WO2013042765A1 - 硬質膜、硬質膜形成体、および転がり軸受 - Google Patents
硬質膜、硬質膜形成体、および転がり軸受 Download PDFInfo
- Publication number
- WO2013042765A1 WO2013042765A1 PCT/JP2012/074217 JP2012074217W WO2013042765A1 WO 2013042765 A1 WO2013042765 A1 WO 2013042765A1 JP 2012074217 W JP2012074217 W JP 2012074217W WO 2013042765 A1 WO2013042765 A1 WO 2013042765A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- hard film
- layer
- mixed layer
- film
- rolling
- Prior art date
Links
Images















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/62—Selection of substances
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/02—Pretreatment of the material to be coated
- C23C14/024—Deposition of sublayers, e.g. to promote adhesion of the coating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/02—Pretreatment of the material to be coated
- C23C14/027—Graded interfaces
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0605—Carbon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/3464—Sputtering using more than one target
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/324—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer with at least one metal matrix material layer comprising a mixture of at least two metals or metal phases or a metal-matrix material with hard embedded particles, e.g. WC-Me
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/341—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one carbide layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/343—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one DLC or an amorphous carbon based layer, the layer being doped or not
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/347—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with layers adapted for cutting tools or wear applications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/36—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including layers graded in composition or physical properties
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/32—Balls
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/34—Rollers; Needles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/46—Cages for rollers or needles
- F16C33/56—Selection of substances
- F16C33/565—Coatings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/64—Special methods of manufacture
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/66—Special parts or details in view of lubrication
- F16C33/6603—Special parts or details in view of lubrication with grease as lubricant
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2202/00—Solid materials defined by their properties
- F16C2202/02—Mechanical properties
- F16C2202/04—Hardness
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2204/00—Metallic materials; Alloys
- F16C2204/40—Alloys based on refractory metals
- F16C2204/44—Alloys based on chromium
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2204/00—Metallic materials; Alloys
- F16C2204/60—Ferrous alloys, e.g. steel alloys
- F16C2204/66—High carbon steel, i.e. carbon content above 0.8 wt%, e.g. through-hardenable steel
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2206/00—Materials with ceramics, cermets, hard carbon or similar non-metallic hard materials as main constituents
- F16C2206/02—Carbon based material
- F16C2206/04—Diamond like carbon [DLC]
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2206/00—Materials with ceramics, cermets, hard carbon or similar non-metallic hard materials as main constituents
- F16C2206/40—Ceramics, e.g. carbides, nitrides, oxides, borides of a metal
- F16C2206/58—Ceramics, e.g. carbides, nitrides, oxides, borides of a metal based on ceramic nitrides
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2206/00—Materials with ceramics, cermets, hard carbon or similar non-metallic hard materials as main constituents
- F16C2206/80—Cermets, i.e. composites of ceramics and metal
- F16C2206/82—Cermets, i.e. composites of ceramics and metal based on tungsten carbide [WC]
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2223/00—Surface treatments; Hardening; Coating
- F16C2223/10—Hardening, e.g. carburizing, carbo-nitriding
- F16C2223/14—Hardening, e.g. carburizing, carbo-nitriding with nitriding
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2223/00—Surface treatments; Hardening; Coating
- F16C2223/30—Coating surfaces
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/30—Self-sustaining carbon mass or layer with impregnant or other layer
Definitions
- the present invention forms a hard film excellent in wear resistance and peel resistance formed on a member made of an iron-based base material or super hard material such as a sliding member, an automobile part, a molding die, and the hard film.
- the present invention relates to a hard film forming body.
- the present invention relates to a rolling bearing in which the hard film is formed on an inner ring raceway surface, an outer ring raceway surface, a rolling element surface, a cage sliding contact surface, and the like.
- the hard carbon film is a hard film generally called diamond-like carbon (hereinafter referred to as DLC.
- DLC diamond-like carbon
- a film / layer mainly composed of DLC is also referred to as a DLC film / layer).
- hard carbon has various names such as hard amorphous carbon, amorphous carbon, hard amorphous carbon, i-carbon, diamond-like carbon, and these terms are not clearly distinguished.
- DLC digital liquid crystal display
- It is as hard as diamond and has excellent wear resistance, solid lubricity, thermal conductivity, chemical stability, and corrosion resistance. For this reason, for example, it is being used as a protective film for molds / tools (including dimension measuring jigs), wear-resistant mechanical parts, abrasives, sliding members, magnetic / optical parts, and the like.
- PVD physical vapor deposition
- CVD chemical vapor deposition
- UBMS unbalanced magnetron sputtering
- the DLC film While having such excellent characteristics, the DLC film generates extremely large internal stress during film formation. In addition, while having high hardness and Young's modulus, the deformability is extremely small. For this reason, it has the faults, such as weak adhesiveness and easy peeling.
- a technique for improving the adhesion for example, a technique that exhibits excellent adhesion even when formed relatively thick has been proposed (see Patent Document 1).
- a film mainly composed of DLC is used as an outermost layer, and further includes an intermediate layer and a base material.
- the base material is made of an iron-based material, and the intermediate layer has a predetermined four-layer structure. is there.
- Patent Document 2 a technique has been proposed in which a graphite target and a hydrocarbon-based gas are used in combination as a carbon supply source and a DLC film is formed by a UBMS method under predetermined conditions.
- the sliding member As a specific example of the sliding member, an attempt has been made to form a DLC film on the raceway surface of the bearing ring of the rolling bearing, the rolling surface of the rolling element, the cage sliding surface, and the like. Since the DLC film has the above-mentioned drawbacks such as being easily peeled off, it is necessary to improve the adhesion when the DLC film is formed on each surface of the rolling bearing.
- chromium hereinafter referred to as Cr
- tungsten hereinafter referred to as W
- Ti Titanium
- Si silicon
- nickel an underlayer having a composition containing at least one element of iron, and the constituent elements and carbon of the underlayer
- a diamond-like carbon layer comprising an intermediate layer that is larger than the base layer side on the opposite side of the base layer, and has a carbon content of 0.02% by mass to 5% by mass with argon and carbon.
- Patent Document 3 a rolling device formed in this order has been proposed (see Patent Document 3).
- an intermediate layer is provided to improve adhesion, and a plurality of layers are formed on the surface of the cage of the rolling bearing, and a predetermined layer is formed between the layer of the outermost layer and the cage.
- a cage with an intermediate layer of hardness has been proposed (see Patent Document 4).
- the adhesion to the substrate may be inferior, and the film may be easily peeled due to residual stress after film formation.
- the original excellent characteristics of the DLC film cannot be exhibited.
- the hard film is formed in a portion that receives a high contact stress over a long period of time, not only static adhesion and mechanical properties but also fatigue properties are important in order to improve the peel resistance.
- the adhesion is improved.
- further improvement of the film structure and the like is desired. Yes.
- the inner and outer raceway raceways that guide rolling elements in rolling bearings have curved surfaces instead of flat surfaces, and there are shapes such as a combination of a main curvature and a sub-curvature.
- the rolling surface of the rolling element is a circumferential surface in the case of cylindrical rollers and a spherical surface in the case of balls.
- the slidable contact surface of the cage is a surface that contacts the rolling element (a cage pocket surface) or a surface that contacts the raceway, and the shape thereof is a curved surface.
- Patent Documents 3 to 7 are intended to prevent the hard film from peeling off.
- the film structure and the structure when the DLC film is applied to the rolling bearing are described.
- membrane conditions There is room for further improvement in membrane conditions.
- the present invention has been made to cope with such problems, and has a hard film that has high wear resistance, is excellent in peel resistance, and can prevent peeling over a long period of time, and the hard film is formed.
- An object is to provide a hard film forming body.
- Another object of the present invention is to provide a rolling bearing that has excellent corrosion resistance and can prevent damage caused by metal contact between bearing members.
- the hard film of the present invention is a hard film formed on the surface of a base material, and the hard film is directly formed on the surface of the base material with Cr and tungsten carbide (hereinafter referred to as WC). ), A second mixed layer mainly composed of WC and DLC formed on the first mixed layer, and a second mixed layer formed on the second mixed layer. It is a film having a structure composed of a surface layer mainly composed of DLC, and the first mixed layer is continuously or stepwise from the base material side to the second mixed layer side in the first mixed layer. The Cr content is reduced, the WC content in the first mixed layer is increased, and the second mixed layer is directed from the first mixed layer side to the surface layer side. Continuously or stepwise, the content of the WC in the second mixed layer decreases, and the content of the DLC in the second mixed layer increases. Comprising a layer, wherein the hydrogen content in the second mixed layer is 10 to 45 atomic%.
- the hard film is brought into contact with SUJ2 hardened steel having a surface roughness Ra of 0.01 ⁇ m or less and a Vickers hardness Hv of 780 by applying a load with a maximum contact surface pressure of 0.5 GPa of Hertz.
- the specific wear amount of the hard film is less than 200 ⁇ 10 ⁇ 10 mm 3 / (N ⁇ m) when the counterpart material is rotated for 30 minutes at a rotational speed of 05 m / s.
- the hard film is characterized in that the sum of the average value of the indentation hardness and the standard deviation value is 25 to 45 GPa.
- the hard film has a critical peel load in a scratch test of 50 N or more.
- the surface layer is a layer formed using a UBMS apparatus using argon (hereinafter referred to as Ar) gas as a sputtering gas, and a graphite target and a hydrocarbon-based gas are used in combination as a carbon supply source.
- Ar argon
- the ratio of the introduction amount of the hydrocarbon-based gas to the introduction amount 100 of Ar gas into the apparatus is 1 to 5, the degree of vacuum in the apparatus is 0.2 to 0.8 Pa, and
- the film is formed by depositing carbon atoms generated from the carbon supply source on the second mixed layer under a condition in which a bias voltage to be applied is 70 to 150 V.
- the hydrocarbon gas is methane gas.
- the bias potential with respect to the base material is applied so as to be negative with respect to the ground potential.
- the bias voltage of 150 V means that the bias potential of the base material is ⁇ 150 V with respect to the ground potential.
- the surface layer has a relaxation layer portion adjacent to the second mixed layer, and the relaxation layer portion includes a ratio of the introduction amount of the hydrocarbon-based gas, a degree of vacuum in the apparatus, and the base material. It is a part formed by changing at least one of the bias voltages applied to the battery continuously or stepwise.
- the film thickness of the hard film is 0.5 to 3 ⁇ m, and the ratio of the thickness of the surface layer to the film thickness of the hard film is 0.7 or less.
- the hard film forming body of the present invention is a hard film forming body comprising a base material and a hard film formed on the surface of the base material, and the hard film is the hard film of the present invention. It is characterized by.
- the base material is made of a cemented carbide material or an iron-based material.
- the rolling bearing of the present invention includes an inner ring having an inner ring raceway surface on the outer periphery, an outer ring having an outer ring raceway surface on the inner periphery, a plurality of rolling elements that roll between the inner ring raceway surface and the outer ring raceway surface,
- a rolling bearing comprising a cage for holding the rolling element, wherein at least one bearing member selected from the inner ring, the outer ring, the rolling element, and the cage is made of an iron-based material, and the iron A hard film on at least one surface selected from the inner ring raceway surface, the outer ring raceway surface, the rolling surface of the rolling element, and the sliding contact surface of the cage, which is a surface of the bearing member made of a base material
- the hard film includes a first mixed layer mainly composed of Cr and WC directly formed on the surface, and a WC formed on the first mixed layer.
- the Cr content is reduced and the WC content in the first mixed layer is increased, and the second mixed layer is continuous from the first mixed layer side to the surface layer side.
- the content of the WC in the second mixed layer decreases or the content of the DLC in the second mixed layer increases in a stepwise or stepwise manner, and the hydrogen content in the second mixed layer Is 10 to 45 atomic%.
- the rolling element is a ball, and the inner ring raceway surface and the outer ring raceway surface are circular curved surfaces that guide the rolling element.
- the rolling element is a ball
- the sliding contact surface of the cage is a pocket surface that holds the ball that is a sliding contact surface with the rolling element.
- the iron-based materials forming the inner ring, the outer ring, and the rolling elements are high carbon chrome bearing steel, carbon steel, tool steel, or martensitic stainless steel, respectively.
- the surface on which the hard film is formed has a Vickers hardness of Hv650 or more.
- the iron-based material forming the cage is a cold-rolled steel plate, carbon steel, chromium steel, chromium molybdenum steel, nickel chromium molybdenum steel, or austenitic stainless steel.
- the sliding surface on which the hard film is formed has a Vickers hardness of Hv450 or more.
- a nitride layer is formed on the surface on which the hard film is formed by nitriding before the hard film is formed.
- the nitriding treatment is a plasma nitriding treatment
- the hardness of the surface after the nitriding treatment is Hv 1000 or more in terms of Vickers hardness.
- the surface roughness Ra of the surface on which the hard film is formed is 0.05 ⁇ m or less. Further, in the above cage, the surface roughness Ra of the sliding contact surface on which the hard film is formed is 0.5 ⁇ m or less.
- the rolling bearing is characterized in that grease is enclosed.
- the hard film of the present invention comprises (1) the first mixed layer of Cr / WC (composition gradient), (2) the second mixed layer of WC / DLC (composition gradient), (3) It is a hard film having a structure composed of a DLC surface layer.
- the first mixed layer directly formed on the base material contains Cr and thus has good compatibility with iron-based materials and the like, and has excellent adhesion compared to Al and W.
- WC has intermediate hardness and elastic modulus between Cr and DLC
- both the first mixed layer and the second mixed layer have a gradient composition containing WC, so Residual stress concentration is unlikely to occur.
- the first mixed layer and the second mixed layer have a gradient composition, they have a structure in which different materials are physically combined.
- the hydrogen content in the second mixed layer is 10 to 45 atomic%, even when formed in a portion that receives high contact stress, it is possible to prevent peeling over a long period of time.
- the hard film of the present invention is excellent in peel resistance even when it is formed in a part subjected to high contact stress, and can exhibit the original characteristics of the DLC film.
- the hard film formed body of the present invention can be used for various applications as a member having excellent wear resistance, corrosion resistance, fretting resistance and the like.
- the rolling bearing of the present invention has a hard film having the above structure formed on the surface of a bearing member made of an iron-based material, the raceway surface and rolling surface that receive high contact stress, and the cage that receives strong impact force Separation can be prevented over a long period on the sliding surface. Further, the hard film having the above structure is excellent in peeling resistance while being formed on the curved inner / outer ring raceway surface, the rolling surface of the rolling element, and the non-planar cage sliding surface. As a result, the rolling bearing of the present invention has excellent seizure resistance, wear resistance, and corrosion resistance, and has a long life with little damage to the raceway surface and the cage sliding surface even under severe lubrication.
- the hard film of the present invention includes (1) a first mixed layer of Cr / WC (composition gradient), (2) a second mixed layer of WC / DLC (composition gradient), and (3) a surface layer of DLC. , And a hydrogen content in the second mixed layer is 10 to 45 atomic%.
- the hard-film formation body of this invention consists of a base material and the said hard film of this invention formed into a film on the surface of a base material.
- This bearing member is an example of the hard film forming body of the present invention, and the rolling bearing using this bearing member is the rolling bearing of the present invention.
- At least one bearing member selected from an inner ring, an outer ring, a rolling element, and a cage is made of an iron-based material.
- the place where the hard film is formed is (1) the surface of the bearing member made of an iron-based material, among which (2) the inner ring raceway surface, the outer ring raceway surface, the rolling surface of the rolling element, and the cage It is at least one surface selected from the sliding surface. These surfaces are mainly non-planar curved surfaces.
- the hard film is preferably formed on a surface where members made of an iron-based material come into contact with each other.
- FIGS. Fig. 1 is a cross-sectional view of a rolling bearing (deep groove ball bearing) with a hard film formed on the inner and outer ring raceway surfaces
- Fig. 2 is a rolling bearing (deep groove ball bearing) with a hard film formed on the rolling surface of the rolling element.
- 3 is a sectional view of a rolling bearing (deep groove ball bearing) having a hard film formed on the pocket surface of the cage
- FIG. 4 is an enlarged view of the cage of FIG.
- the rolling bearing 1 includes an inner ring 2 having an inner ring raceway surface 2a on the outer periphery, an outer ring 3 having an outer ring raceway surface 3a on the inner periphery, and an inner ring raceway surface 2a and an outer ring raceway surface 3a.
- the rolling elements 4 are held at regular intervals by a cage 5.
- the opening portions in the axial direction of the inner and outer rings are sealed by the seal member 6, and grease 7 is sealed in the bearing space.
- the grease 7 a known grease for a rolling bearing can be used.
- a hard film 8 is formed on the outer peripheral surface (including the inner ring raceway surface 2a) of the inner ring 2, and in the rolling bearing of FIG. 1 (b), the inner peripheral surface ( A hard film 8 is formed on the outer ring raceway surface 3a).
- the hard film 8 When the hard film 8 is formed on the inner / outer rings, it may be formed at least on the raceway surface. Therefore, it may be formed on the entire outer peripheral surface of the inner ring, the entire outer peripheral surface of the outer ring as shown in each drawing, or may be formed on the entire inner / outer ring.
- a hard film 8 is formed on the rolling surface of the rolling element 4. Since the rolling bearing of FIG. 2 is a deep groove ball bearing, the rolling element 4 is a ball, and its rolling surface is the entire spherical surface. When a cylindrical roller bearing or a tapered roller bearing is used as a rolling bearing other than that shown in the figure, when the hard film 8 is formed on the rolling element, it is formed at least on the rolling surface (such as the outer circumference of the cylinder). I just need it.
- the inner ring raceway surface 2a of the deep groove ball bearing is a circular curved surface having an arc-shaped cross section in the axial direction in order to guide the ball as the rolling element 4.
- the outer ring raceway surface 3a is also a circular curved surface having an arc-shaped cross section in the axial direction.
- the radius of curvature of this arc groove is generally about 0.51 to 0.54 dw, where dw is the diameter of the steel ball.
- the inner ring raceway surface and the outer ring raceway surface are curved at least in the circumferential direction in order to guide the rollers of these bearings. It becomes.
- the inner ring raceway surface and the outer ring raceway surface are curved in the axial direction in addition to the circumferential direction.
- the inner ring raceway surface and the outer ring raceway surface may have any of the above shapes.
- the inner ring 2, the outer ring 3, and the rolling elements 4, which are bearing members that are the targets for forming the hard film 8, are made of an iron-based material.
- this iron-based material any steel material generally used as a bearing member can be used, and examples thereof include high carbon chromium bearing steel, carbon steel, tool steel, martensitic stainless steel, and the like.
- the surface on which the hard film is formed has a Vickers hardness of Hv650 or more.
- Hv650 or more a hardness difference with a hard film
- the surface roughness Ra of the surface on which the hard film is formed is preferably 0.05 ⁇ m or less.
- the surface roughness Ra exceeds 0.05 ⁇ m, it is difficult to form a hard film at the tip of the projection having the roughness, and the film thickness is locally reduced.
- a hard film 8 is formed on the sliding contact surface of the cage 5.
- the cage 5 is a corrugated iron plate cage, which is manufactured by combining two members 5 a and 5 a that are press-molded using an iron-based material described later.
- a holder pocket 5b for holding is formed.
- An inner peripheral surface (pocket surface) of the cage pocket 5b is a sliding contact surface with the rolling element 4, and a hard film 8 is formed on the pocket surface.
- the hard film 8 may be formed on at least one sliding contact surface selected from the sliding contact surface with the raceway ring (inner ring 2 or outer ring 3) and the sliding contact surface with the rolling element 4.
- a hard film is also formed on the inner ring raceway surface 2a, the outer ring raceway surface 3a, the rolling surface of the rolling element 4 and the like shown in FIGS. May be.
- the cage 5 that is the target for forming the hard film 8 is made of an iron-based material.
- any material generally used as a cage material can be used, for example, cold rolled steel plate, carbon steel, chromium steel, chromium molybdenum steel, nickel chromium molybdenum steel, austenitic stainless steel, etc. Can be mentioned.
- the hardness of the sliding contact surface on which the hard film 8 is formed is preferably Vvs hardness of Hv 190 or higher, more preferably Hv 450 or higher.
- Hv450 or more the hardness difference with a hard film
- the surface roughness Ra of the sliding contact surface on which the hard film 8 is formed is preferably 0.5 ⁇ m or less.
- the surface roughness Ra exceeds 0.5 ⁇ m, the hard film formed on the tip of the projection having the roughness is easily peeled off due to local stress concentration during sliding. Further, since the dirt is not easily removed, the hard film formed on the dirt may be easily peeled off.
- a nitride layer is formed by nitriding treatment on the surface of each member (inner ring, outer ring, rolling element, cage) on which the hard film is formed before the hard film is formed.
- the nitriding treatment it is preferable to perform a plasma nitriding treatment in which an oxide layer that hinders adhesion is hardly generated on the surface of the base material.
- the surface hardness after nitriding is preferably Vickers hardness of Hv1000 or more in order to further improve the adhesion to the hard film (underlayer).
- FIG. 5 is a schematic cross-sectional view showing the structure of the hard film 8 in the case of FIG.
- the hard film 8 includes (1) a first mixed layer 8a mainly composed of Cr and WC formed directly on the inner ring raceway surface 2a of the inner ring 2 as a base material, 2) a second mixed layer 8b mainly composed of WC and DLC formed on the first mixed layer 8a; and (3) a surface mainly composed of DLC formed on the second mixed layer 8b.
- It has a three-layer structure composed of the layer 8c.
- a hard film has a residual stress in the film, and the residual stress varies greatly depending on the film structure and film formation conditions.
- the film structure of the hard film is a three-layer structure as described above, so that sudden changes in physical properties (hardness, elastic modulus, etc.) are avoided.
- the first mixed layer 8a is an underlayer formed directly on the surface of the base material, such as the raceway surface, the rolling surface, and the sliding surface of the cage. Since the first mixed layer 8a contains Cr, the first mixed layer 8a has good compatibility with a bearing member made of an iron-based material serving as a base material, and is superior in adhesion to the base material as compared with the case where W, Ti, Si, or the like is used. In particular, it has excellent adhesion to high carbon chromium bearing steel used as a bearing race material. It also has good compatibility with cemented carbide materials. Further, WC used for the first mixed layer 8a has intermediate hardness and elastic modulus between Cr and DLC, and residual stress concentration after film formation hardly occurs.
- the first mixed layer 8a has a gradient composition in which the Cr content is small and the WC content is high from the inner ring 2 side toward the second mixed layer 8b side, the inner ring 2 and the second mixture are mixed. Excellent adhesion on both sides with the layer 8b. In addition, Cr and WC are physically bonded in the mixed layer, and damage in the mixed layer can be prevented. Furthermore, since the WC content is increased on the second mixed layer 8b side, the adhesion between the first mixed layer 8a and the second mixed layer 8b is excellent.
- the second mixed layer 8b becomes an intermediate layer interposed between the base layer and the surface layer.
- the WC used for the second mixed layer 8b has an intermediate hardness and elastic modulus between Cr and DLC, and residual stress concentration after film formation hardly occurs. Since the second mixed layer 8b has a gradient composition in which the WC content decreases from the first mixed layer 8a side to the surface layer 8c side and the DLC content increases, the first mixed layer 8a and the surface Excellent adhesion on both sides with the layer 8c. In addition, WC and DLC are physically coupled in the mixed layer, and damage in the mixed layer can be prevented. Furthermore, since the DLC content is increased on the surface layer 8c side, the adhesion between the surface layer 8c and the second mixed layer 8b is excellent.
- the second mixed layer 8b is a layer in which non-adhesive DLC is bonded to the first mixed layer 8a side by an anchor effect by WC.
- the mechanical properties and fatigue characteristics of both DLC and WC in this layer are important in order to develop high adhesion even under severe conditions with fatigue due to high impact force or with high surface pressure. it is conceivable that. Therefore, the present inventors conducted experiments to optimize the film formation conditions of the second mixed layer (WC / DLC), and as a result, the hydrogen content in the second mixed layer was reduced under the general sputtering conditions. It has been found that the peeling life can be remarkably improved in an environment with fatigue due to a strong impact force or in an environment with fatigue due to a high contact stress due to rolling contact, by increasing the number extremely compared to the case where it is performed.
- the hydrogen content in the second mixed layer is 10 to 45 atomic%. More preferably, the content is 15 to 45 atomic%.
- the hydrogen content in the second mixed layer is less than 10 atomic%, the mechanical properties are sufficient and the static adhesion is high, but the fatigue properties are inferior, so that they are easily peeled off under rolling contact.
- the hydrogen content exceeds 45 atomic%, the mechanical properties become insufficient, and the hard film is greatly deformed without being able to withstand the impact force or the high contact pressure of the rolling contact, and stress is applied to the adjacent layer. Long life is difficult to develop because of the concentration.
- the “hydrogen content in the second mixed layer” in the present invention is the hydrogen content (atomic%) determined by GDS analysis (glow discharge emission spectroscopic analysis).
- GDS analysis is an analysis capable of examining the relationship between the depth direction and the element amount, and can be quantified by preparing a calibration curve for each element.
- the hydrogen calibration curve was created using ERDA analysis (elastic recoil particle detection method) capable of measuring the absolute amount of hydrogen. Further, calibration curves for constituent elements other than hydrogen were prepared using EDX analysis. Details are shown below.
- FIG. 13 shows an example of the GDS analysis result
- FIG. 14 shows an enlarged view of the second mixed layer (WC / DLC layer) part in FIG.
- the sputter time on the horizontal axis represents the depth from the surface.
- the WC / DLC layer is a range in which the C peak and the W peak coexist, and the maximum value (atomic%) of the hydrogen peak within this coexistence range is defined as “hydrogen content in the second mixed layer” in the present invention.
- “Atom%” on the vertical axis is calculated from the hydrogen output value (V) in the GDS analysis by the following method.
- the hydrogen content obtained with the DLC hydrogen calibration curve is different from the hydrogen content obtained with the WC hydrogen calibration curve, it can be arbitrarily determined by taking the average of the hydrogen content obtained with both calibration curves.
- the hydrogen content (atomic%) corresponding to the hydrogen output value (V) can be calculated.
- the surface layer 8c is a film mainly composed of DLC.
- the surface layer 8c preferably has a relaxing layer portion 8d on the side adjacent to the second mixed layer 8b. This is because when the film formation condition parameters (hydrocarbon gas introduction amount, vacuum degree, bias voltage) are different between the second mixed layer 8b and the surface layer 8c, in order to avoid abrupt changes in these parameters, It is a relaxation layer portion obtained by changing at least one continuously or stepwise. More specifically, the film-forming condition parameters at the time of forming the outermost layer of the second mixed layer 8b are set as the starting points, and the final film-forming condition parameters of the surface layer 8c are set as the end points. Change.
- the composition ratio of the graphite structure (sp 2 ) and the diamond structure (sp 3 ) in the DLC structure is biased toward the latter, and the hardness is inclined (increased).
- the thickness of the hard film 8 (total of the three layers) is preferably 0.5 to 3.0 ⁇ m. If the film thickness is less than 0.5 ⁇ m, the abrasion resistance and mechanical strength may be inferior, and if it exceeds 3.0 ⁇ m, the film is easily peeled off. Furthermore, the ratio of the thickness of the surface layer 8c to the thickness of the hard film 8 is preferably 0.7 or less. When this ratio exceeds 0.7, the gradient structure for physically bonding WC and DLC in the second mixed layer 8b tends to be a discontinuous structure, and the adhesion is likely to deteriorate.
- the peel resistance is excellent.
- the physical properties of the hard film 8 are SUJ2 hardened steel having a surface roughness Ra of 0.01 ⁇ m or less and a Vickers hardness Hv of 780, and a contact with a load of 0.5 GPa maximum contact surface pressure of Hertz.
- the specific wear amount of the hard film is preferably less than 200 ⁇ 10 ⁇ 10 mm 3 / (N ⁇ m) when the counterpart material is rotated for 30 minutes at a rotational speed of 0.05 m / s.
- the form of this frictional wear test is an adhesive wear form close to the wear form in the bearing since the surface roughness of the counterpart material is small.
- the specific wear amount is less than 200 ⁇ 10 ⁇ 10 mm 3 / (N ⁇ m) in this test, the wear resistance is excellent and the generation of wear powder can be prevented. In addition, it is effective in reducing wear against local slip occurring on the raceway surface and the cage sliding contact surface.
- the sum of the average value of the indentation hardness and the standard deviation value is 25 to 45 GPa. Within this range, a high effect is exhibited even in abrasive wear that occurs when a hard foreign object intervenes in the raceway surface or the cage sliding surface.
- the critical peel load in the scratch test is 50 N or more.
- the method for measuring the critical peel load in the scratch test is as shown in the examples described later.
- the critical peel load is less than 50 N, the hard film is likely to peel when the bearing is used under high load conditions. Even if the critical peeling load is 50 N or more, the film may be easily peeled off depending on the case unless it is a film structure as in the present invention.
- the rolling bearing of the present invention by forming a hard film with the structure and physical properties as described above, when a load (high contact stress) such as rolling contact is applied when the bearing is used, impact force or local sliding Even when subjected to a thermal shock due to heat generation, the film can be prevented from being worn or peeled off, and even in a severely lubricated state, there is little damage to the raceway surface, the cage sliding surface, etc., resulting in a long life.
- a new metal surface is exposed in a rolling bearing encapsulated with grease, grease degradation is promoted by catalytic action.
- the raceway surface, rolling surface, and cage sliding contact due to metal contact are caused by a hard film. Since the surface can be prevented from being damaged, this grease deterioration can also be prevented.
- the hard film is obtained by forming the base layer 8a, the mixed layer 8b, and the surface layer 8c in this order on the film formation surface of the bearing member.
- the surface layer 8c is preferably formed using a UBMS apparatus using Ar gas as a sputtering gas.
- the film forming principle of the UBMS method using the UBMS apparatus will be described with reference to the schematic diagram shown in FIG.
- the substrate 12 is an inner ring, an outer ring, a rolling element, or a cage, which are bearing members to be deposited, but is schematically shown as a flat plate.
- an inner magnet 14 a and an outer magnet 14 b having different magnetic characteristics are arranged in the central portion and the peripheral portion of the round target 15, and the magnet 14 a is formed while forming a high-density plasma 19 near the target 15.
- a part 16 a of the magnetic force lines 16 reaches the vicinity of the base material 12 connected to the bias power source 11.
- the Ar plasma generated during the sputtering along the magnetic force lines 16a can be diffused to the vicinity of the base material 12.
- an ion assist effect that causes Ar ions 17 and electrons to reach the base material 12 in a larger amount than the ordinary sputtering along the magnetic field lines 16a reaching the vicinity of the base material 12 due to the ion assist effect.
- a dense film (layer) 13 can be formed.
- the surface layer 8c uses this apparatus and uses a graphite target and a hydrocarbon-based gas in combination as a carbon supply source, and the amount of introduction of the hydrocarbon-based gas with respect to the amount 100 of introduction of the Ar gas into the apparatus. It is generated from the carbon source under the conditions that the ratio is 1 to 5, the degree of vacuum in the apparatus is 0.2 to 0.8 Pa, and the bias voltage applied to the bearing member as the base material is 70 to 150 V. It is preferable that carbon atoms are deposited on the second mixed layer 8b. This preferable condition will be described below.
- the adhesion with the second mixed layer 8b can be improved by using a graphite target and a hydrocarbon-based gas in combination as a carbon supply source.
- a hydrocarbon-based gas methane gas, acetylene gas, benzene and the like can be used, and are not particularly limited.
- methane gas is preferable from the viewpoint of cost and handleability.
- the surface layer The adhesion with the second mixed layer 8b can be improved without deteriorating the wear resistance of 8c.
- the degree of vacuum in the UBMS apparatus is preferably 0.2 to 0.8 Pa as described above. More preferably, it is 0.25 to 0.8 Pa. If the degree of vacuum is less than 0.2 Pa, the amount of Ar gas in the chamber is small, so that Ar plasma is not generated and film formation may not be possible. On the other hand, if the degree of vacuum is higher than 0.8 Pa, the reverse sputtering phenomenon tends to occur and the wear resistance may be deteriorated.
- the bias voltage applied to the bearing member serving as the base material is preferably 70 to 150 V as described above. More preferably, it is 100 to 150V.
- the bias voltage is less than 70V, densification does not proceed and the wear resistance is extremely deteriorated, which is not preferable.
- the bias voltage exceeds 150 V, reverse sputtering tends to occur, and the wear resistance may be deteriorated.
- the bias voltage is too high, the surface layer becomes too hard and may be easily peeled off when the bearing is used.
- the introduction amount of Ar gas which is a sputtering gas, is preferably 40 to 150 ml / min. More preferably, it is 50 to 150 ml / min.
- Ar gas flow rate is less than 40 ml / min, Ar plasma is not generated and film formation may not be possible.
- the Ar gas flow rate is higher than 150 ml / min, the reverse sputtering phenomenon tends to occur, so that the wear resistance may be deteriorated.
- the amount of Ar gas introduced is large, the collision probability between Ar atoms and carbon atoms increases in the film forming chamber. As a result, the number of Ar atoms reaching the film surface is reduced, the effect of compacting the film by Ar atoms is reduced, and the wear resistance of the film is deteriorated.
- the first mixed layer 8a and the second mixed layer 8b are also formed using a UBMS apparatus using Ar gas as the sputtering gas.
- a Cr target and a WC target are used in combination as the target 15.
- a graphite target and a hydrocarbon-based gas are used in forming the second mixed layer 8b. The target used for each layer is sequentially replaced every time the layers are formed.
- the first mixed layer 8a is formed continuously or stepwise while increasing the sputtering power applied to the WC target and decreasing the power applied to the Cr target. Thereby, it can be set as the layer of the gradient composition which the content rate of Cr is small toward the 2nd mixed layer 8b side, and the content rate of WC becomes high.
- the second mixed layer 8b is formed continuously or stepwise while increasing the sputtering power applied to the graphite target serving as the carbon supply source and decreasing the power applied to the WC target. Thereby, it can be set as the layer of the gradient composition which the content rate of WC becomes small toward the surface layer 8c side, and the content rate of DLC becomes high.
- a graphite target and a hydrocarbon gas are used in combination as a carbon supply source, and the ratio of the introduction amount of the hydrocarbon gas Is increased in comparison with normal sputtering conditions.
- the ratio of the introduction amount of the hydrocarbon-based gas is 5 to 40, more preferably 10 to 40 (volume part) with respect to the introduction amount 100 (volume part) of Ar gas into the UBMS apparatus (deposition chamber).
- Other conditions such as the degree of vacuum in the apparatus and the bias voltage during the formation of the second mixed layer are the same as the preferred film formation conditions for the surface layer described above.
- a hard film such as a DLC film has a residual stress in the film, and the residual stress varies greatly depending on the film structure, film forming conditions, and substrate shape.
- the influence of the substrate shape is large.
- a hard film that does not peel immediately after film formation and has a large critical peel load in the scratch test is formed immediately after film formation on curved surfaces such as inner and outer ring raceways of rolling bearings and cage pocket surfaces of rolling bearings. In some cases, it may be peeled off or may be easily peeled off during use, even if it does not peel off immediately after film formation.
- the present inventors have determined that the hard film formed on the inner and outer ring raceway surfaces of the rolling bearing, which is a curved surface, the rolling surface of the rolling element, and the cage sliding surface (such as the pocket surface) as described above. And (1) Cr / WC first mixed layer (composition gradient), (2) WC / DLC second mixed layer (composition gradient), and (3) DLC surface layer.
- Cr / WC first mixed layer composition gradient
- WC / DLC second mixed layer composition gradient
- DLC surface layer it has been found that by setting the hydrogen content of the second mixed layer within a predetermined range, it is possible to significantly improve the peel resistance even when receiving a high contact stress, and to prevent the hard film from peeling.
- the bearing member has been described as an example of the hard film forming body of the present invention, it is not limited to this.
- a cemented carbide material can be used in addition to the iron-based material used for the bearing member.
- the cemented carbide material has improved oxidation resistance, such as a WC-TiC-Co alloy, a WC-TaC-Co alloy, and a WC-TiC- Examples include TaC—Co alloys.
- the hard film forming body of the present invention can be used in sliding members such as bearing members, dies / tools, abrasives, magnetic / optical parts, and other parts that require high wear resistance and peeling resistance.
- the suitable range, such as the hardness and roughness of a base material, and film-forming conditions, in the hard film forming body for other uses is the same as that in the case of the bearing member.
- the hard film of the present invention was formed on a predetermined substrate, and the physical properties of the hard film were evaluated. A similar hard film was actually formed on the inner ring raceway surface and the outer ring raceway surface of the rolling bearing, and the bearing was evaluated.
- the base material, UBMS apparatus, and sputtering gas used for evaluation of the hard film are as follows.
- Base material Base material shown in each table
- Base material dimensions, etc . Surface roughness disks shown in each table ( ⁇ 48 mm ⁇ ⁇ 8 mm ⁇ 7 mm, film formation on a plane)
- UBMS equipment manufactured by Kobe Steel; UBMS202 / AIP composite equipment (4) Sputtering gas: Ar gas
- the conditions for forming the first mixed layer will be described below.
- the inside of the deposition chamber is evacuated to about 5 ⁇ 10 ⁇ 3 Pa, the substrate is baked with a heater, the surface of the substrate is etched with Ar plasma, and the sputtering power applied to the Cr target and the WC target is adjusted. , A layer in which the composition ratio of Cr and WC was inclined was formed.
- the bias voltage applied to the substrate is 150V.
- This layer is a layer having a small Cr content and a high WC content from the base material side toward the second mixed layer side.
- it when using it as mixed layers other than Cr / WC, it formed on the same conditions except using a corresponding target.
- the conditions for forming the second mixed layer will be described below.
- the film formation chamber is evacuated to about 5 ⁇ 10 ⁇ 3 Pa, and after etching the substrate surface (or the surface of the underlayer) with Ar plasma, while supplying methane gas, which is a hydrocarbon-based gas,
- methane gas which is a hydrocarbon-based gas
- the sputtering power applied to the graphite target was adjusted to form a layer in which the composition ratio of WC and DLC was inclined.
- the bias voltage applied to the substrate is 150V.
- This layer is a layer in which the content ratio of WC decreases and the content ratio of DLC increases from the first mixed layer side toward the surface layer side.
- the hydrogen content (atomic%) in the second mixed layer was determined by the above-described method by GDS analysis (glow discharge emission spectroscopic analysis).
- the methane gas introduction ratio is as shown in each table.
- the conditions for forming the surface layer are as shown in each table.
- FIG. 7 is a schematic diagram of a UBMS apparatus having an arc ion plating (hereinafter referred to as AIP) function.
- AIP arc ion plating
- this is an apparatus having a UBMS function capable of controlling the characteristics of a film deposited on a substrate.
- a composite film in which an AIP film and a plurality of UBMS films (including a composition gradient) are arbitrarily combined can be formed on a substrate.
- a first mixed layer, a second mixed layer, and a surface layer are formed as a UBMS film on a bearing member (inner ring, outer ring) serving as a base material.
- the outer ring raceway surface is located on the inner circumference of the outer ring, the film is formed by the ionized target turning around.
- Examples A1 to A10, A12, Comparative Examples A1 to A7, Reference Examples A1 to A9 The substrates shown in Tables 1 to 3 were ultrasonically cleaned with acetone and then dried. After drying, the substrate was attached to a UBMS / AIP composite apparatus, and the first mixed layer and the second mixed layer having the materials shown in each table were formed under the above-described formation conditions. On top of that, a DLC film as a surface layer was formed under the film forming conditions shown in each table to obtain a test piece having a hard film. Note that “degree of vacuum” in each table is the degree of vacuum in the film forming chamber in the above apparatus.
- test pieces were subjected to the following wear test, hardness test, film thickness test, scratch test, and thrust type rolling fatigue test (other than the reference example). The results are shown in each table.
- the following 1) to 7) in Table 1 are the same in Table 2 to Table 7.
- Example A11 Manufactured by JEOL Ltd .: A substrate (Vickers hardness Hv1000) subjected to plasma nitrogen treatment using a radical nitriding apparatus was ultrasonically cleaned with acetone and then dried. After drying, the substrate was attached to a UBMS / AIP composite apparatus, and the first mixed layer (Cr / WC) and the second mixed layer (WC / DLC) having the materials shown in Table 1 were formed under the above-described formation conditions.
- a DLC film which is a surface layer, was formed on the film formation conditions shown in Table 1 to obtain a test piece having a hard film. About the obtained test piece, it uses for the test similar to Example A1, The result is written together in Table 1.
- FIG. 8A shows a front view
- FIG. 8B shows a side view
- SUJ2 hardened steel having a surface roughness Ra of 0.01 ⁇ m or less and a Vickers hardness Hv of 780 is attached to the rotating shaft as a mating member 32, the test piece 31 is fixed to the arm portion 33, and a predetermined load 34 is applied to the upper side of the drawing
- a lubricant is interposed between the test piece 31 and the mating member 32 for 30 minutes at a rotation speed of 0.05 m / s under a maximum contact surface pressure of 0.5 GPa at room temperature (25 ° C.).
- the load cell 35 detected the frictional force generated between the counterpart material 32 and the test piece 31 when the counterpart material 32 was rotated. From this, the specific wear amount was calculated.
- the indentation hardness of the obtained test piece was measured using a nanoindenter (G200) manufactured by Agilent Technologies.
- the measured value has shown the average value of the depth (location where hardness is stabilized) which is not influenced by surface roughness, and is measuring 10 each test piece.
- ⁇ Film thickness test> The film thickness of the hard film of the obtained test piece was measured using a surface shape / surface roughness measuring instrument (Taylor Hobson Co., Ltd .: Foam Talisurf PGI830). The film thickness was obtained by masking a part of the film forming portion and determining the level difference between the non-film forming portion and the film forming portion.
- ⁇ Scratch test> The obtained test piece was subjected to a scratch test using Nanotech: Level Test RST, and the critical peel load was measured. Specifically, the obtained test piece was tested with a diamond indenter with a tip radius of 200 ⁇ m at a scratch speed of 10 mm / min and a load load speed of 10 N / mm (continuously increasing the load), and judged on the testing machine screen. Then, the load at which the area of the exposed base material reached 50% with respect to the frictional trace on the screen (length in the friction direction 375 ⁇ m, width about 100 ⁇ m) was measured as the critical peel load.
- Lubricating oil VG2 Lambda: 0.6
- Maximum contact surface pressure 2 GPa Rotational speed: 1000r / min Orbit diameter: ⁇ 20mm Rolling element: size 7/32 ", number 3, material SUJ2, hardness Hv750, surface roughness 0.005 ⁇ mRa Oil temperature: 70 ° C Censoring time: None (1111h at 8th load)
- Maximum contact surface pressure 3.5 GPa Rotation speed: 4500r / min Orbit diameter: ⁇ 20mm Rolling element: size 7/32 ", number 3, material SUJ2, hardness Hv750, surface roughness 0.005 ⁇ mRa Oil temperature: 70 ° C Abort time: 300h (The load count is 8th power at 247h)
- the testing machine has a configuration in which the rolling element 42 rolls between a disk-shaped test piece 41 and a raceway (51201) 45, and the test piece 41 has an alignment ball 43. Is supported through.
- 44 is a rotary ball spline for preloading
- 46 is a heater
- 47 is a thermocouple.
- This testing machine has a structure in which the rolling trace does not shift even when the test piece 41 is reattached.
- the test piece is removed every 20 h of test time, and the presence or absence of peeling of the hard film from the test piece is confirmed by observation with an optical microscope. For example, if it peels at the time of 20h confirmation, a lifetime will be 20h.
- the test piece is attached again and the test is continued.
- the lifetime is shown in Table 1 and Table 2 together.
- those having a life of 1500 h or more are recorded as “ ⁇ ”, and those having a life less than 1500 h are recorded as “x”.
- “O” is recorded when the lifetime is 300 h or more
- “X” is recorded when the lifetime is less than 300 h.
- a test 6206 rolling bearing (deep groove ball bearing) was assembled using the inner and outer rings on which the hard film was formed in the film formation test, and a life test was performed from the test machine of FIG. 10 using this test bearing. .
- the testing machine rotatably supports a shaft 55 rotated by a drive pulley 54 with a pair of test bearings 51 while being loaded with a load from a load coil spring 53 via a load ball bearing 52. Is. The lubrication state is assumed to be good. Test conditions are shown below.
- Inner ring / outer ring Inner ring and outer ring on which a hard film was formed in the above film formation test
- Rolling elements Size 3/8 ", number 9, material SUJ2, hardness Hv750, surface roughness 0.005 ⁇ mRa
- Lubricating oil VG56 Lambda: 3 or more
- Tests were conducted for a test time of 20 h and a test time of 200 h, and the presence or absence of peeling of the hard film from the member was confirmed on the raceway surface after the test using an optical microscope. For example, if it peels after the 20h test, the life becomes 20h, and if it peels after the 200h test, the life becomes 200h. Therefore, the life level is three levels of 20h, 200h, 200h or more. The lifetime is shown in Table 1 and Table 2 together. In addition, as a life judgment, those having a life of 200 h or more are recorded as “ ⁇ ”, those having a life less than 200 h are recorded as “x”, and the results are also shown in each table.
- the hard film of each example was excellent in wear resistance and adhesion, and was able to prevent peeling of the hard film even when the bearing was used.
- Comparative Examples A1 to A5 having different film structures resulted in poor peel resistance.
- Comparative Examples A6 and A7 in which the hydrogen content in the second mixed layer was not within the scope of the present invention resulted in poor peel resistance under high lambda conditions. .
- Example A13 to A18, Comparative Examples A8 to A10 The hard film of the present invention was subjected to the following fine wear test to evaluate its resistance to fretting wear. Test pieces ( ⁇ 48 mm ⁇ ⁇ 8 mm ⁇ 7 mm, film-formed on a plane) were produced under the conditions shown in Table 4. Each layer was formed under the same conditions as in Example A1 except for the conditions shown in Table 4.
- FIG. 11 shows a fine wear tester.
- a fine wear tester 61 is used to place a steel ball 63 loaded with a radial load 64 on a test piece 62 coated with grease 65 and reciprocate in the horizontal direction AB under the following conditions.
- the wear depth and specific wear amount of the test piece 62 and the wear amount of the steel ball 63 were measured.
- Grease Calcium / lithium soap / mineral oil grease
- Radial load 10kgf
- Maximum contact surface pressure 2.5 GPa
- Frequency 30Hz Reciprocating amplitude: 0.47mm Test time: 4 hours
- a hard film to be formed on the cage of the rolling bearing of the present invention a hard film is formed on a predetermined base material, and the physical properties of the hard film are evaluated, and the same hard film is held on the rolling bearing. The film was actually formed on the instrument sliding contact surface, and the bearing was evaluated.
- the base material used for evaluation of the hard film is the base material in each table.
- the substrate dimensions, the UBMS apparatus, the sputtering gas, the underlayer and the intermediate layer are formed under the same conditions as in the above [Film formation on flat plate and inner / outer ring].
- Examples B1 to B11, B13, Comparative Examples B1 to B9, Reference Examples B1 to B8 The substrates shown in Tables 5 to 7 were ultrasonically cleaned with acetone and then dried. After drying, the substrate was attached to a UBMS / AIP composite apparatus, and the first mixed layer and the second mixed layer having the materials shown in each table were formed under the above-described formation conditions. On top of that, a DLC film as a surface layer was formed under the film forming conditions shown in each table to obtain a test piece having a hard film. Note that “degree of vacuum” in each table is the degree of vacuum in the film forming chamber in the above apparatus. The obtained test piece was subjected to the same friction and wear test, hardness test, and film thickness test as those in the above [Film formation on flat plate and inner / outer ring]. The results are shown in each table.
- Example B12 Manufactured by JEOL Ltd .: A substrate (Vickers hardness Hv1000) subjected to plasma nitrogen treatment using a radical nitriding apparatus was ultrasonically cleaned with acetone and then dried. After drying, the substrate was attached to a UBMS / AIP composite apparatus, and the first mixed layer (Cr / WC) and the second mixed layer (WC / DLC) having the materials shown in Table 5 were formed under the above-described formation conditions. A DLC film as a surface layer was formed on the film formation conditions shown in Table 5 to obtain a test piece having a hard film. About the obtained test piece, it uses for the test similar to Example B1, The result is written together in Table 5.
- Cage Steel plate cage with two cracks (Hard film is formed on the sliding contact surface with the rolling element.
- Cage base material material, hardness, surface roughness
- Test bearing 6204 (rubber seal)
- Lubrication Lithium ester grease (base oil viscosity at 40 ° C 26mm 2 / s, miscibility of 260) Enclosed amount: 15% (total space volume ratio)
- Load radial load 67N, axial load 67N
- Rotation speed 10000r / min (inner ring rotation)
- Temperature 150 ° C
- the hard film of each example was excellent in wear resistance and adhesion, and even when the bearing was used, the hard film could be prevented from peeling from the cage.
- the rolling bearing of the present invention has excellent peeling resistance of hard films containing DLC formed on the inner and outer ring raceway surfaces, the rolling surface of the rolling element, the cage sliding contact surface, etc., and can exhibit the characteristics of the DLC body. Excellent in seizure resistance, wear resistance, and corrosion resistance. For this reason, the rolling bearing of this invention is applicable to various uses including the use in a severe lubrication state.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Rolling Contact Bearings (AREA)
Abstract
高い耐摩耗性を有するとともに、耐剥離性に優れ、長期にわたり剥離を防止できる硬質膜、および、該硬質膜が形成された硬質膜形成体を提供する。基材である転がり軸受の内輪2の内輪軌道面2a上に直接成膜されるCrとWCとを主体とする第1混合層8aと、第1混合層8aの上に成膜されるWCとDLCとを主体とする第2混合層8bと、第2混合層8bの上に成膜されるDLCを主体とする表面層8cとからなる構造の硬質膜8であり、第1混合層8aは、基材側から第2混合層8b側へ向けて連続的または段階的に、Crの含有率が小さくなり、WCの含有率が高くなる層であり、第2混合層8bは、第1混合層8a側から表面層8c側へ向けて連続的または段階的に、WCの含有率が小さくなり、DLCの含有率が高くなる層であり、第2混合層8bにおける水素含有量が10~45原子%である。
Description
本発明は、摺動部材、自動車部品、成形金型など、鉄系基材や超硬材からなる部材に形成される耐摩耗性や耐剥離性に優れる硬質膜、および該硬質膜を形成した硬質膜形成体に関する。特に、内輪軌道面、外輪軌道面、転動体表面、保持器摺接面などに上記硬質膜を成膜した転がり軸受に関する。
硬質カーボン膜は、一般にダイヤモンドライクカーボン(以下、DLCと記す。また、DLCを主体とする膜/層をDLC膜/層ともいう。)と呼ばれている硬質膜である。硬質カーボンはその他にも、硬質非晶質炭素、無定形炭素、硬質無定形型炭素、i-カーボン、ダイヤモンド状炭素など、様々な呼称があるが、これらの用語は明確に区別されていない。
このような用語が用いられるDLCの本質は、構造的にはダイヤモンドとグラファイトが混ざり合った両者の中間構造を有するものである。ダイヤモンドと同等に硬度が高く、耐摩耗性、固体潤滑性、熱伝導性、化学安定性、耐腐食性などに優れる。このため、例えば、金型・工具類(寸法測定治具など含む)、耐摩耗性機械部品、研磨材、摺動部材、磁気・光学部品などの保護膜として利用されつつある。こうしたDLC膜を形成する方法として、スパッタリング法やイオンプレーティング法などの物理的蒸着(以下、PVDと記す)法、化学的蒸着(以下、CVDと記す)法、アンバランスド・マグネトロン・スパッタリング(以下、UBMSと記す)法などが採用されている。
このような優れた特性を有する一方で、DLC膜は膜形成時に極めて大きな内部応力が発生する。また、高い硬度およびヤング率を持つ反面、変形能が極めて小さい。このため、密着性が弱く、剥離しやすい等の欠点を持っている。この密着性の改良技術として、例えば、比較的厚く形成しても優れた密着性を発揮させる技術が提案されている(特許文献1参照)。この技術は、DLCを主体とする膜を最表面層とし、さらに中間層および基材を含んでおり、この基材が鉄系材料から成ると共に上記中間層を所定の4層構造とするものである。
また、密着性向上を図るため、炭素供給源として黒鉛ターゲットと炭化水素系ガスとを併用して用い、所定の条件下のUBMS法でDLC膜を形成する技術が提案されている(特許文献2参照)。
摺動部材の具体例として、転がり軸受の軌道輪の軌道面、転動体の転動面、保持器摺接面などに対し、DLC膜を形成する試みがなされている。DLC膜は、上述の剥離しやすい等の欠点を有するため、転がり軸受における上記各面にDLC膜を成膜する場合には、密着性を改善する必要性がある。
例えば、中間層を設けてDLC膜の密着性改善を図ったものとして、鉄鋼材料で形成された軌道溝や転動体の転動面に、クロム(以下、Crと記す)、タングステン(以下、Wと記す)、チタン(以下、Tiと記す)、珪素(以下、Siと記す)、ニッケル、および鉄の少なくともいずれかの元素を含む組成の下地層と、この下地層の構成元素と炭素とを含有し、炭素の含有率が下地層の反対側で下地層側より大きい中間層と、アルゴンと炭素とからなりアルゴンの含有率が0.02質量%以上5質量%以下であるダイヤモンドライクカーボン層とが、この順に形成されてなる転動装置が提案されている(特許文献3参照)。また、同様に中間層を設けて密着性改善を図ったものとして、転がり軸受の保持器表面に複数層の被膜を成膜し、最表面層の被膜と、保持器との間に、所定の硬度の中間層を介在させた保持器が提案されている(特許文献4参照)。
また、アンカー効果によりDLC膜の密着性改善を図ったものとして、軌道面にイオン衝撃処理により10~100nmの高さで平均幅300nm以下の凹凸を形成し、この軌道面上にDLC膜を形成した転がり軸受が提案されている(特許文献5参照)。
その他、保持器母材表面に所定の処理を経た硬化層が形成され、硬化層の表面にこれより高硬度の硬質膜がコーティングされ、硬質膜表面に固体潤滑効果を有する軟質膜がコーティングされた保持器や、その製造方法などが提案されている(特許文献6および特許文献7参照)。
しかしながら、特許文献1の技術を用いた場合でも、膜構造や成膜条件によっては、基材との密着性に劣り、また、成膜後の残留応力などにより剥離しやすくなるおそれがある。DLC膜が剥離すると、DLC膜本来の優れた特性を発揮することができない。特に、長期にわたり高い接触応力を受ける部位に該硬質膜を形成する場合において、耐剥離性などを向上させるには、静的な密着性や機械的特性のみでなく、疲労特性も重要になる。特許文献2の技術では、密着性の向上が図られているが、上記のような、より厳しい条件下で使用される部位に使用するためには、更なる膜構造などの改良が望まれている。
また、転がり軸受において転動体を案内する内・外輪の軌道面は、その形状が平面ではなく曲面であり、主曲率と副曲率が組み合わさった形状等のものもある。また、転動体の転動面は、円筒ころの場合は円周面、玉の場合は球面となる。また、保持器の摺接面は、転動体と接触する面(保持器ポケット面)や軌道輪と接触する面であり、その形状は曲面となる。以上のような形状の面にDLC膜を成膜すると、その膜構造や成膜条件によっては、膜内の残留応力が大きくなり、成膜直後に剥離するおそれがある。また、成膜直後には剥離しなくとも、軸受使用時において、転がり接触などの負荷、衝撃力、局所的な摺動発熱による熱衝撃などの負荷を受けると剥離するおそれがある。
DLC膜が剥離すると、軸受部材間で金属接触が起こり、該部材が摩耗することで転動面に摩耗粉が介入し軌道面損傷などに繋がる。また、グリース潤滑の場合は金属新生面の触媒作用によってグリース劣化を促進させることがある。
特許文献3~7の技術は、硬質膜の剥離防止などを図ったものであるが、得られた転がり軸受の実用性を向上させるべく、転がり軸受にDLC膜を適用する際の膜構造や成膜条件には更なる改善の余地がある。特に、高い接触応力を受ける軌道面や、強い衝撃力を受ける保持器摺動面において、長期にわたり耐剥離性を向上させるには、上述したように、静的な密着性や機械的特性のみでなく、疲労特性も踏まえた膜構造などの改良が望まれている。
本発明はこのような問題に対処するためになされたものであり、高い耐摩耗性を有するとともに、耐剥離性に優れ、長期にわたり剥離を防止できる硬質膜、および、該硬質膜が形成された硬質膜形成体の提供を目的とする。また、転がり軸受の内・外輪軌道面や保持器摺動面などに形成されたDLC膜の耐剥離性を向上させ、DLC膜本来の特性を発揮することで、耐焼き付き性、耐摩耗性、および耐腐食性に優れ、軸受部材間の金属接触に起因する損傷などを防止できる転がり軸受の提供を目的とする。
本発明の硬質膜は、基材の表面に成膜される硬質膜であって、上記硬質膜は、上記基材の表面上に直接成膜されるCrとタングステンカーバイト(以下、WCと記す)とを主体とする第1混合層と、該第1混合層の上に成膜されるWCとDLCとを主体とする第2混合層と、該第2混合層の上に成膜されるDLCを主体とする表面層とからなる構造の膜であり、上記第1混合層は、上記基材側から上記第2混合層側へ向けて連続的または段階的に、該第1混合層中の上記Crの含有率が小さくなり、該第1混合層中の上記WCの含有率が高くなる層であり、上記第2混合層は、上記第1混合層側から上記表面層側へ向けて連続的または段階的に、該第2混合層中の上記WCの含有率が小さくなり、該第2混合層中の上記DLCの含有率が高くなる層であり、上記第2混合層における水素含有量が10~45原子%であることを特徴とする。
上記硬質膜は、表面粗さRa:0.01μm以下、ビッカース硬度Hv:780であるSUJ2焼入れ鋼を相手材として、ヘルツの最大接触面圧0.5GPaの荷重を印加して接触させ、0.05m/sの回転速度で30分間、上記相手材を回転させたときの該硬質膜の比摩耗量が200×10-10mm3/(N・m)未満であることを特徴とする。また、上記硬質膜は、押し込み硬さの平均値と標準偏差値との合計が25~45GPaであることを特徴とする。また、上記硬質膜は、スクラッチテストにおける臨界剥離荷重が50N以上であることを特徴とする。
上記表面層は、スパッタリングガスとしてアルゴン(以下、Arと記す)ガスを用いたUBMS装置を使用して成膜した層であり、炭素供給源として黒鉛ターゲットと炭化水素系ガスとを併用し、上記Arガスの上記装置内への導入量100に対する上記炭化水素系ガスの導入量の割合が1~5であり、上記装置内の真空度が0.2~0.8Paであり、上記基材に印加するバイアス電圧が70~150Vである条件下で、上記炭素供給源から生じる炭素原子を、上記第2混合層上に堆積させて成膜されたものであることを特徴とする。また、上記炭化水素系ガスが、メタンガスであることを特徴とする。
なお、基材に対するバイアスの電位は、アース電位に対してマイナスとなるように印加しており、例えば、バイアス電圧150Vとは、アース電位に対して基材のバイアス電位が-150Vであることを示す。
上記表面層は、上記第2混合層との隣接側に緩和層部分を有し、該緩和層部分は、上記炭化水素系ガスの導入量の割合、上記装置内の真空度、および上記基材に印加するバイアス電圧の少なくとも1つを、連続的または段階的に変化させて形成された部分であることを特徴とする。
上記硬質膜の膜厚が0.5~3μmであり、かつ該硬質膜の膜厚に占める上記表面層の厚さの割合が0.7以下であることを特徴とする。
本発明の硬質膜形成体は、基材と、該基材の表面に成膜される硬質膜とからなる硬質膜形成体であって、上記硬質膜が、上記本発明の硬質膜であることを特徴とする。また、上記基材が、超硬合金材料または鉄系材料からなることを特徴とする。
本発明の転がり軸受は、外周に内輪軌道面を有する内輪と、内周に外輪軌道面を有する外輪と、上記内輪軌道面と上記外輪軌道面との間を転動する複数の転動体と、上記転動体を保持する保持器とを備えてなる転がり軸受であって、上記内輪、上記外輪、上記転動体、および上記保持器から選ばれる少なくとも一つの軸受部材が鉄系材料からなり、該鉄系材料からなる上記軸受部材の面であり、かつ、上記内輪軌道面、上記外輪軌道面、上記転動体の転動面、および上記保持器の摺接面から選ばれる少なくとも一つの面に硬質膜が成膜されてなり、上記硬質膜は、上記面の上に直接成膜されるCrとWCとを主体とする第1混合層と、該第1混合層の上に成膜されるWCとDLCとを主体とする第2混合層と、該第2混合層の上に成膜されるDLCを主体とする表面層とからなる構造の膜であり、上記第1混合層は、上記面側から上記第2混合層側へ向けて連続的または段階的に、該第1混合層中の上記Crの含有率が小さくなり、該第1混合層中の上記WCの含有率が高くなる層であり、上記第2混合層は、上記第1混合層側から上記表面層側へ向けて連続的または段階的に、該第2混合層中の上記WCの含有率が小さくなり、該第2混合層中の上記DLCの含有率が高くなる層であり、上記第2混合層における水素含有量が10~45原子%であることを特徴とする。
上記転動体が玉であり、上記内輪軌道面および上記外輪軌道面が、上記転動体を案内する円曲面であることを特徴とする。
上記転動体が玉であり、上記保持器の摺接面が、上記転動体との摺接面である上記玉を保持するポケット面であることを特徴とする。
上記内輪、前記外輪、上記転動体を形成する鉄系材料が、それぞれ、高炭素クロム軸受鋼、炭素鋼、工具鋼、または、マルテンサイト系ステンレス鋼であることを特徴とする。また、上記内輪、上記外輪、または上記転動体において、上記硬質膜が形成される面の硬さが、ビッカース硬さでHv650以上であることを特徴とする。
上記保持器を形成する鉄系材料が、冷間圧延鋼板、炭素鋼、クロム鋼、クロムモリブデン鋼、ニッケルクロムモリブデン鋼、または、オーステナイト系ステンレス鋼であることを特徴とする。また、上記保持器において、上記硬質膜が形成される摺接面の硬さが、ビッカース硬さでHv450以上であることを特徴とする。
上記硬質膜が形成される面において、上記硬質膜形成前に、窒化処理により窒化層が形成されていることを特徴とする。特に、上記窒化処理が、プラズマ窒化処理であり、上記窒化処理後の表面の硬さが、ビッカース硬さでHv1000以上であることを特徴とする。
上記内輪、上記外輪、または上記転動体において、上記硬質膜が形成される面の表面粗さRaが、0.05μm以下であることを特徴とする。また、上記保持器において、上記硬質膜が形成される摺接面の表面粗さRaが、0.5μm以下であることを特徴とする。
上記転がり軸受は、グリースが封入されていることを特徴とする。
本発明の硬質膜は、上記のとおり、基材側から(1)Cr/WCの第1混合層(組成傾斜)、(2)WC/DLCの第2混合層(組成傾斜)、(3)DLCの表面層、からなる構造の硬質膜である。基材上に直接成膜される第1混合層は、Crを含むので鉄系材料等と相性がよく、AlやWなどと比較して密着性に優れる。また、上記構造において、WCは、CrとDLCとの中間的な硬さや弾性率を有するので、第1混合層、第2混合層、ともにWCを含む傾斜組成とすることにより、成膜後の残留応力の集中が発生し難い。また、第1混合層および第2混合層が、傾斜組成であるので、異なる材質を物理的に結合する構造となっている。さらに、第2混合層における水素含有量が10~45原子%であるので、高い接触応力を受ける部位等に形成した場合でも、長期間にわたり剥離を防止できる。
本発明の硬質膜は、上記構造により、高い接触応力を受ける部位に形成された場合でも耐剥離性に優れ、DLC膜本来の特性を発揮できる。この結果、本発明の硬質膜形成体は、耐摩耗性、耐腐食性、耐フレッティング性などに優れる部材として、多種の用途に利用できる。
本発明の転がり軸受は、鉄系材料からなる軸受部材の面に、上記構造の硬質膜が成膜されているので、高い接触応力を受ける軌道面や転動面、強い衝撃力を受ける保持器摺動面において、長期間にわたり剥離を防止できる。また、上記構造の硬質膜は、曲面である内・外輪軌道面や転動体の転動面、平面でない保持器摺接面に形成されながら耐剥離性に優れる。この結果、本発明の転がり軸受は、耐焼き付き性、耐摩耗性、および耐腐食性に優れ、苛酷な潤滑状態でも軌道面や保持器摺接面などの損傷が少なく長寿命となる。
本発明の硬質膜は、基材側から(1)Cr/WCの第1混合層(組成傾斜)、(2)WC/DLCの第2混合層(組成傾斜)、(3)DLCの表面層、からなる3層構造の硬質膜であり、第2混合層における水素含有量が10~45原子%である。本発明の硬質膜形成体は、基材と、基材の表面に成膜される上記本発明の硬質膜とからなる。
以下に本発明の実施例として、上記硬質膜を表面に成膜してなる軸受部材を用いた転がり軸受について説明する。この軸受部材が、本発明の硬質膜形成体の一例であり、この軸受部材を用いた転がり軸受が、本発明の転がり軸受である。
本発明の転がり軸受は、内輪、外輪、転動体、および保持器から選ばれる少なくとも一つの軸受部材が鉄系材料からなるものである。硬質膜を成膜する箇所は、(1)鉄系材料からなる上記軸受部材の表面であり、その中でも、(2)内輪軌道面、外輪軌道面、転動体の転動面、および保持器の摺接面から選ばれる少なくとも一つの面である。これらの面は、主に平面でない曲面である。該硬質膜は、鉄系材料からなる部材同士が接触する面に成膜することが好ましい。
本発明の転がり軸受を図1~図4に基づいて説明する。図1は内・外輪軌道面に硬質膜を成膜した転がり軸受(深溝玉軸受)の断面図を、図2は転動体の転動面に硬質膜を成膜した転がり軸受(深溝玉軸受)の断面図を、図3は保持器のポケット面に硬質膜を成膜した転がり軸受(深溝玉軸受)の断面図を、図4は図3の保持器の拡大図をそれぞれ示す。
図1に示すように、転がり軸受1は、外周に内輪軌道面2aを有する内輪2と、内周に外輪軌道面3aを有する外輪3と、内輪軌道面2aと外輪軌道面3aとの間を転動する複数の転動体4とを備える。転動体4は保持器5により一定間隔で保持されている。シール部材6により、内・外輪の軸方向両端開口部がシールされ、軸受空間にグリース7が封入されている。グリース7としては、転がり軸受用の公知のグリースを使用できる。
図1(a)の転がり軸受では、内輪2の外周面(内輪軌道面2aを含む)に硬質膜8が形成されており、図1(b)の転がり軸受では、外輪3の内周面(外輪軌道面3aを含む)に硬質膜8が形成されている。該硬質膜8を内・外輪に形成する場合は、少なくともその軌道面に形成してあればよい。よって、各図に示すように内輪外周面全体、外輪外周面全体に形成する、または、内・外輪の全体に形成してもよい。
また、図2の転がり軸受では、転動体4の転動面に硬質膜8が形成されている。図2の転がり軸受は深溝玉軸受であることから、転動体4は玉であり、その転動面は球面全体である。図に示した態様以外の転がり軸受として、円筒ころ軸受や円錐ころ軸受を用いる際に、該硬質膜8をその転動体に形成する場合は、少なくとも転動面(円筒外周など)に形成してあればよい。
図1および図2に示すように、深溝玉軸受の内輪軌道面2aは、転動体4である玉を案内するため、軸方向断面が円弧溝状である円曲面である。同様に、外輪軌道面3aも、軸方向断面が円弧溝状である円曲面である。この円弧溝の曲率半径は、一般的に鋼球径をdwとすると、0.51~0.54dw程度である。また、図に示した態様以外の転がり軸受として、円筒ころ軸受や円錐ころ軸受を用いる場合では、これらの軸受のころを案内するため、内輪軌道面および外輪軌道面は、少なくとも円周方向で曲面となる。その他、自動調心ころ軸受などの場合、転動体としてたる型ころを用いるので、内輪軌道面および外輪軌道面は、円周方向に加えて、軸方向についても曲面となる。本発明の転がり軸受は、内輪軌道面および外輪軌道面が、以上のいずれの形状であってもよい。
硬質膜8の成膜対象となる軸受部材である内輪2、外輪3、および転動体4は、鉄系材料からなる。この鉄系材料としては、軸受部材として一般的に用いられる任意の鋼材などを使用でき、例えば、高炭素クロム軸受鋼、炭素鋼、工具鋼、マルテンサイト系ステンレス鋼などが挙げられる。
内輪2、外輪3、または転動体4において、硬質膜が形成される面の硬さが、ビッカース硬さでHv650以上であることが好ましい。Hv650以上とすることで、硬質膜(下地層)との硬度差を少なくし、密着性を向上させることができる。
内輪2、外輪3、または転動体4において、硬質膜が形成される面の表面粗さRaは、0.05μm以下であることが好ましい。表面粗さRaが0.05μmをこえると、粗さの突起先端に硬質膜が形成され難くなり、局所的に膜厚が小さくなる。
図3の転がり軸受では、保持器5の摺接面に硬質膜8が成膜されている。他の軸受構成は、図1に示す軸受と同様である。図4に示すように、保持器5は、波型鉄板保持器であり、後述の鉄系材料を用いてプレス成形した2つの部材5a、5aを組み合わせて製作され、転動体4である玉を保持する保持器ポケット5bが形成されている。保持器ポケット5bの内周面(ポケット面)が転動体4との摺接面であり、該ポケット面に硬質膜8が形成されている。硬質膜8は、軌道輪(内輪2または外輪3)との摺接面および転動体4との摺接面から選ばれる少なくとも一つの摺接面に形成してあればよい。また、この保持器5の摺接面に加えて、図1および図2で示した内輪軌道面2a、外輪軌道面3a、転動体4の転動面などにも併せて硬質膜を成膜してもよい。
硬質膜8の成膜対象となる保持器5は、鉄系材料からなる。この鉄系材料としては、保持器材として一般的に用いられる任意の材料を使用でき、例えば、冷間圧延鋼板、炭素鋼、クロム鋼、クロムモリブデン鋼、ニッケルクロムモリブデン鋼、オーステナイト系ステンレス鋼などが挙げられる。
保持器5において、硬質膜8が成膜される摺接面の硬さが、ビッカース硬さでHv190以上が好ましく、Hv450以上であることがより好ましい。Hv450以上とすることで、硬質膜(下地層)との硬度差を極力少なくし、密着性を向上させることができる。
保持器5において、硬質膜8が形成される摺接面の表面粗さRaは、0.5μm以下であることが好ましい。表面粗さRaが0.5μmをこえると、粗さの突起先端に形成される硬質膜が、摺動時の局所的な応力集中により剥離しやすい。また、汚れが十分に落ち難いので汚れの上に形成された硬質膜は容易に剥離することがある。
各部材(内輪、外輪、転動体、保持器)の硬質膜が形成される面において、硬質膜形成前に、窒化処理により窒化層が形成されていることが好ましい。窒化処理としては、基材表面に密着性を妨げる酸化層が生じ難いプラズマ窒化処理を施すことが好ましい。また、窒化処理後の表面の硬さがビッカース硬さでHv1000以上であることが、硬質膜(下地層)との密着性をさらに向上させるために好ましい。
本発明における硬質膜の構造を図5に基づいて説明する。図5は、図1(a)の場合における硬質膜8の構造を示す模式断面図である。図5に示すように、該硬質膜8は、(1)基材である内輪2の内輪軌道面2a上に直接成膜されるCrとWCとを主体とする第1混合層8aと、(2)第1混合層8aの上に成膜されるWCとDLCとを主体とする第2混合層8bと、(3)第2混合層8bの上に成膜されるDLCを主体とする表面層8cとからなる3層構造を有する。硬質膜は、膜内に残留応力があり、残留応力は膜構造や成膜条件の影響を受け大きく異なる。本発明では、硬質膜の膜構造を、上記のような3層構造とすることで、急激な物性(硬度・弾性率等)変化を避けるようにしている。
第1混合層8aが、基材表面である、軌道面、転動面、保持器の摺接面などに直接成膜される下地層である。第1混合層8aは、Crを含むので基材となる鉄系材料製の軸受部材との相性がよく、W、Ti、Siなどを用いる場合と比較して基材との密着性に優れる。特に、軸受軌道輪材料として使用される高炭素クロム軸受鋼との密着性に優れる。また、超硬合金材料とも相性がよい。また、第1混合層8aに用いるWCは、CrとDLCとの中間的な硬さや弾性率を有し、成膜後の残留応力の集中も発生し難い。
また、第1混合層8aが、内輪2側から第2混合層8b側に向けてCrの含有率が小さく、かつ、WCの含有率が高くなる傾斜組成であるので、内輪2と第2混合層8bとの両面での密着性に優れる。また、該混合層内において、CrとWCとが物理的に結合する構造となっており、該混合層内での破損などを防止できる。さらに、第2混合層8b側ではWC含有率が高められているので、第1混合層8aと第2混合層8bとの密着性に優れる。
第2混合層8bが、下地層と表面層との間に介在する中間層となる。第2混合層8bに用いるWCは、上述のように、CrとDLCとの中間的な硬さや弾性率を有し、成膜後の残留応力の集中も発生し難い。第2混合層8bが、第1混合層8a側から表面層8c側に向けてWCの含有率が小さく、かつ、DLCの含有率が高くなる傾斜組成であるので、第1混合層8aと表面層8cとの両面での密着性に優れる。また、該混合層内において、WCとDLCとが物理的に結合する構造となっており、該混合層内での破損などを防止できる。さらに、表面層8c側ではDLC含有率が高められているので、表面層8cと第2混合層8bとの密着性に優れる。
第2混合層8bは、非粘着性の高いDLCをWCによって第1混合層8a側にアンカー効果で結合させる層である。強い衝撃力を受け疲労を伴う、または、高面圧で疲労を伴うような苛酷条件でも高い密着性を発現させるためには、この層中のDLCおよびWC両方の機械的特性や疲労特性が重要と考えられる。そこで、本発明者らは、実験を重ねて第2混合層(WC/DLC)の成膜条件の最適化を行った結果、第2混合層中の水素含有量を、一般的なスパッタリング条件で行なった場合と比べて極端に多くすることによって、強い衝撃力を受け疲労を伴う環境下や、転がり接触により高い接触応力を受け疲労を伴う環境下において、剥離寿命を著しく向上できることを見出した。
第2混合層における水素含有量は、10~45原子%とする。15~45原子%とすることがより好ましい。第2混合層における水素含有量が10原子%より少ない場合、機械的特性は十分であるので静的な密着性は高いが、疲労特性が劣るため転がり接触下などでは剥離し易い。一方、水素含有量が45原子%をこえると、その機械的特性が不十分となり、硬質膜が、衝撃力や、転がり接触の高面圧に耐えられずに大きく変形し、隣接する層に応力が集中するため長寿命は発現しにくい。
ここで、本発明における「第2混合層における水素含有量」は、GDS分析(グロー放電発光分光分析)で求めた水素含有量(原子%)である。GDS分析は深さ方向と元素量の関係を調べることができる分析であり、各元素の検量線を用意すれば定量が可能である。水素量検量線は、水素の絶対量測定が可能なERDA分析(弾性反跳粒子検出法)を用いて作成した。また、水素以外の構成元素の検量線についてはEDX分析を用いて作成した。詳細を以下に示す。
図13にGDS分析結果の一例を、図14に図13における第2混合層(WC/DLC層)部分の拡大図をそれぞれ示す。横軸のスパッタ時間は、表面からの深さを表している。WC/DLC層は、CピークとWピークが共存する範囲であり、この共存範囲内の水素ピークの最大値(原子%)を本発明における「第2混合層における水素含有量」として定義している。なお、縦軸の「原子%」は、GDS分析における水素量出力値(V)から下記の方法で算出している。
GDS分析における水素量出力値(V)は、試験片材質の違いによって異なるため、第2混合層(WC/DLC層)を構成しているDLCとWCそれぞれについて水素量検量線を作成する必要がある。そこで、DLC単層膜試験片およびWC単層膜試験片について、WC/DLC層の成膜条件に合わせた条件でメタンガス導入量を調整することで水素含有量の異なる試験片を作製し、ERDA分析とGDS分析を行なった。GDS分析における水素量出力値(V)とERDA分析で測定した水素量(原子%)の関係(検量線)の一例を図15に示す。GDS分析における水素量出力値は水素量と直線関係があることが分かる。上記DLC水素量検量線で求めた水素含有量と、上記WC水素量検量線で求めた水素含有量とは異なるため、これら両方の検量線で求めた水素含有量の平均をとることで、任意の水素量出力値(V)に対応する水素含有量(原子%)が算出できる。
表面層8cは、DLCを主体とする膜である。表面層8cにおいて、第2混合層8bとの隣接側に、緩和層部分8dを有することが好ましい。これは、第2混合層8bと表面層8cとで成膜条件パラメータ(炭化水素系ガス導入量、真空度、バイアス電圧)が異なる場合、これらパラメータの急激な変化を避けるために、該パラメータの少なくとも1つを連続的または段階的に変化させることで得られる緩和層部分である。より詳細には、第2混合層8bの最表層形成時の成膜条件パラメータを始点とし、表面層8cの最終的な成膜条件パラメータを終点として、各パラメータをこの範囲内で連続的または段階的に変化させる。これにより、第2混合層8bと表面層8cとの急激な物性(硬度・弾性率等)の差がなくなり、第2混合層8bと表面層8cとの密着性がさらに優れる。なお、バイアス電圧を連続的または段階的に上昇させることで、DLC構造におけるグラファイト構造(sp2)とダイヤモンド構造(sp3)との構成比率が後者に偏っていき、硬度が傾斜(上昇)する。
硬質膜8の膜厚(3層の合計)は0.5~3.0μmとすることが好ましい。膜厚が0.5μm未満であれば、耐摩耗性および機械的強度に劣る場合があり、3.0μmをこえると剥離し易くなる。さらに、該硬質膜8の膜厚に占める表面層8cの厚さの割合が0.7以下であることが好ましい。この割合が0.7をこえると、第2混合層8bにおけるWCとDLCの物理結合するための傾斜組織が不連続な組織となりやすく、密着性が劣化する可能性が高い。
硬質膜8を以上のような組成の第1混合層8a、第2混合層8b、表面層8cからなる3層構造とすることで、耐剥離性に優れる。
硬質膜8の物性としては、表面粗さRa:0.01μm以下、ビッカース硬度Hv:780であるSUJ2焼入れ鋼を相手材として、ヘルツの最大接触面圧0.5GPaの荷重を印加して接触させ、0.05m/sの回転速度で30分間、上記相手材を回転させたときの該硬質膜の比摩耗量が200×10-10mm3/(N・m)未満であることが好ましい。この摩擦摩耗試験の形態は、相手材表面粗さが小さいため、軸受内の摩耗形態に近い凝着摩耗形態である。該試験で比摩耗量が200×10-10mm3/(N・m)未満であれば、耐摩耗性に優れ、摩耗粉の発生を防止し得る。また、軌道面や保持器摺接面で発生する局所的なすべりに対しても摩耗低減に効果がある。
また、押し込み硬さの平均値と標準偏差値との合計が25~45GPaであることが好ましい。この範囲であると、軌道面内や保持器摺接面内に硬質な異物が介入した場合に発生するアブレッシブ摩耗にも高い効果を発揮する。
また、スクラッチテストにおける臨界剥離荷重が50N以上であることが好ましい。スクラッチテストにおける臨界剥離荷重の測定方法は、後述の実施例に示すとおりである。臨界剥離荷重が50N未満である場合には、高荷重条件で軸受を使用した場合に硬質膜が剥離する可能性が高い。また、臨界剥離荷重が50N以上であっても、本発明のような膜構造でなければ場合によっては容易に剥離することもある。
本発明の転がり軸受において、以上のような構造・物性の硬質膜を形成することで、軸受使用時に転がり接触などの負荷(高い接触応力)を受けた場合や、衝撃力や局所的な摺動発熱による熱衝撃を受けた場合でも、該膜の摩耗や剥離を防止でき、苛酷な潤滑状態でも軌道面や保持器摺接面などの損傷が少なく長寿命となる。また、グリースを封入した転がり軸受において、金属新生面が露出すると、触媒作用によりグリース劣化を促進させるが、本発明の転がり軸受では、硬質膜により金属接触による軌道面、転動面、保持器摺接面などの損傷を防止できるので、このグリース劣化も防止できる。
以下、硬質膜の形成方法について説明する。硬質膜は、軸受部材の成膜面に対して、下地層8a、混合層8b、表面層8cをこの順に成膜して得られる。
表面層8cの形成は、スパッタリングガスとしてArガスを用いたUBMS装置を使用してなされることが好ましい。UBMS装置を用いたUBMS法の成膜原理を図6に示す模式図を用いて説明する。図中において、基材12は、成膜対象の軸受部材である内輪、外輪、転動体、または保持器であるが、模式的に平板で示してある。図6に示すように、丸形ターゲット15の中心部と周辺部で異なる磁気特性を有する内側磁石14a、外側磁石14bが配置され、ターゲット15付近で高密度プラズマ19を形成しつつ、上記磁石14a、14bにより発生する磁力線16の一部16aがバイアス電源11に接続された基材12近傍まで達するようにしたものである。この磁力線16aに沿ってスパッタリング時に発生したArプラズマが基材12付近まで拡散する効果が得られる。このようなUBMS法では、基材12付近まで達する磁力線16aに沿って、Arイオン17および電子が、通常のスパッタリングに比べてイオン化されたターゲット18をより多く基材12に到達させるイオンアシスト効果によって、緻密な膜(層)13を成膜できる。
表面層8cは、この装置を利用して、炭素供給源として黒鉛ターゲットと炭化水素系ガスとを併用し、上記Arガスの上記装置内への導入量100に対する上記炭化水素系ガスの導入量の割合を1~5とし、上記装置内の真空度を0.2~0.8Paとし、基材となる軸受部材に印加するバイアス電圧を70~150Vとした条件下で、上記炭素供給源から生じる炭素原子を、第2混合層8b上に堆積させて成膜されたものとすることが好ましい。この好適条件について以下に説明する。
炭素供給源として黒鉛ターゲットと炭化水素系ガスとを併用することで、第2混合層8bとの密着性を向上させることができる。炭化水素系ガスとしては、メタンガス、アセチレンガス、ベンゼンなどが使用でき、特に限定されないが、コストおよび取り扱い性の点からメタンガスが好ましい。
上記炭化水素系ガスの導入量の割合を、ArガスのUBMS装置内(成膜チャンバー内)への導入量100(体積部)に対して1~5(体積部)とすることで、表面層8cの耐摩耗性などを悪化させずに、第2混合層8bとの密着性の向上が図れる。
UBMS装置内(成膜チャンバー内)の真空度は上記のとおり0.2~0.8Paであることが好ましい。より好ましくは、0.25~0.8Paである。真空度が0.2Pa未満であると、チャンバー内のArガス量が少ないため、Arプラズマが発生せず、成膜できない場合がある。また、真空度が0.8Paより高いと、逆スパッタ現象が起こり易くなり、耐摩耗性が悪化するおそれがある。
基材となる軸受部材に印加するバイアス電圧は上記のとおり70~150Vであることが好ましい。より好ましくは、100~150Vである。バイアス電圧が70V未満であると、緻密化が進行せず、耐摩耗性が極端に悪化するので好ましくない。また、バイアス電圧が150Vをこえると、逆スパッタ現象が起こり易くなり、耐摩耗性が悪化するおそれがある。また、バイアス電圧が高すぎると、表面層が硬くなりすぎ、軸受使用時に剥離しやすくなるおそれがある。
また、スパッタリングガスであるArガスの導入量は40~150ml/minであることが好ましい。より好ましくは50~150ml/minである。Arガス流量が40ml/min未満であると、Arプラズマが発生せず、成膜できない場合がある。また、Arガス流量が150ml/minよりも多いと、逆スパッタ現象が起こり易くなるため、耐摩耗性が悪化するおそれがある。Arガス導入量が多いと、成膜チャンバー内でAr原子と炭素原子の衝突確率が増す。その結果、膜表面に到達するAr原子数が減少し、Ar原子による膜の押し固め効果が低下し、膜の耐摩耗性が悪化する。
第1混合層8aおよび第2混合層8bの形成も、上記のスパッタリングガスとしてArガスを用いたUBMS装置を使用してなされることが好ましい。第1混合層8aを形成する際には、ターゲット15として、CrターゲットおよびWCターゲットを併用する。また、第2混合層8bを形成する際には、(1)WCターゲット、および、(2)黒鉛ターゲットおよび炭化水素系ガスを用いる。各層の形成毎に、それぞれに用いるターゲットを逐次取り替える。
第1混合層8aは、連続的または段階的に、WCターゲットに印加するスパッタ電力を上げながら、かつ、Crターゲットに印加する電力を下げながら成膜する。これにより第2混合層8b側に向けてCrの含有率が小さく、かつ、WCの含有率が高くなる傾斜組成の層とできる。
第2混合層8bは、連続的または段階的に、炭素供給源となる黒鉛ターゲットに印加するスパッタ電力を上げながら、かつ、WCターゲットに印加する電力を下げながら成膜する。これにより表面層8c側に向けてWCの含有率が小さく、かつ、DLCの含有率が高くなる傾斜組成の層とできる。
第2混合層8b中の水素含有量を上記範囲(10~45原子%)とするため、炭素供給源として黒鉛ターゲットと炭化水素系ガスとを併用し、該炭化水素系ガスの導入量の割合を、通常のスパッタリング条件と比較して多くする。例えば、炭化水素系ガスの導入量の割合を、ArガスのUBMS装置内(成膜チャンバー内)への導入量100(体積部)に対して5~40、より好ましくは10~40(体積部)とする。第2混合層成膜時における装置内の真空度、バイアス電圧などの他の条件は、上述の表面層の好適な成膜条件と同様である。
DLC膜などの硬質膜は膜内に残留応力があり、残留応力は膜構造や成膜条件、基材形状の影響を受け大きく異なる。実験を重ねた結果、基材形状の影響が大きいことが判明した。例えば、平面では成膜直後の剥離もなくスクラッチテストでの臨界剥離荷重も大きい硬質膜が、転がり軸受の内・外輪軌道面や、転がり軸受の保持器ポケット面のような曲面では成膜直後に剥離する場合や、成膜直後には剥離しなくとも、使用時に剥離しやすいものである場合がある。本発明者らは、鋭意検討の結果、曲面である転がり軸受の内・外輪軌道面、転動体の転動面、保持器摺接面(ポケット面など)に形成する硬質膜を、上述のように、(1)Cr/WCの第1混合層(組成傾斜)、(2)WC/DLCの第2混合層(組成傾斜)、(3)DLCの表面層とからなる所定の構造に限定し、かつ、第2混合層の水素含有量を所定範囲にすることで、高い接触応力を受ける場合などでも耐剥離性の大幅な向上が図れ、該硬質膜の剥離を防止できることを見出した。
以上、本発明の硬質膜形成体として、軸受部材を例に説明したが、これに限定されるものではない。基材の材質としては、上記軸受部材に用いた鉄系材料のほか、超硬合金材料も用いることができる。超硬合金材料としては、機械的特性が最も優れるWC-Co系合金の他に、耐酸化性を向上させた、WC-TiC-Co系合金、WC-TaC-Co系合金、WC-TiC-TaC-Co系合金などが挙げられる。
本発明の硬質膜形成体は、軸受部材などの摺動部材、金型・工具類、研磨材、磁気・光学部品、その他、高い耐摩耗性や耐剥離性を要求される部位において使用できる。なお、他の用途の硬質膜形成体における、基材の硬度や粗さ、成膜条件等の好適範囲は、上記軸受部材の場合と同様である。
[平板および内・外輪への成膜]
所定の基材に対して本発明の硬質膜を形成し、該硬質膜の物性に関する評価した。また、同様の硬質膜を転がり軸受の内輪軌道面および外輪軌道面に実際に成膜し、該軸受の評価を行なった。
所定の基材に対して本発明の硬質膜を形成し、該硬質膜の物性に関する評価した。また、同様の硬質膜を転がり軸受の内輪軌道面および外輪軌道面に実際に成膜し、該軸受の評価を行なった。
硬質膜の評価用に用いた基材、UBMS装置、スパッタリングガスは以下のとおりである。
(1)基材材質:各表に示す基材
(2)基材寸法等:各表に示す表面粗さの円板(φ48mm×φ8mm×7mm、平面に成膜)
(3)UBMS装置:神戸製鋼所製;UBMS202/AIP複合装置
(4)スパッタリングガス:Arガス
(1)基材材質:各表に示す基材
(2)基材寸法等:各表に示す表面粗さの円板(φ48mm×φ8mm×7mm、平面に成膜)
(3)UBMS装置:神戸製鋼所製;UBMS202/AIP複合装置
(4)スパッタリングガス:Arガス
第1混合層(下地層)の形成条件を以下に説明する。成膜チャンバー内を5×10-3Pa程度まで真空引きし、ヒータで基材をベーキングして、Arプラズマにて基材表面をエッチング後、CrターゲットとWCターゲットに印加するスパッタ電力を調整し、CrとWCの組成比を傾斜させた層を形成した。基材に印加するバイアス電圧は、150Vである。この層は、基材側から第2混合層側に向けてCrの含有率が小さく、かつ、WCの含有率が高くなる層である。なお、Cr/WC以外の混合層とする場合は、対応するターゲットを用いる以外は、同条件で形成した。
第2混合層(中間層)の形成条件を以下に説明する。成膜チャンバー内を5×10-3Pa程度まで真空引きし、Arプラズマにて基材表面(または上記下地層表面)をエッチング後、炭化水素系ガスであるメタンガスを供給しながら、WCターゲットと黒鉛ターゲットに印加するスパッタ電力を調整し、WCとDLCの組成比を傾斜させた層を形成した。基材に印加するバイアス電圧は、150Vである。この層は、第1混合層側から表面層側に向けてWCの含有率が小さく、かつ、DLCの含有率が高くなる層である。第2混合層における水素含有量(原子%)は、GDS分析(グロー放電発光分光分析)により上述の方法で求めた。なお、メタンガス導入比は、各表に示すとおりである。
表面層の形成条件は、各表に示すとおりである。
UBMS202/AIP複合装置の概要を図7に示す。図7はアークイオンプレーティング(以下、AIPと記す)機能を備えたUBMS装置の模式図である。図7に示すように、UBMS202/AIP複合装置は、円盤22上に配置された基材23に対し、真空アーク放電を利用して、AIP蒸発源材料21を瞬間的に蒸気化・イオン化し、これを基材23上に堆積させて被膜を成膜するAIP機能と、スパッタ蒸発源材料(ターゲット)24を非平衡な磁場により、基材23近傍のプラズマ密度を上げてイオンアシスト効果を増大すること(図6参照)によって、基材上に堆積する被膜の特性を制御できるUBMS機能を備える装置である。この装置により、基材上に、AIP被膜および複数のUBMS被膜(組成傾斜を含む)を任意に組合せた複合被膜を成膜することができる。この実施例では、基材とする軸受部材(内輪、外輪)に、第1混合層、第2混合層、表面層をUBMS被膜として成膜している。なお、外輪軌道面は、外輪の内周に位置するが、イオン化されたターゲットが回り込むことで成膜される。
実施例A1~A10、A12、比較例A1~A7、参考例A1~A9
表1~表3に示す基材をアセトンで超音波洗浄した後、乾燥した。乾燥後、基材をUBMS/AIP複合装置に取り付け、上述の形成条件にて各表に示す材質の第1混合層および第2混合層を形成した。その上に、各表に示す成膜条件にて表面層であるDLC膜を成膜し、硬質膜を有する試験片を得た。なお、各表における「真空度」は上記装置における成膜チャンバー内の真空度である。得られた試験片を以下に示す摩耗試験、硬度試験、膜厚試験、スクラッチテスト、およびスラスト型転動疲労試験(参考例以外)に供した。結果を各表に併記する。なお、表1下記の1)~7)は、表2~表7においても同じである。
表1~表3に示す基材をアセトンで超音波洗浄した後、乾燥した。乾燥後、基材をUBMS/AIP複合装置に取り付け、上述の形成条件にて各表に示す材質の第1混合層および第2混合層を形成した。その上に、各表に示す成膜条件にて表面層であるDLC膜を成膜し、硬質膜を有する試験片を得た。なお、各表における「真空度」は上記装置における成膜チャンバー内の真空度である。得られた試験片を以下に示す摩耗試験、硬度試験、膜厚試験、スクラッチテスト、およびスラスト型転動疲労試験(参考例以外)に供した。結果を各表に併記する。なお、表1下記の1)~7)は、表2~表7においても同じである。
実施例A11
日本電子工業社製:ラジカル窒化装置を用いてプラズマ窒素処理が施された基材(ビッカース硬さHv1000)をアセトンで超音波洗浄した後、乾燥した。乾燥後、基材をUBMS/AIP複合装置に取り付け、上述の形成条件にて表1に示す材質の第1混合層(Cr/WC)および第2混合層(WC/DLC)を形成した。その上に、表1に示す成膜条件にて表面層であるDLC膜を成膜し、硬質膜を有する試験片を得た。得られた試験片について、実施例A1と同様の試験に供し、その結果を表1に併記する。
日本電子工業社製:ラジカル窒化装置を用いてプラズマ窒素処理が施された基材(ビッカース硬さHv1000)をアセトンで超音波洗浄した後、乾燥した。乾燥後、基材をUBMS/AIP複合装置に取り付け、上述の形成条件にて表1に示す材質の第1混合層(Cr/WC)および第2混合層(WC/DLC)を形成した。その上に、表1に示す成膜条件にて表面層であるDLC膜を成膜し、硬質膜を有する試験片を得た。得られた試験片について、実施例A1と同様の試験に供し、その結果を表1に併記する。
<摩擦摩耗試験>
得られた試験片を、図8に示す摩擦試験機用いて摩擦試験を行なった。図8(a)は正面図を、図8(b)は側面図を、それぞれ表す。表面粗さRaが0.01μm以下であり、ビッカース硬度Hvが780であるSUJ2焼入れ鋼を相手材32として回転軸に取り付け、試験片31をアーム部33に固定して所定の荷重34を図面上方から印加して、ヘルツの最大接触面圧0.5GPa、室温(25℃)下、0.05m/sの回転速度で30分間、試験片31と相手材32との間に潤滑剤を介在させることなく、相手材32を回転させたときに、相手材32と試験片31との間に発生する摩擦力をロードセル35により検出した。これより、比摩耗量を算出した。
得られた試験片を、図8に示す摩擦試験機用いて摩擦試験を行なった。図8(a)は正面図を、図8(b)は側面図を、それぞれ表す。表面粗さRaが0.01μm以下であり、ビッカース硬度Hvが780であるSUJ2焼入れ鋼を相手材32として回転軸に取り付け、試験片31をアーム部33に固定して所定の荷重34を図面上方から印加して、ヘルツの最大接触面圧0.5GPa、室温(25℃)下、0.05m/sの回転速度で30分間、試験片31と相手材32との間に潤滑剤を介在させることなく、相手材32を回転させたときに、相手材32と試験片31との間に発生する摩擦力をロードセル35により検出した。これより、比摩耗量を算出した。
<硬度試験>
得られた試験片の押し込み硬さをアジレントテクノロジー社製:ナノインデンタ(G200)を用いて測定した。なお、測定値は表面粗さの影響を受けない深さ(硬さが安定している箇所)の平均値を示しており、各試験片10箇所ずつ測定している。
得られた試験片の押し込み硬さをアジレントテクノロジー社製:ナノインデンタ(G200)を用いて測定した。なお、測定値は表面粗さの影響を受けない深さ(硬さが安定している箇所)の平均値を示しており、各試験片10箇所ずつ測定している。
<膜厚試験>
得られた試験片の硬質膜の膜厚を表面形状・表面粗さ測定器(テーラーホブソン社製:フォーム・タリサーフPGI830)を用いて測定した。膜厚は成膜部の一部にマスキングを施し、非成膜部と成膜部の段差から膜厚を求めた。
得られた試験片の硬質膜の膜厚を表面形状・表面粗さ測定器(テーラーホブソン社製:フォーム・タリサーフPGI830)を用いて測定した。膜厚は成膜部の一部にマスキングを施し、非成膜部と成膜部の段差から膜厚を求めた。
<スクラッチテスト>
得られた試験片について、ナノテック社製:レベテストRSTを用いてスクラッチテストを行ない臨界剥離荷重を測定した。具体的には、得られた試験片について、先端半径200μmのダイヤモンド圧子で、スクラッチ速度10mm/min、荷重負荷速度10N/mm(連続的に荷重を増加)で試験し、試験機画面で判定し、画面上の摩擦痕(摩擦方向長さ375μm、幅約100μm)に対し露出した基材の面積が50%に達する荷重を臨界剥離荷重として測定した。
得られた試験片について、ナノテック社製:レベテストRSTを用いてスクラッチテストを行ない臨界剥離荷重を測定した。具体的には、得られた試験片について、先端半径200μmのダイヤモンド圧子で、スクラッチ速度10mm/min、荷重負荷速度10N/mm(連続的に荷重を増加)で試験し、試験機画面で判定し、画面上の摩擦痕(摩擦方向長さ375μm、幅約100μm)に対し露出した基材の面積が50%に達する荷重を臨界剥離荷重として測定した。
<スラスト型転動疲労試験>
得られた試験片(φ48mm×φ8mm×7mm)について、図9に示す試験機を用いて、スラスト型転動疲労試験として、軸受の潤滑状態が苛酷な場合を想定した「低ラムダ条件」と、潤滑状態が良好な場合を想定した「高ラムダ条件」との2条件の試験を行い、硬質膜の転動疲労特性を評価した。「低ラムダ条件」は境界潤滑となるため、純粋な繰り返し転動疲労に加え接触による損傷が影響する。よって、硬質膜の耐摩耗性と密着性が要求される。各条件を以下に示す。
得られた試験片(φ48mm×φ8mm×7mm)について、図9に示す試験機を用いて、スラスト型転動疲労試験として、軸受の潤滑状態が苛酷な場合を想定した「低ラムダ条件」と、潤滑状態が良好な場合を想定した「高ラムダ条件」との2条件の試験を行い、硬質膜の転動疲労特性を評価した。「低ラムダ条件」は境界潤滑となるため、純粋な繰り返し転動疲労に加え接触による損傷が影響する。よって、硬質膜の耐摩耗性と密着性が要求される。各条件を以下に示す。
[低ラムダ条件]
潤滑油:VG2
ラムダ:0.6
最大接触面圧:2GPa
回転数:1000r/min
軌道径:φ20mm
転動体:サイズ7/32”、個数3、材質SUJ2、硬さHv750、表面粗さ0.005μmRa
油温度:70℃
打ち切り時間:なし
(1111hで負荷回数8乗回)
[高ラムダ条件]
潤滑油:VG32
ラムダ:9.2
最大接触面圧:3.5GPa
回転数:4500r/min
軌道径:φ20mm
転動体:サイズ7/32”、個数3、材質SUJ2、硬さHv750、表面粗さ0.005μmRa
油温度:70℃
打ち切り時間:300h
(247hで負荷回数8乗回)
潤滑油:VG2
ラムダ:0.6
最大接触面圧:2GPa
回転数:1000r/min
軌道径:φ20mm
転動体:サイズ7/32”、個数3、材質SUJ2、硬さHv750、表面粗さ0.005μmRa
油温度:70℃
打ち切り時間:なし
(1111hで負荷回数8乗回)
[高ラムダ条件]
潤滑油:VG32
ラムダ:9.2
最大接触面圧:3.5GPa
回転数:4500r/min
軌道径:φ20mm
転動体:サイズ7/32”、個数3、材質SUJ2、硬さHv750、表面粗さ0.005μmRa
油温度:70℃
打ち切り時間:300h
(247hで負荷回数8乗回)
図9に示すように、試験機は、転動体42が円板状の試験片41と軌道盤(51201)45との間で転動する構成であり、試験片41は調芯用ボール43を介して支持されている。また、図中44は、予圧のためのロータリーボールスプライン、46はヒータ、47は熱電対である。本試験機は、試験片41を取り付け直しても転走跡がずれない構造である。評価方法は、試験時間20h毎に試験片を取り外し、光学顕微鏡観察によって試験片からの硬質膜の剥離有無を確認する。例えば、20h確認時に剥離していれば寿命は20hとなる。20h確認時に剥離していなければ、再度試験片を取り付けて試験を継続する。寿命時間を表1および表2に併記する。また、寿命判定として、低ラムダ条件では、寿命が1500h以上のものを「○」、1500h未満のものを「×」として記録する。高ラムダ条件では、寿命が300h以上のものを「○」、300h未満のものを「×」として記録する。
<軸受内外輪への成膜試験>
実施例、比較例の各条件で、6206転がり軸受(深溝玉軸受)の以下の内輪軌道面および外輪軌道面に実際に成膜を行い、成膜直後の各部材からの硬質膜の剥離を確認した。成膜チャンバーから取り出したときに剥離していなかったものを「○」、剥離していたものを「×」として記録し、結果を各表に併記する。
内輪:軌道面に硬質膜を成膜、材質SUJ2、硬さHv750、表面粗さ0.03μmRa
外輪:軌道面に硬質膜を成膜、材質SUJ2、硬さHv750、表面粗さ0.03μmRa
実施例、比較例の各条件で、6206転がり軸受(深溝玉軸受)の以下の内輪軌道面および外輪軌道面に実際に成膜を行い、成膜直後の各部材からの硬質膜の剥離を確認した。成膜チャンバーから取り出したときに剥離していなかったものを「○」、剥離していたものを「×」として記録し、結果を各表に併記する。
内輪:軌道面に硬質膜を成膜、材質SUJ2、硬さHv750、表面粗さ0.03μmRa
外輪:軌道面に硬質膜を成膜、材質SUJ2、硬さHv750、表面粗さ0.03μmRa
<軸受寿命試験>
上記成膜試験で硬質膜が成膜された内外輪を用いて、試験用の6206転がり軸受(深溝玉軸受)を組み立て、この試験用軸受を用いて図10の試験機より寿命試験を行った。図10に示すように、試験機は、負荷用コイルバネ53から負荷用玉軸受52を介して荷重を負荷されつつ、駆動プーリ54により回転する軸55を、一対の試験用軸受51で回転支持するものである。潤滑状態は良好な場合を想定している。試験条件を以下に示す。
上記成膜試験で硬質膜が成膜された内外輪を用いて、試験用の6206転がり軸受(深溝玉軸受)を組み立て、この試験用軸受を用いて図10の試験機より寿命試験を行った。図10に示すように、試験機は、負荷用コイルバネ53から負荷用玉軸受52を介して荷重を負荷されつつ、駆動プーリ54により回転する軸55を、一対の試験用軸受51で回転支持するものである。潤滑状態は良好な場合を想定している。試験条件を以下に示す。
内輪/外輪:上記成膜試験で硬質膜が成膜された内輪および外輪
転動体:サイズ3/8”、個数9、材質SUJ2、硬さHv750、表面粗さ0.005μmRa
潤滑油:VG56
ラムダ:3以上
最大接触面圧:3.3GPa
回転数:3000r/min(内輪回転)
計算寿命:L10寿命 127h
打ち切り時間:200h
転動体:サイズ3/8”、個数9、材質SUJ2、硬さHv750、表面粗さ0.005μmRa
潤滑油:VG56
ラムダ:3以上
最大接触面圧:3.3GPa
回転数:3000r/min(内輪回転)
計算寿命:L10寿命 127h
打ち切り時間:200h
試験時間20hと試験時間200hの試験を行ない、試験後の軌道面を光学顕微鏡観察を用いて部材からの硬質膜の剥離の有無を確認した。例えば、20h試験後に剥離していれば寿命は20hとなり、200h試験後に剥離していれば寿命は200hとなる。よって、寿命水準としては、20h、200h、200h以上の3水準となる。寿命時間を表1および表2に併記する。また、寿命判定として、寿命が200h以上のものを「○」、200h未満のものを「×」として記録し、結果を各表に併記する。
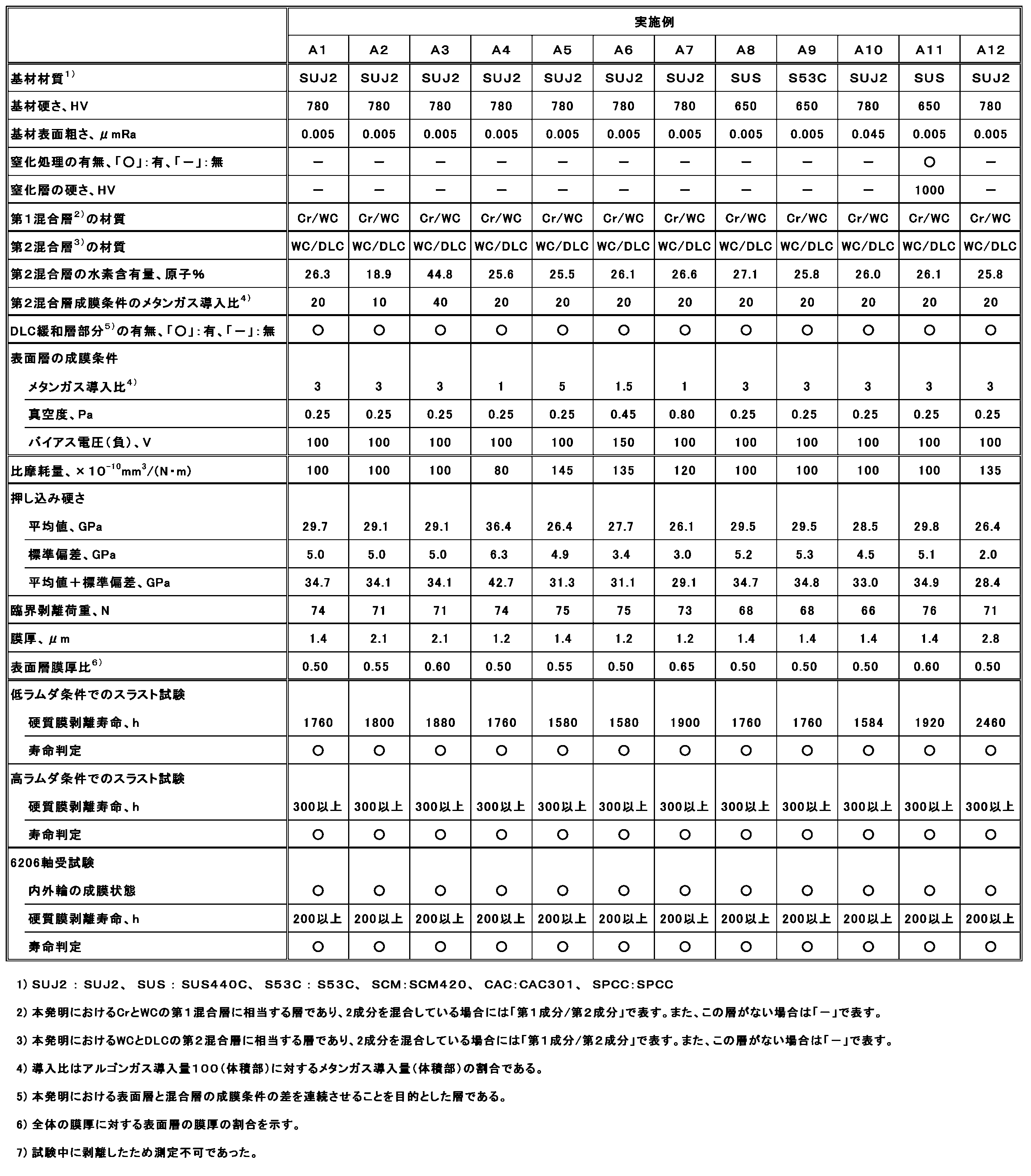
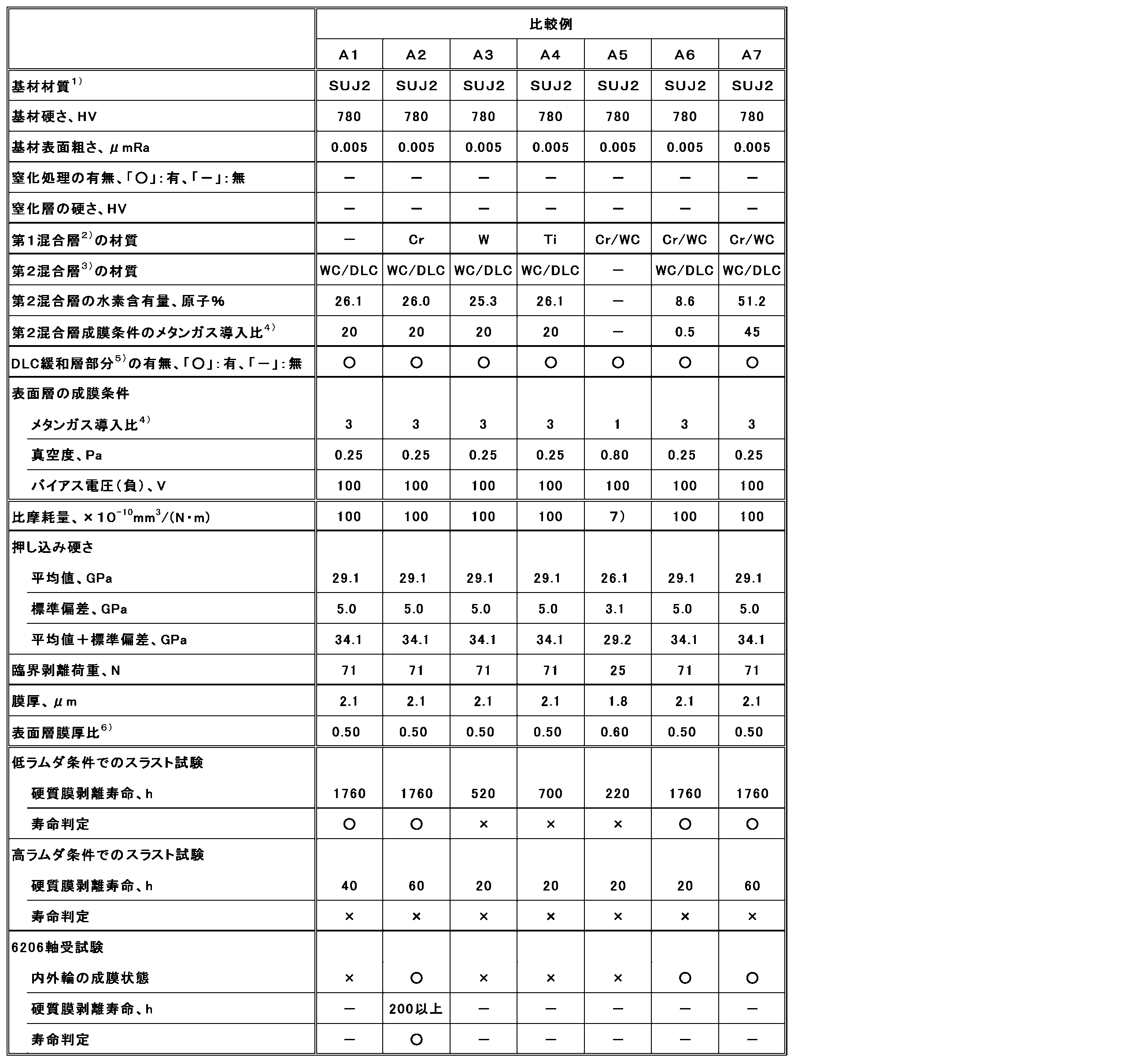
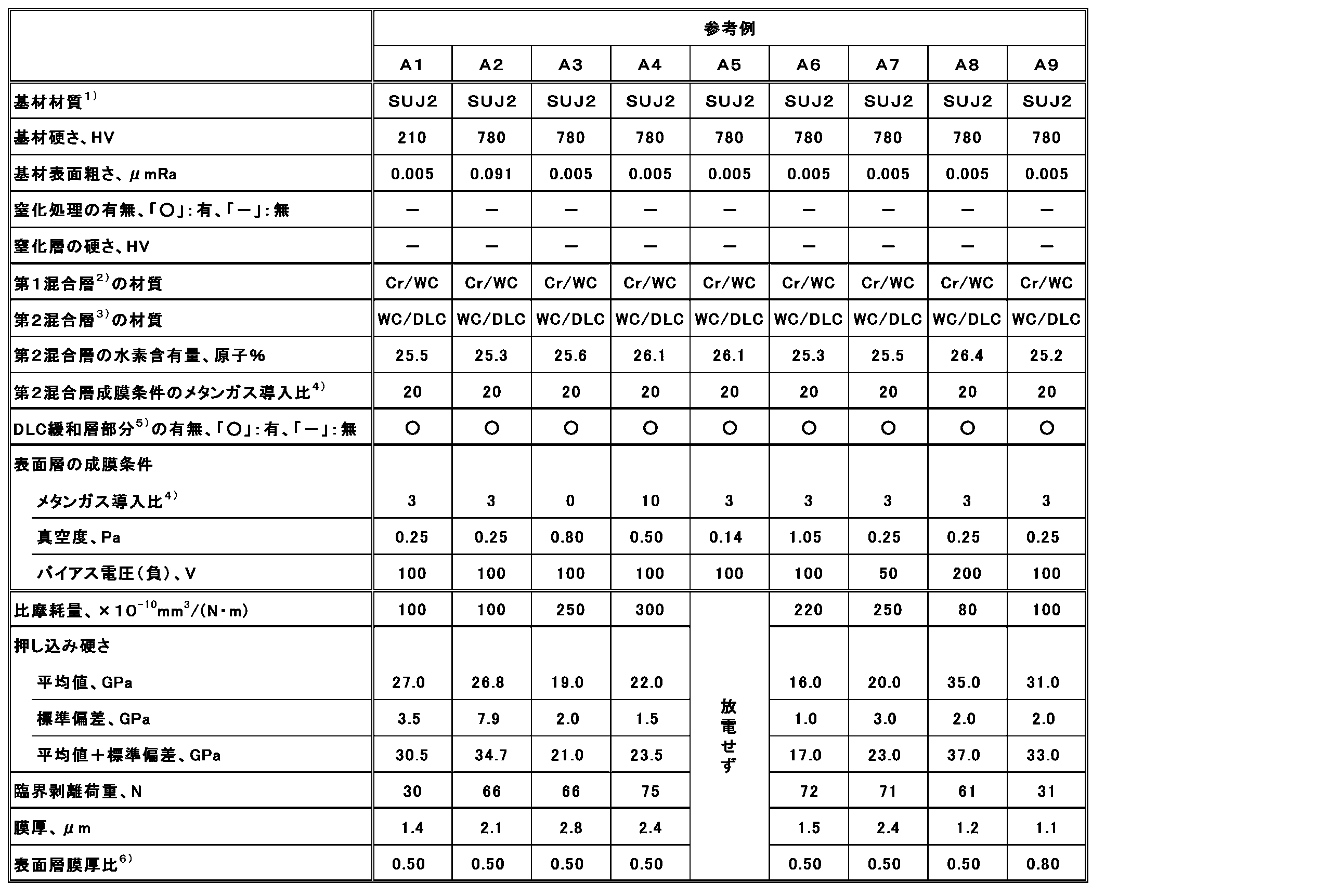
表1に示すように各実施例の硬質膜は、耐摩耗性や密着性に優れ、軸受使用時においても硬質膜の剥離を防止できた。一方、膜構造が異なる比較例A1~A5では、耐剥離性などに劣る結果となった。また、膜構造(3層構造)は同等であるが、第2混合層における水素含有量が本発明の範囲にない比較例A6、A7では高ラムダ条件での耐剥離性に劣る結果となった。
実施例A13~A18、比較例A8~A10
本発明の硬質膜について以下の微動摩耗試験を行ない、フレッティング摩耗に対する耐性を評価した。試験片(φ48mm×φ8mm×7mm、平面に成膜)は、表4に示す条件で作製した。なお、各層の成膜は、表4に示す条件以外は実施例A1と同様の条件で行なった。
本発明の硬質膜について以下の微動摩耗試験を行ない、フレッティング摩耗に対する耐性を評価した。試験片(φ48mm×φ8mm×7mm、平面に成膜)は、表4に示す条件で作製した。なお、各層の成膜は、表4に示す条件以外は実施例A1と同様の条件で行なった。
<微動摩耗試験>
図11は微動摩耗試験機を示す図である。図11に示すように微動摩耗試験機61を用い、グリース65を塗布した試験片62に、ラジアル荷重64を負荷された鋼球63を載せ、下記条件にて水平方向A-Bに往復動させたときの試験片62の摩耗深さと比摩耗量、および、鋼球63の摩耗量を測定した。
[測定条件]
グリース:カルシウム・リチウム石けん/鉱油グリース
ラジアル荷重:10kgf
最大接触面圧:2.5GPa
振動数:30Hz
往復動振幅:0.47mm
試験時間:4時間
図11は微動摩耗試験機を示す図である。図11に示すように微動摩耗試験機61を用い、グリース65を塗布した試験片62に、ラジアル荷重64を負荷された鋼球63を載せ、下記条件にて水平方向A-Bに往復動させたときの試験片62の摩耗深さと比摩耗量、および、鋼球63の摩耗量を測定した。
[測定条件]
グリース:カルシウム・リチウム石けん/鉱油グリース
ラジアル荷重:10kgf
最大接触面圧:2.5GPa
振動数:30Hz
往復動振幅:0.47mm
試験時間:4時間
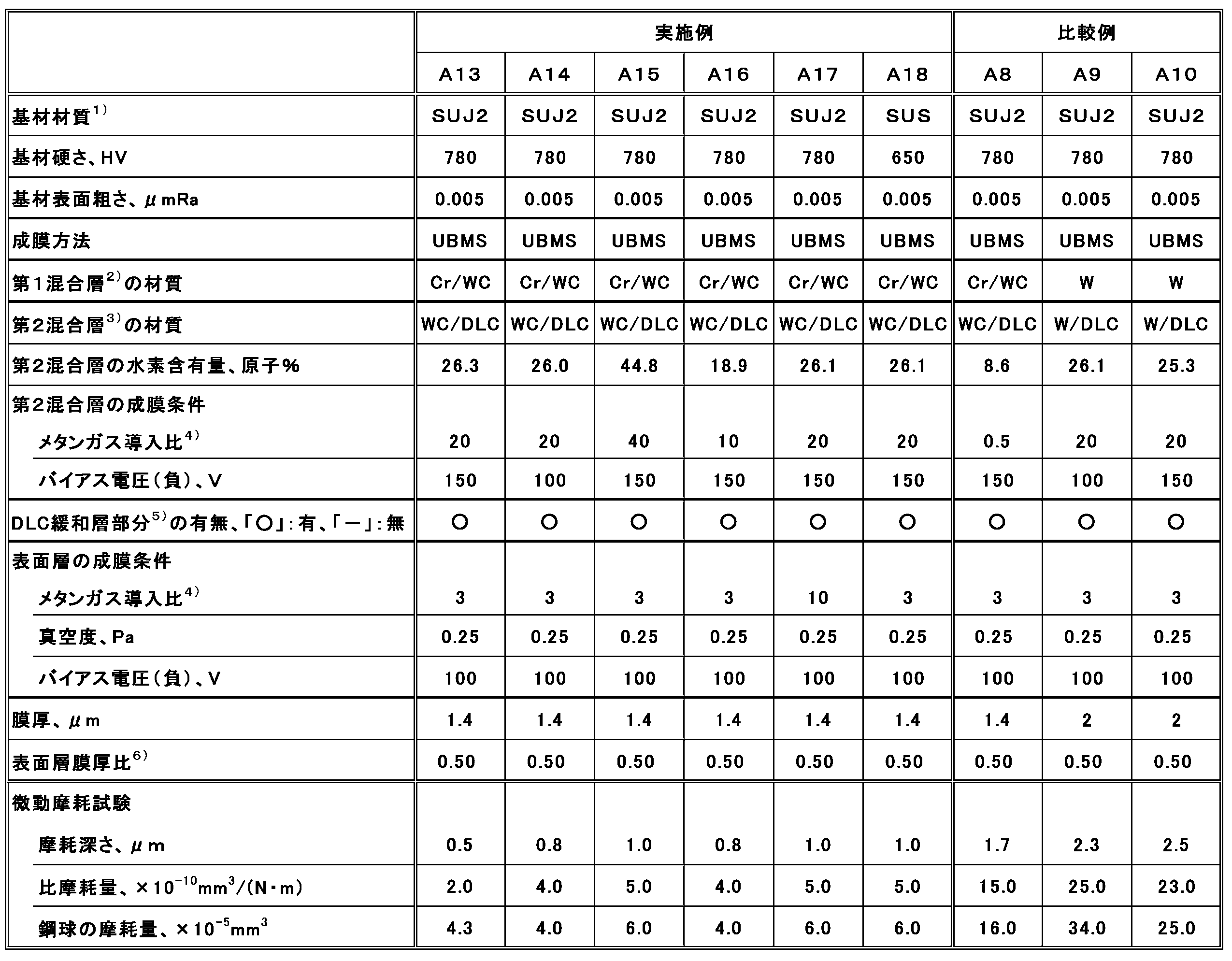
表4に示すように、各実施例の硬質膜は、耐フレッティング性に優れることが分かる。また、相手材である鋼球の摩耗も抑制できた。一方、第2混合層における水素含有量が本発明の範囲にない比較例A8、膜構造が異なる比較例A9、A10では、耐フレッティング性に劣り、相手材である鋼球の摩耗量も多い結果となった。
[平板および保持器への成膜]
本発明の転がり軸受の保持器に成膜する硬質膜として、所定の基材に対して硬質膜を成膜し、該硬質膜の物性に関する評価をするとともに、同様の硬質膜を転がり軸受の保持器摺接面に実際に成膜し、該軸受の評価を行なった。
本発明の転がり軸受の保持器に成膜する硬質膜として、所定の基材に対して硬質膜を成膜し、該硬質膜の物性に関する評価をするとともに、同様の硬質膜を転がり軸受の保持器摺接面に実際に成膜し、該軸受の評価を行なった。
硬質膜の評価用に用いた基材は、各表の基材である。また、基材寸法、UBMS装置、スパッタリングガス、下地層および中間層の成膜条件は、上記[平板および内・外輪への成膜]の場合と同じである。
実施例B1~B11、B13、比較例B1~B9、参考例B1~B8
表5~表7に示す基材をアセトンで超音波洗浄した後、乾燥した。乾燥後、基材をUBMS/AIP複合装置に取り付け、上述の形成条件にて各表に示す材質の第1混合層および第2混合層を形成した。その上に、各表に示す成膜条件にて表面層であるDLC膜を成膜し、硬質膜を有する試験片を得た。なお、各表における「真空度」は上記装置における成膜チャンバー内の真空度である。得られた試験片を上記[平板および内・外輪への成膜]の場合と同じ摩擦摩耗試験、硬度試験、および膜厚試験に供した。結果を各表に併記する。
表5~表7に示す基材をアセトンで超音波洗浄した後、乾燥した。乾燥後、基材をUBMS/AIP複合装置に取り付け、上述の形成条件にて各表に示す材質の第1混合層および第2混合層を形成した。その上に、各表に示す成膜条件にて表面層であるDLC膜を成膜し、硬質膜を有する試験片を得た。なお、各表における「真空度」は上記装置における成膜チャンバー内の真空度である。得られた試験片を上記[平板および内・外輪への成膜]の場合と同じ摩擦摩耗試験、硬度試験、および膜厚試験に供した。結果を各表に併記する。
実施例B12
日本電子工業社製:ラジカル窒化装置を用いてプラズマ窒素処理が施された基材(ビッカース硬さHv1000)をアセトンで超音波洗浄した後、乾燥した。乾燥後、基材をUBMS/AIP複合装置に取り付け、上述の形成条件にて表5に示す材質の第1混合層(Cr/WC)および第2混合層(WC/DLC)を形成した。その上に、表5に示す成膜条件にて表面層であるDLC膜を成膜し、硬質膜を有する試験片を得た。得られた試験片について、実施例B1と同様の試験に供し、その結果を表5に併記する。
日本電子工業社製:ラジカル窒化装置を用いてプラズマ窒素処理が施された基材(ビッカース硬さHv1000)をアセトンで超音波洗浄した後、乾燥した。乾燥後、基材をUBMS/AIP複合装置に取り付け、上述の形成条件にて表5に示す材質の第1混合層(Cr/WC)および第2混合層(WC/DLC)を形成した。その上に、表5に示す成膜条件にて表面層であるDLC膜を成膜し、硬質膜を有する試験片を得た。得られた試験片について、実施例B1と同様の試験に供し、その結果を表5に併記する。
<軸受用保持器への成膜試験>
実施例、比較例の各条件で、6204転がり軸受(深溝玉軸受)用の以下の保持器摺接面(ポケット面)に実際に成膜を行い、成膜直後の保持器からの硬質膜の剥離を確認した。成膜チャンバーから取り出したときに剥離していなかったものを「○」、剥離していたものを「×」として記録し、結果を各表に併記する。
保持器:二つ割れの鉄板保持器(転動体との摺接面に硬質膜を成膜、保持器基材(材質、硬さ、表面粗さ)は各表のとおり)
実施例、比較例の各条件で、6204転がり軸受(深溝玉軸受)用の以下の保持器摺接面(ポケット面)に実際に成膜を行い、成膜直後の保持器からの硬質膜の剥離を確認した。成膜チャンバーから取り出したときに剥離していなかったものを「○」、剥離していたものを「×」として記録し、結果を各表に併記する。
保持器:二つ割れの鉄板保持器(転動体との摺接面に硬質膜を成膜、保持器基材(材質、硬さ、表面粗さ)は各表のとおり)
<軸受寿命試験>
上記成膜試験で硬質膜が成膜された保持器を用いて、試験用の6204転がり軸受(深溝玉軸受)を組み立て、この試験用軸受を用いて図12の試験機より寿命試験を行った。図12に示すように、試験機は、負荷用コイルバネ73から荷重を負荷されつつ、プーリ72により回転する軸を、試験用軸受71で回転支持するものである。74はカートリッジヒータ、75は熱電対である。試験条件を以下に示す。
上記成膜試験で硬質膜が成膜された保持器を用いて、試験用の6204転がり軸受(深溝玉軸受)を組み立て、この試験用軸受を用いて図12の試験機より寿命試験を行った。図12に示すように、試験機は、負荷用コイルバネ73から荷重を負荷されつつ、プーリ72により回転する軸を、試験用軸受71で回転支持するものである。74はカートリッジヒータ、75は熱電対である。試験条件を以下に示す。
保持器:二つ割れの鉄板保持器(転動体との摺接面に硬質膜を成膜、保持器基材(材質、硬さ、表面粗さ)は各表のとおり)
試験用軸受:6204(ゴムシール)
潤滑:リチウムエステル系グリース(40℃における基油粘度 26mm2/s、混和ちょう度 260 )
封入量:15%(全空間容積比)
荷重:ラジアル荷重67N、アキシアル荷重67N
回転数:10000r/min(内輪回転)
温度:150℃
試験用軸受:6204(ゴムシール)
潤滑:リチウムエステル系グリース(40℃における基油粘度 26mm2/s、混和ちょう度 260 )
封入量:15%(全空間容積比)
荷重:ラジアル荷重67N、アキシアル荷重67N
回転数:10000r/min(内輪回転)
温度:150℃
寿命形態は焼き付きであり、寿命到達とともに急激にトルクが上昇する。この試験ではモータの過負荷で試験機が停止するまでの時間(h)を寿命とした。結果を各表に併記する。また、寿命判定として、寿命が350h以上のものを「○」、200h以上350h未満のものを「△」、200h未満のものを「×」として記録し、結果を各表に併記する。


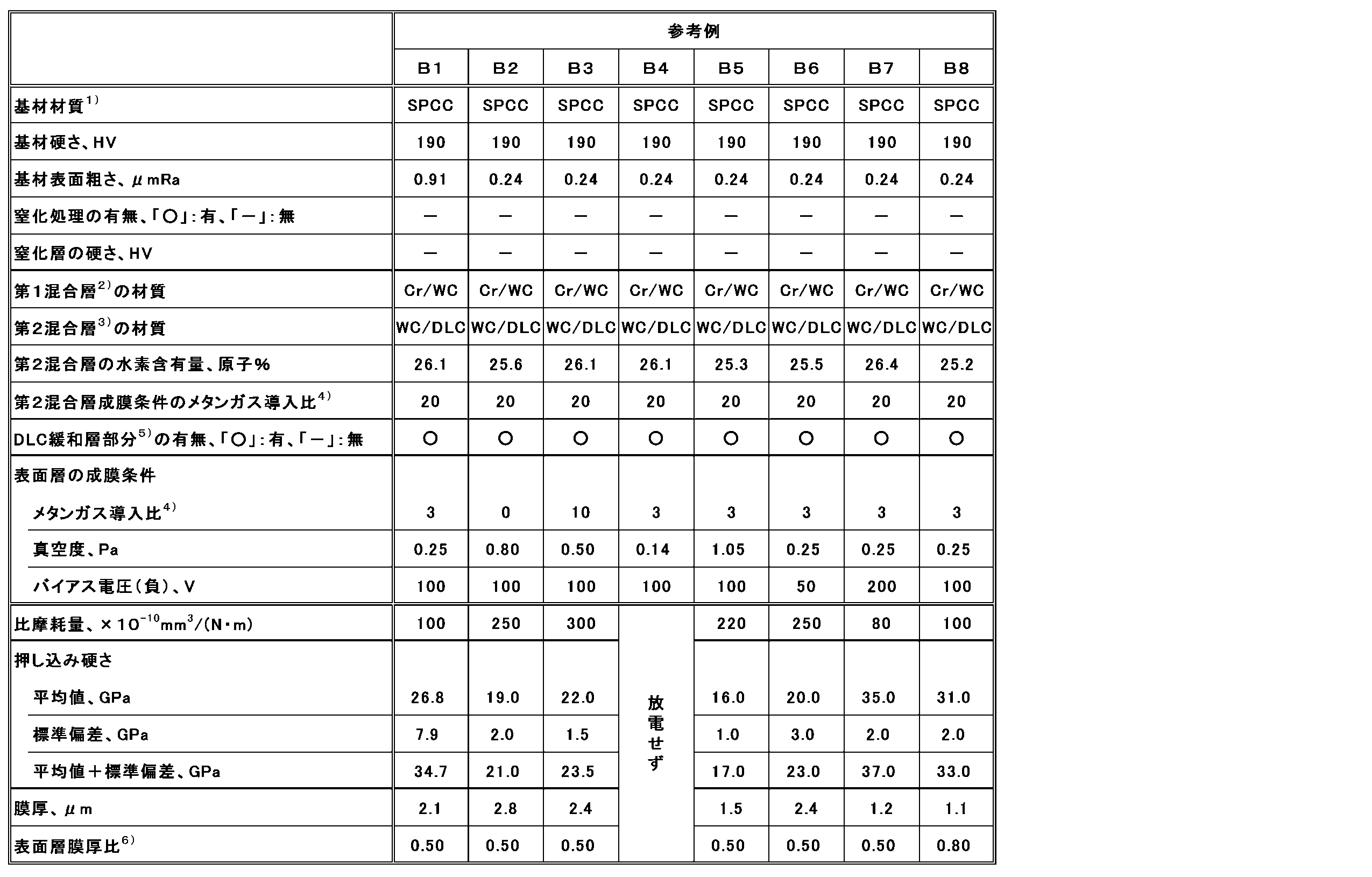
表5に示すように各実施例の硬質膜は、耐摩耗性や密着性に優れ、軸受使用時においても保持器からの硬質膜の剥離を防止できた。
本発明の転がり軸受は、内・外輪軌道面、転動体の転動面、保持器摺接面などに形成されたDLCを含む硬質膜の耐剥離性に優れ、DLC本体の特性を発揮できるので、耐焼き付き性、耐摩耗性、および耐腐食性に優れる。このため、本発明の転がり軸受は、苛酷な潤滑状態での用途を含め、各種用途に適用可能である。
1 転がり軸受(深溝玉軸受)
2 内輪
3 外輪
4 転動体
5 保持器
6 シール部材
7 グリース
8 硬質膜
8a 第1混合層
8b 第2混合層
8c 表面層
8d 緩和層部分
11 バイアス電源
12 基材
13 膜(層)
15 ターゲット
16 磁力線
17 Arイオン
18 イオン化されたターゲット
19 高密度プラズマ
21 AIP蒸発源材料
22 円盤
23 基材
24 スパッタ蒸発源材料(ターゲット)
31 試験片
32 相手材
33 アーム部
34 荷重
35 ロードセル
41 試験片
42 転動体
43 調芯用ボール
44 ロータリーボールスプライン
45 軌道盤
46 ヒータ
47 熱電対
51 試験用軸受
52 負荷用玉軸受
53 負荷用コイルバネ
54 駆動プーリ
55 軸
61 微動摩耗試験機
62 試験片
63 鋼球
64 ラジアル荷重
65 グリース
71 試験用軸受
72 プーリ
73 負荷用コイルバネ
74 カートリッジヒータ
75 熱電対
2 内輪
3 外輪
4 転動体
5 保持器
6 シール部材
7 グリース
8 硬質膜
8a 第1混合層
8b 第2混合層
8c 表面層
8d 緩和層部分
11 バイアス電源
12 基材
13 膜(層)
15 ターゲット
16 磁力線
17 Arイオン
18 イオン化されたターゲット
19 高密度プラズマ
21 AIP蒸発源材料
22 円盤
23 基材
24 スパッタ蒸発源材料(ターゲット)
31 試験片
32 相手材
33 アーム部
34 荷重
35 ロードセル
41 試験片
42 転動体
43 調芯用ボール
44 ロータリーボールスプライン
45 軌道盤
46 ヒータ
47 熱電対
51 試験用軸受
52 負荷用玉軸受
53 負荷用コイルバネ
54 駆動プーリ
55 軸
61 微動摩耗試験機
62 試験片
63 鋼球
64 ラジアル荷重
65 グリース
71 試験用軸受
72 プーリ
73 負荷用コイルバネ
74 カートリッジヒータ
75 熱電対
Claims (22)
- 基材の表面に成膜される硬質膜であって、
前記硬質膜は、前記基材の表面上に直接成膜されるクロムとタングステンカーバイトとを主体とする第1混合層と、該第1混合層の上に成膜されるタングステンカーバイトとダイヤモンドライクカーボンとを主体とする第2混合層と、該第2混合層の上に成膜されるダイヤモンドライクカーボンを主体とする表面層とからなる構造の膜であり、
前記第1混合層は、前記基材側から前記第2混合層側へ向けて連続的または段階的に、該第1混合層中の前記クロムの含有率が小さくなり、該第1混合層中の前記タングステンカーバイトの含有率が高くなる層であり、
前記第2混合層は、前記第1混合層側から前記表面層側へ向けて連続的または段階的に、該第2混合層中の前記タングステンカーバイトの含有率が小さくなり、該第2混合層中の前記ダイヤモンドライクカーボンの含有率が高くなる層であり、
前記第2混合層における水素含有量が10~45原子%であることを特徴とする硬質膜。 - 前記硬質膜は、表面粗さRa:0.01μm以下、ビッカース硬度Hv:780であるSUJ2焼入れ鋼を相手材として、ヘルツの最大接触面圧0.5GPaの荷重を印加して接触させ、0.05m/sの回転速度で30分間、前記相手材を回転させたときの該硬質膜の比摩耗量が200×10-10mm3/(N・m)未満であることを特徴とする請求項1記載の硬質膜。
- 前記硬質膜は、押し込み硬さの平均値と標準偏差値との合計が25~45GPaであることを特徴とする請求項2記載の硬質膜。
- 前記硬質膜は、スクラッチテストにおける臨界剥離荷重が50N以上であることを特徴とする請求項2記載の硬質膜。
- 前記表面層は、スパッタリングガスとしてアルゴンガスを用いたアンバランスド・マグネトロン・スパッタリング装置を使用して成膜した層であり、
炭素供給源として黒鉛ターゲットと炭化水素系ガスとを併用し、前記アルゴンガスの前記装置内への導入量100に対する前記炭化水素系ガスの導入量の割合が1~5であり、前記装置内の真空度が0.2~0.8Paであり、前記基材に印加するバイアス電圧が70~150Vである条件下で、前記炭素供給源から生じる炭素原子を、前記第2混合層上に堆積させて成膜されたものであることを特徴とする請求項1記載の硬質膜。 - 前記表面層は、前記第2混合層との隣接側に緩和層部分を有し、該緩和層部分は、前記炭化水素系ガスの導入量の割合、前記装置内の真空度、および前記基材に印加するバイアス電圧の少なくとも1つを、連続的または段階的に変化させて形成された部分であることを特徴とする請求項5記載の硬質膜。
- 前記炭化水素系ガスが、メタンガスであることを特徴とする請求項5記載の硬質膜。
- 前記硬質膜の膜厚が0.5~3μmであり、かつ該硬質膜の膜厚に占める前記表面層の厚さの割合が0.7以下であることを特徴とする請求項1記載の硬質膜。
- 基材と、該基材の表面に成膜される硬質膜とからなる硬質膜形成体であって、
前記硬質膜が、請求項1記載の硬質膜であることを特徴とする硬質膜形成体。 - 前記基材が、超硬合金材料または鉄系材料からなることを特徴とする請求項9記載の硬質膜形成体。
- 外周に内輪軌道面を有する内輪と、内周に外輪軌道面を有する外輪と、前記内輪軌道面と前記外輪軌道面との間を転動する複数の転動体と、前記転動体を保持する保持器とを備えてなる転がり軸受であって、
前記内輪、前記外輪、前記転動体、および前記保持器から選ばれる少なくとも一つの軸受部材が鉄系材料からなり、
該鉄系材料からなる前記軸受部材の面であり、かつ、前記内輪軌道面、前記外輪軌道面、前記転動体の転動面、および前記保持器の摺接面から選ばれる少なくとも一つの面に硬質膜が成膜されてなり、
前記硬質膜は、前記面の上に直接成膜されるクロムとタングステンカーバイトとを主体とする第1混合層と、該第1混合層の上に成膜されるタングステンカーバイトとダイヤモンドライクカーボンとを主体とする第2混合層と、該第2混合層の上に成膜されるダイヤモンドライクカーボンを主体とする表面層とからなる構造の膜であり、
前記第1混合層は、前記面側から前記第2混合層側へ向けて連続的または段階的に、該第1混合層中の前記クロムの含有率が小さくなり、該第1混合層中の前記タングステンカーバイトの含有率が高くなる層であり、
前記第2混合層は、前記第1混合層側から前記表面層側へ向けて連続的または段階的に、該第2混合層中の前記タングステンカーバイトの含有率が小さくなり、該第2混合層中の前記ダイヤモンドライクカーボンの含有率が高くなる層であり、
前記第2混合層における水素含有量が10~45原子%であることを特徴とする転がり軸受。 - 前記転動体が玉であり、前記内輪軌道面および前記外輪軌道面が、前記転動体を案内する円曲面であることを特徴とする請求項11記載の転がり軸受。
- 前記転動体が玉であり、前記保持器の摺接面が、前記転動体との摺接面である該玉を保持するポケット面であることを特徴とする請求項11記載の転がり軸受。
- 前記内輪、前記外輪、前記転動体を形成する鉄系材料が、それぞれ、高炭素クロム軸受鋼、炭素鋼、工具鋼、または、マルテンサイト系ステンレス鋼であることを特徴とする請求項11記載の転がり軸受。
- 前記内輪、前記外輪、または前記転動体において、前記硬質膜が形成される面の硬さが、ビッカース硬さでHv650以上であることを特徴とする請求項14記載の転がり軸受。
- 前記保持器を形成する鉄系材料が、冷間圧延鋼板、炭素鋼、クロム鋼、クロムモリブデン鋼、ニッケルクロムモリブデン鋼、または、オーステナイト系ステンレス鋼であることを特徴とする請求項11記載の転がり軸受。
- 前記保持器において、前記硬質膜が形成される摺接面の硬さが、ビッカース硬さでHv450以上であることを特徴とする請求項16記載の転がり軸受。
- 前記硬質膜が形成される面において、前記硬質膜形成前に、窒化処理により窒化層が形成されていることを特徴とする請求項11記載の転がり軸受。
- 前記窒化処理が、プラズマ窒化処理であり、前記窒化処理後の表面の硬さが、ビッカース硬さでHv1000以上であることを特徴とする請求項18記載の転がり軸受。
- 前記内輪、前記外輪、または前記転動体において、前記硬質膜が形成される面の表面粗さRaが、0.05μm以下であることを特徴とする請求項11記載の転がり軸受。
- 前記保持器において、前記硬質膜が形成される摺接面の表面粗さRaが、0.5μm以下であることを特徴とする請求項11記載の転がり軸受。
- 前記転がり軸受は、グリースが封入されていることを特徴とする請求項11記載の転がり軸受。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/346,301 US9347491B2 (en) | 2011-09-22 | 2012-09-21 | Hard film, hard film formed body, and rolling bearing |
| EP12833570.0A EP2759620B1 (en) | 2011-09-22 | 2012-09-21 | Hard film, hard film formed body, and rolling bearing |
| CN201280045974.0A CN103814150B (zh) | 2011-09-22 | 2012-09-21 | 硬质膜、硬质膜形成体及滚动轴承 |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-207936 | 2011-09-22 | ||
| JP2011-208005 | 2011-09-22 | ||
| JP2011207983 | 2011-09-22 | ||
| JP2011208005 | 2011-09-22 | ||
| JP2011207936 | 2011-09-22 | ||
| JP2011-207983 | 2011-09-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013042765A1 true WO2013042765A1 (ja) | 2013-03-28 |
Family
ID=47914525
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/074217 WO2013042765A1 (ja) | 2011-09-22 | 2012-09-21 | 硬質膜、硬質膜形成体、および転がり軸受 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9347491B2 (ja) |
| EP (1) | EP2759620B1 (ja) |
| CN (1) | CN103814150B (ja) |
| WO (1) | WO2013042765A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013079445A (ja) * | 2011-09-22 | 2013-05-02 | Ntn Corp | 硬質膜および硬質膜形成体 |
| JP2015180764A (ja) * | 2014-03-03 | 2015-10-15 | 株式会社神戸製鋼所 | 硬質皮膜およびその形成方法、ならびに鋼板熱間成型用金型 |
| WO2016190443A1 (ja) * | 2015-05-28 | 2016-12-01 | 京セラ株式会社 | 切削工具 |
| WO2019073861A1 (ja) * | 2017-10-10 | 2019-04-18 | Ntn株式会社 | 車輪支持装置 |
| CN110195742A (zh) * | 2019-05-28 | 2019-09-03 | 成都高新区正通特种材料厂 | 高耐磨合金材料的轴承 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT511605B1 (de) * | 2011-12-12 | 2013-01-15 | High Tech Coatings Gmbh | Kohlenstoffbasierende beschichtung |
| CN105970215B (zh) * | 2016-05-19 | 2018-06-29 | 无锡铠骏机械制造有限公司 | 一种轴承的复合层制备方法及其轴承 |
| CN108149198B (zh) * | 2017-12-26 | 2019-10-11 | 浙江大学 | 一种wc硬质合金薄膜及其梯度层技术室温制备方法 |
| DE102018200603A1 (de) | 2018-01-15 | 2019-07-18 | Audi Ag | Dichtungsanordnung für eine Radlageranordnung eines Kraftfahrzeugs |
| JP7079175B2 (ja) * | 2018-08-29 | 2022-06-01 | Ntn株式会社 | 複列自動調心ころ軸受、およびそれを備えた風力発電用主軸支持装置 |
| US11542985B2 (en) | 2018-09-26 | 2023-01-03 | Ntn Corporation | Rolling bearing and wind power generation rotor shaft support device |
| DE102018125631A1 (de) * | 2018-10-16 | 2020-04-16 | Schaeffler Technologies AG & Co. KG | Schichtsystem, Rollelement und Verfahren |
| CN110132597B (zh) * | 2019-04-29 | 2020-07-24 | 清华大学 | 一种轴承内滚道剥落宽度的测算方法 |
| US11330030B2 (en) * | 2019-07-25 | 2022-05-10 | Dreamworks Animation Llc | Network resource oriented data communication |
| JP7056637B2 (ja) * | 2019-11-26 | 2022-04-19 | 株式会社豊田中央研究所 | 耐熱部材 |
| JP7440335B2 (ja) * | 2020-04-30 | 2024-02-28 | 株式会社アイシン | 低摩擦摩耗膜及びその製造方法 |
| CN111876754A (zh) * | 2020-08-04 | 2020-11-03 | 中国科学院兰州化学物理研究所 | 通过纳米金属镀膜钢球与含氢碳薄膜配副实现宏观超滑的方法 |
Citations (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001225412A (ja) * | 2000-02-16 | 2001-08-21 | Token Thermotec:Kk | 保護膜被覆部材 |
| JP2002235748A (ja) * | 2001-02-13 | 2002-08-23 | Koyo Seiko Co Ltd | 転がり摺動部品 |
| JP2002349577A (ja) * | 2001-05-29 | 2002-12-04 | Nsk Ltd | 転がり摺動部材 |
| JP2003171758A (ja) | 2001-12-06 | 2003-06-20 | Denso Corp | ダイヤモンドライクカーボン硬質多層膜成形体およびその製造方法 |
| JP2004010923A (ja) * | 2002-06-04 | 2004-01-15 | Toyota Motor Corp | 摺動部材及びその製造方法 |
| JP2004068092A (ja) * | 2002-08-07 | 2004-03-04 | Matsushita Electric Ind Co Ltd | 硬質炭素膜被覆部材及び成膜方法 |
| JP2004169137A (ja) * | 2002-11-21 | 2004-06-17 | Hitachi Ltd | 摺動部材 |
| JP2005147244A (ja) | 2003-11-14 | 2005-06-09 | Koyo Seiko Co Ltd | ころ軸受用保持器の製造方法およびころ軸受用保持器 |
| JP2005147306A (ja) | 2003-11-18 | 2005-06-09 | Koyo Seiko Co Ltd | ころ軸受用保持器 |
| JP2006300294A (ja) | 2005-04-25 | 2006-11-02 | Nsk Ltd | 転がり軸受用保持器 |
| JP2007070667A (ja) * | 2005-09-05 | 2007-03-22 | Kobe Steel Ltd | ダイヤモンドライクカーボン硬質多層膜成形体およびその製造方法 |
| JP3961739B2 (ja) | 2000-04-19 | 2007-08-22 | 株式会社ジェイテクト | 転がり軸受 |
| JP4178826B2 (ja) | 2002-04-17 | 2008-11-12 | 日本精工株式会社 | 転動装置 |
| JP2010051641A (ja) * | 2008-08-29 | 2010-03-11 | Pegasus Sewing Mach Mfg Co Ltd | ミシンの摺動部材 |
| JP2010106311A (ja) * | 2008-10-29 | 2010-05-13 | Ntn Corp | 硬質多層膜成形体およびその製造方法 |
| JP2010111935A (ja) * | 2008-11-10 | 2010-05-20 | Ntn Corp | ロッカアームアッシー |
| JP2011068941A (ja) | 2009-09-25 | 2011-04-07 | Ntn Corp | 硬質膜の成膜方法および硬質膜 |
| WO2011122662A1 (ja) * | 2010-03-30 | 2011-10-06 | Ntn株式会社 | 転がり軸受 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6357923B1 (en) * | 1999-02-19 | 2002-03-19 | Nsk Ltd. | Rolling bearing and bearing device |
| DE10018143C5 (de) * | 2000-04-12 | 2012-09-06 | Oerlikon Trading Ag, Trübbach | DLC-Schichtsystem sowie Verfahren und Vorrichtung zur Herstellung eines derartigen Schichtsystems |
| JP4022048B2 (ja) * | 2001-03-06 | 2007-12-12 | 株式会社神戸製鋼所 | ダイヤモンドライクカーボン硬質多層膜成形体およびその製造方法 |
| US6994474B2 (en) | 2001-05-29 | 2006-02-07 | Nsk Ltd. | Rolling sliding member and rolling apparatus |
| JP2006138404A (ja) * | 2004-11-12 | 2006-06-01 | Kobe Steel Ltd | 水系環境下での耐摩耗性に優れた摺動部材 |
| JP4927813B2 (ja) * | 2005-03-18 | 2012-05-09 | ザ ティムケン カンパニー | 油潤滑のない条件下でローラーベアリングを保護する方法、及びその方法を用いてなるベアリング |
| EP2118503B1 (en) * | 2007-02-28 | 2012-11-14 | The Timken Company | Bi-directional tapered roller bearing assembly with improved wear resistance |
| JP4503097B2 (ja) * | 2008-02-06 | 2010-07-14 | 神奈川県 | Dlc被覆摺動部材及びその製造方法 |
| CN102216487B (zh) | 2008-10-29 | 2014-07-02 | Ntn株式会社 | 硬质多层膜成型体及其制造方法 |
| JP5222764B2 (ja) * | 2009-03-24 | 2013-06-26 | 株式会社神戸製鋼所 | 積層皮膜および積層皮膜被覆部材 |
| US8518542B2 (en) * | 2009-05-26 | 2013-08-27 | Life Technology Research Institute, Inc. | Carbon film and carbon film structure |
| JP2011225412A (ja) * | 2010-04-22 | 2011-11-10 | Asahi Glass Co Ltd | 多孔質石英ガラス母材の製造装置及び製造方法 |
-
2012
- 2012-09-21 US US14/346,301 patent/US9347491B2/en active Active
- 2012-09-21 EP EP12833570.0A patent/EP2759620B1/en active Active
- 2012-09-21 CN CN201280045974.0A patent/CN103814150B/zh active Active
- 2012-09-21 WO PCT/JP2012/074217 patent/WO2013042765A1/ja active Application Filing
Patent Citations (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001225412A (ja) * | 2000-02-16 | 2001-08-21 | Token Thermotec:Kk | 保護膜被覆部材 |
| JP3961739B2 (ja) | 2000-04-19 | 2007-08-22 | 株式会社ジェイテクト | 転がり軸受 |
| JP2002235748A (ja) * | 2001-02-13 | 2002-08-23 | Koyo Seiko Co Ltd | 転がり摺動部品 |
| JP2002349577A (ja) * | 2001-05-29 | 2002-12-04 | Nsk Ltd | 転がり摺動部材 |
| JP2003171758A (ja) | 2001-12-06 | 2003-06-20 | Denso Corp | ダイヤモンドライクカーボン硬質多層膜成形体およびその製造方法 |
| JP4178826B2 (ja) | 2002-04-17 | 2008-11-12 | 日本精工株式会社 | 転動装置 |
| JP2004010923A (ja) * | 2002-06-04 | 2004-01-15 | Toyota Motor Corp | 摺動部材及びその製造方法 |
| JP2004068092A (ja) * | 2002-08-07 | 2004-03-04 | Matsushita Electric Ind Co Ltd | 硬質炭素膜被覆部材及び成膜方法 |
| JP2004169137A (ja) * | 2002-11-21 | 2004-06-17 | Hitachi Ltd | 摺動部材 |
| JP2005147244A (ja) | 2003-11-14 | 2005-06-09 | Koyo Seiko Co Ltd | ころ軸受用保持器の製造方法およびころ軸受用保持器 |
| JP2005147306A (ja) | 2003-11-18 | 2005-06-09 | Koyo Seiko Co Ltd | ころ軸受用保持器 |
| JP2006300294A (ja) | 2005-04-25 | 2006-11-02 | Nsk Ltd | 転がり軸受用保持器 |
| JP2007070667A (ja) * | 2005-09-05 | 2007-03-22 | Kobe Steel Ltd | ダイヤモンドライクカーボン硬質多層膜成形体およびその製造方法 |
| JP2010051641A (ja) * | 2008-08-29 | 2010-03-11 | Pegasus Sewing Mach Mfg Co Ltd | ミシンの摺動部材 |
| JP2010106311A (ja) * | 2008-10-29 | 2010-05-13 | Ntn Corp | 硬質多層膜成形体およびその製造方法 |
| JP2010111935A (ja) * | 2008-11-10 | 2010-05-20 | Ntn Corp | ロッカアームアッシー |
| JP2011068941A (ja) | 2009-09-25 | 2011-04-07 | Ntn Corp | 硬質膜の成膜方法および硬質膜 |
| WO2011122662A1 (ja) * | 2010-03-30 | 2011-10-06 | Ntn株式会社 | 転がり軸受 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2759620A4 * |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013079445A (ja) * | 2011-09-22 | 2013-05-02 | Ntn Corp | 硬質膜および硬質膜形成体 |
| JP2015180764A (ja) * | 2014-03-03 | 2015-10-15 | 株式会社神戸製鋼所 | 硬質皮膜およびその形成方法、ならびに鋼板熱間成型用金型 |
| WO2016190443A1 (ja) * | 2015-05-28 | 2016-12-01 | 京セラ株式会社 | 切削工具 |
| CN107614168A (zh) * | 2015-05-28 | 2018-01-19 | 京瓷株式会社 | 切削工具 |
| JPWO2016190443A1 (ja) * | 2015-05-28 | 2018-03-29 | 京セラ株式会社 | 切削工具 |
| US10688565B2 (en) | 2015-05-28 | 2020-06-23 | Kyocera Corporation | Cutting tool |
| WO2019073861A1 (ja) * | 2017-10-10 | 2019-04-18 | Ntn株式会社 | 車輪支持装置 |
| CN110195742A (zh) * | 2019-05-28 | 2019-09-03 | 成都高新区正通特种材料厂 | 高耐磨合金材料的轴承 |
| CN110195742B (zh) * | 2019-05-28 | 2023-12-05 | 成都高新区正通特种材料厂 | 高耐磨合金材料的轴承 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103814150B (zh) | 2015-11-25 |
| US20140219595A1 (en) | 2014-08-07 |
| CN103814150A (zh) | 2014-05-21 |
| EP2759620A4 (en) | 2015-03-25 |
| US9347491B2 (en) | 2016-05-24 |
| EP2759620A1 (en) | 2014-07-30 |
| EP2759620B1 (en) | 2016-07-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2013042765A1 (ja) | 硬質膜、硬質膜形成体、および転がり軸受 | |
| EP2554866B1 (en) | Anti-friction bearing | |
| JP5993680B2 (ja) | 転がり軸受およびその製造方法 | |
| JP2018146108A (ja) | 転がり軸受およびその製造方法 | |
| JP5938321B2 (ja) | 硬質膜およびその成膜方法、硬質膜形成体およびその製造方法 | |
| JP2022107481A (ja) | 転がり軸受および車輪支持装置 | |
| JP4178826B2 (ja) | 転動装置 | |
| US20210317877A1 (en) | Rolling bearing, wheel support device, and wind power generation rotor shaft support device | |
| JP7079175B2 (ja) | 複列自動調心ころ軸受、およびそれを備えた風力発電用主軸支持装置 | |
| WO2020031995A1 (ja) | 転がり軸受、車輪支持装置、および風力発電用主軸支持装置 | |
| WO2018164139A1 (ja) | 転がり軸受およびその製造方法 | |
| JP5620860B2 (ja) | 転がり軸受 | |
| JP2012067900A (ja) | 転がり軸受 | |
| JP5379734B2 (ja) | 転がり軸受 | |
| JP2020118292A (ja) | 転がり軸受、および風力発電用主軸支持装置 | |
| JP4838455B2 (ja) | 転がり摺動部材及び転動装置 | |
| JP2007327631A (ja) | 転がり摺動部材及び転動装置 | |
| WO2020067334A1 (ja) | 転がり軸受、および風力発電用主軸支持装置 | |
| JP6875880B2 (ja) | 転がり軸受および硬質膜成膜方法 | |
| JP2008151264A (ja) | 転がり軸受用保持器 | |
| WO2019073861A1 (ja) | 車輪支持装置 | |
| JP2012208073A (ja) | 寸法測定治具 | |
| JP2024014629A (ja) | 転がり軸受 | |
| JP2009191873A (ja) | 転がり摺動部材及び転動装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12833570 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14346301 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2012833570 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012833570 Country of ref document: EP |