WO2012137687A1 - 塗装後耐食性に優れたホットスタンプ成形された高強度部品およびその製造方法 - Google Patents
塗装後耐食性に優れたホットスタンプ成形された高強度部品およびその製造方法 Download PDFInfo
- Publication number
- WO2012137687A1 WO2012137687A1 PCT/JP2012/058655 JP2012058655W WO2012137687A1 WO 2012137687 A1 WO2012137687 A1 WO 2012137687A1 JP 2012058655 W JP2012058655 W JP 2012058655W WO 2012137687 A1 WO2012137687 A1 WO 2012137687A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- hot
- plating layer
- thickness
- corrosion resistance
- Prior art date
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/12—Aluminium or alloys based thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
- B21B1/24—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a continuous or semi-continuous process
- B21B1/26—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a continuous or semi-continuous process by hot-rolling, e.g. Steckel hot mill
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/13—Modifying the physical properties of iron or steel by deformation by hot working
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/003—Apparatus
- C23C2/0038—Apparatus characterised by the pre-treatment chambers located immediately upstream of the bath or occurring locally before the dipping process
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0222—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating in a reactive atmosphere, e.g. oxidising or reducing atmosphere
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/261—After-treatment in a gas atmosphere, e.g. inert or reducing atmosphere
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
- C23C2/29—Cooling or quenching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12611—Oxide-containing component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12736—Al-base component
- Y10T428/1275—Next to Group VIII or IB metal-base component
- Y10T428/12757—Fe
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
- Y10T428/12972—Containing 0.01-1.7% carbon [i.e., steel]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
Definitions
- the present invention is an aluminum-plated high-strength part excellent in post-coating corrosion resistance suitable for a member requiring strength such as a structural member such as an automobile part manufactured by pressing at high temperature, that is, hot stamping. More specifically, the present invention relates to a hot stamped high strength component that suppresses propagation of cracks generated in an Al plating layer during hot stamping of an aluminum-plated high strength steel sheet and has excellent corrosion resistance after coating, and a method for manufacturing the same.
- hot stamping also called hot pressing, hot pressing, hot stamping, die quenching, press quenching, etc.
- This hot stamp improves the formability of a high-strength steel sheet by heating the steel sheet in an austenite region at 800 ° C. or higher and then hot-molding it, and quenching is performed by cooling in the press mold after forming. Thus, a molded part of a desired material is obtained.
- Hot stamping is a promising method for forming ultra-high-strength members, but usually has a step of heating a steel plate in the atmosphere. At this time, since an oxide (scale) is generated on the surface of the steel plate, a post-process for removing the scale is necessary. However, such post-processes have problems such as the necessity of countermeasures from the viewpoints of scale removal ability and environmental load.
- Patent Documents 1 and 2 As a technique for improving this problem, a technique for suppressing the generation of scale during heating by using an Al-plated steel sheet as a steel sheet for a hot stamp member has been proposed (for example, see Patent Documents 1 and 2).
- ⁇ Al-plated steel sheet is effective for efficiently producing high-strength molded parts by hot stamping.
- An Al-plated steel sheet is usually used after being pressed and then painted.
- the Al plating layer after heating at the time of hot stamping has changed to an intermetallic compound to the surface, and this compound is very brittle, and if severe molding processing is performed with hot stamping, cracks will occur in the Al plating layer. Prone to occur.
- the phase of the intermetallic compound has a noble potential as compared with the base steel plate, there is a problem that the corrosion of the steel plate substrate starts from the crack and the corrosion resistance after coating is lowered.
- Patent Document 3 The technique described in Patent Document 3 is to add a specific component element in the Al plating layer to prevent cracks generated in the plating layer, but in particular, the specific component element in the Al plating layer. This is not a technique for preventing cracks generated in the plating layer without adding.
- Patent Document 4 does not attempt to prevent cracks generated in the Al plating layer.
- the present invention has been made in view of such circumstances, and when an Al plated steel sheet is hot stamped without adding a special component element that suppresses the occurrence of cracks in the Al plated layer, the plated layer
- An object of the present invention is to provide a hot stamped high-strength part that suppresses the propagation of cracks generated in the coating and has excellent corrosion resistance after coating.
- Another object of the present invention is to improve the formability at the time of hot stamping of an Al plated steel sheet by forming a lubricating film on the surface of the Al plated layer and to suppress the generation of cracks in the plated layer. It is another object of the present invention to provide a method for manufacturing a hot stamped high strength part.
- an Al plated steel sheet for a hot stamp member has an Al plated layer formed on one or both surfaces of the steel sheet by a hot dipping method or the like.
- the Al plating layer may contain, by mass, Si: 2 to 7% as necessary, and is composed of the remaining Al and inevitable impurities.
- the plating layer of the Al-plated steel sheet before hot stamping is composed of an Al—Si layer and an Fe—Al—Si layer from the surface layer when it contains Si.
- the Al-plated steel sheet is heated to a high temperature to make the steel sheet an austenite phase. Then, the austenitized Al plated steel sheet is hot-pressed and formed, and then the formed Al plated steel sheet is cooled.
- the Al-plated steel sheet can be once softened by raising the temperature, and the subsequent press work can be easily performed. In addition, the steel sheet is quenched and heated to achieve a high mechanical strength of about 1500 MPa or more.
- the hot stamping process it is unavoidable that cracks occur in the plating layer, but if the inventors can stop the cracking of the plating layer generated in the hot stamping within the plating layer, the crack will be We focused on the inability to reach the base steel sheet. As a result, it was found that the corrosion of the steel sheet substrate can be prevented and the post-coating corrosion resistance of the hot stamped parts is not adversely affected.
- the present inventors have earnestly studied about the crack propagation stop in the plating layer of the crack generated in the Al plating layer. As a result, among the plurality of intermetallic compound phase grains mainly composed of Al—Fe formed on the surface of the steel sheet, the average of the intermetallic compound phase grains containing 40 to 65% of Al.
- the propagation of cracks generated in the Al plating layer can be stopped by controlling the section length (hereinafter also simply referred to as “average section length”) to 3 to 20 ⁇ m. Further, it was found that by forming a lubricant film containing ZnO on the surface of the Al plating layer, the lubricity during hot stamping can be secured, and surface flaws and cracks can be prevented. Furthermore, the steel plate composition suitable for hot stamping was discovered.
- the thickness of the Al—Fe alloy plating layer affects the occurrence of dust during spot welding, and in order to obtain stable spot weldability, the plating thickness variation (standard deviation) is reduced, and Al— It is important that the average value of the thickness of the Fe alloy plating layer is 10 to 50 ⁇ m, and the ratio of the standard deviation of the thickness to the average value of the thickness (standard deviation of thickness / average thickness) is 0.15 or less. I also found out.
- the present invention has been completed on the basis of finding these, and the gist of the invention is as follows.
- Hot stamped high strength parts Having an alloy plating layer containing an Al—Fe intermetallic phase on the surface of the steel sheet;
- the alloy plating layer is composed of a plurality of intermetallic compound phases,
- the average section length of the crystal grains of the phase containing Al: 40 to 65% by mass in the phase of the plurality of intermetallic compounds is 3 to 20 ⁇ m,
- the average thickness of the Al—Fe alloy plating layer is 10 to 50 ⁇ m,
- the ratio of the standard deviation of the thickness of the Al—Fe alloy plating layer to the average value of the thickness is represented by the following formula: 0 ⁇ standard deviation of thickness / average value of thickness ⁇ 0.15 Hot stamped high-strength parts with excellent post-painting corrosion resistance, characterized by satisfaction.
- the said steel plate is a mass% as a component, C: 0.1 to 0.5% Si: 0.01 to 0.7%, Mn: 0.2 to 2.5% Al: 0.01 to 0.5%, P: 0.001 to 0.1%, S: 0.001 to 0.1%, and N: 0.0010% to 0.05%,
- the steel sheet is further mass%, Cr: more than 0.4 to 3%, Mo: 0.005 to 0.5%, B: 0.0001 to 0.01%, W: 0.01-3%, V: 0.01-2%, Ti: 0.005 to 0.5%, Nb: 0.01 to 1% Ni: 0.01 to 5%, Cu: 0.1 to 3%, Sn: 0.005% to 0.1%, Sb: 0.005% to 0.1%
- a method for producing a hot stamped Al-plated steel sheet for high-strength parts % By mass C: 0.1 to 0.5% Si: 0.01 to 0.7%, Mn: 0.2 to 2.5% Al: 0.01 to 0.5%, P: 0.001 to 0.1%, S: 0.001 to 0.1%, and N: 0.0010% to 0.05%, A cold-rolled steel sheet obtained by hot rolling a steel containing a chemical component consisting of Fe and inevitable impurities, and then cold rolling, Heating to an annealing temperature of 670 to 760 ° C.
- the steel is further mass%, Cr: more than 0.4 to 3%, Mo: 0.005 to 0.5%, B: 0.0001 to 0.01%, W: 0.01-3%, V: 0.01-2%, Ti: 0.005 to 0.5%, Nb: 0.01 to 1% Ni: 0.01 to 5%, Cu: 0.1 to 3%, Sn: 0.005% to 0.1%, Sb: 0.005% to 0.1%
- the plating bath for applying Al plating contains 7 to 15% of Si, and either the bath temperature or the intrusion plate temperature into the bath is 650 ° C. or less.
- the present invention cracks generated in the plating layer (alloy layer) of the Al-plated steel sheet during hot stamping can be stopped without propagating at the crystal grain boundary of the plating layer. For this reason, the crack does not reach the surface of the hot stamped high strength part, and the post-coating corrosion resistance of the hot stamped high strength part can be improved.
- the lubricous surface film layer containing ZnO is further laminated
- the workability at the time of hot stamping can be improved and the generation of cracks can be suppressed, so that the productivity can be improved.
- spot weldability can be stabilized by reducing variations in plating thickness.
- a hot stamped high strength part having a tensile strength of 1000 Mpa or more can be obtained.
- FIG. 3 is an Al—Fe—Si ternary phase diagram (650 ° C. isothermal surface).
- A)-(d) are the structure
- A) is a case where the plating thickness is 40 g / m on one side and the temperature rise measure at the time of hot stamping is 5 ° C.
- B) is a case where the plating thickness is 40 g / m on one side and the temperature rise measure at the time of hot stamping is 20 ° C.
- (C) is a case where the plating thickness is 80 g / m on one side and the temperature rise measure at the time of hot stamping is 5 ° C.
- (D) is the case where the plating thickness is 80 g / m on one side and the temperature rise measure during hot stamping is 20 ° C.
- (a) is a diagram showing a method for obtaining an average intercept length of crystal grains by a line segment method. It is a figure which shows calculating
- FIG. 6 is a diagram showing the influence of Al plating conditions and hot stamping heating conditions on the average intercept length of an intermetallic compound phase containing Al: 40 to 65%.
- the horizontal axis is the Larson-Miller parameter (LMP) of the heating conditions during hot stamping.
- FIG. 4 is a structure polarized light micrograph clearly showing traces of grain boundaries in the structure polarized light micrograph of the Al plating layer in FIG. 3. It is a figure which shows the relationship between Zn adhesion amount and the dynamic friction count to the Al plating steel plate surface.
- the hot stamped part of the present invention uses an Al-plated steel sheet with the surface of the steel sheet subjected to Al plating, heat-treats the Al plating layer to the surface, and forms a high-strength part by hot stamping.
- the method for carrying out Al plating of the Al-plated steel sheet for hot stamp members used in the present invention is not particularly limited. For example, it is possible to use electroplating, vacuum deposition, cladding, etc., including hot dipping, but the most widely used industrial plating is hot dipping. Is desirable.
- an Al plating bath containing 7 to 15% by mass of Si can be used, but Si does not necessarily need to be contained. Si has a function of suppressing the growth of an alloy layer of Al plating during plating. In the hot stamping application, the necessity for suppressing the growth of the alloy layer is small.
- the amount of Si contained in the Al plating layer before the Al plating layer is alloyed is a factor governing the average intercept length of the Al—Fe alloy, as will be described later.
- the steel sheet in the hot stamped high strength part of the present invention has an Al—Fe alloy layer formed by alloying the surface Al plating by annealing during hot stamping.
- the average thickness of the Al—Fe alloy layer is 10 to 50 ⁇ m. If the thickness of this Al—Fe alloy layer is 10 ⁇ m or more, it is preferable since sufficient post-coating corrosion resistance can be secured as an Al-plated steel sheet for a rapid heating hot stamp member after the heating step. As the thickness increases, the corrosion resistance works preferentially. On the other hand, as the thickness of the Fe—Al alloy layer increases, the surface layer tends to be lost during hot stamping, so the upper limit of the average thickness is set to 50 ⁇ m or less.
- the variation in the thickness of the Al-Fe alloy layer of hot stamped high-strength parts affects the stability of spot weldability.
- the thickness of the Al—Fe alloy layer has an influence on the dust generation current value, and the dust generation current tends to decrease as the thickness variation decreases. For this reason, if the variation in the thickness of the Al—Fe alloy layer is large, the value of current generated by dust is likely to vary, and as a result, the range of the appropriate welding current is reduced.
- the ratio of the standard deviation of the thickness of the Al—Fe alloy plating layer to the average value of the thickness is 0. It was found that it was necessary to make the value 15 or less. More preferably, it is 0.1 or less. By doing so, stable spot weldability can be obtained.
- the measurement of the thickness and the calculation of the standard deviation of the thickness of the Al-Fe alloy plating layer of the hot stamped high-strength part were performed according to the following procedure. First, the steel was hot-rolled, then cold-rolled, and the full width of the steel plate that was Al-plated in the hot dipping line was heated and quenched. Thereafter, test pieces of 20 ⁇ 30 mm were sampled at a total of five positions: a position 50 mm from both edges in the width direction, the center of the width, and a position 50 mm from both edges and the middle position between the edges. The test piece was cut, the cross section was examined, and the thicknesses of the front and back sides were measured.
- the thickness of any 10 points was measured, and the average value of the thickness and the standard deviation of the thickness were calculated.
- etching was performed with 2 to 3% nital to clarify the interface between the Al—Fe alloy layer and the steel plate, and the thickness of the alloy plating layer was measured.
- the Al plating layer of the Al-plated steel sheet before hot stamping contains Si, it is composed of two layers of an Al—Si layer and an Fe—Al—Si layer in order from the surface layer.
- this Al—Si layer is heated to about 900 ° C. in the hot stamping process, Fe diffusion from the steel sheet occurs, and the entire plating layer changes to an Al—Fe compound layer. A layer partially containing Si is also produced.
- the Fe—Al alloy layer generally has a five-layer structure.
- the first layer and the third layer are composed mainly of Fe 2 Al 5 and FeAl 2 in order from the surface of the plated steel sheet, and the Al concentration in the layers is about 50% by mass.
- the Al concentration in the second layer is about 30% by mass.
- the fourth layer and the fifth layer are layers corresponding to FeAl and ⁇ Fe, respectively.
- the Al concentrations in the fourth layer and the fifth layer are compositions having a width of 15 to 30% by mass and 1 to 15% by mass, respectively.
- the balance is Fe and Si in both layers.
- the corrosion resistance of each of these alloy layers almost depends on the Al content, and the higher the Al content, the better the corrosion resistance. Therefore, the first layer and the third layer are most excellent in corrosion resistance.
- the lower part of the fifth layer is a steel plate base, and has a hardened structure mainly composed of martensite.
- the second layer is a layer containing Si that cannot be explained from the Fe—Al binary phase diagram, and its detailed composition is not clear. The present inventors presume that this is a phase in which Fe 2 Al 5 and Fe—Al—Si compound are finely mixed.
- the structure of the resulting Al—Fe alloy layer depends on the heating conditions at the time of hot stamping, but does not show the clear five-layer structure as described above. This is presumably because the amount of diffusion of Fe into the plating layer is small because of rapid heating.
- the Fe concentration is high on the steel plate side of the Al plating layer, the Al concentration is low, and the plating layer It has a concentration distribution in which the Fe concentration decreases toward the surface side and the Al concentration increases.
- FIG. 1 is a polarization micrograph of an Al plating layer structure of a cross section of a hot stamped part. As shown in FIG. 1, it can be seen that large cracks penetrate the crystal grains and reach the base material, but small cracks stop at the grain boundaries (with arrows).
- the present inventors paid attention to the phenomenon that the cracks stopped at the crystal grain boundaries, and conducted earnest research on the propagation stop of cracks generated in the Al plating layer.
- the average intercept length of the crystal grains of the intermetallic compound layer containing 40 to 65% of Al among the crystal grains of the plurality of intermetallic compound layers mainly composed of Al—Fe formed on the steel surface It has been found that by controlling the thickness within the range of 3 to 20 ⁇ m, the propagation of cracks generated in the Al plating layer can be stopped.
- the average segment length here means a value measured in a direction parallel to the steel plate surface.
- the alloyed Al plating contains Al and Fe as main components, but since Al also contains Si, Al—Fe mainly contains a small amount of Al—Fe—Si.
- the controlling factors affecting the average section length of the phase containing Al: 40 to 65% were examined.
- the average section length of the phase containing Al: 40 to 65% was determined by the plating thickness, thermal history (temperature rise). Speed, holding time), Al plating conditions (Si amount, bath temperature, intrusion plate temperature), etc. are greatly affected by the manufacturing conditions of hot stamped high strength parts. Specifically, the type of alloy layer after Al plating The influence of is particularly large.
- the thermal history can be controlled using the Larson Miller parameter (LMP) described below.
- ⁇ -AlFeSi is a compound having a monoclinic crystal structure and is also said to have an Al 5 FeSi composition.
- the amount of Si in the bath is 7 to 15% and the bath temperature is 650 ° C. or lower, or the bath temperature is 650 to 680 ° C. It is effective to set the plate temperature to 650 ° C. or lower. This is because ⁇ -AlFeSi becomes a stable phase at the Si concentration and temperature in this region.
- a phase containing Al: 40 to 65% is considered to be a phase mainly composed of Fe 2 Al 5 .
- the phase of the compound in the alloy layer produced by Al plating is a phase that is in equilibrium with the liquid phase of Al—Si, and there can be three types of phases, ⁇ phase, ⁇ phase, and FeAl 3 phase.
- the FeAl 3 phase transforms into the Fe 2 Al 5 phase when Fe diffuses in the compound.
- the average slice length in the alloy plating layer is measured by polishing an arbitrary section of a hot stamped part, etching with 2 to 3 vol% nital, and observing under a microscope. Observation is performed using a polarizing microscope, and the polarization angle is adjusted so that the contrast of crystal grains is the clearest.
- the compound layer in which the contrast on the surface layer side appears to be lighter than the compound layer in which the contrast appears to be dark continuously has a phase of Al: 40 to 65%. This phase is a phase having the characteristic of stopping the propagation of cracks, and is a phase that affects the corrosion resistance after coating and the workability of plating. As shown in FIGS.
- the average intercept length of the phase of Al: 40 to 65% is measured due to the influence of the phase with high contrast. hard. Therefore, in this specification, the average slice length of the crystal grains in the alloy plating layer is defined as the average slice length measured in the direction parallel to the steel plate surface.
- the average intercept length is obtained by the line segment method. As shown in FIG. 3 (a), an average section length is obtained by drawing a line parallel to the steel plate surface in the plating layer, counting the number of grain boundaries through which this line passes, and dividing the measured length by the number of grain boundaries. Is required.
- the shape of the particle needs to be known.
- the crystal grains can be assumed to be spherical, but for the intermetallic compounds formed on the surface as in the present invention, the shape of the crystal grains is unknown, so the average intercept length was used instead of the grain size.
- the crack propagation stopping property of the phase containing Al: 40 to 65% is preferably smaller, but the steel sheet for hot stamping member needs to be heated once to the austenite region. For this reason, since this steel plate is generally heated to 850 ° C. or higher, the Al plating layer alloyed in this heating process grows to 3 ⁇ m or more of crystal grains. Therefore, it is extremely difficult to obtain a crystal grain size of usually less than 3 ⁇ m.
- the average section length exceeds 20 ⁇ m and the particle size increases the workability of the Al plating layer decreases and the powdering phenomenon increases. Furthermore, the crack propagation stop property of the phase containing Al: 40 to 65% does not function, and the crack cannot be stopped at the crystal grains.
- the average section length of the phase containing Al: 40 to 65% is limited to 3 to 20 ⁇ m, but preferably 5 to 17 ⁇ m.
- FIG. 4 is a diagram illustrating the influence of the Al plating conditions and the heating conditions during hot stamping on the average section length.
- the horizontal axis of FIG. 4 is the Larson-Miller parameter (LMP) of the heating conditions during hot stamping.
- T is the heating temperature of the steel sheet
- t is the holding time in the heating furnace after reaching the target temperature.
- LMP is an index generally used to treat temperature and time in a unified manner in events such as heat treatment and creep that affect temperature and time. This parameter can also be used for crystal grain growth.
- LMP summarizes the influence of temperature and time on the average intercept length of crystal grains, and the heat treatment conditions at the time of hot stamping can be described only by this parameter.
- a and B for explaining symbols shown in FIG. 4 indicate Al plating conditions.
- A means 7% Si bath, bath temperature 660 ° C.
- B means 11% Si bath, bath temperature 640 ° C. This is a typical condition in which an ⁇ -AlFeSi phase and a ⁇ -AlFeSi phase are generated during Al plating, respectively.
- “5 ° C./s” and “50 ° C./s” mean the rate of temperature increase during hot stamping. 5 ° C./s corresponds to normal furnace heating, and 50 ° C./s corresponds to rapid heating such as infrared heating and electric heating.
- temperature increase rate means an average temperature increase rate from the start of temperature increase until reaching a temperature 10 ° C.
- the condition A that is, the case where the ⁇ -AlFeSi phase is formed during Al plating.
- condition B the average intercept length tended to be larger.
- LMP 20000-23000.
- An LMP of less than 20000 is not preferable because the Al—Si plating layer and the steel sheet are not sufficiently diffused and an unalloyed Al—Si layer remains.
- the heating rate is 5 ° C./second and 50 ° C./second, the microstructure becomes finer when the heating rate at the hot stamp is increased even in such a narrow range.
- the temperature rising rate is preferably in the range of 4 to 200 ° C./second (s). If the heating rate is slower than 4 ° C / second, it means that the heating process takes time, and hot stamping productivity is lowered. If it is faster than 200 ° C / second, the temperature distribution in the steel sheet is controlled. Neither is desirable because it becomes difficult.
- the average section length can be made 3 to 20 ⁇ m.
- the average section length of the crystal grains of the phase containing Al: 40 to 65% in the intermetallic compound layer mainly composed of Al—Fe formed on the steel surface is 3 to 20 ⁇ m.
- the hot stamped high strength part of the present invention can further have a surface coating layer containing ZnO on the surface of the alloy plating layer mainly composed of Al—Fe.
- an Al—Fe intermetallic compound that is extremely hard at the time of hot stamping is formed on the plating layer on the surface of the steel sheet. For this reason, there is a problem that a processing flaw is formed on the surface of the molded part due to contact with the mold during press processing of hot stamping, and this processing flaw causes a crack in the plating layer.
- the present inventors have found that by forming a surface film having excellent lubricity on the surface of the Al plating layer, it is possible to suppress processing scratches on the molded part and cracks on the plating layer, and formability and molding in hot stamping. It has been found that the corrosion resistance of parts can be improved.
- the present inventors have formed a molded part by laminating a lubricating surface film layer containing ZnO (zinc oxide) on the surface of an Al plating layer. It has been found that surface processing scratches and cracks in the plating layer can be effectively prevented.
- ZnO is contained in an amount of 0.3 to 7 g / m 2 in terms of Zn mass in the surface coating layer on one side of the Al-plated steel sheet. More preferably, it is 0.5 to 4 g / m 2 .
- the content of ZnO is 0.1 g / m 2 or more in terms of Zn mass, the effect of improving lubrication, the effect of preventing unevenness (the effect of uniforming the thickness of the Al plating layer), and the like can be exhibited effectively.
- the content of ZnO exceeds 7 g / m 2 in terms of Zn mass, the total thickness of the Al plating layer and the surface coating layer becomes too thick, and the weldability and paint adhesion deteriorate.
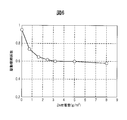
- FIG. 6 is a diagram showing the relationship between the amount of Zn deposited on the surface of the Al-plated steel sheet and the dynamic friction coefficient.
- the lubricity during hot stamping was evaluated by varying the ZnO content in the surface coating layer. This lubricity was evaluated by the following test. First, each test material (150 ⁇ 200 mm) of the Al-plated steel sheet having a ZnO film layer was heated to 900 ° C., and then a load was applied to each test material cooled to 700 ° C. from above via a steel ball, and The steel ball was pulled out by sliding on the specimen. At this time, the pulling load was measured with a load cell, and the ratio of the pulling load / pressing load was defined as a dynamic friction coefficient. The result is shown in FIG.
- the dynamic friction coefficient is smaller than 0.65. It can be seen that the dynamic friction coefficient can be effectively kept low and the hot lubricity can be improved in a region where the Zn deposition amount is approximately 0.7 g / m 2 or more.
- Formation of the surface film layer containing ZnO can be formed on the Al plating layer by, for example, applying a paint containing ZnO and performing a curing process by baking and drying after application.
- a paint containing ZnO paint examples include a method in which a predetermined organic binder and a dispersion of ZnO powder are mixed and applied to the surface of the Al plating layer, a method by powder coating, and the like.
- the baking and drying method after the application include a method such as a hot air furnace, an induction heating furnace, a near infrared furnace, or a combination thereof.
- the predetermined organic binder include polyurethane resin and polyester resin.
- the ZnO surface film layer forming method is not limited to these examples, and can be formed by various methods.
- Such a surface coating layer containing ZnO can improve the lubricity of the Al-plated steel sheet during hot stamping, and therefore suppresses processing scratches on the plating layer on the surface of the molded part and occurrence of cracks in the plating layer. be able to.
- ZnO has a melting point of about 1975 ° C., which is higher than that of an Al plating layer (a melting point of aluminum is about 660 ° C.). Therefore, even when the steel sheet is heated to 800 ° C. or higher, for example, when the plated steel sheet is processed by a hot stamp method, the surface film layer containing ZnO does not melt. Therefore, even if the Al plating layer is melted by heating the Al plated steel sheet, the state where the Al plating layer is covered with the ZnO surface coating layer is maintained, so that the thickness of the molten Al plating layer is unevenly distributed. Can be prevented.
- the unevenness of the thickness of the Al plating layer of hot stamped high-strength parts can be caused, for example, when heating is performed in a furnace in which the blank is oriented vertically with respect to the direction of gravity, It is likely to occur when heating by heating is performed.
- this surface film layer can prevent unevenness of the thickness of the Al plating layer when these heatings are performed, and can also form the Al plating layer thicker.
- the ZnO surface coating layer improves lubricity and exhibits effects such as uniformizing the thickness of the Al plating layer, so that the formability during hot stamping press processing and the corrosion resistance after press processing are achieved. Can be improved.
- the thickness of the Al plating layer can be made uniform, rapid heating by energization heating or induction heating capable of increasing the rate of temperature rise can be performed, and a metal containing Al: 40 to 65% by mass This is effective for setting the average section length of the crystal grains of the intermetallic phase to 3 to 20 ⁇ m.
- this ZnO surface coating layer does not deteriorate the performance such as spot weldability, paint adhesion, and post-coating corrosion resistance. Rather, the post-coating corrosion resistance is further improved by providing a surface coating layer.
- the present inventors diligently studied the component composition of the steel sheet for obtaining the Al-plated steel sheet for rapid heating hot stamping members having both excellent corrosion resistance and excellent productivity.
- hot stamping is performed simultaneously with pressing with a mold and quenching. Therefore, the Al-plated steel sheet for hot stamping members contains a component that is easily quenched, resulting in high strength of 1000 MPa or more after hot stamping. From the viewpoint of forming a hot stamped part having the following, the components of the steel sheet described below were obtained.
- % about a component means the mass%.
- the present invention provides a hot stamped part having a high strength of 1000 MPa or more after molding, and in order to have high strength, it can be rapidly cooled after hot stamping and transformed into a structure mainly composed of martensite. Required. From the viewpoint of improving hardenability, at least 0.1% in C content is necessary. On the other hand, when the amount of C is too large, the toughness of the steel sheet is remarkably lowered, so that the workability is lowered. Therefore, the C content is preferably 0.5% or less.
- Si 0.01-0.7%
- Si has an effect of promoting the reaction between Al and Fe during plating and improving the heat resistance of the Al-plated steel sheet.
- Si forms a stable oxide film on the steel sheet surface during recrystallization annealing of the cold-rolled steel sheet, it is also an element that hinders the properties of Al plating.
- the upper limit of Si content is set to 0.7%.
- the Si content is less than 0.01%, fatigue characteristics are inferior, which is not preferable. Therefore, the Si content is 0.01 to 0.7%.
- Mn 0.2-2.5%
- Mn is well known as an element that enhances the hardenability of the steel sheet. It is also an element necessary for preventing hot brittleness due to S unavoidably mixed. For this reason, addition of 0.2% or more is necessary. Mn also improves the heat resistance of the steel sheet after Al plating. However, if Mn is added in excess of 2.5%, the impact characteristics of the hot stamped parts after quenching are lowered, so 2.5% is made the upper limit.
- Al 0.01-0.5% Since Al is suitable as a deoxidizing element, it may be contained in an amount of 0.01% or more. However, if it is contained in a large amount, a coarse oxide is formed and the mechanical properties of the steel sheet are impaired, so the upper limit of the Al content is 0.5%.
- P 0.001 to 0.1%)
- P is an impurity element inevitably contained in the steel sheet.
- the lower limit of the P content is set to 0.001%.
- the upper limit of the P amount is set to 0.1%.
- S (S: 0.001 to 0.1%) S is an element inevitably included. If MnS becomes an inclusion in the steel and there is a large amount of MnS, MnS becomes a starting point of fracture, which inhibits ductility and toughness and causes deterioration of workability. Therefore, the lower the amount of S, the better. Although the upper limit of the amount of S is set to 0.1% or less, since it is not desirable from the manufacturing cost to reduce the amount of S more than necessary, the lower limit is set to 0.001%.
- N (N: 0.0010% to 0.05%) Since N is easily bonded to Ti and B, it is necessary to control N so as not to reduce the intended effect of these elements. An N amount of 0.05% or less is acceptable. Desirably, the N content is 0.01% or less. On the other hand, reducing it more than necessary puts a great load on the steelmaking process, so 0.0010% may be used as a guideline for the lower limit of the N amount.
- Cr more than 0.4% to 3%) Cr is also an element that generally enhances hardenability and is used in the same manner as Mn, but has another effect when an Al plating layer is applied to a steel sheet.
- Cr is present, for example, when the Al plating layer is alloyed by applying box annealing after the Al plating layer is applied, the plating layer and the steel plate base material are easily alloyed.
- box-annealing an Al-plated steel sheet AlN is generated in the Al-plated layer. AlN suppresses alloying of the Al plating layer and peels off the plating, but by adding Cr, it becomes difficult to produce AlN, and alloying of the Al plating layer is facilitated.
- the Cr content is more than 0.4%. However, even if the Cr content exceeds 3%, the effect is saturated, the cost increases, and the Al plating characteristics are deteriorated. Therefore, the upper limit of the Cr content is 3%.
- Mo 0.005 to 0.5%)
- Mo also has an effect of suppressing generation of AlN that causes peeling of the plating layer generated at the interface between the plating layer and the steel plate base material when box annealing of the Al plating layer is performed.
- the Mo amount needs to be 0.005%. However, even if added over 0.5%, the effect is saturated, so the upper limit of the Mo amount is 0.5%.
- B is also a useful element from the viewpoint of the hardenability of the steel sheet, and 0.0001% or more must be added. However, even if the amount of B exceeds 0.01%, the effect is saturated, and the productivity is reduced by causing casting defects and cracking of the steel sheet during hot rolling, so the upper limit of the amount of B is 0. 0.01%. Preferably, the amount of B is 0.0003 to 0.005%.
- W 0.01-3%) W is a useful element from the viewpoint of hardenability of the steel sheet, and exhibits an effect at 0.01% or more. However, even if added over 3%, the effect is saturated and the cost increases, so the upper limit of the amount of W is 3%.
- V 0.01-2%)
- W is an element that is useful from the viewpoint of the hardenability of the steel sheet, and exhibits an effect with a V amount of 0.01% or more.
- V content exceeds 2%, the effect is saturated and the cost increases, so the upper limit of the V content is 2%.
- Ti 0.005 to 0.5%)
- Ti can be added from the viewpoint of N fixation. Although it is necessary to add about 3.4 times the amount of N by mass%, N is about 10 ppm even if it is reduced, so the lower limit of the amount of Ti was made 0.005%. Moreover, even if Ti is added excessively, the hardenability of the steel sheet is lowered and the strength is also lowered. Therefore, the upper limit of the Ti amount is 0.5%.
- Nb 0.01-1%) Nb can be added from the viewpoint of N fixation similarly to Ti. Although it is necessary to add Nb about 6.6 times the amount of N in mass%, N is about 10 ppm even if it is reduced, so the lower limit of the amount of Nb was set to 0.01%. Further, even if Nb is added excessively, the hardenability of the steel sheet is lowered and the strength is also lowered. Therefore, the upper limit of the amount of Nb is 1%, but preferably 0.5%.
- Ni is a useful element from the viewpoint of low temperature toughness that leads to improvement in impact resistance in addition to hardenability of the steel sheet, and exhibits an effect when the Ni content is 0.01% or more. However, if the Ni content exceeds 5%, the effect is saturated and the cost increases, so the Ni content may be added in the range of 0.01 to 5%.
- Cu is also an element useful from the viewpoint of toughness in addition to the hardenability of the steel sheet, and exhibits an effect with a Cu amount of 0.1% or more.
- Cu may be added in the range of 01 to 3%.
- Sn and Sb are both effective elements for improving the wettability and adhesion of the plated steel sheet, and can be added in an amount of 0.005% to 0.1%. In any case, when the amount is less than 0.005%, no effect is observed, and when added over 0.1%, wrinkles are likely to occur during production, or the toughness is reduced. The upper limit of the amount is 0.1%.
- the Al-plated steel sheet for hot stamp members used in the present invention is a cold-rolled steel sheet obtained by hot rolling and then cold rolling the steel sheet at an annealing temperature of 670 to 760 ° C. in a reduction furnace.
- the in-furnace time is set to 60 seconds or less, and the steel sheet is manufactured by applying Al plating containing Si: 7 to 15%. It is effective to set the skin pass reduction ratio after Al plating to 0.1 to 0.5%.
- the annealing temperature of the hot dipping line affects the shape of the steel sheet, and if the annealing temperature is increased, the steel sheet tends to warp in the C direction. As a result, the difference in the amount of plating adhesion between the central portion in the width direction of the steel sheet and the vicinity of the edge tends to increase during Al plating. From this viewpoint, the annealing temperature is desirably 760 ° C. or lower. If the annealing temperature is too low, the intrusion plate temperature into the Al plating bath is too low and dross defects are likely to occur, so the lower limit of the annealing temperature is 670 ° C.
- the in-furnace time of the reduction furnace affects the Al plating characteristics. Elements that are more easily oxidized than Fe, such as Si, Cr, Al, etc., tend to oxidize on the surface of the steel sheet in the reduction furnace, and hinder the reaction between the Al plating bath and the steel sheet. In particular, when the in-reactor in-reactor time is long, this effect becomes remarkable. Therefore, the in-reactor time is preferably 60 seconds or less.
- the lower limit of the in-furnace time is not particularly limited, but is preferably 30 seconds or longer.
- ⁇ ⁇ ⁇ Skin pass rolling is applied after the Al plating for the purpose of shape adjustment, etc.
- the rolling reduction at this time affects the alloying of the Al plating layer during the subsequent hot stamping.
- the reduction introduces strain in both the steel sheet and the plating layer, and this effect is considered.
- the rolling reduction is high, the crystal grain size of the alloy layer after hot stamping tends to be small.
- the rolling reduction is preferably 0.1 to 0.5%.
- the Al-plated steel sheet obtained as described above can be rapidly heated at a temperature increase rate of 50 ° C./second or more in the subsequent hot stamping process. Further, the rapid heating is effective for setting the average section length of the crystal grains of the phase containing Al: 40 to 65% in the Al—Fe alloy layer to 3 to 20 ⁇ m.
- the heating method is not particularly limited, and a near-infrared heating method using normal furnace heating or radiant heat can also be used. It is also possible to use a heating method using electricity, such as energization heating or high-frequency induction heating, capable of rapid heating at a temperature rising rate of 50 ° C./second or more.
- the upper limit of the heating rate is not particularly specified, but when using the heating method such as the current heating or the high frequency induction heating, the upper limit is about 300 ° C./second due to the performance of the apparatus.
- the maximum plate temperature is 850 ° C. or higher.
- the reason why the maximum reached plate temperature is set to 850 ° C. or more is to heat the steel plate to the austenite region and to sufficiently alloy the Al plating layer to the surface.
- the Al-plated steel sheet in a heated state is hot stamped into a predetermined shape between a pair of upper and lower forming dies. After molding, by holding still for several seconds at the bottom dead center of the press, quenching is performed by contact cooling with the molding die, and the hot stamped high strength part of the present invention is obtained.
- the molded part after hot stamping is the final product through welding, chemical conversion treatment, electrodeposition coating, and the like.
- cationic electrodeposition coating is often used, and the film thickness is about 1 to 30 ⁇ m.
- coating such as intermediate coating and top coating may be applied.
- Example 1 Using a cold-rolled steel sheet having a steel component (thickness: 1.4 mm) as shown in Table 1 that has undergone a normal hot-rolling process and cold-rolling process, molten Al plating containing Si was performed.
- a hot-dip Al plating a non-oxidation furnace-reduction furnace type line was used. After plating, the amount of plating adhesion was adjusted to 160 g / m 2 in total on both sides by the gas wiping method, and then cooled.
- the plating bath composition at this time was (A): Al-7% Si-2% Fe, bath temperature 660 ° C., and (B): Al-11% Si-2% Fe, bath temperature 640 ° C. .
- the plating bath conditions correspond to the Al plating conditions A and B in FIG. Note that Fe in the bath is inevitable supplied from the plating equipment and strips in the bath.
- the annealing temperature was 720 ° C. and the in-reduction furnace time was 45 seconds. The appearance of the Al-plated steel sheet was good with almost no unplating.
- Hot stamping used ordinary furnace heating means, and the temperature rising rate of the Al-plated steel sheet was about 5 ° C./second.
- a test piece 250 x 300 mm in size is heated in the atmosphere, heated for about 3 minutes, then held for about 1 minute, then de-furnaceed, cooled to about 700 ° C in the atmosphere, and molded into a hat shape. The mold was cooled. The cooling rate at this time was about 200 ° C./second.
- Table 2 the Al plating layer structure after alloying was controlled by varying the heating temperature of the test piece.
- the vertical wall portion of the hat molded product was cut out to 50 ⁇ 100 mm, and the corrosion resistance after coating was evaluated. Conversion treatment was performed with Parkerizing Co., Ltd. chemical conversion treatment solution PB-SX35, and thereafter, a cationic electrodeposition paint Powernics 110 manufactured by Nippon Paint Co., Ltd. was applied to a thickness of about 20 ⁇ m. After that, a crosscut was made on this coating film with a cutter, and a composite corrosion test (JASO M610-92) determined by the Japan Automobile Engineers Association was conducted for 180 cycles (60 days). The swollen width from the crosscut (maximum swollen width on one side) ) was measured. At this time, the swollen width of GA (alloyed hot-dip galvanized steel sheet) (adhesion amount on one side: 45 g / m 2 ), which is a general antirust steel sheet, was 5 mm.
- GA alloyed hot-dip galvanized steel sheet
- Evaluation of corrosion resistance after coating was as follows: ⁇ : swollen width 4 mm or less, ⁇ : swollen width 4 mm to 6 mm or less, x: swollen width 6 mm or more.
- a 400 ⁇ 500 mm flat plate mold was used. Using a normal furnace heating means, a 400 ⁇ 500 mm Al-plated steel sheet was heated in the air at a rate of temperature increase of about 5 ° C./sec. It was cooled in air to a temperature of about 700 ° C. and then quenched with a mold. Both edges 30 mm in the width direction of the Al-plated steel sheet that had been Al-plated in the hot dipping line were cut off, and everything else was used in the test.
- the spot weldability was evaluated as follows: ⁇ : Appropriate welding current range over 2 kA, ⁇ : Appropriate welding current range 2 kA or less.
- the test piece was subjected to cross-sectional microscopic examination, and regarding the plating thickness, the average thickness value, the standard deviation of thickness (plating thickness variation), the ratio of the standard deviation of thickness to the average thickness value (standard deviation / Average). Then, the alloy layer structure was observed, and the average slice length of the crystal grains of the phase containing Al: 40 to 65% by mass was measured. Under the present circumstances, the test piece was cut out from the flange part with little deformation
- the average value of plating thickness and the standard deviation of plating thickness were sampled at 20 mm x 30 mm test pieces at a total of five locations, 50 mm position from both edges in the steel plate width direction, the center, 50 mm position from both edges, and the middle position of the center. did.
- the test piece was cut, cross-sectioned, the thickness of the front and back was calculated, the thickness of 10 points was measured, and the average value and standard deviation of the thickness were calculated.
- Table 2 shows the evaluation results of Al plating conditions, hot stamping conditions, average section length, average thickness value, post-coating corrosion resistance, and weldability.
- the cross-sectional hardness was measured with a Vickers hardness tester (load 1 kgf), and a value of hardness 420 or higher was obtained at all the measured locations.
- Example 2 Using cold-rolled steel sheets (sheet thickness of 1 to 2 mm) of various steel components (A to I) shown in Table 3 below, Al plating was performed in the same manner as in Example 1. In this example, the annealing temperature and the reduction furnace time at this time were changed.
- the Al plating bath composition contained, by mass, Si: 9% and Fe: 2%.
- the bath temperature was 660 ° C., and the adhesion amount after plating was adjusted to 160 g / m 2 in total on both sides by gas wiping.
- Example 1 the heating temperature at the time of hot stamping was set to 950 ° C. and quenching was performed. Thereafter, corrosion resistance after coating and spot weldability were evaluated.
- the evaluation method is the same as in Example 1. All the Vickers hardness was 420 or more.
- Example 2 the used steel components, plate thickness, and Al plating bath composition were changed. As shown in the evaluation results in Table 4, it was recognized that the standard deviation of the plating thickness increased as the plate thickness increased, and that the standard deviation of the plating thickness increased as the annealing temperature increased. When the standard deviation is large, the appropriate welding current range is narrow, and dust is likely to occur in spot welding. In addition, in a high Si component system such as the steel component G, the occurrence of non-plating was observed when the in-reactor time in the reduction furnace was long (65 seconds), and the corrosion resistance after coating decreased.
- Example 3 Using the Al-plated steel plates with numbers 2 and 5 in Table 4 of Example 2, the Al plating layer was alloyed by box annealing. At this time, the number 2 corresponds to the steel component A and the number 5 corresponds to the steel component B, which are different in the amount of Cr in the steel. At this time, in No. 2 (steel component A), AlN was generated near the interface between the Al plating layer and the steel plate during box annealing, and the Al plating layer was not sufficiently alloyed. No. 5 (steel component B) was alloyed. No. 5 was used, and then the temperature was raised to 950 ° C.
- the corrosion resistance after painting and spot weldability were evaluated in the same manner as in Example 1. As a result, the corrosion resistance after painting was evaluated as ⁇ , and the spot weldability was evaluated as ⁇ , indicating good characteristics.
- the Vickers hardness was 482.
- Example 4 Using the steel shown in Table 1 of Example 1, Al plating was performed under Al plating condition B of Example 1. The plating adhesion amount at this time was adjusted to 80 to 160 g / m 2 in total on both sides. Further, after Al plating, a mixed solution of a finely dispersed aqueous solution of ZnO (Nanotech slurry manufactured by C.I. Kasei Co., Ltd.) and a urethane water-soluble resin was applied with a roll coater and dried at 80 ° C. The adhesion amount of the ZnO film at this time was 0.5 to 3 g / m 2 in terms of Zn. This test piece was hot stamped and quenched.
- ZnO Nanotech slurry manufactured by C.I. Kasei Co., Ltd.
- Example 2 In this case, in addition to the furnace heating shown in Example 1, an infrared heating furnace was also used as a hot stamp condition. The holding time was 60 seconds for furnace heating and 60 seconds for both infrared heating. In addition, the temperature increase rate by infrared heating was about 19 ° C./second. The test piece thus prepared was evaluated in the same manner as in Example 1. The evaluation results at this time are shown in Table 5. All the Vickers hardness was 420 or more.
- test piece provided with the ZnO film showed good post-coating corrosion resistance even with a small amount of adhesion. Moreover, spot weldability was also favorable.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Coating With Molten Metal (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Articles (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
Description
鋼板の表面にAl-Fe金属間化合物相を含む合金めっき層を有し、
該合金めっき層は、複数の金属間化合物の相から構成されており、
前記複数の金属間化合物の相中のAl:40~65質量%を含有する相の結晶粒の平均切片長さが3~20μmであり、
該Al-Fe合金めっき層の厚みの平均値が10~50μmであり、
該Al-Fe合金めっき層の厚みの標準偏差の厚みの平均値に対する比が、次式:
0<厚みの標準偏差/厚みの平均値≦0.15
満足することを特徴とする、塗装後耐食性に優れたホットスタンプ成形された高強度部品。
C:0.1~0.5%、
Si:0.01~0.7%、
Mn:0.2~2.5%、
Al:0.01~0.5%、
P:0.001~0.1%、
S:0.001~0.1%、及び
N:0.0010%~0.05%、
を含有し、残部がFe及び不可避的不純物より成る化学成分の鋼板から成ることを特徴とする上記(1)または(2)に記載の塗装後耐食性に優れたホットスタンプ成形された高強度部品。
Cr:0.4超~3%、
Mo:0.005~0.5%、
B:0.0001~0.01%、
W:0.01~3%、
V:0.01~2%、
Ti:0.005~0.5%、
Nb:0.01~1%
Ni:0.01~5%、
Cu:0.1~3%、
Sn:0.005%~0.1%、
Sb:0.005%~0.1%
から選ばれる1種、または2種以上の成分を含有することを特徴とする上記(6)に記載の塗装後耐食性に優れたホットスタンプ成形された高強度部品。
質量%で、
C:0.1~0.5%、
Si:0.01~0.7%、
Mn:0.2~2.5%、
Al:0.01~0.5%、
P:0.001~0.1%、
S:0.001~0.1%、及び
N:0.0010%~0.05%、
を含み、残部がFe及び不可避的不純物より成る化学成分を含む鋼を熱間圧延し、その後冷間圧延して得られた冷延鋼板を、
溶融めっきラインにおいて焼鈍温度670~760℃まで加熱し、還元炉において60秒以下保持し、その後のAlめっきを施して、Alめっき鋼板を製造する工程、
前記Alめっき鋼板を圧延率が0.5~2%なるように調質圧延する工程、
前記調質圧延されたAlめっき鋼板を、昇温速度3~200℃/秒で昇温し、次式:
LMP=T(20+logt)
(上記式中、T:鋼板の加熱温度(絶対温度K)、t:狙い温度に達した後の加熱炉内での保定時間(hrs))
で表されるラルソン・ミラー・パラメーター(LMP)=20000~23000の条件でホットスタンプ成形する工程、そして
ホットスタンプ後に20~500℃/秒の冷却速度で金型で焼入れする工程
を含むホットスタンプ成形された高強度部品用Alめっき鋼板の製造方法。
Cr:0.4超~3%、
Mo:0.005~0.5%、
B:0.0001~0.01%、
W:0.01~3%、
V:0.01~2%、
Ti:0.005~0.5%、
Nb:0.01~1%
Ni:0.01~5%、
Cu:0.1~3%、
Sn:0.005%~0.1%、
Sb:0.005%~0.1%
から選ばれる1種、または2種以上の成分を含有することを特徴とする上記(8)に記載のホットスタンプ成形された高強度部品用Alめっき鋼板の製造方法。
(11) 前記Alめっき鋼板を製造する工程において、Alめっきを施すためのめっき浴が、Si量を7~15%含み、浴温又は浴への侵入板温のいずれかが650℃以下であることを特徴とする、(8)~(10)のいずれかに記載のホットスタンプ成形された高強度部品用Alめっき鋼板の製造方法。
さらに、めっき厚みのバラツキを低減することにより、スポット溶接性を安定させることができる。また本発明の鋼成分を有する鋼板を用いることにより、1000Mpa以上の引張強度を有するホットスタンプ成形された高強度部品を得ることができる。
ラルソン・ミラー・パラメーター(LMP)は、
LMP=T(20+logt)
(上記式中、T:絶対温度(K)、t:時間(hrs))で表される。
ここで、Tは鋼板の加熱温度、tは狙い温度に達した後の加熱炉内での保定時間である。LMPは一般に熱処理、クリープ等の温度と時間が影響する事象において、温度と時間を統一的に扱うために用いられる指標である。結晶粒の成長に対してもこのパラメーターを用いることができる。本発明では、LMPは結晶粒の平均切片長さに対する温度と時間の影響を1つにまとめたもので、ホットスタンプ時の熱処理条件をこのパラメーターのみで記述できる。
また、Alめっき層の厚みを均一化することができるので、昇温速度を高めることが可能な通電加熱や誘導加熱による急速加熱を行うことができ、Al:40~65質量%を含有する金属間化合物相の結晶粒の平均切片長さを3~20μmとするのに有効である。
本発明は成型後に1000MPa以上の高強度を有するホットスタンプ成形された部品を提供とするものであり、高強度を有するためにホットスタンプ後に急冷してマルテンサイトを主体とする組織に変態させることが要求される。焼入性の向上という観点からは、C量で少なくとも0.1%が必要である。一方、C量が多過ぎると鋼板の靭性の低下が著しくなるため、加工性が低下する。そのため、C量は0.5%以下であることが好ましい。
Siは、めっき中のAlとFe間の反応を促進して、Alめっき鋼板の耐熱性を向上させる効果を有する。しかし、Siは、冷間圧延した鋼板の再結晶焼鈍中に安定な酸化皮膜を鋼板表面に形成するので、Alめっきの特性を阻害する元素でもある。この観点からSi量の上限を0.7%とする。しかし、Si量を0.01%未満とすると疲労特性が劣るため、好ましくない。したがって、Si量は0.01~0.7%である。
Mnは、鋼板の焼入れ性を高める元素としてよく知られている。また、不可避的に混入するSに起因する熱間脆性を防ぐために必要な元素でもある。この理由から0.2%以上の添加が必要である。また、MnはAlめっき後の鋼板の耐熱性も向上させる。しかし、2.5%を超えてMnを添加すると焼入れ後のホットスタンプ成形された部品の衝撃特性が低下するため2.5%を上限とする。
Alは、脱酸元素として好適であるので0.01%以上含有させてよい。しかし多量に含有させると粗大な酸化物を形成して鋼板の機械的性質を損なうので、Al量の上限は0.5%とする。
Pは不可避的に鋼板に含有される不純物元素である。しかし、Pは固溶強化元素であり、比較的安価に鋼板の強度を上昇させることができるので、P量の下限を0.001%とした。ただし、添加量がむやみに増加すると、高強度材での靭性を低下させるなどの悪影響が出るためP量の上限を0.1%とした。
Sは不可避的に含まれる元素である。MnSとして鋼中の介在物になり、MnSが多いと、MnSが破壊の起点となり、延性、靭性を阻害し、加工性劣化の要因となる。したがってS量は、低いほど望ましい。S量の上限を0.1%以下としたが、S量を必要以上に低下させるには製造コストから望ましくないので、下限を0.001%とした。
Nは、TiやBと容易に結合するので、それらの元素の目的とする効果を減じないように制御しておく必要がある。N量が0.05%以下であれば許容できる。望ましくは、N量は0.01%以下である。一方、必要以上に低減することは製鋼工程に多大な負荷を掛けるので0.0010%をN量の下限の目安とすればよい。
Crも一般的に焼入性を高める元素であり、Mnと同様に使用されるが、鋼板にAlめっき層を適用する際には別の効果も有する。Crが存在すると、例えばAlめっき層を適用後にボックス焼鈍を行ってAlめっき層を合金化させる場合に、めっき層と鋼板母材との合金化が行われやすくなる。Alめっき鋼板をボックス焼鈍する際に、Alめっき層内にAlNが生成する。AlNは、Alめっき層の合金化を抑制し、めっき剥離するが、Crを添加することによって、AlNが生成し難くなり、Alめっき層の合金化が容易になる。これらの効果を得るためにはCr量は、0.4%超である。しかし、Cr量を、3%を超えて添加しても効果は飽和し、またコストも上昇し、加えてAlめっき特性を低下させるため、Cr量の上限は3%である。
MoもCrと同様に、Alめっき層のボックス焼鈍を行う際、めっき層と鋼板母材との界面に生成するめっき層剥離の原因となるAlNの生成を抑制する効果がある。また、鋼板の焼入れ性の観点から有用な元素である。それらの効果を得るためにはMo量は、0.005%必要である。しかし、0.5%を超えて添加しても効果は飽和するので、Mo量の上限は0.5%である。
Bも鋼板の焼入れ性の観点から有用な元素であり、0.0001%以上の添加が必要である。但し、B量を0.01%を超えて添加しても効果は飽和し、また鋳造欠陥や熱間圧延時の鋼板の割れを生じさせるなど製造性を低下させるので、B量の上限は0.01%である。好ましくは、B量は0.0003~0.005%である。
Wは鋼板の焼入れ性の観点から有用な元素であり、0.01%以上にて効果を発揮する。但し、3%を超えて添加しても効果は飽和し、またコストも上昇するので、W量の上限は3%である。
VはWと同様に、鋼板の焼入れ性の観点から有用な元素であり、0.01%以上のV量で効果を発揮する。但し、V量を、2%を超えて添加しても効果は飽和し、またコストも上昇するので、V量の上限は2%である。
TiはN固定の観点から添加することができる。質量%にて、TiをN量の約3.4倍添加することが必要であるが、Nは低減しても10ppm程度であるので、Ti量の下限を0.005%とした。またTiを過剰に添加しても鋼板の焼入れ性を低下させ、また強度も低下させるため、Ti量の上限は0.5%である。
NbはTiと同様にN固定の観点から添加することができる。質量%にて、NbをN量の約6.6倍添加することが必要であるが、Nは低減しても10ppm程度であるので、Nb量の下限を0.01%とした。またNbを過剰に添加しても鋼板の焼入れ性を低下させ、また強度も低下させるため、Nb量の上限は1%であるが、好ましくは0.5%である。
通常は、カチオン電着塗装が用いられることが多く、その膜厚は1~30μm程度である。電着塗装の後に中塗り、上塗り等の塗装が施されることもある。
(実施例1)
通常の熱延工程及び冷延工程を経た、表1に示すような鋼成分の冷延鋼板(板厚1.4mm)を材料として、Siを含有する溶融Alめっきを行った。溶融Alめっきは無酸化炉-還元炉タイプのラインを使用し、めっき後、ガスワイピング法でめっき付着量を両面合計で160g/m2に調節し、その後冷却した。この際のめっき浴組成としては、(A):Al-7%Si-2%Fe、浴温660℃、及び(B):Al-11%Si-2%Fe,浴温640℃であった。このめっき浴条件は、図4のAlめっき条件A、Bにそれぞれ相当する。浴中のFeは、浴中のめっき機器やストリップから供給される不可避のものであることに留意されたい。また焼鈍温度は720℃、還元炉内在炉時間は45秒とした。Alめっき鋼板の外観は概ね不めっき等がなく良好であった。


Aの条件でAlめっきした試料を用いて、急速加熱をし、平板の金型で焼入れた。加熱方法は近赤外線加熱炉を用い、このときの昇温速度は50℃/秒であった。到達板温と保定条件も変化させて、このときのめっき層組織を観察した。その結果と表2の結果をまとめたものが図4である。平均切片長さは、めっき条件、加熱条件に依存することが示されている。
下記表3に示す種々の鋼成分(A~I)の冷延鋼板(板厚1~2mm)を使用し、実施例1と同様にAlめっきした。この例では、このときの焼鈍温度、還元炉内時間を変更した。Alめっき浴組成は質量%でSi:9%、Fe:2%を含有していた。浴温は660℃、めっき後付着量をガスワイピング法で、両面合計で160g/m2に調整した。
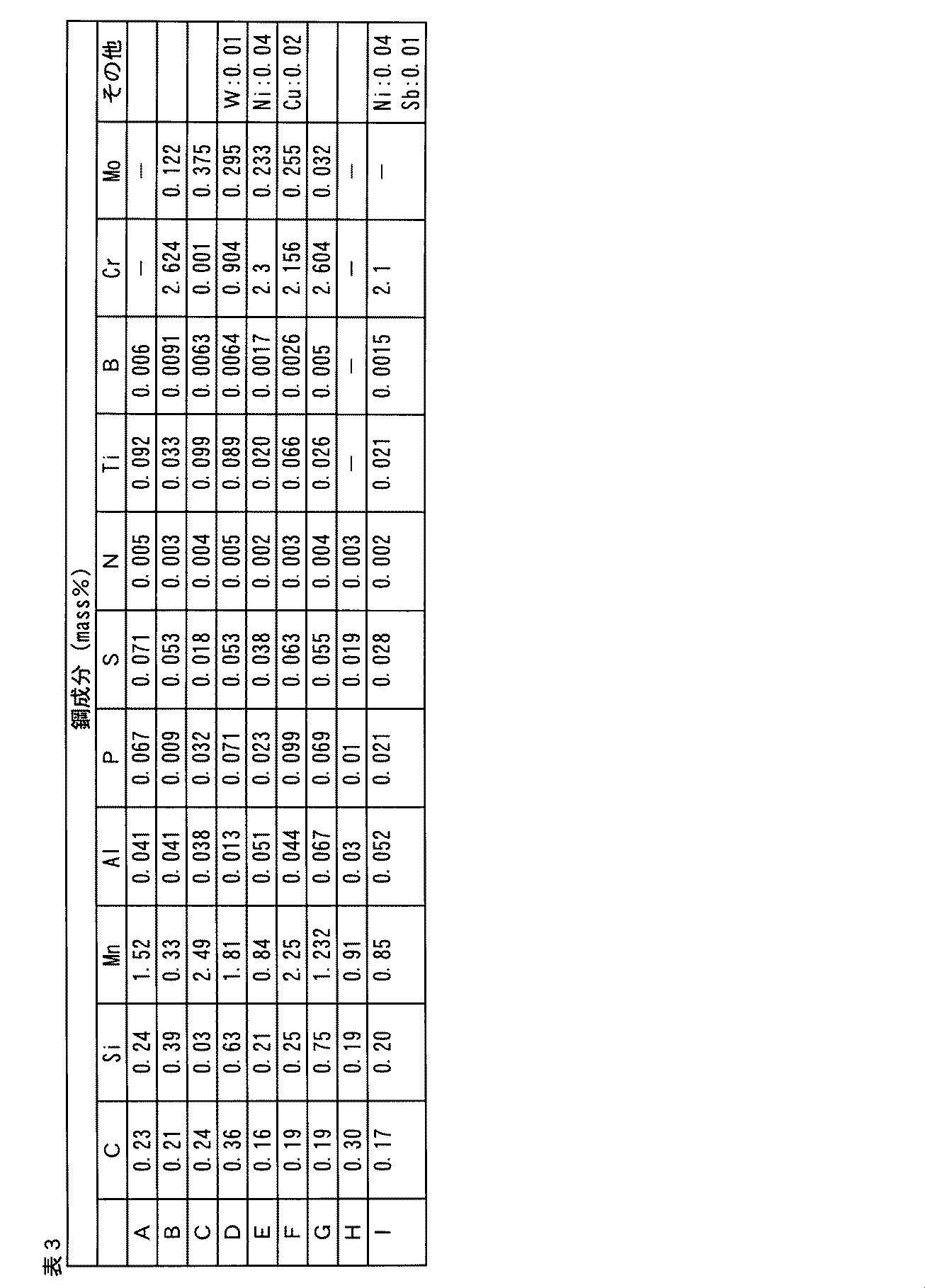
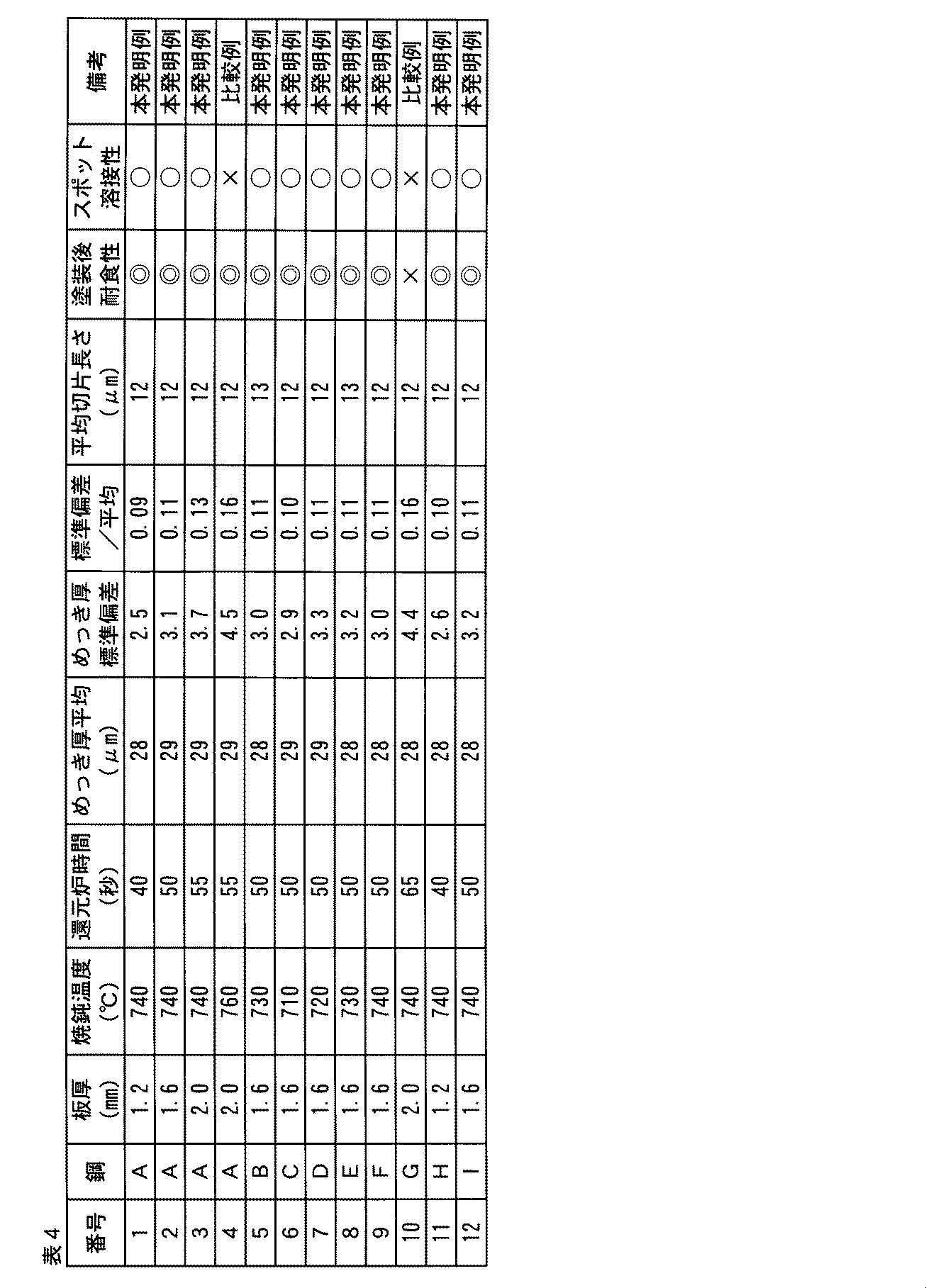
実施例2の表4の番号2と5のAlめっき鋼板を用いて、ボックス焼鈍によりAlめっき層を合金化させた。このとき番号2は鋼成分A、番号5は鋼成分Bに対応し、これらは鋼中Cr量に差異がある。このとき番号2(鋼成分A)ではボックス焼鈍時にAlめっき層と鋼板との界面付近にAlNが生成してAlめっき層の十分な合金化ができていなかった。番号5(鋼成分B)では合金化ができていた。番号5を用い、その後通電加熱手段を用いて、昇温速度200℃/秒で950℃まで昇温させ、保定することなく、焼入れた。ボックス焼鈍でAlめっき層が合金化していたので、通電加熱後もAl-Fe合金層の膜厚は一定であった。塗装後耐食性及びスポット溶接性を実施例1と同様の方法で評価したところ、塗装後耐食性は◎、スポット溶接性は○相当の評価となり、良好な特性を示した。ビッカース硬度も482を示した。
実施例1の表1の鋼を用いて、実施例1のAlめっき条件BでAlめっきを施した。この時のめっき付着量を両面合計で80~160g/m2に調整した。更にAlめっき後にZnOの微細分散水溶液(シーアイ化成(株)製ナノテックスラリー)とウレタン系水溶性樹脂の混合液をロールコーターで塗布し、80℃で乾燥させた。このときのZnO皮膜の付着量はZn換算で0.5~3g/m2であった。この試験片をホットスタンプし、焼入処理した。
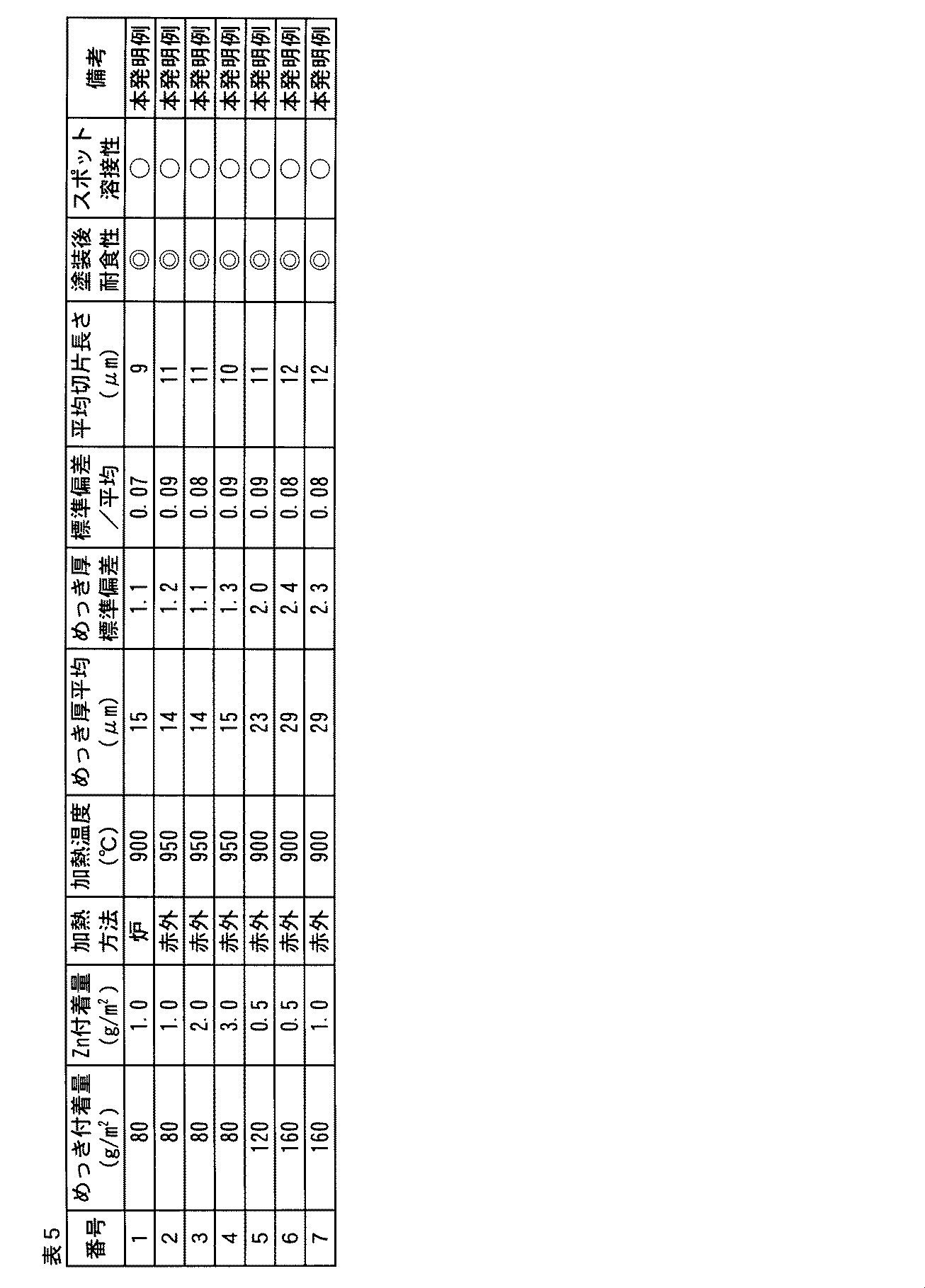
Claims (11)
- ホットスタンプ成形された高強度部品であって、
鋼板の表面にAl-Fe金属間化合物相を含む合金めっき層を有し、
該合金めっき層は、複数の金属間化合物の相から構成されており、
前記複数の金属間化合物の相中のAl:40~65質量%を含有する相の結晶粒の平均切片長さが3~20μmであり、
該Al-Fe合金めっき層の厚みの平均値が10~50μmであり、
該Al-Fe合金めっき層の厚みの標準偏差の厚みの平均値に対する比が、次式:
0<厚みの標準偏差/厚みの平均値≦0.15
満足することを特徴とする、塗装後耐食性に優れたホットスタンプ成形された高強度部品。 - 前記厚みの標準偏差の厚みの平均値に対する比が0.1以下であることを特徴とする、請求項1に記載の塗装後耐食性に優れたホットスタンプ成形された高強度部品。
- 前記Al-Fe合金めっき層が、質量%でSi:2~7%を含有することを特徴とする、請求項1または2に記載の塗装後耐食性に優れたホットスタンプ成形された高強度部品。
- 前記Al-Fe合金めっき層の表面にZnOを含有する表面皮膜層が積層されていることを特徴とする請求項1または2に記載の塗装後耐食性に優れたホットスタンプ成形された高強度部品。
- 前記表面皮膜層のZnOの含有量は、Zn質量換算で片面0.3~7g/m2であることを特徴とする、請求項4に記載の塗装後耐食性に優れたホットスタンプ成形された高強度部品。
- 前記鋼板が成分として質量%で、
C:0.1~0.5%、
Si:0.01~0.7%、
Mn:0.2~2.5%、
Al:0.01~0.5%、
P:0.001~0.1%、
S:0.001~0.1%、及び
N:0.0010%~0.05%、
を含有し、残部がFe及び不可避的不純物より成る化学成分の鋼板から成ることを特徴とする請求項1または2に記載の塗装後耐食性に優れたホットスタンプ成形された高強度部品。 - 前記鋼板が、さらに質量%で、
Cr:0.4超~3%、
Mo:0.005~0.5%、
B:0.0001~0.01%、
W:0.01~3%、
V:0.01~2%、
Ti:0.005~0.5%、
Nb:0.01~1%
Ni:0.01~5%、
Cu:0.1~3%、
Sn:0.005%~0.1%、
Sb:0.005%~0.1%
から選ばれる1種、または2種以上の成分を含有することを特徴とする請求項6に記載の塗装後耐食性に優れたホットスタンプ成形された高強度部品。 - ホットスタンプ成形された高強度部品用Alめっき鋼板の製造方法であって、
質量%で、
C:0.1~0.5%、
Si:0.01~0.7%、
Mn:0.2~2.5%、
Al:0.01~0.5%、
P:0.001~0.1%、
S:0.001~0.1%、及び
N:0.0010%~0.05%、
を含み、残部がFe及び不可避的不純物より成る化学成分を含む鋼を熱間圧延し、その後冷間圧延して得られた冷延鋼板を、
溶融めっきラインにおいて焼鈍温度670~760℃まで加熱し、還元炉において60秒以下保持し、その後のAlめっきを施して、Alめっき鋼板を製造する工程、
前記Alめっき鋼板を圧延率が0.5~2%なるように調質圧延する工程、
前記調質圧延されたAlめっき鋼板を、昇温速度3~200℃/秒で昇温し、次式:
LMP=T(20+logt)
(上記式中、T:鋼板の加熱温度(絶対温度K)、t:狙い温度に達した後の加熱炉内での保定時間(hrs))
で表されるラルソン・ミラー・パラメーター(LMP)=20000~23000の条件でホットスタンプ成形する工程、そして
ホットスタンプ後に20~500℃/秒の冷却速度で金型で焼入れする工程
を含むホットスタンプ成形された高強度部品用Alめっき鋼板の製造方法。 - 前記鋼が、更に質量%で、
Cr:0.4超~3%、
Mo:0.005~0.5%、
B:0.0001~0.01%、
W:0.01~3%、
V:0.01~2%、
Ti:0.005~0.5%、
Nb:0.01~1%
Ni:0.01~5%、
Cu:0.1~3%、
Sn:0.005%~0.1%、
Sb:0.005%~0.1%
から選ばれる1種、または2種以上の成分を含有することを特徴とする請求項8に記載のホットスタンプ成形された高強度部品用Alめっき鋼板の製造方法。 - 前記ホットスタンプ成形する工程において、加熱の際の昇温速度が4~200℃/秒であることを特徴とする請求項8又は9に記載のホットスタンプ成形された高強度部品用Alめっき鋼板の製造方法。
- 前記Alめっき鋼板を製造する工程において、Alめっきを施すためのめっき浴が、Si量を7~15%含み、浴温又は浴への侵入板温のいずれかが650℃以下であることを特徴とする、請求項8~10に記載のホットスタンプ成形された高強度部品用Alめっき鋼板の製造方法。
Priority Applications (13)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020167001423A KR101829854B1 (ko) | 2011-04-01 | 2012-03-30 | 도장 후 내식성이 우수한 핫 스탬핑 성형된 고강도 부품 및 그 제조 방법 |
| CA2831305A CA2831305C (en) | 2011-04-01 | 2012-03-30 | Hot stamped high strength part excellent in post painting anticorrosion property and method of production of same |
| MX2013011061A MX356881B (es) | 2011-04-01 | 2012-03-30 | Componente de alta resistencia estampado en caliente que tiene excelente resistencia a la corrosión después del revestimiento, y método para fabricar el mismo. |
| RU2013148805/02A RU2563421C2 (ru) | 2011-04-01 | 2012-03-30 | Горячештампованная высокопрочная деталь, имеющая превосходное антикоррозийное свойство после окрашивания, и способ ее изготовления |
| KR20137025476A KR20130132623A (ko) | 2011-04-01 | 2012-03-30 | 도장 후 내식성이 우수한 핫 스탬핑 성형된 고강도 부품 및 그 제조 방법 |
| US14/008,854 US8986849B2 (en) | 2011-04-01 | 2012-03-30 | Hot stamped high strength part excellent in post painting anticorrosion property and method of production of same |
| EP12767860.5A EP2695963B1 (en) | 2011-04-01 | 2012-03-30 | Hot stamp-molded high-strength component having excellent corrosion resistance after coating |
| ES12767860T ES2899474T3 (es) | 2011-04-01 | 2012-03-30 | Componente de alta resistencia moldeado por estampación en caliente que tiene excelente resistencia a la corrosión después del metalizado |
| CN201280016850.XA CN103492605B (zh) | 2011-04-01 | 2012-03-30 | 涂装后耐蚀性优异的热压成形的高强度部件及其制造方法 |
| BR112013025401-7A BR112013025401B1 (pt) | 2011-04-01 | 2012-03-30 | Peça estampada a quente de alta resistência e método de produção da mesma |
| JP2013508845A JP5614496B2 (ja) | 2011-04-01 | 2012-03-30 | 塗装後耐食性に優れたホットスタンプ成形された高強度部品およびその製造方法 |
| ZA2013/07304A ZA201307304B (en) | 2011-04-01 | 2013-09-30 | Hot stamped- high-strength part excellent in post painting anticorrosion property and method of production of same |
| US14/608,849 US9644252B2 (en) | 2011-04-01 | 2015-01-29 | Hot stamped high strength part excellent in post painting anticorrosion property and method of production of same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011081995 | 2011-04-01 | ||
| JP2011-081995 | 2011-04-01 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/008,854 A-371-Of-International US8986849B2 (en) | 2011-04-01 | 2012-03-30 | Hot stamped high strength part excellent in post painting anticorrosion property and method of production of same |
| US14/608,849 Division US9644252B2 (en) | 2011-04-01 | 2015-01-29 | Hot stamped high strength part excellent in post painting anticorrosion property and method of production of same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012137687A1 true WO2012137687A1 (ja) | 2012-10-11 |
Family
ID=46969088
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/058655 WO2012137687A1 (ja) | 2011-04-01 | 2012-03-30 | 塗装後耐食性に優れたホットスタンプ成形された高強度部品およびその製造方法 |
Country Status (12)
| Country | Link |
|---|---|
| US (2) | US8986849B2 (ja) |
| EP (1) | EP2695963B1 (ja) |
| JP (1) | JP5614496B2 (ja) |
| KR (2) | KR101829854B1 (ja) |
| CN (1) | CN103492605B (ja) |
| BR (1) | BR112013025401B1 (ja) |
| CA (1) | CA2831305C (ja) |
| ES (1) | ES2899474T3 (ja) |
| MX (1) | MX356881B (ja) |
| RU (1) | RU2563421C2 (ja) |
| WO (1) | WO2012137687A1 (ja) |
| ZA (1) | ZA201307304B (ja) |
Cited By (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014118628A (ja) * | 2012-12-19 | 2014-06-30 | Nippon Steel & Sumitomo Metal | ホットスタンプ用溶融Alめっき鋼板およびその製造方法、ならびにホットスタンプ製品 |
| CN103898412A (zh) * | 2014-03-14 | 2014-07-02 | 山西太钢不锈钢股份有限公司 | 一种汽车离合器膜片弹簧用热轧带钢及其制造方法 |
| WO2014171417A1 (ja) * | 2013-04-18 | 2014-10-23 | 新日鐵住金株式会社 | 熱間プレス用めっき鋼板、めっき鋼板の熱間プレス方法及び自動車部品 |
| JP2014213360A (ja) * | 2013-04-26 | 2014-11-17 | 新日鐵住金株式会社 | めっき鋼板の熱間プレス方法 |
| WO2015098653A1 (ja) | 2013-12-25 | 2015-07-02 | 新日鐵住金株式会社 | 自動車部品及び自動車部品の製造方法 |
| KR101569509B1 (ko) * | 2014-12-24 | 2015-11-17 | 주식회사 포스코 | 프레스성형시 내파우더링성이 우수한 hpf 성형부재 및 이의 제조방법 |
| KR101569505B1 (ko) * | 2014-12-24 | 2015-11-30 | 주식회사 포스코 | 내박리성이 우수한 hpf 성형부재 및 그 제조방법 |
| JP2015227494A (ja) * | 2014-06-02 | 2015-12-17 | 新日鐵住金株式会社 | 高強度鋼部品及びその製造方法 |
| WO2015194571A1 (ja) * | 2014-06-20 | 2015-12-23 | 株式会社神戸製鋼所 | 熱間プレス用鋼板、並びに該鋼板を用いた熱間プレス成形品及びその製造方法 |
| JP2016022482A (ja) * | 2014-07-16 | 2016-02-08 | 住友重機械工業株式会社 | 成形装置 |
| CN105499358A (zh) * | 2016-01-07 | 2016-04-20 | 东风商用车有限公司 | 一种车身地板纵梁加强板及其热冲压工艺 |
| JP2016108614A (ja) * | 2014-12-05 | 2016-06-20 | 新日鐵住金株式会社 | 溶接性と塗装後耐食性に優れる熱間プレス用Alめっき鋼材 |
| US20160186284A1 (en) * | 2013-08-14 | 2016-06-30 | Nisshin Steel Co., Ltd. | Al-coated steel sheet having excellent total reflection characteristics and corrosion resistance, and method for manufacturing same |
| RU2590738C1 (ru) * | 2014-12-15 | 2016-07-10 | Федеральное государственное бюджетное образовательное учреждение Высшего профессионального образования Ярославская государственная сельскохозяйственная академия | Способ повышения стойкости стальных трубопроводов к коррозии алитированием |
| CN106795613A (zh) * | 2014-09-05 | 2017-05-31 | 蒂森克虏伯钢铁欧洲股份公司 | 具有Al涂层的扁钢产品及其制造方法和钢部件及其制造方法 |
| EP3081664A4 (en) * | 2013-12-12 | 2017-07-19 | Nippon Steel & Sumitomo Metal Corporation | Al-plated steel sheet for hot pressing and process for manufacturing al-plated steel sheet for hot pressing |
| JP2017529457A (ja) * | 2014-12-24 | 2017-10-05 | ポスコPosco | 曲げ性に優れたhpf成形部材及びその製造方法 |
| JP2018513909A (ja) * | 2015-02-19 | 2018-05-31 | アルセロールミタル | アルミニウム系被膜および亜鉛被膜で被覆された板からのリン酸塩処理可能な部品の製造方法 |
| KR20180074292A (ko) * | 2016-12-23 | 2018-07-03 | 주식회사 포스코 | TWB 용접 특성이 우수한 열간성형용 Al-Fe 합금화 도금강판, 열간성형 부재 및 그들의 제조방법 |
| JP2018527461A (ja) * | 2015-07-30 | 2018-09-20 | アルセロールミタル | アルミニウム系金属コーティングでコートした鋼板から出発するホスフェート処理可能な部品の製造方法 |
| JP2018531486A (ja) * | 2016-05-09 | 2018-10-25 | エムエス オートテック カンパニー リミテッド | ホットスタンピング工程用高周波加熱方法 |
| JPWO2018142534A1 (ja) * | 2017-02-02 | 2019-11-14 | 日本製鉄株式会社 | ホットスタンプ用合金化Alめっき鋼板およびホットスタンプ部材 |
| US10889884B2 (en) | 2015-07-30 | 2021-01-12 | Arcelormittal | Steel sheet coated with a metallic coating based on aluminum |
| US11162153B2 (en) | 2015-07-30 | 2021-11-02 | Arcelormittal | Method for the manufacture of a hardened part which does not have LME issues |
| JP2022513695A (ja) * | 2018-12-03 | 2022-02-09 | ポスコ | 水素脆性に対する抵抗性に優れた熱間プレス成形部材及びその製造方法 |
| US20220049338A1 (en) * | 2018-11-30 | 2022-02-17 | Posco | Aluminum-based plated steel plate for hot press having excellent resistance against hydrogen delayed fracture and spot weldability, and method for manufacturing same |
| WO2022039275A1 (ja) * | 2020-08-20 | 2022-02-24 | 日本製鉄株式会社 | ホットスタンプ部品 |
| US11629395B2 (en) | 2019-12-20 | 2023-04-18 | Hyundai Steel Company | Hot stamping component and method of manufacturing the same |
| WO2023233779A1 (ja) * | 2022-06-03 | 2023-12-07 | Jfeスチール株式会社 | 熱間プレス部材、熱間プレス用鋼板、および熱間プレス部材の製造方法 |
| US11913117B2 (en) | 2019-12-20 | 2024-02-27 | Hyundai Steel Company | Hot stamping component and method of manufacturing the same |
| US12104255B2 (en) | 2015-07-30 | 2024-10-01 | Arcelormittal | Phosphatable part starting from a steel sheet coated with a metallic coating based on aluminum |
Families Citing this family (51)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5614496B2 (ja) | 2011-04-01 | 2014-10-29 | 新日鐵住金株式会社 | 塗装後耐食性に優れたホットスタンプ成形された高強度部品およびその製造方法 |
| BR112014024344B1 (pt) * | 2012-04-18 | 2020-12-22 | Nippon Steel Corporation | chapa de aço revestida de alumínio e método para prensagem a quente da chapa de aço revestida de alumínio |
| PL3000916T3 (pl) * | 2013-05-07 | 2020-06-01 | Nippon Steel Corporation | Materiał stalowy powlekany galwanicznie stopem na bazie glinu mający doskonałą odporność na korozję po powlekaniu |
| CN105980591A (zh) * | 2014-02-05 | 2016-09-28 | 安赛乐米塔尔股份公司 | 可热成形的、可空气淬硬的、可焊的钢板 |
| US10323307B2 (en) * | 2014-07-17 | 2019-06-18 | Am/Ns Calvert Llc | Process and steel alloys for manufacturing high strength steel components with superior rigidity and energy absorption |
| CN104762460B (zh) * | 2015-03-12 | 2017-01-11 | 燕山大学 | 一种高强钢汽车板的轧制及深加工短流程集成制造方法 |
| CN104694837B (zh) * | 2015-03-23 | 2016-07-06 | 苏州劲元油压机械有限公司 | 一种用于建筑幕墙工程的高强钢结构件及其热处理工艺 |
| CN106282873A (zh) * | 2015-05-13 | 2017-01-04 | 宝山钢铁股份有限公司 | 一种热冲压钢的合金镀层及其制备方法 |
| KR101696069B1 (ko) * | 2015-05-26 | 2017-01-13 | 주식회사 포스코 | 내박리성이 우수한 hpf 성형부재 및 그 제조방법 |
| KR101696121B1 (ko) | 2015-12-23 | 2017-01-13 | 주식회사 포스코 | 내수소지연파괴특성, 내박리성 및 용접성이 우수한 열간성형용 알루미늄-철 합금 도금강판 및 이를 이용한 열간성형 부재 |
| DE102016104800A1 (de) * | 2016-03-15 | 2017-09-21 | Salzgitter Flachstahl Gmbh | Verfahren zur Herstellung eines warmumgeformten Stahlbauteils und ein warmumgeformtes Stahlbauteil |
| DE102016107152B4 (de) * | 2016-04-18 | 2017-11-09 | Salzgitter Flachstahl Gmbh | Bauteil aus pressformgehärtetem, auf Basis von Aluminium beschichtetem Stahlblech und Verfahren zur Herstellung eines solchen Bauteils und dessen Verwendung |
| WO2017195269A1 (ja) * | 2016-05-10 | 2017-11-16 | 新日鐵住金株式会社 | ホットスタンプ成形体 |
| WO2018096387A1 (en) * | 2016-11-24 | 2018-05-31 | Arcelormittal | Hot-rolled and coated steel sheet for hot-stamping, hot-stamped coated steel part and methods for manufacturing the same |
| WO2018115914A1 (en) * | 2016-12-19 | 2018-06-28 | Arcelormittal | A manufacturing process of hot press formed aluminized steel parts |
| TWI635190B (zh) * | 2017-02-02 | 2018-09-11 | 新日鐵住金股份有限公司 | 熱壓印用合金化鍍Al鋼板及熱壓印構件 |
| US10519531B2 (en) * | 2017-02-17 | 2019-12-31 | Gm Global Technology Operations Llc. | Lightweight dual-phase alloys |
| CN107031140A (zh) * | 2017-03-29 | 2017-08-11 | 银邦金属复合材料股份有限公司 | 含金属间化合物的金属复合板的应用 |
| KR102045622B1 (ko) * | 2017-06-01 | 2019-11-15 | 주식회사 포스코 | 수소지연파괴 저항성이 우수한 열간 프레스 성형 부재용 강판 및 그 제조방법 |
| JP6836600B2 (ja) * | 2017-06-02 | 2021-03-03 | 日本製鉄株式会社 | ホットスタンプ部材 |
| JP6553679B2 (ja) * | 2017-07-04 | 2019-07-31 | 東亜工業株式会社 | プレス成形品の製造方法 |
| KR102344787B1 (ko) * | 2017-07-31 | 2021-12-30 | 닛폰세이테츠 가부시키가이샤 | 용융 아연 도금 강판 |
| KR101938092B1 (ko) * | 2017-09-26 | 2019-04-11 | 현대제철 주식회사 | 핫 스탬핑 부품의 제조방법 및 이에 의해 제조된 핫 스탬핑 부품 |
| DE102017218704A1 (de) * | 2017-10-19 | 2019-04-25 | Thyssenkrupp Ag | Verfahren zur Herstellung eines mit einem metallischen, vor Korrosion schützenden Überzug versehenen Stahlbauteils |
| CN111247266B (zh) * | 2017-11-20 | 2022-02-11 | 日本制铁株式会社 | 淬火用Al镀覆焊接管、Al镀覆中空构件及其制造方法 |
| MX2020005506A (es) * | 2017-12-05 | 2020-09-03 | Nippon Steel Corp | Lamina de acero enchapada a base de aluminio, metodo de fabricacion de lamina de acero enchapada a base de aluminio, y metodo de fabricacion de componente para vehiculo. |
| DE102017223164B3 (de) | 2017-12-19 | 2019-03-14 | Volkswagen Aktiengesellschaft | Vorrichtung sowie Verfahren zur Herstellung eines warmumgeformten und pressgehärteten Stahlblechbauteils |
| JP6607338B1 (ja) | 2018-02-15 | 2019-11-20 | 日本製鉄株式会社 | Fe−Al系めっきホットスタンプ部材及びFe−Al系めっきホットスタンプ部材の製造方法 |
| KR102425232B1 (ko) * | 2018-03-20 | 2022-07-27 | 닛폰세이테츠 가부시키가이샤 | 핫 스탬프 성형체 |
| KR102418286B1 (ko) * | 2018-03-20 | 2022-07-08 | 닛폰세이테츠 가부시키가이샤 | 핫 스탬프 성형체 |
| EP3775299B1 (de) * | 2018-04-05 | 2024-09-18 | ThyssenKrupp Steel Europe AG | Verfahren zum herstellen eines mit einem überzug versehenen stahlbauteils aus einem stahlflachprodukt |
| CN108315684B (zh) * | 2018-04-24 | 2020-11-24 | 中国科学院力学研究所 | 一种圆环链的渗铝方法 |
| CN108588612B (zh) | 2018-04-28 | 2019-09-20 | 育材堂(苏州)材料科技有限公司 | 热冲压成形构件、热冲压成形用预涂镀钢板及热冲压成形工艺 |
| CN112585284A (zh) * | 2018-05-22 | 2021-03-30 | 蒂森克虏伯钢铁欧洲股份公司 | 由钢形成的具有高抗拉强度的板材成型件及其制造方法 |
| KR102153172B1 (ko) * | 2018-08-30 | 2020-09-07 | 주식회사 포스코 | 열간 성형성 및 내식성이 우수한 알루미늄-아연 합금 도금강판 및 그 제조방법 |
| CN113166908B (zh) * | 2018-11-30 | 2023-07-11 | 日本制铁株式会社 | 镀铝钢板、热冲压部件及热冲压部件的制造方法 |
| KR102200175B1 (ko) * | 2018-12-19 | 2021-01-08 | 주식회사 포스코 | 점 용접성이 우수한 아연도금강판 및 그 제조방법 |
| CN113195145B (zh) * | 2018-12-21 | 2022-10-11 | 杰富意钢铁株式会社 | 点焊部件 |
| US11149331B2 (en) * | 2019-08-15 | 2021-10-19 | GM Global Technology Operations LLC | Aluminum iron alloy having at least two phases |
| EP4067528A1 (en) * | 2019-11-29 | 2022-10-05 | Nippon Steel Corporation | Plated steel sheet for hot stamping and hot-stamped member |
| CN112877590A (zh) * | 2019-11-29 | 2021-06-01 | 宝山钢铁股份有限公司 | 一种性能优异的带涂层热成形部件及其制造方法 |
| CN111575622B (zh) * | 2020-05-11 | 2022-07-15 | 马鞍山钢铁股份有限公司 | 一种具有优异涂装性能的热成形零部件用的镀铝钢板及其制造方法及热成形零部件 |
| JP7269524B2 (ja) * | 2020-05-13 | 2023-05-09 | 日本製鉄株式会社 | ホットスタンプ部材 |
| EP4151771B1 (en) * | 2020-05-13 | 2024-08-07 | Nippon Steel Corporation | Steel sheet for hot stamping |
| CN115398025B (zh) * | 2020-05-13 | 2023-12-29 | 日本制铁株式会社 | 热压用钢板 |
| CN115135798B (zh) * | 2020-07-14 | 2023-10-31 | 日本制铁株式会社 | 热冲压构件及其制造方法 |
| EP4200450A1 (de) * | 2020-08-19 | 2023-06-28 | ThyssenKrupp Steel Europe AG | Verfahren zum herstellen eines stahlflachproduktes mit einem aluminium-basierten korrosionsschutzüberzug und stahlflachprodukt mit einem aluminium-basierten korrosionsschutzüberzug |
| CN113588363B (zh) * | 2021-07-23 | 2023-10-31 | 唐山钢铁集团有限责任公司 | 一种铝硅涂层钢板铁铝硅层金相制样及显示方法 |
| CN116851528A (zh) * | 2022-03-28 | 2023-10-10 | 宝山钢铁股份有限公司 | 用于生产高冷弯性能的高强度热冲压部件的方法、热冲压部件 |
| WO2024023552A1 (en) * | 2022-07-28 | 2024-02-01 | Arcelormittal | Method for manufacturing a coated press hardened steel part having an improved appearance and corresponding steel part |
| WO2024023553A1 (en) * | 2022-07-28 | 2024-02-01 | Arcelormittal | Method for manufacturing a coated press hardened steel part having an improved appearance and corresponding steel part |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2110893A (en) | 1935-07-16 | 1938-03-15 | American Rolling Mill Co | Process for coating metallic objects with layers of other metals |
| CH269520A (fr) | 1946-07-31 | 1950-07-15 | Alferieff Michel | Procédé pour le revêtement d'objets en métal par des couches d'un métal différent. |
| US3457097A (en) | 1964-02-10 | 1969-07-22 | Yawata Seitetsu Kk | Method of coating ferrous metal with molten aluminum |
| WO2002103073A2 (en) | 2001-06-15 | 2002-12-27 | Nippon Steel Corporation | High-strength alloyed aluminum-system plated steel sheet and high-strength automotive part excellent in heat resistance and after-painting corrosion resistance |
| JP2003034846A (ja) | 2001-06-25 | 2003-02-07 | Nippon Steel Corp | 耐熱性に優れたホットプレス用アルミめっき鋼板 |
| JP2003034855A (ja) | 2001-07-23 | 2003-02-07 | Nippon Steel Corp | 塗装後耐食性に優れた高強度アルミめっき鋼板及びそれを使用した自動車用部材 |
| JP2003049256A (ja) | 2001-08-09 | 2003-02-21 | Nippon Steel Corp | 溶接性、塗装後耐食性に優れた高強度自動車部材用アルミめっき鋼板及びそれを使用した自動車部材 |
| JP2003181549A (ja) | 2001-08-31 | 2003-07-02 | Nippon Steel Corp | アルミ系めっき鋼板を用いた高強度自動車部材の熱間プレス方法 |
| JP2007211276A (ja) * | 2006-02-08 | 2007-08-23 | Sumitomo Metal Ind Ltd | 熱間プレス用めっき鋼板およびその製造方法ならびに熱間プレス成形部材の製造方法 |
| WO2009131233A1 (ja) * | 2008-04-22 | 2009-10-29 | 新日本製鐵株式会社 | めっき鋼板及びめっき鋼板の熱間プレス方法 |
| JP2010018860A (ja) * | 2008-07-11 | 2010-01-28 | Nippon Steel Corp | ホットプレス用めっき鋼板及びその製造方法 |
| EP2695963A1 (en) | 2011-04-01 | 2014-02-12 | Nippon Steel & Sumitomo Metal Corporation | Hot stamp-molded high-strength component having excellent corrosion resistance after coating, and method for manufacturing same |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0475096B2 (en) * | 1990-08-17 | 2004-01-14 | JFE Steel Corporation | High strength steel sheet adapted for press forming and method of producing the same |
| KR100260017B1 (ko) * | 1996-07-01 | 2000-06-15 | 아사무라 타카싯 | 용접기밀성 및 성형후 내식성이 우수한 연료탱크용 부식방지 강판 |
| JPH111755A (ja) * | 1997-06-06 | 1999-01-06 | Nippon Steel Corp | 亜鉛めっき鋼板及びその製造方法 |
| FR2780984B1 (fr) * | 1998-07-09 | 2001-06-22 | Lorraine Laminage | Tole d'acier laminee a chaud et a froid revetue et comportant une tres haute resistance apres traitement thermique |
| EP1225241B1 (en) * | 2000-06-23 | 2004-10-20 | Nippon Steel Corporation | Steel sheet for porcelain enamel excellent in forming property, aging property and enameling characteristics and method for producing the same |
| JP2004315883A (ja) * | 2003-04-15 | 2004-11-11 | Nisshin Steel Co Ltd | ブラウン管バンド用高強度高透磁率鋼板およびその製造法 |
| EP1518941A1 (en) * | 2003-09-24 | 2005-03-30 | Sidmar N.V. | A method and apparatus for the production of metal coated steel products |
| JP2006051543A (ja) * | 2004-07-15 | 2006-02-23 | Nippon Steel Corp | 冷延、熱延鋼板もしくはAl系、Zn系めっき鋼板を使用した高強度自動車部材の熱間プレス方法および熱間プレス部品 |
| JP4546318B2 (ja) * | 2005-04-15 | 2010-09-15 | 株式会社日立製作所 | Ni基合金部材とその製造法及びタービンエンジン部品並びに溶接材料とその製造法 |
| JP4860542B2 (ja) * | 2006-04-25 | 2012-01-25 | 新日本製鐵株式会社 | 高強度自動車部品およびその熱間プレス方法 |
| LT2086755T (lt) | 2006-10-30 | 2017-12-27 | Arcelormittal | Padengtos plieno juostos, jų gaminimo būdas, ruošinių iš jų štampavimo būdas, ir jų pagaminti štampuoti gaminiai ir pramonės gaminiai, kurių sudėtyje yra minėti gaminiai |
| WO2008108363A1 (ja) * | 2007-03-05 | 2008-09-12 | Sumitomo Metal Industries, Ltd. | 冷間圧延鋼板および合金化溶融亜鉛めっき鋼板ならびにそれらの製造方法 |
| KR101259258B1 (ko) | 2008-07-11 | 2013-04-29 | 신닛테츠스미킨 카부시키카이샤 | 급속 가열 핫프레스용 알루미늄 도금 강판, 그 제조 방법 및 이것을 사용한 급속 가열 핫프레스 방법 |
| KR101008042B1 (ko) * | 2009-01-09 | 2011-01-13 | 주식회사 포스코 | 내식성이 우수한 알루미늄 도금강판, 이를 이용한 열간 프레스 성형 제품 및 그 제조방법 |
-
2012
- 2012-03-30 JP JP2013508845A patent/JP5614496B2/ja active Active
- 2012-03-30 BR BR112013025401-7A patent/BR112013025401B1/pt active IP Right Grant
- 2012-03-30 KR KR1020167001423A patent/KR101829854B1/ko active IP Right Grant
- 2012-03-30 MX MX2013011061A patent/MX356881B/es active IP Right Grant
- 2012-03-30 EP EP12767860.5A patent/EP2695963B1/en active Active
- 2012-03-30 CN CN201280016850.XA patent/CN103492605B/zh active Active
- 2012-03-30 CA CA2831305A patent/CA2831305C/en active Active
- 2012-03-30 WO PCT/JP2012/058655 patent/WO2012137687A1/ja active Application Filing
- 2012-03-30 ES ES12767860T patent/ES2899474T3/es active Active
- 2012-03-30 US US14/008,854 patent/US8986849B2/en active Active
- 2012-03-30 KR KR20137025476A patent/KR20130132623A/ko active Application Filing
- 2012-03-30 RU RU2013148805/02A patent/RU2563421C2/ru active
-
2013
- 2013-09-30 ZA ZA2013/07304A patent/ZA201307304B/en unknown
-
2015
- 2015-01-29 US US14/608,849 patent/US9644252B2/en active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2110893A (en) | 1935-07-16 | 1938-03-15 | American Rolling Mill Co | Process for coating metallic objects with layers of other metals |
| CH269520A (fr) | 1946-07-31 | 1950-07-15 | Alferieff Michel | Procédé pour le revêtement d'objets en métal par des couches d'un métal différent. |
| US3457097A (en) | 1964-02-10 | 1969-07-22 | Yawata Seitetsu Kk | Method of coating ferrous metal with molten aluminum |
| WO2002103073A2 (en) | 2001-06-15 | 2002-12-27 | Nippon Steel Corporation | High-strength alloyed aluminum-system plated steel sheet and high-strength automotive part excellent in heat resistance and after-painting corrosion resistance |
| JP2003034846A (ja) | 2001-06-25 | 2003-02-07 | Nippon Steel Corp | 耐熱性に優れたホットプレス用アルミめっき鋼板 |
| JP2003034855A (ja) | 2001-07-23 | 2003-02-07 | Nippon Steel Corp | 塗装後耐食性に優れた高強度アルミめっき鋼板及びそれを使用した自動車用部材 |
| JP2003049256A (ja) | 2001-08-09 | 2003-02-21 | Nippon Steel Corp | 溶接性、塗装後耐食性に優れた高強度自動車部材用アルミめっき鋼板及びそれを使用した自動車部材 |
| JP2003181549A (ja) | 2001-08-31 | 2003-07-02 | Nippon Steel Corp | アルミ系めっき鋼板を用いた高強度自動車部材の熱間プレス方法 |
| JP2007211276A (ja) * | 2006-02-08 | 2007-08-23 | Sumitomo Metal Ind Ltd | 熱間プレス用めっき鋼板およびその製造方法ならびに熱間プレス成形部材の製造方法 |
| WO2009131233A1 (ja) * | 2008-04-22 | 2009-10-29 | 新日本製鐵株式会社 | めっき鋼板及びめっき鋼板の熱間プレス方法 |
| JP2010018860A (ja) * | 2008-07-11 | 2010-01-28 | Nippon Steel Corp | ホットプレス用めっき鋼板及びその製造方法 |
| EP2695963A1 (en) | 2011-04-01 | 2014-02-12 | Nippon Steel & Sumitomo Metal Corporation | Hot stamp-molded high-strength component having excellent corrosion resistance after coating, and method for manufacturing same |
Cited By (54)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014118628A (ja) * | 2012-12-19 | 2014-06-30 | Nippon Steel & Sumitomo Metal | ホットスタンプ用溶融Alめっき鋼板およびその製造方法、ならびにホットスタンプ製品 |
| US10196717B2 (en) | 2013-04-18 | 2019-02-05 | Nippon Steel & Sumitomo Metal Corporation | Plated steel sheet for hot pressing, hot pressing method for plated steel sheet, and automobile part |
| KR20170060167A (ko) * | 2013-04-18 | 2017-05-31 | 신닛테츠스미킨 카부시키카이샤 | 열간 프레스용 도금 강판, 도금 강판의 열간 프레스 방법 및 자동차 부품 |
| WO2014171417A1 (ja) * | 2013-04-18 | 2014-10-23 | 新日鐵住金株式会社 | 熱間プレス用めっき鋼板、めっき鋼板の熱間プレス方法及び自動車部品 |
| JP6042445B2 (ja) * | 2013-04-18 | 2016-12-14 | 新日鐵住金株式会社 | 熱間プレス用めっき鋼板、めっき鋼板の熱間プレス方法及び自動車部品 |
| RU2633162C2 (ru) * | 2013-04-18 | 2017-10-11 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Стальной лист для горячего прессования с покрытием, способ горячего прессования стального листа с покрытием и деталь автомобиля |
| KR102015200B1 (ko) | 2013-04-18 | 2019-08-27 | 닛폰세이테츠 가부시키가이샤 | 열간 프레스용 도금 강판, 도금 강판의 열간 프레스 방법 및 자동차 부품 |
| JP2014213360A (ja) * | 2013-04-26 | 2014-11-17 | 新日鐵住金株式会社 | めっき鋼板の熱間プレス方法 |
| US20160186284A1 (en) * | 2013-08-14 | 2016-06-30 | Nisshin Steel Co., Ltd. | Al-coated steel sheet having excellent total reflection characteristics and corrosion resistance, and method for manufacturing same |
| US9970116B2 (en) | 2013-12-12 | 2018-05-15 | Nippon Steel & Sumitomo Metal Corporation | Al-plated steel sheet used for hot pressing and method for manufacturing Al-plated steel sheet used for hot pressing |
| RU2648729C1 (ru) * | 2013-12-12 | 2018-03-28 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Al-плакированный стальной лист, используемый для горячего прессования, и способ изготовления al-плакированного стального листа, применяемого для горячего прессования |
| EP3081664A4 (en) * | 2013-12-12 | 2017-07-19 | Nippon Steel & Sumitomo Metal Corporation | Al-plated steel sheet for hot pressing and process for manufacturing al-plated steel sheet for hot pressing |
| US10232426B2 (en) | 2013-12-25 | 2019-03-19 | Nippon Steel & Sumitomo Metal Corporation | Automobile part and method for manufacturing automobile part |
| KR20160095078A (ko) | 2013-12-25 | 2016-08-10 | 신닛테츠스미킨 카부시키카이샤 | 자동차 부품 및 자동차 부품의 제조 방법 |
| WO2015098653A1 (ja) | 2013-12-25 | 2015-07-02 | 新日鐵住金株式会社 | 自動車部品及び自動車部品の製造方法 |
| EP3070187A4 (en) * | 2013-12-25 | 2017-07-26 | Nippon Steel & Sumitomo Metal Corporation | Vehicle component and vehicle component manufacturing method |
| CN103898412A (zh) * | 2014-03-14 | 2014-07-02 | 山西太钢不锈钢股份有限公司 | 一种汽车离合器膜片弹簧用热轧带钢及其制造方法 |
| JP2015227494A (ja) * | 2014-06-02 | 2015-12-17 | 新日鐵住金株式会社 | 高強度鋼部品及びその製造方法 |
| WO2015194571A1 (ja) * | 2014-06-20 | 2015-12-23 | 株式会社神戸製鋼所 | 熱間プレス用鋼板、並びに該鋼板を用いた熱間プレス成形品及びその製造方法 |
| JP2016022482A (ja) * | 2014-07-16 | 2016-02-08 | 住友重機械工業株式会社 | 成形装置 |
| CN106795613A (zh) * | 2014-09-05 | 2017-05-31 | 蒂森克虏伯钢铁欧洲股份公司 | 具有Al涂层的扁钢产品及其制造方法和钢部件及其制造方法 |
| JP2016108614A (ja) * | 2014-12-05 | 2016-06-20 | 新日鐵住金株式会社 | 溶接性と塗装後耐食性に優れる熱間プレス用Alめっき鋼材 |
| RU2590738C1 (ru) * | 2014-12-15 | 2016-07-10 | Федеральное государственное бюджетное образовательное учреждение Высшего профессионального образования Ярославская государственная сельскохозяйственная академия | Способ повышения стойкости стальных трубопроводов к коррозии алитированием |
| US10808292B2 (en) | 2014-12-24 | 2020-10-20 | Posco | Method of manufacturing hot press formed parts having excellent powdering resistance |
| US9963758B2 (en) | 2014-12-24 | 2018-05-08 | Posco | Hot press formed parts having excellent powdering resistance during hot press forming |
| JP2017532451A (ja) * | 2014-12-24 | 2017-11-02 | ポスコPosco | 耐剥離性に優れたhpf成形部材及びその製造方法 |
| JP2017529457A (ja) * | 2014-12-24 | 2017-10-05 | ポスコPosco | 曲げ性に優れたhpf成形部材及びその製造方法 |
| US10640840B2 (en) | 2014-12-24 | 2020-05-05 | Posco | Hot press formed article having excellent delamination resistance and method for manufacturing the same |
| US10533237B2 (en) | 2014-12-24 | 2020-01-14 | Posco | Hot press forming parts having excellent bending properties and method for manufacturing the same |
| KR101569505B1 (ko) * | 2014-12-24 | 2015-11-30 | 주식회사 포스코 | 내박리성이 우수한 hpf 성형부재 및 그 제조방법 |
| KR101569509B1 (ko) * | 2014-12-24 | 2015-11-17 | 주식회사 포스코 | 프레스성형시 내파우더링성이 우수한 hpf 성형부재 및 이의 제조방법 |
| US10151013B2 (en) | 2014-12-24 | 2018-12-11 | Posco | Hot press forming parts having excellent bending properties and method for manufacturing the same |
| JP2018513909A (ja) * | 2015-02-19 | 2018-05-31 | アルセロールミタル | アルミニウム系被膜および亜鉛被膜で被覆された板からのリン酸塩処理可能な部品の製造方法 |
| JP2018527461A (ja) * | 2015-07-30 | 2018-09-20 | アルセロールミタル | アルミニウム系金属コーティングでコートした鋼板から出発するホスフェート処理可能な部品の製造方法 |
| US12012655B2 (en) | 2015-07-30 | 2024-06-18 | Arcelormittal | Steel sheet coated with a metallic coating based on aluminum |
| US11414737B2 (en) | 2015-07-30 | 2022-08-16 | Arcelormittal | Method for the manufacture of a phosphatable part starting from a steel sheet coated with a metallic coating based on aluminum |
| US12104255B2 (en) | 2015-07-30 | 2024-10-01 | Arcelormittal | Phosphatable part starting from a steel sheet coated with a metallic coating based on aluminum |
| US10889884B2 (en) | 2015-07-30 | 2021-01-12 | Arcelormittal | Steel sheet coated with a metallic coating based on aluminum |
| US11162153B2 (en) | 2015-07-30 | 2021-11-02 | Arcelormittal | Method for the manufacture of a hardened part which does not have LME issues |
| CN105499358A (zh) * | 2016-01-07 | 2016-04-20 | 东风商用车有限公司 | 一种车身地板纵梁加强板及其热冲压工艺 |
| JP2018531486A (ja) * | 2016-05-09 | 2018-10-25 | エムエス オートテック カンパニー リミテッド | ホットスタンピング工程用高周波加熱方法 |
| KR20180074292A (ko) * | 2016-12-23 | 2018-07-03 | 주식회사 포스코 | TWB 용접 특성이 우수한 열간성형용 Al-Fe 합금화 도금강판, 열간성형 부재 및 그들의 제조방법 |
| KR101879104B1 (ko) * | 2016-12-23 | 2018-07-16 | 주식회사 포스코 | TWB 용접 특성이 우수한 열간성형용 Al-Fe 합금화 도금강판, 열간성형 부재 및 그들의 제조방법 |
| JPWO2018142534A1 (ja) * | 2017-02-02 | 2019-11-14 | 日本製鉄株式会社 | ホットスタンプ用合金化Alめっき鋼板およびホットスタンプ部材 |
| US20220049338A1 (en) * | 2018-11-30 | 2022-02-17 | Posco | Aluminum-based plated steel plate for hot press having excellent resistance against hydrogen delayed fracture and spot weldability, and method for manufacturing same |
| JP2022513695A (ja) * | 2018-12-03 | 2022-02-09 | ポスコ | 水素脆性に対する抵抗性に優れた熱間プレス成形部材及びその製造方法 |
| JP7216358B2 (ja) | 2018-12-03 | 2023-02-01 | ポスコホールディングス インコーポレーティッド | 水素脆性に対する抵抗性に優れた熱間プレス成形部材及びその製造方法 |
| US11993825B2 (en) | 2018-12-03 | 2024-05-28 | Posco Co., Ltd | Hot press forming member having excellent resistance to hydrogen embrittlement, and method for manufacturing same |
| US11913117B2 (en) | 2019-12-20 | 2024-02-27 | Hyundai Steel Company | Hot stamping component and method of manufacturing the same |
| US11629395B2 (en) | 2019-12-20 | 2023-04-18 | Hyundai Steel Company | Hot stamping component and method of manufacturing the same |
| WO2022039275A1 (ja) * | 2020-08-20 | 2022-02-24 | 日本製鉄株式会社 | ホットスタンプ部品 |
| JP7332967B2 (ja) | 2020-08-20 | 2023-08-24 | 日本製鉄株式会社 | ホットスタンプ部品 |
| JPWO2022039275A1 (ja) * | 2020-08-20 | 2022-02-24 | ||
| WO2023233779A1 (ja) * | 2022-06-03 | 2023-12-07 | Jfeスチール株式会社 | 熱間プレス部材、熱間プレス用鋼板、および熱間プレス部材の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20150191813A1 (en) | 2015-07-09 |
| ES2899474T3 (es) | 2022-03-11 |
| JP5614496B2 (ja) | 2014-10-29 |
| BR112013025401B1 (pt) | 2020-05-12 |
| CA2831305A1 (en) | 2012-10-11 |
| US8986849B2 (en) | 2015-03-24 |
| KR101829854B1 (ko) | 2018-02-20 |
| RU2013148805A (ru) | 2015-05-10 |
| MX356881B (es) | 2018-06-19 |
| CA2831305C (en) | 2016-05-10 |
| US20140030544A1 (en) | 2014-01-30 |
| EP2695963B1 (en) | 2021-11-03 |
| EP2695963A1 (en) | 2014-02-12 |
| EP2695963A4 (en) | 2014-11-05 |
| RU2563421C2 (ru) | 2015-09-20 |
| BR112013025401A2 (pt) | 2016-12-20 |
| KR20130132623A (ko) | 2013-12-04 |
| ZA201307304B (en) | 2014-06-25 |
| CN103492605A (zh) | 2014-01-01 |
| KR20160015388A (ko) | 2016-02-12 |
| US9644252B2 (en) | 2017-05-09 |
| MX2013011061A (es) | 2013-10-17 |
| CN103492605B (zh) | 2016-07-06 |
| JPWO2012137687A1 (ja) | 2014-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5614496B2 (ja) | 塗装後耐食性に優れたホットスタンプ成形された高強度部品およびその製造方法 | |
| JP5444650B2 (ja) | ホットプレス用めっき鋼板及びその製造方法 | |
| JP6836600B2 (ja) | ホットスタンプ部材 | |
| EP3564400A1 (en) | High-strength galvanized steel sheet and method for manufacturing same | |
| JP5463906B2 (ja) | ホットスタンプ用鋼板及びその製造方法 | |
| KR20190078438A (ko) | 열간 프레스 성형용 도금강판, 이를 이용한 성형부재 및 이들의 제조방법 | |
| JP4837604B2 (ja) | 合金化溶融亜鉛めっき鋼板 | |
| EP2527483B1 (en) | High-strength hot-dip galvanized steel sheet reduced in burr formation and process for producing same | |
| JP2017532451A (ja) | 耐剥離性に優れたhpf成形部材及びその製造方法 | |
| KR101825857B1 (ko) | 소부 경화형 용융 아연 도금 강판 | |
| WO2017131054A1 (ja) | 高強度亜鉛めっき鋼板、高強度部材及び高強度亜鉛めっき鋼板の製造方法 | |
| JP7241283B2 (ja) | 耐食性及び溶接性に優れた熱間プレス用アルミニウム-鉄系めっき鋼板及びその製造方法 | |
| JP4987510B2 (ja) | 塗装鮮映性とプレス成形性に優れた合金化溶融亜鉛メッキ鋼板およびその製造方法 | |
| JP5098864B2 (ja) | 塗装後耐食性に優れた高強度自動車部材およびホットプレス用めっき鋼板 | |
| CN104975226A (zh) | 一种抗拉强度440MPa级的汽车用合金化热镀锌钢及生产方法 | |
| JP4889212B2 (ja) | 高張力合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| KR102010083B1 (ko) | 내식성이 향상된 고내식 철-알루미늄계 합금도금강판, 그 제조방법 및 그로부터 제조된 열간 프레스 성형 부재 | |
| JP6661772B2 (ja) | 微細クラックが抑制された熱間プレス成形品及びその製造方法 | |
| CN114761602B (zh) | 加工性和耐蚀性优异的铝基合金镀覆钢板及其制造方法 | |
| KR101289198B1 (ko) | 도금층의 안정성이 우수한 열간 프레스 성형용 도금강판 | |
| JP4846550B2 (ja) | 合金化溶融亜鉛めっき用鋼板及び合金化溶融亜鉛めっき鋼板 | |
| JPWO2019066063A1 (ja) | めっき鋼板、めっき鋼板コイル、熱間プレス成形品の製造方法、及び自動車部品 | |
| JP5092858B2 (ja) | 溶融亜鉛めっき用鋼板及び合金化溶融亜鉛めっき鋼板 | |
| KR20150049504A (ko) | 가공성 및 용접성이 우수한 열간 프레스 성형용 강판 및 이의 제조방법 | |
| KR20190078032A (ko) | 내식성과 균열전파 저항성이 우수한 열간 프레스 성형 부재 및 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12767860 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2013508845 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2831305 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2013/011061 Country of ref document: MX |
|
| ENP | Entry into the national phase |
Ref document number: 20137025476 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14008854 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1301005578 Country of ref document: TH Ref document number: 2012767860 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2013148805 Country of ref document: RU Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112013025401 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112013025401 Country of ref document: BR Kind code of ref document: A2 Effective date: 20131001 |