from a heating temperature of about 160 ° C. to a temperature at the time of contact with the mold in a normal insert molding method and injection molding simultaneous decoration method. Even under these conditions, cracks and cracks do not occur, the three-dimensional formability is good, and the surface of the manufactured decorative resin molded product has excellent scratch resistance and chemical resistance. confirmed. Further, the decorative sheet of the present invention is a low gloss pattern layer having a low gloss region visually recognized as a concave portion due to the interaction between the thermoplastic resin of the second pattern ink and the ionizing radiation curable resin of the surface protective layer. It was also confirmed that it has a design with excellent texture.
- Evaluation method Three-dimensional formability (vacuum forming) About the decorative sheet obtained by each Example and the comparative example, it vacuum-formed by the method shown below, and evaluated by the external appearance after shaping
- the evaluation criteria are as follows. A: No cracking or whitening of the coating film was observed on the surface protective layer, and the shape of the mold was followed well. ⁇ : Fine coating cracking or whitening was observed in a part of the three-dimensional shape portion or the maximum stretched portion, but there was no practical problem. (Triangle
- the coating film was not able to follow the shape of the mold, and marked cracking and whitening of the surface protective layer were observed.
- ⁇ Vacuum forming> The decorative sheet is heated to 160 ° C. with an infrared heater and softened. Next, vacuum forming is performed using a vacuum forming die (maximum draw ratio: 150%) to form the internal shape of the die. After the sheet is cooled, the decorative sheet is released from the mold.
- (II) Scratch resistance A The test piece was scratched 20 times with a nail, and the appearance of the test piece was evaluated. The evaluation criteria are as follows. A: There was no scratch. ⁇ : Although fine scratches were observed on the surface, the coating film was not scraped or whitened. ⁇ : Scratches were observed on the surface, and glossiness of the damaged portions was observed. X: The surface was markedly scratched and the coating film was shaved.
- Example 8 A colored ABS resin film having a thickness of 400 ⁇ m was used as a base film layer, and a woodgrain pattern layer was formed on the film by gravure printing using a printing ink made of a vinyl chloride / vinyl acetate copolymer resin composition.
- a second pattern layer film thickness: 1.0 ⁇ m constituting the pattern ink layer was formed by gravure printing so as to synchronize with the conduit portion of the grain with pattern ink A described later.
- grains shown in Table 2 was apply
- This uncured resin composition layer was irradiated with an electron beam having an acceleration voltage of 165 kV and an irradiation dose of 50 kGy (5 Mrad) to cure the ionizing radiation curable resin to obtain a decorative sheet.
- Examples 9 to 17, Comparative Examples 4 and 5 A colored ABS resin film having a thickness of 400 ⁇ m was used as a base film layer, and a woodgrain pattern layer was formed on the film by gravure printing using a printing ink made of a vinyl chloride / vinyl acetate copolymer resin composition.
- a primer was applied on the pattern layer by gravure reverse so as to have a thickness of 2 ⁇ m.
- a second pattern layer (thickness: 1.0 ⁇ m) constituting the pattern ink layer was formed by gravure printing so as to synchronize with the wood conduit portion with the pattern ink described in Table 2.
- Examples 18 and 19 Using a transparent acrylic film having a thickness of 100 ⁇ m (Example 19 is a PET film subjected to a double-sided corona treatment), a printing layer made of a vinyl chloride / vinyl acetate copolymer resin composition is used on the film, and a wood grain pattern layer Was formed by gravure printing. Next, a primer layer having a thickness of 2 ⁇ m was applied by gravure reverse on the surface where the pattern layer was not applied. On the primer layer, a second pattern layer (thickness 1.0 ⁇ m) constituting the pattern ink layer was formed by gravure printing so as to synchronize with the wood conduit portion with the pattern ink described in Table 2.
- synthetic resin particles and an ionizing radiation curable resin composition (EB1) were changed according to the formulation shown in Table 2, respectively, and the thickness after curing of the resin portion was applied so as to be 3 ⁇ m.
- the uncured resin composition layer was irradiated with an electron beam having an acceleration voltage of 165 kV and an irradiation dose of 50 kGy (5 Mrad) to cure the electron beam curable resin composition.
- the decorative sheet of the present invention since synthetic resin particles are blended in the surface protective layer, it is excellent in scratch resistance and can suppress a change in gloss.
- the decorative sheet of the present invention has a rapid temperature drop and a rapid stretching speed from a heating temperature of about 160 ° C. to a temperature at the time of contact with the mold in a normal insert molding method or injection molding simultaneous decoration method. Even under the condition of elongation, cracks and cracks do not occur, and the three-dimensional formability is good.
- the decorative sheet of the present invention is used in various decorative resin molded products, for example, interior materials or exterior materials of vehicles such as automobiles, construction members such as baseboards, and fringes, joinery such as window frames and door frames, and walls. It is suitably used for decorative resin molded products for uses such as interior materials for buildings such as floors and ceilings, housings of household electrical appliances such as television receivers and air conditioners, and containers.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Laminated Bodies (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
Description
[2]少なくとも射出樹脂層、基材フィルム層、表面保護層との相互作用により低光沢領域を有する低艶模様層、及び表面保護層を順に有し、該表面保護層が電離放射線硬化性樹脂組成物の硬化物からなることを特徴とする加飾樹脂成形品。
本発明の加飾シートは、基材フィルム層上に、部分的に設けられた第二絵柄層と、該第二絵柄層上に存在してこれと接触すると共に、該第二絵柄層が形成された領域及び該第二絵柄層が形成されていない領域とを含む全面にわたって被覆する表面保護層を有する加飾シートであって、該第二絵柄層を形成する第二絵柄インキのバインダー樹脂が熱可塑性樹脂であり、該表面保護層が電離放射線硬化性樹脂としてポリカーボネート(メタ)アクリレート及び/又はアクリルシリコーン(メタ)アクリレートを含む電離放射線硬化性樹脂組成物の架橋硬化したものであり、該表面保護層中には、該第二絵柄層の直上部に、該電離放射線硬化性樹脂と該熱可塑性樹脂との相互作用により、低光沢領域を有する低艶模様層が形成されていることを特徴とするものである。
図1及び図2は本発明の加飾シート10の一態様の断面を示す模式図である。図1に示す例では、基材フィルム層11上に、第一絵柄層12、プライマー層14、第二絵柄層15、及び表面保護層16が順次積層されており、第二絵柄層15の直上部に、低光沢領域を有する低艶模様層17を有している。また、図2に示す加飾シート10は、図1に示す加飾シート10において、該第一絵柄層12とプライマー層14との間に透明樹脂フィルム層13がさらに設けられた層構成を有している。ここで、表面保護層16は上述の電離放射線硬化性樹脂組成物を架橋硬化して形成されるものである。
基材フィルム層11は、三次元成形性や射出樹脂との相性など考慮して選定され、代表的には熱可塑性樹脂からなる樹脂フィルムが好ましく使用される。該熱可塑性樹脂としては、一般的には、アクリロニトリル/ブタジエン/スチレン樹脂(以下「ABS樹脂」という)、アクリロニトリル/スチレン/アクリル酸エステル樹脂(以下「ASA樹脂」という)、アクリル樹脂、ポリプロピレン,ポリエチレンなどのポリオレフィン系樹脂、ポリカーボネート樹脂、塩化ビニル樹脂、ポリエチレンテレフタレート(PET)などが好ましく使用される。なかでも、ABS樹脂が三次元成形性の観点から好ましい。また、基材フィルム層11は、これら樹脂の単層シート、あるいは同種又は異種樹脂による複層シートとして使用することができる。
上記酸化法としては、例えばコロナ放電処理、クロム酸化処理、火炎処理、熱風処理、オゾン・紫外線処理法などが挙げられ、凹凸化法としては、例えばサンドブラスト法、溶剤処理法などが挙げられる。これらの表面処理は、基材の種類に応じて適宜選択されるが、一般にはコロナ放電処理法が効果及び操作性などの面から好ましく用いられる。
また該基材フィルム層はプライマー層を形成するなどの処理を施してもよいし、色彩を整えるための塗装や、デザイン的な観点での模様があらかじめ形成されていてもよい。
第一絵柄層12は加飾樹脂成形品に装飾性を与えるものであり、所望により設けられる層であり、通常基材フィルム層11上に設けられる。第一絵柄層12は、種々の模様をインキを、グラビア印刷、オフセット印刷、シルクスクリーン印刷、転写シートからの転写による印刷、インクジェット印刷などの通常の印刷方法により形成される。模様としては、木目模様、大理石模様(例えばトラバーチン大理石模様)などの岩石の表面を模した石目模様、布目や布状の模様を模した布地模様、タイル貼模様、煉瓦積模様などがあり、これらを複合した寄木、パッチワークなどの模様もある。これらの模様は通常の黄色、赤色、青色、及び黒色のプロセスカラーによる多色印刷によって形成される他、模様を構成する個々の色の版を用意して行う特色による多色印刷などによっても形成される。
着色剤としては、カーボンブラック(墨)、鉄黒、チタン白、アンチモン白、黄鉛、チタン黄、弁柄、カドミウム赤、群青、コバルトブルーなどの無機顔料、キナクリドンレッド、イソインドリノンイエロー、フタロシアニンブルーなどの有機顔料又は染料、アルミニウム、真鍮などの鱗片状箔片からなる金属顔料、二酸化チタン被覆雲母、塩基性炭酸鉛などの鱗片状箔片からなる真珠光沢(パール)顔料などが用いられる。
本発明の加飾シート10は、所望により、基材フィルム層11と第一絵柄層12との間に隠蔽層(図示しない。)を設けてもよい。基材フィルム層11表面の色の変化、ばらつきにより、加飾シート10の柄の色に影響を及ぼさないようにする目的で設けられる。隠蔽層はグラビア印刷、オフセット印刷、シルクスクリーン印刷、転写シートからの転写による印刷、インクジェット印刷などの通常の印刷方法やグラビアコート、グラビアリバースコート、グラビアオフセットコート、スピナーコート、ロールコート、リバースロールコートなどの通常の塗工方法により形成される。
隠蔽層は、通常不透明色で形成することが多く、その厚さは1~20μm程度の、いわゆるベタ印刷層が好適に用いられる。隠蔽層を形成するインキ組成物は、上記した第一絵柄層12に用いられるものから適宜選択して採用することができる。
本発明の加飾シート10は、耐薬品性の向上の観点から、透明樹脂フィルム層13を好ましく有することができ、該透明樹脂フィルム層13は、基材フィルム層11と第二絵柄層15との間、あるいは所望により好ましく設けられる第一絵柄層12と第二絵柄層15又は図1に示されるようにプライマー層14との間に設けられる層である。
本発明の加飾シート10は、表面保護層16の延伸部に微細な割れや白化を生じにくくするため、所望により、第一絵柄層12と表面保護層16との間にプライマー層14を好ましく有することができ、図1に示されるように、所望により設けられる透明樹脂フィルム層13と第二絵柄層15との間に設けることが好ましい。
プライマー層14の厚さは0.1μm以上であることが好ましい。0.1μm以上であると、表面保護層の割れ、破断、白化などを防ぐ効果を有する。一方、プライマー層14の厚さが10μm以下であれば、プライマー層を塗工した際、塗膜の乾燥、硬化が安定であるので三次元成形性が変動することがなく好ましい。この観点からプライマー層14の厚さは1~10μmであることが好ましい。
(破断伸度測定の測定条件)
JIS K 7127:1999に準拠し、該プライマー層を構成するプライマー組成物を架橋硬化(50℃72時間加熱)して製膜した幅25mm×長さ(チャック間距離)50mm×厚さ40±10μmのサンプルを120℃のオーブン投入後、120秒放置した後、引張速度:50mm/minで破断伸度を測定する。
架橋後の表面保護層16との密着性、表面保護層16を積層後の相互作用の生じにくさ、物性、成形性の面から、ポリオールとしてアクリルポリオールあるいはポリエステルポリオールと、架橋材としてヘキサメチレンジイソシアネート、あるいは4,4-ジフェニルメタンジイソシアネートとから組み合わせることが好ましく、特にアクリルポリオールとヘキサメチレンジイソシアネートとの組み合わせが好ましい。
また、プライマー層14は、より艶差を生じさせて意匠性を向上させる観点から、無機粒子を含むことが好ましい。無機粒子としては、シリカ、アルミナ、炭酸カルシウム、炭酸マグネシウム、硫酸カルシウム、硫酸バリウム、カオリンなどの無機粒子が好ましく挙げられる。
無機粒子の平均粒径は、意匠性向上の観点から、0.1~5μmが好ましく、1~5μmがより好ましく、2~5μmがさらに好ましい。また、無機粒子の含有量は、樹脂100質量部に対して0.01~5質量部が好ましく、0.1~1質量部がより好ましい。
本発明の加飾シート10は射出樹脂との密着性を向上させるため、所望により、加飾シート10の裏面(表面保護層16とは反対側の面)接着剤層(図示しない。)を設けることができる。接着剤層には、射出樹脂に応じて、熱可塑性樹脂又は硬化性樹脂が用いられる。熱可塑性樹脂としては、アクリル樹脂、アクリル変性ポリオレフィン樹脂、塩素化ポリオレフィン樹脂、塩化ビニル/酢酸ビニル共重合体、熱可塑性ウレタン樹脂、熱可塑性ポリエステル樹脂、ポリアミド樹脂、ゴム系樹脂などが挙げられ、これらは1種又は2種以上を混合して用いることができる。また、熱硬化性樹脂としては、ウレタン樹脂、エポキシ樹脂などが挙げられる。
本発明の加飾シート10は、熱可塑性樹脂をバインダー樹脂とする第二絵柄インキにより形成される第二絵柄層15を有する。この第二絵柄層15は、該絵柄層15を形成するインキのバインダー樹脂である熱可塑性樹脂と、後述する表面保護層16を形成する電離放射線硬化性樹脂との相互作用により、該表面保護層16中であって、該絵柄層15の直上部に、低光沢領域を有する低艶模様層17を形成する層である。第二絵柄層15は、基材フィルム層11の上、あるいは図1に示すようにプライマー層14の上などに、部分的に設けられる層であり、上記の低光沢領域を有する低艶模様層(以下、模様インキ層ともいう。)を形成することにより、模様の艶差を発生させて、凹凸感を発現するものである。
低艶模様層が形成される際、第二絵柄インキと電離放射線硬化性樹脂組成物の未硬化物におけるそれぞれの樹脂は、短時間には完全相溶状態にならずに懸濁状態となって、第二絵柄層15の直上部に存在し、該懸濁状態となった部分が光を散乱して低光沢領域をなすものと考えられる。この懸濁状態を有したまま、電離放射線硬化性樹脂組成物を架橋硬化させて表面保護層を形成することにより、かかる状態が固定されると、表面保護層中に低光沢領域を有する低艶模様層17が部分的に形成され、目の錯覚により、その部分が視覚的に凹部であるかのように認知され、その他の領域は視覚的に凸部として認識されるようになるため、全体として視覚的に凹凸模様として認識されるものと推測される。また、その際、第二絵柄層15の塗布量が相対的に、より多くなるに従って、第二絵柄層15の表面保護層16中への溶出量は、相対的に増加して、該懸濁状態の程度はより高く、低艶模様層17の光沢はより低くなると考えられる。
前記第二絵柄層を形成した直上部及びその近傍に対応する表面保護層の最表面においては、低艶模様層(模様インキ層)に起因した凸形状を設けなくても凹凸の視覚的効果が得られるが、前記凹凸の視覚的効果が得られる部分に物理的な凸形状を形成しておいてもよい。凸形状を形成した場合には、この凸形状により光散乱される表面積が増加して光沢度がより一層低下し、かつ低艶が認識できる視野角も広がるため、低艶模様層(模様インキ層)の効果と協調してさらに視覚的な凹凸感が強調される。なお、前記凸形状を設ける場合の凸形状の高さについて特に制限はないが、通常2~3μmの範囲が好ましい。この第二絵柄層は、絵柄を有していてもよいし、一様均一な模様、すなわちベタ模様であってもよい。
上記のように、低光沢領域は、第二絵柄インキのバインダー樹脂と電離放射線硬化性樹脂との相互作用により形成されるものである。第二絵柄層15の直上部に形成する低光沢領域を有する低艶模様層17は、第二絵柄層15の「直上部」に形成されればよいものであるが、第二絵柄層15の「その近傍」にも広がりを有しながら形成されてもよい。なお「その近傍」部分に形成する低光沢領域を有する低艶模様層17も第二絵柄インキのバインダー樹脂と電離放射線硬化性樹脂との相互作用により形成されるものである。
また、アクリル樹脂の重量平均分子量は、1,000,000以下が好ましく、700,000以下がより好ましく、500,000以下が更に好ましい。重量平均分子量が10,000以上であると、チクソ性が低くなることにより低艶模様層の凹凸感が発現しにくくなるということがない。一方、1,000,000以下であると、第二絵柄インキのインキ化が困難となることがなく、また印刷時に被膜が形成しにくく転移不良となることがないので好ましい。
なお、必要に応じて、低光沢領域の発現の程度、低艶層とその周囲との艶差のコントラストを調整するため、不飽和ポリエステル樹脂、アクリル樹脂、又は塩化ビニル/酢酸ビニル共重合体等を混合することができる。
また、必要に応じて、低光沢領域の発現の程度、低艶領域とその周囲との艶差のコントラストを調整するため、不飽和ポリエステル樹脂、アクリル樹脂、又は塩化ビニル/酢酸ビニル共重合体などを混合することができる。
また、第二絵柄層15は、より艶差を生じさせて意匠性を向上させる観点から、体質顔料無機粒子を含むことが好ましい。体質顔料としては、特に限定されず、シリカ、タルク、クレー、硫酸バリウム、炭酸バリウム、炭酸カルシウム、炭酸マグネシウム等が挙げられるが、吸油量、粒径、細孔容積等の材料設計の自由度が高く、意匠性、インキとしての塗工安定性に優れていることから、シリカが好ましく、特に微粉末のシリカが好ましい。
表面保護層16は、上記した第二絵柄層15上に存在してこれと接触すると共に、該第二絵柄層15が形成された領域及び該第二絵柄層15が形成されていない領域とを含む全面にわたって被覆するように設けられる層であり、電離放射線硬化性樹脂としてポリカーボネート(メタ)アクリレート及び/又はアクリルシリコーン(メタ)アクリレートを含む電離放射線硬化性樹脂組成物を架橋硬化して得られる層である。そして、表面保護層16は、本発明の加飾シートに、優れた表面特性を付与すると同時に、上記した第二絵柄層15の存在により、低光沢領域を有する低艶模様層17を発現させることで、優れた意匠性を付与する層である。
電離放射線硬化性樹脂組成物とは、電離放射線硬化性樹脂を含有する組成物をいう。電離放射線硬化性樹脂とは、電離放射線を照射することにより、架橋、硬化する樹脂を指す。ここで電離放射線とは、電磁波又は荷電粒子線のうち、分子を重合あるいは架橋しうるエネルギー量子を有するものを意味し、通常紫外線(UV)又は電子線(EB)が用いられるが、その他、X線、γ線などの電磁波、α線、イオン線などの荷電粒子線も含むものである。
本発明においては、電離放射線硬化性樹脂として、ポリカーボネート(メタ)アクリレート及び/又はアクリルシリコーン(メタ)アクリレートが用いられる。本発明において、「(メタ)アクリレート」とは「アクリレート又はメタクリレート」を意味し、他の類似するものも同様の意である。
本発明に用いられるポリカーボネート(メタ)アクリレートは、ポリマー主鎖にカーボネート結合を有し、かつ末端あるいは側鎖に(メタ)アクリレートを有するものであれば特に限定されない。また、この(メタ)アクリレートは、架橋、硬化する観点から、2官能以上有することが好ましい。
原料として用いられるジオール化合物(A)は、一般式HO-R1-OHで表される。ここで、R1は、炭素数2~20の2価炭化水素基であって、基中にエーテル結合を含んでいても良い。例えば、直鎖、又は分岐状のアルキレン基、シクロヘキシレン基、フェニレン基である。
以上説明したポリカーボネートポリオールの製造方法は、例えば、特開昭64-1726号公報に記載されている。また、このポリカーボネートポリオールは、特開平3-181517号公報に記載されているように、ポリカーボネートジオールと3価以上の多価アルコールとのエステル交換反応によっても製造することができる。
本発明に用いられるアクリルシリコーン(メタ)アクリレートは、特に限定されず、1分子中に、アクリル樹脂の構造の一部がシロキサン結合(Si-O)に置換しており、かつ官能基としてアクリル樹脂の側鎖及び/又は主鎖末端に(メタ)アクリロイルオキシ基(アクリロイルオキシ基又はメタアクリロイルオキシ基)を2個以上有しているものであればよい。このアクリルシリコーン(メタ)アクリレートの例としては、例えば、特開2007-070544号公報に開示されるような側鎖にシロキサン結合を有するアクリル樹脂の構造が好ましく挙げられる。
(メタ)アクリレートモノマーとしては、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、ブチル(メタ)アクリレート、2-エチルヘキシル(メタ)アクリレート、グリシジル(メタ)アクリレートなどが挙げられる。これら(メタ)アクリレートモノマーは1種を単独で又は2種を組み合わせて用いられる。
上述のアクリルシリコーン(メタ)アクリレートは、1種を単独で又は2種を組み合わせて用いられる。
本発明で用いられる電離放射線硬化性樹脂組成物は、多官能(メタ)アクリレートを含んでいてもよい。本発明において、多官能(メタ)アクリレートは、2官能以上の(メタ)アクリレートであれば特に制限はない。ただし、硬化性の観点から3官能以上の(メタ)アクリレートが好ましい。ここで、2官能とは、分子内にエチレン性不飽和結合である(メタ)アクリロイル基を2個有することをいう。
また、多官能(メタ)アクリレートは、オリゴマー及びモノマーのいずれでも良いが、三次元成形性向上の観点から多官能(メタ)アクリレートオリゴマーが好ましい。
さらに、多官能(メタ)アクリレートオリゴマーとしては、他にポリブタジエンオリゴマーの側鎖に(メタ)アクリレート基をもつ疎水性の高いポリブタジエン(メタ)アクリレート系オリゴマー、主鎖にポリシロキサン結合をもつシリコーン(メタ)アクリレート系オリゴマー、小さな分子内に多くの反応性基をもつアミノプラスト樹脂を変性したアミノプラスト樹脂(メタ)アクリレート系オリゴマーなどが挙げられる。また、多官能(メタ)アクリレートオリゴマーと併用して、ノボラック型エポキシ樹脂、ビスフェノール型エポキシ樹脂、脂肪族ビニルエーテル、芳香族ビニルエーテルなどの分子中にカチオン重合性官能基を有するオリゴマーなどを用いてもよい。
これらのオリゴマーの重量平均分子量は、1,000~20,000であることが好ましく、1,000~10,000であることがより好ましい。
また、紫外線吸収剤や光安定剤として、分子内に(メタ)アクリロイル基などの重合性基を有する反応性の紫外線吸収剤や光安定剤を用いることもできる。また、本発明のポリマーの表面保護層としての性能(耐傷付き性と三次元成形性)を損なわない程度に共重合して使用することもできる。
表面保護層16の形成は上述の電離放射線硬化性樹脂組成物を含有する塗工液を調製し、これを塗布し、架橋硬化することで得ることができる。なお、塗工液の粘度は、後述の塗工方式により、基材の表面に未硬化樹脂層を形成し得る粘度であれば良く、特に制限はない。
本発明においては、調製された塗工液を、第二絵柄層15が形成された基材フィルム層11、第一絵柄層12、透明樹脂フィルム層13又はプライマー層14の上に、硬化後の厚さが1~1000μmになるように、グラビアコート、バーコート、ロールコート、リバースロールコート、コンマコートなどの公知の方式、好ましくはグラビアコートにより塗工し、未硬化樹脂層を形成させる。
なお、電子線の照射においては、加速電圧が高いほど透過能力が増加するため、基材フィルム層11として電子線により劣化する基材を使用する場合には、電子線の透過深さと樹脂層の厚みが実質的に等しくなるように、加速電圧を選定することにより、基材フィルム層11への余分の電子線の照射を抑制することができ、過剰電子線による基材の劣化を最小限にとどめることができる。
また、照射線量は、樹脂層の架橋密度が飽和する量が好ましく、通常5~300kGy(0.5~30Mrad)、好ましくは10~50kGy(1~5Mrad)の範囲で選定される。
さらに、電子線源としては、特に制限はなく、例えばコックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型などの各種電子線加速器を用いることができる。
また、表面保護層16の硬化後の厚さをより好ましくは1~50μm、さらに好ましくは1~30μmとすることにより、三次元成形性が向上し、自動車内装用途などの複雑な3次元形状への高い追従性を得ることができる。従って、本発明の加飾シートにおいて、硬質な電離放射線硬化性樹脂を配合しても優れた三次元成形性を発現させることができ、三次元成形性を損なうことなく、塗膜を硬くすることができるため、加工や実用面で好ましい優れた耐傷付き性を持たせることができる。
本発明の加飾シートは、表面保護層16の厚さを従来のものより厚くしても、十分に高い三次元成形性が得られることから、特に表面保護層に高い膜厚を要求される部材、例えば車両外装部品などの加飾シートとしても有用である。
この態様によれば、電離放射線硬化性樹脂組成物を硬化させてなる表面保護層26に対して艶消し剤として合成樹脂粒子27を配合するため、この合成樹脂粒子が有する弾力性により耐傷付き性と、射出成形前後での熱圧による艶変化を抑制することができる。また、表面保護層との相互作用により低光沢領域を発現する低艶模様層(模様インキ層)を設けているため、この低艶模様層(模様インキ層)と表面保護層中の合成樹脂粒子との相乗効果により、射出成形前後での熱圧による艶変化を抑えつつ、より一層低艶とすることができる。なお、図3は、表面保護層と第二絵柄層とが相互作用して低光沢領域を発現する前の状態、すなわち、低艶模様層(模様インキ層)が形成される前の図である。
これらの合成樹脂粒子は、1種を単独で用いてもよく、2種以上を併用してもよい。
本発明に用いる合成樹脂粒子の粒径は、艶消しによる意匠性を効果的に向上させる観点から、1~25μmが好ましく、1~10μmがより好ましく、1~5μmが更に好ましい。
なお、本発明における粒径は、島津レーザ回折式粒度分布測定装置SALD-2100-WJA1を使用し、圧縮空気を利用してノズルから測定対象となる粉体を噴射し、空気中に分散させて測定する噴射型乾式測定方式によるものを指す。
このような合成樹脂粒子の配合量は、艶消しを効果的に行うと共に、三次元成形性、意匠性を向上させる観点から、電離放射線硬化性樹脂100質量部に対して、1~50質量部が好ましく、5~45質量部がより好ましく、5~40質量部が更に好ましい。
本発明において、前記合成樹脂粒子は表面保護層の表面から粒子の一部が突出していてもよく、表面保護層の内部に埋没していてもよい。ただし、粒子の一部が表面保護層から突出している場合、艶消し効果が向上する。
低光沢領域を有する低艶模様層17は、第二絵柄層15を形成するインキのバインダー樹脂である熱可塑性樹脂と、表面保護層16を形成する電離放射線硬化性樹脂との、一部溶出、分散、混合などの相互作用により形成するものであり、表面保護層16中の第二絵柄層15の直上部に形成される層である。本発明の加飾シートは、第二絵柄層15の直上部に形成される低艶模様層17の存在により、該低艶模様層17が存在しない部分との艶差が生じることにより、低艶模様層17が存在する部分が視覚的に凹部として認識され、凹凸感を発現するものである。
意匠表現の種類により、様々な光沢度の差を利用して意匠性が良好な加飾シートを製造するため、以下のように制限されるものではないが、第二絵柄層形成領域/表面保護層の光沢度(グロス値)が、20以下であると、より意匠性を増す点で好ましい。また第二絵柄層形成領域/表面保護層と、第二絵柄層非形成領域/表面保護層との光沢度の差が10以上であると、より意匠性が増すことができる点でさらに好ましい。
本発明の加飾樹脂成形品は、少なくとも射出樹脂層、基材フィルム層、表面保護層との相互作用により低光沢領域を発現する低艶模様層(模様インキ層)、及び表面保護層を順に有し、該表面保護層が電離放射線硬化性樹脂組成物の硬化物からなる加飾樹脂成形品であり、本発明の加飾シートを用いて作製されることが好ましい。更に、本発明においては該表面保護層が合成樹脂粒子を含む電離放射線硬化性樹脂組成物の硬化物からなることがより好ましい。
より具体的には、本発明の加飾樹脂成形品は、本発明の加飾シートを用いて、インサート成形法、射出成形同時加飾法、ブロー成形法、ガスインジェクション成形法などの各種射出成形法、好ましくはインサート成形法及び射出成形同時加飾法により作製されることが好ましい。
なお、射出成形同時加飾法では、射出樹脂による熱圧を加飾シートが受けるため、平板に近く、加飾シートの絞りが小さい場合には、加飾シートは予熱してもしなくてもよい。
なお、ここで用いる射出樹脂としてはインサート成形法で説明したものと同様のものを用いることができる。
<実施例1~7、比較例1~3>
評価方法
(1)三次元成形性(真空成形)
各実施例及び比較例で得られた加飾シートについて以下に示す方法で真空成形を行い、成形後の外観にて評価した。評価基準は以下のとおりである。
◎;表面保護層に塗膜割れや白化が全く見られず、良好に型の形状に追従
した。
○;三次元形状部又は最大延伸部の一部に微細な塗膜割れ又は白化が認め
られたが実用上問題なし。
△;三次元形状部又は最大延伸部の一部に軽微な塗膜割れ又は白化が発生
した。
×;型の形状に追従できずに表面保護層に塗膜割れや白化が見られた。
<真空成形>
加飾シートを赤外線ヒーターで160℃に加熱し、軟化させる。次いで、真空成形用型を用いて真空成形を行い(最大延伸倍率:100%)、型の内部形状に成形する。シートを冷却後、型より加飾シートを離型する。
各実施例及び比較例で得られた加飾シートについて、#0000スチールウールを用いて荷重1.5kgfで5回往復後の試験片の外観を評価した。評価基準は以下のとおりである。
◎;傷付きがなかった。
○;表面に微細な傷が認められたが、塗膜の削れや白化はなかった。
△;表面に軽微な傷があった。
×;表面に著しい傷があった。
各実施例及び比較例で得られた加飾シートについて、10cm×10cmの範囲に虫除けスプレー(ディート(N,N-ジエチル-m-トルアミド):10%溶液)を0.05g塗布し、室温(23℃)にて30分間放置した。次いで、塗布部分を中性洗剤を用いて水洗し、当該部分の外観を評価した。評価基準は以下のとおりである。
◎;外観の変化は全くなかった
○;表面に極軽微な白化、膨潤が認められた
△:表面に白化、膨潤及び溶解が認められたが、実用上問題ない
×;表面に著しい白化、膨潤及び溶解が認められた
各実施例及び比較例で得られた加飾シートについて、以下の評価基準で意匠性を評価した。
◎;導管部が低艶となり、非導管部は低艶にならないことにより、視覚的
に優れた凹凸感が発現し、木目の質感も得られ、意匠性が極めて高か
った
○;導管部が低艶となり、視覚的に凹凸感が発現して凹部として認識され
、意匠性が高かった
△;導管部がわずかに低艶となり、視覚的にわずかな凹凸感が発現して凹
部として認識され、意匠性は実用上問題ない程度だった
×;質感が平面的であり、意匠性に劣っていた
東ソー(株)製高速GPC装置を用いた。用いたカラムは東ソー(株)製、商品名「TSKgel αM」であり、溶媒はN-メチル-2-ピロリジノン(NMP)を用い、カラム温度40℃、流速0.5cc/minで測定を行なった。なお、本発明における重量平均分子量はポリスチレン換算を行った。
印刷フィルムとしてABS樹脂フィルム(曲げ弾性率;1,800MPa,厚さ;400μm,以下「ABS」と称する。)を用い、該フィルムの表面に、塩化ビニル/酢酸ビニル共重合体樹脂組成物からなる印刷インキを用いグラビア印刷により木目柄の第一絵柄層を形成した。
アクリル樹脂印刷インキ(重量平均分子量;100,000)100質量部に、シリカ(平均粒径;5μm、吸油量;200ml/100g)をP/V比:1.0で配合して得られた第二絵柄インキAを用い、グラビア印刷にて、上記第一絵柄層の木目柄の導管部と同調するように塗工し、厚さ1μmの第二絵柄層を得た。次いで、該第二絵柄層上に、下記組成の電離放射線硬化性樹脂組成物(以下、「EB1」と称する。)を硬化後の厚さが3μmとなるように塗工し、この未硬化樹脂層に加速電圧165kV、照射線量50kGy(5Mrad)の電子線を照射して、電離放射線硬化性樹脂組成物を硬化させて表面保護層を形成し、加飾シートを得た。得られた加飾シートについて、上記方法により評価した。評価結果を第1表に示す。
ポリカーボネートアクリレート(重量平均分子量;10,000、2官能):80質量部
ウレタンアクリレートオリゴマー(重量平均分子量;6,000、6官能):20質量部
シリカ(平均粒径:5μm,表面をシランカップリングにより疎水化したシリカ):10質量部
オレフィンワックス(平均粒径:5μm,ポリプロピレンワックス):5質量部
実施例1において、第1表に示される電離放射線硬化性樹脂組成物を用いた以外は、実施例1と同様にして加飾シートを得た。得られた加飾シートについて、上記方法により評価した。
実施例3
実施例1において、第一絵柄層を設けた後であり、かつ第二絵柄層を設ける前に、第一絵柄層上に、アクリルポリオール及びヘキサメチレンジイソシアネート(ヘキサメチレンジイソシアネートは、アクリルポリオールのOH当量と同量のNCO当量となるように配合した。)を含むプライマー組成物(以下、「P1」と称する。)を2μmの厚さとなるようにグラビアリバースにより塗工してプライマー層を設けた以外は、実施例1と同様にして加飾シートを得た。得られた加飾シートについて、上記方法により評価した。
実施例3において、第1表に示されるプライマー組成物、第二絵柄インキ、電離放射線硬化性樹脂組成物とした以外は、実施例3と同様にして加飾シートを得た。得られた加飾シートについて、上記方法により評価した。
実施例3において、第一絵柄層を設けた後であり、かつプライマー層を設ける前に、透明樹脂フィルム層(アクリル樹脂フィルム,厚さ;100μm,引張弾性率;1500MPa、以下、「アクリル」と称する。)を設けた以外は、実施例3と同様にして加飾シートを得た。得られた加飾シートについて、上記方法により評価した。
実施例7において、透明樹脂フィルム層に用いる樹脂フィルムを、ポリエチレンテレフタレートフィルム(厚さ;100μm,両面コロナ処理済,以下、「PET」と称する。)を用いた以外は、実施例7と同様にして加飾シートを得た。得られた加飾シートについて、上記方法により評価した。

(第二絵柄インキB)
ニトロセルロース樹脂及びシリカ(吸油量:200ml/100g,平均粒径:5μm)を含むインキ(P/V比:1.0)
(EB2)
アクリルシリコーンアクリレート(重量平均分子量;20,000、硬化後の架橋点間分子量;200)を70質量部とウレタンアクリレートオリゴマー(重量平均分子量;5,000、6官能)を30質量部との混合物(樹脂分合計;100質量部)
シリカ(平均粒径:5μm,表面をシランカップリングにより疎水化したシリカ):10質量部
オレフィンワックス(平均粒径:5μm,ポリプロピレンワックス):5質量部
(EB3)
ウレタンアクリレート(重量平均分子量;10,000、3官能)を30質量部と熱可塑性アクリル樹脂(ポリメタクリル酸メチル、重量平均分子量;70,000)を70質量部との混合物(樹脂分合計;100質量部)
シリカ(平均粒径:5μm,表面をシランカップリングにより疎水化したシリカ):10質量部
オレフィンワックス(平均粒径:5μm,ポリプロピレンワックス):5質量部
(EB4)
ウレタンアクリレート(重量平均分子量;50,000、2官能)を100質量
(EB5)
ウレタンアクリレート(重量平均分子量;3,000、6官能)を100質量
シリカ(平均粒径:5μm,表面をシランカップリングにより疎水化したシリカ):10質量部
オレフィンワックス(平均粒径:5μm,ポリプロピレンワックス):5質量部
評価方法
(I)三次元成形性(真空成形)
各実施例及び比較例で得られた加飾シートについて以下に示す方法で真空成形を行い、成形後の外観にて評価した。評価基準は以下のとおりである。
◎;表面保護層に塗膜割れや白化が全く見られず、良好に型の形状に追従
した。
○;三次元形状部又は最大延伸部の一部に微細な塗膜割れ又は白化が認め
られたが実用上問題なし。
△;型の形状に追従できずに表面保護層に塗膜割れや白化が見られた。
×;型の形状に追従できずに表面保護層に著しい塗膜割れや白化が見られ
た。
<真空成形>
加飾シートを赤外線ヒーターで160℃に加熱し、軟化させる。次いで、真空成形用型を用いて真空成形を行い(最大延伸倍率:150%)、型の内部形状に成形する。シートを冷却後、型より加飾シートを離型する。
爪で試験片を20往復引っ掻き、試験片の外観を評価した。評価基準は以下のとおりである。
◎;傷付きがなかった。
○;表面に微細な傷が認められたが、塗膜の削れや白化はなかった。
△;表面に傷が認められ、傷付き部分のツヤ上がりが観察された。
×;表面に著しい傷があり、塗膜が削られた。
各実施例及び比較例で得られた加飾シートについて、#0000スチールウールを用いて荷重1.5kgfで5回往復後の試験片の外観を評価した。評価基準は以下のとおりである。
◎;傷付きがなかった。
○;表面に微細な傷が認められたが、塗膜の削れや白化はなかった。
△;表面に傷が認められ、白化した。
×;表面に著しい傷があり、塗膜が削られた。
射出成形前後での加飾シート表面の艶変化を測定した(60°グロス値をグロスメーターを使用しJIS K 7105に準拠して測定)。評価基準は以下のとおりである。
◎;グロス値の変化が0以上~3未満。
○;グロス値の変化が3以上~5未満。
△;グロス値の変化が5以上~10未満。
×;グロス値の変化が10以上。
(V)意匠性(GEMINI効果)
加飾シートの表面の意匠性を目視にて評価した。
◎;導管部が凹部として認識され、さらには木目の質感も得られ、意匠性
が極めて高かった。
○;導管部が凹部として認識され、意匠性が高かった。
△;導管部が凹部としてわずかに認識され、意匠性は低かった。
×;意匠が平面的で、意匠性に劣るものであった。
(VI)分子量の測定
前記実施例1~7、比較例1~3における分子量の測定方法と同様の方法で測定を行った。
基材フィルム層として、厚さ400μmの着色ABS樹脂フィルムを用い、該フィルム上に塩化ビニル/酢酸ビニル共重合体樹脂組成物からなる印刷インキを用い木目柄の絵柄層をグラビア印刷により形成した。絵柄層上に後述の模様インキAで木目の導管部と同調するようにグラビア印刷にて模様インキ層を構成する第二絵柄層(膜厚1.0μm)を形成した。
該模様インキ層を構成する第二絵柄層上に、表2に示す合成樹脂粒子を含有する電離放射線硬化性樹脂組成物(EB1)を樹脂部分の硬化後の厚みが3μmとなるように塗布した。この未硬化樹脂組成物層に加速電圧165kV、照射線量50kGy(5Mrad)の電子線を照射して、電離放射線硬化性樹脂を硬化させ加飾シートを得た。
基材フィルム層として、厚さ400μmの着色ABS樹脂フィルムを用い、該フィルム上に塩化ビニル/酢酸ビニル共重合体樹脂組成物からなる印刷インキを用い木目柄の絵柄層をグラビア印刷により形成した。絵柄層上にプライマーを厚さ2μmとなるようにグラビアリバースにて塗布した。このプライマー層上に表2に記載の模様インキで木目の導管部と同調するようにグラビア印刷にて模様インキ層を構成する第二絵柄層(膜厚1.0μm)を形成した。
該模様インキ層を構成する第二絵柄層上に、合成樹脂粒子又は無機粒子と電離放射線硬化性樹脂とをそれぞれ表2に示す配合にしたがって変化させたものを、樹脂部分の硬化後の厚みが3μmとなるように塗布した。この未硬化樹脂組成物層に加速電圧165kV、照射線量50kGy(5Mrad)の電子線を照射して、電離放射線硬化性樹脂組成物を硬化させ加飾シートを得た。
厚さ100μmの透明アクリルフィルム(実施例19は両面コロナ処理を施したPETフィルム)を用い、該フィルム上に塩化ビニル/酢酸ビニル共重合体樹脂組成物からなる印刷インキを用い木目柄の絵柄層をグラビア印刷により形成した。次いで、絵柄層を施していない表面に、厚さ2μmのプライマー層をグラビアリバースにて塗布した。該プライマー層上に表2に記載の模様インキで木目の導管部と同調するようにグラビア印刷にて模様インキ層を構成する第二絵柄層(膜厚1.0μm)を形成した。
該模様インキ層を構成する第二絵柄層上に、合成樹脂粒子と電離放射線硬化性樹脂組成物(EB1)をそれぞれ表2に示す配合にしたがって変化させたものを、樹脂部分の硬化後の厚みが3μmとなるように塗布した。この未硬化樹脂組成物層に加速電圧165kV、照射線量50kGy(5Mrad)の電子線を照射して、電子線硬化性樹脂組成物を硬化させた。上記アクリルフィルムの木目柄の絵柄層を施した面にポリエステル系樹脂からなる接着剤を厚み10μmとなるようにグラビアリバースにて塗布し、厚さ400μmの着色ABS樹脂フィルムとドライラミネートし加飾シートを得た。

(EB2-1)
2官能ポリカーボネートアクリレート : 94質量部
(重量平均分子量;10,000)
6官能ウレタンアクリレートオリゴマー: 6質量部
(重量平均分子量;6,000)
ポリオレフィンワックス : 6質量部
(EB2-2)
2官能ポリカーボネートアクリレート :100質量部
(重量平均分子量;10,000)
ポリオレフィンワックス : 6質量部
(EB2-3)
アクリルシリコーンアクリレート : 70質量部
(重量平均分子量;20,000)
(硬化後の架橋点間分子量200)
6官能ウレタンアクリレートオリゴマー: 30質量部
(重量平均分子量;5,000)
ポリオレフィンワックス : 6質量部
(EB2-4)
2官能ウレタンアクリレート : 40質量部
(重量平均分子量:2,000)
2官能ポリエステルアクリレート : 60質量部
(重量平均分子量;10、000)
ポリオレフィンワックス : 6質量部
アクリル樹脂(重量平均分子量;100,000) :100質量部
シリカ(吸油量200ml/100g、平均粒径5μm):100質量部
(模様インキB)
ニトロセルロース樹脂 :100質量部
シリカ(吸油量200ml/100g、平均粒径5μm) :100質量部
(模様インキC)
ポリエステルウレタン樹脂(数平均分子量;3,000):100質量部
シリカ(平均粒径1.5μm) : 10質量部
(プライマー)
アクリルポリオールとヘキサメチレンジイソシアネートとをNCO当量となるように混合した。
11,22 基材フィルム層
12,23 第一絵柄層
13 透明樹脂フィルム層
14,24 プライマー層
15,25 第二絵柄層
16,26 表面保護層
17 低艶模様層(模様インキ層)
18 凸形状
27 合成樹脂粒子
Claims (12)
- 基材フィルム層上に、部分的に設けられた第二絵柄層と、該第二絵柄層上に存在してこれと接触すると共に、該第二絵柄層が形成された領域及び該第二絵柄層が形成されていない領域とを含む全面にわたって被覆する表面保護層を有する加飾シートであって、該第二絵柄層を形成する第二絵柄インキのバインダー樹脂が熱可塑性樹脂であり、該表面保護層が電離放射線硬化性樹脂としてポリカーボネート(メタ)アクリレート及び/又はアクリルシリコーン(メタ)アクリレートを含む電離放射線硬化性樹脂組成物の架橋硬化したものであり、該表面保護層中には、該第二絵柄層の直上部に、該電離放射線硬化性樹脂と該熱可塑性樹脂との相互作用により、低光沢領域を有する低艶模様層が形成されていることを特徴とする加飾シート。
- 該表面保護層が合成樹脂粒子及び電離放射線硬化性樹脂を含む電離放射線硬化性樹脂組成物の硬化物からなる請求項1に記載の加飾シート。
- 合成樹脂粒子がウレタンビーズ、シリコーンビーズ、ナイロンビーズ、及びアクリルビーズから選ばれる少なくとも1種である請求項2に記載の加飾シート。
- 合成樹脂粒子の粒径が1~25μmである請求項2又は3に記載の加飾シート。
- 合成樹脂粒子の添加量が電離放射線硬化性樹脂100質量部に対して1~50質量部である請求項2~4のいずれかに記載の加飾シート。
- 第二絵柄層を形成するインキのバインダー樹脂が、ニトロセルロース樹脂、及びアクリル樹脂から選ばれる少なくとも一種である請求項1~5のいずれかに記載の加飾シート。
- ポリカーボネート(メタ)アクリレートの重量平均分子量が、2,000を超えるものである請求項1~6のいずれかに記載の加飾シート。
- 基材フィルム層と第二絵柄層との間に、透明樹脂フィルム層を有する請求項1~7のいずれかに記載の加飾シート。
- アクリルシリコーン(メタ)アクリレートの重量平均分子量が、1,000~150,000である請求項1~8のいずれかに記載の加飾シート。
- アクリルシリコーン(メタ)アクリレートの架橋点間平均分子量が、100~2,500である請求項1~9のいずれかに記載の加飾シート。
- 少なくとも射出樹脂層、基材フィルム層、表面保護層との相互作用により低光沢領域を発現する低艶模様層、及び表面保護層を順に有し、該表面保護層が電離放射線硬化性樹脂組成物の硬化物からなることを特徴とする加飾樹脂成形品。
- 該表面保護層が合成樹脂粒子を含む電離放射線硬化性樹脂組成物の硬化物からなる、請求項11に記載の加飾樹脂成形品。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020147011144A KR101980401B1 (ko) | 2011-09-30 | 2012-03-09 | 장식 시트 및 그것을 사용하여 이루어지는 장식 수지 성형품 |
| US14/348,067 US9352611B2 (en) | 2011-09-30 | 2012-03-09 | Decorative sheet and decorative resin molded article obtained using same |
| CN201280048180.XA CN103842176B (zh) | 2011-09-30 | 2012-03-09 | 装饰片及使用其而成的装饰树脂成形品 |
| EP12836732.3A EP2752294B1 (en) | 2011-09-30 | 2012-03-09 | Decorative sheet and decorative resin molded article obtained using same |
| US15/140,972 US9914285B2 (en) | 2011-09-30 | 2016-04-28 | Decorative sheet and decorative resin molded article obtained using same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011218388 | 2011-09-30 | ||
| JP2011-218388 | 2011-09-30 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/348,067 A-371-Of-International US9352611B2 (en) | 2011-09-30 | 2012-03-09 | Decorative sheet and decorative resin molded article obtained using same |
| US15/140,972 Division US9914285B2 (en) | 2011-09-30 | 2016-04-28 | Decorative sheet and decorative resin molded article obtained using same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013046752A1 true WO2013046752A1 (ja) | 2013-04-04 |
Family
ID=47994822
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/056160 WO2013046752A1 (ja) | 2011-09-30 | 2012-03-09 | 加飾シート及びそれを用いてなる加飾樹脂成形品 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US9352611B2 (ja) |
| EP (1) | EP2752294B1 (ja) |
| JP (1) | JP6107031B2 (ja) |
| KR (1) | KR101980401B1 (ja) |
| CN (1) | CN103842176B (ja) |
| WO (1) | WO2013046752A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107107580A (zh) * | 2014-12-24 | 2017-08-29 | 3M创新有限公司 | 能够通过热膨胀覆盖具有三维形状的制品的膜和装饰性膜 |
| US10228280B2 (en) | 2017-02-09 | 2019-03-12 | International Business Machines Corporation | Optical sensor |
| US11787217B2 (en) | 2019-04-16 | 2023-10-17 | 3M Innovative Properties Company | Over-laminate film and graphic laminate |
| JP7384248B1 (ja) | 2022-08-05 | 2023-11-21 | 東洋インキScホールディングス株式会社 | 電子線硬化型組成物 |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6393263B2 (ja) * | 2013-06-20 | 2018-09-19 | 株式会社Dnpファインケミカル | 加飾タイヤ及びその製造方法 |
| JP6221571B2 (ja) * | 2013-09-27 | 2017-11-01 | 大日本印刷株式会社 | 加飾シート及び加飾樹脂成形品 |
| JP6255846B2 (ja) * | 2013-09-27 | 2018-01-10 | 大日本印刷株式会社 | 加飾シート及び加飾樹脂成形品 |
| JP6409265B2 (ja) * | 2013-09-30 | 2018-10-24 | 大日本印刷株式会社 | 加飾シート及び加飾樹脂成形品 |
| JP6273954B2 (ja) * | 2014-03-26 | 2018-02-07 | 大日本印刷株式会社 | 加飾シート |
| JP6728568B2 (ja) | 2014-03-27 | 2020-07-22 | 大日本印刷株式会社 | シート |
| US10583635B2 (en) * | 2014-09-30 | 2020-03-10 | Dai Nippon Printing Co., Ltd. | Decorative sheet |
| JP6965743B2 (ja) * | 2015-03-30 | 2021-11-10 | 大日本印刷株式会社 | 加飾シート |
| KR102416914B1 (ko) | 2015-12-01 | 2022-07-06 | 삼성디스플레이 주식회사 | 플렉서블 표시장치 |
| JP6788986B2 (ja) * | 2016-03-30 | 2020-11-25 | 株式会社Lixil | 便座 |
| US20170360224A1 (en) * | 2016-06-15 | 2017-12-21 | Kelvin Shane Mitchell | Thermoplastic polymer image display device |
| US20210283879A1 (en) * | 2016-09-29 | 2021-09-16 | Dai Nippon Printing Co., Ltd. | Decorative sheet and decorative material using same |
| ES2743927T3 (es) * | 2016-09-30 | 2020-02-21 | Agfa Nv | Procedimientos de impresión por inyección de tinta para superficies decorativas |
| JP6778412B2 (ja) * | 2016-09-30 | 2020-11-04 | 大日本印刷株式会社 | 三次元成形用加飾シート、加飾樹脂成形品及びそれらの製造方法 |
| JP6917016B2 (ja) * | 2016-09-30 | 2021-08-11 | 大日本印刷株式会社 | 三次元成形用加飾シート、加飾樹脂成形品及びそれらの製造方法 |
| US20210129577A1 (en) * | 2016-12-29 | 2021-05-06 | 3M Innovative Properties Company | Decorative sheet |
| JP6965919B2 (ja) * | 2017-03-31 | 2021-11-10 | 大日本印刷株式会社 | 加飾シート、加飾樹脂成形品、及びこれらの製造方法 |
| JP6551469B2 (ja) * | 2017-07-21 | 2019-07-31 | 大日本印刷株式会社 | 加飾シート及び加飾樹脂成形品 |
| WO2019061393A1 (zh) * | 2017-09-30 | 2019-04-04 | 深圳传音通讯有限公司 | 复合板材及其纹理制作方法、及采用复合板材的移动终端 |
| JP7053214B2 (ja) * | 2017-10-17 | 2022-04-12 | スリーエム イノベイティブ プロパティズ カンパニー | 伸長可能フィルム及び表面コーティング組成物 |
| JP7088677B2 (ja) * | 2018-01-15 | 2022-06-21 | スリーエム イノベイティブ プロパティズ カンパニー | 耐スクラッチ性を有するフィルム及び表面コーティング組成物 |
| JP7259201B2 (ja) * | 2018-01-22 | 2023-04-18 | 凸版印刷株式会社 | 化粧シート |
| JP6561193B1 (ja) * | 2018-12-21 | 2019-08-14 | 東京インキ株式会社 | すりガラス調の装飾シートを製造するための装飾シート製造方法 |
| JP7323321B2 (ja) * | 2019-04-16 | 2023-08-08 | スリーエム イノベイティブ プロパティズ カンパニー | フィルム |
| JP7272115B2 (ja) * | 2019-05-30 | 2023-05-12 | 凸版印刷株式会社 | 化粧シート |
| AU2020359596A1 (en) * | 2019-09-30 | 2022-04-14 | Dai Nippon Printing Co., Ltd. | Decorative sheet and decorative material using same |
| JP2021181174A (ja) * | 2020-05-18 | 2021-11-25 | 凸版印刷株式会社 | 化粧シート及び化粧板 |
| JP6969710B1 (ja) * | 2020-06-23 | 2021-11-24 | Dicグラフィックス株式会社 | プライマー組成物、印刷物及び積層体 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS641726A (en) | 1987-06-25 | 1989-01-06 | Dainippon Ink & Chem Inc | Production of polycarbonate polyol |
| JPH03181517A (ja) | 1989-12-08 | 1991-08-07 | Daicel Chem Ind Ltd | ポリカーボネートアクリレート樹脂またはポリカーボネートメタクリレート樹脂の製造方法 |
| JP2001162758A (ja) * | 1999-12-08 | 2001-06-19 | Toppan Printing Co Ltd | 化粧材 |
| JP2007070544A (ja) | 2005-09-08 | 2007-03-22 | Zebra Pen Corp | マーキングペン用油性インキ |
| JP2007261259A (ja) * | 2006-02-28 | 2007-10-11 | Dainippon Printing Co Ltd | 化粧シート |
| JP2008087269A (ja) * | 2006-09-29 | 2008-04-17 | Dainippon Printing Co Ltd | 化粧シート |
| JP2008238601A (ja) * | 2007-03-27 | 2008-10-09 | Dainippon Printing Co Ltd | 化粧シート |
| JP2009132145A (ja) | 2007-11-07 | 2009-06-18 | Dainippon Printing Co Ltd | 加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品 |
| JP2010030277A (ja) | 2008-06-30 | 2010-02-12 | Dainippon Printing Co Ltd | 加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品 |
| JP2011073380A (ja) * | 2009-09-30 | 2011-04-14 | Dainippon Printing Co Ltd | 加飾シート及びそれを用いてなる加飾樹脂成形品 |
| JP2011073373A (ja) * | 2009-09-30 | 2011-04-14 | Dainippon Printing Co Ltd | 加飾シート及びそれを用いてなる加飾樹脂成形品 |
| JP2011207187A (ja) * | 2010-03-30 | 2011-10-20 | Dainippon Printing Co Ltd | 加飾シート及びそれを用いてなる加飾成形品 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3846812B2 (ja) * | 1996-12-02 | 2006-11-15 | 大日本印刷株式会社 | 化粧シート及び該シートを用いた化粧材 |
| EP1724120B1 (en) * | 2004-02-18 | 2013-03-06 | Taica Corporation | Hydraulic transfer method |
| JP2008163302A (ja) * | 2006-12-08 | 2008-07-17 | Toyo Ink Mfg Co Ltd | 活性エネルギー線硬化型オーバープリントニス組成物、印刷シートおよび印刷シート成形物 |
| JP5012433B2 (ja) * | 2007-11-07 | 2012-08-29 | 大日本印刷株式会社 | 加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品 |
| KR101599568B1 (ko) * | 2008-06-30 | 2016-03-03 | 다이니폰 인사츠 가부시키가이샤 | 장식 시트, 장식 수지 성형품의 제조 방법 및 장식 수지 성형품 |
| JP5589297B2 (ja) * | 2009-03-31 | 2014-09-17 | 大日本印刷株式会社 | 加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品 |
| US20110171429A1 (en) | 2010-01-12 | 2011-07-14 | Ming-Hung Huang | Low gloss surface decorative film and decorated article formed therewith |
-
2012
- 2012-03-09 WO PCT/JP2012/056160 patent/WO2013046752A1/ja active Application Filing
- 2012-03-09 KR KR1020147011144A patent/KR101980401B1/ko active IP Right Grant
- 2012-03-09 EP EP12836732.3A patent/EP2752294B1/en active Active
- 2012-03-09 CN CN201280048180.XA patent/CN103842176B/zh active Active
- 2012-03-09 US US14/348,067 patent/US9352611B2/en active Active
- 2012-09-28 JP JP2012217394A patent/JP6107031B2/ja active Active
-
2016
- 2016-04-28 US US15/140,972 patent/US9914285B2/en active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS641726A (en) | 1987-06-25 | 1989-01-06 | Dainippon Ink & Chem Inc | Production of polycarbonate polyol |
| JPH03181517A (ja) | 1989-12-08 | 1991-08-07 | Daicel Chem Ind Ltd | ポリカーボネートアクリレート樹脂またはポリカーボネートメタクリレート樹脂の製造方法 |
| JP2001162758A (ja) * | 1999-12-08 | 2001-06-19 | Toppan Printing Co Ltd | 化粧材 |
| JP2007070544A (ja) | 2005-09-08 | 2007-03-22 | Zebra Pen Corp | マーキングペン用油性インキ |
| JP2007261259A (ja) * | 2006-02-28 | 2007-10-11 | Dainippon Printing Co Ltd | 化粧シート |
| JP2008087269A (ja) * | 2006-09-29 | 2008-04-17 | Dainippon Printing Co Ltd | 化粧シート |
| JP2008238601A (ja) * | 2007-03-27 | 2008-10-09 | Dainippon Printing Co Ltd | 化粧シート |
| JP2009132145A (ja) | 2007-11-07 | 2009-06-18 | Dainippon Printing Co Ltd | 加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品 |
| JP2010030277A (ja) | 2008-06-30 | 2010-02-12 | Dainippon Printing Co Ltd | 加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品 |
| JP2011073380A (ja) * | 2009-09-30 | 2011-04-14 | Dainippon Printing Co Ltd | 加飾シート及びそれを用いてなる加飾樹脂成形品 |
| JP2011073373A (ja) * | 2009-09-30 | 2011-04-14 | Dainippon Printing Co Ltd | 加飾シート及びそれを用いてなる加飾樹脂成形品 |
| JP2011207187A (ja) * | 2010-03-30 | 2011-10-20 | Dainippon Printing Co Ltd | 加飾シート及びそれを用いてなる加飾成形品 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2752294A4 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107107580A (zh) * | 2014-12-24 | 2017-08-29 | 3M创新有限公司 | 能够通过热膨胀覆盖具有三维形状的制品的膜和装饰性膜 |
| CN107107580B (zh) * | 2014-12-24 | 2019-04-16 | 3M创新有限公司 | 能够通过热膨胀覆盖具有三维形状的制品的膜和装饰性膜 |
| US10228280B2 (en) | 2017-02-09 | 2019-03-12 | International Business Machines Corporation | Optical sensor |
| US11787217B2 (en) | 2019-04-16 | 2023-10-17 | 3M Innovative Properties Company | Over-laminate film and graphic laminate |
| JP7384248B1 (ja) | 2022-08-05 | 2023-11-21 | 東洋インキScホールディングス株式会社 | 電子線硬化型組成物 |
| JP2024022299A (ja) * | 2022-08-05 | 2024-02-16 | artience株式会社 | 電子線硬化型組成物 |
| JP7544219B2 (ja) | 2022-08-05 | 2024-09-03 | artience株式会社 | 包装材料 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2752294B1 (en) | 2017-03-01 |
| EP2752294A1 (en) | 2014-07-09 |
| US20140255669A1 (en) | 2014-09-11 |
| US20160236447A1 (en) | 2016-08-18 |
| EP2752294A4 (en) | 2015-06-17 |
| US9914285B2 (en) | 2018-03-13 |
| JP2013082221A (ja) | 2013-05-09 |
| KR20140068232A (ko) | 2014-06-05 |
| KR101980401B1 (ko) | 2019-05-20 |
| CN103842176B (zh) | 2016-09-14 |
| JP6107031B2 (ja) | 2017-04-05 |
| CN103842176A (zh) | 2014-06-04 |
| US9352611B2 (en) | 2016-05-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2013046752A1 (ja) | 加飾シート及びそれを用いてなる加飾樹脂成形品 | |
| WO2015046568A1 (ja) | 加飾シート、加飾樹脂成形品、及び加飾樹脂成形品の製造方法 | |
| WO2012101820A1 (ja) | 加飾シート及びそれを用いてなる加飾樹脂成形品 | |
| WO2010001867A1 (ja) | 加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品 | |
| JP5736817B2 (ja) | 加飾シート及びそれを用いてなる加飾樹脂成形品 | |
| JP5673146B2 (ja) | 加飾シート及びそれを用いてなる加飾樹脂成形品 | |
| JP6064495B2 (ja) | 加飾シート、及び加飾樹脂成型品 | |
| JP6048530B2 (ja) | 加飾シート及びそれを用いてなる加飾樹脂成形品 | |
| JP5471719B2 (ja) | 加飾シート及びそれを用いてなる加飾成形品 | |
| JP6255846B2 (ja) | 加飾シート及び加飾樹脂成形品 | |
| JP5673099B2 (ja) | 加飾シート及び加飾樹脂成型品 | |
| JP5966304B2 (ja) | 加飾シート及び加飾樹脂成形品 | |
| JP6194571B2 (ja) | 加飾シート、及び加飾樹脂成形品 | |
| JP6551469B2 (ja) | 加飾シート及び加飾樹脂成形品 | |
| JP6383520B2 (ja) | 加飾シート、及び加飾樹脂成形品 | |
| WO2021199360A1 (ja) | 加飾シート及び加飾樹脂成形品 | |
| JP6221571B2 (ja) | 加飾シート及び加飾樹脂成形品 | |
| JP5850129B2 (ja) | 加飾シート及び加飾樹脂成型品 | |
| JP2020049771A (ja) | 加飾シート及び加飾樹脂成形品 | |
| JP7501057B2 (ja) | 加飾シート及び加飾樹脂成形品 | |
| JP6675039B1 (ja) | 加飾シート及び加飾樹脂成形品 | |
| JP7375417B2 (ja) | 加飾シート及び加飾樹脂成形品 | |
| JP6041012B2 (ja) | 加飾シート及びそれを用いてなる加飾成形品 | |
| JP5923123B2 (ja) | 加飾シート及びそれを用いてなる加飾成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12836732 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14348067 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2012836732 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012836732 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20147011144 Country of ref document: KR Kind code of ref document: A |